Valve and Pipeline Design Notes.part 1
40
Valve and Pipeline Design Page 1 of 40 Valve and Pipeline Design – Part 1
Transcript of Valve and Pipeline Design Notes.part 1

Valve and Pipeline Design Page 1 of 30
Valve and Pipeline Design – Part 1

Valve and Pipeline Design Page 2 of 30
Table of Contents
1 VALVE AND PIPELINE DESIGN – PART 1 1
1.1 Valves and Valves Specifications 31.1.1 Questions 3
1.2 Components of A Valve 41.2.1 Questions 5
1.3 Valve Selection Considerations 5
1.4 Valve Types 61.4.1 Gate Valve 61.4.2 Plug Valves 71.4.3 Ball Valve 101.4.4 Butterfly Valve 131.4.5 Needle Valve 141.4.6 Globe Valve 151.4.7 Pinch Valve 161.4.8 Check Valve 171.4.9 Diverter Valve 231.4.10 Types of Valve Summary 241.4.11 Questions 24
1.5 Valve Size 24
1.6 Pressure Loss Through Valves 25
1.7 Valve Ratings 25
1.8 Control Valves and Valve Actuators 261.8.1 Electric Actuators 261.8.2 Pneumatic Actuators 271.8.3 Hydraulic Actuators 27
1.9 Operating and Torque Considerations 27

Valve and Pipeline Design Page 3 of 30
1.1 Valves and Valves Specifications
A valve is a device that regulates the flow of a fluid (gases, liquids, fluidized solids, or slurries) by opening, closing, or partially obstructing various passageways. Valves are technically pipe fittings, but are usually discussed as a separate category. In an open valve, fluid flows in a direction from higher pressure to lower pressure.
Valve functions can be defined as 1. ON/OFF service2. Throttling service (flow control). Throttling in this case is the mechanism by which the
flow of a fluid is managed by constriction or obstruction.3. prevention of reverse flow (or back flow),4. pressure control, A pressure control valve is used to reduce the amount of pressure in a
tank or system of pipes.5. regulation and 6. pressure relief.
Valves can be classified as either1. linear (gate valve) or2. rotary (ball valve)
based on the action of the closure member.
Valves are also classified by the shape of their closure member such as gate, globe, butterfly, ball, plug, diaphragm, pinch, and check.
Valves must also be able to withstand the pressure and temperature variations of the systems in which they are used. Some valves on combined water service mains, and those handling flammable material, may be required to be fire safe or approved for fire protection use.
The flow in a pumping system may be controlled by valves. Some valves have distinct positions, either shut or open, while others can be used to throttle flow. There are many different types of valves; selecting the correct valve for an application depends on a number of factors, such as ease of maintenance, reliability, leakage tendencies, cost, and the frequency with which the valve will be open and shut.
Valves can be used to isolate equipment or regulate flow. Isolation valves are designed to seal off a part of a system for operating purposes or maintenance. Flow-regulating valves either restrict flow through a system branch (throttle valve) or allow flow around it (bypass valve). A throttle valve controls flow by increasing or decreasing the flow resistance across it. In contrast, a bypass valve allows flow to go around a system component by increasing or decreasing the flow resistance in a bypass line. A check valve allows fluid to move
in only one direction, thus protecting equipment from being pressurized from the wrong direction and helping to keep fluids flowing in the right direction. Check valves are used at the discharge of many pumps to prevent flow reversal when the pump is stopped.

Valve and Pipeline Design Page 4 of 30
1.1.1 Questions
1. What is a valve?2. What functions do valves serve?3. How are valves classified?4. What is Throttling?5. What is back flow?
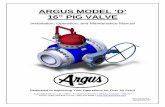
1.2 Components of A Valve
Basic components of a valve

Valve and Pipeline Design Page 5 of 30
1. A valve body is the housing for all the internal working components of a valve and it contains the method of joining the valve to the piping system.
2. The closure element, known as the disk or plug, is a valve component that, when moved, opens or closes to allow the passage of fluid through the valve. The mating surface of the disk bears against the seat.
3. The actuator is a movable component that, when operated, causes the closure element to open or close.
4. The stem is a movable component that connects the actuator to the closure element. The bonnet is a valve component that provides a leakproof closure for the body through which the stem passes and is sealed.
5. The bonnet is a valve component that provides a leakproof closure for the body through which the stem passes and is sealed.
6. The seat is a component that provides a surface capable of sealing against the flow of fluids in a valve when contacted by a mating surface on the disk. The seat is attached to the valve body.
7. The stuffing box is the interior area of the valve between the stem and the bonnet that contains the packing.
8. Packing is the material that seals the stem from leaking to the outside of the valve. The packing is contained by the packing nut on the bonnet.
9. The backseat is a seat in the bonnet used in the fully open position to seal the valve stem against leakage into the packing. A bushing on the stem provides the mating surface. Backseating is useful if the packing begins to leak and it provides a means to prevent the stem from being ejected from the valve. Backseating is not provided on all valves.
10. The stroke of a closure member is the distance the member must travel from the fully opened to the fully closed position.
1.2.1 Questions
What are the basic component parts of a valve?
1.3 Valve Selection Considerations
The following general items must be considered in selecting valves.1. Temperature. The valve bodies, trim, and operating parts must be capable of withstanding the
highest temperature expected during sustained normal and transient operating conditions.2. Pressure. The valve must be rated for the highest transient pressure that might be expected.3. Shutoff. The degree of allowable shutoff must be known. For utility piping, some minor
leakage should be allowed and would prove extremely costly to eliminate. Bubbletight valves are those that exhibit no visible leakage through the elastomeric seat of the valve for the duration of a test as defined by MSS SP 82.
4. Valve operation. It must be determined whether the valve be used only for ON /OFF use or for throttling.
5. Pressure drop. Allowable pressure drop must be established and the size (equal to or less than that figure) selected.

