
USOS ALTERNATIVOS DE LA PAPA EN EL ESTADO DE … · XV.- ELABORACIÓN DE TORTILLAS 90 ... Figura...
116
María Gricelda Vázquez Carrillo Oswaldo Ángel Rubio Covarrubias Yolanda Salinas Moreno David Santiago Ramos Instituto Nacional de Investigaciones Forestales, Agrícolas y Pecuarias Centro de Investigación Regional del Centro Campo Experimental Valle de México Coatlinchán, Texcoco, Estado de México, Noviembre de 2012 Libro Técnico No.15 USOS ALTERNATIVOS DE LA PAPA EN EL ESTADO DE MÉXICO USOS ALTERNATIVOS DE LA PAPA EN EL ESTADO DE MÉXICO
Transcript of USOS ALTERNATIVOS DE LA PAPA EN EL ESTADO DE … · XV.- ELABORACIÓN DE TORTILLAS 90 ... Figura...

María Gricelda Vázquez Carrillo
Oswaldo Ángel Rubio Covarrubias
Yolanda Salinas Moreno
David Santiago Ramos
Instituto Nacional de Investigaciones Forestales,Agrícolas y PecuariasCentro de Investigación Regional del CentroCampo Experimental Valle de MéxicoCoatlinchán, Texcoco, Estado de México, Noviembre de 2012
Libro Técnico No.15
USOS ALTERNATIVOS DE LA PAPA EN EL ESTADO DE MÉXICO
USOS ALTERNATIVOS DE LA PAPA EN EL ESTADO DE MÉXICO

PERSONAL INVESTIGADOR DEL CAMPO EXPERIMENTAL VALLE DE MÉXICO
Dra. PATRICIA RIVAS VALENCIAJEFA DE CAMPO
Investigador(a) Correo electrónico Programa de investigación
Acosta Mireles Miguel, Dr. [email protected] Manejo forestal, sustentable y servicios ambientales
Aguilar Zamora Alejandro Agustín, M.C. [email protected] HortalizasArellano Vázquez José Luis, Dr. [email protected] MaízAudelo Benítez Marco Antonio, M.C. [email protected] MecanizaciónAyala Garay Alma Velia, Dra. [email protected] MecanizaciónBuendía Rodríguez Enrique, M.C. [email protected] MFS y SA
Sangerman Jarquín Dora María, Dra. [email protected] Revista Mexicana de Ciencias AgrícolasTovar Gómez Ma. del Rosario, Dra. [email protected] MaízTurrent Fernández Antonio, Dr. [email protected] MaízVargas Vázquez María Luisa Patricia, M.C. [email protected] Frijol y garbanzo
Navarro Bravo Agustín, Dr. [email protected] MecanizaciónMuñiz Reyes Erica, Dra. [email protected] Sanidad forestal y agrícola
Quezada Salinas Andres Dr. [email protected] Cebada
Cervantes Osornio Rocío, Dra. [email protected] Mecanización
González González Miguel, Dr. [email protected] Cebada
Cerón Rojas J. Jesús, Dr. ceron.jesus@ inifap.gob.mx Oleaginosas
González Molina Lucila, Dra. [email protected] Fertilidad de suelos y nutrición vegetal
Pérez Herrera Patricia, M.C. [email protected] Trigo y avenaPineda Ojeda Tomás, M.C. [email protected] Plantaciones y sistemas y agroforestales
Cortes Espinosa Lorena, M.C. [email protected] SocioeconomíaCuevas Reyes Venancio, M.C. [email protected] SocioeconomíaDe La O Olán Micaela, Dra. [email protected] Recursos genéticosDíaz Valasis Margarita, Dra. [email protected] Forestal y agrícolaEspinosa Calderón Alejandro, Dr. [email protected] Maíz
Esquivel Esquivel Gilberto, Dr. [email protected] Recursos genéticosFlores Ayala Eulogio, M.C. f [email protected] MFS y SAGarza García Dagoberto, M.C. [email protected] GarbanzoGonzález Estrada Adrián, Dr. [email protected] Socioeconomía
Hernández Casillas Juan Manuel, Dr. [email protected] Recursos genéticosHortelano Santa Rosa Rene, Dr. [email protected] Trigo y avena
Huerta Espino Julio, Dr. [email protected] Trigo y avenaHuerta Zurita Ramón, M.C. [email protected] CebadaIrizar Garza Martha Blanca Guadalupe, Dra. [email protected] Fertilidad de suelos y nutrición vegetalJacinto Hernández Carmen, Dra. [email protected] Frijol y garbanzoJiménez Regalado Ramón, Dr. jimé[email protected] Mecanización
Jolalpa Barrera José Luis, M.C. [email protected] SocioeconomíaLarqué Saavedra Bertha Sofía, Dra. [email protected] SocioeconomíaLimón Ortega Agustín, Dr. [email protected] Trigo y avenaMartínez Cruz Eliel, Dr. [email protected] Trigo y avenaMartínez Trejo Guillermina, Dra. [email protected] LecheMejía Andrade Hugo, M.C. [email protected] Maíz
Rivas Valencia Patricia, Dra. [email protected] Forestal y agrícolaRodríguez García Ma. Florencia, M.C. rodrí[email protected] Trigo y avenaSalinas Moreno Yolanda, Dra. [email protected] Maíz
Vargas Sallago José Manuel, M. C. [email protected] Mecanización
Zepeda Bautista Rosalba, Dra. [email protected] Maíz
Vázquez Carrillo María Gricelda, Dra. [email protected] Maíz
Velázquez Cardelas Gustavo Adrián, M.C. [email protected] MaízVillaseñor Mir Héctor Eduardo, Dr. [email protected] Trigo y avenaVirgen Vargas Juan, M.C. [email protected] MaízZamora Díaz Mauro Refugio, Dr. [email protected] Cebada

i
USOS ALTERNATIVOS DE LA PAPA
EN EL ESTADO DE MÉXICO
María Gricelda Vázquez Carrillo
Dra., Investigadora del laboratorio de Calidad de Maíz,
C.E. Valle de México. CIRCE-INIFAP
Oswaldo Ángel Rubio Covarrubias
Dr., Investigador del Programa de Papa,
S.E. Toluca, CIRCE-INIFAP
Yolanda Salinas Moreno
Dra., Investigadora del laboratorio de Calidad de Maíz,
C.E. Valle de México. CIRCE-INIFAP
David Santiago Ramos
Ing., Asistente del laboratorio de Calidad de Maíz,
C.E. Valle de México. CIRCE-INIFAP
Instituto Nacional de Investigaciones Forestales, Agrícolas y Pecuarias
Centro de Investigación Regional del Centro
Campo Experimental Valle de México
Coatlinchan, Texcoco, Estado de México
Noviembre de 2012
Libro Técnico No. 15

ii
INSTITUTO NACIONAL DE INVESTIGACIONES
FORESTALES, AGRÍCOLAS Y PECUARIAS
Progreso No. 5, Barrio de Santa Catarina
Delegación Coyoacán
CP 04010, México, D.F.
Teléfono (55) 38718700
USOS ALTERNATIVOS DE LA PAPA
EN EL ESTADO DE MÉXICO
ISBN:
Primera Edición 2012
Libro Técnico No. 15
Impreso en México
No está permitida la reproducción total o parcial de esta publicación, ni la transmisión
de ninguna forma o por cualquier medio, ya sea electrónico, mecánico, fotocopia, por
registro u otros métodos, sin el permiso previo y por escrito de la Institución.

iii
CONTENIDO
I.- INTRODUCCIÓN 11
II.- GENERALIDADES SOBRE EL CULTIVO DE PAPA 13
2.1 Taxonomía 13
2.2 Origen 13
2.3 Morfología del tubérculo 14
2.4 Composición química 15
2.5 Componentes de importancia industrial y nutricional 15
2.5.1 Almidón 15
2.5.2 Azúcares 16
2.5.3 Proteínas y aminoácidos 16
2.5.4 Fenoles 17
2.5.5 Vitamina C 18
III.- SITUACIÓN MUNDIAL 19
IV.- PRODUCCIÓN DE PAPA EN MÉXICO 21
4.1 Variedades de papa cultivadas en México 23
V.- PRODUCCIÓN DE PAPA EN EL ESTADO DE MÉXICO 24
VI.- CALIDAD DE LA PAPA Y FACTORES QUE LA AFECTAN 26
6.1 Parámetros de calidad 26
6.2 Factores que afectan la calidad 28
6.2.1 Factores agro-climáticos adversos 28
6.2.2 Enfermedades y plagas 29
6.2.3 Inestabilidad de los precios y problemas de comercialización 30
VII.- LOS COMPUESTOS FENÓLICOS Y SUS BENEFICIOS 31
7.1 Factores que intervienen en la acumulación 32
7.2 Funciones 32
7.3 Efectos de los fenoles en la salud 33

iv
VIII.- HOJUELAS DE PAPA FRITAS ELABORADAS A PARTIR DE TUBÉRCULOS
NIXTAMALIZADOS 34
8.1 Calidad de las papas fritas 35
8.2 Contenido de calcio, sodio y potasio 38
8.3 Contenido de aceite y azúcares reductores en las
papas fritas 42
8.4 Aceptación sensorial de las frituras 45
IX.- OBTENCIÓN DE HARINA 45
9.1 Harina de papa sin pre tratamiento 46
9.1.1 Rendimiento 47
9.1.2 Parámetros físico-químicos en harinas. 48
9.1.3 Granulometría 50
9.1.4 Color 51
9.3 Harina de papa nixtamalizada 52
X.- OBTENCIÓN DE ALMIDÓN 53
10.1 Rendimiento de almidón 56
10.2 Parámetros físicos 57
XI.- ELABORACIÓN DE PAN 57
11.1 Calidad del pan 58
11.1.1 Rendimiento 58
11.1.2 Color de miga 59
11.1.3 Textura 60
11.1.4 Volumen 62
11.2 Contenido de fenoles y actividad antioxidante 63
XII.- ELABORACIÓN DE GALLETAS 66
XIII.- PRODUCCIÓN DE ALCOHOL (ETANOL) 69
13.1 Producción de alcohol por hidrólisis química 71
13.2 Producción de alcohol por hidrólisis enzimática 74
13.2.1 Obtención de etanol a partir de almidón 77
13.2.2 Obtención de etanol a partir de tubérculos frescos 78

v
13.2.3 Obtención de etanol a partir de harina de papa 80
XIV.- PRODUCCIÓN DE CERVEZA 83
XV.- ELABORACIÓN DE TORTILLAS 90
15.1 Tortillas elaboradas a partir del método tradicional, nixtamal
maíz-papa 91
15.2 Tortillas elaboradas con harina de papa nixtamalizada mezclada con
harina y masa de maíz nixtamalizado. 96
XVI.- AGRADECIMIENTOS 102
XVII.- LITERATURA CITADA 103

vi
ÍNDICE DE FIGURAS
Figura 1. Corte longitudinal de un tubérculo de papa 14
Figura 2. Producción mundial de papa 2001-2010. FAO, 2012 20
Figura 3. Municipios productores de papa en el
Estado de México 25
Figura 4. Pardeamiento del tubérculo y resultado del freído de tubérculos
infectados con la enfermedad de la punta morada 30
Figura 5. Efecto de la concentración del hidróxido de calcio sobre el
rendimiento de papas fritas elaboradas a partir de tubérculos nixtamalizados
de la variedad Fianna 35
Figura 6. Efecto de la concentración de hidróxido de calcio sobre la
fracturabilidad de las papas fritas elaboradas a partir de tubérculos
nixtamalizados de la variedad Fianna 36
Figura 7. Apariencia de las papas fritas elaboradas a partir de tubérculos
nixtamalizados con piel y sin piel y con diferentes concentraciones de hidróxido
de calcio 38
Figura 8. Efecto de la concentración de hidróxido de calcio sobre el contenido
de calcio en papas fritas elaboradas a partir de tubérculos nixtamalizados de la
variedad Fianna 39
Figura 9. Efecto de la concentración de hidróxido de calcio sobre el contenido
de sodio en papas fritas elaboradas a partir de tubérculos nixtamalizados de la
variedad Fianna 40
Figura 10. Efecto de la concentración de hidróxido de calcio sobre el contenido
de potasio en papas fritas elaboradas a partir de tubérculos nixtamalizados de
la variedad Fianna 41
Figura 11. Efecto de la concentración de hidróxido de calcio en el contenido de
aceite de papas fritas elaboradas a partir de tubérculos nixtamalizados de la
variedad Fianna 42
Figura 12. Efecto de la nixtamalización sobre el contenido de azúcares solubles
totales y reductores en tubérculos de papa con y sin piel 44
Figura 13. Diagrama general del proceso de obtención de harina de papa 46
Figura 14. Diagrama general de producción de harina nixtamalizada
de papa 52
Figura 15. Diagrama general de obtención de almidón a nivel industrial 54
Figura 16. Rendimiento de pan elaborado con diferentes proporciones de
harina y almidón de papa de 3 variedades 58
Figura 17. Color de miga de pan elaborado con diferentes proporciones de
harina y almidón de papa de tres variedades 60
Figura 18. Textura de pan elaborado con diferentes proporciones de harina y
almidón de papa de tres variedades 61

vii
Figura 19. Volumen de pan elaborado con diferentes proporciones de harina
de papa 62
Figura 20. Volumen de pan elaborado con mezclas de harina de trigo y almidón
de papa 63
Figura 21. Contenido de fenoles extractables solubles (FES) y actividad
antioxidante (AA) en pan elaborado con diferentes proporciones de harina y
almidón de papa 64
Figura 22. Aspecto de piezas de pan elaboradas con mezclas de harina de
trigo con harina o almidón de papa 66
Figura 23. Aspecto visual de galletas elaboradas con harina
refinada de papa 68
Figura 24. Diagrama general de producción de alcohol a partir de papa 70
Figura 25. Esquema general del proceso de producción de alcohol por vía
enzimática 75
Figura 26. Proceso de obtención de etanol a partir de tubérculos frescos de
tres variedades de papa 78
Figura 27. Cinética de la producción de etanol con diferentes variedades de
papa fresca provenientes del Estado de México 80
Figura 28. Proceso de obtención de etanol a partir de harina de papa 81
Figura 29. Cinética de la producción de etanol a partir de harina de dos
variedades de papa 82
Figura 30. Efecto de la sanidad de los tubérculos en la cinética de producción
de etanol a partir de harina 83
Figura 31. Diagrama general de la elaboración de cerveza a partir de papa84
Figura 32. Dureza y humedad de tortillas elaboradas con mezclas de maíz-papa
entera 94
Figura 33. Color (expresado como luminosidad) en masa y tortillas elaboradas
con mezclas de maíz-papa entera 95
Figura 34. Dureza y humedad de tortillas elaboradas con mezclas de harina de
papa-harina de maíz, y harina de papa-masa de maíz, con sus correspondientes
testigos 100
Figura 35. Color (expresado como luminosidad) en masa y tortillas elaboradas
con mezclas de harina de papa-harina de maíz, y harina de papa-masa de maíz,
con sus correspondientes testigos 101

