VALVES AND ACTUATORS...Figure 6: (a) Direction of flow through energized (b) Direction of flow...
333
1 VALVES AND ACTUATORS Topic Description Page no SOLENOID VALVES……………………………………………...2 SAUNDERS DIAPHRAGM VALVES…………………………..14 BUTTERFLY VALVES…………………………………………..23 BALL VALVES…………………………………………………...32 PLUG VALVES…………………………………………………...42 SHUT DOWN VALVES…………………………………………..51 MOTOR OPERATED VALVES…………………………………..54 PROPORTIONAL CONTROL VALVES…………………………60 ROTARY ACTUATORS…………………………………………..76 DIAPHRAM ACTUATORS……………………………………….89 DAMPER WITH LOUVERS………………………………………98
Transcript of VALVES AND ACTUATORS...Figure 6: (a) Direction of flow through energized (b) Direction of flow...

1
VALVES AND ACTUATORS
Topic Description Page no
SOLENOID VALVES……………………………………………...2
SAUNDERS DIAPHRAGM VALVES…………………………..14
BUTTERFLY VALVES…………………………………………..23
BALL VALVES…………………………………………………...32
PLUG VALVES…………………………………………………...42
SHUT DOWN VALVES…………………………………………..51
MOTOR OPERATED VALVES…………………………………..54
PROPORTIONAL CONTROL VALVES…………………………60
ROTARY ACTUATORS…………………………………………..76
DIAPHRAM ACTUATORS……………………………………….89
DAMPER WITH LOUVERS………………………………………98

2
SOLENOID VALVES
DESCRIPTION
The solenoid valve as a control valve accessory is used (1) to operate on/off pneumatic
actuators or (2) to interrupt the action of modulating valves by switching air or hydraulic
pressures. It is common practice to use a solenoid valve as the pilot for a pneumatically
operated on/off valve because of the wide choice of features and capabilities available in
the solenoid valve. Solenoid valves are primarily used as parts of start-up or shutdown,
interlock, or batch systems to cause the control valve to take some predetermined action
under certain conditions. The direct acting or pilot operated solenoid valves may have
two functions: normally closed (NC) and the normally open (NO) solenoid valves
SYMBOL
(a) (b)
Figure 1: (a) Normally closed solenoid valve (b) Normally open solenoid valve
Figure 2: Solenoid valves

3
SPECIFICATIONS
Technical Specification for 2 ports 2 positions’ solenoid valve-direct
action:
Working Fluid: Air, water, Steam, Oil (below 20cst).
Action Method: Direct action.
Function type: Normally Closed (N/C), Normally Open (N/O).
Fluid Viscidity: <20 CST.
Pressure: Normally Closed 16 bar, Normally Open 8bar.
Working pressure: 0-0.7Mpa.
Temperature: ≤80C.
Rated voltage range: ±10%.
Mode of action: Pilot operated.
Body material: Brass.
Sealing material: PTFE,NBR,EPDM or VITON
Protection class: IP54.
2 Way Solenoid Valve Orifices:
025:2.5mm 040:4.0mm 160:16mm 200:20mm
250:25mm 350:35mm 400:40mm 500:50mm
Solenoid Valve Port Size:
model 06:18/‖
model 08:1/4‖
model 10:3/8‖
model 15:1/2"
model 20:3/4"
model 35:11/4‖
model 40:11/2‖
model 50:2"
Voltage:
DC24V AC110V 50Hz/60Hz
DC12V AC24V 50Hz/60Hz;
AC220V 50Hz/60Hz;
AC380V 50Hz/60Hz
Operating Voltage:
The main advantage of the DC solenoid is its constant current consumption,
which leads to smooth switching and a coil that can cope with mechanical
obstructions. Voltage surges (inductive peaks) can be avoided by connecting a
resistor, diode or RC-network in parallel. Voltage tolerances permitted are10
%. If AC solenoids designed for 50 Hz have to be used with 60 Hz, this entails
a reduction in performance. DC coils supplied via rectifiers can be operated
between 40 and 60 Hz.

4
Table 1: Solenoid Valves without Differential Pressure
Table 1: Solenoid Valves with Differential Pressure

5
PRINCIPLE OF OPERATION
A solenoid is an electromechanical device which allows for an electrical device to control
the flow of a gas or liquid. The electrical device causes a current to flow through a coil
located on the solenoid valve. This current flow in turn results in a magnetic field which
causes the displacement of a metal actuator.
The actuator is mechanically linked to a mechanical valve inside the solenoid valve. The
valve then changes state, either opening or closing to allow a liquid or gas to either flow
through or be blocked by the solenoid valve. A spring is used to return the actuator and
valve back to their resting state when the current flow is removed.
Figure 3: Internal parts of Solenoid valve
1. Valve Body 4. Coil/Solenoid 7. Plunger

6
2. Inlet Port 5. Coil Windings 8. Spring
3. Outlet Port 6. Lead Wires 9. Orifice
The media controlled by the solenoid valve enters the valve through the inlet port (Part 2
in the illustration above). The media must flow through the orifice (9) before continuing
into the outlet port (3). The orifice is closed and opened by the plunger (7).
The valve pictured above is a normally-closed solenoid valves. Normally-closed valves
use a spring (8) which presses the plunger tip against the opening of the orifice. The
sealing material at the tip of the plunger keeps the media from entering the orifice, until
the plunger is lifted up by an electromagnetic field created by the coil.
Most solenoid valves operate on a digital principle. They therefore possess two distinct
states. (1) When the coil is activated by an electrical current, and (2) when the valve is
resting (without electricity). Valve functions are defined from the resting position. The
direct acting or pilot operated solenoid valves may have two functions, normally closed
and normally open.
Normally closed (NC): A solenoid valve is normally closed (abbreviated as NC) if there
is no flow across the valve in its resting position.
(a) (b)
Figure 4: (a)Example of 2/2-way normally closed Solenoid valve
(b)Example of 3/2-way normally closed Solenoid valve
Please note that in the case of 3-way solenoid valves, port A is open to port R which, for
example, enables the valve‘s single-action cylinder to be exhausted to atmosphere.
Normally open (NO): A solenoid valve is said to be ―normally open‖ (abbreviated NO)
when it enables fluid to pass in its resting position (with no current on the solenoid
contacts).

7
(a) (b)
Figure 5: (a)Example of 2/2-way normally open Solenoid valve
(b)Example of 3/2-way normally open Solenoid valve
A specific choice of entry ports can change a valve‘s function. However, since balanced-
force calculations take rebound effects, coil effects and the effects of pressure exerted on
the seal into account, the performance of an NC valve fitted in an NO position would be
reduced. In this configuration it would be better to choose a universal solenoid valve.
INSTALLATION
Be sure to adhere to the following when installing your solenoid valve:
Arrow on valve body indicates direction of flow.
Apply wrench only on end of valve being connected;
(Leverage on other valve parts can cause damage)
Install in horizontal position with solenoid vertical.
Make electrical connections in compliance with electrical code.
Caution: Be certain that electric power is of the same voltage and cycles as marked
on solenoid.
SELECTION CRITERIA
The following factors are important in making the right commercial and technical choice:
Valve actuation
• solenoid
• pressure
• proportional
• motorized
Number of ways
• 2/2 Valve
• 3/2 Valve
Switching function
• normally closed (NC)

8
• normally open (NO)
Connection size
• flow rate
• kv (flow coefficient) value
Type of connection
• threaded
• flanged
• weld ends
Working pressure
• upstream of valve
• downstream of valve
• differential pressure
• vacuum
Process fluid
• neutral to aggressive
• gas to liquid
• filtered to contaminated
Fluid temperature and ambient temperature
• range from - to + ーC
• ambient atmosphere
Solenoid power supply
• voltage
• frequency
Protection classification
• IP
• EEx
Control fluid supply
• control fluid
• control pressure
• temperature of control fluid from - to + ーC
• ambient temperature from - to + ーC
Safety requirements
• TÜV approval/test certificates
• specific certifications
DESIGN
Solenoid valves are control units which, when electrically energized or de-energized,
either shut off or allow fluid flow. The actuator takes the form of an electromagnet. When
energized, a magnetic field builds up which pulls a plunger or pivoted armature against
the action of a spring. When de-energized, the plunger or pivoted armature is returned to
its original position by the spring action. A solenoid valve consists of the valve body, a
magnetic core attached to the stem and disc, and a solenoid coil Figure. The magnetic
core moves in a tube that is closed at the top and is sealed at the bottom; this design
eliminates the need for packing. A small spring assists the release and initial closing of
the valve.

9
(a) (b)
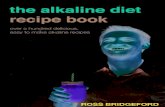
Figure 6: (a) Direction of flow through energized
(b) Direction of flow through de-energized
Direct acting 2-way solenoid valves
One inlet and one outlet, and are used to permit and shut off fluid flow. In the de-
energized condition, the core spring, assisted by the fluid pressure, holds the valve seal
on the valve seat to shut off the flow. When energized, the core and seal are pulled into
the solenoid coil and the valve opens. The electro-magnetic force is greater than the
combined spring force and the static and dynamic pressure forces of the medium
Direct-acting 3-way solenoid valves Three-way valves have three port connections and two valve seats. One valve seal always
remains open and the other closed in the de-energized mode. When the coil is energized,
the mode reverses. The 3-way valve shown in Fig. 2 is designed with a plunger type core.
Various valve operations can be obtained according to how the fluid medium is
connected to the working ports in Fig. 2. The fluid pressure builds up under the valve
seat. With the coil de-energized, a conical spring holds the lower core seal tightly against
the valve seat and shuts off the fluid flow. Port A is exhausted through R. When the coil
is energized the core is pulled in, the valve seat at Port R is sealed off by the spring-
loaded upper core seal. The fluid medium now flows from P to A. As a control valve
accessory, usually a three-way (three ports) solenoid valve is required. Some designs
require that pressure be always applied to one certain port and that another certain port
always be used as the vent. This does not always suit the required logic, but valves can be
found designed for ―universal‖ operation where there is more freedom in assigning port
function.
Internally piloted solenoid valves With direct-acting valves, the static pressure forces increase with increasing orifice
diameter which means that the magnetic forces required overcoming the pressure forces,
become correspondingly larger. Internally piloted solenoid valves are therefore employed
for switching higher pressures in conjunction with larger orifice sizes; in this case, the
differential fluid pressure performs the main work in opening and closing the valve.
Internally piloted 2-way valves

10
Internally piloted solenoid valves are fitted with either a 2- or 3-way pilot solenoid valve.
A diaphragm or a piston provides the seal for the main valve seat. The operation of such a
valve is indicated in Fig. 4. When the pilot valve is closed, the fluid pressure builds up on
both sides of the diaphragm via a bleed orifice. As long as there is a pressure differential
between the inlet and outlet ports, a shut-off force is available by virtue of the larger
effective area on the top of the diaphragm. When the pilot valve is opened, the pressure is
relieved from the upper side of the diaphragm. The greater effective net pressure force
from below now raises the diaphragm and opens the valve. In general, internally piloted
valves require a minimum pressure differential to ensure satisfactory opening and
closing.
(a) (b) (c)
Figure7: (a) Two way solenoid valve (b) Three way solenoid valve (c) Four way solenoid valve
Four-Way Solenoids:
Internally piloted 4-way solenoid valves are used mainly in hydraulic and pneumatic
applications to actuate double-acting cylinders. These valves have four port connections:
a pressure inlet P, two cylinder port connections A and B, and one exhaust port
connection R. An internally piloted 4/2-way poppet valve is shown in Fig. 6. When de-
energized, the pilot valve opens at the connection from the pressure inlet to the pilot
channel. Both poppets in the main valve are now pressurized and switch over. Now port
connection P is connected to A, and B can exhaust via a second restrictor through R.
For on/off cylinder-operated valve actuators, four-way solenoids are often used (Figure
6.2w). They are fast, provide positive operation, and are available for a variety of AC or
DC voltage services and with Class F coils for up to 310
F (154C) temperature
services.
Figure 8: ON/OFF cylinder actuator operated by four-way solenoid
Solenoid Capacity

11
Each approach must consider the flow capacity of these solenoid valves. The desired
solenoid valve Cv must be greater than the Cv of the positioner to avoid a reduction in
stroke speed. If they are equal, then the valve speed will be roughly half of that without
the solenoid. It is typical of solenoid valves that small valves are directly operated and the
larger ones are pilot operated. In pilot-operated valves, a small direct-operated valve uses
air pressure to switch the larger main valve. Pilot-operated valves require a certain
minimum air pressure differential in order to operate the main valve. If the solenoid valve
is tripped while the air pressure is less than this pressure, the main valve will not change
state and tripping the pilot will have no effect. The valve will trip later when the pressure
differential becomes high enough to operate it. Where full pressure is always present this
is not an issue.
CONSTRUCTION
All materials used in the construction of the valves are carefully selected according to the
varying types of applications. Body material, seal material, and solenoid material are
chosen to optimize functional reliability, fluid compatibility, service life and cost.
Body materials Neutral fluid valve bodies are made of brass and bronze. For fluids with high
temperatures, e.g., steam, corrosion-resistant steel is available. In addition, polyamide
material s used for economic reasons in various plastic valves.
Solenoid materials All parts of the solenoid actuator which come into contact with the fluid are made of
austenitic corrosion-resistant steel. In this way, resistance is guaranteed against corrosive
attack by neutral or mildly aggressive media.
Seal materials The particular mechanical, thermal and chemical conditions in an application factors in
the selection of the seal material. The standard material for neutral fluids at temperatures
up to 194°F is normally FKM. For higher temperatures EPDM and PTFE are employed.
The PTFE material is universally resistant to practically all fluids of technical interest.
Pressure ratings - pressure range All pressure figures quoted in this section represent gauge pressures. Pressure ratings are
quoted in PSI. The valves function reliably within the given pressure ranges. In the case
of vacuum operation, care has to be taken to ensure that the vacuum is on the outlet side
while the higher pressure, i.e. atmospheric pressure, is connected to the inlet port
Flow rate values The flow rate through a valve is determined by the nature of the design and by the type of
flow. The size of valve required for a particular application is generally established by the
Cv rating. This figure is evolved for standardized units and conditions i.e. flow rate in
GPM and using water at a temperature of between 40°F and 86°F at a pressure drop of 1
PSI. Cv ratings for each valve are quoted. A standardized system of flow rate values is
also used for pneumatics. In this case the air flow in SCFM upstream and a pressure drop
of 15 PSI at a temperature of 68°F.

12
CONFORMATION TO STANDARDS
DIN 50 049 / EN 10 204 - Test Certificates
EN 10 204 - 2.1 - General confirmation based on performance of-Operating
and leak tests- Pressure test- Voltage test
EN 10 204 - 3.1 - Approval test certificate
DIN 3230 Part 3 - Operating and leak tests
DIN 3230 Part 3 - Pressure test
DIN VDE 580 ァ38 - Voltage test
EN 10 204 - 3.1.A and 3.1.B - Material quality certificate for valve body, cover, body
screws and plunger tube
EN 10 204 - 2.2 - Material quality certificate for parts in contact with fluid
EN 10 204 - 3.1 - Operating and leak tests
Quality and Environmental Management
ISO TS 16949:2002 - quality standard
DIN EN ISO 9001 - quality management system
DIN EN ISO 14001:2005.
Agency Valve Classifications and Code Reference
General Purpose Valve – a Normally Open or Normally Closed valve intended to control
the fluid flow, but not to be depended upon to act as a safety valve. This is a UL and CSA
classification, and is not intended to indicate valve service or application.
Safety Shutoff Valve – a Normally Closed valve of the ―on‖ and ―off‖ type, intended to
be actuated by a safety control or emergency device, to prevent unsafe fluid delivery. It
may also be used as a General Purpose valve. A multiple port valve may be designated as
a Safety Shutoff valve only with respect to its Normally Closed port. This is a UL, FM,
and CSA valve classification. Safety shutoff valves are listed in UL index under Guide
YIOZ or YIOZ2 for ordinary locations and YTSX or YTSX2 for hazardous locations.
Process Control Valve – an FM approved valve to control flammable gases, not to be
relied upon as a Safety Shutoff valve. Refer to note under individual valve listing. Unless
otherwise stated under the individual Series numbers, valves are listed as General
Purpose valves
Underwriters Laboratories, Inc.
UL429 - Electrically operated valves,‖
UL1002 - Electrically operated valves for use in hazardous
locations.
UL1604 - Electrical equipment for use in Class I and II, Division 2
and Class III hazardous classified locations.
UL provides two “Listing” categories for solenoid valves:
General Use: Valves authorized for general use are complete in their requirements;
therefore, they may be installed in the field. They are identified by the UL symbol,
followed by the word ―Listed‖ and the valve classification. UL Listings for ASCO
―General Use‖ valves and solenoids can be found in the ―UL Gas and Oil Equipment
Directory‖ (gray book) under Electrically Operated Valves, Guide No. YIOZ or YI0Z2
(File MP-618), and in the ―UL Hazardous Location Equipment List‖ (red book) under

13
Electric Valves, Guide No. YTSX or YTSX2 (File E25549) or under Solenoids, Guide
No. VAPT (File E12264).
Component: Valves in this category are intended for use as factory-installed components
of equipment where final acceptability must be determined by UL. They are not intended
for installation in the field. Component valves are termed ―UL Recognized‖ and use UL‘s
special Recognized Component mark. UL Listings of ASCO Component Valves can be
found in the ―UL Recognized Component Index‖ (yellow book) under Electrically
Operated Valves, Guide No. YIOZ2 and YSY12 (File MP-618).
Canadian Standards Association Standard C22.2 No.139 - Electrically Operated Valves,‖ covers the standards
governing solenoid valves.
Standard C22.2 No.213 - Electrical equipment for use in Class I, Division 2
hazardous locations.
CSA certified valves and solenoids are listed in the ―CSA Certified Electrical Equipment
Book‖ under Valves, Guide No. 440-A-0 (File 10381) and Guide No. 440-A-0.8
(File13976). CSA valves require special handling, testing, and marking. They are
supplied only when specified on an order.
Factory Mutual Research Corporation FM ―approves‖ and lists in the ―Factory Mutual Approval Guide‖ fuel oil and fuel gas
safety shutoff valves, process control valves, explosion proof / dust-ignition proof, and
intrinsically safe valves for hazardous locations. Valves designated for other fluids and
operational characteristics, although not subject to FM approval, are usually ―accepted‖
by FM on specific equipment installations.
European Directives – CE
The Council of the European Communities, under the treaty establishing the European
Economic Community (EEC), adopted into law a series of directives to harmonize
technical standards.
APPLICATIONS
• Solenoid valves are used for the emergency shutting down of the control valve.
PARTIAL LIST OF SUPPLIERS
• Honeywell
• Danfoss
• Siemens
• ASCO
• Sporlan
• Valcor

14
• Avcon
• Magnatrol
• Festo
SAUNDERS DIAPHRAGM VALVES
DESCRIPTION
The Saunders valve is also referred to as a diaphragm valve or less often as a weir valve.
Saunders valves are of relatively low costs, tight shut-off, and suitability for corrosive,
dirty, viscous, or slurry services. Their limitations include their poor control
characteristics, although the use of the dual-range design improves it. They are also
limited in their temperature (high and low) and pressure (high) ratings and are not suited
for cavitating or flashing services.
SYMBOL
Figure 9: Diagram of flow sheet symbol

15
Figure 10:
SPECIFICATIONS
• Design Types: A. Weir, full-bore
B. Straight-through
C. Dual-range
• Sizes:
− Standard units from 1/2 to 12 in. (12 to 300 mm)
− special units up to 20 in. (500 mm)
• Maximum Operating Pressure:
− In sizes up to 4 in. (100 mm), 150 PSIG (10.3 bar); 6 in. (150 mm), 125 PSIG
(8.6 bar).
− 8 in. (200 mm), 100 PSIG (6.9 bar); and 10 or 12 in. (250 or 300 mm), 65
PSIG (4.5 bar).
• Vacuum Limits:
− Mechanical damage can occur when opening valve against process vacuum
• Temperature Limits:
− With most elastomer diaphragms from 10 to 15°F (–12 to 65°C); with PTFE
diaphragm from –30 to 350°F (–34 to 175°C).
• Materials of Construction:

16
− Body materials: iron, ductile iron, steel, 302 to 316 stainless steel, Alloy 20,
bronze,
− Monel, Hastelloy C, aluminum, titanium, graphite, plastic such as PTFE lining
or solid plastics
− Diaphragm materials: Teflon, Buna-N, neoprene, hypalon
• Rangeability:
− About 10:1
• Leakage:
− ANSI Class IV or V
• Capacity:
− Cv = 20 d2
Table 3: Valve coefficients of conventional Saunders valve

17
PRINCIPLE OF OPERATION Conventional Saunders valves utilize both the diaphragm and the weir for controlling the
flow of the process fluid (Figure 4.1), while straight through and dual-range ones do not
necessarily use a weir. The conventional Saunders valve is opened and closed by moving
a flexible or elastic diaphragm toward or away from a weir. The elastic diaphragm is
moved toward the weir by the pressure applied by a compressor element on the
diaphragm. The compressor is connected to the valve stem, which is moved by the
actuator. The diaphragm, which at its center is attached to the compressor, is pulled away
from the weir when the compressor is lifted. For high-vacuum service it is often desirable
to evacuate the bonnet of the Saunders valve in order to reduce the force that is pulling
the diaphragm away from the compressor. This is especially desirable for large valves,
where the vacuum might be sufficient to tear the diaphragm from the compressor.

18
Figure 11: The main components of a weir-type Saunders valve
The compressor is designed to clear the finger plate, or diaphragm support plate, and to
contour the diaphragm so that it matches the weir (Figure 4.1). The purpose of the finger
plate is to support the diaphragm when the compressor has been withdrawn. The finger
plate is utilized for valve sizes 1 in. (25 mm) and larger. For valves larger than 2 in. (50
mm), the finger plate is built as part of the bonnet. A Saunders valve can be considered as
a half pinch valve. The pinch valve operates as if two diaphragms were moved toward or
away from each other, whereas the Saunders valve has only one diaphragm and a fixed
weir.
Spindle
Adapter bonnet
Compressor pin
Compressor
Finger plate
Bonnet bolts and nut
Diaphragm Body

19
Figure(12) below shows the three basic positions of a conventional Saunders valve.
Streamline flow Leak-tightness Flow control
in open position in throttling position in closed position
Figure12: The open, throttling, and closed positions of a conventional Saunders valve
INSTALLATION
Saunders diaphragm valves can be installed in any orientation and are fully bi-directional.
Hash marks on the tube or clamp ends indicate self drain position. Two way valves
should be installed with these hash marks in the 12 o‘clock position, if the valve is to
fully drain. Refer to drawings for orientation of tandem valve assemblies and block
valves.
Figure13:
Saunders buttweld valves may be welded in line while assembled without damage to
diaphragm or top works providing standard orbital welding procedures are used and heat
source is localized.
Important: System drainability is a function of many factors in addition to proper
valve selection and installation and is the responsibility of the system designer and
fabricator or installer

20
DESIGN AND CONSTRUCTION
The body of a conventional Saunders valve, because of its simple and smooth interior,
lends itself well to lining with plastics, glass, titanium, zirconium, tantalum, and other
corrosion-resistant materials (Figure 14). Valve bodies are available in iron, stainless and
cast steels, alloys, and plastics. Iron bodies are lined with plastic, glass, special metals,
and ceramics. The diaphragm for the conventional Saunders valve is available in a wide
range of materials. These include polyethylene, Tygon, white nail rubber, gum rubber,
hycar, natural rubber, neoprene, hypalon, black butyl, KEL-F, and Teflon, with various
backings, including silicone. Some of these diaphragms also contain reinforcement fibers.
Maintenance requirements of Saunders valves are mainly determined by the diaphragm
life, which is a function of the diaphragm‘s resistance to the controlled process fluid
(which may be corrosive or erosive) and also of the operating pressure and temperature
Figure 14: Teflon-lined Saunders valve
Straight-Through Design The valve seat of the straight-through diaphragm valve is not the conventional weir. Here
the compressor is contoured to meet the walls of the body itself (Figure 15). The longer
stem stroke of the straight-through valve necessitates a very flexible diaphragm. The
increased flexure requirement tends to shorten the life of the diaphragm, but the valve‘s
smooth, self-draining, straight-through flow pattern makes it applicable for hard-to-
handle materials, such as slurry.

21
Figure15: The design of a straight-through Saunders valve
Full Bore Valve The body of a full-bore Saunders valve is modified to provide a special shape to the weir.
As a result, the opening of the internal flow path is fully rounded at all points, permitting
ball brush cleaning (Figure 16). This is an important feature in the food industry, where a
smooth, easy-to-clean interior surface is required.
Figure16: Full-bore Saunders valve
Dual-Range Design
The rangeability and flow characteristics of a conventional Saunders valve are rather
poor, and so it is not suitable if high precision control is required. The flow
characteristics of the dual-range design are an improvement, in comparison to the
characteristics of the conventional Saunders. The dual-range valve contains two
compressors, which provide independent control over two areas of the diaphragm (Figure
17). The first increments of stem travel raise only the inner compressor from the weir.
This allows flow through a contoured opening in the center of the valve. This is superior
to the operation of the single-range design, where the corresponding flow is the result of a
slit across the entire weir. This improvement in the shape of the value opening helps
prevent clogging and the dewatering of stock and it also keeps abrasion at a minimum. In
this dual-range design, while springs hold the outer compressor firmly seated, the inner
compressor may be positioned independently to provide accurate control over small
amounts of flow. When the inner compressor is opened to its limit, the outer compressor
begins to open. From this point on, both compressors move as a unit. When wide open,
this valve provides the same flow capacity as its conventional counterpart

22
Dual-range design
Conventional design
Figure 17: The shape of the openings of a 10 and 75% open Saunders valves are compared in the
dual-range (left) and single-range (right) designs.
CHARACTERISTICS
The characteristics of conventional Saunders valves are nearly quick opening, while the
characteristics of dual-range Saunders valve designs are closer to linear. The flow
characteristic of the straight-through design is more nearly linear than those of the
conventional Saunders valves.
Springs
Inner compressor
Outer compressor
75% open
10% open

23
Figure18: Characteristics curve of saunders diaphragm valve
CONFORMATION TO STANDARDS
• ANSIB16.5 rated 150 #,300#
APPLICATIONS
• Slurries, corrosive fluids at low pressure drops
PARTIAL LIST OF SUPPLIERS
• ABB Inc.
• Emerson Process Management
• Foxboro-Invensis
• ITT Industries, Engineered Valves
• McCanna/Marpac
• Nibco Inc.
• Teledyne Engineering
• Velan Valve Corp.

24
BUTTERFLY VALVES
DESCRIPTION
Butter fly valves also called a butterfly damper are used to control the flow of fluids
where a disk controls flow through the port. The rotary valves such as butterfly, ball, and
plug valves were once considered to be only on/off valves. Recently, the rotary valves in
general and the butterfly design in particular have been used more and more as throttling
control valves. Relative to the traditional globe control valve, the butterfly valves have
the advantages of lower cost and weight, two to three times the flow capacity of globe
valves, fire-safe designs, and low stem leakage. Some of them can also be provided with
near-equal-percentage characteristics and tight shut-off.
SYMBOL
Figure 19:
Figure 20:

25
SPECIFICATIONS
• Types of Designs: A. General-purpose, aligned shaft
B. High-performance offset (eccentric) shaft
• Sizes: A. 2 to 48 in. (51 mm to 1.22 m) is typical, but units have been made in sizes from0.75
to 200 in. (19 mm to 5 m)
B. 4 to 16 in. (0.1 to 0.4 m) is common, but units are available from 2 to 80 in. (50 mm
to 2 m)
• Design Pressures: A. Most are available through ANSI Class 300 ratings and for up to 200 psid (1.4MPa)
pressure drop. Special units have been designed for up to 6000 PSIG design pressure
B. For installation purposes most are available through ANSI 600 ratings and for up to
720 psid (5 MPa) pressure drop
• Design Temperature: A. −450 to 1000°F (−268 to 538°C). Special refractory lined units have been made for
up to 2200°F (1204°C)
B. −320 to 450°F (−196 to 232°C) for Teflon-seated valves; 1200°F (649°C) for metal-
seated ones. Special units are available up to 1700°F (927°C)
• Body/Disc Materials: A. Iron, ductile iron, carbon or alloy steels, stainless steel (302–316), aluminum bronze,
Alloy 20, Monel, Hastelloy C, titanium, chrome plating, nickel plating, Kynar,
Nordel, Viton, EPDM, Buna-N, neoprene elastomer lining, TFE encapsulation
B. Steel,316 stainless steel, alloy steel, Durimet 20, aluminum bronze, Alloy 20,Monel,
Hastelloy C, titanium, tungsten titanium carbide (TTC) coating
• Seal Materials: A. TFE, Kel-F, EPT, polyethylene, PTFE with titanium, Inconel, or 316 stainless steel
or other metals
B. TFE, Kel-F, EPT, polyethylene, PTFE with titanium, Inconel, or 316 stainless steel
or other metals
• Capacity: A. With 60° rotation, Cv = (17 to 20) d
2. Typical for throttling with 75° rotation, Cv =
(25 to 30) d2; with 90° rotation, Cv = (35 to 40) d
2.
B. Cv = (20 to 25) d2;
• Rangeability:
Generally claimed as 50:1 • Leakage:
A. Unlined, 2 to 5%; lined, ANSI V
B. Metal seat, ANSI IV; soft (toggle) seat, ANSI VI
• Special Features: Reduced torque disc designs, fire-tested seals, reduced noise disc, special disc
seal designs.

26
PRINCIPLE OF OPERATION
Butterfly valve operation is basically simple, because it involves only rotating the vane,
disc, louver, or flapper by means of the shaft to which it is fastened. This may be done
manually by a lever handle on smaller valves or by a hand wheel and rotary gear box on
larger sizes. Automatic operation may be accomplished by pneumatic, hydraulic, or
electrical motor drives attached to the shaft by various methods.
Figure21: Typical butter fly valve
A butterfly valve is from a family of valves called quarter-turn valves. It is a ―damper
or throttle valve in a pipe consisting of a disc turning on a diametric axis‖ (Figure 22). As
the disc moves through a 90° rotation, the valve moves from fully closed to fully open.

27
When the valve is fully open, the disc is rotated a quarter turn so that it allows an almost
unrestricted passage of the fluid. The valve may also be opened incrementally to throttle
flow. The area open to flow increases as the disc rotates from closed to open, and this
variation is used for throttling. Unlike a ball valve, the disc is always present within the
flow; therefore a pressure drop is always induced in the flow, regardless of valve
position.
Figure 22: The vane positions of butterfly valve when closed, throttling, or open
High-performance butterfly valves
The most significant design advance in butterfly valves was the development of the high-
performance butterfly valve. This design concept combined the tight shut-off of the lined
valves, the reduced operating torque and excellent throttling capabilities of the swing-
through disc shapes, and the ability to operate with relatively high pressure drops. The
compact size, reduced weight, and lower cost have made the HPBV a formidable
competitor to other control valve designs in sizes 3 in. (75 mm) and larger. There are
many designs available, which usually all have the characteristics of 1) a separable seat
ring contained in the body and 2) an eccentric cammed disc (Figure 23). This camming
action enables the disc to back out of and into the seat before and after the disc rotation
when throttling. This is accomplished by having the shaft offset from both the centerlines
of the disc and the valve body (Figure 24)
Figure 23: Soft seated high performance valve by sure seal

28
Figure 24: The high-performance butterfly valve with eccentric shaft and cam action disc operation
is shown on the left. On the right it is illustrated how the disc is lifting off the seat as the valve begins
to open.
BUTTERFLY VALVE INSTALLATION
NIBCO butterfly valves are bi-directional and may be installed with flow in either
direction. Flanged, lug and wafer style valves are designed and suitable for installation
between ANSI Class 125 or 150 flanges. Cast iron flat-face, steel raised-face, both slip-
on and weld-neck, and bronze or plastic flanges may be used (See Table I below).
Because of the unique seat design, NIBCO (2"-48") butterfly valves do not require the
use of flange gaskets and can be used for dead end service without a downstream flange.
Grooved style valves connect to metallic pipe of IPS per AWWA C606.
The valve can be installed in any horizontal or vertical position. If a choice of stem
positions exists, the valve should be installed with the stem in the horizontal position; this
will minimize seat wear by distributing the stem and disc weight evenly. Also, if the
media is abrasive, the horizontal stem position is highly preferred.
These valves have been designed so that the disc, in the open position, will clear the
inside diameter of schedule 40 and 80 steel pipe. Care should be taken when installing a
butterfly valve adjacent to lined pipe, as-cast fittings, or schedule 80 plastic pipe. In some
cases the disc in the opened position will interfere with the adjacent component. Butterfly
valves should be installed a minimum of six (6) pipe diameters from other line
components. This is not always practical but it is important to design in as much distance
as possible. Interference may occur when valves are installed directly to the outlet flange
of a swing check, silent check, or reducing flange. Check valve and butterfly valve
combinations are very popular; normally a short spool piece is required between the
valves. When using a valve with gear operator attached, it may be desirable to have the
hand wheel positioned to allow easy access, or for use of an optional adjustable sprocket
rim (chain wheel) for remote operation.

29
Table 3: Piping/Flange /inside diameter requirements
Ref: Installation guide for NIBCO butterfly valves
CONSTRUCTION
Mechanically, butterfly valves vary widely in their construction features. However,
common to all are the valve body, the disc and shaft, shaft support bushings or bearings,
shaft packing, and a means of attaching an operator to the shaft. Butterfly valves also fall
into two basic categories, swing through and shut-off designs. Most swing-through
designs (Figure 2.5) have a symmetrical disc and shaft design with a certain clearance
required between disc and body. The body is usually the solid ring type, which is
mounted between pipe flanges. It can be either the wafer type or the single flange lug
pattern, where the flange bolting also goes through the valve body.
Figure 25: The design of a swing-through butterfly valve
Discs are cast in one piece. The thickness of the disc and hub along with the diameter of
the shaft is a function of the maximum pressure drop and torque required. Careful
alignment of the body, bushings, shaft, and disc eliminates binding. Hard facing materials
can be applied to the disc edge and body bore where erosive fluids such as steam are
involved. Refractory-type linings are also available for the body. The swing-through
butterfly valve designs are available with a variety of disc shapes that serve to reduce the
required torque and to increase throttling angle range (Figure 26).

30
Figure 26: Cambered and fishtail disc shapes are used to reduce the torque and to increase the
throttling angle range
Tight Shut-off Designs
Butterfly valves designed for tight shut-off fall into two categories. One is the valve that
is provided with an elastomer or plastic liner. In this configuration, the disc is also
encapsulated in some cases (Figure 27).
Figure 27: Lined butterfly valve design
The other tight shut-off design is the HPBV with the cammed disc and a separate seal
ring clamped into the body (Figure 28).
Figure 28: High-performance butterfly valve design provided with cammed disc.

31
In addition, there are some special designs with laminated seal rings located on the disc
edge that wedge into a conical seat in the valve body. These laminated seal designs are
especially suitable for high pressure and temperature shut-off. Sealing in these valves is
usually accomplished by a wedging action of the disc edge into the elastomeric or plastic
seat. The discs may be symmetrical on the shaft (similar to swing-through), offset from
the shaft, or canted on the shaft. The objective of the latter two designs is to give a 360°
seal contact on the disc edge.
Characteristics Characteristic curve, which is a plot of the free area vs. percentage vane rotation, is
shown in (Figure 29) are somewhere between linear and quick-opening for a general-
purpose butterfly valve and for some high performance designs.
Figure 29: Characteristic curve for general purpose and high performance butter fly valves
The flow characteristics of butterfly valves are affected by the location of the shaft
(aligned or eccentric) and by the relative size of the shaft compared to the valve. The
characteristics of high-performance designs are also slightly affected if the shaft is moved
from the upstream to the downstream side of the disc. For throttling purposes the rotation
of the valve is usually limited to move between the 0° and 60° positions.
CONFORMATION TO STANDARDS
• SAA - Standards Association of Australia.
• ANSI - American National Standards Institute.
• API - American Petroleum Institute.
• ASME - American Society of Mechanical Engineers.
• ASTM - American Society for Testing and Materials.
• MSS - Manufacturers Standardization Society of the Valve & Fittings
Industry.
• NACE - National Association of Corrosion Engineers.
• PNGS - Papua New Guinea Standards.

32
APPLICATIONS
• Butterfly valves are not only used in industry, but variations are found in consumer
products such as furnace dampers, automobile carburetors, and shower heads.
• The valve was particularly applicable to the low-pressure on/off service usually
encountered in waterworks applications.
• Today‘s modern butterfly valve designs are suitable for a wider variety of fluid
applications, including those with higher pressure drops, tight shut-off and corrosive
characteristics.
PARTIAL LIST OF SUPPLIERS
• ABB Kent Inc.
• AMRI, Inc
• Bray Controls
• Cashco Inc.
• Circle Seal Controls
• DeZurik/SPX Valves & Controls
• Fisher Controls International Inc.
• Flowserve, Flow Control Div.—Valtek
• FMC Blending & Transfer
• Foxboro-Invensys
• George Fischer Inc.
• Halliburton Energy Services
• Honeywell Industry Solutions
• ITT Industries, Engineered Valves
• Keystone International
• Love Controls Corp.
• MKS Instruments Inc.

33
BALL VALVES
DESCRIPTION
The rotary ball, butterfly, and plug valves, which in the past were considered only as
on/off shut-off valves, are extensively used today as control valves. Today, globe valves
are still widely used, but their dominance is being challenged by the less expensive rotary
(ball, butterfly, and plug) valves, which are usually actuated by cylinder operators.
Relative to the traditional globe valves,their advantages include their lower cost and
weight and higher flow capacity (two to three times that of the globe valve). Other
features, such as tight shutoff, fire-safe designs, and low stem leakage, make it easier to
meet governmental regulatory requirements from OSHA and EPA in the United States
and the Pressure Equipment Directive (PED) in the EEC. Some ball valve designs, such
as the characterized ball valve, also provide a near equal-percentage characteristic.
SYMBOLS
Standard ball valve Three-way ball valve Full-ported ball valve Characterized Cage
Figure 30:
Figure 31:

34
SPECIFICATIONS
• Types of Ball Valves : A. Conventional
: B. Characterized
: C. Cage
• Size and Design Pressure:
A. 1/2 to 42 in. (12 to 1180 mm) in ANSI Class 150; to 12 in. (300 mm) in ANSI
Class 2500
B. Segmented ball—1 to 24 in. (25 to 600 mm) in ANSI Class 150; to 16 in.
(400mm) in ANSI Class 300; to 12 in. (300 mm) in ANSI Class 600
C. 1/4 to 14 in. (6 to 350 mm) up to ANSI Class 2500
• Design Temperature:
A. Varies with size and material, typically from −250 to 600°F (−155 to 315°C),
with special designs available from −300 to 1800°F (−185 to 1020°C)
B. From −50 to 300°F (−45 to 150°C); special units available from cryogenic to
1000°F (540°C)
C. From −425°F to 1800°F (−255°C to 980°C)
• Capacity:
A. Standard ball: Cv = 30 d2 to Cv = 45 d
2; segmented ball: Cv = 24 d
2 to Cv =30
d2; full bore ball: Cv = 35 d
2 to Cv = 100 d
2
B. Standard ball: Cv = 30 d2 to Cv = 45 d
2; segmented ball: Cv = 24 d
2 to Cv =30
d2; full bore ball: Cv = 35 d
2 to Cv = 100 d
2
C. Cv = 20 d2 (noncritical flow)
• Rangeability: Generally claimed to be about 50:1
• Materials of Construction:
A. Body- Cast or bar stock brass or bronze, carbon steel, stainless steel, ductile
iron, aluminum, Monel, titanium, Hastelloy C, plastics, glass; also hafnium-
free zirconium (for nuclear applications) and ceramic for abrasives. Ball-
Forged naval bronze, carbon steel (also plated), stainless steel, plastics, glass,
ceramics, Alloy20, Monel, Hastelloy C, aluminum, titanium. Seats- Teflon,
Kel-F (both tetra fluoro ethylene), Delrin, buna-N, neoprene, Perbunan,
Hypalon, natural rubber, graphite.
B. Body- ball, seal ring, and shaft are available in 316 stainless steel. Chrome and
tungsten carbide plating available for ball and carbon steel for valve bodies.
All ceramic valves are also available.
C. Body- Stainless steel, other materials available
• Special Features:
A. Full-ported, three-way, split body, two-directional.
B. Depending on contour edge of ball the flow characteristics vary slightly
between suppliers. Slurry design provides for continuous purging of low-
activity zone of valve to prevent build-up of solids, dewatering, or entrapment.
C. Good resistance to cavitation and vibration.

35
PRINCIPLE OF OPERATION
In a ball valve, critical flow occurs when the pressure drop through the valve rises to
about 15% of the inlet pressure to the valve. In operating rotary valves, the linear
movement of cylinder- or spring/diaphragm-type actuators must be converted by
linkages, which introduces hysteresis and dead play. In addition, a nonlinear relationship
exists between actuator movement and the resulting rotation. These considerations make
the use of positioners essential, which on fast processes can lower the quality of control.
The torque characteristics of these valves are also highly nonlinear and because of the
high ―break torque‖ requirement, the actuator is usually oversized for the operation in the
throttling range. The ball valve contains a spherical plug that controls the flow of fluid
through the valve body. The three basic types of ball valves manufactured are (1) the
conventional or quarter-turn pierced ball type, (2) the characterized type, and (3) the cage
type.
Conventional ball valves
The quarter-turn (90°) required to fully uncover or fully cover an opening in the valve
body can be imparted to the ball either manually by turning a handle, or mechanically by
an automatic valve actuator. Actuators used for ball valves may be the same as those used
to control other valve types. They can be pneumatic, electric (including electronic or
digital), hydraulic, or a combination. The latter types include electro pneumatic, electro
hydraulic, electromechanical, and pneumohydraulic actuations. The spherical plug lends
itself not only to precise control of the flow through the valve body but also to tight shut-
off. Thus the ball valve may assume the double role of control and block valve.
Figure 32: Open, throttled and closed positions of the top entry pierced ball valve

36
Characterized Ball valves
A typical characterized ball valve is shown in Figure 33, in its end and side views. The
main parts of a characterized ball valve are described below.
Figure 33: The component parts of a characterized ball valve
The controlling edge of the ball can be notched or contoured to produce the desired flow
characteristics. The characterized ball valves can be V-notched, U-notched, parabolic,
and anticavitation antinoise designs. The notched trim valves and the partial-ball trim
valves were introduced partially in an effort to solve the problem of valve clogging and
dewatering in paper stock applications. Since then these valves have come into more
widespread use as a result of increased valve rangeability and the shearing action at the
sharp edges of the valve as it closes.
In essentially all characterized ball valves, the ―ball‖ has been modified so that only a
portion of it is used (Figure 34). The edge of the partial ball can be contoured or shaped
to obtain the desired valve characteristics. The V-notching of the ball in Figure 6.16k
serves this purpose as well as the purpose of shearing the process stream. This shape or
contour of the valve‘s leading edge is the main difference between the various
manufacturers‘ products. The ball is usually closed as it is rotated from top to bottom,
although this action can be reversed.
Figure 34: The open, throttling, and closed positions of the characterized ball valve
Early bodies were not designed for high-pressure services or for installations other than
insertion between flanges. Today they are available with up to 12 in. (300 mm) flanges
with up to ANSI Class 600 ratings.
The seal ring and seal-retaining ring are usually held in place by companion flanges.
Damage due to over tightening of flange bolts sometimes occurs.