Valve and Pipeline Design Page 6 of 30
6. Corrosion resistance. This is affected by the nature, concentration, and temperature of the fluid.
7. Velocity. The velocity of the fluid through the valve must be considered.8. Firesafe. It must be known if this is a requirement. (Refer to previous discussion.)9. Hazardous material. When the fluid being transported is considered hazardous or lethal,
valves must be specifically designed to handle these materials. Redundant stem packing and leak detection ports are typical design features. ANSI B 31.3, category M, defines this category of fluids.
1.4 Valve Types
The basic types of valves discussed here are1. Gate Valve2. Globe Valve3. Plug Valve4. Ball Valve5. Butterfly Valve6. Diaphragm Valve7. Pinch Valve8. Check Valve9. Diverter Valve
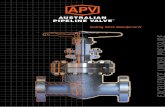
1.4.1 Gate Valve
A gate valve is a linear motion valve used to start or stop fluid flow; however, it does not regulate or throttle flow. The name gate is derived from the appearance of the disk in the flow stream. A flow control device consisting of a wedge-shaped gate which can be raised to allow full, unobstructed flow or can be lowered to restrict the flow passage.
A Gate valve

Valve and Pipeline Design Page 7 of 30
The disk of a gate valve is completely removed from the flow stream when the valve is fully open. This characteristic offers virtually no resistance to flow when the valve is open. Hence, there is little pressure drop across an open gate valve.
When the valve is fully closed, a disk-to-seal ring contact surface exists for 360°, and good sealing is provided. With the proper mating of a disk to the seal ring, very little or no leakage occurs across the disk when the gate valve is closed.
On opening the gate valve, the flow path is enlarged in a highly nonlinear manner with respect to percent of opening. This means that flow rate does not change evenly with stem travel.
Also, a partially open gate disk tends to vibrate from the fluid flow. Most of the flow change occurs near shutoff with a relatively high fluid velocity causing disk and seat wear and eventual leakage if used to regulate flow. For these reasons, gate valves are not used to regulate or throttle flow.
A gate valve can be used for a wide variety of fluids and provides a tight seal when closed. The major disadvantages to the use of a gate valve are:
It is not suitable for throttling applications. It is prone to vibration in the partially open state. It is more subject to seat and disk wear than a globe valve. Repairs, such as lapping and grinding, are generally more difficult to accomplish.
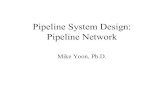
1.4.2 Plug Valves
A plug valve is a rotational motion valve used to stop or start fluid flow. The name is derived from the shape of the disk, which resembles a plug. A plug valve is shown below. The simplest form of a plug valve is the petcock. The body of a plug valve is machined to receive the tapered or cylindrical plug. The disk is a solid plug with a bored passage at a right angle to the longitudinal axis of the plug.

Valve and Pipeline Design Page 8 of 30
Plug Valve
In the open position, the passage in the plug lines up with the inlet and outlet ports of the valve body. When the plug is turned 90° from the open position, the solid part of the plug blocks the ports and stops fluid flow.Plug valves are available in either a lubricated or nonlubricated design and with a variety of styles of port openings through the plug as well as a number of plug designs
Plug PortsAn important characteristic of the plug valve is its easy adaptation to multiport construction.Multiport valves are widely used. Their installation simplifies piping, and they provide a more convenient operation than multiple gate valves. They also eliminate pipe fittings. The use of a multiport valve, depending upon the number of ports in the plug valve, eliminates the need of as many as four conventional shutoff valves.Plug valves are normally used in non-throttling, on-off operations, particularly where frequent operation of the valve is necessary. These valves are not normally recommended for throttling service because, like the gate valve, a high percentage of flow change occurs near shutoff at high velocity. However, a diamond-shaped port has been developed for throttling service.
Multiport Plug ValvesMultiport valves are particularly advantageous on transfer lines and for diverting services. A single multiport valve may be installed in lieu of three or four gate valves or other types of shutoff valve. A disadvantage is that many multiport valve configurations do not completely shut off flow.In most cases, one flowpath is always open. These valves are intended to divert the flow of one line while shutting off flow from the other lines. If complete shutoff of flow is a requirement, it is necessary that a style of multiport valve be used that permits this, or a secondary valve should be installed on the main line ahead of the multiport valve to permit complete shutoff of flow.In some multiport configurations, simultaneous flow to more than one port is also possible. Great care should be taken in specifying the particular port arrangement required to guarantee that proper operation will be possible.
Plug Valve DisksPlugs are either round or cylindrical with a taper. They may have various types of port openings, each with a varying degree of area relative to the corresponding inside diameter of the pipe.Rectangular Port PlugThe most common port shape is the rectangular port. The rectangular port represents at least 70% of the corresponding pipe's cross-sectional area.
Round Port PlugRound port plug is a term that describes a valve that has a round opening through the plug. If the port is the same size or larger than the pipe's inside diameter, it is referred to as a full port. If the opening is smaller than the pipe's inside diameter, the port is referred to as a standard round port. Valves having standard round ports are used only where restriction of flow is unimportant.