viii
ÍNDICE DE CUADROS
Cuadro 1. Composición química general del tubérculo de papa. 15
Cuadro 2. Principales países consumidores de papa. (Consumo total y
consumo per cápita), 2007. 21
Cuadro 3. Principales estados productores de papa 2010. SIAP, 2012 22
Cuadro 4. Principales municipios productores de papa en el estado de México.
Año agrícola PV+OI, 2010. 26
Cuadro 5. Efecto de la concentración de hidróxido de calcio sobre el color de
papas fritas elaboradas a partir de tubérculos nixtamalizados de la variedad
Fianna. 37
Cuadro 6. Rendimiento de harina de tres variedades de papa del Estado de
México. 48
Cuadro 7. Contenido de humedad y grasa de diferentes harinas de papa. 49
Cuadro 8. Granulometría en diferentes harinas de papa. 50
Cuadro 9. Color de harinas de papa 51
Cuadro 10. Rendimiento de almidón de cuatro variedades de papa. 56
Cuadro 11. Contenido de humedad y aceite en almidón de papa de dos
variedades. 57
Cuadro 12. Calidad de galletas elaboradas con harina refinada de papa de las
variedades Malinche y Nau. 67
Cuadro 13. Contenido de fenoles solubles y actividad antioxidante de galletas
elaboradas con harina refinada de papa y harina de trigo. 68
Cuadro 14. Contenido de azúcares reductores en el mosto después de la
hidrólisis con dos ácidos. 71
Cuadro 15. Contenido de azúcares reductores en el mosto después de la
hidrólisis. 72
Cuadro 16. Contenido de azúcares reductores en el mosto al finalizar la
fermentación. 73
Cuadro 17. Producción de etanol a partir de dos variedades de papa cultivadas
en el Estado de México. 73
Cuadro 18. Condiciones de hidrólisis (dextrinización y sacarificación) de papa
con dos enzimas. 77
Cuadro 19. Contenido de azúcares inicial, rendimiento en dextrinización y
sacarificación en la hidrólisis de tubérculos de tres variedades de papa. 79
Cuadro 20. Comparación de los tratamientos para ajustar los azúcares
reductores en el mosto. 86
Cuadro 21. Evolución del contenido de azúcares reductores en el proceso de
elaboración de cerveza a partir de tubérculos de papa. 89
Cuadro 22. Características de masa y tortillas elaboradas con mezclas de maíz
y papa. 92

ix
Cuadro 23. Tratamientos evaluados en tortillas elaboradas a base de harina de
papa. 96
Cuadro 24. Características de masa y tortillas elaboradas a base de harina de
papa. 98

10

11
I.- INTRODUCCIÓN
El estado de México ocupa el quinto lugar a nivel nacional en
producción de papa y es el primer productor de papa, bajo
condiciones de temporal. Las regiones productoras presentan
ventajas y una relativa importancia debido a sus condiciones
geográficas y agro-climáticas que hacen adecuado el desarrollo
de este cultivo. La producción de papa en el Estado de México es
de gran importancia socioeconómica por el valor de la
producción, la generación de empleos, su rentabilidad y los
beneficios que deja a los productores dedicados a esta actividad.
No obstante estas ventajas, la producción de papa se ha visto
seriamente afectada, por la problemática que actualmente afecta
a este cultivo: plagas y enfermedades (punta morada de la papa,
tizón tardío, etc.) cada vez más resistentes, lo que implica un
mayor uso de insumos como fungicidas e insecticidas que elevan
los costos de producción; condiciones climáticas adversas (p. e.
heladas, granizo, sequía), debidas al cambio climático, situaciones
que promueven la producción de tubérculos de mala calidad para
la industria de papas fritas y que generan grandes pérdidas
económicas a los productores al no poder comercializar su
producción; aunado a lo anterior se presenta la competencia
desventajosa de los productores nacionales frente a los de
Estados Unidos y Canadá, ante la apertura del Tratado de Libre
Comercio de América del Norte (TLCAN), ya que la invasión de
productos de papa de estos países genera poca competitividad,
menor demanda del producto nacional y por tanto precios bajos.
El interés en el estudio de la papa y su aprovechamiento para la
alimentación humana surge debido a la importancia y
problemática de este tubérculo en el país y en el estado, aunado a
que recientemente se reconoce que algunos compuestos
presentes en la papa, tales como los compuestos fenólicos tienen

12
propiedades principalmente antioxidantes y anticancerígenas, por
lo que ya son demandados en la industria de alimentos y por los
consumidores.
Por todo lo anterior, el Laboratorio de Calidad de Maíz del
Instituto Nacional de Investigaciones Forestales, Agrícolas y
Pecuarias (INIFAP), gracias al apoyo de la SAGARPA y del
Gobierno del Estado de México, a través de la Fundación Produce,
se ha dado a la tarea de explorar y presentar diversas
alternativas de uso de la papa, sobretodo de aquella que no
cumple los parámetros de calidad de la industria de papas fritas,
desarrollando productos y alimentos que tengan aceptación entre
la población urbana y rural de bajos recursos económicos,
mejorando su nutrición, dándole un valor agregado al producto sin
elevar su costo y sin alterar la forma y patrón de alimentación de
la población; de esta manera el INIFAP contribuye a evitar la
subutilización de la producción que no tiene mercado, generando
nuevas alternativas que podrían mejorar los ingresos de los
productores.
El presente folleto pretende ser una herramienta para todos
aquellos técnicos y productores interesados en conocer las
alternativas de uso para los tubérculos que no cumplen con los
estándares de calidad demandados por la industria o el mercado
para consumo en fresco. Esperando que los resultados aquí
plasmados sirvan como referencia para implementar y validar los
procesos aquí descritos.

13
II.- GENERALIDADES SOBRE EL CULTIVO DE PAPA
2.1 Taxonomía
La papa (Solanum tuberosum L.) es una planta herbácea anual
que alcanza una altura hasta de un metro y produce tubérculos.
Pertenece a la familia de las solanáceas, del género Solanum,
formado por al menos otras mil especies, como el tomate y la
berenjena. El género Solanum, especie tuberosum se divide en
dos subespecies diferentes: la andigena, adaptada a condiciones
de días cortos, cultivada principalmente en los Andes, y
tuberosum, la subespecie que hoy se cultiva en todo el mundo y
se piensa que desciende de una pequeña introducción en Europa
de papas andigenas, posteriormente adaptadas a días más
largos (FAO, 2008).
2.2 Origen
El centro de máxima variabilidad de especies de papa se sitúa en
el corazón de los Andes, en las zonas altas de Perú y Bolivia y por
esta razón se considera a la citada región como su centro de
origen. Su domesticación comenzó hace unos 8 000 años
aproximadamente, sin embargo, su distribución y explotación a
nivel mundial como cultivo ocurrió muchos siglos después, debido
a la conquista de los países americanos, en los siglos XV y XVI,
hecha por los europeos, quienes llevaron la papa a Europa y a los
países asiáticos (Borba, 2008).
En México, la presencia de una diversidad de especies silvestres
en la zona centro indica que también se encuentra en el ámbito
de origen de este tubérculo, sin embargo, las variedades
cultivadas probablemente fueron introducidas por los españoles
en el siglo XVI (FAO, 2008).

14
2.3 Morfología del tubérculo
El tubérculo tiene una yema terminal en la extremidad apical
denominada “corona”. En el otro extremo, llamado “talón”, se
encuentra el punto de unión del estolón: el “ombligo”. A todo lo
largo del tubérculo se hayan dispuestas yemas axilares
rebordeadas por la cicatriz de una escama mejor conocidas
como “ojos”. Haciendo el corte longitudinal de un tubérculo se
puede observar, del exterior al interior, en primer lugar el
peridermo o piel; debajo de la piel se encuentra la “pulpa” o
“carne” del tubérculo que comprende: la corteza o parénquima
cortical; el anillo vascular, que está compuesto del floema externo,
el xilema, y los tejidos parenquimatosos; la zona perimedular y la
médula o parénquima medular (Figura 1) (Fueyo, 2007).
Figura 1. Corte longitudinal de un tubérculo de papa.

15
2.4 Composición química
Woolfe (1987), afirma que el valor alimenticio de la papa es
generalmente subestimado, a pesar de haberse demostrado que
es fuente de proteína de alto valor biológico, que tiene una
relación favorable de caloría proteínica y caloría total, y es fuente
importante de vitaminas y minerales. La composición química
general de la papa se muestra en el cuadro 1.
Cuadro 1. Composición química general del tubérculo de papa.
Componente Contenido (%)
Agua 63.0-86.9
Materia seca 13.1–37.0
Almidón 12.6–20.0
Fibra 0.17–3.48
Lípidos 0.02–0.96
Proteína 0.6–4.6
Fuente: FAO, 2008; Bradshaw y Ramsay, 2009.
2.5 Componentes de importancia industrial y nutricional
2.5.1 Almidón
El almidón comprende del 65-80 % de la materia seca del
tubérculo de papa, y es el componente nutricional más
importante. El contenido de almidón y sus características físicas y
químicas están asociados con varios parámetros que influyen en
la calidad y condicionan la operación de los procesos de
industrialización de los tubérculos y la extracción del almidón
(Moreno, 2000). El almidón está presente en forma de gránulos
microscópicos (5-50 μm), compuestos en un 99 % por amilosa y
amilopectina en proporción 1:3. Su contenido varía según la
variedad, el estado de madurez del tubérculo y las condiciones del
medio, su distribución no es homogénea, ya que las células de los

16
haces vasculares contienen muchos gránulos pequeños (6-10
μm) mientras que las del parénquima medular y de la médula
tiene los gránulos más grandes. La mayor concentración de
gránulos pequeños se encuentra en el parénquima cortical. Otro
de los componentes de los gránulos de almidón, en menor
proporción, es el fósforo que se ha demostrado que está
químicamente combinado con la fracción de amilopectina y que
influye mucho en el procesamiento de las papas por sus
propiedades coloidales (Burton, 1989).
2.5.2 Azúcares
Los azúcares solubles del tubérculo de papa son esencialmente la
sacarosa y los azúcares reductores (glucosa y fructosa).
Asimismo se encuentran trazas de maltosa, xilosa, rafinosa,
melibiosa y melecitosa. Los azúcares solubles se encuentran
generalmente en mayor cantidad en la parte del talón que en la
corona y al nivel del haz vascular y de la médula más que en la
periferia del tubérculo. El contenido de azúcares está influenciado
por muchos factores como: la variedad, el grado de madurez de
los tubérculos, la fertilización mineral, las condiciones climáticas
en las que se desarrolla la planta y las condiciones de
almacenamiento (Rousselle et al., 1999).
2.5.3 Proteínas y aminoácidos
Las proteínas constituyen alrededor del 8 % del peso de la
materia seca del tubérculo, de ellas el 90 % son hidrosolubles y
están localizadas en la pulpa. Las proteínas insolubles están
situadas en la piel y en las membranas celulares. Según su
solubilidad, se les clasifica en dos categorías: las globulinas
(solubles en soluciones salinas), denominadas tuberinas por que
predominan en el tubérculo (70 %) y las albúminas, solubles en
agua, denominadas tuberininas (30 %). El contenido de proteínas
es generalmente bajo a nivel del haz pero aumenta
progresivamente hacia la epidermis y la médula. Depende de la

17
variedad y su concentración puede variar por factores del medio
ambiente, aunque el contenido de aminoácidos permanece
relativamente constante (Rousselle et al., 1999). Los
aminoácidos libres se encuentran igualmente en la fracción
soluble y presentan una buena complementariedad con los
aminoácidos que constituyen a las proteínas. Los principales
aminoácidos encontrados son: asparagina, glutamina y acido
glutámico (Rousselle et al., 1999). De estos tres, la asparagina
tiene una gran importancia debido a que durante los tratamientos
térmicos como la fritura, reacciona con los azúcares reductores
(glucosa y fructosa) dando lugar a la reacción de Maillard,
responsable en gran medida de la coloración oscura en las
hojuelas fritas (Bradshaw y Ramsay, 2009).
En los últimos años estos aminoácidos han sido muy estudiados,
sobretodo la asparagina, debido a que durante la reacción de
Maillard dan lugar a un compuesto conocido como acrilamida,
reconocido por la Agencia Internacional de Investigación sobre el
Cáncer (IARC, por sus siglas en inglés) como un probable
compuesto carcinógeno para los humanos (Pinhero et al., 2009).
2.5.4 Fenoles
Los compuestos fenólicos están relacionados con el color de la
papa cruda y son, en menor parte, responsables de ciertos tipos
de decoloración en productos de papa procesados.
Químicamente es posible distinguir los siguientes tipos de
compuestos fenólicos: lignina, cumarinas, antocianinas, flavonas,
taninos, fenoles monohídricos y polifenoles. El ácido clorogénico
es el mayor compuesto fenólico de la papa, ya que comprende
más del 90 % del total de compuestos fenólicos presentes, es un
éster formado por ácido trans-cinámico y ácido quínico. Al menos
tres formas isoméricas de este ácido pueden encontrarse en la
papa, constituyen del 0.025 a 0.150 % del peso seco del
18
tubérculo de papa y se concentran en una delgada capa en el
peridermo junto a la piel.
El ácido clorogénico, junto con otros polifenoles, se acumula en el
sitio de infección por microorganismos en los tubérculos, pero
también cuando hay daño mecánico y cuando son expuestos a la
luz (Kärenlampi y White, 2009).
2.5.5 Vitamina C
La papa tiene un alto contenido de ácido ascórbico o vitamina C
(13 mg por cada 100 g de papa fresca), sin embargo, este
contenido se ve afectado severamente durante el hervido o freído
de los tubérculos (Monro y Mishra, 2009). Cuando se almacenan
los tubérculos frescos hay inicialmente una pérdida rápida de
esta vitamina, entre 50 y 70 %, seguido después de pequeñas
pérdidas. Transcurridos seis meses de almacenamiento, más de
la mitad del ácido ascórbico original puede destruirse, esta
pérdida es más rápida y severa entre más baja sea la
temperatura.
En papas cocidas el acido ascórbico se retiene más que en las
papas horneadas, aunque en ambos hay pérdidas considerables.
Durante la ebullición las papas pierden entre 14 y 40 % de
vitamina C (Navarre et al., 2009). La degradación del acido
ascórbico puede tener lugar en presencia y ausencia de oxigeno y
conduce a la formación de compuestos de color pardo
(oscurecimiento no enzimático) (Rousselle et al., 1999).

