
Vacuum forming
36
Plastics Thermoforming Dash board Blister packaging Disposable tray Boat hulls Blister packaging
-
Upload
habib-ur-rehman -
Category
Technology
-
view
1.307 -
download
0
Transcript of Vacuum forming

PlasticsThermoforming
Dash board
Blister packaging
Disposable trayBoat hulls
Blister packaging
Thermoforming
• Thermoforming is a process in which a flat thermoplastic sheet is heated
and deformed into the desired shape.
• The process is widely used in packaging of consumer products and to
fabricate large items such as bathtubs, contoured skylights, and internal
door liners for refrigerators.
• Thermoforming consists of two main steps: heating and forming.
• Heating is usually accomplished by radiant electric heaters, located on one
or both sides of the starting plastic sheet at a distance of roughly 125 mm
(5in).

Thermoforming
• Duration of the heating cycle needed to sufficiently soften the sheet
depends on the polymer, its thickness and color.
• The methods by which the forming step is accomplished can be classified
into three basic categories:
1. Vacuum thermoforming
2. Pressure thermoforming
3. Mechanical thermoforming

Vacuum Forming
• Vacuum forming, commonly known as vacuuforming, is a simplified
version of thermoforming, whereby a sheet of plastic is heated to a forming
temperature, stretched onto or into a single-surface mold, and held against
the mold by applying vacuum between the mold surface and the sheet.

Vacuum Forming
• The vacuum forming process can be used to make most product packaging,
speaker casings, and even car dashboards.
Canopy of military aircraft

Vacuum Forming


Vacuum Forming
• The mobile phone seen below has plain packaging.
• The front is manufactured from vacuum formed high density polystyrene.
• The polystyrene is transparent which means that the mobile phone can be
seen through it.
• This type of packaging is called 'blister packaging'.

Vacuum Forming
• The first stage of vacuum forming is to manufacture a precise mould.
• This is a skilled job as any imperfections to the mould will show up every
time it is used to shape plastic such as high density polystyrene.
• The mould can be used hundreds and even thousands of times to produce
the same plastic part.
• Each part will be exactly the same.
Vacuum Forming
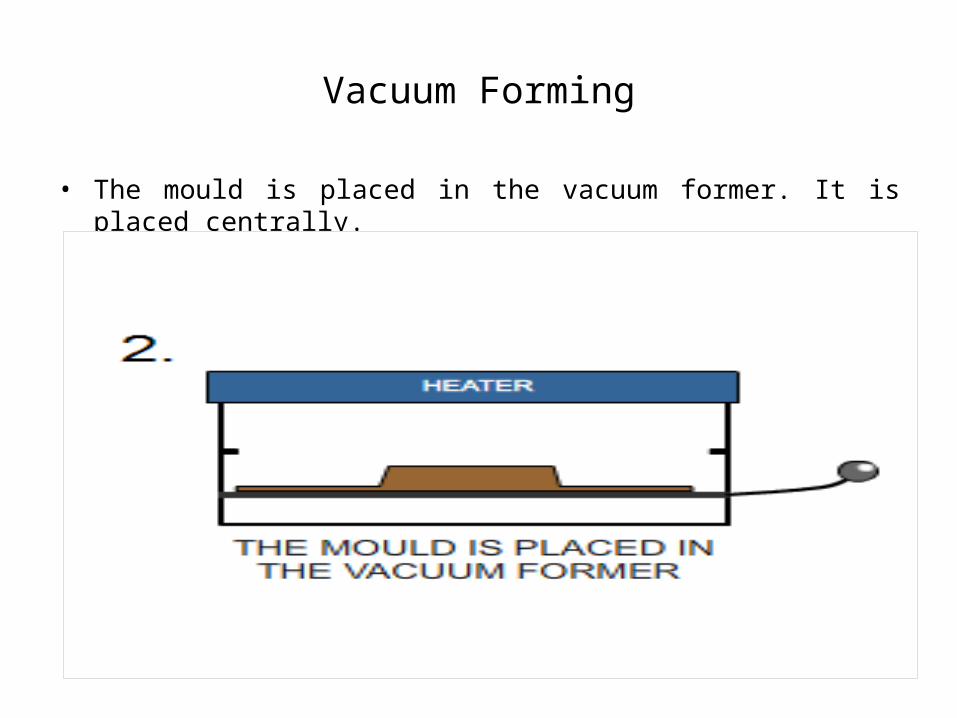
• The mould is placed in the vacuum former. It is placed centrally.