Valve and Pipeline Design Page 9 of 30
Diamond Port PlugA diamond port plug has a diamond-shaped port through the plug. This design is for throttling service. All diamond port valves are venturi restricted flow type.
Plug valves are valves with cylindrical or conically-tapered "plugs" which can be rotated inside the valve body to control flow through the valve. The plugs in plug valves have one or more hollow passageways going sideways through the plug, so that fluid can flow through the plug when the valve is open. Plug valves are simple and often economical.
When the plug is conically-tapered, the stem/handle is typically attached to the larger diameter end of the plug. Plug valves usually do not have bonnets but often have the end of the plug with the handle exposed or mostly exposed to the outside. In cases like that, there is usually not much of a stem. The stem and handle often come in one piece, often a simple, approximately L-shaped handle attached to the end of the plug. The other end of the plug is often exposed to the outside of the valve too, but with a mechanism which retains the plug in the body.
The simplest and most common general type of plug valve is a 2-port valve, which has two positions, open to allow flow, and shut (closed) to stop flow. Ports are openings in the valve body through which fluid can enter or leave. The plug in this kind of valve has one passageway going through it. The ports are typically at opposite ends of the body; therefore, the plug is rotated a fourth of a full turn to change from open to shut positions. This makes this kind of plug valve a quarter-turn valve. There is often a mechanism limiting motion of the handle to a quarter turn, but not in glass stopcocks.
Slightly conically-tapered metal (often brass) plug valves are often used as simple shut-off valves in household natural gas lines.
It is also possible for a plug valve to have more than two ports. In a 3-way plug valve, flow from one port could be directed to either the second or third port. A 3-way plug valve could also be designed to shift flow between ports 1 and 2, 2 and 3, or 1 and 3, and possibly even connect all three ports together. The flow-directing possibilities in multi-port plug valves are similar to the possibilities in corresponding multi-port ball valves or corresponding multi-port valves with a rotor. An additional possibility in plug valves is the have one port on one side of the plug valve and two ports on the other side, with two diagonal and parallel fluid pathways inside the plug. In this case the plug can be rotated 180° to connect the port on the one side to either of the two ports on the other side.Stopcocks used in laboratory glassware are typically forms of conically-tapered plug valves. When fused with the glassware, the valve bodies are made of glass. Otherwise, they can be made of an inert plastic such as Teflon. The plugs can be made of a similar plastic or glass. When the plug is made of glass, the handle and plug are fused together in one piece out of glass. When glass is used for both the stopcock body and the plug, the contacting surfaces between them are special ground glass surfaces (see Laboratory glassware) often with stopcock grease in between. Special glass stopcocks are made for vacuum applications, such as in use with vacuum manifolds. Stopcock grease is always used in high vacuum applications to make the stopcock air-

Valve and Pipeline Design Page 10 of 30
tight. Also if the plug valve is "locked" from being in the open or closed position for an extended amount of time lubricant can be added through the greaser with the valve in service.
1.4.3 Ball Valve
A ball valve is a rotational motion valve that uses a ball-shaped disk to stop or start fluid flow.The ball, shown in Figure 12, performs the same function as the disk in the globe valve. When the valve handle is turned to open the valve, the ball rotates to a point where the hole through the ball is in line with the valve body inlet and outlet. When the valve is shut, the ball is rotated so that the hole is perpendicular to the flow openings of the valve body and the flow is stopped.
Most ball valve actuators are of the quick-acting type, which require a 90turn of the valve handle to operate the valve. Other ball valve actuators are planetary gear-operated. This type of gearing allows the use of a relatively small handwheel and operating force to operate a fairly large valve.Some ball valves have been developed with a spherical surface coated plug that is off to one side in the open position and rotates into the flow passage until it blocks the flowpath completely.Seating is accomplished by the eccentric movement of the plug. The valve requires no lubrication and can be used for throttling service.
Ball Valve

Valve and Pipeline Design Page 11 of 30
Ball ValvePort PatternsBall valves are available in the venturi, reduced, and full port pattern. The full port pattern has a ball with a bore equal to the inside diameter of the pipe.
Valve MaterialsBalls are usually metallic in metallic bodies with trim (seats) produced from elastomeric (elastic materials resembling rubber) materials. Plastic construction is also available. The resilient seats for ball valves are made from various elastomeric material. The most common seat materials are teflon (TFE), filled TFE, Nylon, Buna-N, Neoprene, and combinations of these materials. Because of the elastomeric materials, these valves cannot be used at elevated temperatures. Care must be used in the selection of the seat material to ensure that it is compatible with the materials being handled by the valve.
Ball Valve Stem DesignThe stem in a ball valve is not fastened to the ball. It normally has a rectangular portion at the ball end which fits into a slot cut into the ball. The enlargement permits rotation of the ball as the stem is turned.
Ball Valve Bonnet DesignA bonnet cap fastens to the body, which holds the stem assembly and ball in place. Adjustment of the bonnet cap permits compression of the packing, which supplies the stem seal. Packing for ball valve stems is usually in the configuration of die-formed packing rings normally of TFE, TFE-filled, or TFE-impregnated material. Some ball valve stems are sealed by means of O-rings rather than packing.
Ball Valve PositionSome ball valves are equipped with stops that permit only 90° rotation. Others do not have stops and may be rotated 360°. With or without stops, a 90° rotation is all that is required for closing or opening a ball valve.The handle indicates valve ball position. When the handle lies along the axis of the valve, the valve is open. When the handle lies 90° across the axis of the valve, the valve is closed. Some