37
Ball and cage valves Positioning of a ball by a cage, in relation to a seat ring and discharge port, is also used
for control (Figure 35). This valve design consists of a venturi-ported body, two seat
rings, a ball that causes closure, a cage that positions the ball, and a stem that positions
the cage. Seat rings are installed in both inlet and discharge, but only the discharge ring is
active. The body can be reversed for utilization of the spare ring.
Figure 35: The ball is positioned by a cage in this valve design.
The cage rolls the ball out of the seat as it is lifted by the stem, positions it firmly during
throttling, and lifts it out of the flow stream for full opening (Figure36). The cage is
contoured for unobstructed flow in the open position. Cage design includes four inclined
control surfaces. The two surfaces next to the downstream seat lift the ball out of the seat
and roll it over the top edge of the seat ring as the valve is opened. As the valve opens
farther, the ball rolls down the first two inclined surfaces to the center of the cage to rest
on all four inclined surfaces. The Bernoulli Effect of the flowing stream holds the ball
cradled in this position throughout the rest of the stroke. A non-rotating slip stem is
guided by a bushing at the bottom and by a gland at the top of the bonnet. A machined
bevel near the base of the stem acts as a travel limit and allows for back-seating
Figure 36: The open, throttling, and closed positions of a cage-positioned ball valve

38
INSTALLATION
Install the Flanged Ball Valves with the actuator at or above the centerline of the
horizontal piping, as shown in Figure 37. To minimize heat transfer in steam applications,
wrap the valve and piping with insulation. Allow at least 4 in. (102 mm) of clearance
from the top of the shaft to remove the actuator .When mounting the actuator in the field
and before installing the actuator, use an adjustable wrench to manually rotate the valve
stem several times. This rotation breaks the torque that may have built up during long-
term storage.
Figure 37:
INSPECTION AND TESTING
Every ball valve is factory tested with nitrogen at 1000 psig (69 bar) or its maximum
working pressure if less than 1000 psig (69 bar). Seats have a maximum allowable leak
rate of 0.1 std cm3/min, lower than allowable in FCI 70-2 Specification Class VI.
Shell testing with nitrogen at 1000 psig (69 bar) or the maximum rated pressure if less
than 1000 psig (69 bar) is performed to a requirement of no detectable leakage with a
liquid leak detector. Shell testing at 1.5 times the maximum working pressure is
performed on CE marked 67 and 68 series valves.
DESIGN AND CONSTRUCTION
Ball valve body can be configured as two-way, three-way, or split-body. Their tight shut-
off characteristics correspond to ANSI Class IV and VI. (Figure 38) illustrates some of
the available multiport configurations.
Tee ports

39
Angle ports
Figure 38: Porting arrangements of various multiport ball valve designs
Valve trim and Seats: The ball in a ball valve is cradled by seats on the inlet and the
outlet side. The seats are usually made of plastic and are identical on both sides,
especially in double-acting valves. Tetrafluroethylene materials are preferred for seat
materials, because of their good resilience and low-friction properties (Figure 39). In
some valve designs the plastic seats are backed up by metallic seats in order to ensure
tightness in the event that the soft seat gets damaged by high temperature, such as in a
fire. Such precautions are imperative on shipboard, for nuclear installations, and in
cryogenic applications.
Figure 39: The design of ball valve seats
Other seat designs utilize the flexing of metal seals or soft PTFE seats, usually backed up
by stainless steel or Inconel metal seals. Where fluids of high temperature are handled,
graphite seats are recommended. They hold tight up to 1000°F (540°C). The ball valves
are designed so that lubrication is unnecessary and the torque required to turn the ball is
negligible. Both upstream and downstream seats of the pierced ball can sometimes be
freely rotated in order to reduce wear. In some designs the seats are forcibly rotated a
fraction of a turn with each quarter turn of the ball. Thus seat wear, which is concentrated
at the points where the flow begins or ends on opening or closing of the valve, is
distributed over the periphery of the seat. To facilitate cleaning or replacing worn seats in
some designs the whole seating assembly is made in the form of a tapered cartridge. If
the valve has top-entry design, the cartridge can be removed without disturbing the valve
arrangement. O-rings usually close off stem and seats, and thrust washers made of
tetrafluoroethylene compensate for axial stem thrust due to line pressure and reduce stem
friction to a minimum. Some seats are preloaded by springs or are made tapered for wear
compensation and leak-tight closure. Ball and stem are often machined from one piece.
Other designs use square ends on the stem to engage in square recesses of the ball. In this
case, the ball is made floating in fixed seats, while other designs provide a fixed location
of ball and stem through the application of top and bottom guiding and ball bearings.
Balls are subject to wear by friction. Where long life and dead-tight closures are of

40
paramount importance, the design is recommended that provides for lifting the ball off its
seat before it is turned. This measure also prevents freezing or galling. Liftoff is achieved
by mechanical means such as an eccentric cam. Valves of this design facilitate the
handling of slurries and abrasive fluids, and they can be used for high pressures. The
proper materials for body and trim depend on the application. For handling chemicals or
corrosive fluids, all wetted parts will possibly require stainless steel, plastics, or glass
(borosilicate glass is preferred for impact strength). Ball valves are made with the same
connections as used in all other valve types. Where screwed connections must be used,
valves with ends that take the place of unions are preferred.
The characteristics of the conventional ball valves are also modified by the anticavitation
and antinoise designs. One such design approach is that the attenuator is placed inside the
ball, so that when the valve is throttling, the fluid has to pass the attenuators, creating a
number of pressure drop stages. The size, location, and distribution of perforations on the
attenuator plates can be modified to obtain changes in the valve characteristics. These
valves can also handle impurities in the process fluid.
Another approach to the anticavitation, antinoise designs is to add a multistep tortuous
trim feature in the ball so that, because of the small openings, the fluid velocity is
maintained below damaging levels. Such a design having 16 discrete stages of pressure
drop is shown in Figure 40. This design provides a rangeability of up to 300:1 and
operating noise levels of less than 75 dBA. The flow passages are designed to continually
expand so that any solids that enter the trim will pass through and solids that are blocked
will be swept through the valve at larger openings.
Figure 40: Multistage low-flow control valve design with anti cavitation and anti noise capability
Flow Characteristics
The flow characteristics of a ball valve approximate those of an equal-percentage plug
(Figure 41). These characteristic curves compare favorably with those of other rotary-
stem valves. The flow characteristics are dependent upon the shape of the edge of the
partial ball and on the installed flow direction. The shape of the V-notch at the edge of
the valve varies from concave for small openings to convex for large openings. The flow
characteristics for parabolic, U-notched, and V-notched valves are given in (Figure 41).
These curves are based on water flow and are also applicable to compressible fluid flow

41
at less than critical (choking) velocities. If the characteristics were evaluated using
compressible fluids at critical velocities, these curves would be flatter, closer to linear.
Figure 41: characteristic curve of v-notched, u-notched and parabolic notch ball valves
The above curve shows that the characterized ball valve with a parabolic notch is near-
equal percentage, while the ball-and-cage valve characteristics are closer to linear, when
used on water service. On gas service at critical velocities, the characterized ball valve‘s
performance lines move closer to linear.
COFORMATION TO STANDARDS
• SAA - Standards Association of Australia.
• ANSI - American National Standards Institute.
• API - American Petroleum Institute.
• ASME - American Society of Mechanical Engineers.
• ASTM - American Society for Testing and Materials.
• MSS - Manufacturers Standardization Society of the Valve & Fittings
Industry.
• NACE - National Association of Corrosion Engineers.
• PNGS - Papua New Guinea Standards.
APPLICATIONS
Ball valve, are used for on/off control without pressure drop, and ideal for quick shut-off
since a 45º turn offers complete shut-off angle, compared to multiple turns required on
most manual valves. The following are some typical applications of ball valves:
Air, gaseous, and liquid applications
Drains and vents in liquid, gaseous, and other fluid services
Steam service

42
PARTIAL LIST OF SUPPLIERS
• Actuation Valve & Control Ltd.
• Armstrong International Inc.
• Assured Automation Inc. (A)
• Bardiani Valvole SpA
• Circor Int., Inc. (Circle Seal controls)
• Cole-Parmer Instrument Co.
• Combraco Industries Inc.
• Control Components Inc.
• Cooke Vacuum Products Inc.
• Cooper Cameron Valves
• Crane Valve Group (Stockham, Xomox)
• Cyclonic Valve Co. Inc.
• Dresser (Masoneilan)
• Derex Company (C)
• Emerson Process Management (Fisher)
• Eurovalve s.r.l.
• Flowdyne Controls, Inc.
• Fujikin of America
• Hartmann KG
• Hoke Inc.
• Honeywell
• Kitz Corporation of America
• Spirax Sarco Ltd.
• Wier Valves and Controls
• Zurn Industries

43
PLUG VALVES
DESCRIPTION
The rotary plug valves (similar to ball and butterfly valves) used to be considered only as
on/off shutoff valves and also used as control valves. Plug valves are well suited for
corrosive, viscous, dirty, fibrous, or slurry services, while they are generally not
recommended for applications where cavitation or flashing is expected.
SYMBOL
Figure 42:
FIGURE
Figure 43:

44
SPECIFICATIONS
• Types: A. V-ported,
B. Three-way,
C. Four-way,
D. Five-way,
E. Fire-sealed
• Design Pressure: Typically from ANSI Class 125 to ANSI Class 300 ratings and up to 720
PSIG (5MPa) pressure, with special units available for ANSI Class 2500. The
retractable seat design is suited for 10,000 PSIG (69 MPa) service.
• Design Temperature: Typically from −100 to 400°F (−73 to 204°C), with special units available
from −250 to 600°F (−157 to 315°C)
• Capacity: Cv = (25 to 35)d
2;
Table 4:Valve coefficient valves of standard and characterized plug valve design
• Materials of Construction: Iron, forged and alloy steel, chrome plating, 302 through 316 stainless steel,
Alloy20, Ni-resist, Monel, nickel, Hastelloy B and C, and zirconium, plus
rubber or plastic, including PTFE linings

45
PRINCIPLE OF OPERATION
A plug valve is a rotational motion valve used to stop or start fluid flow. The name is
derived from the shape of the disk, which resembles a plug. A plug valve is shown in
(Figure 3.1). The simplest form of a plug valve is the petcock. The body of a plug valve
is machined to receive the tapered or cylindrical plug. The disk is a solid plug with a
bored passage at a right angle to the longitudinal axis of the plug. In the open position,
the passage in the plug lines up with the inlet and outlet ports of the valve. When the plug
is turned 90° from the open position, the solid part of the plug blocks the ports and stops
fluid flow.
Figure 44: Closed, throttled and open positions of a typical plug valve
The plug valve is a type of quarter-turn valve. Plug valves afford quick opening or
closing with tight, leak proof closures under conditions ranging from vacuum to pressures
as high as 10,000 PSIG (69 MPa). Plug valves are normally used in non-throttling, on-off
operations, particularly where frequent operation of the valve is necessary Some,
including the various characterized and Y-ported or diamond design can be used for
throttling, while others, like the multiport, are used for diverting and bypass applications.

46
INSTALLATION OF MANUALLY OPERATED PLUG VALVE
When installing plug valves, care should be taken to allow room for the operation of the
handle, lever, or wrench. The manual operator is usually longer than the valve, and
it rotates to a position parallel to the pipe from a position 90 to the pipe.
Characteristics
Plug valve characteristics are a function of the type of the particular V-port or of the
shape of the throttling plate used.
Figure 45: Characteristics curve of plug valves
SELECTION CRITERIA
Refer Specifications
DESIGN & CONSTRUCTION
The first plug valves consisted of a tapered or straight vertical cylinder containing a
horizontal opening or flow-way inserted into the cavity of the valve body (Figure 46).
Within that plug, however, the ports may be round, oval, rectangular, V-, or diamond-
shaped, and can be the flow-through type two-way valves or multiport. These make up
the special designs described in subsequent paragraphs. Plug valve designs can be
categorized as lubricated or non lubricated. In the lubricated type, the thin film of
lubricant serves not only to reduce friction between the plug and the body, but also to
form an incompressible seal to prevent gas or liquid leakage. Because the seating surfaces
are not exposed in the open position, gritty slurries may be handled. The lubricant
hydraulically lifts the plug against the resilient packing to prevent sticking. A special
lubricant must be injected periodically while the valve is either fully open or fully closed.

47
Figure 46: Conventional, lubricated plug valve with tapered plug
The plugs of non lubricated plug valves are treated with coatings such as Teflon or are
specially heat-hardened and polished to prevent sticking. Often they are constructed so
the tapered plug may be lifted mechanically from the seat for easier operation.
Characterized Plug Valves
Plug valves can be characterized by the use of characterizing cage or plate inserts (Figure
47). The resulting characteristics are a function of the shape of the opening on the cage or
plate. Some examples of available plug valve characteristics are illustrated in (Figure 48).
Rotation of the plug is inside a TFE sleeve, which is locked into the body in such a way
that recessed areas minimized. Although a rangeability of 20:1 is claimed, this is made
possible only if the valve can be fully open in order to provide full flow. The valve is
available in 1 /2–12 in. (12.5–300 mm) sizes and up to 600 PSIG ANSI (4.1 MPa) rating
for use up to 400°F (204°C).

48
Figure 47: Throttling plates and characterizing cages can both be used to modify the inherent characteristics of
plug valves
Figure 48: Plug valve characteristics can be modified to linear, parabolic, equal-percentage, and so
on.
V-Ported Design
The V-ported plug valve (Figure 49) is used for both on/off and throttling control of
slurries and fluids containing solid concentrations in suspensions greater than 2%. These
applications occur principally in the chemical and pulp and paper industries. A diamond-
shaped opening is created by matching a V-shaped plug with a V-notched body. Straight-
through flow occurs on 90° rotation, when the plug is swung out of the flow stream.
Shearing action and a pocket less body make the valve applicable for use on fibrous or
viscous materials. The opening develops a modified linear flow characteristic with Cv
capacities approximating 17d2 .Valves are flanged from 3–16 in. (75–400 mm) in bronze,
corrosion-resistant bronze, or stainless steel. The body may be rubber-lined with a
rubber-coated plug. A cylinder actuator and valve positioner are used for throttling
control. A variation is the true V-port opening (Figure 50). It is obtained by a rotating
segment that is closing against a straight edge. The valve can be smoothly throttled on
thick stock flows without the stock packing or interfering. The valve is available in sizes
from 4–20 in. (100–500 mm) and with Cv stated as more than 20d2. The valves are
available in much body and trim materials for use in the chemical or pulp and paper
industries. A cylinder-operated rack and pinion is used for on/off service with the
addition of a valve positioner for throttling services.

49
Figure 49: The design of a V-ported plug valve
Figure 50:Illustration of how throttling is provided by a V-ported plug valve
Multi port Design
As shown in (Figure 51), a three-way plug valve is obtained by providing the plug with
an extra port at 90° from the inlet, so that flow can be directed in either of two
destinations. A multitude of directions can be achieved by nesting combinations of the
simple multiport valves or by using more complex designs. These include a multistoried
arrangement with the plug extending upward to connect to a series of tiered outlets. In
such multistoried configurations, the plug has a long, vertical passageway connecting the
horizontal ports. Another method of increasing the number of flow-directions is to design
the plug with a diameter that is sufficiently larger than the ports so that intermediate ports
can be placed at 45° or even 30 and 60°. In that case, the actuators can be programmed to
serve a variety of process applications.

50
Figure 51: The design of a three-way plug valve
CONFORMATION TO STANDARDS
• ASME - American Society of Mechanical Engineers.
• ASTM - American Society for Testing and Materials.
• MSS - Manufacturers Standardization Society of the Valve & Fittings
Industry.
• NACE - National Association of Corrosion Engineers.
• PNGS - Papua New Guinea Standards.
•
APPLICATIONS Plug valves are used on gas, liquid and nonabrasive slurry services. Lubricated plug
valves can also be used for abrasive slurries, and eccentric plugs are also used on
applications involving sticky fluids. Plug valves are also used for applications requiring
the contamination-free handling of foods and pharmaceuticals. In general, plug valves
can handle applications with the following requirements:
High flows at low pressure drops
Low flow control
Flow diversion
High- or low-temperature applications
Vibration-free operation
Throttling control, only with eccentric and V-ported characterized designs

51
Figure 52: The self-cleaning nature of eccentric rotating plug valve makes it a good option for slurry
service applications
The conventional plug valves are generally undesirable for the following types of
applications:
Flow modulation or continuous, exact flow throttling
Maintenance-free operation (occasional lubrication is usually required and plugs
may wear)
PARTIAL LIST OF SUPPLIERS
ABB Inc.
Anchor/Darling Valve Co.
Cashco Inc.
Circle Seal Controls Inc.
Dezurik/ SPX Valves & Controls
Emerson Process Management
FMC Fluid Control Div.
Halliburton Services
Honeywell Industrial Controls
Hydril Co.
Jordan Valve
Mar-In Controls
Nordstrom Valves Inc.
Offshore Technology
Spirax Sarco Inc.
Xomox/Tufline

52
SHUT DOWN VALVE
DESCRIPTION
Shutdown valves are used as safety shutdown valves typically for fuel gas valve trains.
Available in a wide range of operating voltages with extremely low power consumption,
they are suitable for use at remote locations where an adequate power supply may be a
concern.
FIGURE
Acl-sv-sso series safety shutdown solenoid valves 1/8" npt; 1/32"
SPECIFICATIONS
Functional
• Power supply: 12 or 24 VDC and 120 VAC
• Explosion proof: (Class 1, Div 1)
• Low temp operation: (-40°C to +65°C)
• Material of construction: Stainless steel body and internals

53
PRINCIPLE OF OPERATION
Emergency shut down valves are activated when certain specified conditions are violated
in the process. The BPCS (Basic Process control system) tries to maintain the process
variable within limits. In emergency cases, when PV shoots beyond controllable limits,
an ESD system is activated. E.g., pressure in the boiler/vessel - if it exceeds a set value, a
pressure relief valve is opened. The ESD system is usually a PLC which is connected to
transmitters/logic solvers that work together and tell the PLC whether the specified
conditions are violated. The PLC then sends a signal to a ESD valve to activate it (close
or open). The devices (transmitters , valves, etc.) installed in the ESD system are
dedicated for this purpose and usually have a high value of reliability, which is specified
by the PFD value (Probability of failure on demand) and usually indicated by a SIL
(Safety Integrity Level).
INSTALLATION
• Piping should be flushed clean of dirt, burrs, and welding residue that may collect
in or damage the seat/orifice
• Place a strainer upstream of the valve with a porosity < 400 microns
• Mount the valve preferably on a horizontal pipeline with the coil upright
• CAUTION: 12 VDC valves are polarity sensitive - incorrect wiring may cause equipment malfunction/damage
EMERGENCY SHUT-OFF VALVES (ESV)
Emergency shut-off valves (ESV) automatically close in the event of an emergency to
prevent the loss of handled media. Emergency shut-off valves (ESV) are installed on fuel
lines, steam and hot water pipes, vapor lines, and hoses carrying caustic or hazardous
liquids and gases.
Emergency shut-off valves (ESV) are frequently installed on residential water and gas
lines. Water shut off valve ensures that if there is a pipe leak or burst pipe somewhere in
the house, the water supply to the pipe can be shut off at the source to minimize damage.
Homes that are served by a well typically have an emergency shut-off valve outside to
cut off the supply to the entire house. Homes heated with natural gas usually have a gas
shut off valve located near the gas meter or gas service pipe coming into the house.
Appliances such as a hot water heater or oven may also have a gas valve to shut off the
supply.
Emergency shut-off valves (ESV) are vital safety components of any fuel-based system
or manufacturing process that uses liquid or gas media in production. Emergency shut-off
valves (ESV) are used in engines to cut off the supply of fuel and shut down the engine.
Diesel engines may also use an air intake emergency shut off valve since a diesel engine
can continue to run for a short period of time on hydrocarbon fumes even when the fuel
supply is cut off. A fuel shut off valve is also commonly used in a gas pump to shut off
the flow of gas when the car‘s tank is full.
Emergency shut-off valves (ESV) used in industrial processing applications can be
electromechanical or electro pneumatic and can respond quickly to a variety of
processing parameters such as flow rate, temperature, and pressure. Emergency shut off
valves (ESV) are typically calibrated for a particular media, such as the type of gas or
liquid being used.

54
CONFORMATION TO STANDARDS
• CSA 6.5-2000-C/I (ANSI Z21.21-2000)
• CGA 3.9-M94 (ANSI/UL Standard 1002)
• CSA C22.2 #30-M1986 (R1999)
PARTIAL LIST OF SUPPLIERS
• Malema Sensors (Mfg.)
• Metso (Mfg.)
• Spectrum Associates, Inc. (Mfg.)
• A Blair Powell Company (Dist.)
• Advantage Refrigeration, LLC (Dist.)
• Automatic Engineering, Inc. (Dist.)
• AVR Valve Industries Inc. (Dist.)
• Clayton Controls (Dist.)
• Continental NH3 Products Co., Inc. (Mfg.)
• DBJ Corporation (Dist.)
• Dresser Masoneilan (Mfg.)
• Essex Manufacturing (Mfg.)
• FBIC, Inc. (Dist.)
• Festo Inc. (Mfg.)
• Flomax Products, Inc. (Dist.)
• Gas Equipment Co., Inc. (Dist.)
• Halogen Valve Systems, Inc. (Mfg.)
• HLR Controls (Mfg.)
• LUNOR, G. Kull AG (Mfg.)
• MOGAS Industries, Inc. (Mfg.)
• Montreal Valve (Dist.)
• OPW Fueling Components (Mfg.)
• Outsource Industries
• Petroleum Equipment Manufacturing Company, Inc.(Mfg.)
• Powell Fabrication & Manufacturing, Inc. (Mfg., Dist.)
• Rupture Pin Technology (Mfg.)
• Sanders Industrial Supply (Dist.)
• Sharpe Valves (Mfg.)
• Snap-tite, Inc. / Quick Disconnect & Valve Division (Mfg.)
• Specialty & Ball Valve Engineering, Inc. (SBVE) (Mfg.)
• Stream-Flo Industries Ltd. (Mfg.)
• Summit Controls Ltd. (Dist.)
• T.D. Williamson, Inc. (Mfg.)
• VOSS Automotive (Mfg.)
• Waters Equipment, Co. (Mfg.)
• William E. Williams Valve Corp. (Mfg.)
• Yokota Manufacturing Co., Ltd. (Mfg.)
• Morrison Bros. Co. (Mfg.)

55
MOTOR OPERATED VALVES
DESCRIPTION
Motor operated valves are operated by electric motors controlled by signals coming from
adjacent or remote locations. Position or torque controlled limit switches are normally
used to automatically stop motors when valves reach full open or closed positions.
Operators or conditions may also stop motors in mid-cycle. Motor operators are often
used on large size or high pressure valves or when safety conditions, difficult
accessibility, or plant automation dictates their use. Motor operated valves are hence
valves operated (opened & closed) by a motor. This is done for several reasons:
Repetitive operation, say a valve has to be opened and shut hundreds or thousands of
times a day which would be difficult to manually operate it. On larger valves (say
something like a 64" gate valve), it takes hundred of revolutions to open the valve fully.
This would be tough for one person to do. Inaccessible or out of the way valves. Such as
a valve out in the middle of a field for a large water line. Don't want to have to send
someone out in a truck to open & close when needed, so a remote operator is attached to
the valve and you can open it from a control room.
SYMBOLS
Flow sheet symbol
FIGURE
M

56
Motor operated valve Motor operated gate valve
SPECIFICATIONS
Functional
• Service : Liquid, gas, and vapor.
• Range : 2:0–50 to 0–250 inH2O (0–12.4 to 0–62.2 kPa).
: 3:0–200 to 0–1,000 inH2O (0–49.7 to 0–248.6 kPa).
• Output : 4–20 mA dc.
: 1–5 V dc, low power.
• Power Supply : External power supply required.
• System electric supply: 415 6% volt, 3 phases, 50 Hz2.5%.
: 24 volt DC (control circuits)
Temperature Limits
Process : > –20 to 220 °F (–29 to 104 °C)
Ambient : > –40 to 185 °F (–40 to 85 °C)(1)
Storage : > –50 to 185 °F (–46 to 85 °C)
PRINCIPLE OF OPERATION
Motor-operated valves are in general operated by having a gear mechanism to amplify
the motor torque into a driving torque required to open/close the valves. It means that the
ongoing operating condition and performance of a motor-operated valve can be known by
measuring its driving torque

57
Figure shows One Type of Motor-operated Valve Actuator
DESIGN AND CONSTRUCTION

58
Motor (1): Robust asynchronous three-phase AC motors are mostly used as the driving
force, for some applications also single-phase AC or DC motors are used. These motors
are specially adapted for valve automation as they provide higher torques from standstill
than comparable conventional motors, a necessary requirement to unseat sticky valves.
The actuators are expected to operate under extreme ambient conditions, however they
are generally not used for continuous operation since the motor heat buildup can be
excessive.
Limit and torque sensors (2): The limit switching measures the travel and signals when
an end position has been reached, the torque switching measures the torque present in the
valve. When exceeding a set limit, this is signaled in the same way. Actuators are often
equipped with a remote position transmitter which indicates the valve position as
continuous current or voltage signal.
Gearing (3): Often a worm gearing is used to reduce the high output speed of the electric
motor. This enables a high reduction ratio within the gear stage, leading to a low
efficiency which is desired for the actuators. The gearing is therefore self-locking i.e. it
prevents accidental and undesired changes of the valve position by acting upon the
valve‘s closing element. This is of major importance for multi-turn actuators which are
axially loaded with the weight of the gate valve disc
Valve attachment (4): The valve attachment consists of two elements. First: The flange
used to firmly connect the actuator to the counterpart on the valve side. The higher the
torque to be transmitted, the larger the flange required. Second: The output drive type
used to transmit the torque or the thrust from the actuator to the valve shaft. Just like
there is a multitude of valves there is also a multitude of valve attachments. Dimensions
and design of valve mounting flange and valve attachments are stipulated in the standards
EN ISO 5210 for multi-turn actuators or EN ISO 5211 for part-turn actuators. The design
of valve attachments for linear actuators is generally based on DIN 3358.
Manual operation (5): In their basic version most electric actuators are equipped with a
hand wheel for operating the actuators during commissioning or power failure. The hand
wheel does not move during motor operation.
Actuator controls (6): Both actuator signals and operation commands of the DCS are
processed within the actuator controls. This task can be assumed by external controls, e.g.
a PLC. Modern actuators include integral controls which process signals locally without
any delay. The controls also include the switchgear required to control the electric motor.
This can either be reversing contactors or thyristors which, being an electric component,
are not subject to mechanic wear. Controls use the switchgear to switch the electric motor
on or off depending on the signals or commands present. Another task of the actuator
controls is to provide the DCS with feedback signals, e.g. when reaching a valve end
position.
Electrical connection (7): The supply cables of the motor and the signal cables for
transmitting the commands to the actuator and sending feedback signals on the actuator
status are connected to the electrical connection. The electrical connection is ideally
designed as plug/socket connector. For maintenance purposes, the wiring can easily be
disconnected and reconnected.

59
Field bus connection (8): Field bus technology is increasingly used for data transmission
in process automation applications. Electric actuators can therefore be equipped with all
common field bus interfaces used in process automation. Special connections are required
for the connection of field bus data cables.
There are six basic types of MOV
Valve type T1 - used on product blending service. Can be automatically activated from
blending logic or manually activated from DCS.
Valve type T2 - used on tank inlet. Can be automatically tripped by tank level or locally
activated from safe location
Valve type T3 - used on export tank. Can be manually activated at the valve. Locally
from safe location, from DCS or via another DCS from depot
Valve type T4 - same as type T3 with out local push button stations
Valve type T5 - used on export line where MOV interlocks are required to prevent
possible hydraulic shock on valve closures. Valve normally activated at valve, from DCS
or via another DCS from a depot.
Valve type T6 - used on tank outlets. Can be activated automatically from blending,
manually from DCS, manually from the valve or locally activated from safe location
CONFORMATION TO STANDARDS
BP Engineering Standards
RP 30-1 - Instrumentation and control – design and practice
RP 32-1 - Inspection and testing of new equipment in manufacture
International codes and standards
IEC 600334-1 – rotating electrical machines-rating and performance
IEC 60947-4-1- low voltage control gear-(BS 5424) specification for control gear
IEC 60079-electrical apparatus for explosive gas atmosphere (BS 5501)
IEC 60269-low voltage fuses- (BS 88)
IEC 60529-degrees of protection provided by enclosures (IP Code)
BS 5345-codes of practice for selection, installation and maintenance of electric
apparatus for use in potentially explosive atmospheres
EN 50014-electrical apparatus for potentially explosive atmospheres-general
requirement
EN 50018- electrical apparatus for potentially explosive atmospheres-flame proof
enclosure‗d‘
UL 1709-rapid rise fire test of protection material for structural material
BS EN 10204-metallic products-types of inspection documents

60
ISO 9001-quality systems-model for quality assurance in design, development,
production, installation and services
ABBREVIATIONS
BP RP - British Petroleum- Recommended Practices
BS - British standard
ISO - International Standards Organization
NACE - National Association Of Corrosion Engineers
APPLICATIONS
• Oil and Gas
• Chemical
• Petrochemical
• Food
• Paper
• Pharmaceutical
• Refining
• Large Valves
• Storage Tanks
• Intakes
• Filter Beds
• Outlets
• Booster Stations
• Pump Discharge
PARTIAL LIST OF SUPPLIERS
Capro Valves & Controls Pvt. Ltd.
Cair Euromatic Automation

61
PROPORTIONAL CONTROL VALVE
DESCRIPTION Control valves are the most common final control element which does any of the
following three functions: 1. Dispensing application (regulate flow)
2. Dissipating application (pressure let down)
3. Distributing application (divide process flow)
The control valves in the process control industries are used to control conditions such as
flow, pressure, temperature, and liquid level by fully or partially opening or closing in
response to signals received from controllers that compare a "set point" to a "process
variable" whose value is provided by sensors that monitor changes in such conditions.
Control valve manipulates a flowing fluid, such as gas, steam, water, or chemical
compounds, to compensate for the load disturbance and keep the regulated process
variable as close as possible to the desired set point.
SYMBOL
Control Valve Flow Control Valve Temp. Control Valve Level Control Valve Press. Control
Valve
FIGURE
MIL 21000 top guided single seated control valve
MIL21000 top guided single seated control valve description
FCV TCV PCV LCV M

62
21000 series single ported, heavy top guided control valves are designed with built-in
versatility making them the most widely used control valve, well-suited to handle a wide
variety of process applications.
Standard features include:
Top Guiding: Rugged, heavy top guiding provides maximum support to ensure plug
stability. Valve plug shank is guided within the lower portion of the bonnet and such
guiding minimizes the effect of lateral thrust on the valve plug and eliminates trim
vibration.
Anticavitation / Lo-dB Trim: Replacing conventional plug with the Lo-dB plug
provides excellent noise attenuation and cavitations control.
Hardened / Exotic Trims: For severe service, in lieu of standard SS410 / SS 316 trims,
hard faced trims, precipitation hardened stainless steel 17.4 PH, martensitic stainless steel
CA6NM, 440 C etc. are used. For corrosive service, trims in Alloy 20, Monel, Hastelloy,
Nickel, Urea Grade SS316LN, Ferralium-255, HVD1, APX etc. are used.
Reduced Capacity: Series of reduced area trim is available to provide wide flow range
capabilities in all valve sizes. Reduced trim also permits larger outlet-to-orifice area
relationship which result in lower exit velocities.
Tight Shut-off: Class IV leakage is standard. Optional constructions meet ANSI/FCI
70.2 Class V & Class VI leakage.
Quick-Change Trim: Optional clamped seat ring facilitates easy seat removal. The
retaining cage and seat ring are held in place by the bonnet.
Extension Bonnet: Standard bonnet for 21000 series valves are designed for a
temperature range of –27 deg C to 427 deg C. Optional constructions with extension
bonnet are used upto 540 deg C and down to –100 deg C.
Bellows Sealed Valves: Precision engineered, formed, seamless Bellows and helicoflex
gaskets ensures zero leakage for service where no stem leakage can be tolerated or where
the line fluid cannot be contained by any packing. This may be the case when the process
fluid is flammable, toxic, explosive, and expensive or it rapidly destroys packing. They
may also be used to prevent leakage in vacuum service.
Steam Jacketing: Steam Jacketing can be provided for services where the process fluid
has tendency to solidify. Steam jacketing designs suitable for steam pressure upto 25
Kg/cm2 are available.
Bottom Flange: Used for fluid streams carrying sediments, bottom flange can be
removed and the valve body housing can be cleared of debris.
Purge Connection: ½‖ NPT or ¾‖ NPT purging connection can be provided with
optional flushing for the plug or body.
Angle Body: Optional angle body design with venturi seat is particularly suitable for
handling slurries and corrosive liquids. Their angle design provides flow surfaces that
slopes down permitting the valve to self drain. Smoothly contoured surfaces minimize
turbulence and prevent entrapment of particles which can cause valve clogging. These
valves are also ideally suited for special applications like flashing liquids, choked flow
conditions and high pressure hydrocarbon service.

63
SPECIFICATIONS
Technical specification
Standard Sizes & Rating: ½‖ to 2.5‖: ANSI 150# to ANSI 2500#
: 3‖ to 10‖: ANSI 150# to ANSI 600# Body Series : Top Guided Globe
: Top Guided Angle
Plug Type : Undefined; Contoured
: Single Stage Anti-cavitation / Lo-dB
: Double Stage Anti-cavitation
: Double Stage Lo-dB
Trim Characteristic : Undefined
: Linear
: Equal %
: Customized
: On-Off
Seat Type : Undefined
: Quick Change
: Threaded
: Soft Seat
Bonnet Type : Stud Bolted
: Extension Bonnet, Bellows sealed Bonnet (Optional)
Gland Packing Type : With Teflon (<180° C) or Graphite (>180° C)
: Teflon ‗V‘ Rings, Eco-Lock (Low Emission) (Optional)
Actuator Type : 37/38 Series Pneumatic Spring Diaphragm
: Actuators with optional Hand Wheels.
: Options: Electrical, Piston Cylinder
Temperature range
For 21000 ANSI CLASS 150# - 600#:
Standard bonnet temp range : -27°C - 427°C
Extended bonnet temp range : -100°C - 540 °C
Maximum seat leakage CLASS
(As per ANSI/FCI 70.2) : IV *(STANDARD); V*, VI* (OPTIONAL)
For 21000 ANSI CLASS 900# - 2500#
Standard bonnet temp range : -27°C - 427°C
Extended bonnet temp range : -100°C - 540 °C
Maximum seat leakage CLASS
(As per ANSI/FCI 70.2) : IV (STANDARD); V, (OPTIONAL)
*Class IV: 0.01% of maximum rated capacity at 50 psig to atmosphere
*Class V: 5 x 10–4 ml per minute of water per inch of orifice diameter per psi differential
*Class VI: Bubble tight as per ANSI/FCI 70.2

64
PRINCIPLE OF OPERATION
The control valve assembly typically consists of the valve body, the internal trim parts, an
actuator to provide the motive power to operate the valve, and a variety of additional
valve accessories, which can include positioners, transducers, supply pressure regulators,
manual operators, snubbers, or limit switches.
The opening or closing of control valves is done by means of electrical, hydraulic or
pneumatic systems. Positioners are used to control the opening or closing of the actuator
based on Electric, or Pneumatic Signals. These control signals, traditionally based on 3-
15psi (0.2-1.0bar), more common now are 4-20mA signals for industry, 0-10V for
HVAC systems, & the introduction of "Smart" systems, HART, Field bus Foundation, &
Profibus being the more common protocols.
Definition: By definition the valve coefficient Cv is the number of GPM of 60 Deg F
water that will pass through the valve with a pressure drop of 1 PSI. The valve
coefficients for the majority of valves are arrived at by the actual tests. In these tests the
flow and pressure drop across the valve are detected while it is installed in straight, valve
size pipe section. The valve coefficient is then arrived at by (for water)
Cv = Qf/ΔP
Depending on the particular valve design involved, the same pressure differential and
valve size can result in substantially differing water flow rates because of the internal
flow paths involved. This is just one way of saying different valve designs have different
capacities. The valve discharge coefficient, defined as
Cd = Cv/d2
Where 'd' = valve size in inches is a useful indicator of relative capacity between the
various designs .By the use of this coefficient a general equation is developed giving
close approximation of control valve Cv 's.
Cv = Cd. d2
Sizing for Liquid service
The Basic Equation: When a given amount of liquid is passing through a restriction such
as a valve port, its flowing velocity must increase at the orifice. The energy for the
increase in velocity is obtained from the static head, resulting in a localized pressure
decrease. If the potential energy term is neglected due to assumed constant elevation of
the flow path through the valve, then the Bernoulli‘s theorem describing the conservation
of energy will contain only static, velocity and frictional head terms.
P1 - P2 = ρ / 2g (V 2 2 - V 1
2) + ∆P
P1 - P2 = ∆P
Lets us now investigate the relationship between flow and frictional drop. For this
purpose a brief description of Reynolds no is essential. Re expresses the ratio of inertial
forces to viscous forces.
Re = ρVd /μ At low values of Re, viscous forces predominate so the Pressure differential approaches
the direct proportionality to flow velocity or flow rate. At High Reynolds numbers,
inertial forces predominate and the pressure drop to flow relationship is a square root one.

65
Terminology and nomenclature
Valve: A pressure dissipating device designed to modify flow of fluids in pipes.
Control Valve: A valve designed to modify flow of fluids in pipes and used for
control
Valve body: The portion of the valve containing the flowing fluid and the device
which modifies the flow of Fluids through it.
Regulator: A valve with an actuator responding to the condition of the fluids in
the body.
Hand valve: A valve with a manual actuator.
Actuator: The portion of the valve which responds to the applied signal causes
the motion resulting in modification of fluid flow.
Terms relating to the valve body
Valve body Assembly: An assembly of a body, bonnet assembly, bottom flange
and trim elements. The trim includes a valve plug which opens, shuts or partially
obstructs one or more ports
Valve body: housing for internal valve parts having inlet and outlet flow
connection
• Single ported: Means one port and one valve plug.
• Double ported: Means two ports and one valve plug.
• Two-Way: Means two flow connections:
• Three–way: Means three flow connections, two of which may be inlets with one
outlet.
• Bonnet assembly: An assembly including the part through which valve plugs
stem moves and a means for sealing against leakage along the stem moves and
means for sealing against leakage along the stem. It usually provides a means for
mounting the actuator. Sealing against leakage may be accomplished by means of
packing or a bellows. A bonnets assembly may include a packing lubricator
assembly with or without isolating valve. Radiating fins or an extension bonnet
may be used to maintain a temperature differential between the valve body and
sealing means.
• Bottom flange: A part which closes a valve body opening opposite the bonnet
assembly or in a three way valve may provide an additional flow connection.
• Seat Ring: A separate piece inserted in a valve body to form a valve body port.
• Seat: That portion of a seat ring or a valve body which a valve plug contacts for
closure.
• Valve plug: A moveable part which provides a variable restriction in a port.
• Valve plug stem: A rod extending through the bonnet assembly to permit
positioning of the valve plug.

66
Terms relating to the valve actuator
• Diaphragm actuator: A fluid pressure operated spring or fluid pressure opposed
diaphragm assembly for positioning the actuator stem in relation to the operating
fluid pressure or pressures.
• Diaphragm: A flexible pressure-responsive element which transmits force to the
diaphragm plate and actuator stem.
• Diaphragm plate: A plate concentric with the diaphragm for transmitting force
to the actuator stem.
• Diaphragm case: housing, consisting of top and bottom sections, used for
supporting a diaphragm and establishing one or two pressure chambers.
• Actuator stems: A rod-like extension of the diaphragm plate to permit
convenient external connection.
• Yoke: A structure which supports the diaphragm case assembly rigidly on the
bonnet assembly.
• Direct actuator: A Diaphragm actuator in which the actuator stem extends with
increasing diaphragm pressure.
• Reverse actuator: A diaphragm actuator in which the actuator stem retracts with
increasing diaphragm pressure.
• Valve coefficients: The first recommendation concerning the desirability of a
capacity index for control valves were advanced during the Second World War.
Today, practically all valves manufactured are provided with capacity data in Cv
Units.
By definition Cv is the number of us gallons per min of water which will pass through a
given flow restriction with a pressure drop of 1 psi
Eg: a control valve which has a cv of 12 has an effective port area in the full open
position such that it passes 12gpm of water with 1psi pressure drop
INSTALLATION
Before installing the valve in the line, clean the piping and valve of all foreign
materials such as welding chips, scale, oil, grease or dirt, gasket surface should be
thoroughly cleaned to insure leak proof joints.
To allow for in-line inspection, maintenance or removal of the valve with out
service interruption provide a manually operated stop valve on each side of the
valve with a manually operated throttling valve mounted in the by-pass line.
The valve must be installed so that the controlled substance will flow through the
valve in the direction indicated by the flow arrow located on the body or the
words IN and OUT stamped on the end connections.
Where insulation of the valve body is required do not insulate the valve bonnet
above bonnet flange
When a valve is larger than 4 in. (100 mm) or sometimes when it is more than one
size smaller than the pipe, it is advisable to use pipe anchors to minimize force
concentrations at the reducers and more frequently to relieve flange stress loading
due to valve weight.

67
The end connections on the valve should match the pipe specifications. If welded
valves are specified, the nipples should be factory-welded and the welds should
be stress-relieved.
If lined valves are specified, their inside diameters should match that of the pipe
to avoid extrusion. On flangeless valves, the bolting and the tightness of the
gaskets can be a problem if the valve body is long.
If valves are fast closing (or fail) in long liquid lines, water hammer can result in
the upstream pipe or vacuum can develop in the downstream line.
Fast-opening steam valves can thermally shock the downstream piping. Steam
traps should be provided at all low points in a steam piping network. Anchors
should be provided in all locations where sudden valve repositioning can cause
reaction forces to develop.
Flow-to-close single-seated valves should not be used because if operated close to
the seat, hydraulic hammer can occur. If the damping effect of the actuator alone
will not overcome the vertical plug oscillation, then either the actuator should be
made ―stiffer‖ (higher air pressure operation) or hydraulic snubbers should be
installed between the yoke and the diaphragm casing.
INSPECTION AND TESTING
It should be noted that the goal of this test is only to determine the valve Cv (Kv) within
an error of 5% and is not the standard methods of testing the capacity of valves. What is
important to note is that the valve characteristics (Gv characteristics) are neither tested
nor defined by the standard. It should also be noted that during the testing, the pressure
drop through the valve itself is not measured, because the δP is detected across a pipe
section, which includes the valve, plus a length of eight pipe diameters of straight pipe
.The end result of such a test is a valve characteristic curve, which describes the flow
through the valve as it is stroked from 0 to 100% of its stroke. The Cv (Kv) data provided
by manufacturers is usually reliable within an error of about 10%, if the installation is
identical to the test setup (usually it is not).
Theoretical valve characteristics
Figure: Inherent flow characteristics of quick opening, linear and equal percentage
control valves

68
The inherent characteristics of a control valve describe the relationship between the
controller output signal received by the valve actuator and the flow through that valve,
assuming that:
1.The actuator is linear (valve travel is proportional with controller output).
2.The pressure difference across the valve is constant.
3.The process fluid is not flashing, cavitating, or approaching sonic velocity (choked
flow).
In a linear valve, travel is linearly proportional to capacity and therefore the theoretical
gain is constant at all loads.
In equal-percentage valves, a unit change in lift will result in a change in flow rate, which
is a fixed percentage of the flow rate at that lift. For example, in Figure 6.7b, each
percentage increase in lift will increase the previous flow rate by about 3%. Therefore,
the theoretical gain of equal-percentage valves is directly proportional to flow rate and
increases as the flow rate increases. On a logarithmic chart (left side of Figure 6.7b), the
equal-percentage characteristics correspond to a straight line having a slope that
corresponds to its fixed percentage.
In quick-opening valves, the gain decreases with increasing flow rates. Figure 6.7b shows
the quick-opening valve characteristics with the same total lift as for the other plug types.
If the travel of the quick-opening plug is restricted so that the distance of 100% lift travel
corresponds to only 1/4of the seat diameter, then the valve characteristics will approach
linear (if the hydraulic resistance is constant) with the gain being nearly constant.
CALIBRATION
For any pneumatic control valve the operating pressure is from 3 psig to fully open at 15
psig. It means a pneumatic control valve opens fully at 15 psig and closes at 3 psig.
To calibrate it, prepare the following,
One mercury manometer 0 tp 1000mm,Hg,
One air pressure regulator for 20psig supply and air hoses,
3 to15 psi output Bourdon Tube pressure gauge,
Micrometer screw pressure regulator and air pressure supply.
Prepare a Tee with the air supply at the center.
Connect one leg to the mercury manometer
Other equalizer leg to the control valve
A tee on top of the valve.
An output gauge connected to the tee.
Both the manometer and control valve should receive equal pressure from the
pressure regulator. (A 15psig pressure is 775 mm mercury).
Set the mercury manometer to an equivalent of 15 psig,775mmHg,
Prepare a table of equivalent pressure from 3, 6, 9, 12 and 15psig.
The valve should be fifty percent open at 9 psig and 25% open at 6 psig, likewise, it
should close at 3 psig and 75% open at 12 psig fully opened at 15 psig.
The pressure variation may be done with the micrometer type pressure regulator at
the pressure supply.
Note out the readings and plot a graph.

69
Calibration loop diagram

70
Block diagram
SELECTION CRITERIA
Control Valve Selection made based on the following:
Decide Flow Direction and characteristics
Calculate Cv
Select Higher Cv from available
Select Valve size, trim size for available range
End Conn. and rating selection
Leakage class selection
Material Selection
Actuator selection
Packing and bonnet type selection
Accessories selection
This section attempts to discuss all basic aspects of control valve selection and
application.

