
Valves For Very Low Temperature Service · 2018-04-04 · •Special Considerations for Cryogenic...
25
Presenter: William (Bill) S. Shelton, P.E. Director of Engineering Engineered and Process Valves Valves and Measurement Group Cameron International
Transcript of Valves For Very Low Temperature Service · 2018-04-04 · •Special Considerations for Cryogenic...

Presenter:
William (Bill) S. Shelton, P.E.Director of EngineeringEngineered and Process ValvesValves and Measurement GroupCameron International

• For many years, users just “dealt with” fugitive emissions (FE) i.e. leaks
• The Clean Air Act (1963, amended 1970 and 1990), now requires a Leak Detection and Repair (LDAR) program to address emissions of Volatile Organic Hydrocarbons (VOC)
• Users now recognize the significant costs of detecting and repairing leaking equipment
• Regulatory agencies are mandating more stringent requirements as we explore, find, produce, transport, and process/refine oil and gas in more sensitive environmental areas
• Users are driving equipment manufacturers to implement and demonstrate the performance of more robust and reliable sealing members to reduce costs

• Fundamentals of a seal qualification test
• Brief history of fugitive emissions testing
• Customer/users requirements trend
• Impact on suppliers/manufacturers
• Guidance for users and manufacturers
• Take aways
• Questions/discussion

• Pressure
• Media
• Pressure cycles, both high and low
• Dynamic seals - mechanical cycles to meet the process
requirements
• Affect of the media/lading on the seals (chemical and physical)
• Temperature cycles both high and low
• Leakage measurement
• Applicability-what are the essential characteristics that allow us to
apply across sizes or production lots – predictors of performance

• CFR 40, part 60, Appendix A, Method 21 – simply a method of measuring leakage using a hydrocarbon gas
• API 622• A qualification test for graphite stem seals• Acceptance criteria is up to the manufacturer• A type test. One test of a specified size qualifies the entire line
• ISO 15848 – becoming the recognized standard
• ISO 15848-1 (Type testing) - comprehensive qualification test – addresses all external seals
• Pressure• Temperature• Mechanical cycles• Classes of allowable leakage

Type Approval Testing Options per ISO 15484-1
Tightness Classes
Helium Methane
AH --
BH BM
CH CM
Endurance Classes
Isolating Valve Control Valve
CO1 (500 cycles) CC1 (20,000 cycles)
CO2 (1500 cycles) CC2 (60,000 cycles)
CO3 (2500 cycles) CC3 (100,000 cycles)

Type Approval Testing Options per ISO 15484-1
Temperature Classes
Test Temperature (t-196oC) (t-46oC) (tRT) (t200oC) (t400oC)
-196oC(-321oF)
-196oC through RT(-321oF through RT)
-46oC(-50oF)
-46oC through RT(-50oF through RT)
Room Temperature (RT)
-29oC through +40oC(-20oF through +104o F)
200oC(392oF)
RT through +200oC(RT through +392oF)
400oC(750oF)
RT through +400oC(RT through +750oF)
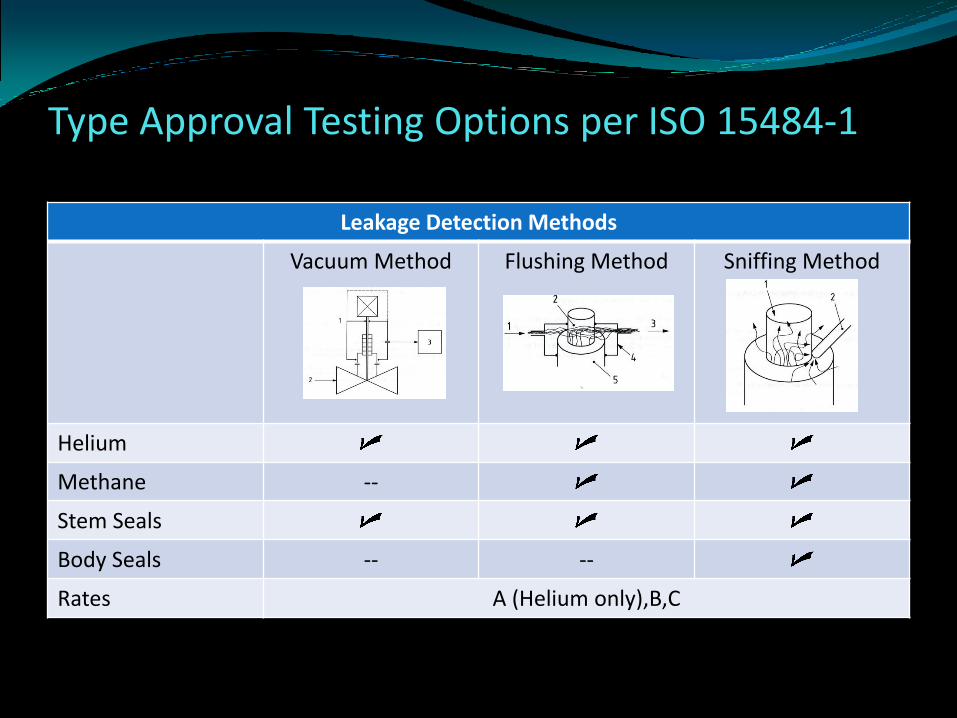
Type Approval Testing Options per ISO 15484-1
Leakage Detection Methods
Vacuum Method Flushing Method Sniffing Method
Helium
Methane --
Stem Seals
Body Seals -- --
Rates A (Helium only),B,C