Valve and Pipeline Design Page 12 of 30
ball valve stems have a groove cut in the top face of the stem that shows the flowpath through the ball. Observation of the groove position indicates the position of the port through the ball.This feature is particularly advantageous on multiport ball valves.
Types of ball valveThere are five general body styles of ball valves: single body, three piece body, split body, top entry, and welded. The difference is based on how the pieces of the valve—especially the casing that contains the ball itself—are manufactured and assembled. The valve operation is the same in each case.In addition, there are different styles related to the bore of the ball mechanism itself:
1. A full port or more commonly known full bore ball valve has an over-sized ball so that the hole in the ball is the same size as the pipeline resulting in lower friction loss. Flow is unrestricted but the valve is larger and more expensive so this is only used where free flow is required, for example in pipelines which require pigging.
2. In reduced port or more commonly known reduced bore ball valves, flow through the valve is one pipe size smaller than the valve's pipe size resulting in flow area being smaller than pipe. As the flow discharge remains constant and is equal to area of flow (A) times velocity (V), A1V1 = A2V2 the velocity increases with reduced area of flow.
3. A V port ball valve has either a 'v' shaped ball or a 'v' shaped seat. This allows the orifice to be opened and closed in a more controlled manner with a closer to linear flow characteristic. When the valve is in the closed position and opening is commenced the small end of the 'v' is opened first allowing stable flow control during this stage. This type of design requires a generally more robust construction due to higher velocities of the fluids, which might damage a standard valve.
4. A trunnion ball valve has additional mechanical anchoring of the ball at the top and the bottom, suitable for larger and higher pressure valves (say, above 10 cm and 40 bars).
5. Cavity filler Ball Valve. Many industries encounter problem with residues in the ball valve. Where the fluid is meant for human consumption, residues may also be health hazard, and when where the fluid changes from time to time contamination of one fluid with another may occur. Residues arise because in the half open position of the ball valve a gap is created between the ball bore and the body in which fluid can be trapped. To avoid the fluid getting into this cavity, the cavity has to be plugged, which can be done by extending the seats in such a manner that it is always in contact with the ball. This type of ball valve is known as Cavity Filler Ball Valve.
Manually operated ball valves can be closed quickly and thus there is a danger of water hammer. Some ball valves are equipped with an actuator that may be pneumatically or motor operated. These valves can be used either for on/off or flow control. A pneumatic flow control valve is also equipped with a positioner which transforms the control signal into actuator position and valve opening accordingly.
AdvantagesA ball valve is generally the least expensive of any valve configuration and has low maintenance costs. In addition to quick, quarter turn on-off operation, ball valves are compact, require no lubrication, and give tight sealing with low torque.Disadvantages

Valve and Pipeline Design Page 13 of 30
Conventional ball valves have relatively poor throttling characteristics. In a throttling position, the partially exposed seat rapidly erodes because of the impingement of high velocity flow.

Valve and Pipeline Design Page 14 of 30
1.4.4 Butterfly Valve
A valve used to control the flow of fluids; a disk controls flow through the port; it is also called a butterfly damper.
A butterfly valve is a valve which can be used for isolating or regulating flow. The closing mechanism takes the form of a disk. Operation is similar to that of a ball valve, which allows for quick shut off. Butterfly valves are generally favored because they are lower in cost to other valve designs as well as being lighter in weight, meaning less support is required. The disc is positioned in the center of the pipe, passing through the disc is a rod connected to an actuator on the outside of the valve. Rotating the actuator turns the disc either parallel or perpendicular to the flow. Unlike a ball valve, the disc is always present within the flow, therefore a pressure drop is always induced in the flow, regardless of valve position.
A butterfly valve is from a family of valves called quarter-turn valves. The "butterfly" is a metal disc mounted on a rod. When the valve is closed, the disc is turned so that it completely blocks off the passageway. When the valve is fully open, the disc is rotated a quarter turn so that it allows an almost unrestricted passage of the fluid. The valve may also be opened incrementally to throttle flow.
There are different kinds of butterfly valves, each adapted for different pressures and different usage. The resilient butterfly valve, which uses the flexibility of rubber, has the lowest pressure rating. The high performance butterfly valve, used in slightly higher-pressure systems, features a

Valve and Pipeline Design Page 15 of 30
slight offset in the way the disc is positioned, which increases the valve's sealing ability and decreases its tendency to wear. The valve best suited for high-pressure systems is the tricentric butterfly valve, which makes use of a metal seat,[clarification needed] and is therefore able to withstand a greater
Types of Butterfly Valves
1. Resilient butterfly valve, having a flexible rubber seat. Working pressure 232 psi.2. High performance butterfly valve, usually double eccentric in design. Working pressure up to
725 psi3. Tricentric butterfly valve, usually with metal seat design. Working pressure up to 1450 psi
1.4.5 Needle Valve
A fluid control valve that uses a long tapered needle to finely control the amount of fluid passing through the orifice. The more the needle is in, the lesser is the amount of flow, and vice versa. It can be adjusted as required.
A needle valve is a type of valve having a small port and a threaded, needle-shaped plunger. It allows precise regulation of flow, although it is generally only capable of relatively low flow rates.
Construction and operation
A needle valve has a relatively small orifice with a long, tapered seat, and a needle-shaped plunger, on the end of a screw, which exactly fits this seat.
As the screw is turned and the plunger retracted, flow between the seat and the plunger is possible; however, until the plunger is completely retracted the fluid flow is significantly impeded. Since it takes many turns of the fine-threaded screw to retract the plunger, precise regulation of the flow rate is possible.
The virtue of the needle valve is from the vernier effect of the ratio between the needle's length and its diameter, or the difference in diameter between needle and seat. A long travel axially (the control input) makes for a very small and precise change radially (affecting the resultant flow).Uses
Needle valves are usually used in flow metering applications, especially when a constant, calibrated, low flow rate must be maintained for some time, such as the idle fuel flow in a carburetor.
Note that the float valve of a carburetor (controlling the fuel level within the carburetor) is not a needle valve, although it is commonly described as one. It uses a bluntly conical needle, but it seats against a square-edged seat rather than a matching cone. The intention here is to obtain a