19
III.- SITUACIÓN MUNDIAL
La papa es el cuarto alimento de mayor consumo a nivel mundial,
solo superada por el maíz, trigo y arroz; en general, no se conoce
la verdadera antigüedad de las plantas cultivadas y por
consiguiente, tampoco se sabe desde cuando estos cuatro
productos básicos forman parte de la dieta humana.
Este tubérculo es más eficiente que la mayoría de los cultivos
básicos para convertir los factores agroecológicos, el capital y la
mano de obra en un producto de alto valor económico. Además,
debido a su plasticidad fenotípica, la papa se adapta fácilmente a
diversos climas y sistemas de cultivo, por lo cual, la producción
mundial de papa va en continuo aumento, especialmente en los
países más poblados como son China e India (Luján, 1996; Borba,
2008).
La producción mundial de papa en el 2010 fue de 324.2 millones
de toneladas; debido a condiciones climáticas adversas, en 2005,
2006, y 2010 la producción disminuyó, sin embargo su tendencia
es al aumento, sobretodo en países en desarrollo (Figura 2) (FAO,
2012).

20
Figura 2. Producción mundial de papa 2001-2010. FAO, 2012.
La producción de papa en los países desarrollados,
especialmente en Europa y en los países de la Ex Unión Soviética,
ha disminuido en promedio un 1 % al año en los últimos 20 años,
en cambio en los países en desarrollo ha aumentado en promedio
un 5 % anual. Los países asiáticos, en particular China e India, han
impulsado este crecimiento. En 2010, la participación de los
países en desarrollo en la producción mundial de papas fue del
74 %, con lo que superó la del mundo desarrollado (24 %), el 2 %
corresponde a países subdesarrollados (Figura 2). Aun así, hoy
en día la producción y el consumo mundial de papas crece a
tasas inferiores que la población (FAO, 2012). Los principales
países productores de papa son China, India, Rusia, Ucrania,
Estados Unidos, Alemania, Polonia, Bangladesh, Bielorrusia y
Países Bajos. Asia y Europa son las principales regiones
productoras de papa del mundo y suministran alrededor del 80 %
de la producción mundial (FAO, 2012).
0.0
100.0
200.0
300.0
400.0
2001 2002 2003 2004 2005 2006 2007 2008 2009 2010
Mill
on
es
de
to
ne
lad
as
Año
Mundial Países desarrollados Paises en desarrollo

21
En cuanto al consumo, Asia consume casi la mitad del suministro
mundial de papa, no obstante, por su enorme población el
consumo anual por persona no rebasa los 25 kg. Los mayores
consumidores de papa son los europeos, principalmente
Bielorrusia y Montenegro, cuyo consumo es superior a los 170
kg/persona/año (Cuadro 2); el menor consumo ocurre en África
y América Latina (FAO, 2012).
Cuadro 2. Principales países consumidores de papa. (Consumo total y
consumo per cápita), 2007.
Consumo total Consumo per cápita
País (millones de ton) País (kg/persona/año)
China 43.5 Bielorrusia 189
India 20.8 Montenegro 178
Rusia 18.9 Rusia 133
Estados Unidos 17.2 Ucrania 131
Reino Unido 6.5 Estonia 127
Fuente: FAO, 2012
IV.- PRODUCCIÓN DE PAPA EN MÉXICO
Actualmente México ocupa el séptimo lugar en producción de
papa en América. En 2010 se produjeron 1.54 millones de
toneladas de papa (FAO, 2012). En México, esta hortaliza es de
gran importancia económica ya que está entre las más cultivadas
y rentables, además de que genera una gran cantidad de
empleos. Se cultiva en 24 de los 32 estados de la república.
Entre los principales estados productores se encuentran Sonora,
Sinaloa, Nuevo León, Chihuahua y el Estado de México (Cuadro 3).
En 2011 la superficie nacional cosechada de este cultivo fue de
55 mil ha, de las que se obtuvo una producción de 1.5 millones de

22
toneladas con un rendimiento promedio de 26.3 ton ha-1 (SIAP,
2012).
Cuadro 3. Principales estados productores de papa 2010. SIAP, 2012
Estado Superficie sembrada (ha) Producción (ton) Rendimiento
(ton ha-1)
Sonora 12212 376723 30.9
Sinaloa 10337 262097 25.6
Nuevo León 3597 134608 37.4
Chihuahua 4075 107850 26.9
México 4037 107667 26.7
De acuerdo a la información de la CONPAPA (Confederación
Nacional de Productores de Papa), la mayor parte de la
producción (55 %), se destina al consumo en fresco, un 19 % se
destina a la industria de la fritura y el 16 % restante se usa para
semilla (CONPAPA, 2010).
En México, la papa se cultiva durante todo el año, en los dos ciclos
agrícolas: primavera-verano (PV) y otoño-invierno (OI). En Sinaloa
se establece el cultivo únicamente en el ciclo OI, debido a las
condiciones climatológicas que predominan (Luque, 2012).
En cuanto al consumo total, a nivel del continente americano,
México ocupa el sexto lugar, con un consumo anual de 1.88
millones de toneladas, a pesar de esto el consumo per cápita es
bajo, solo 17 kg por persona al año, comparado con el principal
consumidor de América que es Perú (74 kg/persona/año) (FAO,
2012).

23
4.1 Variedades de papa cultivadas en México
Luque (2012), menciona que las variedades de papa que son
cultivadas para consumo humano se pueden clasificar en tres
grupos, de acuerdo al color y tipo de cáscara:
1. variedades de color rosado,
2. variedades de cascara lisa y de color blanco o amarillo, y
3. variedades de color rojo.
Las variedades de color rojo y rosado se producen en México,
principalmente en las zonas de temporal de los estados de
Puebla, Estado de México, Hidalgo, Veracruz y Tlaxcala. Entre las
variedades que predominan se encuentran Rosita, San José y
Marciana. Estas variedades han sido generadas por el INIFAP,
son resistentes contra el tizón tardío de la papa (Phytophthora
infestans Mont. De Bary) y se adaptan a los valles y sierras del
centro de la República Mexicana. Cabe destacar que la superficie
sembrada con estas variedades ha ido disminuyendo a través del
tiempo debido a que no se produce semilla certificada y la que se
utiliza actualmente como semilla se encuentra muy degenerada
por enfermedades (Rubio et al., 2000).
Las variedades de color blanco o amarillo se siembran con mayor
frecuencia en todo el país y se destinan a los diferentes mercados
de consumo en fresco y uso industrial. Los principales estados
productores de este tipo de variedades son: Sinaloa, Sonora,
Nuevo León, Guanajuato, Coahuila, Chihuahua, Estado de México y
Puebla. Las variedades blancas que predominan son Fianna,
Alpha, Gigant, Mondial, Atlantic y en menor superficie Caesar,
Vivaldi, Adora, Agata, Elfe, Fabula, FL1867, Escort y Felsina. Las
variedades Atlantic, Fianna y FL1867 son las que más se utilizan
en la industria para producir hojuelas fritas. La variedad Tollocan,
de piel blanca, es otra variedad resistente al tizón tardío
generada por el INIFAP la cual se sigue sembrando en el centro
24
de México, sin embargo no se dispone de semilla de buena
calidad. Se estima que actualmente las variedades mexicanas
solo se siembran en el 5% de la superficie nacional de papa.
V.- PRODUCCIÓN DE PAPA EN EL ESTADO DE MÉXICO
El cultivo de papa en el Estado de México es de gran importancia
económica y social. Se cuenta con un clima húmedo frio y/o
templado propicio para la producción de papa, sin embargo las
condiciones climáticas también son propicias para el desarrollo
del tizón tardío (Rubio et al., 2000). Debido a este problema,
algunos agricultores de bajos recursos económicos siembran
variedades de papa resistentes como son San José, Rosita,
Marciana y Tollocan siendo estas variedades las que se cotizan a
menor precio que otras variedades blancas de origen europeo
mencionadas anteriormente (Rubio et al., 2000).
Generalmente, las variedades resistentes al tizón tardío son
tardías, característica por la que algunos agricultores prefieren
sembrar otras variedades precoces.
La enfermedad conocida como punta morada de la papa, afecta
principalmente a las zonas con una altitud menor de los 3200
msnm en el Estado de México. El síntoma más distintivo de la
enfermedad es el manchado interno de los tubérculos, el cual es
asociado con la presencia de la bacteria Candidatus Liberibacter
psyllaurous (sinónimo de solanacearum), transmitida por el psilido
de la papa Bactericera cockerelli Sulc. (Rubio et al., 2011). Este
problema es la principal causa por la que los tubérculos sean
rechazados en el mercado en fresco y que no sirvan para la
producción de obleas fritas ya que éstas adquieren una
coloración aún más obscura después de freírse.

25
En 2010 el Estado de México ocupó el quinto lugar en producción
a nivel nacional, con una producción de 107 667 toneladas, una
superficie sembrada de 4 037 hectáreas y un rendimiento
promedio de 26.7 ton ha-1. Se produce en 27 de los 125
municipios con los que cuenta el estado (Figura 3).
Figura 3. Municipios productores de papa en el Estado de México

26
En el estado de México se produce en ambos ciclos. El 94 % de la
producción se obtiene en el ciclo PV, y el 6 % en el ciclo OI. Los
principales municipios productores (Juchitepec, Zinacantepec,
Villa de Allende y San José del Rincón) producen en el ciclo
primavera-verano; Valle de Bravo y Temascaltepec producen en el
ciclo OI (Cuadro 4).
Cuadro 4. Principales municipios productores de papa en el estado de México.
Año agrícola PV+OI, 2010.
Municipio Superficie
Sembrada
(ha)
Producción
(ton)
Rendimiento
(ton ha-1)
PMR
($ /
ton)
Juchitepec 800 30400 38.0 4300
Zinacantepec 758 15013 19.8 6684
Villa de Allende 355 12425 35.0 6000
San José del
Rincón
400 11200 28.0 6300
Tenango del Valle 560 10640 19.0 7500
Villa Victoria 200 8000 40.0 8000
Valle de Bravo 120 3571 31.1 6000
Amanalco 101 3000 30.0 8000
Tianguistengo 110 1925 17.5 7500
Temascaltepec 99 1610 16.3 7515
PMR: Precio Medio Rural; Fuente: SIAP, 2012
VI.- CALIDAD DE LA PAPA Y FACTORES QUE LA AFECTAN
6.1 Parámetros de calidad
La industria exige papa con distintas características. Existen
parámetros y procedimientos estrictos para la calificación de
productos procesados de alta calidad. De acuerdo con Moreno
(2000) y Naranjo et al. (2002), las características de mayor
importancia son:

27
Tamaño, forma y uniformidad del tubérculo.
Estas características dependen de la condición genética de la
variedad, de la densidad de plantas y de las prácticas de cultivo.
Generalmente la industria busca papas relativamente grandes y
uniformes. La uniformidad es una característica muy importante,
especialmente cuando se trata de papa para procesamiento a la
francesa y chips.
Profundidad de los ojos.
Influye en el rendimiento del tubérculo por la pérdida de pulpa en
el pelado y en la facilidad o dificultad para hacerlo. Además, las
papas con ojos profundos acumulan tierra y complica su lavado,
especialmente cuando se utilizan peladoras mecánicas.
Condición física
Los tubérculos con defectos físicos o enfermedades son
descartados para el proceso industrial. Se descartan los
tubérculos con daños físicos ocasionados por el manejo, en donde
se rompen las células produciendo manchones de color marrón.
Presencia del corazón hueco
Se encuentra este fenómeno generalmente en los tubérculos
grandes y constituyen condiciones físicas indeseables para la
industria.
Contenido de materia seca
Esta es una característica apreciada por la industria y depende
de la variedad, prácticas de cultivo, clima, tipo de suelo e
incidencias de plagas y enfermedades. Una papa con alto
contenido de materia seca mantiene una apariencia muy
harinosa. El rendimiento de la papa que se procesa para obtener
fécula o harina, puré en polvo, chips u hojuelas o papas fritas a la
francesa es más elevado cuanto mayor sea el contenido de
materia seca. Debido a una relación inversamente proporcional
entre el contenido de materia seca y el consumo de aceite, la
industria exige que la papa contenga por lo menos 21 % de
materia seca.

28
Contenido de azúcares reductores
Un contenido reducido de azúcares da una buena coloración a la
fritura. Un contenido elevado de azúcares en la papa produce una
coloración obscura que trae consigo una distorsión del sabor
(amargo). Para elaborar papa frita tipo chips se necesitan
variedades que presenten un máximo de 0.02 % de azúcares
reductores (Naranjo et al., 2002).
6.2 Factores que afectan la calidad
Herrera y Scott (1993) reportan que en América Latina, existen
alrededor de 71 factores que afectan la producción, calidad y el
uso de los tubérculos de papa, siendo los más importantes los
factores de estrés biótico y abiótico.
Estos factores generan estrés en la planta de papa, lo que induce
la acumulación de varios compuestos como un mecanismo de
defensa, entre ellos los compuestos fenólicos y los azúcares,
ambos indeseables para la industria de papas fritas.
6.2.1 Factores agro-climáticos adversos
Los factores climáticos como las sequías y heladas han existido
siempre, sin embargo, en la última década la presencia de estos
fenómenos climatológicos son más frecuentes, debido
principalmente al cambio climático, lo que afecta en gran medida
a las plantas. Tan solo en 2011, alrededor de 500 productores
de papa en el estado de México tuvieron pérdidas económicas
que fluctuaron ente 250 mil a un millón de pesos por productor,
debido a las heladas que azotaron a grandes municipios
productores como San José del Rincón, San Felipe del Progreso y
Villa Victoria (Aguilar, 2011). En los municipios de Zinacantepec y
Tenango del Valle las pérdidas fueron de 800 hectáreas de un
total de 1500 que se sembraron con este cultivo (Noriega,
2011).