71

72
In selecting control valves, the properties of the process fluid must be fully considered.
The process data should be carefully and accurately determined because even small
variations in temperature or pressure can cause flashing or cavitation. Considerations
include such obvious variables as pressure, temperature, viscosity, slurry, or corrosive
nature, or the less obvious factors of flashing, cavitation, erosion, leakage, sterilization,
and low flow rates.
Different engineers have developed different rules of thumb in selecting valve
characteristics for the various types of control loops. These recommendations vary in
complexity. Shinskey, for example, recommends the use of equal percentage valves for
heat-transfer control and the use of linear valves for all flow, level, and pressure control
applications, except vapor pressure, for which he recommends equal percentage valves.
Driskell suggests that for relatively constant valve differential pressures, quick-opening
valves should be used for square root-type flow loops, equal-percentage valves for
temperature and liquid pressure, and linear valves for all others. If the valve differential
pressure varies with load, his quick opening recommendation shifts to linear, and his
linear recommendation shifts to equal-percentage
CONSTRUCTION:
MIL 21104 low pressure construction

73
MIL 21000 Standard Constructions
MIL 21000 Soft Seated Plug & Seat Construction
2
10
22
6
4
12
3
5
9B
11
8
13
14
15
1
7

74

75
21100 SERIES (LINEAR / EQUAL% / ON-OFF)
CONFORMATION TO STANDARDS
• SAA - Standards Association of Australia.
• ANSI - American National Standards Institute.
• API - American Petroleum Institute.
• PNGS - Papua New Guinea Standards.
• ASME - American Society of Mechanical Engineers.
• ASTM - American Society for Testing and Materials.
• NACE - National Association of Corrosion Engineers.
• MSS - Manufacturers Standardisation Society of the Valve and Fittings
Industry.
16
17
15

76
APPLICATIONS
Control valves are manufactured for selected applications, i.e.:
Valves Model MIL 2100 and 2500 series are limited to Critical Hazardous Liquefied
Gases
Valve Model 1900 limited to Hot Oils and steam.
All Control valves, due to their ―single seat‖ design are limited to applications without
any cavitations.
Control valves are used in industries like
Chemical Processing
Petroleum Production & Refining
Power Generation
Test Labs etc for the following applications
Attemperator; boiler feed & discharge; chemical lines; condensate lines; crude & refined
product lines; cryogenics; hydraulic lines; level control; mine dewatering; nitrogen purge;
pressure control, pressure let-down; process lines; pump discharge; refrigeration; soot
blower; steam lines; water lines
PARTIAL LIST OF SUPPLIERS
Aalborg Instruments & Controls
Accutech
Barksdale
Barton instrument systems
Bosch rexroth pneumatics
Bristol babcock
Brooks instrument
Control instruments corp
Controlair, Inc.
Dwyer instruments
Eckardt—invensys flow control
Emerson process management, Rosemount div.
Endress + hauser, Inc.
Eurotherm controls, Inc.
Fisher controls international, Inc.
Flow-tek, Inc.
Foxboro co.
Hirschmann electronics, Inc.
Hoffer flow controls, Inc.
Invensys flow control
Magnetrol intl., Inc.
Omega engineering, Inc.
Precision Controls.
Crawley & Ray (Founders & Engineers) Pvt. Ltd
Oswal Industries Limited, Mumbai
International Impex India

77
ROTARY ACTUATORS
DESCRIPTION
A rotary actuator is an actuator that produces a rotary motion, torque, or an oscillating
action by using compressed air or fluid power to turn a shaft in a predetermined arc of
motion. Durability, efficiency, and compact size are hallmarks of good actuator design.
They are great for generating massive torque.The simplest actuator is purely mechanical,
where linear motion in one direction gives rise to rotation. Other actuators are powered
by pneumatic or hydraulic power, or may use energy stored internally through springs.
The motion produced by an actuator may be either continuous rotation, as for an electric
motor, or movement to a fixed angular position as for servos and stepper motors. A
further form, the torque motor, does not necessarily produce any rotation but merely
generates a precise torque which then either causes rotation, or is balanced by some
opposing torque
SYMBOLS
Hydraulic Pneumatic
FIGURE
SKF CRAB series rotary actuator
SKF CRAB series rotary actuators are designed to provide partial rotary motion, fast or
slow, heavy or light duty, complex or simple arrangements. The design of the rotary
actuator enables very high torque. Since the gearing is produced in one stage, through the
use of a ball screw, it enables a high degree of efficiency. Moreover, they are not
sensitive to either high or low temperatures. Rotary actuators have few moving parts. At
the heart of the design lies a ball screw supported in a ball bearing, a gear rack connected
to the ball screw nut and a gear wheel/output shaft. When the ball screw rotates, the gear
rack makes a linear movement. This causes the gear wheel and output shaft to rotate.

78
SPECIFICATIONS
Technical data of CRAB 17 series rotary actuator
Maximum angular working range : infinity
Gear ratio : 1:52
Maximum angular speed : 180/s
Efficiency factor : 50%
Max. Instantaneous out put torque : 200N
Max. Axial load : 5000N
Max. Tilting torque : 100Nm
Back lash : 0.25
Start current (E110C/E220C) : 2.1/0.8A
Start torque : 0.3Nm
Temperature range : -20C to 60C
Weight : 3 kg
PRINCIPLE OF OPERATION
Rotary actuators convert the motion and pressure of air or fluid flow to mechanical
torque and rotational motion. In general the available torque is determined by the supply
pressure typically 5 – 10 bar and the rotational speed by the air or fluid flow rate. Rotary
actuators use a considerable volume of air typically 1 to 2 cubic meters per minute per
kilowatt at an operating pressure of 5 to 6 bar.
A pneumatic rotary actuator mainly consists of a piston, a cylinder, and valves or
ports. The piston of rotary actuator is enclosed by a diaphragm, or seal, which remain the
air in the higher portion of the cylinder, permitting air pressure to force the diaphragm
downward, moving the piston beneath, which in turn shifts the valve stem, which is
linked to the interior parts of the rotary actuator. Pneumatic rotary actuators may only
have one spot for a signal input, top or bottom, depending on action required. The
superior the size of the piston of rotary actuator, the larger the output stress can be.
Having a superior piston of rotary actuator can also be good if air supply is low,
permitting the same forces with less input of rotary actuator. This pressure is transported
into the valve stem, which is hooked up to moreover the valve plug in rotary actuators,
butterfly valve etc. superior force is required in high pressure or high flood pipelines to
allow the valve to overcome these forces, and permit it to move the valves moving parts
to manage the material flowing inside the rotary actuators.
Hydraulic rotary actuators use a pressurized, incompressible fluid to rotate mechanical
components. They are faster and more powerful than pneumatic actuators because the
high pressures used in hydraulic systems produce greater torque. Hydraulic rotary
actuators use two types of rotational elements: circular shafts and tables. Typically,
circular shafts include a keyway while tables include a bolt pattern for mounting other
components. To convert linear motion into shaft rotation, helical spline teeth on the shaft
engage matching splines on the inside diameter of a piston. As hydraulic pressure is
applied, the piston is displaced axially within the housing and the splines cause the shaft
to rotate. When a control valve is closed, hydraulic fluid is trapped inside the housing and
the shaft is locked in place. Single-piston devices drive a rack that rotates the pinion.
Double-piston and four-piston devices drive racks on both sides of the pinion. Single-
chamber and double-chamber rotary vanes that are actuated by pressurized air are also
available.

79
Pneumatic Rotary Actuators Types
Figure shows the various pneumatic actuators design types

80
INSTALLATION/MOUNTING
• SKF rotary actuators are delivered ready to mount. They are compact units with
few component parts in relation to their capabilities.
• Their simple, robust construction ensures reliable performance for many years of
operation. Four bolts are needed for mounting.
• To avoid excessive wear and premature failure, it is essential that very little or no
thrust or overhung load be imposed on the actuator's output shaft unless it is
equipped with bearings (such as tapered-roller bearings) to accommodate these
loads.
• Use a flexible shaft coupling to eliminate side loading due to shaft misalignment.
When side loading is unavoidable, support the output shaft with auxiliary bearings
if the actuator is not equipped with adequate bearings to support such a load.
• Actuators coupled to gear trains belong in this category. Some helical and rack-
and-pinion designs are available with integral bearings that can support significant
overhung loads without additional external bearings.
• To bleed trapped air, mount the actuator so the supply ports are on top. Or provide
a suitable air bleeding device for the system. Larger rotary actuators often have
built-in bleed valves.
• In continuous-cycling applications, where hot hydraulic fluid may collect near the
actuator, arrange for greater fluid circulation. Heat exchangers may be required.
Do not install rotary actuators where contaminants are likely to collect — for
example, at the system's low point.
INSPECTION AND TESTING
• This section describes factors that must be considered when using Rotary
Actuators in a test system.
• The thrust and side loads that may be encountered during testing are generally the
result of the following factors:
• Specimen shortening or lengthening due to torsional force
• Specimen shortening or lengthening due to temperature
• Misalignment of the test specimen when initially mounted
• Reaction base or T-slot table twisting
• Permanent deformation of the specimen due to torsional force

81
SELECTION CRITERIA
• Type key, CRAB 17
a - Gear 1, 2, 4
b - Emergency manoeuvre none-, Hand crank A, Release on shaft* B
c - Shaft design
Solid 1
Solid with key way 2
Hollow with key way 3
Hollow with adapted to limit switch unit 4
Hollow with splines 5
Customized design 6
d - Limit switches None -, Switch S
e - Motor direction
Rear R
Upwards U
Front F
Downwards D
f - Motor assembly Right R, Left L
g - Motor
C12C C12C
C24C C24C
C90C C90C
E110C E110C
E220C E220C
h - Options for CxxC motors
Without cable -
Encoder E
Without cover N
EMC filter M
Cable 2 m T2
Cable with plug 2 m T2P
Cable with plug 1 m T1P

82
DESIGN AND CONSTRUCTION
Helical spline rotary actuator
A helical spline rotary actuator, also known as a sliding spline actuator, consists of a
cylindrical housing, a shaft, and a piston sleeve. Both the inside of the piston sleeve and
the shaft (where it meets the piston) are splined with matching teeth. The device is
hydraulically sealed so that the application of pressure to a port will drive the piston
sleeve. This pressure also causes the sleeve to rotate as it moves, thereby turning the
shaft.
Enclosed piston crank actuator
An enclosed piston crank actuator, Figure b, has an adjustable arc of up to about
100°.This actuator is compact and has few mechanical problems. Built-in bearing support
overcomes side thrust forces. Fail-safe versions are equipped with a spring that returns
the shaft to a safe position in case of power failure or loss of fluid. Torque generation
follows a sinusoidal distribution. Maximum torque is produced at mid-stroke. Therefore,
these actuators should be selected to drive a load based on their minimum torque.
Scotch-yoke actuator
A scotch-yoke actuator, Figure has two pistons connected rigidly by a common rod. The
central drive pin on the rod engages a double yoke keyed to the output shaft which turns
through arcs to 90° maximum. Torque outputs at the beginning and end of the stroke
(breaking torque) is twice that at mid-point (running torque). This characteristic is
efficient because many applications require high breaking torques to move and accelerate
the load. Fail-safe, single-acting, and double-acting models are available. Efficiencies
range from 70% to 95%.
Rack and pinion rotary actuator

83
The rack and pinion rotary actuator is perhaps one of the most familiar, as its design
lends its name to certain automotive steering systems. Generally in a rack and pinion
actuator, pressurized fluid propels a piston inside a hydraulic cylinder, and the piston
drives a toothed rack. The teeth of the rack interlock with those of a rotating pinion,
which is turned as the piston drives the rack. The pinion is typically affixed to a shaft,
and thereby provides the system with rotational power as it turns.
In a rack-and-pinion actuator, a long piston with one side machined into a rack engages a
pinion to turn the output shaft. This gear set principle is adaptable for use in fail-safe,
single-acting and double-acting models. Where balanced loading on the bearings is
required, two bi-directional pistons with parallel racks are used; both racks engage the
one centrally-located pinion. Rotation to 1,800° and torque to 50 million lb-in. are
available. Torque is constant and equal in both directions. Multiple-position rack-and-
pinion actuators are available that rotate the output shaft to several positions by varying
the pressure porting. Output positions can be in any sequence, allowing the actuator to
stop at or pass any intermediate position.
Piston-chain actuator
In a piston-chain actuator, Figure e, a circular drive chain is held taut over two sprockets.
One sprocket converts linear motion into torque output; an idler sprocket maintains
tension. Two piston-shaped links are located at equal distances on the chain; one piston is
larger than the other. The housing containing the mechanism has two parallel piston
chambers and a port on each of the two opposite ends. Pressurized fluid entering a port
acts against both pistons; the chain moves in the same direction as the larger piston
because of the differential forces being exerted. The smaller piston seals the return side of
the chain to prevent fluid leakage. Rotation is reversed by reversing porting.

84
Bladder rotary actuator
A typical bladder rotary actuator uses expandable bladders to drive a specialized arm,
which is attached to the rotating shaft. When significant pressure is applied to a bladder,
it expands and moves the accompanying arm; the movement of the arm turns the output
shaft. Vane actuators work by a similar means, but use fluid filled chambers to drive a
vane attached a drive shaft.
Single-vane actuator
A single-vane actuator, Fig. has a cylindrical chamber in which a vane connected to a
drive shaft rotates through an arc to 280°. Two ports are separated by a stationary barrier.
Differential pressure applied across the vane rotates the drive shaft until the vane meets
the barrier. Rotation is reversed by reversing pressure fluid at the inlet and outlet ports.
Double-vane actuator A double-vane actuator, Figure has two diametrically opposed vanes and barriers. This
construction provides twice the torque in the same space as a single-vane actuator;
however, rotation is generally limited to 100°.

85
CONFORMATION TO STANDARDS
• ISO 9001:2000 CERTIFIED QMS
• ISO 521 standards
• NAMUR standards
APPLICATIONS
Among the many applications for rotary actuators are positioning, switching,
opening/closing, and feeding tasks
Many applications for rotary actuators include mixing, lifting, turning, positioning
containers, and operating valves to name just a few.
Rotary actuators are utilized for the automation of industrial valves and can be
utilized in all kinds of technical procedure plants such as wastewater handling
plants, power plants and yet for refineries.
Using rotary actuators, major manufacturers in high power switching, are able to
design reliable motorize remote-controlled switches. This automatic switching
ensures continuity of supply by by-passing a line fault in the event of failure. A
high degree of automation and trouble-free production are two of the motor
industry‘s most important requirements. For their assembly process, they have
installed rotary actuators in order to hold the work pieces exactly in position
during the assembly operation. This resulted in increased safety both for the
operators and the process.
Hydraulic rotary actuators are used in a variety of marine, mining, military,
construction, and recycling applications. For example, some devices are used to
provide propeller steering for outboard hydraulic propulsion systems used on
marine vessels such as barges. Other devices are used in bulldozers, excavators,
and other earth moving equipment for performing extensive grading and sloping
with different angles. Hydraulic rotary actuators are also used in self-propelled
aerial work platforms and in many vehicle steering systems.
PARTIAL LIST OF SUPPLIERS
• Exlar
• Moog Flo Tork
• Helac
• Emerson
• Siemens
• ABB Group
• ASCO-Automatic Switch Co. (Division of Emerson)
• Bosch-Rexroth Corp.
• Bray Controls-Bray International, Inc.
• Danfoss
• Detroit Coil Co.
• Emerson Process Management
• GE Water Technologies
• Honeywell Automation and Control
• Humphrey Products Co
• Invensys-Eurotherm
• Keystone Valve USA Inc.
• Metso Automation Inc.

86
Single-vane actuator
A single-vane actuator, Fig. has a cylindrical chamber in which a vane connected to a
drive shaft rotates through an arc to 280°. Two ports are separated by a stationary barrier.
Differential pressure applied across the vane rotates the drive shaft until the vane meets
the barrier. Rotation is reversed by reversing pressure fluid at the inlet and outlet ports.
Double-vane actuator A double-vane actuator, Figure has two diametrically opposed vanes and barriers. This
construction provides twice the torque in the same space as a single-vane actuator;
however, rotation is generally limited to 100°.
INSTALLATION/MOUNTING
• SKF rotary actuators are delivered ready to mount. They are compact units with
few component parts in relation to their capabilities.
• Their simple, robust construction ensures reliable performance for many years of
operation. Four bolts are needed for mounting.

87
• To avoid excessive wear and premature failure, it is essential that very little or no
thrust or overhung load be imposed on the actuator's output shaft unless it is
equipped with bearings (such as tapered-roller bearings) to accommodate these
loads.
• Use a flexible shaft coupling to eliminate side loading due to shaft misalignment.
When side loading is unavoidable, support the output shaft with auxiliary bearings
if the actuator is not equipped with adequate bearings to support such a load.
• Actuators coupled to gear trains belong in this category. Some helical and rack-
and-pinion designs are available with integral bearings that can support significant
overhung loads without additional external bearings.
• To bleed trapped air, mount the actuator so the supply ports are on top. Or provide
a suitable air bleeding device for the system. Larger rotary actuators often have
built-in bleed valves.
• In continuous-cycling applications, where hot hydraulic fluid may collect near the
actuator, arrange for greater fluid circulation. Heat exchangers may be required.
Do not install rotary actuators where contaminants are likely to collect — for
example, at the system's low point.
TESTING
• This section describes factors that must be considered when using Rotary
Actuators in a test system.
• The thrust and side loads that may be encountered during testing are generally the
result of the following factors:
• Specimen shortening or lengthening due to torsional force
• Specimen shortening or lengthening due to temperature
• Misalignment of the test specimen when initially mounted
• Reaction base or T-slot table twisting
• Permanent deformation of the specimen due to torsional force

88
SELECTION CRITERIA
• Type key, CRAB 17
a - Gear 1, 2, 4
b - Emergency manoeuvre none-, Hand crank A, Release on shaft* B
c - Shaft design
Solid 1
Solid with key way 2
Hollow with key way 3
Hollow with adapted to limit switch unit 4
Hollow with splines 5
Customized design 6
d - Limit switches None -, Switch S
e - Motor direction
Rear R
Upwards U
Front F
Downwards D
f - Motor assembly Right R, Left L
g - Motor
C12C C12C
C24C C24C
C90C C90C
E110C E110C
E220C E220C
h - Options for CxxC motors
Without cable -
Encoder E
Without cover N
EMC filter M
Cable 2 m T2
Cable with plug 2 m T2P
Cable with plug 1 m T1P
CONFORMATION TO STANDARDS
• ISO 9001:2000 CERTIFIED QMS
• ISO 521 standards
• NAMUR standards

89
APPLICATIONS Among the many applications for rotary actuators are positioning, switching,
opening/closing, and feeding tasks
Many applications for rotary actuators include mixing, lifting, turning, positioning
containers, and operating valves to name just a few.
Rotary actuators are utilized for the automation of industrial valves and can be
utilized in all kinds of technical procedure plants such as wastewater handling
plants, power plants and yet for refineries.
Using rotary actuators, major manufacturers in high power switching, are able to
design reliable motorize remote-controlled switches. This automatic switching
ensures continuity of supply by by-passing a line fault in the event of failure. A
high degree of automation and trouble-free production are two of the motor
industry‘s most important requirements. For their assembly process, they have
installed rotary actuators in order to hold the work pieces exactly in position
during the assembly operation. This resulted in increased safety both for the
operators and the process.
Hydraulic rotary actuators are used in a variety of marine, mining, military,
construction, and recycling applications. For example, some devices are used to
provide propeller steering for outboard hydraulic propulsion systems used on
marine vessels such as barges. Other devices are used in bulldozers, excavators,
and other earth moving equipment for performing extensive grading and sloping
with different angles. Hydraulic rotary actuators are also used in self-propelled
aerial work platforms and in many vehicle steering systems.
PARTIAL LIST OF SUPPLIERS
• Exlar
• Moog Flo Tork
• Helac
• Emerson
• Siemens
• ABB Group
• ASCO-Automatic Switch Co. (Division of Emerson)
• Bosch-Rexroth Corp.
• Bray Controls-Bray International, Inc.
• Danfoss
• Detroit Coil Co.
• Emerson Process Management
• GE Water Technologies
• Honeywell Automation and Control
• Humphrey Products Co
• Invensys-Eurotherm
• Keystone Valve USA Inc.
• Metso Automation Inc.
• Micro Mo Electronics Inc
• Norgren-Herion

90
DIAPHRAGM ACTUATORS
DESCRIPTION
An actuator is that portion of a valve which responds to the applied signal & causes the
motion resulting in modification of the fluid flow. Diaphragm actuator uses a flexible
diaphragm to which a variable air pressure is applied to oppose a spring. The
combination of diaphragm & spring forces acts to balance the fluid forces on the valve. It
produces linear motion to move the valve. These actuators are ideal for use on valves
requiring linear travel, such as globe valves. A linkage or other form of linear to rotary
motion conversion is required to adapt these actuators to rotary valves, such as butterfly
type. The stem positioning is achieved by a balance of forces acting on the stem. These
forces are due to pressure on the diaphragm, spring travel, & fluid forces on the valve
plug.
Fisher 657 and 667 spring-opposed diaphragm actuators position the valve plug in the
valve in response to varying controller or valve positioner pneumatic output signals
applied to the actuator diaphragm. Zero setting of the actuator is determined by the
compression of the actuator spring. Span is set by both the actuator spring rate and the
number of springs available. The 657 actuator is direct-acting; the 667 is reverse-acting.
These actuators are designed to provide dependable on-off or throttling operation of
automatic control valves.
SYMBOL
Valve with Diaphragm actuator
FIGURE
Fisher diaphragm actuators Type 657 and type 667

91
SPECIFICATIONS
Standard Operating Pressure Range: 657 and 667: 0.2 to 1.0 bar (3 to 15 psig) or 0.4 to 2.0 bar (6 to 30 psig)
657-4 and 667-4: 0.2 to 1.9 bar (3 to 27 psig)
667 Size 76: 0.4 to 2.0 bar (6 to 30 psig) or 0 to 3.1 bar (0 to 45 psig)
Output Indication:
Stainless steel disk or pointer and graduated scale
Stroking Speed Dependent on actuator size, travel, spring rate, initial spring compression, and
supply pressure. If stroking speed is critical, consult your Emerson Process
Management sales office
Operating Temperature Range(1) Standard Construction (Nitrile Elastomers): -40 to 82C (-40 to 180F)
Optional Construction (Silicone Diaphragm): -40 to 149°C (-40 to 300°F)
Maximum Valve Packing Box Temperature: 427C (800F) with cast iron yoke
Signal Connections Sizes 30 - 60 and 667 Size 76: 1/4 NPT internal
Sizes 70 and 87: 1/2 NPT internal
Size 80 657: 3/4 NPT internal with 1/4 NPT internal bushing ; 667: 1/2 NPT
internal with 1/4 NPT internal bushing
Size 100: 1 NPT internal with 1/4 NPT internal bushing
Construction Materials
Diaphragm Casing Sizes 30 - 87: Steel
Size 80: Cast iron or steel
Size 100: Cast aluminum
Diaphragm Sizes 30 - 87: Nitrile on nylon, Silicone on
polyester
Size 100: Nitrile on polyester
Diaphragm Plate 657 Sizes 30- 60, 100: Cast aluminum
657 Sizes 70 - 87: Cast iron or steel
667 Sizes 30 - 60, 100: Cast aluminum or steel
667 Sizes 70 - 87: Cast iron or steel
Yoke Sizes 30 - 80: Cast iron or steel
Size 100: Steel
Actuator Spring: Steel
Spring Adjustor: Steel
Spring Seat: Steel or cast iron
Actuator Stem: Steel
Travel Indicator: Stainless steel
O-Rings: Nitrile
Seal Bushing: Brass
Stem Connector: Zinc-plated steel

92
PRINCIPLE OF OPERATION By varying the pneumatic loading pressure on the actuator diaphragm, the valve plug
within the body will open, close or throttle. When the loading pressure is increased within
a direct-acting diaphragm actuator the actuator stem moves downward, compressing the
spring. A decrease in pressure will cause actuator stem to move upward with the
decompression of the spring (Figure). The valve plug action of the Type 657 Actuator
can be set to ―push down to close‖ or ―push down to open‖ and will then either open or
close the control valve upon failure of the loading pressure. When the loading pressure
fails, the diaphragm of the actuator moves to the extreme upward position and performs
the selected action.
Generally, the diaphragm pressure range is 3 to 15 PSI or 6 to 30 PSI, but other ranges
may be used. Pressure within the valve body creates forces on the valve plug which
directly affect the actual operating diaphragm pressure range. When pressure conditions
in the valve body are different from those indicated in the factory settings, the valve may
not stroke completely over the indicated range. To achieve correct travel for the
diaphragm pressure range utilized, a simple spring adjustment is necessary.Note;
however, that the actuator spring has a fixed pressure span and that adjustment of the
spring compression simply shifts this span up or down to make the travel of the valve
correspond with the diaphragm pressure range. Equations can be derived from a
summation of forces on the valve plug adopting the positive direction downward.
PA – KX – PVAV=0
Where: P=Diaphragm pressure
A=Effective diaphragm area
K=spring rate
Pv= Valve pressure drop
Av=Effective inner valve area
By using sign convention,-PA + KX - P v Av = 0; If the flow direction is reversed, PA -
KX + P v A v = 0; likewise, reversing the flow direction, -PA + KX + P v A v = 0

93
These equations are simplified because they do not consider friction & inertia. Friction
occurs in the valve stem packing, in the actuator stem guide and in the valve plug guide
or guides. Usually for static valve actuator sizing problems, negligible error is introduced
by ignoring the friction terms.
Reverse Action All 667 actuators are reverse acting. Applying air pressure to the lower diaphragm casing
forces the actuator stem upward against the opposing spring force. When this loading
pressure is reduced, the spring moves the actuator stem downward. Should the loading
pressure fail, the spring forces the stem to the extreme downward position. These
actuators provide fail-closed action for push-down-to-close valves and fail-open action
for push-down-to-open valves.
Direct Action All 657 actuators are direct acting. Applying air pressure to the upper diaphragm casing
forces the actuator stem downward. When this pressure is reduced, the opposing spring
force moves the actuator stem upward. Should the loading pressure fail, the spring forces
the stem to the extreme upward position. This provides fail-open action for push-down-
to-close valves and fail-closed action for push-down-to-open valves

94
INSTALLATION • The Type 657 Diaphragm Actuator is usually delivered furnished mounted on a
CVS Controls valve body. When installing the valve body into the pipeline,
consult the instructions for that particular valve body. The loading pressure is
connected to the NPT connection in the top of the diaphragm case (1/4‖ for sizes
30 through 60, 1/2‖ size 70). With larger sizes, it may be beneficial to reduce the
connection down to 1/4‖.
• Pipe or tubing may be used, and should be run to the output pressure connection
on the automatic controller. Avoid transmission lag in the control signal by
keeping the length of pipe or tubing as short as possible. When long distances are
involved, install a valve positioner on the actuator. If the valve positioner is
provided as part of the original equipment, the loading pressure connection will
be made at the manufacturing facility.
• If the Type 657 Diaphragm Actuator is shipped alone for field mounting, it should
be mounted onto the valve body and secured in place with the yoke locknut.
Clamp the actuator stem and valve plug stem together using the stem connector to
provide the proper valve travel. For ease of service, ensure that the control valve
is located for easy access and serviceability with room above for accessibility.
Ensure that sufficient room is provided below should removal of the actuator and
valve plug be necessary.
Disassembly
If the actuator is installed on a control valve, isolate or bypass the control valve.
Shut off the diaphragm loading pressure and remove the pipe or tubing from the
loading pressure connection in the top of the diaphragm case.
Turn the lower bearing seat (key 14) down, away from the spring case to relieve
all spring compression.
If the entire actuator is to be removed from its mounting, disconnect the actuator
stem (key 10) from the stem connector, clevis, etc., and remove the jam nuts (key
23). Loosen the cap screws that hold the yoke (key 9) to its mounting plate or
bracket, and lift the entire actuator from its mounting.
Remove the diaphragm case cap screws and nuts (keys 19 and 20) and lift the
upper diaphragm case (key 1) off the actuator. Remove the diaphragm (key 2).
Lift out the diaphragm plate (key 4) and stem (key 10). They may be separated by
removing the cap screw (key 3).
Take out the actuator spring (key 6).
The lower diaphragm case (key 5) can be removed from the yoke, if required, by
loosening the travel stops and cap screws (keys 7 and 8).
Remove the lower spring seat (key 11) and thrust bearing (key 13). Unscrew the
lower bearing seat (key 14) from the adjusting screw (key 12).
Remove the set screw (key 22) and remove the adjusting screw to complete
disassembly.

95

96
Assembly
Apply Lubriplate MAG-1 lubricant, or equivalent, to the adjusting screw threads
(key 12) and screw this into the yoke (key 9). Replace set screw (key 22). The set
screw should engage the machined thread relief in the adjusting screw.
With the eared portion up, screw the lower bearing seat (key 14) all the way onto
the adjusting screw.
Apply Lubriplate MAG-1 lubricant, or equivalent, to the thrust bearing (key 13)
and position it on the lower bearing seat (key 14). Lay the lower spring seat (key
11) on top of the thrust bearing assembly.
Mount the lower diaphragm case (key 5) to the top of the yoke (key 9) using the
travel stops and cap screws (keys 7 and 8). Alternate screws and travel stops on
the sizes 30 and 40.
Position the actuator spring (key 6) on the lower spring seat.
Attach the diaphragm plate (key 4) to the actuator stem (key 10) with the cap
screw (key 3). Apply Lubriplate MAG-1 lubricant, or equivalent, to the stem.
Place this assembly, actuator stem first, into the yoke with the actuator stem
through the spring adjustor (key 12).
Position the diaphragm (key 2) on the diaphragm plate (key 4) and align the holes
with the lower diaphragm casing (key 5). Attach the upper diaphragm case (key 1)
to the lower diaphragm casing (key 5) using the cap screws and nuts (keys 19 and
20).
If the actuator has been removed from its mounting, position it on its mounting
plate or bracket, and secure with cap screws.
Attach the pressure pipe or tubing to the loading pressure connection on top of the
upper diaphragm case.
Attach the actuator stem to the stem connector or clevis and adjust the travel

97
DESIGN AND CONSTRUCTION

98
CONFORMATION TO STANDARDS
• ISO 9001:2000 CERTIFIED QMS
APPLICATIONS
On-off or throttling service
Input signal range
Maximum supply pressure
Valve body type and size with which the actuator will be used
Valve plug travel
Actuator thrust required with actuator stem both fully retracted and fully extended
Stroking time requirements, if critical
Seismic requirements, if critical
Ambient temperature range
PARTIAL LIST OF SUPPLIERS
• Fisher
• Eckardt
• Richter
• CVS
• Foxboro
• Honeywell
• Bartan

99
DAMPER WITH LOUVER
DESCRIPTION
Dampers and louvers are used to control the flow of gases and vapors. These streams
usually flow in large ducts at relatively low static pressures. There are both ―commercial‖
and ―process control‖ quality dampers on the market. Commercial quality units are used
for the less-demanding applications, such as heating, ventilation, and air conditioning
(HVAC), while the process control-quality units can handle higher pressures, higher
temperatures, and corrosive vapors. The process control-quality units also can provide
superior leakage and control characteristics.
Dampers are also used to control the flow of solids or to throttle the capacity of fans and
compressors. There is no clear distinction between butterfly valves and butterfly dampers
or between slide-gate valves and guillotine dampers. The design features of these
dampers are quite similar to their control valve counterparts. Dampers in general are large
in size, and their operating and shut-off pressures are limited to lower values. The
diameters of the largest dampers can exceed 20 ft (6 m).
SYMBOL
FIGURE
Louver type damper

100
SPECIFICATIONS
Type of Designs:
A. Multiple blade or louver.
B. Rotating disc, including multiple disc.
C. Radial vanes.
D. Ins-type variable orifice.
Design Pressure:
Type A designs can usually handle up to 10in. H2O (2.5kPa) shut-off
differentials,
Type D units can handle up to 15 psid (103kPa)
Materials of Construction: Steel, galvanized steel, aluminum & fiberglass; stainless steel used in special
case.
Sizes:
Type A dampers are available up to 6 ft X 8 ft (1.8 m X 2.4 m) for HVAC
applications and even larger sizes for boilers and other industrial applications.
Leakage through Each Ft2
(0.092 m2 of Damper Area):
At 3in H2O (0.75kPa) shut-off pressure differential: the leakage of standard
type A units is 50 SCFM (250 l/s/m2); special low-leakage type A, 5 SCFM
(25 l/s/m2); positive-steel type B. 0.5 SCFM (2.5 l/s/m
2)
PRINCIPLE OF OPERATION
Dampers and louvers are used to control the flow of air in a process system or enclosed
area. Dampers are usually motorized or manually-adjustable for flow control. Louvers are
often fixed for a constant flow rate. The louver type of damper consists of several blades
mounted parallel across a duct, with centrally pivoted shafts extending out through a
frame and driven by a linkage.
The drive for a louver is simple, needing only 90° of motion. The torque requirement can
vary widely over damper life, if corrosion and thermal effects are severe. Electric
motors, air cylinders, and oil cylinders are able to actuate louver dampers with little
difficulty. Louver dampers are best applied to balance or control flow. The normal leak
path of 0.7% of duct area produces a three to five percent leak rate in average
applications. As a general rule, a damper should be used in the middle third of the control
range for best results. This gives equal percentage in either direction should the need
arise.
A variety of options are available. Metallic spring seals, sealed (dust tight) blade ends,
shear seals, and many materials are available. Leakage performance of a louver depends
on ratio of flowing to shutoff pressure, design temperature, number of blades, and blade
edge treatment. Since the first two are system related, the last two are the usual areas of
improvement. Reduction of number of blades reduces leak path to the limit that a single
blade has only perimeter leakage

101
INSTALLATION
[Installation of EACC-401 lower and damper (designed to protect air intake and exhaust
openings in building exterior walls.)]
Maximum single section size for Model EACC-401 is 60"W x 96"H, and individual
sections are designed to withstand wind loadings of 25 pounds per square foot (100 mph
wind equivalent). Larger sizes require field assembly of equal size louversections
required to make up the overall louver size. Angles, clips, splice plates, bolts, and other
fasteners required to install louvers and/or assemble louver sections are not provided with
the louvers and must be supplied by the installing contractor. Louver assemblies (larger
than 60"W x 96"H) require bracing or support from building structure at louver section
joints to provide overall structural integrity. Details shown are general in nature.
Additional information on louver installation may be found in AMCA Publication #501,
Louver Application Manual.
Louvers meeting specifications shall be furnished and installed where shown on the plans
and/or as described in schedules. Louvers shall be combination drainable type
incorporating both stationary and adjustable blades within a single 4" louver frame.
Adjustable blades or damper section shall be of low-leakage design incorporating
pressure activated vinyl blade edge and compressible stainless steel jamb seals. When
closed, adjustable blades provide an extremely tight seal to air leakage and weather. Each
stationary blade shall incorporate an integral drain gutter and each jamb shall incorporate
an integral downspout so water drains to blade end, then down the downspouts and out at
the louver sill rather than cascading from blade to blade.
Each factory-assembled louver section shall be designed to withstand wind loadings of 25
pounds per square foot (100 mph wind equivalent). Louvers larger than 60"W x 96"H
shall be built up by the installing contractor from factory assembled louver sections.
Louver frames, mullions, and section joints shall be adequately supported from the
building structure to withstand this same wind loading.

102
SELECTION CRITERIA
Criteria for damper selection includes leakage when closed, control characteristics, and
cost.
DESIGN AND CONSTRUCTION
Damper Designs
Dampers and louvers can be grouped according to their shapes into parallel-blade, disc
and multiple-disc, radial vane, and variable-orifice designs. Within each design category,
there can be subdivisions according to leakage rates, materials of construction, actuator
designs, or accessories provided.
Figure1.1: shows dimension for standard commercial damper frames, including their
areas.
Multi blade dampers consist of two or more rectangular vanes mounted on shafts that
are one above the other, which are interconnected so they rotate together (Figure 1.2).The
vanes are operated by an external lever, which can be positioned manually,
pneumatically, or electrically. In the uni-rotational louver (parallel damper) design, the
vanes remain parallel at all rotational positions. In a counter-rotational louver (opposed
blade), alternate vanes rotate in opposite directions. Both designs are illustrated in figure
1.2 below

103
Figure1.2: the design of the parallel-blade and opposed blade dampers, which are also
referred to as uni-rotational and counter-rotational louver designs.
Flow guides are sometimes installed between adjacent vanes in order to improve the
effectiveness of throttling. In Figure 1.4, the blade-angle vs. flow characteristics of a
parallel-blade damper and a butterfly valve are shown. The sensitivity of this design is
very high at mid-flow while the last 30° of rotation is relatively ineffective. The flow
characteristics of butterfly valves are similar though some-what superior to those of
louvers. Figure 1.5 shows an opposed-blade damper with equal percentage linkage. As
less and less of the total system pressure drop is assigned to the damper, the
characteristics of this damper shift toward quick opening. Figure 1.6 gives the pressure
drop across wide-open dampers. Ideally the wide-open pressure drop should be between
4 and 8% of the pressure difference across the closed damper. If the damper is sized so
that closed pressure difference is between 12 and 25 times the pressure drop, when the
damper is open, its apparent characteristic will be nearly linear (see curves C and D in
Figure 1.5).
Low-Leakage Designs The parallel-blade damper cannot provide tight shut-off because
of the long length of unsealed seating surfaces. In low-leakage damper designs, blade
seals are installed along the seating surfaces of the blades, resulting in the reduced
leakage characteristic .There are a number of variations in the blade-edge seal designs.
Some of these designs are illustrated in Figure 1.3 below.

104
Figure 1.3: various blade edge seal designs of the damper
Flow characteristics
Figure1.4: the blade-angle vs. flow characteristics of a parallel-blade damper and a
butterfly valve

105
The flow characteristics of a parallel-blade damper are similar to those of a conventional
butterfly valve. The flow characteristics of an opposed-blade damper approach equal-
percentage characteristics when the total system pressure drop is through it and it shifts
its characteristics toward quick opening as the damper receives less and less of the total
pressure differential.
Figure1.5: Flow characteristics of opposed-blade damper with equal percentage linkage
Pressure drop through wide open dampers are shown in the figure. The free area ratio of
an open damper is the total open area between the blades, divided by the nominal area
Figure1.6: Pressure drop through wide open dampers

106
APPLICATIONS
Dampers are suitable for control of large flows at low pressures where high control
accuracy is not a requirement. Typical applications of these units include air conditioning
systems and furnace draft control. Variable-orifice or iris dampers are smaller than other
dampers, offer better control quality, and can also be used to control vertical solid flows.
PARTIAL LIST OF SUPPLIERS
• Air Clean Damper Co. Arrow United Industries
• Babcock & Wilcox Co.
• Bachmann Industries
• Belimo Air Controls
• Damper Design Inc.
• Flextech Industries
• FMC Corp.
• Honeywell Sensing and Controls
• Johnson Controls
• Louvers & Dampers Inc.
• Miracle Vent Inc.
• Polymil Products Inc.
• Ruskin Air & Sound Control
• Safe-Air/Dowco
• Vent Products Co.
• Young Regulator

107
I/P & P/I CONVERTERS
Topic Description Page no
I/P CONVERTERS………………………………………………..107
P/I CONVERTERS………………………………………………..117

108
I TO P CONVERTERS
DESCRIPTION
A ―current to pressure‖ converter (I/P) converts an analog signal (4 to 20 mA) to a
proportional linear pneumatic output (3 to 15 psig). Its purpose is to translate the analog
output from a control system into a precise, repeatable pressure value to control
pneumatic actuators/operators, pneumatic valves, dampers, vanes, etc
SYMBOL
i/p converter, electric. into pneum. Standardized signal
FIGURE
Fisher I to P -100 electro pneumatic transducer

109
SPECIFICATIONS
Input Signal:
Available as standard with 4-20 mA.
User configurable by dip switch for split ranging.
Output Signal:
0.2 to 1.0 bar (3 to 15 psig), 0.4 to 2.0 bar (6 to 30 psig), or 0.14 to 2.3 bar
(2 to 33 psig).
User configurable by dip switches selection and zero and span
potentiometer adjustment
Supply Pressure:
Recommended: 0.3 bar (5 psi) higher than upper range limit of output
signal
Maximum: 3.4 bar (50 psig)
Medium: Air or Natural Gas
Operating Ambient Temperature Limits
−40 to 85C (−40 to 185F)
Maximum Output Air Capacity:
8.0 m3/hr (300 scfh) at 1.4 bar (20 psig) supply pressure
Performance:
Reference Accuracy: ±1.0% of full scale output span; includes combined
effects of hysteresis, linearity, and dead band
Independent Linearity: ±0.75% of full scale output span
Hysteresis: 0.4% of full scale output span
Frequency Response: Gain is attenuated 3 dB at 6 Hz with transducer
output signal piped to a typical instrument input
Temperature Effect: ±0.14% per degrees Celsius (±0.075% per degrees
Fahrenheit) of span
Supply Pressure Effect: 0.2% of full scale output span per psi supply
pressure change
Vibration Effect: Less than 1% of full scale output span when tested to
ISA S75.13
Electromagnetic Compatibility: Meets EN 61326-1 (First Edition)

110
Connections:
Supply and Output Pressure: 1/4 NPT internal Connection
Vent: 1/4 NPT internal
Electrical: Standard 1/2 NPT
Wire Size: 18 to 22 AWG
Construction Materials:
Housing: Low-Copper aluminum with polyurethane paint
O-rings: Nitrile
Diaphragms: Nitrile
Adjustments:
Zero and Span: Trim potentiometers (20 turn) for zero and span
adjustments are located under the housing cap
Switch: Allows input signal split range and user-configurable 0.14 to 2.3
bar (2 to 33 psig) output
PRINCIPLE OF OPERATION
The Type 100 I/P Transducer are an electro-pneumatic device which uses a converter
module that converts a milli ampere input to a proportional pressure output. The
converter module uses small parts of minimum mass, which are balanced symmetrically
around a pivot point at the center of the mass. This balanced arrangement results in a high
performance instrument that reduces sensitivity to vibration.
The transducer receives a 4-20 mA DC input signal and transmits a proportional user
field-configurable pneumatic output pressure to a final control element. The input signal
and output pressure range of the transducer is indicated on the nameplate, attached to the
housing The pneumatic output range are typically 0.2 to 1.0 bar (3 to 15 psig), 0.4 to 2.0
bar (6 to 30 psig), and 0.14 to 2.3 bar (2 to 33 psi).
A typical application is in electronic control loops where the final control element is a
control valve assembly that is pneumatically operated. The converter module receives a
standard DC current input signal from a control device to operate coils in a force
balanced beam system which in turn controls bleed air through an integral nozzle/flapper
arrangement. The nozzle pressure provides the input signal to operate the relay as shown
in the figure. Relay output pressure is applied, through tubing, directly to the final control
element or valve/actuator assembly.

111
Figure1: Fisher i2P-100 Transducer Schematic and figure2: Valve Plug, Inner Valve
Spring and Body Plug Assembly
MOUNTING
Figure3: Fisher i2P-100 Electro-Pneumatic Transducer

112
Figures 4 and 5 below are typical mounting configurations. Standard mounting hardware
is provided for mounting on the actuator, a pipe stand, or surface mount. Field wiring
connections are made to the terminal block accessible under the housing cap, via the 1/2
NPT conduit connection. Dimensions are shown in figures 5, 6, 7, and 8.
Vibration Resistance—The transducer, used a standard valve/actuator mounted
application, exhibits an output shift of less than 1 percent of span when tested to ISA
S75.13.
Figure4: Fisher i2P-100 Electro-Pneumatic Transducer Mounted on a Rotary Actuator
Figure5: Fisher i2P-100 Electro-Pneumatic Transducer Mounted on a Sliding-Stem
Actuator
INSTALLATION
• The i2P-100 transducer has been designed and approved for use with either air or
natural gas as the supply medium.
• If using natural gas as the pneumatic supply medium, natural gas will be used in
the pneumatic output connections of the transducer to any connected equipment.
• In normal operation the unit will vent the supply medium into the surrounding
atmosphere unless it is remotely vented.
• When using natural gas as the supply medium, in a non-hazardous location in a
confined area, remote venting of the unit is required. Failure to do so could result
in personal injury, property damage, and area re-classification.

113
Special Conditions of Use
1. When product is used with natural gas as the pneumatic medium, the maximum
working pressure of the natural gas supply is limited to 50 psi.
2. When product is used with natural gas as the pneumatic medium the product shall
be provided with the proper remote venting.
Pneumatic Connections
• As shown in figure, all pressure connections on the transducer are 1/4 NPT
internal connections. Use 3/8-inch tubing for all pressure connections.
• Use a filter regulator with standard 5 micrometer filter, or equivalent, to filter and
regulate supply air. Supply pressure must be clean, dry air or non corrosive gas.
• An output pressure gauge may be installed on the regulator to indicate the supply
pressure to the transducer. Also, as an aid for calibration, a second gauge may be
installed on the transducer to indicate transducer output pressure.
• Connect the nearest suitable supply source to the1/4 NPT IN connection on the
filter regulator or to the 1/4 NPT SUPPLY connection on the transducer case (if
the filter regulator is not attached).
Dimensions and Connections

114
Typical Fisher i2P-100 mounting with 67CFR Filter Regulator
Electrical Connections
• Use the 1/2 NPT conduit connection for installation of field wiring.
• Refer to next figures when connecting field wiring from the control device to the
transducer.
• Connect the positive wire from the control device to the transducer ‗‗+‘‘ terminal
and, the negative wire from the control device to the transducer ‗‗−‘‘ terminal.
• Do not over tighten the terminal screws.
• Maximum torque is 0.45 Nm (4 lbfin.).
• Connect the transducer grounding terminal to earth ground.
• Grounding terminals are provided both inside and outside the transducer housing.

115
Typical Field Wiring Diagram
Equivalent Circuit

116
CALIBRATION
Equipment Required
• Choose a current or voltage source that is capable, without switching ranges, of
driving the transducer through its entire input range.
• Switching ranges on a current or voltage source will produce spikes or mid-scale
reverses in the input signal presented to the transducer, causing errors. ]
• The current source should be capable of delivering 30 mA with 30 VDC
maximum compliance voltages.
Calibration Procedure:
1. Remove electronics module cover.
2. Input and output ranges are selectable by dip switch selection.
3. Adjust dip switch settings and zero and span as necessary to achieve the desired
input/output range.
4. If a current source other than the control device is used as the input source,
disconnect the control device and connect the current source positive terminal to
the transducer ‗‗+‘‘ terminal and the current source negative terminal to the
transducer‗‗−‘‘ terminal.
5. Check the supply pressure to ensure it is at the recommended pressure.
6. Adjust the input current to the low mA DC.
7. The output pressure should be 0.2 bar (3 psig). If not, adjust the ZERO
potentiometer until the output pressure is 0.2 bar (3 psig).
8. Adjust the input current to the high mA DC.
9. The output pressure should be 1.0 bar (15 psig).If not, adjust the SPAN
potentiometer until the output pressure is 1.0 bar (15 psig).
10. Repeat steps 5 through 8 until the output pressure is within the referenced
accuracy requirements without further adjustment.
11. If a current source other than the control device was used, disconnect the current
source and reconnect the control device.
CONFORMATION TO STANDARDS
• Pressure Equipment Directive (PED) 97 / 23 / EC. It was designed and
manufactured in accordance with Sound Engineering Practice (SEP)
• CSA—Intrinsically Safe, Explosion proof, Type n, Dust-Ignition proof
• FM—Intrinsically Safe, Explosion proof, Type n, Non-incendive, Dust-Ignition
proof
• ATEX—Intrinsically Safe & Dust, Flameproof & Dust, Type n & Dust
• IECE x—Intrinsically Safe, Flameproof, Type n IEC60079-0:2004, IEC60079-
1:2001,IEC60079-11:2006, and IEC60079-15:2005

117
APPLICATIONS
• I/P converters are commonly used in connection with process controls in various
applications, for example where an electric signal is utilized to control a
diaphragm-actuated pneumatic valve, cylinder, or positioner.
• For positioning steam and fuel valves and/or the associated servos.
• Especially suitable as intermediate element between electric measuring devices
and pneumatic controllers, or between electric control devices and pneumatic
PARTIAL LIST OF SUPPLIERS
• Fisher Emerson
• Sensotek
• Omicron
• Woodward
• Samsomatic
• ABB
• Watson smith
• Control valves.