Take Aways from TAT per ISO 15848-1
A lot of options
Tightness classes (3)
Endurance classes (3)
Temperature classes (5+)
Different test media (2)
Test methods – generally at manufacturer’s option BUT…
ISO 15848-2 (Production testing)
• Test media – helium (>97% purity)
• 6 bar (87 psi) – unless otherwise agreed
• Cycle valve five (5) times
• Measure leakage from the stem packing and other leak
paths using the sniffing method
• Class A, B, & C allowable leakage rates

• Cryogenic-a special subset of emissions testing under very low temperature
• Same considerations as normal FE tests except:• Testing with the valve at the temperature of
liquid nitrogen (-196oC, -321oF)• Seat testing is usually added
• Example Specifications• BS 6364• Company internal specifications (usually a
variation of BS 6364)• Customer specified specifications (usually a
variation of BS 6364, but some are different)
• Special Considerations for Cryogenic Testing
• Special test equipment – namely a means of cooling the valve to cryogenic temperatures
• Special preparations
• Means of measuring helium leakage
• Careful test procedures to be sure that the test results reflect performance
• Adequate stabilization
• Proper ventilation and safety equipment/measures
• Type testing and sample testing of production lots
Brief History of Fugitive Emissions Testing

• EPA Method 21 was predominant until the early 2000’s
• ISO 15848 is becoming dominant now
• Special customer requirements• ISO 15848 plus temperature, specific media, all varying by user,
project. Some require only TAT…some production testing to their own specified requirements
• Cryogenic - BS 6364 plus, all varying by user, project …Some require only TAT…some production testing to their own specified requirements
• Increasing diversity of production test requirements
• Trend Analysis (number) – 0-50 per year until 2010-2011 Now we are seeing larger projects and 100 or more FE type of tests per year
• Complexity Analysis – simple FE tests are evolving into more complicated temperature tests with additions that vary by customer and even project.

• Type Approval Testing (TAT)
• Engineering personnel• Laboratory resources for type testing
• People• Test equipment
• OR outsource TAT• Frees up internal resources• Adds an element of 3rd party credibility
• Safety equipment
Production FE Testing Resources Additional capital resources to facilitate production throughput
Test stands
Valve cycling equipment Manual for smaller valves Power operators for larger valves
Environmental facilities High temperature Low temperature Cryogenics
Measuring equipment (substantial cost and difficult to get good throughput without having one on site)
Safety equipment – ventilation, oxygen sensors, personal protection Equipment, etc.
Special valve preparation such as making sure all water is removed for temperature testing

• Set up costs
• A few thousand $ if the measuring equipment is rented
• $30k and higher if measuring equipment is purchased
• Over $100k, depending on facilities and sizes of valves to be tested
• People
• Technicians to perform the tests
• Qualified personnel to check for leakage and prepare the reports
• Experts to interpret and trouble shoot the unexpected
• Schedulers to maintain throughput

• Fugitive Emissions production testing can be considerably more complicated than most plants are accustomed to
• Planning to avoid disruptions
• Recognition of “Degrees of Constraint” and management of resulting floating bottlenecks in production
• Synchronization of throughput with resources
• Management of witness and hold points
• Rejections, recovery, and how throughput is affected
• Contingencies to resolve disruptions

Production Costs and Capacities
Production test cost can run the gamut from quite nominal to very expensive
Small valves with a simple FE test
Large bore valves – temperature/cryogenic production tests
Capacity
Simple FE tests
More complex FE with temperature or cryogenic testing

Guidance for Users and Manufacturers
Users/Owners
• Select requirements based on criticality of the application
• Use Type Approval Testing as qualifier, wherever possible.
• Alternatives to complex production testing
If production testing is appropriate,
• Choose the sample carefully. Avoid “testing in quality”
• Have clearly laid out requirements that are not subject to interpretation
• Expect extra cost for the labor
• Expect extra time including some contingency
• If production testing requires specialized equipment not normally needed, expect to pay for at least some of the capital expenditures
Choose suppliers who have the capacity and project management capability that is required.

Guidance for Users and Manufacturers
Manufacturers• Listen carefully to you customers’ needs. They may be driven by
mandatory regulatory requirements
• Know your customers’ needs almost as well as they do
• Use knowledge of customer needs for planning capacity – some equipment may have long lead times
• Expect to make a fair margin on the labor of extra testing
• Capitalize test equipment, if allowed by accounting.
• Do not forget safety equipment (oxygen sensors, pressure relief devices, safety barriers, warning lights/horns, proper shields, personal protection equipment, etc.)

Guidance for Users and Manufacturers
Manufacturers (con’t)• Design test stands with the minimum number of leak paths. Use high
reliability joints.
• Follow all assembly/quality procedures to ensure passing the test the first time through
• Have clearly written test procedures, available to those doing the work
• Develop production planning skills with parallel paths and contingency plans for such things as valve test rejection/rework and test equipment problems
• Have the right people available to minimize any random bottle necks
• Have source of back up equipment.
• Guarantees/warranties must be consistent with corporate terms/conditions

• Fundamentals of a seal qualification test
• Brief History of Fugitive Emissions Testing
• Customer/Users requirements trend
• Impact on suppliers/manufacturers
• Guidance for Users and Manufacturers

• FE testing has evolved from simply a measurement method to Leakage Detection and Repair programs to comprehensive type approval and production sample testing
• Customer and regulatory needs continue to evolve into more complex requirements
• These introduce complications and require additional resources and skill sets from manufacturers
• Users/Owners and manufacturers need to work together to optimize needs/requirements to provide the needed equipment in a timely manner

Questions?
Discussion?

That’s All Folks!















![C3Po1G-04 [40] Status of the LCLS-II Cryogenic ...](https://static.fdocuments.in/doc/165x107/617b945f35d6044f675bfd93/c3po1g-04-40-status-of-the-lcls-ii-cryogenic-.jpg)