Vacuum Forming
• A sheet of high density polystyrene is placed above the mould and clamped
in position.
• Various thicknesses are available.
• Usually material 1mm thick is the most suitable for this type of vacuum
forming.

Vacuum Forming
• The heater is turned on.
• When the machine is being used from ‘cold’ it takes approximately five to
ten minutes to warm up to the temperature needed to heat the polystyrene
sufficiently.
• Once warm, polystyrene of this type takes only four or five minutes to heat
up before vacuum forming can begin.

Vacuum Forming
• The plastic (polystyrene) becomes pliable and flexible after a short time. It
must be very flexible before it can be formed properly.

Vacuum Forming
• When the polystyrene is ready the shelf is then lifted up towards the
polystyrene sheet.
• The air underneath the former is pumped out and the polystyrene takes the
form of the mould.


Vacuum Forming
• Normally, draft angles must be present in the design on the mold (a
recommended minimum of 3°). Otherwise, release of the formed plastic
and the mold is probably difficult.
Shower tray

Vacuum Forming
• Vacuum forming is usually, but not always, restricted to forming plastic
parts that are rather shallow in depth.
• A thin sheet is formed into rigid cavities for unit doses of pharmaceuticals.
Bath tray

Vacuum Forming
• Thick sheet is formed into permanent objects such as turnpike signs and
protective covers.
Yogurt pots

Vacuum Forming
• Relatively deep parts can be formed if the form-able sheet is mechanically
or pneumatically stretched prior to bringing it in contact with the mold
surface and before vacuum is applied.
Ski-boxes
Vacuum Forming
• Suitable materials for use in vacuum forming are
conventionally thermoplastics.
Refrigerator liners

Vacuum Forming
• The most common and easiest to use thermoplastic is High
Impact Polystyrene Sheeting (HIPS).
Sandwich box

Vacuum Forming
• This is molded around a wood, structural foam or cast/machined aluminum
mold and can form to almost any shape.
• Vacuum forming is also appropriate for transparent materials such as
acrylic which are widely used in applications for aerospace such as
passenger cabin window, canopies for military fixed wing aircraft.
Machine safety guards

Vacuum Forming
Common Problems:
• Moisture absorption:
– Absorbed moisture expands forming bubbles within the plastic's inner
layers.
– This will be solved by drying the plastic for an extended period at high
but sub-melting temperature.
Shop signsToy exterior body
Vacuum Forming
Common Problems:
• Webbing:
– Webs form around the mold, which is due to overheating the plastic
and so must be carefully monitored.
– Webbing can also occur when a mold is too large or parts of the mold
are too close together.
Disposable glass
Ice cube tray

Vacuum Forming
Common Problems:
• Parts Sticking:
– Objects that are formed often stick to the mold, so make sure there is
an angle of 3 degrees or more.
Disposable lunch box
Wall clock
Vacuum Forming
• Virtually all thermoplastics can be supplied as sheet and vacuum formed. The
more commonly used materials are listed below. Typical Materials Used:
– Acrylonitrile Butadiene Styrene
– Polyester Copolymer
– Polystyrene
– Polycarbonate
– Polypropylene
– Polyethylene (sheet and foamed sheet)
– Polyvinyl Chloride
– Acrylic
Passenger cabin windows in plane