29
Los principales efectos de las heladas son pérdida total o en su
caso el desarrollo de tubérculos pequeños, debido principalmente
a que la nula o inexistente actividad fotosintética de la planta,
produce poca materia seca, la cual es utilizada para el
crecimiento de los tubérculos. La cantidad de materia seca
producida depende de la intercepción de la radiación solar, al no
existir follaje o al perderse éste por las heladas se detiene el
proceso de formación de los tubérculos (Biarnès y Duchenne,
1995).
Por otro lado la papa es un cultivo mayormente sembrado en
zonas de clima templado y frio, no obstante, que esta condición
induce la acumulación de azúcares (Yuanyuan et al., 2009),
existen variedades cuya constitución genética no permite una
excesiva acumulación de éstos compuestos, mientras que
algunas otras como las cultivadas en algunas zonas del Estado de
México producen muchos azúcares, lo que produce tubérculos no
aptos para su procesamiento como papas fritas.
6.2.2 Enfermedades y plagas
Entre las enfermedades que afectan al cultivo de la papa en el
Estado de México y en otras regiones del país, la punta morada
de la papa y el tizón tardío, son las que más pérdidas económicas
generan (Alarcón et al., 2009; Lozoya et al., 2007; Rubio et al.,
2011).
La punta morada de la papa afecta el rendimiento y la calidad de
los tubérculos por que induce el pardeamiento de los haces
vasculares (Figura 3) y la brotación anormal (Rubio et al., 2006;
Rubio et al., 2011). El pardeamiento se intensifica cuando se
producen papas fritas a partir de tubérculos de plantas
infectadas (Figura 4), tal y como ha sido reportado por
Munyaneza et al. (2007).

30
Figura 4. Pardeamiento del tubérculo y resultado del freído de tubérculos
infectados con la enfermedad de la punta morada. Imágenes
obtenidas en el laboratorio de Calidad de Maíz-INIFAP.
6.2.3 Inestabilidad de los precios y problemas de
comercialización.
Otro de los factores que afectan a la cadena de producción de
papa es la inestabilidad de los precios y de la producción. La
mayoría de los productores, tanto del Estado de México como de
otros estados, producen papa primordialmente durante el ciclo
PV, por lo que en los meses de octubre y noviembre existe una
gran producción y por tanto mayor oferta (Hernández et al.,
2000).
Este fenómeno afecta de manera importante los precios de la
papa y los productores se ven en la necesidad de vender su
producto a precios tan bajos que en ocasiones no resulta
rentable el cultivo o se generan grandes pérdidas.
Por otro lado algunos productores deciden guardar su producto
para esperar mejores precios en el mercado y tener mejores
ingresos, sin embargo, los mecanismos utilizados para almacenar
el producto son obsoletos. Se estima que más del 70 % de los
productores guardan su papa en costales y en bodegas con poca
FREÍDO

31
ventilación, permitiendo con ello fenómenos de descomposición
importantes, que implican pérdidas que van de entre 25 y 75 %
del producto principalmente por pudrición (Luna, 2001).
Aunado a lo anterior a partir de 2003 la apertura comercial del
Tratado de Libre Comercio de América del Norte (TLCAN) ha
provocado que se introduzcan al país papas pretratadas y
envasadas (Santiago y García, 2001), cuya preparación final es
muy rápida (papas a la francesa prefritas y congeladas, cubos de
papa precocidos, papas hervidas, al vapor, etc.) que poco a poco
ganan terreno entre los consumidores, lo que ha reducido la
venta de papas frescas de la producción nacional (com. pers.1).
VII.- LOS COMPUESTOS FENÓLICOS Y SUS BENEFICIOS
Los fenoles son compuestos químicos que se encuentran
ampliamente distribuidos en las plantas como producto de su
metabolismo secundario, algunos de los cuales son
indispensables para su funcionamiento y otros son útiles en los
mecanismos de defensa bajo situaciones de estrés (Kim et al.,
2003). Los compuestos fenólicos son metabolitos secundarios
con propiedades antioxidantes, antibacteriales, antivirales,
antiinflamatorias, antialérgicas, antimutagénicas y
anticancerígenas, por lo que son demandados en la industria de
alimentos y por los consumidores (Friedman, 1997).
La presencia de compuestos fenólicos en forma libre (tales como
el acido clorogénico y acido caféico) se han reportado en papa y
recientemente se ha demostrado su elevada actividad
antioxidante (Nara et al., 2006).
1 Ing. José Rojas Escalante. Gerente del Sistema Producto Papa, Estado de México.

32
7.1 Factores que intervienen en la acumulación.
Durante el proceso normal de crecimiento y desarrollo, las
plantas son sujetas a diferentes tipos de estrés, tales como
sequia, calor, luz ultravioleta, aire contaminado y ataque de
patógenos. La mayoría de las plantas sufren daños fisiológicos o
bioquímicos cuando se exponen a temperaturas más altas o más
bajas de las óptimas para su crecimiento. El resultado de estos
daños se ve reflejado en los procesos metabólicos, que pueden
reducir la capacidad de crecimiento de los cultivos y disminuir el
rendimiento comercial. Se ha demostrado que el estrés induce a
la producción de compuestos fenólicos, tales como flavonoides y
fenilpropanoides (Rivero et al., 2001).
7.2 Funciones.
En las plantas los fenoles pueden actuar como fitoalexinas,
contribuyen a la pigmentación de las plantas, son antioxidantes y
son agentes de prevención contra la luz UV entre otros. En
alimentos los fenoles pueden contribuir en la astringencia, color,
sabor, olor y dan estabilidad antioxidante a los productos (Naczk y
Shahidi, 2004). Se conoce también que constituyen el color gris,
pardo o verde de productos alimenticios los cuales pueden ser
indeseables (Sosulski et al., 1982). Los mismos autores
encontraron que los ácidos fenólicos contribuyen al sabor de los
alimentos especialmente el astringente, cuando se encuentran en
niveles de 40 a 90 mg kg-1. Los ácidos fenólicos tales como el
cafeico, clorogénico, ferúlico, cinámico y p-cumárico contienen
gran actividad antioxidante (Velioglu et al., 1998).

33
7.3 Efectos de los fenoles en la salud.
Los compuestos fenólicos presentes en la papa tienen los
siguientes efectos sobre la salud:
Actividad antioxidante
Los antioxidantes son compuestos que inhiben o retardan la
oxidación de otras moléculas por el inicio y propagación de las
reacciones de oxidación en cadena (Velioglu et al., 1998).
La importancia de los antioxidantes es crucial para la salud,
debido a su capacidad de neutralizar radicales libres, que
contienen uno o más electrones desapareados (Thomas, 2000).
El antioxidante al colisionar con el radical libre le cede un electrón,
oxidándose a su vez y transformándose en un radical libre débil no
tóxico (Rodríguez et al., 2001).
Propiedades anticancerígenas.
El ácido clorogénico, el mayor ácido fenólico encontrado en la
papa, se ha identificado como una sustancia que controla algunos
procesos involucrados en la iniciación de un cáncer (Contreras,
2001).
Propiedades reductoras de glucosa.
Los fenoles de la papa, legumbres y cereales, han mostrado que
reducen los niveles de glucosa presentes en la sangre, según
estudios realizados en alimentos que inducen diabetes
(Contreras, 2001).
Efectos sobre el colesterol.
Pruebas de laboratorio han reportado que el ácido clorogénico y
otros fenoles tienen una fuerte actividad antioxidante sobre
lipoproteínas que se relacionan directamente con enfermedades
cardíacas. Otros estudios realizados con ratas muestran como el
consumo de piel de papa redujo los niveles de colesterol en la
sangre (Contreras, 2001).

34
VIII.- HOJUELAS DE PAPA FRITAS ELABORADAS A PARTIR DE
TUBÉRCULOS NIXTAMALIZADOS
Como ya se mencionó en secciones anteriores un alto contenido
de azúcares solubles en los tubérculos de papa induce una
coloración oscura en las papas fritas, siendo ésta una
característica inherente de algunas variedades de papa
cultivadas en el Estado de México. Por lo que se propone la
nixtamalización (precocido en solución de hidróxido de calcio) de
los tubérculos como un tratamiento previo al rebanado y freído de
las rodajas. Con este proceso se solubilizan parte de los azúcares
solubles en el agua de cocimiento (nejayote) y, por consiguiente,
se reduce el oscurecimiento no enzimático en las rodajas de papa
durante el freído. Adicionalmente se incrementa el contenido de
calcio en las papas después de este proceso, aumentando así su
valor nutricional; de esta manera, los tubérculos que carecen de
calidad para la industria de papas fritas común, tienen una
alternativa de industrialización, paralelamente en cualquier hogar
se pueden producir este tipo de botanas.

35
8.1 Calidad de las papas fritas.
Las pruebas realizadas en el Laboratorio de Calidad de Maíz-
INIFAP demostraron que los rendimientos más altos en papas
fritas se obtuvieron de los tubérculos de la variedad Fianna que se
nixtamalizaron con piel, con valores de 31.1-33.6 % (Figura 5).
Figura 5. Efecto de la concentración del hidróxido de calcio sobre el
rendimiento de papas fritas elaboradas a partir de tubérculos
nixtamalizados de la variedad Fianna.
Esto se debe a la inexistencia del proceso de mondado, el cual
genera mermas. Los rendimientos fueron semejantes al utilizar
diferentes concentraciones de cal en la nixtamalización (Figura 5).
Talburt y Smith (1987) informaron que el rendimiento en papas
fritas oscila en un rango del 30-35 % y Gravoueille (1999)
reportó que un rendimiento del 25 % es aceptable en la industria,
por lo que los resultados obtenidos se encuentran dentro del
rango promedio informado.
La textura es uno de los atributos sensoriales de mayor
importancia para la aceptación de las papas fritas (Haverkort et
al., 2002), en este caso se evaluó instrumentalmente, como

36
fracturabilidad, que es la fuerza necesaria para romper una
hojuela. Las papas fritas de los tubérculos nixtamalizados sin piel
presentaron los valores más altos (417.08 y 445.75 gf)
(Figura 6).
Figura 6. Efecto de la concentración de hidróxido de calcio sobre la
fracturabilidad de las papas fritas elaboradas a partir de tubérculos
nixtamalizados de la variedad Fianna.
En la figura 6 se puede observar que la concentración de calcio
tuvo una relación directamente proporcional con la fracturabilidad
de las frituras. Anderson et al. (1994) mencionan que el
precalentamiento o escaldado en papas tienen un efecto en la
textura final del tejido del tubérculo, volviéndola más firme que sin
estos tratamientos. También mencionan que sí el agua de
cocimiento contiene calcio o que si el tubérculo es remojado con
calcio, su tejido será más firme y se reducirá la caída de la piel del
tubérculo. Esto se debe a la formación de puentes de calcio entre
grupos carboxilo de las moléculas de pectina del tubérculo. Con
esto se entiende que la nixtamalización tuvo un efecto en el tejido
del tubérculo, volviéndolo más firme, provocando también una
modificación en la fracturabilidad de sus frituras.

37
Estos resultados coinciden con los valores declarados por otros
autores como Hasbún et al. (2009), quienes informaron valores
de fracturabilidad de 268.6 gf a 364.0 gf, y Castro (2008) quien
informó valores en un intervalo de 371.9 gf a 564.0 gf.
El color final de las frituras es un criterio de calidad muy
importante en la industria. El contenido de azúcares reductores
determina en gran parte el color que se desarrolla en las papas
fritas durante el proceso de freído (Moreira et al., 1999;
Haverkort et al., 2002). Los parámetros de color (L*, hue y
croma) para las papas fritas elaboradas se presentan en el
cuadro 5; el valor de L* indica el grado de luminosidad, a medida
que el valor aumenta se tiene un producto más claro; el valor de
hue indica el tono del producto, un valor de 90 corresponde al
color amarillo y finalmente el valor de croma indica la pureza o
saturación del color (Papadakis et al., 2000).
Cuadro 5. Efecto de la concentración de hidróxido de calcio sobre el color de
papas fritas elaboradas a partir de tubérculos nixtamalizados de la
variedad Fianna.
L*: luminosidad (0 = negro y 100 = blanco); hue: tono = arctan b/a, donde 0-90 = amarillo, 90-80
= verde, 180-270 = azul, 270-360 = rojo; croma = (a2 + b2)1/2
Se observa que los mejores resultados de color en las papas
fritas (valores más altos de L*, hue y croma) se obtuvieron a
partir de los tubérculos nixtamalizados con mayor concentración
Concentración
de
Ca(OH)2
L* hue croma
Con
Piel
Sin Piel Con
Piel
Sin Piel Con Piel Sin Piel
0 % 48.20
± 4.12
55.06
± 1.07
63.79
± 0.58
65.02
± 0.65
38.78
± 2.60
37.47
± 1.21
0.5 % 52.05
± 0.79
58.98
± 0.60
69.12
± 0.54
74.84
± 0.99
38.61
± 1.34
38.45
± 1.74
1 % 62.42
± 0.65
65.05
± 2.04
75.13
± 1.13
79.56
± 0.61
37.28
± 0.76
41.88
± 2.59