Valve and Pipeline Design Page 16 of 30
well-defined seat between two narrow mating surfaces, giving firm shutoff of the flow from only a light float pressure.
Since flow rates are low and many turns of the valve stem are required to completely open or close, needle valves are not used for simple shutoff applications.
Since the orifice is small and the force advantage of the fine-threaded stem is high, needle valves are usually easy to shut off completely, with merely "finger tight" pressure. Small, simple needle valves are often used as bleed valves in hot water heating applications. Unlike a ball valve, or valves with a rising stem, it is not easy to tell from examining the handle position whether the valve is open or closed.
1.4.6 Globe ValveA valve in which the flow of water is controlled by a movable spindle which lowers to a fixed seat, thereby restricting the flow through the valve opening; the spindle is fitted with a washer to provide tight closure; usually enclosed in a chamber having a globular shape.
A globe valve is a type of valve used for regulating flow in a pipeline, consisting of a movable disk-type element and a stationary ring seat in a generally spherical body.
Globe valves are named for their spherical body shape with the two halves of the body being separated by an internal baffle. This has an opening that forms a seat onto which a movable plug[2] can be screwed in to close (or shut) the valve. The plug is also called a disc or disk. In

Valve and Pipeline Design Page 17 of 30
globe valves, the plug is connected to a stem which is operated by screw action in manual valves. Typically, automated valves use sliding stems. Automated globe valves have a smooth stem rather than threaded and are opened and closed by an actuator assembly. When a globe valve is manually operated, the stem is turned by a handwheel.
Although globe valves in the past had the spherical bodies which gave them their name, many modern globe valves do not have much of a spherical shape. However, the term globe valve is still often used for valves that have such an internal mechanism. In plumbing, valves with such a mechanism are also often called stop valves since they don't have the global appearance, but the term stop valve may refer to valves which are used to stop flow even when they have other mechanisms or designs.
Globe valves are used for applications requiring throttling and frequent operation. For example, globe valves or valves with a similar mechanism may be used as sampling valves, which are normally shut except when liquid samples are being taken. Since the baffle restricts flow, they're not recommended where full, unobstructed flow is required.
1.4.7 Pinch Valve
The relatively inexpensive pinch valve, llustrated , is the simplest in any valve design. It is simply an industrial version of the pinch cock used in the laboratory to control the flow of fluids through rubber tubing. Pinch valves are suitable for on-off and throttling services. However, the effective throttling range is usually between 10% and 95% of the rated flow capacity.Pinch valves are ideally suited for the handling of slurries, liquids with large amounts of suspended solids, and systems that convey solids pneumatically. Because the operating mechanism is completely isolated from the fluid, these valves also find application where corrosion or metal contamination of the fluid might be a problem.
Pinch Valve

Valve and Pipeline Design Page 18 of 30
The pinch control valve consists of a sleeve molded of rubber or other synthetic material and a pinching mechanism. All of the operating portions are completely external to the valve. The molded sleeve is referred to as the valve body.Pinch valve bodies are manufactured of natural and synthetic rubbers and plastics which have good abrasion resistance properties. These properties permit little damage to the valve sleeve, thereby providing virtually unimpeded flow. Sleeves are available with either extended hubs and clamps designed to slip over a pipe end, or with a flanged end having standard dimensions.
Pinch Valve BodiesPinch valves have molded bodies reinforced with fabric. Pinch valves generally have a
maximum operating temperature of 250oF. At 250oF, maximum operating pressure varies generally from 100 psig for a 1-inch diameter valve and decreases to 15 psig for a 12-inch diameter valve. Special pinch valves are available for temperature ranges of -100oF to 550oF and operating pressures of 300 psig.
Most pinch valves are supplied with the sleeve (valve body) exposed. Another style fully encloses the sleeve within a metallic body. This type controls flow either with the conventional wheel and screw pinching device, hydraulically, or pneumatically with the pressure of the liquid or gas within the metal case forcing the sleeve walls together to shut off flow.Most exposed sleeve valves have limited vacuum application because of the tendency of the sleeves to collapse when vacuum is applied. Some of the encased valves can be used on vacuum service by applying a vacuum within the metal casing and thus preventing the collapse of the sleeve.
1.4.8 Check Valve
Check valves are designed to prevent the reversal of flow in a piping system. These valves are activated by the flowing material in the pipeline. The pressure of the fluid passing through the system opens the valve, while any reversal of flow will close the valve. Closure is accomplished by the weight of the check mechanism, by back pressure, by a spring, or by a combination of these means. The general types of check valves are swing, tilting-disk, piston, butterfly, and stop.The types of Check valves are
1. The swing Check Valve2. Tilting Disk Check Valves3. Lift Check Valves4. Piston Check Valves5. Butterfly Check Valves6. Stop Check Valves
The Swing Check ValveA swing check valve is illustrated in Figure 22. The valve allows full, unobstructed flow and automatically closes as pressure decreases. These valves are fully closed when the flow reaches zero and prevent back flow. Turbulence and pressure drop within the valve are very low.

Valve and Pipeline Design Page 19 of 30
Swing Check Valve
A swing check valve is normally recommended for use in systems employing gate valves because of the low pressure drop across the valve. Swing check valves are available in either Y-pattern or straight body design. A straight check valve is illustrated in Figure 22. In either style, the disk and hinge are suspended from the body by means of a hinge pin. Seating is either metal-to metal or metal seat to composition disk. Composition disks are usually recommended for services where dirt or other particles may be present in the fluid, where noise is objectionable, or where positive shutoff is required.
Straight body swing check valves contain a disk that is hinged at the top. The disk seals against the seat, which is integral with the body. This type of check valve usually has replaceable seat rings. The seating surface is placed at a slight angle to permit easier opening at lower pressures, more positive sealing, and less shock when closing under higher pressures. Swing check valves are usually installed in conjunction with gate valves because they provide relatively free flow. They are recommended for lines having low velocity flow and should not be used on lines with pulsating flow when the continual flapping or pounding would be destructive to the seating elements. This condition can be partially corrected by using an external lever and weight.
Tilting Disk Check Valves
The tilting disk check valve, illustrated in Figure 23, is similar to the swing check valve. Like the swing check, the tilting disk type keeps fluid resistance and turbulence low because of its straight-through design.