Pressure Thermoforming
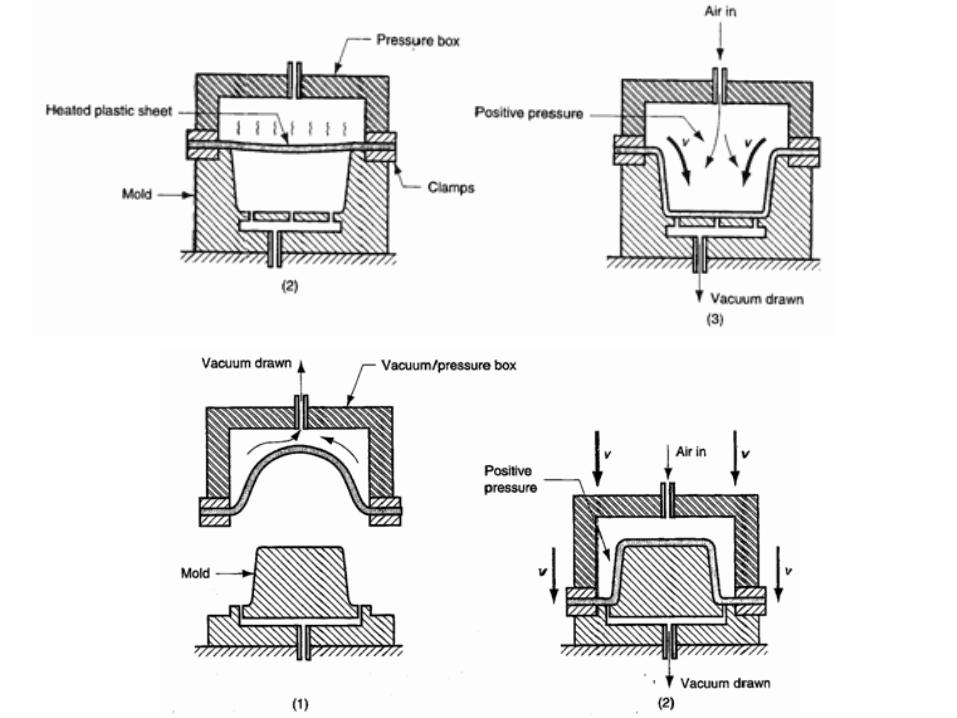
• At this point it is useful to distinguish between negative and positive molds.
• The molds having concave cavities are known as negative molds.
• A positive mold has a convex shape.
• Both types are used in thermoforming.
• In the case of the positive mold, the heated sheet is draped over the convex
form and negative or positive pressure is used to force the plastic against the
mold surface.
• The difference between positive and negative molds may seem unimportant,
since the part shapes are virtually identical.


Pressure Thermoforming
• However, if the part is drawn into the negative mold, then its exterior
surface will have the exact surface contour of the mold cavity.
• The inside surface will be an approximation of the contour and will
possess a finish corresponding to that of the staring sheet.
• By contrast, if the sheet is draped over a positive mold, then its interior
surface will be identical to that of the convex mold; and its outside surface
will follow approximately.
• Depending upon the requirements of the product, the distinction might be
important.
Pressure Thermoforming
• Another difference is in the thinning of the plastic sheet, one of the problems in
thermoforming.
• Unless the contour of the mold is very shallow, there will be significant thinning
of the sheet as it is stretched to conform to the mold contour.
• Positive and negative molds produce a different pattern of thinning in a given
part.
• Consider our tub shaped part as sample.
• In the positive mold, as the sheet is draped over the convex form, the portion
making contact with the top surface (corresponding to the base of the tub)
solidifies quickly and experiences virtually no stretching.

Pressure Thermoforming
• This results in a thick base but with significant thinning in the walls of the
tub.
• By contrast, a negative mold results in a more even distribution of
stretching and thinning in the sheet before contact is made with the cold
surface.
• A way to improve the thinning distribution with a positive mold is to pre
stretch the sheet before draping it over the convex form.
• The heated plastic sheet is stretched uniformly by vacuum pressure into a
spherical shape prior to drawing it over the mold.

Pressure Thermoforming
• In the process, closely controlled air pressure is applied to inflate the soft
sheet.
• The pressure is maintained until the blown shape has solidified.

Mechanical Thermoforming
• The third method uses matching positive and negative molds that are
brought against the heated plastic sheet, forcing it to assume their shape.
• In the pure mechanical forming method, air pressure (positive or negative)
is not used at all.
• Its advantages are better dimensional control and the opportunity for
surface detailing on both sides of the part.
• The disadvantage is that two mold halves are required; the molds for the
other two methods are therefore less costly.



