38
de hidróxido de calcio y sin piel. La nixtamalización tuvo un efecto
positivo en el color de las frituras ya que a medida que se
aumentó la concentración de hidróxido de calcio y el tiempo de
nixtamalización, la luminosidad mostró valores más altos y el
ángulo de tono (hue) se acercó más a 90 (lo que indica que se
acerca más al color amarillo) (Figura 7).
Condición del
tubérculo
Testigo
comercial
Concentración de hidróxido de
calcio
0.5 % 1.0 %
Con piel
Sin piel
Figura 7. Apariencia de las papas fritas elaboradas a partir de tubérculos
nixtamalizados con piel y sin piel y con diferentes concentraciones de
hidróxido de calcio.
8.2 Contenido de calcio, sodio y potasio.
El proceso de nixtamalización además de tener un efecto sobre el
color y la textura de las papas fritas tiene un efecto sobre el
contenido de calcio, sodio, potasio y aceite (Figura 8).
39
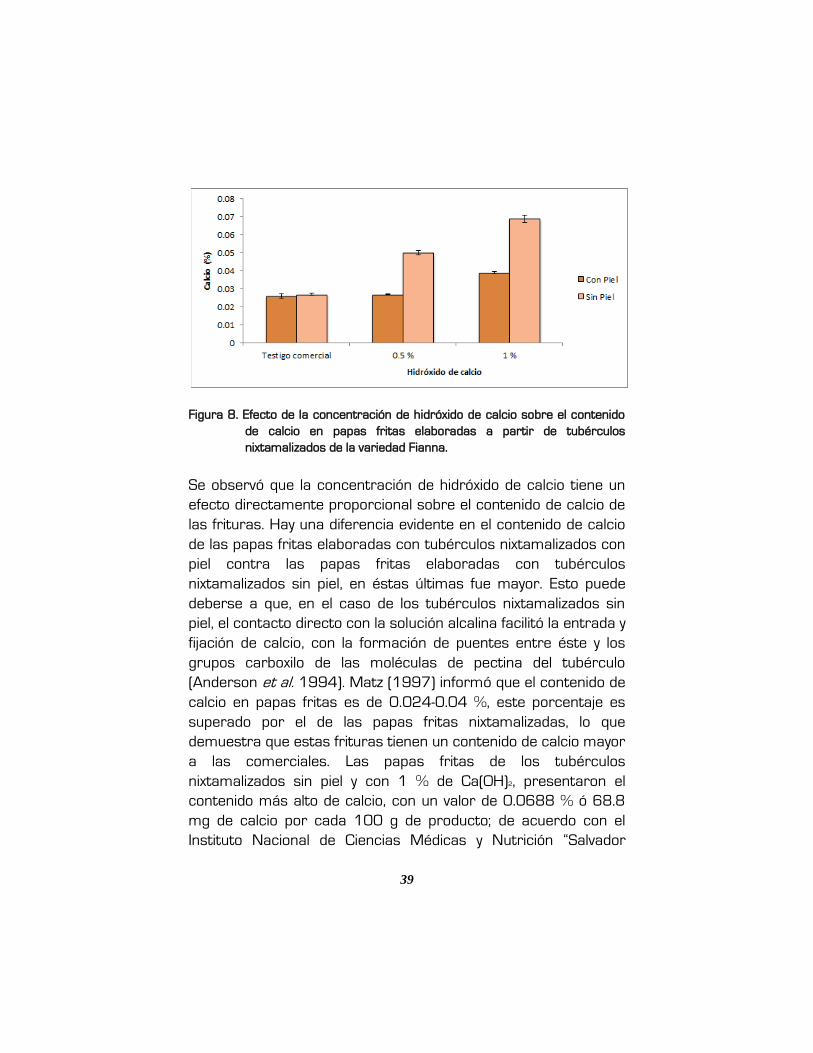
Figura 8. Efecto de la concentración de hidróxido de calcio sobre el contenido
de calcio en papas fritas elaboradas a partir de tubérculos
nixtamalizados de la variedad Fianna.
Se observó que la concentración de hidróxido de calcio tiene un
efecto directamente proporcional sobre el contenido de calcio de
las frituras. Hay una diferencia evidente en el contenido de calcio
de las papas fritas elaboradas con tubérculos nixtamalizados con
piel contra las papas fritas elaboradas con tubérculos
nixtamalizados sin piel, en éstas últimas fue mayor. Esto puede
deberse a que, en el caso de los tubérculos nixtamalizados sin
piel, el contacto directo con la solución alcalina facilitó la entrada y
fijación de calcio, con la formación de puentes entre éste y los
grupos carboxilo de las moléculas de pectina del tubérculo
(Anderson et al. 1994). Matz (1997) informó que el contenido de
calcio en papas fritas es de 0.024-0.04 %, este porcentaje es
superado por el de las papas fritas nixtamalizadas, lo que
demuestra que estas frituras tienen un contenido de calcio mayor
a las comerciales. Las papas fritas de los tubérculos
nixtamalizados sin piel y con 1 % de Ca(OH)2, presentaron el
contenido más alto de calcio, con un valor de 0.0688 % ó 68.8
mg de calcio por cada 100 g de producto; de acuerdo con el
Instituto Nacional de Ciencias Médicas y Nutrición “Salvador

40
Zubirán” (INCMNSZ, 2000) la ingesta diaria de calcio
recomendada para adultos de la población mexicana es en
promedio de 800 mg, por lo que una bolsa de 40 g papas fritas
nixtamalizadas elaboradas con estas condiciones, aportarían un
3.44 % de la cantidad recomendada. El contenido de sodio en las
papas fritas se ve mínimamente afectado por la nixtamalización
de los tubérculos, mostrando un ligero aumento a medida que se
incrementa la concentración de hidróxido de calcio (Figura 9),
comportamiento que se atribuye a la concentración de
compuestos debido a la lixiviación de algo de almidón y otros
compuestos de la papa.
Figura 9. Efecto de la concentración de hidróxido de calcio sobre el contenido
de sodio en papas fritas elaboradas a partir de tubérculos
nixtamalizados de la variedad Fianna.
El contenido de sodio en papas fritas informado por Matz (1997)
y Talburt y Smith (1987) es de 0.5-1 %, las papas fritas
nixtamalizadas se encuentran muy por debajo de este valor, esta
diferencia se debe a que a estas últimas no se les adicionó sal,
ingrediente que aumenta considerablemente el contenido de
sodio en las papas fritas.

41
Por su parte, el contenido de potasio fue mayor en las papas
fritas de tubérculos nixtamalizados con piel que sin piel
(Figura 10).
Figura 10. Efecto de la concentración de hidróxido de calcio sobre el contenido
de potasio en papas fritas elaboradas a partir de tubérculos
nixtamalizados de la variedad Fianna.
Este mayor contenido de potasio en papas fritas de tubérculos
nixtamalizados con piel se debe a que el potasio se encuentra en
altas concentraciones en la piel de papa y debajo de ésta (Lister y
Munro, 2000), por lo que al eliminar la piel se pierde gran parte
de este mineral, por otro lado, Navarre et al. (2009) mencionan
que la retención de los minerales es alta en tubérculos hervidos
con piel, mientras que en tubérculos sin piel hay pérdidas
considerables de minerales por lixiviación. El contenido más alto
de potasio fue para las papas fritas nixtamalizadas con 1 % de
hidróxido de calcio, con un porcentaje de 0.99 %.

42
8.3 Contenido de aceite y azúcares reductores en las papas
fritas.
Las frituras del tratamiento industrial o comercial muestran un
mayor contenido de aceite (42.5 %), mientras que las que se
elaboraron con los tubérculos nixtamalizados, conforme se
incrementa la concentración de calcio, se observa una tendencia
descendiente en el contenido de aceite (Figura 11).
Figura 11. Efecto de la concentración de hidróxido de calcio en el contenido de
aceite de papas fritas elaboradas a partir de tubérculos
nixtamalizados de la variedad Fianna.
El contenido más bajo fue para los tratamientos (con piel y sin
piel) nixtamalizados con 1 % de cal (34.6 % y 33.4 %
respectivamente), este contenido es incluso menor al de las
frituras de la marca comercial Chip’s (35.0 %). Matz (1997) y
Talburt y Smith (1987) informaron un contenido de aceite de 34-
40 % en papas fritas, por lo que los resultados encontrados en
los materiales evaluados se encuentran dentro de este rango.
Con esto se puede afirmar que la nixtamalización de los
tubérculos causa un efecto positivo sobre las frituras pues hay

43
una disminución significativa del contenido aceite con respecto al
testigo comercial (Figura 11).
Blumenthal y Stier (1991), mencionan que en los procesos de
fritura el aceite se aloja en los espacios que previamente
contenían el agua, por lo que se espera que a mayor cantidad de
agua en el tubérculo, mayor sea el contenido de aceite que
absorban las papas fritas. De acuerdo con Anderson et al. (1994)
es posible que la gelatinización del almidón, inducida por un
escalde previo al freído, disminuya la absorción de aceite durante
el freído. Con esta información se podría afirmar que el alto
contenido de aceite en el testigo comercial se debe a que los
tubérculos no tienen ningún tratamiento térmico antes del freído,
en cambio al ser nixtamalizados se propicia la gelatinización del
almidón disminuyendo de esta manera la absorción de aceite en
el freído.
El contenido de azúcares reductores está altamente
correlacionado con la calidad de los productos procesados de
papa, el contenido de estos azúcares en las papas es diferente en
cada variedad, con valores que van de 0.040 a 1 % en peso
fresco del tubérculo (Hasbún et al., 2009).
En la figura 12 se muestra el contenido de azúcares solubles
totales y reductores (glucosa y fructosa) para tubérculos frescos
y nixtamalizados, con piel y sin piel, se observa que el contenido de
ambos tipos de azúcares, fue menor después de la
nixtamalización.

44
Figura 12. Efecto de la nixtamalización sobre el contenido de azúcares solubles
totales y reductores en tubérculos de papa con y sin piel.
Esto sugiere que uno de los efectos de la nixtamalización es que
en el agua de cocimiento (nejayote) se pierden ciertos
componentes del tubérculo, tales pérdidas se incrementan con el
tiempo de cocción y las concentraciones de cal; los principales
componentes que se pierden son fragmentos de almidón,
proteína, y como se ve claramente en este caso, dentro de la
composición del nejayote también se encuentra azúcares
solubilizados que pueden ser reductores o no reductores.
La disminución del contenido de azúcares reductores después de
la nixtamalización fue más evidente en los tubérculos
nixtamalizados sin piel (0.572 %), sin embargo, este porcentaje
aún se encuentra fuera del rango mencionado por varios autores
como Haverkort et al. (2002) que establece que el contenido de
azúcares reductores para la elaboración de frituras no debe
exceder de 0.2-0.3 % del peso fresco.

45
8.4 Aceptación sensorial de las frituras.
Para dar respuesta a una de las principales inquietudes que se
tenían al elaborar las papas fritas nixtamalizadas, que es saber si
el tratamiento de la nixtamalización modificó significativamente
sus atributos sensoriales, principalmente el sabor, se realizó una
evaluación sensorial. La prueba determina si los consumidores
(panelistas no entrenados) detectan o no diferencias significativas
entre el sabor de papas fritas nixtamalizadas y sin nixtamalizar
(comerciales).
Los resultados permitieron saber que el proceso de
nixtamalización, ya sea de tubérculos con piel o sin piel, no causa
un cambio significativo en el sabor de las papas fritas pues a
pesar del aumento en el contenido de calcio al elaborarlas por
este método, su sabor es el mismo que cuando se elaboran por el
método convencional.
IX.- OBTENCIÓN DE HARINA
Otro producto que se puede obtener a partir de la papa, en este
caso deshidratada, es la harina de papa, la cual se obtiene a nivel
industrial de varias formas, la más común es a partir de la papa
cocida entera. La industria alimentaria utiliza la harina de papa,
que no contiene gluten pero sí abundante almidón, para aglutinar
productos compuestos de diversos tipos de carnes e impartir
espesor a salsas y sopas (FAO, 2008).

46
9.1 Harina de papa sin pre tratamiento.
Para la obtención de harina a partir de papa generalmente se
sigue el proceso que se muestra en la figura 13.
Figura 13. Diagrama general del proceso de obtención de harina de papa.
LAVADO
MONDADO
REBANADO
BLANQUEADO
SECADO
MOLIDO
TAMIZADO
PAPA
HARINA DE PAPA

47
El primer paso en la elaboración de harina es el lavado, operación
en la cual se elimina la tierra que cubre al tubérculo y la que
eventualmente se introduce en los “ojos” cuando estos son muy
profundos. De manera industrial el mondado se realiza en
muchos casos en el mismo equipo, consiste en la eliminación de
la piel del tubérculo, sin embargo, esta operación se puede omitir
y obtener una harina con piel o “integral”. Posteriormente se da
un rebanado o troceado de los tubérculos que consiste en
cortarlos en rebanadas de aproximadamente 2 a 3 mm de
espesor, con esto se favorece ampliamente la eliminación del
agua durante la deshidratación. El blanqueado o sulfitado consiste
en sumergir las rodajas en una solución de metabisulfito de sodio,
el cual cumple tres funciones: como desinfectante, blanqueador y
conservante, durante un periodo de 2-5 minutos, en una dosis de
20 mg/ kg de tubérculo. Una vez realizado el blanqueado, las
rodajas pueden sumergirse en agua fría, para evitar que se
adhieran entre sí. Finalmente la operación de secado tiene la
finalidad de deshidratar las fracciones de papa para disminuir el
contenido de humedad de 80 % a 7-8 %, humedad óptima para
la conservación de las harinas.
A continuación se presentan algunos resultados obtenidos en la
elaboración de harinas con variedades de papa del Estado de
México, utilizando este proceso.
9.1.1 Rendimiento.
Como se mencionó anteriormente, se pueden obtener dos tipos
de harinas: integral o con piel y refinada o sin piel. El rendimiento
de la harina integral siempre es mayor al de la harina refinada
(Cuadro 6).
48
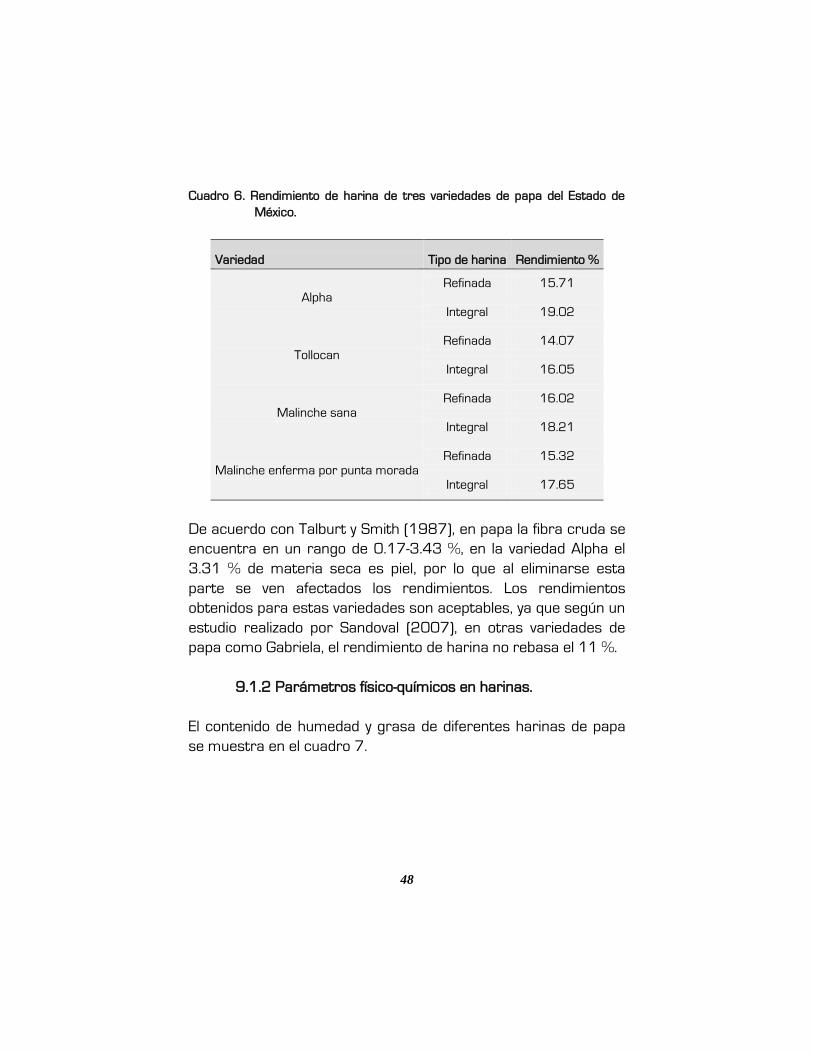
Cuadro 6. Rendimiento de harina de tres variedades de papa del Estado de
México.
Variedad Tipo de harina Rendimiento %
Alpha
Refinada 15.71
Integral 19.02
Tollocan
Refinada 14.07
Integral 16.05
Malinche sana
Refinada 16.02
Integral 18.21
Malinche enferma por punta morada
Refinada 15.32
Integral 17.65
De acuerdo con Talburt y Smith (1987), en papa la fibra cruda se
encuentra en un rango de 0.17-3.43 %, en la variedad Alpha el
3.31 % de materia seca es piel, por lo que al eliminarse esta
parte se ven afectados los rendimientos. Los rendimientos
obtenidos para estas variedades son aceptables, ya que según un
estudio realizado por Sandoval (2007), en otras variedades de
papa como Gabriela, el rendimiento de harina no rebasa el 11 %.
9.1.2 Parámetros físico-químicos en harinas.
El contenido de humedad y grasa de diferentes harinas de papa
se muestra en el cuadro 7.