Valve and Pipeline Design Page 20 of 30
Tilting Disk Check Valves
Tilting disk check valves can be installed in horizontal lines and vertical lines having upward flow. Some designs simply fit between two flange faces and provide a compact, lightweight installation, particularly in larger diameter valves
The disk lifts off of the seat to open the valve. The airfoil design of the disk allows it to "float" on the flow. Disk stops built into the body position the disk for optimum flow characteristics.A large body cavity helps minimize flow restriction. As flow decreases, the disk starts closing and seals before reverse flow occurs. Backpressure against the disk moves it across the soft seal into the metal seat for tight shutoff without slamming. If the reverse flow pressure is insufficient to cause a tight seal, the valve may be fitted with an external lever and weight.These valves are available with a soft seal ring, metal seat seal, or a metal-to-metal seal. The latter is recommended for high temperature operation. The soft seal rings are replaceable, but the valve must be removed from the line to make the replacement.
Lift Check ValvesA lift check valve, illustrated in Figure 24, is commonly used in piping systems in which globe valves are being used as a flow control valve. They have similar seating arrangements as globe valves.Lift check valves are suitable for installation in horizontal or vertical lines with upward flow.They are recommended for use with steam, air, gas, water, and on vapor lines with high flow velocities. These valves are available in three body patterns: horizontal, angle, and vertical.

Valve and Pipeline Design Page 21 of 30
Lift Check Valves
Flow to lift check valves must always enter below the seat. As the flow enters, the disk or ball is raised within guides from the seat by the pressure of the upward flow. When the flow stops or reverses, the disk or ball is forced onto the seat of the valve by both the backflow and gravity.Some types of lift check valves may be installed horizontally. In this design, the ball is suspended by a system of guide ribs. This type of check valve design is generally employed in plastic check valves.The seats of metallic body lift check valves are either integral with the body or contain renewable seat rings. Disk construction is similar to the disk construction of globe valves with either metal or composition disks. Metal disk and seat valves can be reground using the same techniques as is used for globe valves.
Piston Check ValvesA piston check valve, illustrated in Figure 25, is essentially a lift check valve. It has a dashpot consisting of a piston and cylinder that provides a cushioning effect during operation. Because of the similarity in design to lift check valves, the flow characteristics through a piston check valve are essentially the same as through a lift check valve.Installation is the same as for a lift check in that the flow must enter from under the seat. Construction of the seat and disk of a piston check valve is the same as for lift check valves.Piston check valves are used primarily in conjunction with globe and angle valves in piping systems experiencing very frequent changes in flow direction. Valves of this type are used on

Valve and Pipeline Design Page 22 of 30
Piston Check Valves
Butterfly Check Valves
Butterfly check valves have a seating arrangement similar to the seating arrangement of butterfly valves. Flow characteristics through these check valves are similar to the flow characteristics through butterfly valves. Consequently, butterfly check valves are quite frequently used in systems using butterfly valves.In addition, the construction of the butterfly check valve body is such that ample space is provided for unobstructed movement of the butterfly valve disk within the check valve body without the necessity of installing spacers. The butterfly check valve design is based on a flexible sealing member against the bore of the valve body at an angle of 45o. The short distance the disk must move from full open to full closed inhibits the "slamming" action found in some other types of check valves. Figure 26 illustrates the internal assembly of the butterfly check valve.Because the flow characteristics are similar to the flow characteristics of butterfly valves, applications of these valves are much the same. Also, because of their relatively quiet operation they find application in heating, ventilation, and air conditioning systems. Simplicity of design also permits their construction in large diameters - up to 72 inches.As with butterfly valves, the basic body design lends itself to the installation of seat liners constructed of many materials. This permits the construction of a corrosion-resistant valve at less expense than would be encountered if it were necessary to construct the entire body of the higher

Valve and Pipeline Design Page 23 of 30
alloy or more expensive metal. This is particularly true in constructions such as those of titanium.Flexible sealing members are available in Buna-N, Neoprene, Nordel, Hypalon, Viton, Tyon, Urethane, Butyl, Silicone, and TFE as standard, with other materials available on special order.The valve body essentially is a length of pipe that is fitted with flanges or has threaded, grooved, or plain ends. The interior is bored to a fine finish. The flanged end units can have liners of various metals or plastics installed depending upon the service requirements. Internals and fasteners are always of the same material as the liner.
Butterfly Check Valves
Butterfly check valves may be Figure 27 Stop Check Valve installed horizontally or vertically with the vertical flow either upward or downward.Care should be taken to ensure that the valve is installed so that the entering flow comes from the hinge post end of the valve; otherwise, all flow will be stopped.
Stop Check Valves
A stop check valve, is a combination of a lift check valve and a globe valve. It has a stem which, when closed, prevents the disk from coming off the seat and provides a tight seal (similar to a globe valve).