118
P TO I CONVERTER
DESCRIPTION
P to I converters are used as an interface between pneumatic and electric measuring and
control devices, for example, for connecting pneumatic transmitter to electrical
equipment, such as controllers, computers or control systems. P/i Converter converts a
pneumatic signal to a standardized electrical signal, especially suitable as intermediate
elements between pneumatic and electric control and measuring equipment. The input
variable is a standardized pneumatic signal and the output variable is a standardized
electrical signal. The Type 6134 Converters are designed for two-wire connection and are
available as a rail-mounting unit or field unit.
SYMBOL
FIGURE
P/i Converter Type 6134

119
SPECIFICATIONS
P/I converter types
type 6134-04-rail mounting unit
type 6134-03, 13, 23-field unit
Input:
0.2 to 1.0 bar (3 to 15 psi), over loadable up to 5 bar (72.5 psi)
Output:
4 to 20 mA
Auxiliary power:
two-wire network 24 V- voltage range 12 to 30 V
Performance
Characteristics: out put linear to input
Hysterisis: negligible
Ripple of the output signal: 0.5%
Temperature influence: for zero and span: 0.15%/10K
EMC noise emission: EN 61 000-6-3
EMC noise immunity : EN 61 000-6-2
Ambient conditions
Ambient temperature: for IP 20 is (-20C to 70C); for IP 54/1P 65 without
explosion protection (-20C to 70C) and (-40C to 70C- only with IP 65);
with explosion protection (-20C to 70C); (-40C to 60C- only with IP 65)
Storage temperature: for IP 20 (-40C to 80C); for IP54/IP65 (-40C to 80C)
PRINCIPLE OF OPERATION
The pressure p of the standardized pneumatic signal is converted into an electrical DC
voltage signal by a capacitive ceramic pressure sensor The DC voltage signal which is
proportional to the pressure is amplified in the measuring amplifier to a defined level.
Both the lower range value and span can be adjusted using potentiometers on the front
panel. The constant DC voltage source is used to supply the DC voltage at a constant
level. Control equipment can be connected to the output circuit.
Functional diagram of type 6134 p to I converter for two-wire connection

120
Where P is the pneumatic input signal
1 capacitive sensor for pressure
2 constant voltage sources
3 measuring amplifier and potentiometers for adjusting SPAN and ZERO
Output circuit:
• In two-wire systems, the maximum permissible load at the output of Type 6134 is:
• UB = US – UA
• RB = UB/ 20 mA
• UB Maximum permissible load impedance
• RB Maximum permissible load
• US Supply voltage of the two-wire circuit
• UA 12 V, minimum natural voltage of the Type 6134
INSTALLATION
CALIBRATION
Calibration Adjustments
• Multi turn span and zero potentiometers with Non-interactive, multi turn span and
zero approximately ±20% of span adjustment range
CONFORMATION TO STANDARDS
For Type 6134-1-EC Type Examination Certificate: PTB 04 ATEX 2023 2004-
03-19 II 2 G EEx ia IIC T6
For Type 6134-2-EC Type Examination Certificate: PTB 03 ATEX 1214 2003-
11-06 II 2 G EEx d IIC T6

121
APPLICATIONS
Controlling a positioning cylinder in the paper and printing industry. The electric signal
coming from a controller or a PLC (e) is converted to a pneumatic signal (p) by the e/p
converter. The pressure signal is used to position a cylinder which, in turn, moves a roller
that keeps the paper under a certain tension
Controlling a valve
Valves equipped with small pneumatic actuators can be controlled directly by an e/p
converter. The e/p converter receives the electric signal from a controller or a PLC. The
e/p converter can also control a pneumatic positioner.

122
Pressure control
The p/e converter measures the pressure in the pipeline and converts it to an electric
signal. The controller uses the electric signal to calculate the control signal which is
passed on by the positioner to finally close or open the pneumatic control valve
PARTIAL LIST OF SUPPLIERS
• Samson
• Azbil
• Dahl
• Sitec
• Shanghai
• Andltdsti

123
POSITIONERS & VOLUME BOOSTERS
Topic Description Page no
PNEUMATIC AND ELECTRO PNEUMATIC POSITIONERS…….123
VOLUME BOOSTERS……………………………………………….135

124
POSITIONERS DESCRIPTION Process control loop may be described in terms of process variables and control elements.
The control elements include a sensor, transmitter (usually lumped with the sensor),
controller and final control element. Positioners are part of a control loop. If not specified
properly or if not maintained properly, they can have an unacceptable effect on process
control, costing both maintenance time and materials.
A valve positioner is a device in the control loop of a flow, pressure, or level control
process that improves valve response to changes in the demand signal from a process
controller. The positioner is used to limit control valve dead band, mitigate friction-
induced nonlinearities, change valve flow characteristics, permit double-acting actuator
operation, increase shutoff forces, allow for split-ranging, and add loop gain to decrease
the effects of process
lag and dead band.
SYMBOL
Valve with diaphragm actuator and attached positioner
FIGURE
The enemies of all closed loops are dead time and non-linearity. Dead time is the delay
associated with a control loop response. Non-linearity is the failure of a control loop to
respond to an error with the same magnitude of response over the range of control.
Positioners can help to mitigate these problems. One of the positioner‘s functions is to
help combat dead time by supplying additional gain, or amplification, to the control loop.
Gain increases response time and, therefore, improves the control loop‘s ability to deal
with disturbances. However, too much gain can also be a problem, causing instability in
the loop. To mitigate process non-linearity, positioners can be adjusted or characterized

125
to produce an output that algebraically subtracts the non-linearity over the range of
control. This is done by characterizing a cam.
Automated Control Loop
A. PNEUMATIC POSITIONERS
Foxboro Eckardt SRP981 Pneumatic Positioner
The Pneumatic Positioner SRP981 with pneumatic input 0.2-1 bar is designed to operate
pneumatic valve actuators. Positioner ensures that the position of the valve plug is
directly proportional to the controller output pressure, regardless of packing box friction,
diaphragm actuator hysteresis or off-balance forces on the valve plug. This also provides
the means of changing the effective output pressure range of a controller or changing the
valve action.
SPECIFICATIONS • Signal range 0.2 to 1 bar (3 to 15 psig)
• Stroke 8 to 100 mm (0.3 to 4.0 in), extended stroke range on request
• Angle range up to 120°
• Supply air pressure up to 6 bar (90 psig).
• Built-in pressure gauges (optional)
Positioner
Actuator
Valve
Sensor
Set Point ControllerSet Point Controller
44--20 ma20 ma
Positioner
Actuator
Valve
Sensor
Set Point ControllerSet Point Controller
44--20 ma20 ma

126
• Low air consumption and Low vibration effect in all directions
• Single or double-acting
• Mounting on linear actuators according to IEC 534, Part 6 (NAMUR)
• Mounting on rotary actuators according to VDI/VDE 3845
• Protection class IP54, IP65 (on request)
• Explosion protection : Basic unit: II 2 G c IIC (ATEX-constructive design)
• Accessories: II 2 G EEx ia IIC acc. to ATEX; Accessories: ―Intrinsic Safety‖
according to FM and CSA
Modular system for accessories:
• Built-in independent inductive limit switches in 2-wire, 3-wire or micro switch-
technology (optional)
• Independent position feedback 4 to 20 mA (optional)
• Booster Relays with an air capacity of up to 110,000 ln/h (3,884 scfh)
• Connection Manifolds and gauges
PRINCIPLE OF OPERATION
Building Blocks: Within any positioner is a set of discrete components that function
together. In all cases, a motion of one of these components causes a series of events that
result in a counter-motion. This motion may be the simple movement of components or a
result from the application of force.
Input signal conversion: The pneumatic input is converted to a mechanical motion.
Positioner gain may be developed here using a pneumatic amplifier. In such cases, the
positioner is referred to as a two-stage device.
Output signal generation: A mechanical motion causes a directional control valve to
change position and supply air to (or exhaust air from) the actuator. Positioner gain will
normally be developed here, usually through the use of spring or spring-like devices.
Output signal correction: The gain developed earlier is reduced to zero.

127
1. Input Signal Conversion:
Input signal can be sent to the positioner is one of two ways:
A pneumatic signal (3–15 psig [20.7–103.4 kPa], 6–30 psig [41.4–206.8 kPa] 3–
27 psig[20.7–186.2 kPa], etc) directly from the controller
An electrical signal (4–20ma, 10–50ma, 0–10v) from the controller that is
converted to a pneumatic signal by a current to pneumatic (I/P) converter or a
voltage to pneumatic (E/P) converter that is either external or internal to the
positioner.
The pneumatic signal must be converted to a mechanical motion. This conversion
process always begins with a diaphragm or bellows chamber. The changing
pressure is transformed to a linear motion. The linear motion is now used directly
to position a directional control valve within the positioner, or it is used to
modulate the flapper of a nozzle-flapper.
2. Output Signal Generator:
Connecting the Input Converter to Output Generator. The input signal converter
sends a linear motion that is used by the output signal generator in one of two
ways:
The linear motion is used directly to cause the output signal generator to move
and to transmit an output signal. For example, an input diaphragm linear motion is
connected directly to the stem of a sliding spool directional control valve.
The linear motion is used to move a balance beam that causes the output signal
generator to move and to generate an output signal.
The term output signal generator describes the function of several different types
of mechanisms that are used to provide the output signal.
3. Output Signal Correction (Feedback) • The output signal correction is to use the feedback to nullify or balance the output
when the desired position is achieved.
• The output signal correction is also the point in the positioner loop in which the
output can be modified, or characterized to mitigate process non-linearity.
4. Interface between Valve and Positioner:
• To begin the balancing process, a rod, bracket, or other suitable device is attached
to the stem. The device is mechanically routed to the positioner (for example,
using linkages) to provide the appropriate motion used by the positioner: rotation
or linear push-pull. If the motion is rotation, the input to the positioner is a lever.

128
5. Positioner Input:
• Any amount of movement of the stem always results in the same but proportional
amount of movement at the positioner. There may be an interface that allows the
input range to be adjusted, but the motion remains linear.
• Sometimes it is necessary to modify this input. This is where the rotary motion
comes in. Rotary motion is used in the positioner to modify the feedback in a non-
linear way if desired. The reason for making it non-linear is to compensate for
some non-linearity in the control loop.
• The universal method for doing this is by using a cam. Input from the stem causes
the input lever to rotate the cam.
• Output signal correction uses feedback to nullify or balance the output when the
desired position is achieved. Balancing involves one of two principles-motion
balance and force balance.
• The motion-balance positioners use nozzle-flapper devices. These positioners use
a beam, commonly called a balance beam that moves about a pivot.
• In the force-balance device, the input signal creates a force that is resisted by an
opposing force created by the feedback mechanism. One of the easiest ways to
identify a force-balance device is the existence of stem feedback being applied
through a spring, which is called a range spring.
INSTALLATION
I. MOUNTING TO ROTARY ACTUATORS
Remove the transparent cover plate from the housing of the attachment kit.
Mount the housing of the attachment kit on rotary actuator or armature
Move actuator into the desired starting position (rotation angle =0°).
Mount cam 24 in accordance with the direction of rotation of the actuator.
Fasten feedback lever 30 for the rotary actuator onto shaft 15 of positioner.
Mount positioner on housing of the attachment kit. Attach spring 31 to feedback
lever 30 and cam follower 32 against cam. Screw positioner to housing of
attachment kit.
Mounting of feedback lever on shaft of positioner is performed at a stroke of 0 %
II. MOUNTING TO LINEAR ACTUATORS
Single-acting diaphragm actuators:
Check whether the actuator is in the safety position required by the process. (Does
the actuator open or close with spring force?)
The mounting side is selected from the table below in accordance with the
direction of action and the required direction of movement of the spindle for an
increasing input signal.

129
Double-acting diaphragm actuators
For double-acting positioners the changeover plate 13 always stays in the ―N‖
setting.
The assignment of the input signal to the direction of movement of the actuator
spindle is determined by the selection of the mounting side of the positioner and
the piping of the positioner outputs to the actuator
CALIBRATION
• The goal of calibration, or alignment, is to ensure that the positioner is
functioning correctly within design tolerances, for example, start and stop points
and travel.
• It ensures that the fidelity between the input signal and the position of the valve is
established.
• Basic calibration is an alignment process.
• When the process is completed, the actuator should operate in accordance with
the manufacturer‘s specifications.
• The basic calibration process consists of three steps which are:
1. Bench set confirmation
2. Feedback linkage alignment, including cam alignment
3. Zero and span adjustment

130
Bench set confirmation: • Bench set is expressed as a pressure range from the start of the actuator stroke to
the valve‘s rated travel.
• Spring adjustments must be made to meet the most important set point.
• On air-to-open valves, the start pressure is important for a valve that requires
positive shutoff by the spring (the spring provides the seat load).
• On air-to-close, the end pressure value is important to have enough force to
overcome the spring force and the valve friction and to seat the valve.
[Note: The bench set pressure range is not the same as the pressure required to
stroke the valve in actual service. Making the adjustment while the valve is in
service may result in unsatisfactory performance and/or make the valve
inoperable.
Feedback linkage alignment:
• The purpose of this alignment is to ensure that the zero and span of the feedback
mechanism position correspond to the fully open (closed) and fully closed (open)
valve travel positions.
• The positioner is not in service during the performance of this alignment.
• Either pressure is supplied directly to the actuator, or the hand-wheel is used to
position the valve.
Zero and Span Adjustment:
• The purpose of the zero and the span adjustments is to synchronize the valve
position to positioner demand.
• The positioner can be calibrated to give zero or full supply pressure rather than 3
psig or 15 psig (20.7 kPa or 103.4 kPa).
• This can be a distinct advantage in providing tight closure of a control valve to
prevent seat damage.
• Zero adjustments are always done in conjunction with span adjustments.
• After the span has been adjusted, the zero adjustment must be re-verified to
ensure that the zero adjustment has not changed.
CONFORMATION TO STANDARDS
• ATEX + CENELEC
• BP RP 30-1(Instrumentation & Control-Design & Practice)
• BP RP 32-1( Inspection & Testing of new equipment in manufacture)
• BS 5501-Electrical apparatus for potentially explosive atmospheres)
• BASEEFA (British Approval Services For Electrical Equipment in Flammable
Atmosphere)
• IEC60529(degrees of protection provided by enclosures (IP Code)) viz EEx ia IIC
T4, IP65
• IEC60534 Part 4
• ISO 9001
APPLICATIONS
• Limiting Control Valve Dead Band
• Mitigating Stiction or Stick-Slip
• Change Valve Response

131
• Control Double Acting Actuator
• Increase Shutoff Forces
• Split-Ranging
•
PARTIAL LIST OF SUPPLIERS
• Bailey
• Conoflow
• Fisher
• Masoneilan
• Valtek
• Moore
B. ELECTRO PNEUMATIC POSITIONER
Electro pneumatic is used for controlling movement of final control element such as
Linear Cylinder, Diaphragm Control valve or Rotary actuator device which accepts
directly variable electronic signal & E/P positioner is a precision with the help of
auxiliary high pressure supply accurately controls movement of final control element
corresponding to set point.
SPECIFICATIONS
Electrical Characteristics
• Input : 4-20 mA; 216 ohms
• Open loop gain** : approximately 100
• Zero adjustment : vernier screw
• Span adjustment : tension adjustment on force balance spring
• Range selection : indexed and calibrated stroke scale,
Performance Characteristics
• Conformity : 2% of span

132
• Ambient Temp. range : -400c to + 800c
• Air consumption : 0.21 scfm @ 20 psig
: 0.29 scfm @ 35 psig
• Exhaust capacity : 3.3 scfm @ 20 psig, approximately
: 5.4 scfm @ 35 psig
• Orientation effect : Insignificant
• Max. supply pressure : 75psi
• Output : Determined by supply pressure
• Load sensitivity : Output pressure change of 1.2 psi
PRINCIPLE OF OPERATION
Operating System Positioner receives mainly three inputs such as:
230 V a. c. 50 C/s, power supply
4-20 MA-Input signal (Control)
Potentiometer - Output (Feedback)
The microprocessor based instrument amplifier of the positioner receives variable input
control signal & potentiometer output feedback signal. Microprocessor compares these
values & depending upon vectorial difference decides & fires the corresponding relay
which in turn triggers solenoid to admit & exhaust air from actuator. The system is based
on modulation of signal & its time function. The microprocessor precisely calculates the
time function & accurately positions. The movement of actuator standard instrument
available with input control signal of 4-20 MA. However system can be modified for
accepting other variable depending upon specific requirement.

133
INSTALLATION
• Before mounting the positioner, the relationship of the actuator to the valve must
be determined. The actuator can be mounted in-line or cross-line to the valve.
• In addition, the actuator can be mounted right-side- up or inverted.
• If a spring-return actuator is used, the actuator can be set up to fail with the valve
closed or with the valve open.
• The following notes pertain to Positioner Mounting Guide below.
1) ―Inverted‖ actuator position and ―Cross-Line‖ actuator mounting applies
to sizes 10–20 39 Series actuators only.
2) For spring-return actuators only: ―Fail-Open‖ actuators have a ―9‖ in
position 3 of the ordering code.
3) To change cam to reverse-acting, remove and reinstall upside down
CALIBRATION
The following beam alignment and calibration procedures are applicable.
Beam alignment:
• The purpose of beam alignment is to ensure the correct mechanical position of
parts so the valve positioner can be calibrated.
• Provide the appropriate supply pressure. Also, provide an input signal to the
positioner which can be manually set at the midpoint of the desired input signal
range.
• Shut off the supply pressure to the valve positioner. Connect or reconnect the
necessary tubing from the valve positioner output to the actuator supply
connection. Connect the input to the valve positioner and set the input signal
value at midrange.
• Move the flapper assembly to approximately position 6 in the proper operating
quadrant of the beam (direct or reverse acting), and apply supply pressure to the
valve positioner.
• Apply an input signal equal to the low value of the input signal range.

134
• Apply an input signal equal to the high value of the input signal range and
observe the actuator stem travel.
• Repeat steps 3 and 4 until the correct travel is achieved. Each time the flapper
position is changed in step 4, repeat step 3 to provide proper zero.
DESIGN AND CONSTRUCTION
• The basic model MIL 8013 Positioners are used with reciprocating control valves.
• Its linkage is designed for actuators with a straight axial motion.
• Feed back linkage is connected directly to the actuator stem.
• The model MIL 8013 has a stroke and zero adjustment assembly and may be split
ranged with various controller signals.
• Electro-pneumatic positioners provide precise and reliable valve positioning and
superior dynamic response.
Key design characteristics of the MIL 8013 positioner are:
• Dynamic Response and Positioning Accuracy: The MIL 8013 Positioners are
force-balance electro pneumatic devices which, by directly comparing valve stem
position with controller DC output signal, provide dynamic response and
positioning accuracy not obtainable with transducer and pneumatic positioner
combination.
• Split-ranging Controller: In addition, the positioners provide an accurate means of
split ranging controller output signal for sequential operation of two or more
control valves by a single controller.
• Corrosion Resistance and Vibration Resistant
• Direct Action and Reverse Action
Construction characteristics of electro pneumatic positioner:
• The die cast Aluminium housing provides outdoor weather resistance and a sealed
conduit connection.
• Electrical circuit is easily adapted to a variety of input signals. It utilizes a
powerful, Hyflux, Alnico V Magnet with high quality force coil with a high
dielectric bobbin and mechanically protected windings.
• Terminal board has a jack type terminal post to receive coil leads, and also serves
as a mounting unit for components necessary to adapt the positioner to various
electrical signals.
• The case has a ½. / ¾. NPT conduit for electrical connection by cable gland or
other means.
• Relay is high capacity type for fast stroking speeds. It may be mounted in any one
of four positions to facilitate piping.
• A plunger provides for cleaning the sapphire orifice in the removable metering
tube.

135
APPLICATIONS
Linear cylinder
Rotary actuator
PN diaphragm control valve
PARTIAL LIST OF SUPPLIERS
• Cheshire
• Rosemount
• M System Technology Inc
• Alpha Valve & Controls, Inc.

136
VOLUME BOOSTERS
DESCRIPTION
Volume Boosters are used to multiply the available volume of the air signal. The Fisher
VBL volume booster (figure) is used in conjunction with a positioner on a throttling
control valve to increase stroking speed. The booster incorporates fixed dead band, soft
seat construction, and an integral bypass restriction to eliminate positioner saturation
problems that can occur with volume boosters that do not have these features. Adjustment
of the integral bypass restriction is necessary for system stability. This adjustment does
not affect the dead band of the volume booster, but does permit the control valve to
respond to small input signal changes without sacrificing steady state accuracy. It also
allows the booster to deliver high volume output for fast stroking when large, rapid input
signal changes occur. The volume booster, when used in conjunction with a positioner/
actuator, is used only to improve stroking speed. It is not recommended for other
applications requiring a high accuracy, instrument type volume booster. If the volume
booster is to be used only with an actuator, for on /off control, the integral bypass
restriction on the booster must be closed (turned fully clockwise).Connectors and piping
can be installed with the VBL volume booster for diagnostic testing.
FIGURE
SPECIFICATIONS
Input Signal Positioner output
• Maximum Input Signal Pressure:5.5 bar (80 psig)
• Input to Output Pressure Ratio :Fixed at 1 to 1
• Supply Pressure Ranges: When used in conjunction with a positioner or other
pneumatic accessory, always pipe the positioner and volume booster with one
common supply through a Fisher 67 or 95H regulator .A high capacity filter, such
as the Fisher 262K, should be installed in the supply line to the regulator. Supply
pressure also must not exceed the maximum pressure rating of the actuator.

137
Nominal Dead band
• Percent of Supply Pressure(2):5.5 bar (80 psi) configuration— 9%
• Operative Temperature Limits:−40 to 93C (−40 to 200F)
Connections
• Input Signal: 1/4 NPT
• Supply and Output: 1/2 NPT
Construction Materials
• Body: Aluminum
• Diaphragms: HNBR with nylon fabric
• Upper and Lower Valves: HNBR
• O− Rings: HNBR
• Connectors for Diagnostic Testing: Stainless steel or brass
Approximate Weight
• Aluminum Body: 1.0 kg (2.2 lb)
• Maximum Flow Coefficients See table 1

138
PRINCIPLE OF OPERATION
One of the main characteristics of boosters is high exhaust capacity. It has rolling
diaphragms of the static balancing type to eliminate the effects of off-balancing forces
acting on the relatively large inlet & exhaust valve seats. A sensing tube connecting the
outlet to the inner diaphragm chamber provides an aspirating effect under high flow
conditions to provide additional valve shift.
Under equilibrium conditions the signal air acting on the top diaphragm is balanced by
the outlet pressure pushing the lower diaphragm. Any imbalance of these forces causes a
change in position of the valve plug. Because of the restriction, large input signal changes
register on the booster input diaphragm sooner than in the actuator. A large, sudden
change in the input signal causes a pressure differential to exist between the input signal
and the output of the booster. When this occurs, the diaphragms move to open either the
supply port or the exhaust port, whichever action is required to reduce the pressure
differential.
The port remains open until the difference between the booster input and output pressures
returns to within the dead band limits of the booster. With the bypass restriction adjusted

139
for stable operation, signals having small magnitude and rate changes pass through the
bypass restriction and into the actuator without initiating booster operation. Both the
supply and exhaust ports remain closed, preventing unnecessary air consumption and
possible saturation of positioner relays.
INSTALLATION
• Figures below show typical installations for the VBL volume booster on piston
and diaphragm actuators.
• A single regulator that supplies both the positioner and booster is recommended.
The supply medium must be clean, dry, oil free air or non-corrosive gas.
• Keep in mind that many actuators require larger casing or cylinder connections to
take full advantage of the booster‘s ability to deliver its high− volume output.
• Ensure that the supply pressure is connected to correspond with the flow arrow on
the booster.
• Verify that the capacity of the regulator meets the stroking capacity requirements.
• Shut off system pressure to the booster to prevent air from escaping. It is not
necessary to remove the booster from the air line.
• Remove the six Screws from the top and bottom of the unit.
• Remove the two Valve Assemblies.

140
• Wash the Valve Assemblies with a solvent. Exercise care to prevent damage to
diaphragms and valve facings. Avoid solvents such as acetone, carbon
tetrachloride and trichloroethylene.
• Replace the assemblies carefully. Ensure that the small vents in the Spacer Ring
are clear.
Typical Installation with Piston Actuator
Typical Installation with Diaphragm Actuator

141
CALIBRATION
• The volume booster has a bypass restriction adjustment for stable actuator
performance.
• A 3 to 9 controller signal should be changed to a 3 to 15 PSIG output signal.

142
CONSTRUCTION
DIMENSIONS

143
EXPLODED VIEW

144
CONFORMATION TO STANDARDS
• Complies with the requirements of ATEX Group II Category 2 Gas and Dust
APPLICATIONS
• It is ideally suited for a variety of applications including the operation of air
systems that require rapid valve or cylinder action.
• For automation or remote controlling of the back pressure or relief operation
typically found in tank systems and other pressurized systems.
• To meet most control element requirements
• For Valve and valve actuation systems.
• It is ideally suited for systems that require input isolation or increased forward
flow capacity.
• To increase the frequency response of a control valve.
PARTIAL LIST OF SUPPLIERS
• Fisher Emerson
• Fairchild
• Samson
• Control Air Inc.

145
ANALYZERS
Topic Description Page no
CONDUCTIVITY METERS……………………………………..145
HYDROCARBON ANALYZER…………………………………151
PH METER……………………………………………………….159

146
CONDUCTIVITY METER
DESCRIPTION
Conductivity Meter is designed to measure the specific conductivity of solution using a
conductivity cell. They are used to measure and control the percent concentration of
acids, bases and salts in solution. It enables to measure the conductivity, without manual
balancing and the specific conductivity is read directly on a DPM. (Digital Panel Meter)
FIGURE
SPECIFICATIONS
Bridge source : 200 Hz or 1 KHz approx. automatically selected.
Conductivity range : 0 - 200 m: MHO in 5 ranges.
Measuring accuracy : 1% of F. S. in all ranges, 1 counts.
Display : Digital Panel Meter
Conductivity cell : Approx I cell constant.
Cell constant compensation : 0.9 to 1.1
Power requirement : 230V 10 % 50Hz
Standard accessories : One conductivity cell.
PRINCIPLE OF OPERATION
Conductivity is the ability of a material to conduct electric current. The principle by
which instruments measure conductivity is simple - two plates are placed in the sample, a
potential is applied across the plates (normally a sine wave voltage), and the current is
measured. Conductivity (G), the inverse of resistivity (R) is determined from the voltage
and current values according to Ohm's law.

147
G = I/R = I (amps) / E (volts)
How well a solution conducts electricity depends on a number of factors: Concentration,
Mobility of ions, Valence of ions, Temperature etc. Since the charge on ions in solution
facilities the conductance of electrical current, the conductivity of a solution is
proportional to its ion concentration.
Conductivity measurement
Conductivity may be measured by applying an alternating electrical current (I) to two
electrodes immersed in a solution and measuring the resulting voltage (V). During this
process, the cations migrate to the negative electrode, the anions to the positive electrode
and the solution acts as an electrical conductor.
Migration of ions in a solution
• Apply an ac voltage to two electrodes of exact dimensions
• Acids, bases and salts (Nacl) dissolve in solution and act as current carriers
• The current flow is directly proportional to the total dissolved solids in solution
• The physical dimensions of conductivity electrode are referred to as the cell
constant
• Cell Constant is Length/Area Relationship
– Distance Between Plates = 1.0 cm
– Area of Each Plate = 1.0 cm x 1.0 cm
– Cell Constant = 1.0 cm-1
• Cell Constant
– Used to Determine the Measuring Range of the Analyzer
– Acts as Multiplier
– Used to Calibrate Analyzer
– Determined Using NBS Standards
– Can be NIST Traceable

148
The common laboratory conductivity meters employ a potentiometric method and four
electrodes. Often, the electrodes are cylindrical and arranged concentrically. The
electrodes are usually made of platinum metal. An alternating current is applied to the
outer pair of the electrodes. The potential between the inner pair is measured.
Conductivity could in principle be determined using the distance between the electrodes
and their surface area using the Ohm's law but generally, for accuracy, a calibration is
employed using electrolytes of well-known conductivity.
Four electrode conductivity cells
Industrial conductivity probes often employ an inductive method, which has the
advantage that the fluid does not wet the electrical parts of the sensor. Here, two
inductively-coupled coils are used. One is the driving coil producing a magnetic field and
it is supplied with accurately-known voltage. The other forms a secondary coil of a
transformer. The liquid passing through a channel in the sensor forms one turn in the
secondary winding of the transformer. The induced current is the output of the sensor.
Inductive conductivity cells
Working
All the controls are marked on the panel. Switch on the instrument. The indicator LED
glows. Select the SET/ CAL/READ switch to 'SET' and adjust the 'SET 100' control to
read' 100' on the DPM. Turn the RANGE switch to extreme clockwise position. Immerse
the cell in the standard solution, the specific conductivity of which is accurately known,
at the temperature of solution. .
V

149
Put the SET/ CAL/READ switch at 'CAL/READ' position and turn the RANGE switch to
get the reading in the corresponding range. Now adjust the 'CELL CONSTANT' control
so that the DPM display‘s the right value of the sp.conductivity of the Std. solution. Now
the instrument is ready for measurement of the conductivity of unknown solution. Before
dipping the cell into any solution, keep the RANGE switch in extreme clockwise
position. Clean the cell by rinsing in the distilled water; dip the cell in the solution, select
the appropriate range and the DPM will display the sp. conductivity of the solution.
Front panel and back panel view of a conductivity meter
CALIBRATION
1. Calibration of the instrument
Follow the instruction given under the title ―WORKING‖ up to setting ‗100‘ on DPM
with‗SET100 control. After adjusting the instrument to read 100 on DPM, calibrate the
instrument as directed step wise below;
1. After thoroughly cleansing, immerse the cell in the standard solution, say 0.1 Kcl
(aqueous) which has sp.conductivity of the order of 0.01412μs (14.12 mMHOS) at
30C.
2. Put the ‗SET/CAL/READ‘ switch to ‗CAL/READ‘ position. Select 20 mMHO
ranges.
3. Refer table given below to find out conductivity of the solution at 30C. Adjust
―CELL CONSTANT‖ control such that the DPM reads corresponds to the table
value. In the present case, we can adjust to read 14.12 mMHOS.
4. Now the instrument is calibrated for measuring conductivity of unknown solution.
5. Put 'SET/ CAUREAD' control back to 'SET' position. Remove the cell from the
solution and wash with glass distilled water, clean the cell, immerse it in the unknown
solution.
6. Select 'CAL/READ' position and select appropriate range- on RANGE control and
the DPM will display the conductivity of unknown solution.
2. Calibration of a cell
After re-platinizing a cell or when otherwise required the cell constant may be
ascertained using a solution, the conductivity of which is accurately known. Such a
solution can be prepared as follows:
Take 7.459 grams of dried Kcl and dissolve it in some distilled water in a one litre
measuring jar. Fill the measuring jar to one litre mark with distilled water" and thus
1/100th normal solution is prepared by diluting the 1/10th normal Kcl solution in the
conductivity of this solution depends on its temperature.

150
3. Check for the calibration of the instrument
Keep the 'SET/ CAIJREAD' switch in the 'SET' position and adjust the 'SET
100' control to get 100 on the DPM. Select 'CAL/READ' position. Set the range switch at
20 mMHO position. Connect a 100 Ohms 0.1% resistance at the cell terminal.Set the
'CELL CONSTANT' control to '1' and the DPM should read 10.0; if not loosen the'Cell
Constant' knob,set the knob to read10 on DPM,re-tighten the knob
4. Table: Conductivity of Standard Solutions
Temp. Of the Solution in °c l/l0th Kcl l/l00th Kcl
15 0.01048 0.001147
16 0.01072 0.001173
17 0.01095 0.001199
18 0.01119 0.001225
19 0.01143 0.001251
20 0.01167 0.001278
21 0.01191 0.001305
22 0.01215 0.001332
23 0.01239 0.001359
24 0.01264 0.001386
25 0.01288 0.001413
26 0.01313 0.001441
27 0.01337 0.001468
28 0.01362 0.001496
29 0.01388 0.001524
30 0.01412 0.001552
31 0.01437 0.001582
32 0.01462 0.00161
SELECTION CRITERIA
Refer specifications above

151
CONFORMATION TO STANDARDS
Directive / Standard
89/336/EEC Electromagnetic Compatibility (EMC) Directive
EMC essential requirements for measurement device:
EN 61326 : 1997
EN 55022
EN 61000-4-2/-3
APPLICATIONS
Surveillance of feed water purity, control of drinking water and process water
quality, estimation of the total number of ions in a solution or direct measurement
of components in process solutions can all be performed using conductivity
measurements
Used in hydroponics, aquaculture and freshwater systems to monitor the amount
of nutrients, salts or impurities in the water.
• High Purity Water Applications
– Power & Semiconductor Manufacturing
– Conductivity Measured as Resistivity in Mega Ohms/cm
– Pure Water = 18.18 Meg Ohms/-cm = 0.055 uS/cm
• Water & Water Treatment Applications
– Industrial Boilers & Cooling Towers
– Conductivity Measured in Total Dissolved Solids (TDS)
PARTIAL LIST OF SUPPLIERS
Ramdoun PURE Intl Group Ltd.
U-Therm International (H. K.) Limited
YM Instrument Co., Ltd.
Kelilong Electron Co., Ltd
Innovative Analytical Pvt.Ltd
Deemax Technologies
Labtronics
Super Scientific Supplies
Systronics

152
HYDRO CARBON ANALYZER
DESCRIPTION
Hydro carbon analyzer are based on flame ionization detection method that is measuring
the ion current generated when organic compounds are dissociated in an intense hydrogen
flame.
The flame ionization method of hydrocarbon analysis relies on a highly sensitive, but
non-selective detector (FID) which decomposes the gas sample in a hydrogen flame. The
gas sample is destroyed in the process so no further analysis of the sample is possible.
Variations on this type of detector are commonly found in gas chromatographs, on-line
hydrocarbon analyzers and in portable field survey instruments. The flame ionization
detector alone will provide only total hydrocarbon data however; the detector may be
readily enhanced to provide some degree of selectiy in on-line instruments. In GC
applications, column separation is used for speciation
FIGURE
SPECIFICATION
• Detector :Heated Flame Ionization Detector (FID)
• Ranges (methane or propane equivalence):0-10 ppm, 0-100 ppm, 0-1,000 ppm,
0-10,000 ppm (1%) OR 0-100 ppm, 0-1,000 ppm, 0-10,000 ppm (1%), 0-
100,000ppm (10%)
• Linearity: Better than ±2% of point or ±0.5% FSD on all ranges down to 10% of
range. If 0- 100,000 ppm range option selected, this may be expected to be non-
linear, and readings should be corrected for actual analyzer response.
• Stability :Zero drift less than ±0.2ppm or ±2% of range, whichever is greater
• Noise :Less than ±0.1ppm or ±1% of range, whichever is greater

153
• Carbon Number Correlation :Less than 5% difference in carbon count between
toluene, hexane, propylene and propane when using H2He fuel
• Oxygen Synergism :100ppm C3H8 in air, changed to 100ppm C3H8 in N2 has
less than 2% effect when usingH2He fuel
• Sample System :Type 316 stainless steel Internal 191°C oven Internal heated
sample pump micron PTFE sample filter, field replaceable
• Sample Flow Rate :0.4 - 2.5 liters per min
• Sample Flow Sensitivity :Less than 4% change in reading from 1 to 2.5 l/min
into ambient pressure exhaust
• Response Time :From2 seconds(5%-95%)at 2 l/minflow rate,dependant on range
• Measuring Ranges
CO :0 ... 10.000 resp. 0 ... 20.000 (Option) ppm
O2 :0 ... 21 %
NO2 :0 ... 1.000 ppm
NO(x) : 0 ... 2.000 ppm
SO2 : 0 ... 2.000 ppm
T-Gas:0 ... 650 °C
T-Air :0 ... 100 °C
Draft :± 20 hPa
Pressure Measuring Range :1± 100 hPa
Accuracy : 2% of measured values from 10% to 120% of span
Outputs : voltage current, RS-232/485
Power Requirements: 90-100 VAC @ 50/60 Hz,
: 105-125 VAC @ 50/60Hz,
: 210-250 VAC @ 50/60Hz
Calculated values
Efficiency : 0 ... 120 %, Losses : 0 ... 99,9 %
PRINCIPLE OF OPERATION
The principle of operation is based on measuring the ion current generated when organic
compounds are dissociated in an intense hydrogen flame.
The analyzer is based on a Flow Guard electronically controlled flame ionization detector
(FID) that delivers a small portion of the sample gas to the detector flame. During the
combustion process, organic or hydrocarbon-based gases in the sample are ionized to a
point where they can be detected by the instrument and reported as a concentration.

154
This detector ionizes carbon atoms in a hydrogen flame. Normally a hydrogen flame
produces very few ions. Any carbon-hydrogen bonded molecules carried into the flame
results in the formation of carbon ions. The detector can measure most compounds with a
carbon-hydrogen bond provided that they are in gaseous form.
Because the detector responds to carbon ions, a mixture of hydrocarbon compounds
result in an output closely proportional to the carbon count. 10 ppm CH4 mixed with 10
ppm C3H8 results in an output of approximately 40 ppm Methane equivalence or 13.33
ppm Propane equivalence. These are two of the ways that the hydrocarbon concentration
can be expressed. The Methane equivalence is mainly used in ambient air monitoring
where a comparison against background Methane is required. Propane equivalence is
used in most other industries
Sample
Depending on your application, the source of sample gas may be at an elevated
temperature. The analyzer sample system is heated to 191 ºC in order to prevent
condensation of sample contents which can lead to inaccurate concentration readings and
blockages in the sample path. It is normal in many applications for the sample to be

155
routed to the analyzer using a heated line, and the 3010 MINIFID is supplied as standard
with a 5 meter heated line. There is an optional 10 meter heated line available. Both are
powered and temperature controlled by the analyzer.
Connect the heated line to the port labeled SAMPLE/FILTER. The nut only requires to
be ‗nipped‘ tight with a spanner and excessive force should be avoided. Take care – this
port will be hot if the analyzer has been switched on. Connect the heated line‘s electrical
plug to the MINIFID‘s heated line electrical socket. Do not connect or disconnect the
heated line electrical connections to the analyzer when the analyzer is switched on. Do
not operate the heated line when coiled as it may overheat.
The sample gas is pulled out of the process through the sample gas filter by means of a
double stage jet. Sample gas is then diluted and compressed in the secondary jet parallel
to the bypass. All parts of the sensor block in contact with sample gas are heated to
constant temperature.
The dilution rate depends only on the pressures in the jet device. They are measured by
pressure sensors P1, P2 and P3. The electrically adjustable pressure regulator is governed
by a controller so that dilution rate remains constant at variable sample input pressures
The FID receives part of the diluted sample gas and continuously measures the
concentration of hydrocarbons in this gas mixture.

156
INSTALLATION
• The analyzer should be mounted on a flat surface, and should be placed in a dry
and sheltered location out of direct sunlight, avoiding drafts, and protected from
water ingress. Observe the environmental limitations listed in the specification
section. The analyzer relies on ventilation through the sides. Do not obstruct these
areas If your sample contains toxic gases, as defined by your local legislation, the
analyzer exhaust and (hot air) dump must gas cools and for this reason any
external pipe work must run downwards be routed to a safe area that complies
with your local safety regulations. Condensate will form as the exhaust.
• Take care as the exhaust and dump will be hot if the analyzer has been switched
on.
• The analyzer is a very sensitive detector of hydrocarbons. It is very important that
all gas and sample tubing is clean and free from contaminants, and does not retain
volatile organic compounds which may be released later. PTFE tube is suitable
for most applications. Contaminated PTFE tubing can be cleaned by heating it in
an oven at 200 °C while passing clean air through it.
• If your sample contains toxic gases, as defined by your local legislation, the
analyzer exhaust and (hot air) dump must be routed to a safe area that complies
with your local safety regulations. Condensate will form as the exhaust gas cools
and for this reason any external pipe work must run downwards.
• 5.4.2 The analyzer is a very sensitive detector of hydrocarbons. It is very
important that all gas and sample tubing is clean and free from contaminants, and
does not retain volatile organic compounds which may be released later. PTFE
tube is suitable for most applications. Contaminated PTFE tubing can be cleaned
by heating it in an oven at 200 °C while passing clean air through it.
Wiring diagram

157
CALIBRATION
• Select zero gas using the gas select switch and adjust the ZERO CALIBRATION
control to achieve a zero reading. The most sensitive range, 1, is normally
selected for this operation. Make sure the DISPLAY SELECT switch is in its
centre position otherwise temperature will be displayed.
• Select span gas using the gas select switch and adjust the SPAN CALIBRATION
control to achieve a reading to match the calibration gas. The appropriate range
will need to be selected for this operation
Zero Calibration (Gas)
• This is internally generated from room air via a field-replaceable carbon scrubber
cartridge. If there is a high hydrocarbon local ambient background, the carbon
scrubber cartridge will require regular replacement, or you may require an
external source of hydrocarbon free air to connect to the air inlet of the analyzer
Span Calibration (Gas)
• The analyzer is supplied with a calibration bottle containing either 1000ppm
Propane or 500ppm Methane in air (Alternate concentrations can be supplied.
Contact Signal or your local agent). The bottle comes complete with a single stage
pressure reducer, flow limiter, ON/OFF valve, coiled connecting tube and quick
fit connector for easy connection to the analyzer span inlet. Total Hydrocarbon
measurements are normally made in Propane or Methane equivalence, and you
should use an appropriate calibration gas accordingly.
• The actual concentration should be similar to the expected range of results for
best accuracy. You may connect an alternate source of the calibration gas to the
span inlet if the supply is regulated within the limits described in the specification
section of this manual. Ensure that the regulator and piping are clean and not
contaminated. If they have been used with high concentrations of volatile organic
compounds they should be purged with clean air for at least 24 hours.
SELECTION CRITERIA
• The analyzer is a very sensitive detector of hydrocarbons. It is very important that
all gas and sample tubing is clean and free from contaminants, and does not retain
volatile organic compounds which may be released later. PTFE tube is suitable
for most applications. Contaminated PTFE tubing can be cleaned by heating it in
an oven at 200 °C while passing clean air through it.
• If your sample contains toxic gases, as defined by your local legislation, the
analyzer exhaust and (hot air) dump must be routed to a safe area that complies
with your local safety regulations. Condensate will form as the exhaust gas cools
and for this reason any external pipe work must run downwards.