49
Cuadro 7. Contenido de humedad y grasa de diferentes harinas de papa
comparadas con la de trigo.
Harina Humedad (%) Grasa (%)
Harina de trigo 11.00 0.92
Alpha refinada 9.75 0.60
Alpha integral 9.75 0.40
Malinche refinada 10.25 0.50
Malinche integral 9.75 0.60
Generalmente se considera que para que una harina se conserve
en buenas condiciones no debe rebasar el 15 % de humedad
(NOM-147, 1996), por lo que se discurre que la humedad de las
harinas de papa obtenidas mediante el método descrito es
adecuada para su conservación. La harina de trigo presenta un
contenido de humedad mayor que las harinas de papa, resultados
similares fueron obtenidos por Pineda y Vázquez (2010).
Por su parte el contenido de grasa en harinas de papa es bajo,
comparado con el contenido presente en una harina de trigo. Se
ha reportado que el porcentaje de grasa en el tubérculo de papa
es de 0.08 a 0.13 % del peso seco. Este rango es muy bajo para
tener alguna significancia nutricional pero contribuye con la
palatabilidad de la papa, incrementa la integridad celular del
tubérculo, la resistencia a los daños y juega un papel importante
en la reducción del oscurecimiento enzimático en la pulpa de los
tubérculos (Woolfe, 1987). Pineda y Vázquez (2010) también
reportan contenido de grasa en harina de papa de la variedad
Alpha de 0.8 %.

50
9.1.3 Granulometría.
La granulometría de las harinas determina el uso al cual se
destina. En el caso de harinas de maíz destinadas para tortillas, la
granulometría debe ser más fina (75 % en malla del # 60) que la
destinada a tostadas y tamales (Flores et al., 2002), por lo que si
se desea utilizar la harina de papa en mezclas con harina de maíz
para la elaboración de tortillas, la granulometría de esta harina
debe ser similar o más pequeña. En el caso de la harina de trigo-
almidón de papa aplica el mismo objetivo, sin embargo mediante
la medición de la granulometría de las harinas también se pueden
detectar fallas en el sistema de molienda. En el caso de papa,
dado que la comercialización de la harina de papa no es común,
no se tienen aún valores definidos para éste parámetro.
En la harina de trigo-almidón papa el tamaño predominante de
partícula fue mayor a la malla 60, por lo que se realizó un ajuste
para igualar la granulometría de las demás harinas. En el cuadro
8 se presentan los resultados encontrados en cada una de las
mallas utilizadas.
Cuadro 8. Granulometría en diferentes harinas de papa.
Malla
(Hilos/pulgada2)
Harina
de trigo
(%)
Alpha
refinada
(%)
Alpha
integral
(%)
Malinche
refinada
(%)
Malinche
integral
(%)
40 1.2 4.8 1.3 46.0 35.6
60 77.7 32.7 28.1 20.0 20.4
100 6.6 19.9 30.7 8.2 9.8
120 4.5 26.0 29.0 2.2 3.0
-120 9.3 16.6 10.9 23.6 31.1

51
9.1.4 Color.
El color de harinas de papa presentado en función de los
parámetros L*, a, b y hue se muestra en el cuadro 9.
Cuadro 9. Color de harinas de papa.
Muestra L* A b hue (°)
Malinche sana integral 87.04 0.60 14.17 87.57
Malinche sana refinada 91.58 -0.81 14.62 93.17
Malinche enferma integral** 85.06 0.62 16.97 87.90
Malinche enferma refinada 89.35 -0.07 15.31 90.26
Tollocan integral 86.91 0.12 16.93 89.59
Tollocan refinada 93.18 -0.67 14.30 92.68
L*: luminosidad (0 = negro y 100 = blanco); hue: tono = arctan b/a, donde 0-90 = amarillo, 90-80
= verde, 180-270 = azul, 270-360 = rojo; croma = (a2 + b2)1/2. **Tubérculos enfermos por punta
morada.
Se puede observar que los colores más claros se obtienen en
harinas hechas a partir de papa sana sin piel, en este caso de
ambas variedades, esto debido a que al retirar la piel, se retira
también la mayor fuente de pigmentos, pero sobre todo de
compuestos fenólicos, mientras que las harinas hechas a partir
de papas con piel, presentaron un tono más oscuro.
En el caso de las harinas hechas con papa enferma sin piel, éstas
presentaron una coloración más oscura, lo cual indica que los
compuestos fenólicos producidos por el tubérculo como defensa
ante una serie de enfermedades que atacan a la planta, afectan
directamente el color de la pulpa del tubérculo y por tanto el color
de la harina producida.

52
9.3 Harina de papa nixtamalizada.
Con maíz es posible obtener harina nixtamalizada, de hecho el
mercado y consumo de este tipo de harinas está ampliamente
difundido en México. De forma similar se puede obtener harina
nixtamalizada a partir de papa si los tubérculos se someten al
proceso de nixtamalización. El proceso general se muestra en la
figura 14.
Figura 14. Diagrama general de producción de harina nixtamalizada de papa.
LAVADO
MONDADO
NIXTAMALIZACIÓN
ENFRIADO
REBANADO
SECADO
MOLIDO
PAPA
HARINA NIXTAMALIZADA DE PAPA
TAMIZADO

53
Este proceso desarrollado por el Laboratorio de Calidad de Maíz
del INIFAP, consiste básicamente en lo siguiente: primero lavar
bien las papas, el lavado puede realizarse paralelamente al
mondado como el proceso normal o puede no retirarse la piel del
tubérculo. Los tubérculos, pelados o no, se sumergen en una
solución de hidróxido de calcio en ebullición, es importante
mencionar que los tubérculos se deben agregar solo una vez que
la solución esté hirviendo, y éstos permanecerán durante 10
minutos. Un mayor tiempo de nixtamalización provocará una
sobre gelatinización de los almidones que no permite un buen
manejo durante el rebanado. Una vez terminado el proceso de
nixtamalización, los tubérculos deben retirarse inmediatamente
de la solución y sumergirse en agua fría durante cinco minutos,
posteriormente se dejan enfriar entre 30 minutos y una hora,
preferentemente con corriente de aire. Una vez fríos los
tubérculos se rebanan o cortan en rodajas de entre 3-5 mm de
espesor y se someten a deshidratación hasta que el contenido de
humedad sea menor del 15 %. Estas rodajas deshidratadas se
muelen, proceso que puede realizarse en un molino eléctrico de
discos o bien de piedras, en ambos es posible obtener la harina.
Con esta harina se pueden elaborar tortillas de muy buena
calidad al mezclarse con harina de maíz nixtamalizado, como se
verá en la sección XV.
X.- OBTENCIÓN DE ALMIDÓN.
El almidón de papa presenta una gran diversidad de usos,
principalmente en la industria alimentaria y farmacéutica, aunque
también tiene usos en la industria textil, papelera, minera,
petrolera y química (FAO, 2008).

54
El proceso de extracción del almidón a nivel industrial se muestra
en la figura 15.
Figura 15. Diagrama general de obtención de almidón a nivel industrial.
LAVADO
MONDADO
MOLIDO
EXTRACCIÓN
LAVADO
CONCENTRADO
DESAGUADO
PAPA
ALMIDÓN
SECADO
TAMIZADO

55
En una lavadora-peladora, los tubérculos son perfectamente
lavados y pelados con ayuda de agua, quitando la suciedad,
mientras que la cáscara es removida por abrasión utilizando un
sistema de raspado, la papa limpia y pelada se traslada luego
hacia un molino, en el molino las papas son rayadas hasta
convertirlas en una pasta fina, consistencia similar a una “crema”,
posteriormente esa pasta se pasa a un proceso de extracción en
donde se separa el almidón de la celulosa, para ello se utiliza un
extractor múltiple, esta máquina utilizando la fuerza centrífuga,
separa el almidón de la celulosa (fibra). La “lechada” que viene de
los extractores contiene proteína, materia grasa, sustancias
contaminantes, y sustancias insolubles como la celulosa y
partículas del raspado. Esta lechada es recibida en un tanque del
cual se trasvasa, mediante una bomba, hacia los hidrociclones
para quitarle toda el agua, lavarla y concentrarla. Después el
almidón es llevado a las centrífugas donde es desaguado hasta
obtener una humedad del 38 %.
En estas condiciones el almidón es transportado mediante un
gusano al secador instantáneo Flash Dryer donde es secado, el
almidón húmedo es tratado mediante una corriente de aire
caliente el cual al chocar con el almidón hace que éste se
disperse, simultáneamente, el aire se satura de la humedad del
almidón. Finalmente el almidón se tamiza y puede ser envasado
(Vásquez, 2012).
Debido a que este proceso es costoso y requiere de la
implementación de maquinaria especial se pueden modificar
algunos pasos para hacerlo más accesible, no obstante, los
rendimientos obtenidos serán menores a los obtenidos a nivel
industrial y con mayor cantidad de impurezas. y el Instituto
Tecnológico Superior de Perote y reportado por Pérez (2011) y
Zamora (2011), consiste en las siguientes operaciones: 1) lavado
de los tubérculos, 2) cortado, 3) molido, 4) reposo de la pasta en

56
una solución de ácido cítrico al 0.03 %, 5) filtrado, 6)
sedimentado, 7) decantado y 8) secado.
Utilizando este proceso se han obtenido resultados aceptables
como los que se muestran a continuación.
10.1 Rendimiento de almidón.
Los rendimientos de almidón obtenidos durante la extracción
dependen en gran medida de la variedad (Cuadro 10), este
comportamientos se atribuye principalmente al contenido de
materia seca y específicamente de almidón de cada variedad.
Cuadro 10. Rendimiento de almidón de cuatro variedades de papa.
Variedad Rendimiento (%)
Alpha 9.5
San José 5.1
Malinche 7.1
Tollocan 6.8
Los rendimientos obtenidos en estas variedades son inferiores a
los reportados en la literatura sin embargo como se dijo
anteriormente es necesario considerar que el proceso artesanal
es mucho menos eficiente que el proceso industrial. Los
porcentajes de recuperación a nivel industrial están entre 85-95
%, con este proceso el porcentaje de recuperación es menor al
50 %.

57
10.2 Parámetros físicos
Al igual que en la obtención de harinas, el contenido de humedad y
grasa en los almidones es bajo (Cuadro 11), por el proceso y las
características de la materia prima.
Cuadro 11. Contenido de humedad y aceite en almidón de papa de dos
variedades.
Almidón Humedad (%) Aceite (%)
Almidón Alpha 10.00 0.03
Almidón San José 9.00 0.02
XI.- ELABORACIÓN DE PAN
La presente sección se enfoca en la utilización de harina y
almidón de papa en la elaboración de productos de panificación.
El pan es uno de los derivados más importantes del trigo y uno de
los alimentos de mayor consumo en México, cubre alrededor del
40 % de las calorías consumidas y el 35 % de la ingesta diaria de
proteínas (Pineda y Vázquez, 2010). Es por esta razón que desde
hace varias décadas en Perú (Reynoso y Bacigalup, 1970) y
posteriormente en México (Vázquez, 1981) se ha propuesto la
inclusión de la papa en la elaboración del pan. En años recientes
algunos autores han retomado esta idea realizando varias
investigaciones en donde se incluye papa en diversas formas a los
productos de panificación (Pineda y Vázquez, 2010; Felipe et al.,
2011), además es importante mencionar que con la adición de
harina y almidón de papa a este tipo de productos se busca
conservar al máximo las características sensoriales, además de
elevar su valor nutrimental y aumentar su capacidad antioxidante.

58
11.1 Calidad del pan.
Reynoso y Bacigalup (1970), sugieren que es posible obtener un
pan de calidad con un porcentaje de hasta un 30 % de papa, sin
alterar sus características sensoriales. La mayoría de
investigadores sitúan sus resultados en ese rango. Por lo
anterior, es importante determinar las proporciones más
apropiadas de harina para la elaboración de pan para cada
variedad de papa. A continuación se presentan resultados
obtenidos en la elaboración de pan con harina de las variedades
Alpha y Malinche, ambas cultivadas en el Estado de México.
11.1.1 Rendimiento.
Los rendimientos de pan, a partir de un kilogramo de masa,
varían entre 89 y 94 %. Los mayores rendimientos se obtienen al
utilizar 5 y 10 % de harina refinada (sin piel) de la variedad
Malinche, y con 15 % de harina integral (con piel) de ambas
variedades. Cuando se utiliza almidón de papa, se obtienen
mejores rendimientos que cuando se utiliza harina integral, esto
se debe a la excelente retención de agua de los almidones de
papa (Fennema, 2000) (Figura 16).
Figura 16. Rendimiento de pan elaborado con diferentes proporciones de
harina y almidón de papa de tres variedades.
4 %
6 %
100 % 5 % 10 %
15 %

59
Es claro que los rendimientos de pan aumentan al aumentar la
concentración de harina de papa utilizada, Pineda y Vázquez
(2010) encontraron que al aumentar la concentración de harina
de papa aumenta la absorción de agua, factor que impacta en el
rendimiento. Sin embargo se modifican las características físicas
de las masas y a altas concentraciones (> 20 %) las masas se
vuelven más débiles y pegajosas, lo cual dificulta su manejo, se
reduce su capacidad para retener el CO2 y por tanto su volumen
es menor.
11.1.2 Color de miga. El color y particularmente la uniformidad del color, tiene un efecto
importante en la aceptabilidad del consumidor. Vázquez (1982)
encontró que la variedad Alpha induce un color más blanco en la
miga del pan que la variedad San José y atribuye estas
diferencias al color de la pulpa del tubérculo, ya que Alpha es más
blanca que San José. Lo anterior permite afirmar que la variedad
y el tipo de harina tienen un efecto importante en el color de la
miga.
Evidentemente el uso de harina integral (con piel) disminuye la
blancura de la miga a medida que se aumenta la concentración
de esta. Las harinas refinadas de la variedad Alpha dan un color
de miga más oscuro que si el pan se elaborara solo con harina de
trigo, en cambio cuando se elabora con harina refinada de la
variedad Malinche el color es similar o más blanco que el testigo.
Por su parte el color de la miga del pan elaborado con mezclas de
harina de trigo-almidón resulta mucho más blanco que si se
elabora con solo harina de trigo (Figura 17).