Valve and Pipeline Design Page 24 of 30
When the stem is operated to the open position, the valve operates as a lift check. The stem is not connected to the disk and functions to close the valve tightly or to limit the travel of the valve disk in the open direction.
Stop Check Valves
1.4.9 Diverter ValveDiverter Valves are special purpose valvesDiverter valves are used to route flow through various piping systemsThe Valve body contains three or more portsBall and plug valves adapt readily to multi-port con figurationsFigure shows some of the flow variations possible with 3-way and 4-way valves

Valve and Pipeline Design Page 25 of 30
1.4.10 Types of Valve Summary
Gate valves are generally used in systems where low flow resistance for a fully open valve is desired and there is no need to throttle the flow.
Globe valves are used in systems where good throttling characteristics and low seat leakage are desired and a relatively high head loss in an open valve is acceptable.
Ball valves allow quick, quarter turn on-off operation and have poor throttling characteristics. Plug valves are often used to direct flow between several different ports through use of a
single valve. Diaphragm valves and pinch valves are used in systems where it is desirable for the entire
operating mechanism to be completely isolated from the fluid. Butterfly valves provide significant advantages over other valve designs in weight, space,
and cost for large valve applications. Check valves automatically open to allow flow in one direction and seat to prevent flow in
the reverse direction. A stop check valve is a combination of a lift check valve and a globe valve and incorporates
the characteristics of both. Safety/relief valves are used to provide automatic over pressurization protection for a system.
1.4.11 Questions
List the various types of Valves
1.5 Valve Size
A valve will normally have the same size as the pipeline in which it is installed

Valve and Pipeline Design Page 26 of 30
In some installations, a reduced size valve is often desirable when:1) Excess pressure is available and pressure loss is not critical 2) The valve location is crowded and a smaller valve improves operating conditions3) The absence of vibrations and bending movements prevents excessive bolt stress4) A larger number of valves is required and the size savings can be realized without
sacrifice of safety5) The mechanical strength of a reducing valve is adequate for stresses induced by thermal
expansion or mechanical stress.
1.6 Pressure Loss Through Valves
In general, valves used for utility piping are rarely selected based on pressure drop through the valve but rather for their suitability in service. Calculations are not needed since established equivalent lengths of pipe for each type of valve are sufficiently accurate for determination of the approximate pressure drop through the valve. Refer to Fig. 9.1 to determine the equivalent length of pipe for common valves.There may be occasions where precise determination of the pressure drop through any valve would be desired, such as in cases where pressure drop must be kept to a minimum or the exact determination of the pressure drop is necessary. This is done by using the standard measure of valve flow, the coefficient . This coefficient is the flow in gallons per minute that will pass through a valve in the wide-open position with a pressure drop of 1 psi (6.9 kPa). This coefficient is determined by the valve manufacturer using actual flow tests. With the known, the pressure differential can be found using the following formula:
where pressure difference, psig
S = specific gravity of fluid (the value for water is 1)F = flow rate in gpm
= valve flow coefficient (obtained from valve manufacturer)The
is calculated by dividing the flow in GPM by the square root of the pressure difference across the valve.
1.7 Valve Ratings
There are a number of designations used to indicate the pressure ratings of valves.Valves are pressure rated by their ability to withstand pressure within a range of temperatures. Standard pressure ratings have been established to match ANSI ratings of flanges and fittings and are designated by class, conforming to ANSI B 16.34 ratings. Two types of designation are WSP and WOG. WSP, or working steam pressure, rates the ability to handle steam at the specified working pressure. WOG, or water, oil, and gas, rates the ability to handle cold water, oil, and gases at the assigned working pressure. When the two ratings are given, WSP is called the primary rating. When only one rating is given, the valve is not generally used for the service

Valve and Pipeline Design Page 27 of 30
not mentioned. The rating 150 lb refers to the working pressure in psig for which the valve is rated. If a valve is primarily used for water service, a common designation is WWP, or water working pressure. This designation rates the ability to handle cold water. The valve class designates the working pressure of a valve. A class 300 rating indicates a valve with a working pressure of 300 psig. Cold temperatures mean ambient temperatures from 32 to 900F .For high temperatures, the valve pressure shall be derated. For high pressures, the temperature rating shall be derated. The temperature limitation on most metallic valves is generally based on the capabilities of the seat and interior trim materials.
1.8 Control Valves and Valve Actuators
Control valves are valves used to control conditions such as flow, pressure, temperature, and liquid level by fully or partially opening or closing in response to signals received from controllers that compare a "setpoint" to a "process variable" whose value is provided by sensors that monitor changes in such conditions. Control valves are may be classified by how they are actuated. Control valve are actuated by one of the following means
1. Manual2. Power
a. Electric actuatorb. Pneumatic actuatorsc. Hydraulic Actuator
1.8.1 Electric Actuators
These are the most commonly used power source. They can be solenoid or motor operated. They usually have the least total installed cost because the source of electricity is generally available throughout a facility and the wiring and control instrumentation is relatively simple. Solenoid operation is generally limited to smaller lines, ON/OFF service, and systems in which the water hammer produced by quick closing can be easily attenuated because of the systems’ low pressure and velocity requirements. Motor-operated actuators tend to be bulky and slow, particularly when large gear reduction is used to increase torque. Their advantage is that the torque output is constant throughout their stroke, and their response is linear. For critical systems, there must be an emergency power supply.
The speed at which a valve closure member is operated is important. The figuregenerally used for a gate valve closure member is 12 in (300 mm) per min and for a globe valve closure member, 4 in (100 mm) per min. Higher rates are available, but exceeding the maximum specified speed will damage the seat and disk. Gate and globe valves are torque-seating valves when closed. In the open direction, a limit switch is often provided to protect the seat against backseat over-tightening. Quarter-turn valves are position-limited open and closed because seating is based on position, not force.
Electric motors do not stop instantaneously, but coast to a stop. The use of a solenoid brake to prevent the motor from over-tightening the closure member should be ascertained from the manufacturer of the valve on which the actuator is installed. Unless an emergency power