158
CONFORMATION TO STANDARDS
CE
UL
CSA
VDE
APPLICATIONS
• Monitoring the purity of oxygen, argon, nitrogen and other blanketing gases in the
manufacture of microcircuits
• Monitoring hydrocarbon contamination in air liquefaction and other gas
production processes
• Leak detection: Above Ground Storage Tanks (AST) ; Underground Storage
Tanks (UST)
• Gas purity certification
• Detecting trace hydrocarbons in ambient air
• Detecting atmospheric pollutants
• Hydrocarbons in cooling tower water for process control leak purposes
• Monitoring for fuel leakage or toxic solvents
• Monitoring hydrocarbons in CO2 feed streams in the food / beverage industry
• Process Water Monitoring
• Carbon Filter breakthrough
• Cooling Tower discharge water
• Storm and Waste Water Monitoring
• Aquifer Monitoring
• Site Monitoring, Assessment and Remediation
• Well monitoring – Vapor and Water
• Sheen monitoring – Streams and Harbors
• Groundwater monitoring and remediation
• Pipelines
• Valve Station
• Soil testing

159
PARTIAL LIST OF SUPPLIERS
• VIG Industries
• Petro Sense
• Horiba
• Ecotech
• Gow-mac

160
PH METER DESCRIPTION
PH is a unit of measure which describes the degree of acidity or alkalinity (basic) of a
solution. It is measured on a scale of 0 to 14. The formal definition of pH is the negative
logarithm of the hydrogen ion activity. It is given as pH = -log [H+]
The pH value of a substance is directly related to the ratio of the hydrogen ion and
hydroxyl ion concentrations. If the H+ concentration is higher than OH- the material is
acidic. If the OH- concentration is higher than H+ the material is basic. 7 is neutral, < is
acidic, >7 is basic. The pH scale corresponds to the concentration of hydrogen ions. If
you take the exponent of the H3O+ concentrations and remove the negative sign you
have the pH of the solution. For example pure water H+ ion concentration is 1 x 10^-7 M,
therefore the pH would then be 7. It is a convenient measure of acidity / alkalinity of an
aqueous solution at a specific temperature. It is measured on a continuous scale from 0 to
14. In a chemical laboratory, pH is commonly measured using an electronic pH meter
with a scale 0.01 pH meter
FIGURE

161
SPECIFICATIONS
Model: IM-22P
• Measuring Method : glass & ion electrode
• Measuring Range : pH0.00~14.00, ORP: 0~±1999mV,0.1μ~999g/L
• Repeatability: pH: ±0.02pH, ORP: ±2mV, Ion: ±1% rgd. ±1 digit
• Temperature : pH/ORP: 0~99.9oC, Ion: 0~45oC
• Temperature Compensation pH : auto/manual;ORP/ion : Nil
• Calibration pH/ion : up to 3 points
• Data Storage : 200 data points x 2
• Temperature Calibration : 1 point calibration
• 2ch Display : provided (1ch only available)
• Auto Hold Function : provided
• Interval Function: provided (5 secs. ~99min.59secs.)
• Clock Function : provided
• Power Source: AA size dry battery x 2pcs.
• RS-232C Output : provided
• Analogue Output : provided
• Water Proof : IP67
• Ambient Temperature : 0~40oC
• Dimensions : Approx. 187.5(w) x 37.5(h) x 75(w) mm
• Weight : Approx. 320g

162
• The pH value of a given solution is a measure of the activity of the hydrogen ion
(H+) in that solution. The scale is logarithmic
• In a solution of pH 5, the hydrogen ion activity is 10 times higher than it is in a
solution of pH 6
• In aqueous solutions, the actual species is the hydronium ion H3+, rather than the
hydrogen ion H+
• pH = log10 1/a H+ = -log10aH+
• Activity of a species is a measure of its effective or available concentration rather
than its actual or total concentration.
aH+ = γ x cH+
γ = activity of coefficient
• In dilute solution (< 0.001 mol) of simple univalent electrolyte γ approximate to
unity and activity and concentration are approximately equal
• In other type of aqueous solution, there is no easily determined relationship
between activity and concentration
• From the theoretical, thermodynamic view point, the activity of single ion species
such as H+ is an exact quantity
• pH value to be regarded as convenient and comparitative measure of acidity
• pH is usually determined by electrochemical measurement, in which the potential
of a pH electrode immersed in the test solution is measured.
• The pH electrode respond quantitatively and specifically to hydrogen ions even in
the presence of other positive ions

163
Electrometric determination of ph
• The pH measurement is possible because emf of certain chemical cell varies with
the hydrogen ion concentration of the solution on the cell.
• pH electrode/test solution to be measured// reference electrode symbol//signifies
the presence of a liquid junction between test solution and reference electrode
• If other variables in the cells are controlled, emf of the cell can be correlated with
pH
Pt, H2 (p) \H+ (a) \ reference electrode.
left hand electrode is the hydrogen electrode
right hand electrode whose potential is not affected by pH
Ecell = EH2, H+ + Eref
Ecell - Eref = EH2, H+
Ecell - Eref = RT/nF x 2.303 log10 aH+
Ecell - Eref = 0.0591 pH
Where; R = gas constant (8.314 joule k-1mol-1)
T = Absolute temperature (Kelvin)
F = A electrochemical constant (96487 coulomb mol-1)
N = 1 for univalent species such as H+
• Theoretical slope of a pH electrode is such that change in pH of 1 unit results in a
change in the potential (E) of the electrode of 59.1 mV at 25°C
• Mathematically Delta E / Delta pH = 59.1 mV
• The value of E Ref include the following
- The standard potential of the pH electrode (i.e. the potential when a H+ = 1)
- The potential of the reference electrode
- The liquid junction potential
- The asymmetry potential
The value of E ref cannot be determined in routine measurements mainly due to
the indeterminate
- Nature of the liquid junction potential
- Asymmetry potential
- Value of asymmetry potential tends to drift as condition of the electrodes chan
- The equation not used in a basic way to determine pH of a solution
- The response of the glass electrode is calibrated using standard aqueous buffer
solutions with known reference pH values. Reading of pH meter adjusted so that
they correspond to the reference values.
• The pH of a test solution may then be measured; pH = -log a H+
• pH measurement reflects the activity rather the concentration of hydrogen ion

164
Buffers
The resistance of a solution to change in Hydrogen ion concentration upon the
addition of small amounts of acid or alkali is termed as buffer action and a
solution which posses this property is called buffer solution.
• The reference pH values for primary pH standards are established by high
accuracy potentiometric measurements
• Using specially designed electrochemical cells and platinum-hydrogen gas
electrode rather than a glass electrode, as the H+ - sensing electrode
• Avoids error in potential measurement arising from liquid junction potential and
the asymmetry potential
pH STANDARDS
High purity salts used as primary ph standard
High purity salts concentration/g/L pH at stated temperature
15°C 20°C 25°C 30°C
Potassium tetraoxolate 12.61 1.67 1.68 1.68 1.68
Potassium hydrogen phthalate 10.13 4.00 4.00 4.01 4.02
Potassium di-hydrogen phosphate
Di sodium hydrogen phosphate
3.39
3.53
6.90 6.88 6.87 6.85
Sodium tetra borate decahydrate 3.80 9.28 9.23 9.18 9.14
Sodium hydrogen carbonate
Sodium carbonate
2.09
2.64
10.12 10.06 10.01 9.97
Note: The uncertainty of the tabulated pH values are estimated to be ± 0.01
PRINCIPLE OF OPERATION

165
When one metal is brought in contact with another, a voltage difference occurs
due to their differences in electron mobility. When a metal is brought in contact
with a solution of salts or acids, a similar electric potential is caused, which has
led to the invention of batteries. Similarly, an electric potential develops when one
liquid is brought in contact with another one, but a membrane is needed to keep
liquids apart.
A pH meter measures essentially the electro-chemical potential between a known
liquid inside the glass electrode (membrane) and an unknown liquid outside.
Because the thin glass bulb allows mainly the agile and small hydrogen ions to
interact with the glass, the glass electrode measures the electro-chemical potential
of hydrogen ions or the potential of hydrogen.
To complete the electrical circuit, also a reference electrode is needed. Note that
the instrument does not measure a current but only an electrical voltage, yet a
small leakage of ions from the reference electrode is needed, forming a
conducting bridge to the glass electrode. A pH meter must thus not be used in
moving liquids of low conductivity (thus measuring inside small containers is
preferable).
The pH meter measures the electrical potential (follow the drawing clock-wise
from the meter) between the mercuric chloride of the reference electrode and its
potassium chloride liquid, the unknown liquid, the solution inside the glass
electrode, and the potential between that solution and the silver electrode.
But only the potential between the unknown liquid and the solution inside the
glass electrode change from sample to sample. So all other potentials can be
calibrated out of the equation.

166
• Potential is developed in an aqueous solution is proportional to hydrogen activity
or pH of the solution. Hydrogen ion in the solution forms a dynamic equilibrium
with hydrogen ions that are ―bound‖ to the membrane surface in ion exchange
type process, thereby establishing a potential across the membrane. Magnitude of
potential is proportional to the pH of the solution
The calomel reference electrode consists of a glass tube with a potassium chloride
(KCl) electrolyte which is in intimate contact with a mercuric chloride element at
the end of a KCL element. It is a fragile construction, joined by a liquid junction
tip made of porous ceramic or similar material. This kind of electrode is not easily
'poisoned' by heavy metals and sodium.
• The glass electrode consists of a sturdy glass tube with a thin glass bulb welded to
it. Inside is a known solution of potassium chloride (KCl) buffered at a pH of 7.0.
A silver electrode with a silver chloride tip makes contact with the inside solution.
To minimize electronic interference, the probe is shielded by a foil shield, often
found inside the glass electrode. Most modern pH meters also have a thermistor
temperature probe which allows for automatic temperature correction, since pH
varies somewhat with temperature.
• A – Glass bulb
• B – Tube filled with 0.1 mol HCl
• C – Silver-Silver chloride
• D – Saturated KCl solution saturated with AgCl
• E – Silver-Silver chloride electrode
Glass electrode
A pH measurement system consists of three parts: a pH measuring electrode, a
reference electrode, and a high input meter.
The pH measuring electrode is a hydrogen ion sensitive glass bulb.

167
The reference electrode output does not vary with the activity of the hydrogen ion.
A sample is placed in a cup and the glass probe at the end of the retractable arm is
placed in it.
The probe is connected to the main box.
There are two electrodes inside the probe that measure voltage. One is contained
in liquid with fixed pH. Other measures acidity of sample through the amount of
H+ ions.
• A voltmeter in the probe measures the difference between the voltages of the two
electrodes.
• The meter then translates the voltage difference into pH and displays it on the
screen.
• Before taking a pH measurement the meter must be calibrated using a solution of
known pH.
pH measurement system

168
MEASUEAMENT ELECTRODE REFERANCE ELECTRODE
CALIBRATION
• Essential to calibrate the response of a pH electrode by using standard buffer
solutions of known pH
• At least two buffer solution should be used
• pH of the test sample is bracketed by two buffers
• The chosen buffers should not be more than 3 pH unit or no less than 1 pH unit
apart
• To be free from contamination, sediment and mould
• Each laboratory to determine the shelf life of their buffer solutions based on
practical experience, frequency of use, storage conditions and the importance of
the pH measurements being made.
• When a buffer solutions requirement for use, a suitable quantity should be
transferred to clean dry beaker and close buffer solution bottle quickly, used
buffer solution should not be returned to the stock bottle and pH electrode should
not be immersed directly into stock bottle
• Ensure that buffer solutions and test solutions whose pH values are to be
measured are equilibrated to ambient temperature

169
Use of Buffer Solution
First buffer solution
- Immerse the pH electrode in the first buffer solution ensuring that the glass
membrane and the liquid junction are covered by the solution
- The depth of immersion should be such that the level of the filling liquid in the
reference compartment is about 25 mm above the level of the solution being
measured
- This will ensure a uniform flow of filling solution through the liquid junction and
a stable liquid junction potential
- Solution should be stirred using a magnetic stirrer at a moderate speed taking care
not to contact and damage the glass membrane
- When the reading has stabilized to within about ± 0.02 pH unit, adjust the reading
using ‗set-buffer‘ control so that the displayed reading is equal to the reference
pH value of the buffer solution
- Discard the buffer solution and re-fill the beaker with a fresh portion of the same
buffer
- Observe the pH reading, if it is not within about ±0.02 pH unit of the reference
value; re-adjust the ‗set-buffer‘ control so that the displayed reading is equal to
the reference pH value of the buffer.
- Repeat this procedure until two successive readings agree within about ±0.02 pH
unit
- Record details of buffer solution and relevant results obtained
Second buffer solution
- Rinse the beaker with water and discard rinsing
- Dry the interior of the beaker with a tissue and add the required amount of the
second buffer solution
- Rinse the electrode with water and then the buffer solution and dry by touching it
with a tissue.
- Immerse the electrode in the second buffer solution, allow the reading to stabilize
to within about ±0.02 pH unit and note the pH reading
- If the electrode is giving a Nernstian response, the displayed pH reading will not
differ significantly (i.e. by more than about ±0.04) from the reference value of
2nd buffer
- Adjust the displayed reading if necessary to equal the reference pH values of the
second buffer
- Specified slope values are typically in the range of 90 – 105%
- Discard buffer solution, replace it with fresh portion of the second buffer,
immerse the electrode and observe the displayed pH value. It should be within
±0.02 pH unit of the reference value
The Composition of the Aqueous Solution
• Aqueous solution with a relatively high ionic strength is to be measured, a special
pH electrode with a modified reference electrode, to counter act effects due to
liquid junction potential
• Water or aqueous solution of very low ionic strength are to be measured, response
of the glass electrode is slow, noisy, subject to drift and inaccurate

170
• These samples have low buffering capacity and absorption of carbon-dioxide
from the atmosphere can cause unsteady reading
• Use of additive to increase ionic strength of the sample
• Sample contains components that react with silver; the use of a pH electrode with
a silver/silver chloride reference electrode is prohibited.
• Reaction products deposited in the liquid junction causing a slow or no response.
• Sample causing such problems include waste waters and lea hates containing
sulfur compounds. These samples have low buffering capacity and absorption of
carbon-dioxide from the atmosphere can cause unsteady reading
• Use of additive to increase ionic strength of the sample
• Sample contains components that react with silver; the use of a pH electrode with
a silver/silver chloride reference electrode is prohibited.
Measurement of test solution
- Rinse the beaker with water and discard rinsing
- Rinse it with test solution and add required amount of the test solution whose pH
is to be determined
- Rinse the electrode with water and then with test solution and dry by touching
with a tissue
- Immerse the electrode in the test solution and observe the pH reading
- Discard the test solution and replace it with fresh portion of the test solution and
re-measure the pH
- For a well buffered test solution duplicate pH result should normally agree within
about ± 0.02 pH unit
- For slightly buffered test solution, replicate results may only agree within about
±0.1 pH unit
- Record pH values obtained
- If lengthy series of measurements is made, re-measure the buffer solutions at
regular intervals e.g. every 10 test solutions
Uncertainty of ph measurements:-Using a glass electrode
Below is some possible source of uncertainty in pH measurements along with the
estimate of their magnitude
Source of uncertainty Standard Uncertainty
pH value of the standard buffer solutions ±0.01
The repeatability of pH measurements ±0.01
Drift in the electrode response between the
calibration
±0.01
The liquid junction potential ±0.015
Temperature (where known to ±1°C) 0.005

171
the standard uncertainties in the table are in the form of standard deviation
Estimates of the contribution that each of these sources of uncertainty makes to
the overall error of a pH measurement are some what subjective
Vary with the precise conditions of the measurement and equipment used
Using above data, the total standard uncertainty in a pH measurement is estimated
to be about ±0.025 pH unit
When temperature difference is ± 5°C, the total standard uncertainty is about
±0.035 pH units
For very dilute or concentrated test solutions higher uncertainty may apply
SELECTION CRITERIA
Care of ph electrodes
• Manufacturer‘s instructions to be consulted for specific guidance on particular
electrodes and situation
• For reliable pH measurement, pH electrodes are properly stored and maintained
• Response of the pH electrode to hydrogen ion activity depends acutely on such
matters as:
- Cleanliness and condition of the glass membrane
- Conditions of the reference electrode liquid junction
- Conditions of reference electrode and its filling solution
- Cleanliness of the electrode body
• On exposure to air and allowing to dry out, glass membrane becomes dehydrated
and liquid junction may also deteriorate
• pH electrode should be stored in an appropriate storage solution, when not in use
• Mixture of different salts of similar composition to the reference electrode filling
solution, a buffer to provide suitable pH(e.g.4 to7) and mild cleansing agent
• Electrode to be immersed to a sufficient depth to cover both the glass membrane
and the liquid junction
• A pH electrode should not be stored in water
• Periodically the level of the filling solution in reference electrode should be
checked and topped-up as necessary
• When not in use, the filling hole of the reference electrode should be covered with
the plug provided for this
• If pH electrode has been left in air and dried out, it should be re-hydrated by
immersion in the storage solution for at least 12 hours
• A pH electrode should be regularly examined for salt crystal build up and
membrane and liquid junction deposits
• For additional cleaning soak the pH electrode in either 0.1 molar HCl or 0.1 molar
Nitric acid
• For pH measurements in the range 1 to 10, general purpose glass electrodes
suitable
• When the concentration of alkali metal ions become large these ions seems to
permeate the membrane, resulting in a significant errors in the measured pH
• This is referred to as ‗alkaline error‘ or a negative error in pH is observed
• New glasses rich in lithium have been introduced and gives reliable results
• At very low pH values the activity of water is reduced due to salting out type
effect arising from very high concentration of Hydrogen ions

172
Accuracy • Electrodes available that are capable of measuring pH to typically 0.01, 0.02, 0.02
and 0.1 pH unit
• Possible to record pH to 0.001 pH unit, only done to study small differences or
changes in pH
Composite liquids
• Composite liquid samples such colloids, suspensions sludge, slurries, emulsions
etc presents number of difficulties for pH measurements
• The liquid junction easily becomes clogged and contaminated, leading to poor and
inaccurate response
• Electrodes with modified liquid junctions (e.g. sleeve or double junctions) may
over come the problem
• Attention to correct depth of immersion of the electrode in the liquid and
electrode cleaning after use are important
CONFORMATION TO STANDARDS
• ISO-14001
• ISO-9001
APPLICATIONS
• To test a sample against a legal requirement
• To test a chemical against a specification
• As a part of analytical method
• Process control in chemical industry
• Environmental monitoring of waste and effluents
• Monitoring and controlling biochemical reactions, many of which only take place
in a particular and sometimes narrow pH range.
• Swimming pools, Lakes, Ponds
• Beer Making, Wine making
• Aquatics, Soils, Reptile keeping etc
• Hydroponics
PARTIAL LIST OF SUPPLIERS
• Honeywell
• Yokogawa
• Shanghai
• Intech
• Fon Star
• Alfa Aesar
• Dkk Toa

173
LIMIT SWITCHES AND PROBES
Topic Description Page no
PROXIMITY SWITCHES……………………………………..173
LIMIT SWITCH………………………………………………..183
MICRO SWITCHES……………………………………………190
VIBRATION PROBES…………………………………………195
TOUCH PROBES………………………………………………201
POSITION AND SPEED
SENSORS………………………………………………………208

174
PROXIMITY SWITCHES
DESCRIPTION
A proximity sensor is able to detect the presence of nearby objects without any physical
contact. It often emits an electromagnetic or electrostatic field, or a beam of
electromagnetic radiation (infrared, for instance), and looks for changes in the field or
return signal. The object being sensed is often referred to as the proximity sensor's target.
Different proximity sensor targets demand different sensors. For example, a capacitive or
photoelectric sensor might be suitable for a plastic target; an inductive proximity sensor
requires a metal target.Proximity switches open or close an electrical circuit when they
make contact with or come within a certain distance of an object. Proximity switches are
most commonly used in manufacturing equipment, robotics, and security systems. There
are four basic types of proximity switches: capacitive, inductive, infrared, and acoustic,
SYMBOL
1. CAPACITIVE PROXIMITY SWITCHES
Capacitive proximity switches sense distance to objects by detecting changes in
capacitance around it. A radio-frequency oscillator is connected to a metal plate. When
the plate nears an object, the radio frequency changes, and the frequency detector sends a
signal telling the switch to open or close. These proximity switches have the disadvantage
of being more sensitive to objects that conduct electricity than to objects that do not.
Capacitive proximity sensors are self-contained solid-state devices designed for non-
contact sensing of a wide range of materials. Unlike inductive proximity sensors, the
capacitive proximity sensors can detect nonmetal solids and liquids in addition to
standard metal targets. They can even sense the presence of some targets through certain
other materials, making them an ideal choice in some applications where inductive
proximity and photoelectric sensors cannot be used.
FIGURE
875CP Plastic Barrel Tubular 875C General Purpose Tubular capacitive proximity
sensor

175
SPECIFICATIONS
Type: 875CP • Operating Voltage : 10 - 48V DC; 24 - 240V AC
• Diameter : 18, 30, 34 mm ;18, 30, 34 mm
• Available Models : DC 3-Wire Plastic Barrel
: AC 2-Wire Plastic Barrel
• Connection : PVC Cable -Pico QD (18 mm) ;Micro QD (30 & 34mm)
: PVC Cable -Micro QD (30 &34 mm)
• Enclosure : Nickel-plated brass barrel Nickel-plated brass barrel
NEMA 12; IP67(IEC 529) NEMA 1, 3, 4, 6, 13; IP67
Type: 875C • Operating Voltage : 10 - 48V DC; 24 - 240V AC
• Diameter : 12, 18, 30 mm ,18, 30 mm
• Available Models : DC 3-Wire Nickel-Plated Brass Barrel
: AC 2-Wire Nickel-Plated Brass Barrel
• Connection : PVC Cable -Pico QD (18 mm); Micro QD (30 mm)
: PVC Cable -Micro QD (30 mm)
• Enclosure : Nickel-plated brass barrel Nickel-plated brass barrel
NEMA 1, 3, 4, 6, 13; IP67 NEMA 1, 3, 4, 6, 13; IP67
PRINCIPLE OF OPERATION
• Capacitive proximity sensors sense "target" objects due to the target's ability to be
electrically charged. Since even non-conductors can hold charges, this means that
just about any object can be detected with this type of sensor.
• Inside the sensor is a circuit that uses the supplied DC power to generate AC and
it tries to charge a capacitor. Capacitors can hold a charge because, when one
plate is charged positively, negative charges are attracted into the other plate, thus
allowing even more positive charges to be introduced into the first plate.

176
• Unless both plates are present and close to each other, it is very difficult to cause
either plate to take on very much charge. Only one of the required two capacitor
plates is actually built into the capacitive. The target being sensed acts as the other
plate. If this object is near enough to the face of the capacitive sensor to be
affected by the charge in the sensor's internal capacitor plate, it will respond by
becoming oppositely charged near the sensor, and the sensor will then be able to
move significant current into and out of its internal plate.
• Capacitive proximity sensors are designed to operate by generating an
electrostatic field and detecting changes in this field caused when a target
approaches the sensing face. The sensor‘s internal workings consist of a
capacitive probe, an oscillator, a signal rectifier, a filter circuit and an output
circuit.
Probe oscillator rectifier Filter Output Circuit
• In the absence of a target, the oscillator is inactive. As a target approaches, it
raises the capacitance of the probe system. When the capacitance reaches a
specified threshold, the oscillator is activated which triggers the output circuit to
change between ―on‖ and ―off.‖
• The capacitance of the probe system is determined by the target‘s size, dielectric
constant and distance from the probe. The larger the size and dielectric constant of
a target, the more it increases capacitance. The shorter the distance between target
and probe, the more the target increases capacitance.
INSTALLATION/MOUNTING
Shielded vs. Unshielded Construction:
Each capacitive sensor can be classified as having either a shielded or an
unshielded const- ruction.
Shielded Probe:
Shielded sensors are constructed with a metal band surrounding the probe. This
helps to direct the electrostatic field to the front of the sensor and results in a more
concentrated field. Shielded construction allows the sensor to be mounted flush in
surrounding material without causing false trigger

177
Shielded Sensors Flush Mounted:
Shielded capacitive proximity sensors are best suited for sensing materials with
low dielectric constants (difficult to sense) as a result of their highly concentrated
electrostatic fields. This allows them to detect targets that unshielded sensors
cannot.
Unshielded Probe: Unshielded sensors do not have a metal band surrounding the probe and hence
have a less concentrated electrostatic field. Many unshielded models are equipped
with compensation probes, which provide increased stability for the sensor.
Compensation probes are discussed later in this section.
Unshielded capacitive sensors are also more suitable than shielded types for use
with plastic sensor wells, an accessory designed for liquid level applications. The
well is mounted through a hole in a tank and the sensor is slipped into the well‘s
receptacle. The sensor detects the liquid in the tank through the wall of the sensor
well.
The electrostatic field of an unshielded sensor is less concentrated than that of a
shielded model. This makes them well suited for detecting high dielectric constant
(easy to sense) materials or for differentiating between materials with high and
low constants. For certain target materials, unshielded capacitive proximity
sensors have longer sensing distances than shielded versions.

178
Unshielded Construction Mounted Above Metal and Mounted in Plastic Sensor
Well
‗d‘ for capacitive sensors if mounted in plastic. 3d (12, 18 mm models) or 1.5d (30, 34
mm models) if mounted in metal.
2. INDUCTIVE PROXIMITY SWITCHES
In automated processes, sensors are used to provide signals on positions and limits, serve
as pulse pick-ups for counting tasks or for monitoring rotational speed. Inductive
proximity sensors are indispensable for these types of applications. Inductive proximity
switches sense distance to objects by generating magnetic fields. They are similar in
principle to metal detectors. A coil of wire is charged with electrical current, and an
electronic circuit measures this current. If a metallic part gets close enough to the coil, the
current will increase and the proximity switch will open or close accordingly. The chief
disadvantage of inductive proximity switches is that they can only detect metallic objects.
As compared to mechanical devices, they offer ideal features: Non-contact detection of
all metals, high switching frequencies, accuracy, and durability in the most aggressive
environments. They are insensitive to vibration, dust, and moisture.
Figure
HL M-18 series inductive proximity switches

179
SPECIFICATIONS
Voltage range : For DC switches from 5 V DC to 40 V DC
: For AC switches from 90 V to 250 V AC
Switching Frequency: from 20 Hz to 2000 Hz.
Standard sizes in M-8, M-12, M-18, M-30 with LED Indication.
Environmental Protection IP67.
Switch Diameter: For M-8 (8mm); For M-12(12mm); For M-18(18mm)
Outer Diameter: For M-8 (M-8 X 1mm);For M-12(M-12 X 1mm);For M-18(M-
18 X 1mm)
PRINCIPLE OF OPERATION
• Inductive proximity sensors operate under the electrical principle of inductance.
Inductance is the phenomenon where a fluctuating current, which by definition
has a magnetic component, induces an electromotive force (emf) in a target
object.
Inductive proximity sensors take advantage of changes in a resonant circuit
caused by eddy current losses in conductive materials. An inductive proximity
sensor contains four essential components: a coil of wire wrapped in a ferrite core,
an oscillator circuit, an evaluation circuit, and an output circuit. When voltage is
applied to the sensor, an oscillating current flows through the coil and radiates an
electromagnetic field from the active face of the sensor. This field is directed and
shaped by the ferrite core.

180
When an electrical conductor or metal target enters the electromagnetic field,
eddy currents are drawn from the oscillator and induced into the target. These
eddy currents draw energy from the electromagnetic field. The losses in energy
caused by the eddy currents are due to the conductivity and permeability of the
target, the distance and position of the target, and the size and shape of the target
When the metal target is positioned at a precise distance from the active face of
the sensor, the energy loss caused by the eddy currents becomes so large that the
amplifier cannot output sufficient energy to maintain oscillation and the magnetic
field collapses. The breakdown in oscillation is detected by the evaluation circuit,
which then changes the state of the output circuit.
INSTALLATION/MOUNTING
Non-Flush mounted
The electromagnetic sensing field shape is determined by the ferrite core. In non-
flush mountable inductive proximity sensors, the electromagnetic field radiates
laterally and axially. The sensing area is relatively wide and extends beyond the
sides of the sensor. This enables it to detect a target that is not actually in front of
the sensor but is located close to the side of the active face. The lateral radiating
electromagnetic field prevents flush mounting of the sensor in metal. The
electromagnetic field will induce eddy currents in the metal causing the sensor to
actuate.
Flush mounted
Because of the shape of the electromagnetic field, a flush mountable sensor will
detect only metal directly in front of the active face. Flush mountable sensors
have a narrower sensing area and a shorter range, 25% - 50% shorter than a non-
flush sensor of the same size. This can make a flush mountable sensor a better
choice for a small target, since the target should always be as large as or larger
than the active face of the sensor. Flush mountable sensors also have less
hysteresis. When an exact target position is important, use a sensor with minimum
hysteresis, which will be the smallest possible flush mountable sensor

181
INSPECTION AND TESTING
• To check the proximity switch the sensing monitors, SSL unit, should be attached.
Then power the unit. Check with the metallic plate moving near to the proximity
device so that this device will give a signal to switch the electronic solid state of
the SSL monitors. Switching of the SSL monitor depends upon the preset value
set in it for a corresponding speed. The speed means the movement of the metallic
piece which cuts the flux near to the inductive pick-up. The inductive pick up
senses the signal by cutting the flux by the metal piece.
SELECTION CRITERIA
• Type of output signal (high/low voltage high/low current, DC or AC, relay or
triac)
• Mechanical contact with sensed object
• Available space
• Environmental conditions
• Nature of target: size, shape, material, surface
• Sensor-to-target distance (max and min)
• Positional accuracy required
• Speed of target
• Switching rate
• Reliability and life expectancy –failure detection
CONFORMATION TO STANDARDS
The various standards for the sensors:
• CCC
• CSA
• cCSAus
• cULus
• E1
• FM
• IECEx
• ATEX II / 1G
• ATEX II / 2G
• ATEX II / 3G
• ATEX II / 1D
• ATEX II / 2D
• ATEX II / 3D

182
APPLICATIONS
Proximity switches are used in manufacturing processes -- for example, to
measure the position of machine components. They are also used in security
systems, in applications such as detecting the opening of a door, and in robotics,
where they can monitor a robot or its components' nearness to objects and steer it
accordingly
• Industrially these are used in conveyer tripping system in Zinc plants. There the
conveyer speed is sensed by sprocket and the wheel arrangement. The fluxes near
to the inductive pickup are cut by this wheel. When the wheel speed gets low the
sensor will give the feedback signal to initiate the solid state SSL monitor. Other
SSL units are in series to the one which we have described. When one conveyer
trips the other conveyer also gets tripped.
• Cement plant
• Coal plant
• Super thermal power station
• Paper industry
• Salt up-gradation unit of Chlorine plant
Wood Industry and Sight-Tube Level Detection
Solid Level Detection and Liquid Level Detection

183
Food Processing
PARTIAL LIST OF SUPPLIERS
• Allen-Bradley
• Honeywell
• IFM
• Proto control Instruments
• Baumer electric
• Siemens
• Altech
• Fuji

184
LIMIT SWITCHES
DESCRIPTION
Limit switch is an electromechanical device which can be used to determine the physical
position of equipments. The function of a limit switch is to produce electrical signals
corresponding to the position of the mechanical member to be detected. Limit switches
have operating heads which incorporate some type of lever arm or plunger
mechanism and gives an ON/OFF output that corresponds to the position of the
equipment. In motorized electromechanical systems, limit switches provide the function
of making and breaking electrical contacts and consequently electrical circuits. A limit
switch is configured to detect when a system's element has moved to a certain position. A
system operation is triggered when a limit switch is tripped. The most common limit
switch is the single-pole contact block with one NO and one NC set of contacts
SYMBOL
FIGURE
PL Series limit switches
SPECIFICATIONS

185

186
PRINCIPLE OF OPERATION
• As its name suggests, a limit switch regulates the operations of machines that are
equipped with moving parts connected to a switching action mechanism.
• Limit switch performance depends on a number of factors. In addition to the
operational parameters and mechanical specifications of a machine, these factors
include the size, mounting method, and force capacity of the switch, as well as the
stroke rate involved in the operating process. It is important for a limit switch‘s
electrical rating to match that of the system into which it is installed in order to
reduce the potential for instrument failure and ensure proper functioning.
• Activation of a limit switch causes electrical contacts to either ―break‖ (―normally
closed‖ or NC switch) or ―make‖ (―normally open‖ or NO switch) -or both NC
and NO.
• The basic limit switch has a spring-loaded push button connected to an electrical
circuit.
• When the push button (actuator) is pushed inside it trips or activates the electrical
circuit.
• The electrical circuit then signals a machine element to stop or start its motion.
Once the pressure on the push button is removed, it comes back to its original
position and is ready for the next cycle.

187
• When the limit switch is attached to the control valve, the valve travel is
transmitted to the switch lever via the lever.
• The switch lever actuates the snap-action contact of one of the momentary-
contact limit switches when the adjusted limit value is reached. This switch can be
overridden and is equipped with an over range protection.
• For coarse adjustment (switching point), the momentary-contact limit switch is
shifted on the base plate.
• The adjustment screw is used for fine adjustment. The terminal connections
determine whether the limit switch is used either as an NO contact, an NC contact
or a changeover contact.
INSTALLATION
• First, position the limit switch so that the machine or one arm of it strikes the rod
in the positions indicated in the maximum drive measurements.
• Mark the fastening holes on the supporting wall and drill the holes.
• After fastening, make sure the rod is perfectly vertical; that the rods are securely
fastened in the head and that the points of impact are as verified previously.
• Proceed with electric wiring taking care to tighten the terminals on the switches,
after manually checking the on/off function.
• Tighten the terminal screws with a torque of 0.8 Nm ( insertability of wires into
the terminals 1x2,5 mm2 - 2x1,5mm2) (UL- (c)UL: use 60 or 75°C conductor and
wire size No. 16-18 AWG, stranded or solid).
• Close the lid taking care to position the gasket in its housing.
• Tighten the wire clamp taking care to see that the rubber inside adheres to the
sheathing on the wire.
• Make sure the wires are not taut, twisted and/or forced into excessive curvatures.
• The installation will be complete after checking once or twice that the machine is
properly slowed and/or stopped by the limit switch installed.
• Any change to parts of the limit switch will invalidate the rating plate data and
identification of the device, and render the warranty null and void. In case of
replacement of any part, use only original replacements.

188
Free position adjustment 10 in 10 of lever Lever round turning

189
INSPECTION AND TESTING
• The limit switch is removed from its operational circuit and the switch contact
closure is monitored to determine state change. This test can also be performed
with the switch installed in its circuit.
• In this instance, the switch contacts will open and close and make available a
switched voltage the 740 Series DPC can toggle on to determine state change.
• A typical example would be toggling from 0-120 VAC, measuring the voltage
applied to a heater as controlled by the output of the limit switch.
SELECTION CRITERIA
The selection of limit switch can be done based on following parameters:
• Type of output signal whether high/low voltage, high/low current DC or AC,
relay or triac
• whether mechanical contact with sensed object
• Available space
• Environmental conditions
• Nature of target: size, shape, material, surface
• Sensor-to-target distance (max and min)
• Positional accuracy required
• Speed of target (will it remain in sensing area long enough)
• Switching rate -how often will inputs be presented to the sensor
• Reliability and life expectancy -can you detect a failure
CONSTRUCTION

190
CONFORMATION TO STANDARDS
• The European Committee for Electro technical Standardization (CENELEC)
APPLICATIONS
• Limit switches are used in automatic machine tools to control the carriage and toll
slide movement.
• They are typically used in capstan and turret lathes, radial drills, milling and
boring machines, grinding machines, honing, gun drilling, crank shaft and cam
grinding machines, heat treatment equipment, machine door guards, etc.
• They are also used in scissor lifts, conveyor systems, transfer machines, material
packing and handling equipment, elevators, escalators, hoists and cranes,
industrial trucks and tractors, cranes and hoists, overhead door limit switches, and
general safety equipment.
PARTIAL LIST OF SUPPLIERS
• Kino
• Jrclancy
• Allen Bradley
• ABB
• Samson

191
MICRO SWITCHES
DESCRIPTION
The snap action switches ate also called micro switches, are switch devices that can open
under/or close an electrical circuit at a rapid speed. These snap action micro switches are
characterized by small and closely definable movements, good repeat accuracy and long
mechanical life. These micro switches are called snap action switches because of the
rapid movement of spring-assisted moving contacts from one stable position to another,
the speed being basically independent of the actuator speed. Micro switch often best
suited for presence and absence detection where physical contact with an object is
permissible. They also excel in applications requiring simple on-and-off actions.
SYMBOL
FIGURE

192
SPECIFICATIONS
Premium V-Basic Switches V7 Series.
• Amp rating : 0.1 A to 25 A
• Circuitry : SPDT, SPNO, SPNC
• Operating force : 0.7 oz max. to 14.6 oz max.
• Terminations : quick connect, pc board, pcb straight angle left
• Actuators/Levers : pin plunger, straight, short flag, roller, sim.roller, curved
tip, loop, paddle
• Voltage : 125 Vac, 250 Vac, 277 Vac
• Approvals : UL, CSA, ENEC
• Operating temperature: -40 °C to 82 °C [-40 °F to 180 °F]
• Contacts : silver, silver cadmium oxide, gold
• Housing material : PCT polyester thermoplastic
PRINCIPLE OF OPERATION
The basic principle of a micro switch (miniature or not) is that a blade spring
ensures rapid movement of the contact from one state to another, irrespective of
the movement speed of the actuator.
This is required if the actuator could potentially move very slowly, and if the
contact would move at the same slow rate, an undefined contact state would occur
at closure, and/or a spark would be drawn while opening.

193
• Internally a flat metal spring must be bent to activate the switch. Inside is a small
curved spring (at the top, just right of center in the figure).
• Before assembly, it is more nearly straight. After assembly, it presses against a
stationary part of the mechanism at one end. At its other end, its force is in a
direction to stretch the flat spring (although far too small a force to cause any
practical change of shape at all).
• Acting at an angle, it presses the contact end of the flat spring against one or the
other fixed contacts. With the mechanism not actuated, the curved spring's force
aids that from the flat spring, to ensure that the normally-closed contacts have
sufficient force. (When the actuator is released, the flat spring's tension
overcomes that from the curved spring.)
• When actuated, the flat spring is displaced to close the normally-open contact. As
the "pivoting" ends of the curved spring move into line with the flat spring, the
curved spring's effect decreases.
• Continuing movement of the actuator causes "over-center" action, in which the
curved spring now aids motion of the flat spring. As the curved spring straightens
out slightly, it progressively exerts more force on the flat spring.
• When the normally-open contacts close, the curved spring again ensures sufficient
contact force. This action produces a very distinctive clicking sound and a very
crisp feel. When actuator force is removed the flat spring goes back to its original
state.
INSTALLATION
Switch Positioning and Operation: Pre-Loading of the micro switch actuator must be
avoided. The actuating medium must be able to operate the micro switch through the
operating position into over-travel and then to retract far enough to allow the micro
switch to regain its free position.
Mounting: Side mounting snap action Micro switches should be mounted on smooth,
firm, flat surfaces using the recommended screw size. Avoid over tightening the screws.
For added security they should be locked using epoxy resin. Do not attempt to enlarge
micro switch mounting holes and avoid over stressing the switch. Use insulating material
between the micro switch and metallic plates to increase clearance on switches with open
terminals.

194
• Eg: mounting for an automatic ice maker: A micro switch is mounted onto a
mounting base attached to a controller of an automatic icemaker. The micro
switch generates a signal for controlling the amount of water to be filled in an ice
tray. The micro switch is fixed to the mounting base by the first fixing member
and the second fixing member. The first fixing member is inserted through a
mounting hole formed in a case of the micro switch. The second fixing member is
arranged on a surface of the mounting base on an opposite side of a surface
mounted with the micro switch, and is fixed to the first fixing member.
INSPECTION AND TESTING
Continuity is checked for ON/OFF states.
SELECTION CRITERIA
Actuation by cams: Cam-follower levers are particularly well suited for use with
plastic actuating cams. Abrupt actuation or release of Micro switch actuators
shortens the life of the micro switch. For this reason the cam should preferably
provide a continuous movement. Ideally they should be of cyclodal form.
Actuating levers: Various lever types are available for use with the micro switch.
They are generally stainless steel. If roller or cam- follower levers are approached
in the reverse direction, care must be taken to ensure that the angle of approach is
small enough not to jam the lever.
Electrical life rating: The electrical life is based on laboratory controlled tests. In
practice, frequency, speed of operation, type of load, suppression, actuator travel
used, ambient humidity, temperature, and other environmental conditions can
have a major effect on life.
Mechanical life rating: Micro switch performance is influenced by a variety of
factors, including: frequency of operation, type of load, amount of travel used,
temperature, and humidity.
• Capacitive loads: These can generate very high peak currents which can cause
contact welding.
• Ambient temperature: Temperature of the medium surrounding the switch.
Most switches are suitable for use in ambient temperatures between -10 and
85C, but certain switches are designed and constructed in special materials to
withstand temperatures to150C.
• Applied force: Any force used intentionally to influence the switch actuator.
Both actuating and release forces are applied forces.
• Force differential: The difference between the values of actuating and release
forces.
• Free position: The position of the actuator when not subjected to applied force.
Also known as the "rest position".
• Insulation resistance: Resistance as measured between the normally-open and
normally-closed terminals, or between all terminals connected together and a
metal plate to which the switch is mounted. In dry conditions the value would be
expected to be greater than 5000 mega ohms.
• Transit time: The time taken by the moving contact in snap action Micro switch
mechanisms to move from one stable position to another

195
CONFORMATION TO STANDARDS
UL/CSA recognized, ENEC (European) approval available
• Conforms to IEEE 802.3, 802.3u and 802.3x
• VED
• UL
• CSA
APPLICATIONS
• Building controls and fire suppression systems
• Communication systems
• Door latching mechanisms
• Elevators/lifts
• Foot pedals
• HVAC
• Industrial kitchen equipment
• Irrigation systems
• Machine tools
• Manually operated devices
• Medical/dental equipment
• Semi-trailer trucks
• Test instruments
• Timing devices
• Valves
PARTIAL LIST OF SUPPLIERS
• Honeywell
• ABB
• Ningbo
• Trankey
• Sais Burgress

196
VIBRATION PROBE
DESCRIPTION Unlike proximity probes which observe the machine‘s shaft directly, casing vibration
transducers measure the vibration of the surface to which they are attached - usually a
bearing housing. Devices in this category include both accelerometers and velocity
transducers. GE supplies a wide range of accelerometers and velocity transducers in a
variety of mounting configurations, temperature ranges, and frequency response
capabilities.
FIGURE
` Low Frequency
Velocity Sensor Velocity Transducer Systems (9200 and 7471) Velomitor® Piezo-Velocity Sensor
Low
frequency accelerometer 20015x piezoelectric accelerometer general purpose 330400 accelerometer
The Low Frequency Velocity Sensor is designed for hydro applications to detect
vibration of the stator core, stator frame, and bearing supports. The sensor measures
absolute vibration within the range of 0.5Hz to 1.0 kHz and its two-wire design uses
moving-coil technology and embedded signal conditioning circuitry to provide a voltage
output directly proportional to the vibration velocity. The sensor is used with the
3500/46M Hydro Monitor.
The 20015x Accelerometers contain a piezoelectric sensing device that generates a
charge when it is subjected to vibration. The accelerometers electronically convert this
charge to a differential voltage signal that is proportional to the acceleration that is
parallel to the sensitive axis of the transducer.

197
SPECIFICATIONS
Parameters are specified from +20 to +30°C (+68 to +86°F) and 80Hz unless otherwise
indicated.
Electrical
Sensitivity: 20 mV/mm/s (508mV/in/s) ±10%
Frequency response: 0.5 to 1000 Hz (30 to 60,000 cpm) ± 3.0 dB;
1 to 200 Hz (60 to 12,000 cpm) ± 0.9 dB
Amplitude range: See vibration nomograph (Figure 1)
Amplitude linearity: ±3% to 102 mm/s (4 in/s) peak
Maximum cable
length:
305 metres (1000 feet) with no degradation of signal,
when used with 3500/46M
Environmental Limits
Operating and storage
temperature range
Maximum mounted surface temperature −40°C
to +100°C (−40°F to +212°F)
Shock survivability: 981 m/s2 (100g) peak
Relative humidity: To 100% non-submerged; case is hermetically
sealed.
Physical
Weight (typical): < 375grams (13.2oz)
Mounting: See Dimensional Drawings, Figure 2
Case material: 300 series stainless steel.
Connector: 2-pin Mil-C-5015 receptacle, hermetically sealed, 300 series
stainless steel.
Mounting
Torque: 46 kg cm (40 in-lb) max.
Polarity:
Pin A goes positive with respect to Pin B when the applied
velocity is from the base to the top of the transducer.
Hazardous Area Approvals
North America
Ex ia
Class I Groups A, B, C, and D
Class II Groups E, F and G
Class III when installed per Dwg.
CA22000
Europe
Ex II 1 G EEx ia IIC T6 for EC
certificate number: Baseefa03ATEX0381XEE
Ex II 3 G EEx nL IIC T6
certificate number: Baseefa03ATEX0382X.
PRINCIPLE OF OPERATION

198
The Low Frequency Velocity Sensor is designed to measure absolute (relative to free
space) bearing housing, casing, or structural vibration. The two-wire system consists of a
transducer and appropriate cable.
The Low Frequency Velocity Sensor is ideal for capturing vibration data in installations
where vibration frequencies of less than 4 Hz provide valuable data. Its main use is to
measure bearing casing vibrations on hydroelectric turbines where slow rotating speeds
require a low signal to noise ratio. The 330505 Transducer is a two-wire design that uses
moving-coil technology with embedded signal conditioning circuitry to provide a voltage
output directly proportional to the transducer's vibration velocity. The Transducer
connects to an interconnect cable and is then directly attached into the 3500/46M Hydro
Monitor.
Vibration Nomograph
330505 Vibration Nomograph
Graphs – 330505 Typical Responses
Velocity

199
Typical Velocity
Amplitude
Typical Velocity Phase Error
INSTALLATION/MOUNTING

200
A: Transducer Mounting Angle
0 1 0° ± 10°
0 2 90° ± 5°
0 3 180° ± 10°
B: Internal Mounting Thread
0 2 3/8-24 UNF-2B
C: Mounting Adapter Option
0 0 No Adapter
0 1 1/2 - 20 UNF
0 2 M8 x 1
0 3 1/4 - 28 UNF
0 4 1/4 - 20 UNC
0 5 1/4 - 18 NPT
0 6 5/8 - 18 UNF
0 7 3/8 – 16 UNC
Dimensional Drawing – 330505
System Dimensional Drawing
CONFORMATION TO STANDARDS

201
CE: EMC Directive EN 61000-6-2
Radiated Emissions: EN 55011 (1998), Class A
Electrostatic Discharge: EN 61000-4-2 (1995), Criteria B
Radiated Susceptibility: EN 61000-4-3 (1996), Criteria A
Conducted Susceptibility: EN 61000-4-6 (1996), Criteria A
Electrical Fast Transient: EN 61000-4-4 (1995), Criteria B
Surge Capability EN: 61000-4-5 (1996), Criteria B
Magnetic Field: EN 61000-4-8 (1998), Criteria A
PARTIAL LIST OF SUPPLIERS
• GE energy
• Technosys systems
• Indosoft corporations
• Masibus Automation and Instrumentation
TOUCH PROBES

202
DESCRIPTION
A touch probe is a tactile sensor used to gather position / surface information about a
sample the touch trigger probe, or touch probe, is used to set tool dimensions, such as
length, radius, and insert lengths, automatically as well as to find edges and the center of
holes etc. and as a means to digitize a 3D object. That is to produce a 3D computer model
of the object
TOUCH PROBES FOR MACHINE TOOLS:
A touch probe system enables machine tools to perform geometrical measurements
inside its cutting area. The probe, a high precision switch, is the heart of the system and
when it is integrated into the machine manufacturing process, it can determine work piece
and/or tool sizes and identify part locations. This system can enhance part quality,
improve productivity and reduce operator‘s set-up time.
FIGURE
Renishaw RMP, RLP series and Heidenhain TS series touch probes
SPECIFICATIONS

203
PRINCIPLE OF OPERATION

204
Technology: A touch probe is generally comprised of two parts; the body and a stylus
with a tip that makes contact with the sample. The stylus and body are connected via a
movement-sensitive coupling. Every time the stylus is deflected by contact with the
sample a signal is generated and transmitted to the measuring machine. These probes can
be fitted on both computer controlled and manual measuring systems. Piezo-based
sensors translate the defection of the probe into a constant digital signal that eliminates
effects of any bending in the stylus on contact with the sample. Touch scanning probes
remain in contact with the sample and generate a stream of data that can be translated into
surface information by computer. There are a variety of touch probes capable of
capturing single point data or continuous surface data on a sample. Touch information is
defined by X, Y and Z co-ordinates and can be used to determine the size and position of
sample features. Many types of probe including uni-directional and multi-dimensional
probes (usually up to 6-way). Touch probes may not be suitable for very soft or flexible
materials that could be easily distorted
Operating principle: The system utilizes the machine to move the probe along a
programmed path. Once the stylus makes contact with the part/tool a signal is generated
and is transmitted to the machine's CNC. This is done by means of a transmission system
(wireless or hardwired). The CNC is then able to store the relevant axes positions and
elaborate the part geometry by means of dedicated probing software.
A typical probing application lay-out is sketched here below:
Mechanical working of the probe

205
The above diagram demonstrates how the probe generates a trigger signal.
1) As the probe‘s stylus moves towards the component, the spring is holding all of the
kinematic elements in contact, so that the stylus is in a known position relative to the
quill / spindle.
2) The stylus meets the surface.
3) As the machine‘s motion continues to drive the stylus into contact with the
component, forces start to build in the probe mechanism. The contact force at the
stylus tip creates a moment in the probe mechanism about the set of contacts on the
left hand side of the mechanism, which is balanced by a reactive moment generated
by the spring, pivoting about the same set of contacts. As these forces build, the stylus
undergoes bending (greatly exaggerated in the diagram for illustrative purposes).
4) Eventually, the increasing contact moment overcomes the reactive moment and the
mechanism starts to pivot about the left-hand set of contacts. The contacts on the right
move apart, breaking the electrical circuit in the probe. Before this occurs, a trigger is
generated. The trigger signal is used to latch the machine‘s position at that moment,
and to command the machine to slow down and back off the surface.
5) Once the machine backs off the surface, the probe re-seats into its repeatable rest
position.