60
Figura 17. Color de miga de pan elaborado con diferentes proporciones de
harina y almidón de papa de tres variedades.
11.1.3 Textura.
Vázquez (1981), encontró que al adicionar puré de papa a una
formulación de pan, la textura estaba en función de la
concentración, esto se debe a que a mayores concentraciones de
puré se incrementa la dureza al reducir el porcentaje de
proteínas propias de la harina de trigo (gliadinas y gluteninas) que
forman el gluten en el amasado, bajando su capacidad de
elasticidad y retención de gas, por lo tanto se obtienen panes mas
compactos.
La textura del pan también se ve fuertemente afectada por el uso
de harina de papa, evidentemente entre menor sea la cantidad
utilizada el pan será más blando, ya que como lo muestra la figura
18, a mayor cantidad de harina de papa se requiere una mayor
fuerza de compresión, es decir el pan es relativamente más duro.
La mezcla de 95 % de harina de trigo con 5 % de harina refinada
de papa de la variedad Alpha registró una textura similar a la
encontrada en un pan elaborado con 100 % harina de trigo
(Figura 18).

61
Figura 18. Textura de pan elaborado con diferentes proporciones de harina y
almidón de papa de tres variedades.
Se observa que los tratamientos en donde se utilizó 10 y 15 % de
harina refinada e integral de las variedades Alpha y Malinche
dieron como resultado panes de textura más dura, ya que se
requirió de una mayor fuerza para ser comprimidos. Esto se debe
a que se redujo el contenido de proteínas de la harina de trigo las
cuales son responsables de formar el alveolo que retiene el gas
(CO2) durante la fermentación, lo que permite que el pan sea de
mayor volumen y por tanto más suave (Nelson et al., 2006). Por
otro lado se observa que la adición de almidón de papa puro a la
harina de trigo en la elaboración de pan no tiene una gran
influencia en la textura del mismo, de hecho en ambos casos al
aumentar la concentración de almidón disminuye la dureza y se
acerca prácticamente a la misma que se presenta en un pan
elaborado con 100 % harina de trigo (Figura 18). Lorenz y Kulp
(1981) al utilizar almidón natural y tratado de papa en la
elaboración de base para pastel encontraron también que la
dureza del pan elaborado con estos almidones era la misma que
la de uno elaborado con harina de trigo, propiedad atribuida a los
cambios fisicoquímicos que se presentan en el almidón durante la
gelatinización y sobre todo a la proporción amilosa-amilopectina
del almidón de papa.

62
11.1.4 Volumen. Contrario a lo que sucede con el rendimiento y la dureza,
características que aumentan al aumentar la concentración de
harina de papa, el volumen del pan disminuye (Figura 19).
Figura 19. Volumen de pan elaborado con diferentes proporciones de harina
de papa.
La razón es la misma descrita en el caso de la dureza, al
aumentar la concentración de harina de papa, disminuye la
proporción de glutelinas de la harina de trigo que permiten
elaborar un pan con mayor volumen y esponjosidad. No obstante,
este comportamiento no se presenta cuando se utiliza almidón de
papa, sino al contrario el uso de este polisacárido aumenta el
volumen del pan (Figura 20).

63
Figura 20. Volumen de pan elaborado con mezclas de harina de trigo y almidón
de papa.
Resultados similares fueron obtenidos por Sollars y Rubenthaler
(1971), quienes encontraron que el uso de almidón de papa en la
elaboración de pasteles daba un mayor volumen comparado con
el testigo de harina y de almidón puro de trigo.
11.2 Contenido de fenoles y actividad antioxidante.
Como se mencionó en la sección VII los compuestos fenólicos
están presentes en la papa en altas concentraciones, más aún si
estos tubérculos provienen de plantas enfermas o infectadas, con
la enfermedad de la punta morada. Sus efectos pueden ser
indeseables en algunos casos ya que brinda sabores amargos, sin
embargo, en caso de la elaboración de pan estos sabores que
pudieran presentarse, se enmascaran por la adición de otros
ingredientes de la formulación. Paralelamente al adicionar, en
este caso, harina de papa al pan se incrementa el valor
nutracéutico del mismo debido al efecto antioxidante que estos
300
310
320
330
340
100 % 4 % 6 %
Vo
lum
en
(cm
3 )
Proporción de almidón de papa
Alpha Harina de trigo San José

64
compuestos imparten. A continuación se presentan resultados al
respecto (Figura 21).
Figura 21. Contenido de fenoles extractables solubles (FES) y actividad
antioxidante (AA) en pan elaborado con diferentes proporciones de
harina y almidón de papa.
La concentración de fenoles extractables solubles en el pan
elaborado con harina de la variedad Alpha es más alta en los
tratamientos donde se utilizó harina refinada que en los que se
utiliza harina integral, mientras que en la variedad Malinche se
observa el efecto contrario (Figura 21).
La concentración de los fenoles en el caso de los productos de
panificación elaborados con harina aumenta a medida que
aumenta la proporción utilizada. Con el uso de almidón de papa de
las variedades Alpha y Malinche la concentración de FES
disminuye a medida que aumenta la concentración del almidón,

65
sin embargo es importante mencionar que los fenoles se
presentan en cantidad semejantes a la de un pan elaborado solo
con harina de trigo
Por su parte la actividad antioxidante presenta la misma
tendencia que los fenoles pero solo con el uso de harina refinada
de la variedad Alpha y harina refinada e integral de la variedad
Malinche. Los resultados muestran al pan elaborado con 6 % de
almidón de la variedad Alpha y al testigo (elaborado con harina de
trigo 100 %) con los valores más bajos de AA (35.0 y 39.0 %),
mientras que los más altos fueron los panes elaborados con
harina refinada e integral de la variedad Malinche. La
concentración de harina de papa en la elaboración de pan
aumenta con respecto al testigo, sin embargo la proporción de
compuestos fenólicos no está relacionada a la actividad
antioxidante de los panes obtenidos.
El aspecto del pan es agradable a la vista del consumidor, algunos
ejemplos se muestran en la figura 22.

66
Figura 22. Aspecto de piezas de pan elaboradas con mezclas de harina de
trigo con harina o almidón de papa.
Respecto al sabor del pan, en degustaciones realizadas durante
la realización de dos eventos en los que participaron alrededor de
90 personas, se concluyó que el sabor del pan no es
desagradable al consumidor, no se detecta el sabor de la papa.
Los consumidores reconocen un sabor agradable y
característico.
XII.- ELABORACIÓN DE GALLETAS.
Otro producto de panificación que sin duda puede ser apto para el
uso de harina de papa, son las galletas. A diferencia del pan,
donde se busca un buen desarrollo de volumen en la elaboración
de galletas se busca que las masas se dejen laminar y mantengan
la forma del troquelado inicial, por lo que la concentración de
harina de papa a utilizar en su elaboración puede ser hasta del
100 % (Cuadro 12).

67
Cuadro 12. Calidad de galletas elaboradas con harina refinada de papa de las
variedades Malinche y Nau.
Tratamiento
Tiempo de
horneado
(min)
Factor
galletero
Color Fractura
bilidad
(N) L*(%) a* b* h (°)
Harina de trigo
100 % 15
81.4 3.1 25.9 83.1 84.7
Malinche 100
% 12 223.1 73.4 7.2 26.6 74.9 257.3
Malinche 50 % 12 176.2 76.1 6.1 26.5 77.1 181.9
Nau 100 % 12 203.6 69.2 9.3 31.0 73.3 215.3
Nau 50 % 10 171.0 73.2 6.8 26.9 75.8 101.3
L*: luminosidad (0 = negro y 100 = blanco); h (°): tono = arctan b/a, donde 0-90 = amarillo, 90-80
= verde, 180-270 = azul, 270-360 = rojo. N: newton.
En trigos de gluten débil la calidad de las harinas se determina
finalmente mediante la prueba de galletería, pues las galletas
representan el producto final predominante que se obtiene a
partir de trigos. En los productos finales (galletas), se realiza la
evaluación del diámetro y altura promedio, para calcular el factor
galletero, que representa la relación diámetro/altura (Solís et al.,
2008).
El factor galletero es sumamente importante debido a que al ser
mas extensible la masa de papa, el espesor de las galletas se
reduce y la temperatura de cocción también, ya que disminuye la
temperatura necesaria para evaporar el agua al aumentar la
superficie. Las galletas de papa, registraron una menor
luminosidad (L*) que las de trigo pero su tono dorado fue
aceptable (Figura 23).

68
Figura 23. Aspecto visual de galletas elaboradas con harina refinada de papa.
Puesto que la concentración de fenoles en harina de papa es
mucho mayor que en la harina de trigo, las galletas elaboradas
con harina de papa tienen una actividad antioxidante entre tres y
siete veces superior a la que tiene una galleta elaborada con 100
% harina de trigo (Cuadro 13).
Cuadro 13. Contenido de fenoles solubles y actividad antioxidante de galletas
elaboradas con harina refinada de papa y harina de trigo.
Harina % Fenoles solubles Actividad antioxidante
(%) µg ácido clorogénico/g muestra seca
Harina de trigo 100 440.6 28.3
Malinche 100 1490.6 87.7
Malinche 50 1043.0 78.4
Nau 100 3013.3 93.2
Nau 50 1954.7 90.5

69
XIII.- PRODUCCIÓN DE ALCOHOL (ETANOL).
El alcohol etílico o etanol, cuya fórmula química es CH3-CH2OH,
puede producirse por síntesis a partir de materiales
petroquímicos o por fermentaciones biológicas con
microorganismos específicos, en ambos casos las etapas de
elaboración son principalmente tres: la hidrólisis, la fermentación
y la destilación. La vía microbiana es un proceso mediante el cual
un microorganismo produce etanol como producto de la
fermentación, ya sea de azúcar crudo o almidón previamente
hidrolizado (esto es, fraccionado hasta azúcares simples). Este
proceso involucra la selección de un sustrato y la mezcla de la
levadura o levaduras empleadas y un proceso de fermentación en
el que se toman en cuenta temperatura, pH, velocidad de
agitación y la composición del medio entre otros factores (Aguilar,
1998).
En el proceso de producción de etanol, se pueden emplear gran
diversidad de sustratos orgánicos como la caña, almidón de papa,
maíz, yuca (O’Brien y Wang, 2008), bagazo de sorgo, arroz, mijo,
trigo y chayote (Jiménez et al., 2007). Una de las materias primas
más estudiadas es la papa y sus subproductos debido a su
contenido de carbohidratos fermentables (11.5-28.1 %). En la
figura 24 se observa el diagrama de bloques de la obtención de
alcohol a partir de almidón de papa.

70
Figura 24. Diagrama general de producción de alcohol a partir de papa.
Para que el almidón de papa (Sección 10, Figura 15) pueda ser
utilizado en la producción de etanol requiere de un pre-
tratamiento de sacarificación (desdoblamiento del almidón) de tal
manera que se liberen moléculas más sencillas y asimilables,
como dextrinas y glucosa (Germek, 1989).
Este proceso de sacarificación se puede realizar por dos
métodos:
Método enzimático
Método químico
Tubérculos enteros
EXTRACCIÓN
HIDRÓLISIS
ALMIDÓN DE
PAPA
DESTILACIÓN
FERMENTACIÓN
Alcohol de papa

71
13.1 Producción de alcohol por hidrólisis química.
El proceso de hidrólisis química, aplicado ampliamente en la
producción de alcohol a partir de materiales celulósicos, consiste
en la adición de un ácido fuerte, generalmente ácido sulfúrico
(H2SO4) o ácido clorhídrico (HCl), y calor para romper el gránulo de
almidón y obtener azúcares fermentables. El contacto del ácido
con el agua provoca una reacción exotérmica muy agresiva, que
provoca un calentamiento, y como consecuencia la hidrólisis de
las partículas de sustrato, en este caso papa, que se encuentra
en solución en el agua, hidrolizando el almidón y liberando
compuestos más simples.
El primer paso para la hidrólisis química es la selección del ácido;
en pruebas de hidrólisis realizadas con 1 kg de papa de las
variedades Alpha y Zafiro se encontró que el ácido más apropiado
para la hidrólisis del almidón es el ácido sulfúrico, ya que produce
una mayor cantidad de azúcares reductores (Cuadro 14).
Cuadro 14. Contenido de azúcares reductores en el mosto después de la
hidrólisis con dos ácidos.
Ácido Azúcares reductores después de la
hidrólisis (%)
Ácido sulfúrico (H2SO4) 20.1
Ácido clorhídrico (HCl) 16.3

72
También se evaluaron diferentes concentraciones de ácido y
presiones (en olla de presión); finalmente se encontró que las
condiciones óptimas para realizar la hidrólisis de la papa son:
Ácido sulfúrico en dilución al 2 % (v/v),
Tratamiento térmico a 121 °C, con una presión de 1.05
g/cm2 por 30 minutos.
Condiciones diferentes a las descritas, producen una
concentración de azúcares reductores, hasta dos veces menor a
la que se obtiene bajo estas condiciones.
Algunos resultados obtenidos con dos variedades de papa sana
(sin la enfermedad de la punta morada) y enferma (con la punta
morada) se muestran en el cuadro 15.
Cuadro 15. Contenido de azúcares reductores en el mosto después de la
hidrólisis.
Variedad Condición Azúcares reductores (%)
Alpha Sana 19.72
Enferma 21.99
Zafiro Sana 19.03
Enferma 20.51
Una vez realizada la hidrólisis, el mosto (caldo de azúcares) se
somete a un proceso de fermentación en el cual se utiliza la
levadura Saccharomyces cerevisiae, que se puede obtener de
forma comercial o bien puede ser aislada de otras fuentes como
la uva. Esta levadura debe mantenerse en refrigeración (4 °C)
para mantenerla pura e inactiva hasta el momento de su uso.
Realizando un monitoreo de la producción de alcohol y el
consumo de los azúcares reductores a través del tiempo se logró
determinar que la fermentación requiere alrededor de 48 horas,