Valve and Pipeline Design Page 28 of 30
source is available, electric motors should not be used where cycling to a fully opened or fully closed position is a requirement in the event of a power failure. Motor operators should be limited to moderate cycling functions. They are not recommended for service where severe cycling is necessary.
Generally, 2-in (50-mm) valves do not have sufficient strength for a standard electric motor actuator. Electric motor actuators have been extensively tested in seismic and harsh ambient environments.
1.8.2 Pneumatic Actuators
Depending on the system selected, these air-driven devices generally operate in a range of between 30 and 120 psig (210 and 830 kPa), with 30 to 60 psig (210 to 415 kPa) being the most common. The compressed air supply should be a dedicated one, conforming to ISA requirements, and preferably supplied from a control air compressor assembly. An alternative, but less desirable means, would be to obtain the air supply from the facility system, using additional compressed air-conditioning filters, dryers, and PRVs as required.
Pneumatic actuators are well suited for frequent operation and fast response times. There are two types of actuators, piston and diaphragm. The piston actuator is generally used for ON/OFF operation. The piston stroke can be long, making it suitable for large valves. The diaphragm actuator is appropriate for modulating service but because the travel is short, the valve size on which it can be used is limited.
The fail-safe mode is usually accomplished by using either an internal spring or a secondary accumulator tank to provide the necessary power to cycle to an opened or closed position. The internal spring may cause the assembly to be flexible, which may be a problem for seismic installation. The accumulator tank is externally mounted, often on a nearby wall or column.
Pneumatic actuators are large in size and require frequent maintenance because of air leakage over time (particularly piston types) that also makes response time longer. There is a limitation on maximum valve differential pressure.
1.8.3 Hydraulic Actuators
These devices produce torque by using an electric pump to push fluid to a piston. They are capable of providing fast actuation and are suitable for modulating service. They allow operation on large valves with high pressure differentials and are appropriate for frequent cycling. They have no fail-safe mode unless emergency electrical power is available. The stroke is easily adjustable in service.
Typically, these actuators operate slowly. Their cost is between the electric and pneumatic systems.
1.9 Operating and Torque Considerations
The following factors require consideration in the selection of an actuator:1. Valve type and size. The valve-operating torque results from the inherent size and
characteristics of the valve itself and the type of seat. The amount of torque necessary to overcome static imbalance must be obtained from the manufacturer.

Valve and Pipeline Design Page 29 of 30
2. Pressure drop. The operating torque increases with an increase in pressure drop across the valve. A valve operating at full-rated pressure will require significantly more operating torque than one operating at a low-pressure drop. Depending on the source of pressure, it is probable that the pressure differential will vary throughout the valve’s entire stroke. This condition is important if the actuator torque output must be carefully matched with that of the valve.
3. Service-operating conditions. Will the valve be required to be only opened or closed or will it also be required for throttling flow? Actuators for ON/OFF service will be selected only on breakaway torque. For quarter-turn valves requiring throttling, calculating the torque is more complicated because additional torque is required to counterbalance the momentum of the flowing fluid. Unbalanced forces generate ‘‘hydrodynamic torque.’’ The actuator torque output must be well above the operating torque to achieve smooth operation.
4. Seat material. Most valves have a metal closure member sealing on a soft seat made of elastomers. Metal-seated valves may require as much as 50 percent more seat material as needed for soft seat valves.
5. Fluid being transported. Since air and gas do not provide any lubrication, their operating torque requirements add to the frictional forces. Water and other media may provide excellent lubrication. Liquids carrying solids clog clearances between stem and bearings. The fluid may also corrode internal parts, so that in time the torque valve may rise considerably, up to twice that when new. An adequate safety factor should be considered to assure reliable and continued operation.
6. Bidirectional seating. If operating conditions require the reversal of flow, additional torque may be required for seating.
7. Fire safety. The valve may require secondary metal-to-metal seating if the primary seat is destroyed by fire. This will require more operating torque
8. Fail-safe operation. With the automatic fail-safe operation, the energy necessary to close or open the valve requires a larger size actuator than one without a failsafe requirement.
9. Temperature of fluid. Torque requirements are lowest at room temperature. High temperature and cryogenic bearings require higher operating torque. Fluid temperatures above 3000F may require a special operating and mounting assembly, often a stem extension. Ambient temperatures must also be considered, for example, actuators located outdoors require special consideration.
10. Cycling rate. Pneumatic and hydraulic actuators cycling in excess of 30 cycles per h are considered to have high operating rates. The same is true for electric actuators cycling in excess of 10 percent of their duty cycle (operating for 1 cycle and resting for a time equivalent equal to 9 cycles). An extended duty motor should be obtained for this condition.
11. Cycle speed. Fast cycle speeds of less than one-half standard cycle times require special consideration. The sudden physical shock associated with fast operating speed combined with fast cycling rates can damage valve and actuator parts. Pneumatic actuators may need quick exhaust valves, special solenoids, and larger actuators. Higher speeds are accomplished using different gearing devices, which may increase torque output, or an electronic speed control, which will not affect torque output.
12. Stem orientation. Orientation of the valve stem in a position other than vertical will require mounting in a manner that may cause stem seal leakage or galling due to side thrusts induced

Valve and Pipeline Design Page 30 of 30
by an overhung load on the actuator. The use of heavy-duty couplings and mounting brackets will minimize these problems.
1.10Calculating Pressure Loss Through Valves
http://www.thermexcel.com/english/ressourc/valves.htmhttp://www.connectworld.net/valves/pomfaq.html
1.11