206
INSTALLATION
Working of RMP 600 high accuracy radio machine touch probe
Typical installation of RMP series touch probe system installation
Only one probe can be connected at a time, either the RMP600 or LP2. The connection
between the probe socket and the HSI interface must be screened and connected to
ground at the interface.
Typical probe system
Work piece
CNC
machie
control
Optional
PSU3 power
supply
Cable
HIS interface Cable
Stylus
RMP 600
touch probe

207
Probe modes: The RMP600 probe can be in one of three modes:
1. Standby mode - The RMP600 is waiting for a switch-on signal to be received;
2. Operational mode - Activated by one of the switch-on methods described below. In
this mode the RMP600 is now ready for use;
3. Configuration mode - The Trigger Logic™ configuration method allows the
following settings to be configured.
Probe settings
1. Enhanced trigger filter - Probes subjected to high levels of vibration or shock loads
may output signals without having contacted any surface. The enhanced trigger
filter improves the probe‘s resistance to these effects. When the filter is enabled, a
constant 8 or 32 ms delay is introduced to the probe‘s output. The probe is factory
set to8 ms, but 32 ms can be selected by users if false triggering is evident.
2. Auto-reset function –The Auto-reset function in the RMP600 can compensate for
stylus forces caused by changes in probe orientation that can cause the probe to
trigger. This feature is controlled by solid state accelerometers.
3. Multiple probes - RMP600 probes can be configured, using Trigger Logic™, to
have the same radio ID. This allows multiple radio probes to be used with a single
RMI (spin on or shank switch-on is required).
4. Acquisition mode - System set-up is achieved using Trigger Logic™ and powering
on the RMI. Partnering is only required during initial system set-up and can take
place anywhere within the operating envelope
SELECTION CRITERIA
Refer Specifications
CONSTRUCTION
A touch trigger probe for a coordinate measuring machine or machine tool has a
stylus (14), which is biased into the reset position. The stylus has two independent
supports provided within housing (10). In the embodiment of Fig 1, the first support
comprises of a skirt (18) of a stylus holder (12), which is axially constrained on a
surface (20) of the housing (10). The second support comprises of a kinematical
arrangement of cylinders (34) and balls (36), together with a planar spring (30) which
together provides lateral constraint. The first support is biased by a much lighter force
than the second support so that its friction is very low. This reduces the lobing and
hysteresis of the stylus movement, and there by increases the accuracy of the probe

208
APPLICATIONS Touch probes are ideal for measuring areas of a sample that are inaccessible to
non-contact measurement methods such as laser or video systems. These may
include overlapping areas or features within fissures or bore holes. Touch probes
can be incorporated in non-contact systems to create multi-sensor capability and
the versatility to measure a variety of complex samples on one instrument. Touch
probes can also be incorporated in automated measurement routines.
Touch probes are typically used with milling machines for finding accurate
references or to measure objects. There are also very accurate "Measurement
Machines" that used them to very precisely measure components.
They are used to find, for example, hole locations and size, reference planes and
so on. They are also used to scan an object by repeatedly measure point by point
on the surface and building a data file that can be imported into a CAD programs
for further 3-D modeling. Other typical applications include like work piece
alignment, work piece presetting, work piece measurement, tool measurement etc.
PARTIAL LIST OF SUPPLIERS
Heidenhain
Nikon instruments Inc
Renishaw
Alfatech stolany
Marposs

209
POSITION AND SPEED SENSORS
OPTICAL ENCODERS
DESCRIPTION
Optical Encoders are digital Sensors commonly used to provide position feedback for
actuators. It consist of a glass or plastic disc that rotates between a light source (LED)
and a pair of photo-detectors Disk is encoded with alternate light and dark sectors so
pulses are produced as disk rotates
Optical encoders are ideal for use as digital panel controls or position sensing devices in a
wide range of applications where digital circuitry is used. Typical applications include
temperature control, speed control, position sensing, menu selection, and volume control.
Incremental optical Encoders
An incremental optical rotary encoder, also known as a quadrature encoder has two
outputs called quadrature outputs. They can be either mechanical or optical. In the optical
type, there are two gray coded tracks, while the mechanical type has two contacts that are
actuated by cams on the rotating shaft. Pulses from led are counted to provide rotary
position. Two detectors are used to determine direction (quadrature)
Bourns EM14 are a self-contained rotary optical encoder. It produces a 2-bit incremental
quadrature signal, which is suitable for digital systems where both magnitude and
direction of adjustment must be provided. The EM14 14 mm optical encoder is ideal for
use as a digital panel control in human-to-machine interface (HMI) applications where
long rotational life, reliability, and small package size are essential. The EM14 Series
encoder converts rotary input into electrical signals, which can be used by
microprocessors without A/D conversion. Bourns encoder output signals are square wave
digital pulses, which do not require additional external de-bounce circuitry. Both features
make it possible to significantly reduce the memory overhead, wiring and interconnects
required by other types of control devices.
FIGURE
Bourns model EM14 type optical encoders

210
SPECIFICATIONS
Electrical Characteristics
Electrical Output: 2-bit quadrature code
Resolution: 8 to 64 pulses per revolution (PPR)
Supply Voltage (VCC): 5.0 VDC ± 0.25 VDC
Supply Current (ICC): 26 mA maximum
Output Voltage: Low (VCE (sat)), per Channel: 800 mV maximum at I(SINK) =
25 mA; High (VO (HI)), per Channel: 4.0 VDC minimum @ VCC = 4.75 VDC
Output Current I (SINK), per Channel: 25 mA minimum
Rise/Fall Time: 200 ns typical
Power Dissipation: 167 mW maximum
Pulse Width (per Channel):180 °e typical
Phase Angle (Channel A Leads Channel B, Clockwise Rotation): 90 °e ± 45 °e
Insulation Resistance @ 500 VDC: 1,000 mega ohms minimum
Operating RPM: 120 maximum
Switch Power Rating: 12 VDC / 20 mA (600 ohms maximum load)
Switch Contact Resistance: 200 ohms maximum
Environmental Characteristics
Operating Temperature Range @ 5.0 VDC: -40 °C to +70 °C (-40 °F to +158 °F)
Storage Temperature Range: -55 ºC to +125 ºC (-67 °F to +257 °F)
Vibration: 15 G
Shock: 50 G
Humidity: MIL-STD-202, Method 103, Condition B
Flammability: Conforms to UL 94HB
IP Rating: IP 54
Mechanical Characteristics
Mechanical Angle: 360 ° Continuous
Torque: Starting/Running: 1.06 N-cm (1.5 oz.-in.) maximum; Detent: 1.2 N-cm
(1.7 oz.-in.) typical
Rotational Life: Non-detent (@ 30 RPM): 1,000,000 cycles (2,000,000
revolutions); with detent (@ 30 RPM): 100,000 cycles (200,000 revolutions)
Switch Life: 100,000 cycles
Switch Actuation Force: Standard: 250 gm (8.82 oz.) typical; High Force: 850 gm
(29.98 oz.) typical
Switch Travel: Standard: 0.04 in. typical; High Force: 0.025 in. typical
Shaft Radial Play: 0.005 in. maximum
Shaft Axial Structural Strength: 35 lbs. minimum
Mounting Torque: 2.0 N-m (18 lb.-in.) maximum
Materials and Finishes
Terminals: Sn plated PC pins
Soldering Condition: Manual Soldering: 96.5Sn/3.0Ag/0.5Cu solid wire or no-
clean rosin cored wire 370 °C (700 °F) max. For 3 seconds; Wave Soldering:
96.5Sn/3.0Ag/0.5Cu solder with no-clean flux 260 °C (500 °F) max. For 5
seconds
Mounting hardware: Nut: Black anodized brass, hex (metric)/Nickel-plated brass,
hex (SAE); Lock washer: Nickel-plated spring steel, internal tooth

211
PRINCIPLE OF OPERATION
Optical encoders utilize a light source, I/C receiver or ASIC, and a code disk to generate
the digital signal as shown in Figure 1. Light passing through slots in the code disk is
detected by the ASIC and translated into a digital pulse output signal. Since an optical
encoder does not have a mechanical contacting wiper, the device has an extremely long
useful life. The custom ASIC designed by Bourns delivers a signal essentially free of
noise and distortion.
The electrical block diagram in Figure 3 provides the designer with a functional overview
of the EM14. This design has a very low power consumption of only 26 mA, making it
suitable for use in battery-operated applications. The ASIC also has a very high switching
rate of 200 ns, which produces the clean switching signal and distortion free output.

212
The Quadrature Output Table in Figure 2 shows the standard electrical signal produced
by the EM14 Series optical encoder. Channel A is shown leading Channel B by 90
electrical degrees with clockwise shaft rotation. Conversely, Channel B leads Channel A
by 90 electrical degrees with counter-clockwise shaft rotation. Output voltages are
compatible with HCMOS, CMOS and TTL systems. Up to 64 quadrature output cycles
per shaft revolution are available in this compact 14mm package.

213
Typical Interface Circuits
Optical encoders can be used to create an absolute output that is the digital equivalent to
the output from a potentiometer. However, absolute optical encoders with moderate-to
high resolutions are generally cost prohibitive. As a result, most encoders are of the
incremental variety. Incremental encoders produce a 2-channel quadrature signal
providing enough information to allow a digital processor to determine both magnitude
and direction of adjustment. By means of logic circuitry shown in Figure 4a and 4b, a
system‘s counter can be incremented ―up‖ or ―down‖ depending on the direction of the
encoder‘s shaft rotation. With the capacity to control direction of adjustment as well as
magnitude, the incremental encoder can be used in almost any control or position sensing
application. If necessary, rise/fall times can be reduced using the inverters shown in
Figure 4c. However, it should be remembered that an incremental encoder is only a
circuit adjusting device and is not capable of producing or retaining absolute position
information.

214
Detecting absolute position
INSTALLATION
Cable/Connector Options – Cable Assembly, Connector on One End:
– Cable Assembly, Connector on Both Ends

215
Terminal Configurations

216
SELECTION CRITERIA

217
CONFORMATION TO STANDARDS
• Europe and North American ―Explosion Proof‖ Approvals
• EN 55011 and EN 61000-6-2
• CENELEC EEX ia IIC T4
• U.S. Standards: Class I, Group A,B,C & D; Class II Group E,F & G
• Canadian Standards: Class I, Zone 0, Group IIC CSA Class I, Div 1Group C &D
APPLICATIONS
The Optical Encoder may be used as a manual input device for digitally controlled
equipment such as:
Industrial Equipment
– Motor speed controls
– Equipment positioning controls
– Automated processing controls
– Industrial joystick controls
Medical Instrumentation
– Sonogram controls
– X-ray controls
– Ultrasound
– Patient monitoring
– Motorized bed controls
– Motorized dental chair controls
Test and Measurement
– Environmental chamber controls
– Oscilloscopes
– Frequency analyzers
– Amplifiers
Professional Audio
– Studio mixing consoles
– Broadcast consoles
– Signal processing equipment
– Guitar amplifiers
– Keyboard controllers
– Digital drums
Avionics
– Air traffic controls
– Simulator controls
– Cockpit controls
Other Applications
– Welder controls
– Security camera position
– Liquid dispensing controls

218
PARTIAL LIST OF SUPPLIERS
• Honeywell
• Bourns
• GPI
• Janco Corporation
• MicroE systems
• BEI
• Compact
• Gray hill
• Hengstler
• Siemens

219
RELAYS AND CONTACTORS
Topic Description Page no
PNEUMATIC RELAY………………………………………….219
FAIL SAFE RELAY……………………………………………225
CONTACTORS…………………………………………………230

220
PNEUMATIC RELAYS
DESCRIPTION
A relay is a mechanical device that connects one circuit to another. It should be thought
of as a switch. The function of a relay is to open or close an electrical contact or a group
of contacts in response to a ―signal,‖ which is a change in some electrical condition. The
contact closures of +the relay can be used to select other circuits or to turn on or off
various devices or operations.
Pneumatic relays are those which are attached to circuits that conduct compressed air
rather than a flow of electrons. In these systems, when the presence of compressed air is
flowing through one circuit, the force of that energy opens up a switch and begins to flow
into a second circuit and there needs to be a sensor present so that the switching can
occur.
A pneumatic relay supplies controlled output pressure to a load or utilization device, such
as an actuator or a piston, in response to an input signal, a pressure or a force. Pneumatic
relays are in common use as field instruments mounted in pipeline systems for
controlling the process fluid. In typical pneumatic relay device, a multiple diaphragm
assembly includes a pilot diaphragm defining a common wall between a pilot chamber
and an exhaust chamber. A supply chamber is coupled or extended from the output
chamber and interconnected thereto by a suitable spring-loaded valve assembly.
Pneumatic relays are required to function in either a proportional or an on/off mode.
SYMBOL
FIGURE

221
SPECIFICATIONS
• Pressure Rating : 100 psig max.
• Temp. Limits : -40˚F to +180˚F
• Port Sizes : Tapped for 1/4‖ NPT with 1/8‖ internal ports
• Dimensions : 2.5‖ Dia. x 3.5‖
• Materials Aluminum : Plated Steel, Neoprene, Brass and Stainless Steel
• Available Capacities : Relays can handle microvolt to kilovolts, microamperes
to kilo amperes, with response speeds from
milliseconds to any longer period
• Power and Frequency : Relays can be actuated by microwatts but usually use
milli watts. They will operate from DC to RF
• Environmental Limits : Some relays can operate from –50° to 400°F (–45° to
204°C), from vacuum to 400 PSIG (2.8 MPa), and to
100 G shock or vibration
• Sizes : From 0.03 in.3
(0.47 cc) up
Snap-acting, Pneumatic Relays Mite Series 70/71/73/74/85
• Mite Series of pneumatic relays offer precise control of air or gas service.
• Their snap-acting design automatically trips on either an increasing or decreasing
signal.
• Mites are rugged, compact units engineered for high density applications.
• They are constructed to last and ―make decisions‖ with crisp precision, cycle after
cycle.
• Mite series of pneumatic relays are engineered to switch, lock or vent various
ports based on either an increasing or decreasing pneumatic signal.
• Their passive design, as well as precise, unerring and immediate decision making
abilities make them the ideal solution to critical safety and emergency process
controls found in the petroleum, chemical, gas-field or pharmaceutical industries.
• Their rugged, simple construction provides uncompromising reliability and long
term performance with either air or gas service.
PRINCIPLE OF OPERATION
Mite series 70 is a Snap-acting control relay with manual reset and it trips to vent
one control signal while simultaneously locking up another. It is set to trip on
either an increasing or decreasing control signal, the Mite 70 will vent one port to
atmosphere while it locks up the pressure in a second line.
The tripped position is then held indefinitely until the control signal is restored
and a manual reset button is pushed. The trip point is adjustable from 1 to 100 psi
with a simple screw stem. The Mite 70 can also be tripped on demand from a
separate remote signal.

222
Use the Mite 70 to open safety valves in emergency situations, trigger an alarm
while locking up a valve or actuate diaphragm motor valves, air cylinders or other
pneumatic actuators.
M I T E 7 0 O P E R AT I O N
INSTALLATION
The Control Air Precision Air Relay is designed for air service only.
The Maximum supply pressure is 150 PSI.
A filter (5 micron is recommended) should be installed ahead of the relay to
prevent foreign matter in the air line from affecting the performance of the relay.
Clean all air lines thoroughly to remove dirt and scale.
Apply a small amount of compound to the male threads only and install the relay
so that flow is in accordance with the IN and OUT ports.
Make sure all connections are right and that the exhaust vents in the side of the
relay are not blocked shut.
The relay can be mounted in any position without affecting its operation.

223
A pressure gauge may be attached to the relay by removing the gauge port plug.
CALIBRATION
Procedure for adjustment of bias:
1. Shut off, or disconnect the pilot-pressure air line.
2. Remove the pipe plug at the top of the relay.
3. Adjust the servo-control capsule by rotating the adjusting screw with a
screwdriver.
When viewed from the top:
a. Turning the screw clockwise will increase the output pressure relative to any give
signal pressure.
b. Turning the screw counter-clockwise will decrease the output pressure relative to
any give signal pressure. The output pressure will change about 7 psi for each
quarter turn of the screw.
4. Replace the plug in the top of the relay, making sure it is seated firmly so that it
does not leak.
5. Allow the signal pressure to actuate the relay, and verify the output pressure to
check your adjustments.
6. The above procedure can be used to ―zero‖ the relay for a direct 1:1 output
relative to the signal pressure, or it may be used to provide positive or negative
bias to the relay.

224
SELECTION CRITERIA
• In order for relays to be applied satisfactorily, the relay functions must be clearly
understood and relay characteristics must be established.
• The relay must be selected to fit the need, and the circuitry must be designed to
properly couple the relay with the rest of the system. Thus, it is usual to begin the
selection process by determining how much energy must be controlled and how
much energy is available in the signal that operates the relay.
• One must also consider the number of contacts needed. It may be necessary to use
two cascaded relays, if signal energy is too small, or two paralleled relays to
provide enough contacts.
• Ambient conditions must also be considered.
• One must answer such questions as whether sealed relays needed, whether there a
space
• Problem, whether there a vibration, shock, or temperature problem etc.
CONFORMATION TO STANDARDS

225
• ISO 9001
APPLICATIONS
Actuate an on-off valve when controller signal increases to set point. Supply
pressure at ―A‖ is transmitted to valve from ―C‖ when Mite is operating. When
trip occurs, valve is vented to atmosphere.
Close an on-off valve in a gas line when line pressure drops below a set point.
Supply pressure at ―A‖ is transmitted to valve from ―C‖ when Mite is operating.
When gas line pressure–monitored at ―E‖–drops below set point, trip occurs, and
valve operator is vented to atmosphere
PARTIAL LIST OF SUPPLIERS
• Dahl
• Fair Child
• Honey Well
• Ruelco
• ControlAir Inc
• Rockwell automation
• FOXBORO ECKARDT
• ABB
• Allied Controls

226
• American Relays
• Barnbrook Systems Ltd.
• BLP
• CII
• CIT Relay
• Danfoss
• Daquan Relay Factory
• Deltrol Corp.
• Dold Industries, Ltd.
• Greenwich Electronic
• Idec
FAIL SAFE RELAY
DESCRIPTION
B/W Series 5510 Control Modules were developed especially to provide an intrinsically
safe and economical means of detecting and controlling a wide range of processing
variables in areas containing explosive atmospheric mixtures. Tested and listed by UL for
use in applications involving Class I, II, and III locations, these compact solid-state
modules are designed to prevent an external probe or pilot control circuit from releasing
sufficient electrical energy to ignite even the most flammable gases or vapors classified
in Groups A, B, C, and D, and combustible dusts or fibers classified in Groups E, F, and
G.
FIGURE

227
SPECIFICATIONS
• Voltage: 115 or 230 volts AC. 50/60 Hz.
• Load Contacts: Single pole, double throw.
• Contact Ratings: 10 amperes resistive load at 277 VAC or 30 VDC; 360va at 240
VAC - pilot duty, 1/3 Hp at 240 VAC, 1/4 Hp at 120 VAC.
• Power Required: 2 volt - amp, 1.5 watts.

228
• Control Circuit Energy: Inherently limited to less than 11.3 milli ampere at 11.3
volts AC to assure intrinsically safe operation under any abnormal fault condition.
• Module Types and Options -- B/W Series 5510 Module can be supplied for either
120 volt or 240 volt 50/60 Hz. incoming line voltage and can be supplied open
chassis or in a NEMA 1, NEMA 4, NEMA 7 or NEMA 12 enclosure.
• Failsafe Relay Contacts -- The 5510 Module uses two electromechanical relays
K1 and K2 for its output contacts in order to provide the most reliable and
versatile output functions. One standard module can be used for pump up, pump
down, high alarm, or low alarm functions. While providing the necessary control
functions, the module can also provide the power failure release for pump or
alarm circuits. Load relay K1 is energized when power is first applied to the 5510
Module. Load relay K2 is energized when the sensing circuit is completed. This
operation allows load circuits to open or close on power loss to the 5510 Module
as needed (i.e. pump circuits open, alarm contacts open or close on loss of power).
• Module Sensitivity -- Operating sensitivity is important only in level control
applications where the module is operated from electrodes and the liquid is used
as a conductor to complete the external sensing circuit. Since liquid resistances
vary, various operating sensitivities can be field installed. In such applications, the
module must have sensitivity greater than the specific resistance of the liquid
being controlled. One or two sensitivity resistors of equal value should be selected
from the package provided and installed according to the application drawings
and chart. When operated from a B/W 7014 Unifloat® multi-level sensing
system, 7010 Float Switch or other pilot switching device, a jumper wire (s) is
recommended in place of the resistor. Regardless of sensitivity ratings, all B/W
Series 5510 Modules are designed to operate continuously with external probe or
pilot circuit resistances as low as zero without damaging the module. This permits
intrinsically safe operation at all times from electrodes or pilot switches.
PRINCIPLE OF OPERATION
A customized current limiting transformer is used to convert the incoming line voltage
into an 11.3 volt AC sensing circuit. The sensing circuit is comprised of a series of op-
amp/comparators which compare the voltage created by the resistance of the liquid to the
voltage created by an internal sensitivity resistor. Based on the comparison, the output of
the op-amp/ comparator either turns relay K2 on or off through a driving transistor. The
AC sensing circuit will minimize electrolysis when used from electrodes for conductive
liquid applications. Multiple load relays are used in the design to allow control operations
to open pump circuits, or open or close alarm circuits on power failure while maintaining
proper functionality. This design feature provides better circuit design at lower cost. A
short time delay is designed into the module to eliminate nuisance tripping due to liquid
wave action or other quickly cycling inputs.

229
INSTALLATION

230
Before proceeding to install and wire the control module, read and thoroughly
instructions. For addition guidance on intrinsically safe systems, refer to national
electric code (ANSI/NFPA70) ARTICLE 504.
The control module must be either situated in a Non-Hazardous area or mounted
inside a suitable approved explosion proof enclosure.
Intrinsically safe wiring must be kept separate from non- intrinsically safe wiring.
The circuit wiring in Hazardous area should not exceed 3000 feet. This distance
limitation is based on cable with a specific capacitance of 60pF/FT and a specific
inductance of 0.2µH/FT.
An approved seal should be used at the point where the intrinsically safe control
circuit wiring enters the Hazardous area.
Only one ‗G‘ wire is required in the Hazardous area (intrinsically safe ‗G‘
terminals are electronically connected together in the control module)
SELECTION CRITERIA

231
Intrinsically safe connections must only be made to non-energy generating or
storing devices such as switch contacts, non-inductive resistance temperature
devices (RTD‘S) and thermocouples, or any tank conductivity electrode.
The resistance between the grounding tab on the control module and the earth
ground must be less than (1.0) ohm.
Electrical equipment connected to the associated apparatus must not use or
generate more than 250Vms with respect to earth ground.
Select sensitivity resistors to this set operating point of resistive inputs. Set to zero
Ohms for switch contact sensing.
CONFORMATION TO STANDARDS
• IEC 60255, IEC 61000, IS3231, IS8686 - Reference standards
• IS 3231 / IEC 60255 - 5 Dielectric test
• IS 8686 / IEC 60255 - 5 Impulse test
• IS 8686 / IEC 60255-22-1 - HF disturbance test
• IEC 61000-4-2 - Electrostatic discharge test
• IEC 61000-4-4 - Electrical fast transient
• IEC 61000-4-3 - Radiated electro magnetic field test
• IEC 61000-4-5 - Surge immunity
• IEC 61000-4-12 - Ring wave test
• IEC 61000-4-11 - Voltage dips & interruption test
• IEC 61000-4-8 - Power frequency magnetic test
PARTIAL LIST OF SUPPLIERS
• L&T
• AMETEK
• Siemens
CONTACTORS

232
DESCRIPTION
Most lighting and heating applications require the use of contactors to control the loads.
A contactor is an electrically controlled switch used for switching a power circuit, similar
to a relay except with higher current ratings. A contactor is controlled by a circuit which
has a much lower power level than the switched circuit. Contactors typically have
multiple contacts, and those contacts are usually (but not always) normally-open, so that
power to the load is shut off when the coil is de-energized. Perhaps the most common
industrial use for contactors is the control of electric motors.In process industries a
contactor is a vessel where two streams interact, for example, air and liquid.
Contactors come in many forms with varying capacities and features. Unlike a circuit
breaker, a contactor is not intended to interrupt a short circuit current. Contactors range
from those having a breaking current of several amps and 24 V DC to thousands of amps
and many kilovolts. The physical size of contactors ranges from a device small enough to
pick up with one hand, to large devices approximately a meter (yard) on a side.
Contactors are used to control electric motors, lighting, heating, capacitor banks, and
other electrical loads.
SYMBOL
FIGURE
SPECIFICATIONS

233
Maximum AC/DC Voltage and Amp Ratings:
Lighting & Heating Contactor Ratings CLM:

234
• Class CLM lighting and heating contactors are available with 2-12 poles, rated from
20-400 amperes. They can be used on 480VAC tungsten, 600VAC ballast, and
general type lighting and resistive heating loads. The CLM Lighting Contactors can
be used with metal halide, mercury vapor, quartz halogen, tungsten and fluorescent
lighting.
• Class LE lighting and heating contactors are available with 2-12 poles rated from
20-400 amperes. They can be used on 480VAC tungsten and 600VAC ballast-type
lighting loads as well as 600VAC resistive loads. Enclosures are also available.
Electrically Held Lighting Contactors, Class LE: • Compact Design
• Silver Cadmium Oxide Contacts
• Pressure Type Terminals
• Straight Thru Wiring
• Wide Variety of Contact Configurations
• 12-Poles Maximum
• Available From 20 Amps–400 Amps Up to 12-Poles 20, 30 and 60 Amps 3-Poles
On 100–400 Amps
• Full Line of Enclosures :NEMA 1 ,NEMA 3R/12 ,NEMA 4/4X (Stainless Steel)
• Available In Combination Form with Choice of:
Fusible Disconnect
Non-Fusible Disconnect
Circuit Breaker
PRINCIPLE OF OPERATION
1. Magnetically held and mechanically latched contactors:
• Magnetically held and mechanically latched are used for lighting and heating
applications and are designed for lighting and resistive heating loads.
• Magnetically held contactor contains a permanent magnet that will maintain the
contactor in its energized state (magnetically held) indefinitely, without control
power.
• When the contactor is energized, DC voltage is applied to produce a magnetic field
that reinforces the polarity of the permanent magnet and closes the contactor.

235
Current to the coil is then immediately disconnected by the coil clearing auxiliary
contact.
• To open the contactor, it is necessary to create a field through the OFF coil in
reverse direction to the permanent magnet. This momentarily cancels the magnetic
attraction, and the contactor drops out.
• These contactors are latched mechanically and released electrically by means of an
AC trip solenoid and clearing (Mechanically Latched) contact. It is similar to the
magnetically held contactor in that it will remain in the closed state indefinitely.
• The contactor opens only when the trip solenoid receives a signal to release the
mechanical latch.
2. Electrically Held Lighting Contactors

236
• Another type of contactor is an electrically held contactor, which is similar to a
magnetic starter. Unlike a magnetic starter, however, the lighting/heating contactor
is designed for lighting and resistive heating loads rather than motor loads.
Electrically held lighting contactors utilize the same operating principles as the
magnetic contactors and starters. This style of contactor will open when control
power is lost.
INSTALLATION
Mounting is by M4 tapped holes in the contactor frame together with a selection of
mounting brackets. Standard arrangement is for the contactors to be supplied with two
M4 holes on each side of the contactor frame to allow direct attachment to panels etc. See
mounting options in the figure.

237
INSPECTION AND TESTING
• There are several other organizations that have developed standards and tests for
electrical equipment. For example, contactors are tested by Underwriters
Laboratory (UL) using test procedure UL508, which specifies a maximum
horsepower rating for which a contactor can be used.
• All Siemens contactors are rated in accordance with at least one of the previous
organizations‘ test procedures. Some carry multiple ratings. For example, Siemens
NEMA starters meet or exceed NEMA, CSA, and UL standards, while Siemens
SIRIUS starters meet or exceed IEC, CSA, and UL standards. Some SIRIUS
starters also carry NEMA labeling.
CONFORMATION TO STANDARDS
• NEMA 1 (National Electrical Manufacturers Association ICS2 standards)
• NEMA 3R/12
• NEMA 4/4X
• International Electro technical Commission (IEC)
• CSA
• UL
APPLICATIONS
• Electrically held contactors are typically used in applications where noise is not an
issue. These contactors have an inherent hum due to the electromagnetic coil and
the constant supply of voltage to it. This type of contactor is not recommended for
locations where this humming can be heard, such as libraries, hospitals, and some
commercial buildings.
• Magnetically held and mechanically latched contactors are typically used where
noise is a concern, in locations such as libraries, hospitals, or stores. Such
contactors are well-suited to these sites because they do not require a constant
supply of voltage to the coil (thus eliminating the inherent humming noise typical of
electrically held contactors). These types of contactors are also used in parking lots
and stadium lighting, since the contactor is not affected by loss of power. If power
is lost, the contactor remains in the ON or closed state. When power is restored, the
lights stay on without requiring someone to turn them on

238
• Contactors are well suited for loads found in the following application areas:
Heating, Ventilating, and Air Conditioning (HVAC)
Farm Equipment and Irrigation
Environmental Control Systems
Office Equipment
Pool and Spa Controls
Welding Equipment
Medical Equipment
Food-Service Equipment
PARTIAL LIST OF SUPPLIERS
• Siemens
• L & T
• Rockwell Automation
• Sirius

239
SERVO MOTORS AND MOTION CONTROLLERS
Topic Description Page no
SERVO MOTORS……………………………………………..238
MOTION CONTROLLERS……………………………………241

240
SERVOMOTORS
DESCRIPTION
Servo motors are used to control motion in a variety of electro-mechanical industries,
from robotics to CNC manufacturing to aerospace technology. Servo motors are part of a
closed-loop system, known as a servo motor system, that doesn't use a stepper motor.
Servo motor systems are comprised of several parts namely a control circuit, servo motor,
shaft, potentiometer, drive gears (depending on the type of servomotor), amplifier and
either an encoder or resolver. Servo motors must have the ability to:
operate at a range of speeds without overheating;
operate at zero speed while retaining enough torque to hold a load in position; and
operate very low speeds for long periods without overheating.
The three basic types of servo motors used in servo motor systems are:
AC servo motors (based on induction motor designs);
DC servo motors (based on direct current motor designs); and
Brushless servo motors (based on synchronous motor designs).
SYMBOL
FIGURE
SPECIFICATIONS
Type : DC brush type, permanent magnet field
Horse Power rating : 6 HP.
Rated motor voltage : 150 V (DC).

241
Rated motor current : 80 Amp (Continuous).
Rated motor speed : 2250 rpm.
Continuous stall torque: 47 N-m.
Peak Torque : 111 N-m.
Torque Sensitivity : 0.56 N-m / Amp.
Back E.M.F. Constant : 59 V / krpm.
Armature resistance : 0.045 Ohm.
Armature inductance : 0.33 mH.
Tacho sensitivity : 17 V / krpm.
PRINCIPLE OF OPERATION
The servomotors used in industry today are used in a closed-loop servo system. To under-
stand how the servomotor is used in the system, it is first necessary to review the entire
system. Figure indicates a block diagram of a typical servo system.
Typical servo system block diagram
A reference input (typically called a velocity input) is sent to the servo amplifier, which
controls the speed of the servomotor. Directly mounted to the machine (or to the
servomotor) is a feedback device (either an encoder or resolver). This device changes
mechanical motion into electrical signals and is used as a feedback loop. This feedback
loop is then sent to the error detector, which compares the actual operation with that of
the reference input. If there is an error, that error is fed directly to the amplifier, which
makes the necessary corrections. The servo has a 3 wire connection: power, ground, and
control. The power source must be constantly applied; the servo has its own drive
electronics that draw current from the power lead to drive the motor. The control signal is
pulse width modulated (PWM), but here the duration of the positive-going pulse
determines the position of the servo shaft
Servo motors are used in closed loop control systems in which work is the control
variable. The ability of the servo motor to adjust to differences between the motion
profile and feedback signals depends greatly upon the type of controls and servo motors
used.
• Three basic types of servo motors are used in modern servo systems:
1) ac servo motors, based on induction motor designs;
2) dc servo motors, based on dc motor designs; and
3) ac brushless servo motors, based on synchronous motor designs.
Ac servo motors are used in servo systems that move light loads. Large ac motors are too
inefficient for servo use when large loads are to be moved. Large ac motors are too
inefficient for servo use. To move large loads, the ac motor draws excessive amounts of

242
power, and is difficult to cool. Hence, ac servo motors are used primarily to move light
loads. Most of the ac servo motors are of the two-phase or split-phase induction type.
Fundamentally, these motors are constant-speed devices, although their speeds can be
varied within limits by varying the amplitude of the voltage to one of the motors stator
windings.
Dc servo motors are used when the load becomes heavy; the workhorse dc servo motor
can control heavy loads, and are widely used in servo systems. The speed and direction of
the dc servo motor can be varied easily by varying the armature current.
AC SERVO MOTORS
• The principle of rotating magnetic fields is the key to the operation of most ac
motors. Both synchronous and induction types of motors rely on rotating
magnetic fields in their stators to cause their rotors to turn.
• A magnetic field in a stator can be made to rotate electrically, around and around.
Another magnetic field in the rotor can be made to chase it by being attracted and
repelled by the stator field. Because the rotor is free to turn, it follows the rotating
magnetic field in the stator.
• Rotating magnetic fields may be set up in two-phase or three-phase machines. To
establish a rotating magnetic field in a motor stator, the number of pole pairs must
be the same as (or a multiple of) the number of phases in the applied voltage. The
poles must then be displaced from each other by an angle equal to the phase angle
between the individual phases of the applied voltage.
Two-Phase Rotating Magnetic Field
• A rotating magnetic field is probably most easily seen in a two-phase stator. The
stator of a two- phase induction motor is made up of two windings (or a multiple
of two). They are placed at right angles to each other around the stator. The
simplified drawing in figure illustrates a two-phase stator.
• To analyze the rotating magnetic field in a two-phase stator, refer to next figure.
• The arrow represents the rotor. For each point set up on the voltage chart,
consider that current flows in a direction that will cause the magnetic polarity
indicated at each pole piece. Note that from one point to the next, the polarities
are rotating from one pole to the next in a clockwise manner. One complete cycle
of input voltage produces a 360-degree rotation of the pole polarities

243
Three-Phase Rotating Fields:
• The three-phase induction motor also operates on the principle of a rotating
magnetic field. Figure, views A-C show the individual windings for each phase.
Figure, view D, shows how the three phases are tied together in a Y-connected
stator. The dot in each diagram indicates the common point of the Y-connection.
You can see that the individual phase windings are equally spaced around the
stator. This places the windings 120º apart.
• The three-phase input voltage to the stator of figure is shown in the graph of this
figure below. Use the left-hand rule for determining the electromagnetic polarity
of the poles at any given instant. In applying the rule to the coils in the previous
figure, consider that current flows toward the terminal numbers for positive
voltages, and away from the terminal numbers for negative voltages.

244
DC SERVO MOTORS
• The control characteristics of dc servo motors are superior to those of ac servo
motors. The dc servo motor can control heavy loads at variable speeds.
• Most dc servo motors are either the permanent magnet type, which are used for
light loads, or the shunt field type, which are used for heavy loads.
• The direction and speed of the dc motor's rotation is determined by the armature
current. An increase in armature current will increase the motor's speed. A
reversal of the motor's armature current will change the motor's direction of
rotation.
• Typical dc servo motor system with either encoder or resolver feedback. Some
older servo motor systems use a tachometer and encoder for feedback.
• The digital servo motor controller directs operation of the servo motor by sending
velocity command signals to the amplifier, which drives the servo motor.
• An integral feedback device (resolver) or devices (encoder and tachometer) are
either incorporated within the servo motor or are remotely mounted, often on the
load itself. These provide the servo motor's position and velocity feedback that the
controller compares to its programmed motion profile and uses to alter its velocity
signal.

245
BRUSHLESS MOTORS:
• Brushless motors are similar to AC motors since a moving magnet field causes
rotor movement. Brushless motors are also similar to PM DC motors since they
have predicable linear characteristics.
• Within the brushless category are two basic motor types: trapezoidal and sine
wave motors.
• The trapezoidal motor is really a brushless DC servo, whereas the sine wave
motor bears a close resemblance to the AC synchronous motor.
• To turn this motor into a brushless design, we must start by eliminating the
windings on the rotor. This can be achieved by turning the motor inside out.
• In other words, we make the permanent magnet the rotating part and put the
windings on the stator poles.
• We still need some means of reversing the current automatically – a cam-operated
reversing switch could be made to do this job (Fig.).
• Obviously such an arrangement with a mechanical switch is not very satisfactory,
but the switching capability of non-contacting devices tends to be very limited.

246
• However, in a servo application, we will use an electronic amplifier or drive
which can also be used to do the commutation in response to low-level signals
from an optical or hall-effect sensor (see Fig).
• This component is referred to as the commutation encoder.
• A typical brushless motor has either two or three sets of coils or ―phases‖ (see
Fig).
• The motor shown in Fig. is a two-pole, three-phase design. The rotor usually has
four or six rotor poles, with a corresponding increase in the number of stator
poles.
• This doesn‘t increase the number of phases—each phase has its turns distributed
between several stator poles.

247
The Sine Wave Motor
• In the sine wave motor (sometimes called an AC brushless servo), no attempt is
made to modify the basic sinusoidal torque characteristic.
• By applying a constant current to one winding of a three phase motor, a torque is
generated.
• Since the winding distribution is sinusoidal, torque is not distributed evenly as the
shaft is rotated through 360 degrees. As shown, the resulting torque generated is a
function of the shaft angular position.
The Trapezoidal Motor
• With a fixed current level in the windings, the use of this extended portion of the
sinusoidal torque characteristic gives rise to a large degree of torque ripple.
• We can minimize the effect by manipulating the motor design to ―flatten out‖ the
characteristic –to make it trapezoidal, (Fig.).
• In practice, this is not very easy to do, so some degree of non-linearity will
remain.

248
INSTALLATION
Connection: To connect the servo motor to the input signal and the power supply:
• Connect the red lead of the servo motor to the positive voltage on the separate 5V
power supply
• Connect the black lead of the servo motor to 0V on both the power supply for the
electronics and the separate power supply
• Connect the blue lead of the servo motor to the input signal (providing the stream
of pulses).
Before connecting the servo motor, use a multi meter to check that the terminal on the
connector that will be connected to the:
1. Red lead to the servo motor is at +5V;
2. Black lead to the servo motor is at 0V.
APPLICATIONS
• Servomechanisms were first used in military fire-control and marine navigation
equipment.
• Today servomechanisms are used in automatic machine tools, satellite-tracking
antennas, remote control airplanes, automatic navigation systems on boats and
planes, and antiaircraft-gun control systems.
• Other examples are fly-by-wire systems in aircraft which use servos to actuate the
aircraft's control surfaces, and radio-controlled models which use RC servos for
the same purpose.

249
• Many auto focus cameras also use a servomechanism to accurately move the lens,
and thus adjust the focus. A modern hard disk drive has a magnetic servo system
with sub- micro meter positioning accuracy.
PARTIAL LIST OF SUPPLIERS
• Metronix
• Parker Hannifin
• Penton
• Mclennan
• Sanwa
Fanuc
Allen Bradley
Bosch, Indramat & Rexroth
Siemens
Lenze

250
MOTION CONTROLLERS DESCRIPTION
Motion control is a sub-field of automation, in which the position and/or velocity of
machines are controlled using some type of device such as a hydraulic pump, linear
actuator, or an electric motor, generally a servo. Motion control is widely used in the
packaging, printing, textile, semiconductor production, and assembly industries. The
motion controller is the heart of a motion control system. A motion controller controls
the motion of some object. Frequently motion controllers are implemented using digital
computers, but motion controllers can also be implemented with only analog components
as well. Motion control provides high-level functions so you can efficiently implement
custom applications based on building blocks to create solutions for common tasks like
precise positioning, synchronization of multiple axes, and movement with defined
velocity, acceleration, and deceleration. Motion tasks are usually mission-critical and
often operate machines that could harm humans around them. Motion controllers are used
to achieve some desired benefit(s) which can include:
increased position and speed accuracy
higher speeds
faster reaction time
increased production and reduction in costs
smoother movements
integration with other automation
integration with other processes
ability to convert desired specifications into motion required to produce a product
increased information and ability diagnose and troubleshoot
increased consistency and improved efficiency
elimination of hazards to humans or animals
FIGURE
Moore 353Process Automation Controller Mitsubishi Q172D motion controllers

251
SPECIFICATIONS
• Model No.: 353A4F1NNLNNNAX
• P/N No.:16353-222
• Serial No. : 01559621
Typical Input and Output Capacity:
• Xmtr.Power.Supply.Out. - 25V @ 120 mA
• Analog input voltage. - 0 to 5 Vdc @ 30uA
• Analog output current. - 4 to 20 mA @ 800 Ohms
• Digital input voltage. - 0 to 30 Vdc @ 5 mAdc
• Digital output current. - 100 mA @ 30 Vdc
• Rly. Out. - 5A @ 120V, 2.5A @ 240 Vac
• Max. Ambient Temp - 50°C
Power input requirements
Voltage Input - 85-264 Vac, 47-63 Hz
AC power ride through time - 25 msec. (minimum)
Power - 25 Watts, 40 VA (maximum)
Wire Size, Recommended - 18 AWG (0.96 mm2)
Rear Terminals - H - Hot; N - Neutral; G - Ground, Green Screw
Over-current Protection - 20A maximum fuse or circuit breaker
MPU controller board specifications
Analog Inputs:
Input Range -0-5 Vdc (standard calibration 1-5 Vdc)
• Zero - 0-1 Vdc
• Span - 4-5 Vdc
• Type - Single ended
• Accuracy - 0.10 %
• Resolution - 0.024 %
• Software Output Type - Analog [configurable (default 0.0-100.0)]
• Normal Mode Rejection - >50dB @ 60Hz.
• Input Impedance - >1 mega ohm
• Maximum Continuous Input - Without Crosstalk: +7, -30 Vdc
- Without Damage: ±30 Vdc
Analog Outputs:
• Standard Calibration - 4-20 mAdc
• Zero - 4 mAdc +/- trim

252
• Span - 16 mAdc +/- trim
• Current Limits - 2.4 mA to 21.6 mA
• Accuracy - 0.1%
• Resolution - 0.003%
• Software Input Type - Analog [configurable (default 0.0-100.0)]
• Signal Reference - Neg. (-) output tied to station common
• Output Load - 800 Ohms
• Over-voltage Protection - 30 Vdc
Digital Inputs:
• Logic ―1‖ Range - 15-30 Vdc
• Logic ―0‖ Range - 0-1 Vdc
• Over-voltage - +/-30 Vdc
• Minimum Required ON time - >Scan Time
• Software Output Type - Digital
• Isolation - 100 Vdc
Digital Outputs:
• Type - Open Collector Transistor (emitter tied to
common)
• Load Voltage - +30Vdc maximum
• Load Current - 100 mA maximum
• Off State Leakage Current - < 200 uA @ 30 Vdc
• Transmitter Power - 25 Vdc +/-3V, 120 mA, short circuit protected
• The Moore 353 motion controllers offers the control system designer the ultimate
in flexibility and capability for the implementation of continuous solutions and
batch solutions.
• At the heart of the Moore 353 is a powerful MPU Controller board that uses the
latest in microprocessor technology. It includes on-board I/O and reusable
function blocks, and it is capable of solving a vast array of control
implementations including single loop, cascade, and dual loop. Available MPU
board I/O is listed in the table below.

253
• The controller can be completely configured from the operator faceplate or, as
mentioned above, configured remotely using i|config™, the optional PC-based
Graphical Configuration Utility. An optional Real Time Clock/Configuration
Board (RTC/CB) is available to quickly transfer a configuration from one
controller to another when downloading a configuration over a network is not
available. The RTC/CB also provides a real time clock function.
Network communication options are listed in the following table.
PRINCIPLE OF OPERATION
Motion control is an industry term used to describe a range of applications that involve
movement with varying degrees of precision. Many motion control applications require
only that an object be moved from one place to another with limited concern for
acceleration, deceleration, or speed of motion. On the opposite extreme are machine tool
applications which require the precise coordination of all aspects of motion, including a
high degree of coordination for multiple simultaneous movements.
Axis: Single-axis motion involves controlling one rotational axis. This is typically a
motor shaft that can be driven forward or reverse. Mechanisms are often used to translate
the rotational motion into linear motion. Multi-axis control involves control of multiple
rotational axes, each of which could be converted into linear motion. Some applications
require the control of multiple axes, with each axis operating independently. Other
applications require varying degrees of coordination for multiple axes ranging from
synchronizing the start of motion control for multiple axes to the highly coordinated
multiple-axis control required for machine tool applications.

254
Motion Control System Components
The following diagram illustrates the essential components of a motion control system.
The motion controller is the heart of the motion control system.
Motion controllers require a load (something to be moved), a prime mover (something to
cause the load to move), some sensors (to be able to sense the motion and monitor the
prime mover), and a controller to provide the intelligence to cause the prime mover to
move the load as desired.
INSTALLATION
Installation considerations
• Motion controller is intended for flush panel mounting in a vibration free
instrument panel or rack in an indoor or sheltered location. Mount a single
controller in a single-station panel cutout or mount several controllers in a row in
a multiple-station panel cutout.
• For a watertight panel, mount each controller in a single-station cutout.
Controllers have been supplied with either ―direct entry connectors‖ or ―side entry
connectors.‖ Connector types, panel cutout dimensions, and overall controller
dimensions are shown in Mechanical installation.
• The controller can be mounted in a user-supplied enclosure located out-of-doors
or in a location whose environmental parameters exceed controller operating
specifications. A thin bead of silicon sealant is often applied between the
controller‘s Display Assembly and the mounting panel to prevent air or liquid
leakage at this joint.
• Do not mount the controller where direct sunlight can strike the faceplate or case.
Direct sunlight can make the displays difficult to read and will interfere with heat
dissipation
• Mount the controller either horizontally or with a backward tilt (i.e. the front of
the case higher than the rear). If the controller is to be mounted with some
electronic recorders or with pneumatic recorders or stations, tilt back restrictions
for these units can have a bearing on panel design and layout.
• Route electrical power to the controller through a clearly labeled circuit breaker,
fuse, or on-off switch that is located near the controller and is accessible by the
operator. The breaker or switch should be located in a non-explosive atmosphere
unless suitable for use in an explosive atmosphere.
• Thermocouple inputs are accommodated with an I/O Expander board and a
Reference Junction temperature sensor. At the factory, two Reference Junctions
are included in a Range Resistor and Reference Installation Kit.

255
Moore 353 motion controller, Exploded View
Environmental considerations
Operate a controller within its environmental specifications to help ensure
reliable, trouble-free operation with minimum down time.
• TEMPERATURE: Keep the air surrounding an operating controller below 50°C
(122°F). Check air temperature periodically to ensure that this specification is not
being exceeded.
• Forced air ventilation is recommended when controllers are mounted in a partially
or completely enclosed panel or cabinet (e.g. NEMA 1); as shown at right. When
clean air is present, exhaust fans are often mounted across the top of a panel and
louvers formed in the panel bottom. Air is then drawn upward between the station
cases. When air contains particulate matter, fans and filters are generally located
at the panel bottom and louvers at the top. Filtered air is now forced upward
between the station cases. Filters must be serviced periodically.

256
Forced Air Ventilation for Enclosed Panels
• CONTAMINANTS: The controller case is slotted to permit circulation of clean
cooling air. Liquids and corrosive gases must not be allowed to enter the case.
Although 353 boards have a protective coating, the following steps can reduce
contaminant related equipment malfunctions:
1.Identify contaminants and implement methods to reduce their presence.
2.Install protective housing for field mounted controllers.
3.When cleaning equipment and surrounding area, especially the floor, either
vacuum away all dust and dirt or use a dampened rag or mop. Sweeping or dry
dusting recirculates dust and dirt.
4.Clean or replace all air conditioning filters, room air filters, and equipment
filters regularly.
5.Inform all personnel with access to the equipment of the need for cleanliness
Mechanical Installation The following subsections provide guidelines and procedures for mounting
controllers in a panel or rack. The installation should be structurally rigid and the
controllers should be squared in the panel or rack.
• There are two case connector styles: direct entry and side entry13. To identify the
connector style on a case, refer to the following table. Both styles have the same
terminal functions and numbers. For example, Station/Transmitter Common is
terminal 6 on the side entry and direct entry connectors. Circuit boards mate with
either connector style (Refer the table following).

257

258

259

260
CALIBRATION
• A controller is factory calibrated to either the standard values listed specified by
the purchaser at time of order. Field calibration should not be necessary. For those
cases where inputs or outputs must be adjusted either to meet a local standard or
for a more critical application, a field calibration can be performed. The field
calibration becomes the default calibration.
• A CAL VIEW mode is available in calibration to view the sensor input over the
full range. The signal that is viewed, in the calibration verify mode, is 0 to 100%
of span in basic units of measure (e.g., °C for temperature, mv for milli volts) and
is not affected by the temperature units conversion, digital filter, scaling, or the
output bias adjustment. The full block output in engineering units with these
parameters applied can be seen in the VIEW mode within loop configuration.
Calibration and calibration verification of the following function blocks:
• AIN1-4 - Analog Input MPU board (3) and I/O Expander board (1)
• AOUT1-3 - Analog Output MPU board (2) and I/O Expander board (1)
• When field calibrating a controller for a critical application, consider the
following:
If the input is a current signal (e.g., 4-20 mA), use a precision current source. The
250 ohm precision range resistor installed across the input terminals for
calibration should remain with the station, connected across that set of terminals,
to eliminate the voltage drop variation due to resistor tolerance.

261
Allow the Station to warm-up for an hour prior to calibration. The ambient
temperature should be close to normal operating conditions. The controller must
be off-line during calibration.
ANALOG INPUT (AIN1-4)
Analog input function blocks have been factory calibrated for 1 to 5 Vdc inputs.
Recalibration should not be required unless calibration parameters are to be
changed. Periodic recalibration should not be necessary. To calibrate an analog
input, use the following procedure.
1. At the controller‘s rear terminals, connect an electronic calibrator or precision
reference source capable of supplying a voltage between 0.000 and 5.000 Vdc to
the selected analog input terminals (e.g. AIN1 or AIN2). Ensure that terminal
screws are tight.
2. If security is enabled, a level 1 or level 4 security combinations will be needed to
store the results of a calibration.
3. Apply power to the station.
4. Press the ENTER CONF button to enter the configuration mode at the MENU
level. Rotate the Pulser Knob to select ‗STATION‘ on the alphanumeric (lower)
display.
5. Press the STEP DOWN button to choose options at the station level and rotate the
Pulser Knob to select ‗CAL‘ on the alphanumeric display.
6. Press the STEP DOWN button to enter the FUNCTION BLOCK level. Rotate the
Pulser Knob to select the desired input (e.g. AIN1 or AIN2).
7. Press the STEP DOWN button to enter the PARAMETER level.
8. Rotate the Pulser Knob to select the desired parameter, CAL ZERO, shown on the
alphanumeric display.
9. Press the STEP DOWN button to enter the VALUE level (‗CAL‘ appears on
upper display).
10. Set the precision voltage source to the zero input value (0.000 to 1.000 Vdc).
11. Press STORE to lock-in the desired value. If ENTER COM appears in the
alphanumeric display, security is enabled and steps 1) through 5) must be
performed to store the calibration. Otherwise, go to step 12.
1) The numeric display shows 000000 with the right-most digit flashing. Rotate the
pulser knob to set the units digit to the correct number.
2) Press the TAG/ key to select the next digit, the tens digit. Rotate the pulser
knob to select a number for that digit.
3) Move to and select the needed number for each remaining digit.
4) Press ENTER. If combination entered is incorrect, ―ACCESS/ DENIED‖ will be
displayed and controller will return to the parameter level. Otherwise, go to step
12
12. Press the STEP UP button. Rotate the Pulser Knob to select the ‗CAL FULL‘
parameter.
13. Press the STEP DOWN button to enter the VALUE level (‗CAL‘ appears on
upper display).
14. Set the voltage source to the full scale input value (4.000 to 5.000 Vdc).
15. Press STORE.
16. For verification perform the following steps:

262
1) Press STEP UP button. Rotate Pulser Knob to select ‗CAL VIEW‘ parameter.
2) Press STEP DOWN button to enter VALUE level. Set precision voltage source to
zero input voltage. The display should read 0%.
3) Set source to full scale voltage. The display should read 100%.
17. If all points have been calibrated and verified, press EXIT button to leave the
calibration mode and enter the operation mode. If additional function blocks are
to be calibrated and verified, press the STEP UP button to enter the FUNCTION
BLOCK level. Perform steps 2-16 for each function block.
If security is enabled, exiting the configuration mode will lock out the calibration
mode until the security combination is re-entered
ANALOG OUTPUT (AOUT1-3)
Analog output function blocks have been factory calibrated to 4-20 mAdc outputs.
If recalibration is necessary use the following procedure.
1. At the controller‘s rear terminals, connect an electronic calibrator or digital
multimeter capable of displaying 4.00 and 20.00 mAdc to the selected analog
output terminals (AOUT1 or AOUT2)
2. If security is enabled, a level 1 or level 4 security combinations will be needed to
store the results of a calibration.
3. Apply power to the station.
4. Press the ENTER CONF button to enter the configuration mode at the MENU
level.
5. Rotate the Pulser Knob to select ‗STATION‘ on the alphanumeric (lower)
display.
6. Press the STEP DOWN button to choose options at the station level and rotate the
Pulser Knob to select ‗CAL‘ on the alphanumeric display.
7. Press the STEP DOWN button to enter the FUNCTION BLOCK level. Rotate the
Pulser Knob to select the desired output (e.g. AOUT1).
8. Press the STEP DOWN button to enter the PARAMETER level. Rotate the Pulser
Knob to select the desired parameter, CAL ZERO, shown on the alphanumeric
display
9. Press the STEP DOWN button to enter the VALUE level (‗CAL‘ appears on
display).
10. Rotate the Pulser Knob to set the zero output to 4.00 mA on the digital multimeter
or electronic calibrator.
11. Press the STORE button to lock-in the desired value. (If ―ENTER COM‖ appears
in the alphanumeric display, go to Section 12.1, step 13 for entering a level 1 or
level 4 security combinations.)
12. Press the STEP UP button. Rotate the Pulser Knob to select the ‗CAL FULL‘
parameter.
13. Press the STEP DOWN button to enter the VALUE level (‗CAL‘ appears on
display).
14. Rotate the Pulser Knob to set the full scale output to 20.00 mA.
15. Press STORE.
16. For verification perform the following steps:
1) Press STEP UP button and rotate Pulser Knob to select ‗CAL VIEW‘ parameter.
2) Press STEP DOWN button to enter VALUE level.

263
3) Rotate Pulser Knob to set display to 0.0%. Output current should be 4.00 mA.
4) Rotate Pulser Knob to set 100.0%. Output current should be 20.00 mA.
17. If all points have been calibrated and verified, press EXIT button to leave
calibration mode and enter operation mode. If additional function blocks are to be
calibrated and verified, press STEP UP button to enter FUNCTION BLOCK
level. Perform steps 2-16 for each function block.
If security is enabled, the exiting the configuration mode will lock out the
calibration mode until the security combination is re-entered.
SELECTION CRITERIA
(As per the specifications mentioned above)
CONFORMATION TO STANDARDS
EN 50081-1:1992 electro magnetic compatibility – generic emission standard-
part 1: residential, commercial and light industry
EN 61000-6-2:1999 electro magnetic compatibility (EMC) – part 6-2: generic
standards-immunity for industrial environments
EN 61010-1:1993 safety requirements for electrical equipment for measurement,
control and laboratory
APPLICATIONS
• Automated Test
• Machines and Manufacturing
• Medical
• Research
PARTIAL LIST OF SUPPLIERS
• Siemens
• Fanuc
• Mitsubishi
• Rockwell
• Bosch
• Rexroth Indramat
• National Instruments
• Emerson

264
DISPLAYS AND ANNUNCIATORS
Topic Description Page no
ANNUNCIATORS AND ALARMS……………………………..263
DISPLAY DEVICE………………………………………………268
INDICATION LAMPS…………………………………………..277

265
ANNUNCIATORS & ALARMS
DESCRIPTION
The purpose of an alarm system (annunciator) is to bring attention to an abnormal or
unsafe operating condition in the plant.
Traditional annunciators used discrete alarm modules for this purpose. These dedicated
hardware units are diminishing in numbers yet are still used in installations where
simplicity is desired or where separation from the basic process control system is
required for safety reasons.
In some installations where traditional units have been replaced by PLC- or DCS-based
annunciators, the recognition of and response to alarm conditions have deteriorated
because on computer screens they are not very visible and can go unnoticed. It is possible
to connect conventional annunciators as front-end devices to DCS systems through
various communication links.
More sophisticated annunciator designs can incorporate bar graph-type displays, color
computer graphics, and event recording or data-logging systems. The annunciators were
compact, reliable, and because of the hermetically sealed relay logic modules, they could
also be mounted in certain hazardous areas in addition to the general-purpose control
rooms. Miniaturization of instruments and the use of graphic control panels initiated the
development of remote annunciator systems, consisting of a remotely mounted relay
cabinet connected to alarm lights installed at appropriate points in the graphic or semi
graphic diagram.
SYMBOLS
Low level alarm high temperature alarm high and low pressure
alarm
Flow sheet symbol
FIGURE
LAL PAHL TAH

266
PRINCIPLE OF OPERATION
The annunciator system consists of multiple alarm points. Each alarm circuit includes a
trouble contact (alarm switch), a logic module, and a visual indicator (Figure 1).
Figure1: The main components of a traditional annunciator system
The individual alarm points are operated from a common power supply and share a
number of annunciator system components, including an audible signal generator
(horn), a flasher, and acknowledge and test pushbuttons. In normal operation the
annunciator system and individual alarm points are quiescent.
The trouble contact is an alarm switch that monitors a particular process variable
and is actuated when the variable exceeds preset limits.
In electrical annunciator systems it is normally a switch contact that closes (makes)
or opens (breaks) the electrical circuit to the logic module and thereby initiates the
alarm condition. In the alert state, the annunciator turns on the visual indicator of
the particular alarm point, the audible signal, and the flasher for the system.
The visual indicator is usually a back lighted nameplate engraved with an
inscription to identify the variable and the abnormal condition, but it can also be a
bull‘s-eye light with a nameplate.
The audible signal can be a horn, a buzzer, or a bell.
The flasher is common to all individual alarm points and interrupts the circuit to the
visual indicator as that point goes into the alert condition. This causes the light to
continue to flash intermittently until either the abnormal condition returns to normal
or is acknowledged by the operator.
• The horn acknowledgment pushbutton is provided with a momentary contact: when
it is operated, it changes the logic module circuit to silence the audible signal, stop
the flasher, and turn the visual indicator on ―steady.‖

267
• When the abnormal condition is corrected, the trouble contact returns to normal,
and the visual indicator is automatically turned off.
• The lamp test pushbutton with its momentary contact tests for burned-out lamps in
the visual indicators. When activated, the pushbutton closes a common circuit (bus)
to each visual indicator in the annunciator system, turning on those lamps that are
not already on as result of an abnormal operating condition.
• The alert condition of an alarm point results in a flashing visual indication and an
audible signal. The visual indication turns off automatically when the monitored
process variable returns to normal.
• Because the old sequence designations are still used in some plants, some of their
more common versions are listed in the following tables.

268
• Annunciator sequences may be initiated by alarm switch trouble contacts that are
either open or closed during normal operations. These are referred to as normally
open (NO) and normally closed (NC) sequences, respectively, and the ability to use
the same logic module for either type of trouble contact is called an NO-NC option.
• It is important because some alarm switches are available with either an NO or an
NC contact but not with both, and therefore without the NO-NC option in the logic
module two types of logic modules would be required. The logic module is
converted for use with either form of contact by a switch or wire jumper
connection.
• The relationship between the NO and NC sequences required in the logic module to
match the various trouble contacts and analog measurement signal actions is shown.
Logic trees for the NO and NC annunciator sequences
Types
1. Integral Annunciator • The integral annunciators, a cabinet containing a group of individual annunciator
points wired to terminal blocks for connection to external trouble contacts, power
supply, horn and acknowledge and test pushbuttons, is the most economical of the
various packaging methods available in terms of cost per point. It is also the
simplest and cheapest to install.
• Two methods of packaging integral annunciators are illustrated in Figure 4.1g-non
modular & modular types.

269

270
2. Remote Annunciator
• The remote annunciator differs from the integral annunciator in that the visual
indicators are remote from the cabinet or chassis containing the logic modules.
• Remote annunciators were developed to allow the visual indicators to be placed in
their actual process location in the graphic flow diagram.
General purpose, remote annunciator cabinets
3. Semi graphic Annunciator
• The semi graphic annunciator developed in the late 1960s combines some of the
advantages of the integral annunciator with the flexibility to locate visual indicators
at appropriate points in a graphic flow diagram. Figure 4.1j illustrates a semi
graphic annunciator.
• It consists of a cabinet containing annunciator logic modules wired to visual
indicators placed in a 3/4-inch (18.75-mm) lamp insertion matrix grid forming the
cabinet front.
• The semi graphic display is placed between the lamp grid and a transparent
protective cover plate, and the visual indicators are positioned to backlight alarm
name plates located in the graphic display.

271
Control panels with integral, remote, and semi graphic annunciators.

272
4. Recording Annunciators
• Solid-state, high-speed, recording annunciators are available to amend or substitute
a printed record of abnormal events for only visual and/or audible alarms. These
systems print out a record of the events and identify the variable, the time at which
the alarm occurs, and the time at which the system returns to normal.
Functional block diagram of a digital, recording annunciator with its printer, which
can be replaced by a CRT.
5. Relay-Type Annunciators
• The basic element of this annunciator is an electrical relay wired to provide the
logic functions required to operate a particular sequence. Figure 4.1m illustrates
some of the basic relay designs.

273
Standard electro-mechanical relay structures include: a) the clapper-type, b) the phone-
type, c) the balanced-force, and d) the reed relay
6. Pneumatic Annunciators
Pneumatic annunciators consist of air-operated equivalents of the trouble contact,
logic module, and visual indicator stages of an electrical annunciator system. A
single-point system furnishing high tank level monitoring is shown in Figure 4.1q.
The tubing configuration and components of a pneumatic annunciator circuit

274
INSTALLATION
In order to be mounted in Class 1 explosion-proof areas, they required purging (Figure1).
Figure 1: Local annunciators were available in explosion-proof designs or were mounted
in air purged enclosures when mounted in class 1 areas
INSPECTION AND TESTING
• Operational Test: Full operational test is incorporated in the annunciator sequence
shown by replacement of the jumper connection between main bus terminals K and
N with a normally closed momentary contact pushbutton, which when pushed
opens all annunciator circuits, thus initiating the alert condition of all alarm points
in the normal condition.
• Lamp Test: The lamp test circuit operates the visual indicators of only those alarm
points that are in the normal condition.
CONFORMATION TO STANDARDS
• ISA Sequence 1B
• ISA Sequence 1D
• ISA Sequence 2A
• ISA Sequence 2C
• ISA Sequence 4A
• ISA 18.1
APPLICATIONS
• Annunciator systems are installed in areas ranging from general purpose to
hazardous.
• Annunciator cabinets are installed indoors and outdoors in a variety of dusty,
moisture-laden, and other adverse environments.
• Industrial annunciator cabinets are usually designed for general-purpose, dry indoor
use. Special cabinets and enclosures are used in hazardous, moist, and outdoor
locations.
• Alarm annunciators in safety related applications
• In industrial process control, an annunciator panel is a system to alert operators of
alarm conditions in the plant.
• Aviation applications

275
PARTIAL LIST OF SUPPLIERS
• 4B Components Ltd.
• Acromag Inc.
• Adaptive Micro Systems Inc.
• Advotech Inc.
• Ametek Power Instruments
• Barnett Engineering Ltd.
• Beta Calibrators div.
• CAL Controls Inc.
• CEA Instruments Inc.
• Cole-Parmer Instrument Co.
• CTC Parker Automation
• Daytronic Corp.
• Devar Inc.
• Draeger Safety Inc.

276
DISPLAYS DESCRIPTION
Seven Segment Display: A seven-segment display, or seven-segment indicator, is a form
of electronic display device for displaying decimal numerals that is an alternative to the
more complex dot-matrix displays.
Seven-segment displays are widely used in digital clocks, electronic meters, and other
electronic devices for displaying numerical information.
FIGURE
A seven segment display, as its name indicates, is composed of seven elements.
Individually on or off, they can be combined to produce simplified representations of the
Arabic numerals. Often the seven segments are arranged in an oblique (slanted)
arrangement, which aids readability.
In most applications, the seven segments are of nearly uniform shape and size (usually
elongated hexagons, though trapezoids and rectangles can also be used), though in the
case of adding machines, the vertical segments are longer and more oddly shaped at the
ends in an effort to further enhance readability.
The seven segments are arranged as a rectangle of two vertical segments on each side
with one horizontal segment on the top, middle, and bottom. Additionally, the seventh
segment bisects the rectangle horizontally.

277
There are also fourteen-segment displays and sixteen-segment displays (for full
alphanumeric); however, these have mostly been replaced by dot-matrix displays.
PRINCIPLE OF OPERATION
• A seven-segment display is a group of light emitting diodes (LED s) pattern.
• To understand how the display works lets investigate how an LED works
• When charge carriers flow through a diode, the electrons flow one direction, here
to the left, and the holes or positive charge in the opposite direction, here to the
right, see Figure

278
• The higher energy electrons travel in the higher energy conduction band of the
diode.
• The holes travel in the lower energy valance band.
• The negative charge of the electrons is attracted to the positive charge of the hole.
• When the electron ―falls‖ into the hole, recombination has occurred, see Figure.
• From modern physics, we have learned to be at the lower energy level of the
valance band the electron must be given up energy.
• This energy release is in the form of a photon, see Figure. The higher the energy
given up, the high the frequency of the wave.
• We observe this energy in our eyes as the color of the light.
• Our eyes are only sensitive to a limited range of frequency.
• Lower energy waves are perceived as red, see Figure. The higher energy waves
are perceived as violet.

279
PRINCIPLE OF OPERATION
• The interface is either a 4-bit or 8-bit parallel bus that allows fast reading/writing
of data to and from the LCD.
• The waveform shown will write an ASCII Byte out to the LCD's screen
• The ASCII code to be displayed is eight bits long and is sent to the LCD either
four or eight bits at a time.
• If 4-bit mode is used, two nibbles of data (First high four bits and then low four
bits with an E Clock pulse with each nibble) are sent to complete a full eight-bit
transfer.
• The E Clock is used to initiate the data transfer within the LCD
• 8-bit mode is best used when speed is required in an application and at least ten
I/O pins are available.
• 4-bit mode requires a minimum of six bits.
• In 4-bit mode, only the top 4 data bits (DB4-7) are used.
• The R/S pin is used to select whether data or an instruction is being transferred
between the microcontroller and the LCD.
• If the pin is high, then the byte at the current LCD Cursor Position can be read or
written.
• If the pin is low, either an instruction is being sent to the LCD or the execution
status of the last instruction is read back (whether or not it has completed).
• Reading Data back is best used in applications which required data to be moved
back and forth on the LCD (such as in applications which scroll data between
lines).

280
• The "Busy Flag‖ can be polled to determine when the last instruction that has
been sent has completed processing.
• For most applications, there really is no reason to read from the LCD.
• The application can write to the LCD and wait the maximum amount of time for
each instruction (4.1 milliseconds for clearing the display or moving the
cursor/display to the "home position", 160 microseconds for all other commands).
• Different LCD‘s execute instructions at different rates and to avoid problems later
on (such as if the LCD is changed to a slower unit), the recommended maximum
delays can be used
Example of busy flag testing using an 8-bit interface.
4 Bit Interface
INSTALLATION
Diode placement in a seven segment display, no decimal
• There are two types of displays available, common anode and common cathode.

281
• The wiring for a common anode is shown.
• The wiring for the common cathode is shown.
2. LCD DISPLAYS: A liquid crystal display (LCD) is a thin, flat electronic visual
display that uses the light modulating properties of liquid crystals (LCs). LCs does not
emit light directly.
Liquid crystal display consists of an array of tiny segments (called pixels) that can be
manipulated to present information. This basic idea is common to all displays, ranging
from simple calculators to a full color LCD television.

282
FIGURE
LCD HD44780 Pin assignment for <= 80 character displays
Pin number
1
2
3
4
5
Symbol
Vss--
Vcc--
Vee--
RS
R/W
Level
0/1
0/1
I/O Function
Power supply (GND)
Power supply (+5V)
Contrast adjust
0 = Instruction input
1 = Data input
0 = Write to LCD module

283
6
7
8
9
10
11
12
13
14
E1
DB0
DB1
DB2
DB3
DB4
DB5
DB6
DB7
0/1
0/1
0/1
0/1
0/1
0/1
0/1
0/1
1 = Read from LCD
Enable signal
I/O Data bus line 0 LSB
I/O Data bus line1
I/O Data bus line14(MSB)
Bit name Setting / Status
I/D
S
D
C
B
S/C
R/L
DL
N
F
BF
0 = Decrement cursor position
1 = Increment cursor position
0 = No display shift; 1 = Display shift
0 = Display off; 1 = Display on
0 = Cursor off; 1 = Cursor on
0 = Cursor blink off; 1 = Cursor blink on
0 = Move cursor; 1 = Shift display
0 = Shift left; 1 = Shift right
0 = 4-bit interface; 1 = 8-bit interface
0 = 1/8 or 1/11 Duty (1 line)
1 = 1/16 Duty (2 lines)
0 = 5x7 dots; 1 = 5x10 dots
0 = Can accept instruction
1 = Internal operation in progress
APPLICATIONS • The above mentioned displays are being used in various industries for their
process status indicating purposes in the control panels. The instrument gives
signal to the control room where it will be compared with the set value & the
compared output will initiate a potential free contact through which the lamp will
be connected to show the status in the panel, to indicate whether it is high or low.
• Application is widely used in different process variables which start from ‗A‘ to Z
as far as variables are concerned.
• Application ranges from Pharmaceutical, Petroleum, Chemical, Textile, Nuclear,
aerospace, Oil and Gas, Smelter Plants, Electrolytic plants, insecticide plants,
fertilizers and the list is widening

284
PARTIAL LIST OF SUPPLIERS
• Siemens
• Ultima
• Acron
• Asian Electronics
• Technophilia

285
INDICATION LAMPS DESCRIPTION
Lamps: Lamp is equipment, which produces light.
1. INCANDESCENT TYPE: Incandescent bulbs are made in a wide range of sizes and
voltages, from 1.5 volts to about 300 volts. They require no external regulating
equipment and have a low manufacturing cost, and work well on either alternating
current or direct current. As a result the incandescent lamp is widely used in household
and commercial lighting, for portable lighting such as table lamps, car headlamps, and
flashlights, and for decorative and advertising lighting.
SYMBOL
FIGURE
SPECIFICATIONS
For a supply voltage V near the rated voltage of the lamp:
• Light output is approximately proportional to V^ 3.4
• Power consumption is approximately proportional to V^ 1.6
• Lifetime is approximately proportional to V ^−16
• Color temperature is approximately proportional to V ^0.42

286
Efficiency comparisons
Type Overall luminous efficiency Overall luminous
efficacy
• 40 W tungsten
Incandescent 1.9% 12.6
• 60 W tungsten
Incandescent 2.1% 14.5
• 100 W tungsten
Incandescent 2.6% 17.5
PRINCIPLE OF OPERATION
• Incandescent lamps produce light by means of a filament heated to incandescence
by the flow of electric current through it.
• The main parts of an incandescent lamp, also known as GLS (General Lighting
Service) lamp include the filament, the bulb, the fill gas and the cap.
• Incandescent light bulbs consist of a glass enclosure (the envelope, or bulb) with a
filament of tungsten wire inside the bulb, through which an electric current is
passed.
• Contact wires and a base with two (or more) conductors provide electrical
connections to the filament.
• Incandescent light bulbs usually contain a stem or glass mount anchored to the
bulb's base which allows the electrical contacts to run through the envelope
without gas/air leaks.
• Small wires embedded in the stem in turn support the filament and/or its lead
wires. The bulb is filled with an inert gas such as argon to reduce evaporation of
the filament
1. Outline of Glass bulb
2. Low pressure inert gas
(Argon, neon, nitrogen)
3. Tungsten filament
4. Contact wire (goes out of
stem)
5. Contact wire (goes into
stem)
6. Support wires
7. Stem (glass mount)
8. Contact wire (goes out of
stem)
9. Cap (sleeve)
10. Insulation (vitrite)
11. Electrical contact

287
INSTALLATION
Model sg10-rg (incandescent lamps)
1) Choose location within convenient distance of your power source that is clearly visible
to users. The power connection can be made either through the underside of the housing
by removing the plug and using the ½. EMT fitting provided, or through the back plate.
The EMT fitting may be employed on the back panel as well.
2) Using the housing as a template, drill four (4) holes. If you are mounting to a brick or
masonry wall, we recommend sizing the holes to accept ¼. Diameter lag-type mounting
hardware. For mounting to a surface with access to the rear you may use appropriate
fasteners and size the holes accordingly.
3) Use the gasket provided when mounting the unit to the wall to seal the back plate.
TESTING
• A high grade incandescent lamp has 3 distinguished characteristics:
1. Absence of all defects in mechanical construction of lamp
2. Accuracy & uniformity in candle power & watt rating
3. Good maintenance of candle power in service & uniformity
SELECTION The best lamp is selected by the excellence in these features.
• Physical Defects: loose caps or bases, poor or bad vacuum, spotted or discolored
carbons, weak joints between filament & leading in wires etc. Loose caps or bases
identified by twisting the cap & bulb. Poor or bad vacuum, spotted or discolored
carbons by causing filament to vibrate, vibration will cease. Filaments should
reveal a smooth, clear, solid. Dark gray surface.
• Correct & uniform Rating: Lamps should measure 10% above or below rated
wattage, 10% above or below rated candle power at marked voltage
• Correct & uniform Rating: Lamps should measure 10% above or below rated
wattage, 10% above or below rated candle power at marked voltage.
Correct & uniform Rating is desirable because it ensures:
• Full 7 uniform brilliancy 7 avoids the marked contrasts.
• Uniform power consumption 7 definite meter bills and Good average life
APPLICATIONS
• Incandescent bulbs are commonly used in a variety of applications to provide
light. For example, incandescent bulbs may be used as a light source for
illuminated switches, lighted panels, displays, legends, indicators etc...
• Incandescent bulbs are widely used because they can be lighted using simple
fixtures without using a lighting circuit such as ballast, differently from discharge
lamps.
• The above mentioned incandescent indication lamps are being used in various
industries for their process status indicating purposes in the control panels. The
instrument gives signal to the control room where it will be compared with the set

288
value & the compared output will initiate a potential free contact through which
the lamp will be connected to show the status in the panel, to indicate whether it is
high or low.
• Application is widely used in different process variables which start from ‗A‘ to Z
as far as variables are concerned.
• Application ranges from Pharmaceutical, Petroleum, Chemical, Textile, Nuclear,
aerospace, Oil and Gas, Smelter Plants, Electrolytic plants, insecticide plants,
fertilizers and the list is widening
PARTIAL LIST OF SUPPLIERS
• Philips
• Wamco
• Wipro
• Havells
• Oxley
2. NEON LAMPS: Neon lamps are recommended for 110 volt AC, 220 volt AC, and
DC applications in excess of 90 volts.] The lamps are available in miniature and
subminiature sizes.
SYMBOL
FIGURE

289
SPECIFICATIONS
T-9x16.5mm Lens-end Ring Electrode Wire Terminal Neon-lamp for 115V & 230V
Vs≤65V
1. Features
• High Quality Len-end Wire-Ring-Cup-Electrode
• Neon lamp with 0.35Øx26mm non-plated leads
• 110V-125V (USA) Mains Markets.
2. Physical Dimensions
• Lamp diameter: 9.0mm -0.02/+0.05mm
• Lamp Length: 16.5mm Max.
• Lead Length: 0.35Ø+/-0.02 x 26.0mm Min.
• Seal-tip protrusion: 3.0mm Max.
Operating Conditions:
• -100V 68K 0.75mA 10K Hrs.
• 115V 68K 0.80mA 10K Hrs.
• 230V 180K 0.80mA 10K Hrs.
• Strike-Voltage Vs = 65V Max.
PRINCIPLE OF OPERATION
• A neon lamp is constructed by mounting two electrodes within a small glass
envelope.
• Two wire leads made of tin plated Dumet metal are brought out of the lamp to
make electrical connections to the electrodes.
• Standard brightness lamps are filled with a neon/argon gas mixture, and high
brightness lamps are filled with pure neon gas.
• When a starting voltage (usually 55-110 volts AC or 90- 140 volts DC) is applied,
the gas ionizes and starts to glow permitting a very small current to travel from
one electrode to the other.
• Once ionized, a lower voltage will maintain the operation of the lamp.

290
• The maintaining voltage is usually 10-20 volts below the starting voltage,
depending on the lamp and the operating current.
• For lamps operating on AC voltages of 60 Hz or higher frequency, the light
output will appear to the eye as continuous.
• When the gas ionizes it becomes a conductor, and an external series resistor is
required to limit the current.
• To calculate the value of the series resistor, subtract the maintaining voltage from
the supply voltage to obtain the voltage across the resistor, and then use Ohm‘s
Law and desired current level to determine resistance value.
• R(resistor value in Ohms) = [Vp- Vn]/I
• Vp=power supply voltage) , Vn= (neon lamp voltage),I=(current in Amperes)
• (* Typical neon operating voltage is approximately 90 volts
• Power dissipation in the resistor can be calculated by the following formula,
• P (power in watts) = I (current in Amp.) x I (current in Amp.) x R (resistor in
Ohms)
APPLICATIONS
• The above mentioned Neon indication lamps are being used in various industries
for their process status indicating purposes in the control panels. The instrument
gives signal to the control room where it will be compared with the set value &
the compared output will initiate a potential free contact through which the lamp
will be connected to show the status in the panel, to indicate whether it is high or
low.
• Application ranges from Pharmaceutical, Petroleum, Chemical, Textile, Nuclear,
aerospace, Oil and Gas, Smelter Plants, Electrolytic plants, insecticide plants,
fertilizers and the list is widening
PARTIAL LIST OF SUPPLIERS
• International Light Technologies
• Shokai
• Siemens
3. LED LAMPS
APPLICATIONS
• The above mentioned LED indication lamps are being used in various industries
for their process status indicating purposes in the control panels. The instrument
gives signal to the control room where it will be compared with the set value &
the compared output will initiate a potential free contact through which the lamp
will be connected to show the status in the panel, to indicate whether it is high or
low.

291
• Application is widely used in different process variables which start from ‗A‘ to Z
as far as variables are concerned.
• Application ranges from Pharmaceutical, Petroleum, Chemical, Textile, Nuclear,
aerospace, Oil and Gas, Smelter Plants, Electrolytic plants, insecticide plants,
fertilizers and the list is widening….
PARTIAL LIST OF SUPPLIERS
• International Light Technologies
• Siemens

292
INTERFACING STANDARDS
Topic Description Page no
RS 232 & RS 485………………………………………………..291
HART PROTOCOL…………………………………………….308
INDUSTRIAL ETHERNET…………………………………….317

293
RS 232
DESCRIPTION RS-232(Recommended Standards) is a popular communications interface for connecting
modems and data acquisition devices (i.e. GPS receivers, electronic balances, data
loggers) to computers. RS-232 can be plugged straight into the computer‘s serial port
(know as COM or Comm port). Communication as defined in the RS232 standard is an
asynchronous serial communication method. The word serial means, that the information
is sent one bit at a time. Asynchronous tells us that the information is not sent in
predefined time slots.
FIGURE
RS 232 cable/connector

294
RS-232 (Recommended Standard 232) is the traditional name for a series of standards for
serial binary single-ended data and control signals connecting between a DTE (Data
Terminal Equipment) and a DCE (Data Circuit-terminating Equipment). It is commonly
used in computer serial ports. The standard defines the electrical characteristics and
timing of signals, the meaning of signals, and the physical size and pin out of connectors.
The current version of the standard is TIA-232-F Interface between Data Terminal
Equipment and Data Circuit-Terminating Equipment Employing Serial Binary Data
Interchange
A 25 pin connector as described in the RS-232 standard
SPECIFICATIONS
Transmitted Signal Voltage Levels
• Binary 0: +5 to +15 Vdc (called a ―space‖ or ―on‖)
• Binary 1: -5 to -15 Vdc (called a ―mark‖ or ―off‖)
Received Signal Voltage Levels
• Binary 0: +3 to +13 Vdc
• Binary 1: -3 to -13 Vdc
Data Format
• Start bit: Binary 0
• Data: 5, 6, 7 or 8 bits
• Parity: Odd, even, mark or space
• (not used with 8-bit data)
• Stop bit: Binary 1,
• one or two bits
RS232 physical properties
• The RS232 standard describes a communication method capable of
communicating in different environments. This has had its impact on the
maximum allowable voltages etc. on the pins.
• The maximum baud rate defined for example is 20 kbps. With current devices like
the 16550A UART, maximum speeds of 1.5 Mbps are allowed.
The voltage limits are shown below
Level Transmitter capable
(V)
Receiver capable
(V)
Space state(0) +5 ... +15 +3 ... +25
Mark state(1) -5 ...... -15 -3 ... -25
undefined -3 ... +3

295
RS232 cable length
Baud rate Maximum cable length (ft)
19200 50
9600 500
4800 1000
2400 3000
PRINCIPLE OF OPERATION
• RS232 standard uses different voltage values to indicate state.
• The "GROUND" pin is the reference used in measuring the voltage on the other
pins. For RS232 to work properly, it is important to connect both GROUND pin
between devices.
• Basically, there is 3 voltages state.
– +3V to +25V [+V]
– between +3V and -3V [unknown voltage]
– -3V to -25V [-V]
• The unknown voltage state also includes the disconnected serial port.
• It is there to make sure there is a clear separation between the positive and
negative voltage state and that no confusion in detecting the current state can
occur.
• Data Pins -TD and RD: The data pins use a clocked +/- voltage pulse to send bits
in a serialized way over a single wire. One wire in each data direction is needed.
Voltage Binary Value Name
-V 1 MARK
+V 0 SPACE
• The serial link use in-band framing to separate individual bytes [which don't
require being 8 bits long]. So each byte sent is placed between a start bit (SPACE)
and at least one stop bit (MARK) and when no data is sent, a continuous stream of
1 (MARK) is sent.

296
Line Driver / Receiver
• RS-232 communication uses voltage up to ±15V. And it uses an inverse logic
(high/true/1 is a negative voltage; low/false/0 is a positive voltage).
• These voltages are far too high for modern (and even older) computer logic.
Therefore, RS-232 interfaces typically contain special hardware, a so-called line
driver and a line receiver.
• The line driver is responsible for converting typical computer voltage logic to the
high voltages used on the RS-232 line, and for inverting the logic. This is used
when the computer hardware transmits serial data. The voltage output is typically
continuous short-circuit safe, as this is required by the RS-232 standard.
• The line receiver is responsible for the inverse operation of the line driver. It
converts incoming RS-232 signals to voltages safe for computer logic, and it of
course also inverts the logic.
• The module MAX232 Driver/Receiver Family is an example of a popular driver /
receiver in amateur electronics
UART
• The UART (universal asynchronous receiver transmitter) is the heart of the serial
hardware.
• It is a chip or part of a chip with the purpose to convert between parallel data and
serial data.
• RS-232 UARTs also typically add the necessary start/stop and parity bits when
transmitting, and decode this information when receiving.
USART
• A USART (universal synchronous/asynchronous receiver transmitter) is a version
of an UART that can also communicate synchronously. Many modern ICs have
this feature. A UART typically operates entirely on computer logic voltage.
• Its serial data input/output voltage is the computer logic voltage, not the serial line
voltage.
• They leave the actual line interface to a particular line driver / receiver. This line
driver / receiver not necessarily needs to be an RS-232 line driver / receiver, but
could e.g. also be an RS-422 differential driver / receiver.
• This, and the fact that baud rate, parity, number of stop bits, number of data bits
are programmable is the reason why UARTs are called universal.
• UARTs are called asynchronous, because they don't use a special clock signal to
synchronize with the remote side. Instead, they use the start/stop bits to identify
the data bits in the serial stream.
Baud Rate Generator
• The baud rate generator is an oscillator.
• It provides a frequency signal which is used to control the timing on the serial
interface.
• Since different line speeds need a different timing, the baud rate generation needs
to be flexible.

297
Interface Logic
• The UART and the baud rate generator are just chips or parts of a larger chip. For
simplifying the discussion we assume they are one chip.
• This chip typically has a bunch of pins which somehow need to be written by or
read by the CPU. So there needs to be some way for the CPU to address the chip
to talk to it.
• There also needs to be some way for the chip to make itself heard in certain
situations.
• It is the job of the interface logic to provide this connection.
Architecturally RS-232 is a bi-directional point to point link.
(Serial port - PC side)
• Officially, RS-232 is defined as the" Interface between data terminal equipment
and data communications equipment using serial binary data exchange.‖
• This definition defines data terminal equipment (DTE) as the computer, while
data communications equipment (DCE) is the modem.
• A modem cable has pin-to-pin connections, and is designed to connect a DTE
device to a DCE device.
• RS-232 is now widely used for direct connections between data acquisition
devices and computer systems
INSTALLATION
Connection Types
• If you wanted to do a general RS-232 connection, you could take a bunch of long
wires and solder them directly.
• But this tends to make a big mess and often those solder connections tend to break
and other problems can develop.
• To deal with these issues, and to make it easier to setup or take down equipment,
some standard connectors have been developed that is commonly found on most
equipment using the RS-232 standards.
• The modem is said to be DCE (Data Communications Equipment) and the
computer is said to be DTE (Data Terminal Equipment).
Cabling Options
• RS-232 cables are commonly available with 4, 9 or 25-pin wiring.
• The 25-pin cable connects every pin; the 9-pin cables do not include many of the
uncommonly used connections;
• 4-pin cables provide the bare minimum connections, and have jumpers to provide
―handshaking‖ for those devices that require it.
• These jumpers connect pins 4, 5 and 8, and also pins 6 and 20.

298
• These connectors come in two forms: A male and a female connector.
• The female connector has holes that allow the pins on the male end to be inserted
into the connector
EIA/TIA 574: "DB-9"
• This is a female "DB-9" connector (properly known as DE9F):
• The female DB-9 connector is typically used as the "plug" that goes into a typical
PC.
• If you see one of these on the back of your computer, it is likely not to be used for
serial communication, but rather for things like early VGA or CGA monitors (not
SVGA) or for some special control/joystick equipment.
And this is a male "DB-9" connector (properly known as DE9M)
• RS-232C: DB-25
• This is a female DB-25 connector (also known as DB25F):
• This is a male DB-25 connector (also known as DB25M)

299
Signals
Commonly-used signals are:
• Transmitted Data (TxD): Data sent from DTE to DCE.
• Received Data (RxD): Data sent from DCE to DTE.
• Request to Send (RTS): Asserted (set to 0) by DTE to prepare DCE to receive
data.
• Clear To Send (CTS): Asserted by DCE to acknowledge RTS and allow DTE to
transmit.
• Data Terminal Ready (DTR): Asserted by DTE to indicate that it is ready to be
connected. If the DCE is a modem, it should go "off hook" when it receives this
signal. If this signal is de-asserted, the modem should respond by immediately
hanging up.
• Data Set Ready (DSR)
• Asserted by DCE to indicate an active connection.
• Carrier Detect (CD): Asserted by DCE when a connection has been established
with remote equipment.
• Ring Indicator (RI): Asserted by DCE when it detects ring signal from telephone
line.
9 pin RS 232
25 pin RS 232
(Serial port - PC side)
Common 25 pin D-shell connector pin out used for asynchronous data
communications.
Pin Signal
1 PGND Protective Ground
2 TXD Transmit Data
3 RXD Receive Data
4 RTS Ready To Send
5 CTS Clear To Send
6 DSR Data Set Ready
7 SG Signal Ground
8 CD Carrier Detect
20 DTR Data Terminal Ready
22 RI Ring Indicator

300
• Connecting two DTE devices together requires a null modem that acts as a DCE
between the devices by swapping the corresponding signals (TD-RD, DTR-DSR,
and RTS-CTS).
• This can be done with a separate device and two cables, or using a cable wired.
• If devices require Carrier Detect, it can be simulated by connecting DSR and
DCD internally in the connector, thus obtaining CD from the remote DTR signal.
Handshaking
• The standard RS-232 use of the RTS and CTS lines is asymmetrical.
• The DTE asserts RTS to indicate a desire to transmit and the DCE asserts CTS in
response to grant permission.
• This allows for half-duplex modems that disable their transmitters when not
required, and must transmit a synchronization preamble to the receiver when they
are re-enabled.
• There is no way for the DTE to indicate that it is unable to accept data from the
DCE.
Voltages
• The signal level of the RS232 pins can have two states.
• A high bit, or mark state is identified by a negative voltage and a low bit or space
state uses a positive value. (This might be a bit confusing, because in normal
circumstances, high logical values are defined by high voltages also.)
RS-232 Speed
The maximum speed, according to the standard, is 20kbit/s. However, modern
equipment can operate much faster than this. (I.e. Lynx can reach 115200 baud.)
The length of the cable also plays a part in maximum speed.
The longer the cable and the slower the speed at which you can obtain accurate
results. A large wire capacitance and inductance limits the maximum length of the
cable and/or the maximum speed;
Moreover higher is the capacitance of the cable higher is the interference between
two adjacent signal wire. 50 feet (15m) @ max baud rate is commonly quoted as
the maximum distance. It is not specified in EIA standard but its recommended
respect these values.
Maximum cable lengths
• Cable length is one of the most discussed items in RS232 world. The standard has
a clear answer; the maximum cable length is 50 feet, or the cable length equal to a
capacitance of 2500 pF. This means that using a cable with low capacitance
allows you to span longer distances without going beyond the limitations of the
standard.
• The cable length mentioned in the standard allows maximum communication
speed to occur. If speed is reduced by a factor 2 or 4, the maximum length
increases dramatically. RS232 standard was originally developed for 20 kbps. By
halving the maximum communication speed, the allowed cable length increases a
factor ten!

301
Selecting a Cable
• The major consideration in choosing an RS-232 cable is what devices are to be
connected.
• First, are you connecting two DTE devices (null modem cable) or a DTE device
to a DCE device (modem cable).
• Second, what connectors are required on each end, male or female, 25-pin or 9-
pin (AT style).
• Usually, it is recommended that the user obtain the two devices to be connected,
and then determine which cable is required.
• The modem is said to be DCE (Data Communications Equipment) and the
computer is said to be DTE (Data Terminal Equipment).
• Thus for connecting DTE-to-DCE you use straight-thru cable.
• For connecting DTE-to-DTE you must use a null-modem cable (also called a
crossover cable).
RS232 null modem cables
• The using a null modem cable is easiest way to connect two PC's.
• For simple connections, a three line cable connecting the signal ground and
receive and transmit lines is sufficient.
• Depending of the software used, some sort of handshaking may however be
necessary. Use the selection table to find the right cable for each purpose.
• With a null modem connection, the transmit and receive lines are cross linked.
Depending on the purpose, sometimes also one or more handshake lines are cross
linked.

302
Serial (RS232) null modem cable (DB9-DB9). Pin out
• Use this cable between two DTE devices (for instance two computers).
DB9 pin D-SUB female to PC1 DB9 pin D-SUB female to PC2
APPLICATIONS
• Telecommunication Application: Cellular Network Performance Testing
Transportation Applications: Vehicle Diagnostics

303
• Medical Applications : in Medical Research , Medical Imaging
• Industrial Control Applications : FLASH Memory Programming , Spallation
Neutron Source Project
• Entertainment Applications
RS 485
DESCRIPTION
The interface popularly known as RS-485 is an electrical specification for multipoint
systems that use balanced lines. RS-485 supports multiple drivers and receivers. An RS-
485 network can have up to 32 unit loads, with one unit load equivalent to an input
impedance of 12k. An RS-485 link can extend as far as 4000 ft and can transfer data at up
to 10 Mbps, but not both at the same time. At 90 kbps, the maximum cable length is 4000
ft, at 1 Mbps it drops to 400 ft, and at 10 Mbps it drops to 50 ft. For more nodes or long
distances, you can use repeaters that regenerate the signals and begin a new RS-485 line.
Most RS-485 links use the familiar asynchronous protocols supported by the UARTs in
PCs and other computers. A transmitted word consists of a start bit followed by data bits,
an optional parity bit, and a stop bit. It allows high data rates communications over long
distances in real world environments.
The specification document (TIA/ EIA-485-A) defines the electrical characteristics of the
line and its drivers and receivers

304
FIGURE
RS 485 cable/connector
The architectural difference between RS-232 and RS-485 is that 232 is a bi-directional
point to point link, whereas 485 is a single channel bus. Electrically, each 232 signal uses
a single wire with symmetric voltages about a common ground wire. 485 uses two wires
to carry the single signal differentially. The big difference to the software is that only one
device on a 485 bus can transmit at a time, whilst there is not similar limitation on RS232
because is a peer-to-peer link.
SPECIFICATIONS
• Mode of Operation : Differential
• Number of Drivers and Receivers : 32Drivers,32Receivers
• Maximum cable length (meters) : 1200
• Maximum data rate (baud) : 10 M
• Max. common mode voltage (Volts) : 12 to -7
• Min. driver output levels (Loaded) : +/- 1.5
• Min. driver output levels(Unloaded) : +/- 6
• Drive Load (Ohms) : 60 (min)
• Driver output short circuit current limit :150mA to Gnd, 250 to -7 or 12 V
• Min. receiver input Resistance :12 k ohms
• Receiver sensitivity : +/- 200mv
• Max. Driver Current in High Z State Power ON : N/A
• Max. Driver Current in High Z State Power Off : +/-100uA
• Slew Rate (Max.) : N/A
• Receiver Input Voltage Range : -7V to +12V
Receiver Input Sensitivity : +/-200mV
Receiver Input Resistance : 12k

305
PRINCIPLE OF OPERATION
• In a 485 network the ―master‖ will start the ―conversation‖ with a ―Query‖
addressed to a specific ―slave‖, the ―master‖ will then listen for the ―slave‘s‖
response.
• If the ―slave‖ does not respond within a pre-defined period, (set by control
software in the ―master‖), the ―master‖ will abandon the ―conversation‖.
• In this configuration, the master device is typically centrally located along the bus
so it would be two slave devices located at the physical end of the wires that
would provide the termination.
• The master device would provide termination if it itself was located at a physical
end of the wires.
• The recommended arrangement of the wires is as a connected series of point-to-
point (multi dropped) nodes, a line or bus, not a star, ring, or multiply-connected
network.
• Ideally, the two ends of the cable will have a termination resistor connected across
the two wires.
• Without termination resistors, reflections of fast driver edges can cause multiple
data edges that can cause data corruption.
• Termination resistors also reduce electrical noise sensitivity due to the lower
impedance, and bias resistors are sometimes required.
• The value of each termination resistor should be equal to the cable impedance
(typically, 120 ohms for twisted pairs).
• Star and ring topologies are not recommended because of signal reflections or
excessively low or high termination impedance.
• By using repeaters and multi-repeaters very large RS485 networks can be formed
• Star systems allow for very maintainable systems, without violating any of the
RS485 specifications.
• Repeaters can also be used to extend the distance and/or number of nodes on a
network.
• Bias resistors are sometimes used to bias data lines when the lines are not being
driven by any device.

306
INSTALLATION
Connectors
• EIA-485 does not specify any connector. The following table lists some typical
RS-485 signal pin assignments
• RS 485 Pin Out with respect to DB25 & DB9

307
Pin assignment
• The RS485 differential line consists of two pins:
• A '-' (TxD-/RxD-) inverting pin which is negative (compared to B) when the line
is idle (i.e. data is 1).
• B '+' (TxD+/RxD+) non-inverting pin which is positive (compared to A) when the
line is idle (i.e. data is 1).
• In addition to the A and B connections, the EIA standard also specifies a third
interconnection point called C, which is the common ground.

308
RS 485 signal wiring
Waveform example
• The graph below shows potentials of the '+' and '−' pins of an RS-485 line during
transmission of an RS-485 byte:
SELECTION CRITERIA
• When purchasing devices for an RS-485 system many pitfalls can be avoided by
determining the device‘s communications characteristics before the system design
is complete.
• Knowing what questions to ask up front can save a lot of troubleshooting in the
field.
• The following device characteristics are all things that should be answered in the
system design stage.
1 Is the device configured for two-wire or four-wire systems?
2 Is a signal ground connection available?
3 Is the device isolated? Does it contain surge suppression?
4 What value bias resistors (if any) are used in the device? Are they accessible
for modification?
5 Is the device terminated? Is it accessible for modification?
6 What is the device‘s response time (turn around delay)?
7 What is the programmable address range of the device?
8 What baud rate, or range of baud rates, is supported?
• Beyond the obvious traits such as number of conductors and wire gauge, cable
specifications include a handful of less intuitive terms.
• Characteristic Impedance (Ohms): A value based on the inherent conductance,
resistance, capacitance and inductance of a cable that represents the impedance of
an infinitely long cable.

309
• When the cable is cut to any length and terminated with this Characteristic
Impedance, measurements of the cable will be identical to values obtained from
the infinite length cable.
• That is to say that the termination of the cable with this impedance gives the cable
the appearance of being infinite length, allowing no reflections of the transmitted
signal.
• If termination is required in a system, the termination impedance value should
match the Characteristic Impedance of the cable.
• Shunt Capacitance (pFft): The amount of equivalent capacitive load of the cable,
typically listed in a per foot basis.
• One of the factors limiting total cable length is the capacitive load.
• Systems with long lengths benefit from using low capacitance cable.
• Propagation velocity (% of c): Speed at which an electrical signal travels in the
cable.
• The value given typically must be multiplied by the speed of light (c) to obtain
units of meters per second.
• It can be difficult to quantify whether shielding is required in a particular system
or not, until problems arise. We recommend erring on the safe side and using
shielded cable. Shielded cable is only slightly more expensive than unshielded.
Preferred Cabling:
• Use twisted-pair cable. It may be unshielded if the cable run is short (less than 10
m) and the data rate is low (less than 100 Kbps).
• Otherwise, use screened cable with the shield tied to earth ground at one end only.
• Do not tie the shield to digital ground. The other end of the shield may be tied to
earth ground via an R-C network.
• This prevents DC ground loops through the shield. Using shielded cable
minimizes EMI emissions and external noise coupling into the bus.
APPLICATIONS • In a computer system, SCSI-2 and SCSI-3 may use this specification to
implement the physical layer for data transmission between a controller and a disk
drive.
• EIA-485 is used for low-speed data communications in commercial aircraft
cabins vehicle bus
• EIA-485 is used as the physical layer underlying many standard and proprietary
automation protocols used to implement Industrial Control Systems
• These are used in programmable logic controllers and on factory floors. Since it is
differential, it resists electromagnetic interference from motors and welding
equipment.
• In theatre and performance venues EIA-485 networks are used to control lighting
and other systems.
• EIA-485 is also used in building automation as the simple bus wiring and long
cable length is ideal for joining remote devices.
• It may be used to control video surveillance systems or to interconnect security
control panels and devices such as access control card readers.

310
HART PROTOCOL
DESCRIPTION The HART Communications Protocol (Highway Addressable Remote Transducer
Protocol) is an early implementation of Field bus, a digital industrial automation protocol.
Its most notable advantage is that it can communicate over legacy 4-20 mA analog
instrumentation wiring. The HART protocol uses 1200 baud Frequency Shift Keying
(FSK) based on the Bell 202 standards to superimpose digital information on the
conventional 4 to 20mA analogue signal. More specifically, HART is a bi-directional
communication protocol that provides data access between intelligent field instruments
and host systems. A host can be any software application from technician's hand-held
device or laptop to a plant's process control, asset management, safety or other system
using any control platform.
Maintained by an independent organization, the HART Communication Foundation
(HCF), the HART protocol is an industry standard developed to define the
communications protocol between intelligent field devices and a control system. HART
is the most widely used digital communication protocol in the process industries. The 375
Field Communicator is the new standard in handheld communicators. Built on over ten
years of experience with the HART Communicator, is the universal, user upgradeable,
intrinsically safe, rugged and reliable 375 Field Communicator.
FIGURE
Hart field communicator -375 Hart field communicator -475

311
SPECIFICATIONS
Processor and Memory Specifications
• Microprocessor: 80 MHz Hitachi® SH3
• Memory internal flash P: 32 MB
• System Card: 256 MB or higher secure digital card
• RAM: 32 MB
• Expansion module: 32 MB or higher secure digital card
Physical Specifications
• Weight; Approximately 2 lb. (0.9 kg) with battery
• Display: 1/4 VGA (240 by 320 pixels) monochrome 3.8 inch, (9.6 cm)
transflective display with touch screen Anti-glare coated
• Keypad: 25 keys including 4 action keys, 12 alphanumeric keys, 4 programmable
function keys, on/off/standby, and 4 cursor-control (arrow) keys; membrane
design with tactile feedback
Power Supply Specifications • Battery pack: rechargeable NiMH batteries
• Battery operating time:9 hours(continuous use); 20 hours(typical use); 40 hours
(standby mode)
• Battery charger options: Input voltage 85-240 VAC, 50/60 Hz
Connection Specifications
• Battery Charger: Mini DIN 4-pin jack
• HART and field bus: Three 4mm banana plugs
• (one common to HART and FOUNDATION field bus)
• IrDA Port: Infrared data access port supporting up to 115 Kbps ±15 degrees
recommended max. Angle from center line. Apprx. 12‖ (30 cm) max. distance
Environmental Specifications
• Usage : -10 °C (14 °F) to +50 °C (122 °F); 0% to 95% RH (non-condensing) for
0°C (32 °F) to +50°C (122°F)
• Charge: 0 °C (32 °F) to +40 °C (104 °F)
• Storage With Batteries : -20°C (-4 °F) to 55 °C (131 °F)
• Storage Without Batteries :-20 °C (-4 °F) to +60 °C (140 °F)
• Enclosure Rating :IP 51 (from front)
• Shock :Tested to survive a 1-meter drop test onto concrete

312
Cable specification
PRINCIPLE OF OPERATION
HART is an acronym for Highway Addressable Remote Transducer. The HART Protocol
makes use of the Bell 202 Frequency Shift Keying (FSK) principle to superimpose digital
communication signals at a low level on top of the 4-20mA. The digital signal is made up
of two frequencies— 1,200 Hz and 2,200 Hz representing bits 1 and 0, respectively. Sine
waves of these two frequencies are superimposed on the direct current (dc) analog signal
cables to provide simultaneous analog and digital communications (Figure 1). Because
the average value of the FSK signal is always zero, the 4–20 mA analog signals is not
affected. The digital communication signal has a response time of approximately 2–3
data updates per second without interrupting the analog signal. A minimum loop
impedance of 230 W is required for communication.
Figure 1. Frequency Shift Keying (FSK)
HART Communication occurs between two HART-enabled devices, typically a smart
field device and a control or monitoring system. Communication occurs using standard
instrumentation grade wire and using standard wiring and termination practices.

313
The HART Protocol provides two simultaneous communication channels: the 4-20mA
analog signal and a digital signal. The 4-20mA signal communicates the primary
measured value (in the case of a field instrument) using the 4-20mA current loop - the
fastest and most reliable industry standard. Additional device information is
communicated using a digital signal that is superimposed on the analog signal. The
digital signal contains information from the device including device status, diagnostics,
additional measured or calculated values, etc.
Figure 2. Two Communication Channels
HART is a master-slave communication protocol, which means that during normal
operation, each slave (field device) communication is initiated by a master
communication device. Two masters can connect to each HART loop. The primary
master is generally a distributed control system (DCS), programmable logic controller
(PLC), or a personal computer (PC). The secondary master can be a handheld terminal or
another PC. Slave devices include transmitters, actuators, and controllers that respond to
commands from the primary or secondary master. The HART Protocol provides for up to
two masters (primary and secondary). This allows secondary masters such as handheld
communicators to be used without interfering with communications to/from the primary
master, i.e. control/monitoring system.
Figure 3. Primary and Secondary Masters
There are two main operational modes of HART instruments: point-to-point
analog/digital mode, and multidrop mode.
Point-to-point /Peer-to-peer mode (analog/digital)
Here the digital signals are overlaid on the 4-20 mA loop current. Both the 4-20 mA
current and the digital signal are valid output values from the instrument. The polling

314
address of the instrument is set to "0". Only one instrument can be put on each instrument
cable signal pair. One signal, specified by the user to be the 4-20mA signal. Other signals
are sent digitally on top of the 4-20mA signal.
Figure 4. Point-to-Point Configuration
Multidrop Configuration (digital) In this mode only the digital signals are used. The analog loop current is fixed at 4 mA. In
multidrop mode it is possible to have up to 15 instruments on one signal cable. The
polling addresses of the instruments will be in the range 1-15. Each meter needs to have a
unique
address
Figure 5. Multidrop Configuration
Some HART devices support the optional burst communication mode. Burst mode
enables faster communication (3–4 data updates per second). In burst mode, the master
instructs the slave device to continuously broadcast a standard HART reply message
(e.g., the value of the process variable). The master receives the message at the higher
rate until it instructs the slave to stop bursting.

315
INSTALLATION Cabling considerations: If possible, use individually shielded twisted pair cable, either
in single pair or multi-pair varieties. Unshielded cables may be used for short distances,
provided ambient noise and cross-talk will not adversely impact communication. The
minimum conductor size is 0.51mm diameter (#24 AWG) for cable runs less than 1,500
meters (@ 5,000 ft.) and 0.81mm diameter (#20 AWG) for longer distances.
Grounding: To prevent external interference, ground the system properly. In particular,
the signal loop should be grounded, if at all, at one point only. The cable screening must
be connected to ground, again at one point only. It must not be connected to instrument or
junction box cases unless these are isolated from ground. The single ground point will
usually be at or near the host – for example, at the control system.
Wiring • Wiring HART Devices: In general, the installation practice for wired HART
devices is the same as for conventional 4-20mA instrumentation. Guidelines for a
wire
• HART installation involve:
– Using shielded twisted pair cabling with the proper conductor size
– Grounding at one point only
– Ensuring a properly specified power supply
– Staying below the maximum allowable cable length which depends upon the
cable capacitance and the number of network devices.
Integration • Integration of HART Data: There are many ways to integrate HART data and
leverage the intelligence in smart field devices. These simple and cost-effective
strategies include:
– Point-to-Point – This is the most common use of HART technology.
– HART-to-Analog – Integrate HART data with an existing analog control system
by converting digital data into analog signals.
– HART-plus-Analog – A hybrid approach that keeps analog control but provides
better device access.
– Full HART integration – A newer method with continuous communication
between field device and control system.
– HART-to-Plant-Network – This powerful integration strategy passes HART data
into plant Ethernet networks for use anywhere in an enterprise.
Point-to-Point Integration The most common use of HART technology. The communication capability of HART-
enabled devices allows them to be configured and set-up for specific applications. This
reduces spares inventory as well as saving time and money in commissioning and
maintenance. By connecting to the 4-20mA wires anywhere on the current loop, you can
interrogate a device from remote locations. You can then obtain device status and
diagnostic information.

316
HART-to-Analog Integration
Signal extractors communicate with HART devices in real-time to convert the intelligent
information located in these devices into 4-20mA signals. These are then fed into an
existing analog control system. Add this capability one device at a time to get more from
your intelligent HART devices. Some of these devices also provide contact / alarm
closures for early warning of potential problems.
HART-plus-Analog Integration
HART multiplexer package solutions make it easy to communicate with HART devices
by replacing existing I/O termination panels. Your analog control signal continues on to
the control system as it does today. The HART data is lifted off the analog signal and sent
to a device / asset management system providing valuable diagnostics information 24
hours a day 7 days a week. Although the controller is not aware of the HART data, this
solution provides better access to device diagnostics for asset management or process
improvements.
Full HART Integration
Upgrading your Field or Remote I/O system to one that is HART-enabled provides an
integrated path to continuously put HART data directly into your control system. Most
new control systems are HART-capable. Many suppliers offer software and I/O solutions
to make upgrades simple and cost-effective.
Continuous communication between the field device and control system enables
problems with a device, its connection to the process, or inaccuracies in the 4-20mA
control signal to be detected automatically. Corrective action can be taken before there is
negative impact to the process operation. This solution also provides the opportunity to
move from a schedule-based maintenance strategy to a predictive-based maintenance
strategy where devices notify the system of a potential problem – allowing you the ability
to work on devices that only need attention.
Loop diagram

317
Loop diagram (Analog/Digital)
CALIBRATION
It is critical to check the calibration of all field devices periodically. By design, the
HART Protocol provides commands to easily enable this function. It is one reason
why HART technology is so popular. Calibration ensures that a field device provides
a control system with the correct value of a process variable. The controller can then
use this information to take action.
The calibration process consists of three major steps, as shown in the figure below.
They involve transforming and scaling the process variable, and production of the
signal
These steps are necessary because of sensor physics, measurement techniques and
process variable dynamics. The HART Protocol provides standardized trim and
related commands to facilitate the process.
1. Transforming the Process Variable
The first calibration step is the transducer block (see diagram above left). It
transforms a variable – such as pressure, temperature or flow – into a digital
representation of that parameter. In this step, the digital value is generated from

318
properties like the transducer upper and lower limits, trim points, and characterization
data. In general, the field device is calibrated by providing a value from a traceable
reference near the upper and lower limits. Trimming the resulting internal
mathematical calculations compensates for any error. Process calibrators are available
commercially to perform this function using the HART Protocol.
2. Scaling the Process Variable
The second step is referred to as the range block or "zeroing and spanning the
device." This provides values for the upper and lower limits, as well as points in-
between. Here, the upper and lower range values are used to produce digital values.
These will eventually correspond to a 4mA signal for the lower range and a 20mA
signal for the upper range. Percent range, which covers everything between these two
extremes, is developed in this step. In addition, an appropriate transfer function –
such as linear, square root, quadratic, cubic spline, and so on may be applied as part
of this scaling. The transfer function corrects for non-linear relationships between a
process variable and a transducer. In some cases, this is needed because the
transducer is measuring a related variable. Square root functions, for example, are
used to approximate a flow measurement from a differential pressure measurement.
Note that this ranging of a field device is not the same as calibrating it
3. Producing the Signal
The third step creates the final signal. Performed by the DAC (digital to analog
conversion) block, this step produces the 4-20mA output. It ensures that 0% equals
exactly 4mA and 100% equals 20mA. The signal thus generated corresponds to the
process value. From a system perspective, this signal – and the fact that it corresponds
to a particular process value is the most critical function of the field device.
APPLICATIONS HART technology therefore supports the full range of process monitoring and control
applications, including
Equipment and process monitoring
Environmental monitoring, energy management, regulatory compliance
Asset management, predictive maintenance, advanced diagnostics
Closed-loop control (when appropriate
Any HART instrument
PC with RS232 serial interface
PARTIAL LIST OF SUPPLIERS
• Rose mount
• Entress Hauser

319
INDUSTRIAL ETHERNET
DESCRIPTION Industrial Ethernet (IE) is the name given to the use of Ethernet networking in an
industrial environment, for automation and process control. Industrial Ethernet enables a
more flexible, responsive system that encompasses both real-time data from the
production floor. This end to-end networking architecture provides connectivity,
collaboration, and integration from the device level to enterprise business systems. The
benefits of using a switched Ethernet architecture in industrial networking environments
include:
Real-time network performance (including low latency, low jitter, and minimal
packet loss) to develop deterministic systems
Security
Reliability
Manageability and ease-of-use features
Ability to add innovative technologies such as voice, video and collaboration
Industrial Ethernet applies the Ethernet and IP suite of standards developed for data
communication to manufacturing control networks. By implementing an intelligent
Industrial Ethernet solution, organizations can build a manufacturing infrastructure that
delivers the resiliency and network security of traditional field bus solutions, as well as
the improved bandwidth, open connectivity, and standardization that Ethernet provides.
Industrial Ethernet gives organizations substantially greater control over their networked
manufacturing equipment.
The corporate IT network supports traditional administrative functions and corporate
applications, such as human resources, accounting, and procurement, as well as WAN
connections between sites and Internet connectivity. This network is usually based on the
Ethernet and IP suite of standards.
The control-level network connects control and monitoring devices, including
programmable automation controllers, PC-based controllers, I/O racks, drives, and
human-machine interfaces (HMIs).
The device-level network links the controllers with the plant floor‘s I/O devices,
including sensors such as transducers, photo eyes, and flow meters, and other automation
and motion equipment, such as robotics, variable frequency drives, and actuators.
Interconnectivity between these devices was traditionally achieved with a variety of field
buses such as Device Net, Profibus, and Modbus. Instead of using architectures
composed of multiple separate networks, Industrial Ethernet can unite a company‘s
administrative, control-level, and device-level networks to run over a single network
infrastructure.
In an Industrial Ethernet network, field bus-specific information that is used to control
I/O devices and other manufacturing components are embedded into Ethernet frames.
Because the technology is based on industry standards rather than on custom or
proprietary standards, it is more interoperable with other network equipment and
networks. Industrial Ethernet networks that use intelligent switching technology can offer
a variety of advantages compared to traditional industrial networks.
Traditional Proprietary Field bus Architecture

320
The OSI Reference Model
• At the heart of data networking is the Open Systems Interconnection (OSI)
reference model. This conceptual model describes how information from a
software application in one computer moves through a network medium to a
software application in another computer.
• The model was developed by the International Organization for Standardization
(ISO) in 1984, and it is now considered the primary architectural model for
intercomputer communications.
• The OSI reference model divides the tasks involved in moving information
between networked computers into seven smaller, more manageable task groups.
These tasks are then assigned to seven layers in the OSI model. Each layer is self-
contained so that the tasks assigned to it can be implemented independently.
• The seven layers of the OSI reference model can be divided into lower layers (1–
4) and upper layers (5–7). The lower layers focus on data-transport functions
while the upper layers focus on the applications.

321
The physical layer and the data link layer are implemented in hardware and
software. The lowest layer, the physical layer, is closest to the physical network
medium, such as network cabling.
Ethernet resides in Layer 2, as do some implementations of traditional field buses
such as Device Net, which uses the Controller Area Network (CAN) protocol.
Layer 3 takes care of the logical addressing and routing (which way to send data).
Its most common implementation uses the Internet Protocol (IP), which is the
core of World Wide Web addressing and routing.
Layer 4, the last of the lower layers, is the transport layer. It ensures that data is
delivered error-free and in the correct sequence. Industrial Ethernet is broader
than traditional Ethernet technology. While Ethernet technology refers only to
Layers 1 and 2, most Industrial Ethernet solutions also encompass Layers 3 and 4,
using IP addressing in Layer 3, and Transmission Control Protocol (TCP) and
User Datagram Protocol (UDP) in Layer 4, in what is referred to as the IP suite.
The upper layers of the OSI reference model are responsible for application tasks
and are usually implemented only in software. The highest layer, the application

322
layer, is closest to the end user. Both users and application-layer processes
interact with software applications that involve network communications.
SPECIFICATIONS
Industrial Ethernet Specifications
DIN Rail mounting
o Rapid mounting of robust devices by clipping on to a standard DIN Rail.
24VDC power supply (redundant)
Harsh physical environment
o Robust design suitable for industrial applications
Ambient conditions
o Extended temperature range from -40°C up to +70 °C
o No fans
o IP 20/IP30/IP67 relative atmospheric humidity up to 95% (non-
condensing)
Mechanical stability
o Shock and vibration tests in accordance with PLC standards IEC 1131-2,
IEC 60068.
Electrical requirements
o EMI: EN 50022, EN 50082-2, FCC part15 (class B) IEC 1000-4-2, IEC
1000-4-6, IEC 1000-4-4, EN 61000.
Certifications
o CE, cUL60950, cUL 508, cUL 1604 Class1 Div (A,B,C,D) or FM 3611
Class 1 Div2, GL (Germanischer Lloyd) for maritime applications.
High MTBF values
o (Mean Time Between Failure) CE, cUL60950, cUL 508 from approx. 20
to > 100 years, in comparison with office devices with typically 3 to 5
years.
The Cisco® Industrial Ethernet 3000 (IE3000) Series Switches are a new family of
switches that provide a rugged, easy-to-use, secure switching infrastructure for harsh
environments. IE3000 family features industrial design and compliance; tools for ease of
deployment, management, and replacement; and network security based on open
standards. The Cisco IE3000 is an ideal product for Industrial Ethernet applications,
including factory automation, energy and process control, intelligent transportation
systems (ITSs), substations, and other deployments in harsh environments.

323
Cisco IE3000 Switches
Table 1 : Cisco IE3000 Switches Specifications
Cisco
IE3000
Switches
Specifications
IE3000-4TC
� 4 Ethernet 10/100 ports and 2 Dual-Purpose Uplinks (Each Dual
Purpose Uplink port has
one 10/100/1000 Ethernet Port and one SFP based Gigabit Ethernet port,
one port active)
� Each switch supports two (2) Cisco IE3000-8FE modules, one (1)
Cisco IE3000-8FX
module, or one (1) Cisco IE3000-8FE module and one (1) Cisco IE3000-
8FX module
IE3000-8TC
� 8 Ethernet 10/100 ports and 2 Dual-Purpose Uplinks (Each Dual
Purpose Uplink port has
one 10/100/1000 Ethernet Port and one SFP based Gigabit Ethernet port,
one port active)
� Each switch supports two (2) Cisco IE3000-8FE modules, one (1)
Cisco IE3000-8FX
module, or one (1) Cisco IE3000-8FE module and one (1) Cisco IE3000-
8FX module
IE3000-8FE
� Expansion Module for Cisco IE3000-4TC and Cisco IE3000-8TC
Switches, 8 10/100 TX
ports

324
IE3000-8FX
� Expansion Module for Cisco IE3000-4TC and Cisco IE3000-8TC
Switches, 8 100 FX ports
IE3000-
PWR
� Expansion Power Module for Cisco IE3000-4TC and Cisco IE3000-
8TC Switches, supports
110/220VAC and 90-300VDC (base switches support 18VDC-60VDC)
Table 2: Cisco IE3000 Series Switch Hardware
Description Specification
Performance � Wire-speed switching
� 128 MB DRAM
� 64 MB Flash memory
� Configurable up to 8000 MAC addresses
� Configurable up to 255 IGMP groups
� Configurable maximum transmission unit (MTU) of up to 9000
bytes, with a maximum Ethernet
frame size of 9018 bytes (Jumbo frames) for bridging on Gigabit
Ethernet ports, and up to 1998
bytes for bridging of Multiprotocol Label Switching (MPLS) tagged
frames on both 10/100 and
10/100/1000 ports
Connectors
and
Cabling
� 10BASE-T ports: RJ-45 connectors, two-pair Category 3, 4, or 5
unshielded twisted-pair (UTP) cabling
� 100BASE-TX ports: RJ-45 connectors, two-pair Category 5 UTP
cabling
� 1000BASE-T ports: RJ-45 connectors, four-pair Category 5 UTP
cabling
� 1000BASE-SX, -LX/LH, -ZX SFP-based ports: LC fiber connectors
(single/multimode fiber)
� 100BASE-LX10, -FX: LC fiber connectors (single/multimode fiber)
Power
Connectors � The internal power supply supports voltages between 18VDC and
60VDC.
� The extended power adapter (Cisco IE3000-PWR) supports 90-
300VAC and 90-300VDC.

325
� Use the supplied cable to connect the extended power adapter to the
switch power input.
Indicators � Per-port status LED: Link integrity, disabled, activity, speed, full-
duplex indications
� System-status LED: System, link status, link duplex, link speed,
indications
Environmental
Ranges � Operating temperature: 32 to 113ºF (–40 to 70ºC)
� Storage temperature: -13 to 158ºF (–25 to 70ºC)
� Operating relative humidity: 10 to 95% (condensing)
� Operating altitude: Up to 10,000 ft (3049m)
� Storage altitude: Up to 15,000 ft (4573m)
Maximum
Power
Consumption
� 31W (Cisco IE3000-4TC and Cisco IE3000-8TC)
Input Voltage
and Currents
Supported
� 18-60VDC, (Cisco IE3000-4TC and Cisco IE3000-8TC)
� 85-265VAC/88-300VDC, 1.3-0.8A, 50-60 Hz (with addition of
Cisco IE3000-PWR)
Power Rating � Cisco IE3000-4TC: .05KVA
� Cisco IE3000-8TC: .05KVA
INDUSTRIAL ETHERNET OPERATIONS
Industrial Ethernet
• Recognizing that Ethernet is the leading networking solution, many industry
organizations are porting the traditional field bus architectures to Industrial
Ethernet. Industrial Ethernet applies the Ethernet standards developed for data
communication to manufacturing control networks (Figure).
• Using IEEE standards-based equipment, organizations can migrate all or part of
their factory operations to an Ethernet environment at the pace they wish.

326
Using Intelligent Ethernet for Automation Control
• For example, Common Industrial Protocol (CIP) has implementations based upon
Ethernet and the IP protocol suite (Ethernet /IP), Device Net, and Control Net
(among others). Most controllers (with appropriate network connections) can
transfer data from one network type to the other, leveraging existing installations,
yet taking advantage of Ethernet.
• The field bus data structure is applied to Layers 5, 6, and 7 of the OSI reference
model over Ethernet, IP, and TCP/UDP in the transport layer (Layer 4).
• The advantage of Industrial Ethernet is that organizations and devices can
continue using their traditional tools and applications running over a much more
efficient networking infrastructure.
• Industrial Ethernet not only gives manufacturing devices a much faster way to
communicate, but also gives the users better connectivity and transparency,
enabling users to connect to the devices they want without requiring separate
gateways.
ETHERNET NETWORK DESIGN RULE
• The ―5-4-3-2‖ rule states that the maximum transmission path is composed of five
segments linked by four repeaters and, at most, the segments can be made of three
coaxial segments with station nodes and two link [10BASE-FL] segments with no
nodes between. Exceeding these rules means that some nodes will be unable to
communicate with some other nodes. This is a popular simplification of the IEEE
802.3 rule regarding maximum transmission length between two nodes.

327
(Note: these rules only apply when using hubs, not switches or routers.)
IMPLEMENTATION
• Industrial Ethernet usually requires equipment that can handle more severe
environmental conditions, flexible node counts, varieties of media, very
predictable real-time data traffic performance, and increased levels of
segmentation as compared to traditional Ethernet networks in a corporate data
network.
• The primary difference between Industrial Ethernet and traditional Ethernet is the
type of hardware used.
• Industrial Ethernet equipment is designed to operate in harsh environments. It
includes industrial-grade components, convection cooling, and relay output
signaling. And it is designed to operate at extreme temperatures and under
extreme vibration and shock (and other conditions).
• Power requirements for industrial environments differ from data networks, so the
equipment runs using 24 volts of DC power. To maximize network availability,
Industrial Ethernet equipment also includes fault-tolerant features such as
redundant power supplies. The equipment is also modular in order to meet the
highly varying requirements of a factory floor.
• The Industrial Ethernet automation and control protocols themselves and their use
of the available technologies within the standard Ethernet and IP protocol suite
often differ significantly from standard Ethernet implementations.
• For example, in most automation and control applications, 80 percent of the
network traffic is local—one local device talking to another local device often
using multicast (one sender, many receivers) packets.
• Automation and control systems also differ from other applications in their need
for determinism and real-time network requirements—quick and consistent
transmission of the data. The Industrial Ethernet network must be designed and
implemented with these differences in mind.
• Ethernet and the IP protocol suite have developed a number of technologies and
features that support these requirements.

328
• To help optimize synchronous data access, Industrial Ethernet equipment must
include the intelligence to support features such as multicast control (IGMP
Snooping), QoS, and virtual LANs (VLANs).
• Other high availability, security, and management functions should also be
considered depending on the specific automation and control application.
• Over the past 10 years, most Ethernet deployments have used full-duplex
switched Ethernet switches. Switches make it possible for several users to send
information over a network at the same time without slowing each other down.
• In a fully switched network, there are no hubs so each Ethernet network has a
dedicated segment for every node. Because the only devices on each segment are
the switch and the node, the switch picks up every transmission before it reaches
another node.
• The switch then forwards the data over to the appropriate segment. In a fully
switched network, nodes only communicate with the switch and never directly
with each other.
• Fully switched networks employ either twisted pair or fiber-optic cabling, both of
which use separate conductors for sending and receiving data. The use of
dedicated communication channels allows nodes to transmit to the switch at the
same time the switch transmits to them, eliminating the possibility of collisions.
• Transmitting in both directions also can effectively double the apparent speed of
the network when two nodes are exchanging information. For example, if the
speed of the network is 10 Mbps, each node can transmit at 10 Mbps at the same
time.
• Switches usually work at Layer 2 (data link) of the OSI reference model using
MAC addresses, and deliver a number of important advantages compared to hubs
and other LAN devices.
TOPOLOGY
Recommended Topologies:

329
Redundant Star Network Topology
Ring Topology

330
Network Requirements
• When implementing an Industrial Ethernet solution, companies should be careful
to select Ethernet products that offer the intelligent features required to support
manufacturing applications.
• Network intelligence enables organizations to build a manufacturing
infrastructure that matches the resiliency and network security of traditional field
bus solutions, while at the same time providing the benefits of higher bandwidth,
open connectivity, and standardization offered by Ethernet-based platforms.
• The important qualities behind an intelligent Industrial Ethernet solution include
network security, reliability, determinism, and manageability (ease of use).
Quality of Service
• An Industrial Ethernet network may transmit many different types of traffic, from
routine data to critical control information (such as I/O traffic), or even
bandwidth-intensive video or voice.
• The network must be able to distinguish among and give priority to different
types of traffic. By giving priority to different types of traffic, the network can
deliver real-time network services: low latency and jitter and minimal packet loss
when the network infrastructure is under load. This capability to share the
network with other applications, yet maintain the priority of the critical traffic, is
a key differentiating factor for Industrial Ethernet versus existing industrial
network protocols.
IP Addresses
• Establishing policy and managing the IP addresses are relevant to a control
engineer. Typically, any Industrial Ethernet device (new or replacement) needs an
IP address assigned to it. Many production facilities use statically assigned
addresses where someone has to decide the address and configure end devices
with their IP addresses.
• As most automation and control applications use the IP address directly in their
programs, this is a straightforward way to make sure they stay in-synch, although
as a facility grows, it can become a maintenance burden. Therefore, some
facilities use dynamically administered IP addresses, where every time the device
starts, it gets its IP address from a network service, for example using the
Dynamic Host Configuration Protocol (DHCP) Option 82.
• The network service can be configured to issue consistent IP addresses so
automation and control programs do not have to be changed, provided the
appropriate network design and configuration. Lastly, control engineers should
also ensure they get enough IP addresses allocated and have an allocation method
that allows factory floor devices to be easily recognized. IT is usually responsible
for allocating enterprise IP addresses.
Using DHCP Option 82
• In an Ethernet network, DHCP lets devices dynamically acquire their IP addresses
from a central server. The DHCP server can be configured to give out the same
address each time or generate a dynamic one from a pool of available addresses.
• Because the interaction of the factory-floor devices requires specific addresses,
Industrial Ethernet networks usually don‘t use dynamic address pools. However,
static addresses can have drawbacks. Because they are linked to the MAC address

331
of the client, and because the MAC address is often hard-coded in the network
interface of the client device, the association is lost when a client device fails and
needs to be replaced.
SELECTION
Select the right cable
• Select the right cable and ensure that all components and interconnects on the
network must also be equal to the cable‘s quality level.
• Grounding coaxial cable is generally good: It dissipates static electricity and makes
your network safer. Use fiber-optic cables to link buildings, not copper.
• Shielded twisted pair (STP) cable is naturally more noise immune and is preferable to
unshielded twisted pair or UTP in noisy situations. STP should have at least 40 dB
CMRR and less than 0.1-pF capacitance unbalance per foot.
• Ground STP cable, making sure the ground is connected only at one end. CAT5 STP
patch panels normally provide a grounding strip or bar.
• Hubs and switches don‘t provide grounding, use cables.
• It‘s wise to be pessimistic about cables‘ ability to reject noise from 220 VAC and 440
VAC power lines and noisy power supplies of a factory. Capacitance imbalance
greater than 70 pF per 100 m can introduce harmonic distortion, resulting in bit
errors.
• The cost of cable is quite small compared to total equipment cost, so if you‘re looking
to save money, this is not a place to do it. Choose a well-designed cable to minimize
bit-error rate after installation and that will give faster throughput and fewer glitches.
• Fiber-optic cable certainly more expensive but bypassing the electrical issues such as
noise and harmonic distortion, grounding, etc., especially in high-speed networks—is
a very attractive choice.
• If one section of a network is exposed to excess amounts of electrical noise, it‘s best
to isolate that section with switches, but if you must use a hub in a noisy environment,
use one with some level of intelligence instead of a buffer.
• If your equipment is subject to wash down or exposure to corrosive chemicals, select
cables with insulation rated to withstand exposure to those chemicals, such as PUR
(polyurethane).
Choosing the Right, Best Network
• Ethernet must work with other network technologies and, for some applications; other
networks will deliver more cost-effective performance. Ask these:
• distance requirement, physical cabling arrangement makes sense for this application,
the speed (i.e., response time) requirement for the most time-critical devices
• Do all devices require that speed or should some have a higher priority than others?
• Does the network allow you to prioritize messages?
• Do the devices you want to use support the same network standard? Are there open
versus closed architecture considerations?
• If you are developing a network-capable product, what is the hardware bill of
materials and cost of software development for that network?
• How much electrical noise is present in the application and how susceptible is the
cabling to such interference?

332
• What is the maximum required packet size for the data that will be sent? If the data
can be fragmented over several packets, how fast does a completed message have to
arrive?
• What type (s) of device relationships is desired: master/slave, peer-peer, or broadcast?
• Does the network need to distribute electrical power? If so, how much current?
• What kind of fault tolerance needs to be built into the network architecture?
• What is the total estimated installed cost?
CONFORMATION TO STANDARDS
International standards
• ISO/IEC 11801 Information technology –Cabling systems for customer premises
• ISO/IEC 14763-1 Information technology – Implementation and operation of
customer premises cabling – Part 1: Administration
• ISO/IEC 14763-2 – Part 2: Planning and installation
• ISO/IEC 8802-3 Information technology – Telecommunications and information
exchange between systems – Local and metropolitan area networks – Specific
requirements – Part 3: Carrier sense multiple access with collision detection
(CSMA/CD) access method and physical layer specifications
• ISO/IEC 9314-3 Information processing systems – Fiber distributed Data
Interface (FDDI) – Part 3: Physical Layer Medium Dependent (PMD)
• ISO/IEC 9314-4 – Part 4: Single-mode fiber physical layer medium dependent
(SMF-PMD)
• IEC 60038 IEC standard voltages
• IEC 60068-1 Environmental Testing – Part 1: General and Guidance
• IEC 60332-1 Tests on electric cables under fire conditions – Part 1: Test on a
single vertical insulated wire or cable
• IEC 60332-2 – Part 2: Test for vertical flame spread of vertically-mounted
bunched wires or cables
• IEC 60512-2 Electromechanical components for electronic equipment – Basic
testing procedures and measuring methods – Part 2: General examination,
electrical continuity and contact resistance tests, insulation tests and voltage stress
tests
• IEC 60512-3 – Part 3: Current-carrying capacity tests
• IEC 60512-4 – Part 4: Dynamic stress tests
• IEC 60512-5 – Part 5: Impact tests (free components), static load tests (fixed
components), endurance tests and overload tests
• IEC 60512-6 – Part 6: Climatic tests and soldering tests
• IEC 60512-7 – Part 7: Mechanical operating tests and sealing tests
• IEC 60512-8 – Part 8: Connector tests (mechanical) and mechanical tests on
contacts and terminations
• IEC 60512-11 – Part 11: Climatic tests – Section 7: Test 11g: Flowing mixed gas
corrosion test– Section 14: Test 11p: Flowing single gas corrosion test
• IEC 60529 Degree of protection provided by enclosure (IP Code)
• IEC 60794 series Optical fiber cables
• IEC 60825-1 Safety of laser products – Part 1: Equipment classification,
requirements and user's guide
• IEC 60825-2 – Part 2: Safety of optical fiber communication systems

333
• IEC 60874-1 Connectors for optical fibers and cables – Part 1: Generic
specification
• IEC 61156-2 Part 2: Horizontal floor wiring, Sectional specification
• IEC 61156-3 Part 3: Work area wiring, Sectional specification
• IEC 61300-2 Fiber optic interconnecting devices and passive components
• IEC 61753-1-1 Fiber optic interconnecting devices and passive components
performance standard
• IEC 61984 Connectors – Safety requirements and tests
APPLICATIONS
1) Industrial automation: IE3000 features a programmable logic controller (PLC)
form-factor design with extended environmental ratings, convection cooling,
DIN-rail mounting, redundant 24VDC power input, alarm relays, and surge/noise
immunity. IE3000 software and configuration tools allow for easy setup,
optimized for Industrial Ethernet applications, including Ethernet/IP, Profi Net,
Modbus TCP, and Foundation Field bus High-Speed Ethernet (FFB HSE), and
others. Multicast control, traffic prioritization, and security features are specified
in default templates recommended for these protocols.
2) ITS s: IE3000 supports ITS and other applications for outdoor video and traffic or
transportation systems control. The switch supports compliance to NEMA TS-2, a
variety of gigabit fiber uplinks, and AC and DC power input options, while the
IOS Software supports critical ITS features, including virtual LAN (VLAN), QoS,
Internet Group Management Protocol (IGMP) snooping, and security access
control lists (ACL s).
3) 3) Substations: IE3000 is fully compliant to substation automation specifications,
including IEC61850 and IEEE1613. The switch supports high-speed ring
recovery; fiber access and uplink ports; and AC, 48VDC, and 125VDC power
input options for the substation environments.
4) 4) Other applications: IE3000 can be deployed in railway, military, metro
Ethernet, and other applications requiring unique environmental, form factor, or
power inputs in harsh environments.
5) Factory Automation
Automotive industry
Machinery
Material handling
6) Process Automation
Chemical, Pharmaceutical
Energy
Water and Waste Water
Refineries, Oil and Gas
Pulp and Paper
Mining
PARTIAL LIST OF SUPPLIERS
• Cisco
• Iaona
• Hirschmann
• Hecto