73
tiempo en el cual se produce la mayor parte del proceso de
fermentación. Al finalizar la fermentación el contenido de
azúcares reductores es prácticamente nulo, cuantificándose
valores como los mostrados en el cuadro 16.
Cuadro 16. Contenido de azúcares reductores en el mosto al finalizar la
fermentación.
Variedad Condición Azúcares reductores (g/mL de mosto)
Alpha Sana 0.000127
Enferma 0.000183
Zafiro Sana 0.000129
Enferma 0.000108
Estos resultados indican que la levadura prácticamente
transforma en su totalidad los azúcares disponibles en etanol, con
la consecuente producción de biomasa. Finalmente evaluando la
eficiencia de este proceso de producción de etanol a partir de las
variedades de papa antes mencionadas, se observó la mayor
producción de alcohol se produjo con tubérculos de la variedad
Alpha enfermos con la punta morada (Cuadro 17).
Cuadro 17. Producción de etanol a partir de dos variedades de papa cultivadas
en el Estado de México.
Variedad Condición Etanol (L/ton papa)
Alpha Enferma 95.2
Zafiro Sana 84.9
Enferma 68.4
El empleo de tubérculos enfermos de la variedad Alpha produce
95.2 L de etanol por tonelada de papa, valor que de acuerdo con
Contreras (2012), se encuentra dentro del potencial de
producción promedio. De acuerdo a datos presentados por este
mismo autor la producción de etanol obtenida por varios autores

74
se encuentra en el rango de 11 a 130 L/ ton, siendo este valor
superior el máximo obtenido hasta ahora. Cabe mencionar que
actualmente en algunos países se están desarrollando variedades
de papa exclusivas para este uso, cuyo principal objetivo es la
producción de la mayor cantidad de almidón posible, que
finalmente lleve a una mayor producción de alcohol.
Como se puede apreciar la producción de etanol a partir de papa
puede ser una alternativa para el uso de tubérculos que no son
aceptados en el mercado de consumo en fresco o por la
industria, de esta manera se evita que este producto sea
desechado. Por otra parte, los residuos derivados de todo el
proceso, previamente composteados se pueden incorporar
efectivamente a los campos de cultivo, ya que son una excelente
fuente de materia orgánica y minerales, tal y como lo menciona
Nguyen (2003).
La hidrólisis ácida es hasta ahora el procedimiento más utilizado a
nivel industrial para la obtención de alcohol debido a que la
hidrólisis enzimática no ha tenido el éxito necesario como para
ser desarrollada a nivel industrial, puesto que todos los intentos
hechos hasta el momento requieren de una gran inversión
económica y son poco rentables, sin embargo, se ha estudiado la
posibilidad y los resultados se muestran a continuación.
13.2 Producción de alcohol por hidrólisis enzimática.
El proceso general de producción de alcohol comprende las etapas que se muestran en la figura 25.

75
Figura 25. Esquema general del proceso de producción de alcohol por vía
enzimática
En el caso de producción de alcohol a partir de papa, la materia
prima pueden ser tubérculos de papas enteros y frescos, harina
deshidratada de papa o almidón extraído de papa, como se verá
más adelante. Solo en el caso de que se parta de tubérculos
enteros procede la molienda y el tamizado.
El proceso de dextrinización consiste en la hidrólisis del almidón a
compuestos más pequeños llamados dextrinas. En este proceso
se utiliza la enzima α-amilasa.
El proceso de sacarificación se puede realizar directamente con
alguna enzima (por ejemplo la amiloglucosidasa) o con bacterias,
MATERIA PRIMA
MOLIENDA
TAMIZADO
DEXTRINIZACIÓN
SACARIFICACIÓN
INOCULACIÓN
FERMENTACIÓN
DESTILACIÓN

76
comúnmente del género Bacillus como: B. licheniformes, B.
amyloliqueniformis, B. megaterium, B. polymixa y B. subtillis, entre
otros. La mayoría de estas bacterias producen una o varias de las
glucosil hidrolasas implicadas en el proceso de hidrólisis hasta
obtener gran cantidad de azúcares fermentables como la glucosa
y la maltosa. Actualmente se conoce que ciertos tipos de
levaduras silvestres como Arxula adeninivorans, Lipomyces,
Saccharomycopsis, Schwanniomyces, Candida japonica y
Filobasidium capsuligenum son las únicas que pueden producir
amilasas extracelulares; sin embargo, su empleo para la
producción de etanol es muy limitado (García et al., 1993).
El proceso de sacarificación permite liberar los azúcares
presentes en los oligosacáridos (dextrinas) provenientes de la
etapa de dextrinización del almidón.
Las condiciones de hidrólisis (dextrinización + sacarificación)
empleadas para obtener los jarabes que posteriormente se
llevarán al proceso de fermentación se presentan en el cuadro
18.

77
Cuadro 18. Condiciones de hidrólisis (dextrinización y sacarificación) de papa
con dos enzimas.
Una vez realizado el proceso de dextrinización y sacarificación el
mosto resultante se inocula con la levadura Saccharomyces
cerevisiae y se somete a un proceso de fermentación, que para
todos los casos, dura 32 horas. El proceso final es la destilación.
Los procesos dependen del tipo de materia prima que se utilice y
se describen con mayor detalle en las siguientes secciones
13.2.1 Obtención de etanol a partir de almidón.
El tipo de materia prima de la que se parte para la obtención de
etanol, afecta el proceso de hidrólisis, para el caso de obtención
de etanol a partir de almidón, la hidrólisis de almidón se realiza
bajo las condiciones descritas por Machuca (2010) en las que se
establece que se requiere una hora y treinta minutos a 80 ºC
para completar la etapa de dextrinización y 12 h a 60 °C para la
sacarificación (Cuadro 18). Una vez realizado el proceso de
dextrinización y sacarificación el mosto resultante se inocula con
0.5 g de levadura y se somete a un proceso de fermentación
durante 32 horas.
Materia prima
Dextrinización Sacarificación
α-amilasa Glucoamilasa
Tiempo [enzima] T° Tiempo [enzima] T°
Papa fresca (1 kg) 1 h 30 min 1 mL 80° 12 h 2 mL 60°
Harina de papa (150 g) 2 h 0.3 mL 80° 12 h 0.3 mL 60°
Almidón (100 g) 1 h 30 min 0.3 mL 80° 12 h 0.3 mL 60°

78
1 ml α-amilasa
1 kg papa (Alpha, Gigant,
Malinche)
MOLIEND
A
0.15- 0.7 L
fibra
t = 1
min
TAMIZADO
3.3 L de extracto de Alpha y Gigant y 3.85 L de
extracto de Malinche
DEXTRINIZACIÓN pH = 6
Tº = 90 ºC
SACARIFICACIÓN
INOCULACIÓN
FERMENTACIÓ
N
DESTILACIÓN
Mosto fermentado
3.20 L Alpha y Gigant
3.60 L Malinche
2 mL de
glucoamilasa
1 g S. cerevisiae (0.44 g
P.S.)
pH = 4
Tº = 60ºC
13.2.2 Obtención de etanol a partir de tubérculos frescos.
Cuando se parte de papa fresca como materia prima, el proceso
a seguir es el que se muestra en la figura 26.
Figura 26. Proceso de obtención de etanol a partir de tubérculos frescos de
tres variedades de papa.
La hidrolisis enzimática de tubérculos frescos de tres variedades
de papa indica que la cantidad de azúcares reductores obtenidos

79
al final de la hidrólisis depende de la concentración inicial de
almidón más que de la presencia de los azúcares reductores
contenido en el tubérculo.
Los resultados muestran que hay diferencia entre variedades,
siendo mayor el rendimiento de azúcares fermentables en la
variedad Alpha (Cuadro 19).
Cuadro 19. Contenido inicial de azúcares, rendimiento en dextrinización
y sacarificación en la hidrólisis de tubérculos de tres
variedades de papa.
Variedad
Azúcares
reductores
iniciales
Rendimiento en
dextrinización
(g azúcares /g
almidón)
Rendimiento en
sacarificación
(g azúcares /g
almidón)
Alpha 3.19 0.368 0.593
Gigant 4.58 0.342 0.530
Malinche 4.07 0.305 0.525
En la figura 27 se muestra el comportamiento de la producción
de etanol y el consumo de azúcar.

80
-2
0
2
4
6
8
10
0
5
10
15
20
25
30
35
40
0 10 20 30 40 50
Etan
ol (
g/L)
Azú
care
s (g
/L)
Tiempo (h)Gigant Malinche Alpha
Figura 27. Cinética de la producción de etanol con diferentes variedades de
papa fresca provenientes del Estado de México.
La producción de etanol comienza desde que se agrega la cepa
de Saccharomyces cerevisiae CDBB-L-534 mostrando un
rendimiento máximo en las tres variedades a las 37 horas con
una producción de 8.7 g/L de extracto. De esta manera, por
cada tonelada de papa que se someta a este proceso se obtienen
20 L de etanol.
13.2.3 Obtención de etanol a partir de harina de papa.
En la obtención de etanol a partir de harina de papa se siguió el
proceso mostrado en la figura 28.

81
Figura 28. Proceso de obtención de etanol a partir de harina de papa.
Es posible diferenciar el comportamiento de las harinas, en los
procesos de dextrinización y sacarificación, la harina de la
variedad Tollocan comienza con una concentración de 162.46 g
de azúcares por litro de mosto y finaliza el proceso con 5.91 g de
azúcares /L de mosto, mientras que la variedad Malinche inicia
con 169.80 g/L y finaliza con 5.23 g/L, ambas variedades
muestran similitud en su cinética de fermentación. La producción
de etanol se presenta lentamente al inicio de la fermentación
alcanzando un incremento a partir de las 15 horas, el máximo
MEZCLAD
O
DEXTRINIZACIÓ
N
SACARIFICACIÓ
N
INOCULACIÓN
DESTILACIÓN
FERMENTACIÓN
pH = 6
Tº = 90ºC
pH = 4
Tº = 60
ºC
200 mL H20
25 ml de
CaCl2
0.3 mL de
glucoamilasa, HCl
10%
1.2 g de fosfato de
amonio
3.8 g S. cerevisiae
0.3 mL de α-
amilasa
150 g harina de papa con cáscara
(Tollocan, Malinche sana, Malinche
enferma)

82
02468101214161820
0
20
40
60
80
100
120
140
160
180
0 10 20 30 40
Eta
no
l (g
/L)
Azu
ca
res
(g
/L)
Tiempo (h) Malinche Tollocan
rendimiento se obtuvo a las 8 horas para la variedad Tollocan con
una concentración de 18.57 g /L (Figura 29).
Figura 29. Cinética de la producción de etanol a partir de harina de dos
variedades de papa.
En otras palabras, por cada 100 kg de harina de la variedad
Malinche, se obtienen 11.7 L de etanol, mientras que a partir de
la variedad Tollocan se obtienen 15.5 L.
La figura 30 muestra el comportamiento de la producción de
etanol y el consumo de azúcares al emplear como sustrato harina
integral de papas provenientes de plantas sanas y enfermas
(presencia de punta morada).

83
0
2
4
6
8
10
12
14
16
18
0
20
40
60
80
100
120
140
160
180
0 10 20 30 40
Etan
ol (
g/L)
Tiempo (h)
Azú
care
s (g
/L)
Malinche sana Malinche enferma
Figura 30. Efecto de la sanidad de los tubérculos en la cinética de producción
de etanol a partir de harina.
Los dos tipos de harina muestran un comportamiento en su
cinética semejante. En la primera fase (0-10 h) la producción de
etanol es mínima, la segunda fase, que ocurre entre las 14-30 h,
concluye con rendimientos de 16 g/L para la harina integral de
tubérculos sanos y 17 g/L para plantas enfermas. Esto se
traduce a que por cada 100 kg de harina de papa de la variedad
Malinche enferma se obtienen 13.3 litros de etanol, mientras que
si la harina proviene de tubérculos sanos se obtienen 14.2 litros
de etanol por cada 100 kg que se sometan a proceso.
XIV.- PRODUCCIÓN DE CERVEZA
En la producción de cerveza la hidrólisis del almidón se puede
realizar de distintas formas: 1) hidrólisis enzimática, mediante el
uso de enzimas α y β-amilasas; 2) hidrólisis enzimática con
reforzamiento del sustrato, con adición de cebada maltera; 3)
hidrólisis química, ya sea con ácido fosfórico o sulfúrico

84
concentrado. Los primeros dos métodos son prácticamente
inviables debido al uso de las enzimas y a la necesidad de
mantener un estricto control sobre las condiciones en las que se
lleva a cabo el proceso.
El proceso para la producción de cerveza a partir de papa,
mediante una hidrólisis química, se presenta en el diagrama
general de la figura 31.
Figura 31. Diagrama general de la elaboración de cerveza a partir de papa.
Para realizar la hidrólisis se probaron el ácido fosfórico y el ácido
sulfúrico, encontrándose que la relación papa-agua (1:1.6) y 7 %
de ácido fosfórico produjo el mayor porcentaje de sólidos (14.8
Fermentación
Reposo o maduración
Envasado y carbonatado
Enfriamiento
Inoculación
Cocción del mosto
Enfriamiento
Filtrado
Neutralización
Acondicionamiento del mosto
Acondicionamiento
Molienda
Hidrolisis

85
°Bx), este valor es semejante al mencionado en el proceso Melle-
Boinot (15 °Bx) (Germek, 1989). Para la producción de una
cantidad de alcohol aceptable y un buen desarrollo de la
fermentación, el pH que se obtiene con esta hidrólisis es de 1.0-
1.4.
Con la hidrólisis química, adicionando ácido sulfúrico concentrado,
el mejor resultado se encontró con la relación 1:1.25, esto es,
por cada kg de papa, se agregaron 1.25 litros de agua y 4 % de
ácido sulfúrico, realizando este proceso a 121 °C, con una
presión de 1.02 g/cm2 durante 60 min se logra un contenido de
sólidos de 15 °Bx.
El factor molienda se torna importante, por ejemplo Tsukamoto et
al. (2009), reportan que en el uso de almidón de camote como
adjunto a la producción de cerveza con baja cantidad de malta, el
empleo de almidón extremadamente fino (13.6µm) produce
buenos resultados, debido a que al disminuir el tamaño de
partícula, la hidrólisis es más efectiva y se obtienen porcentajes
de azúcares considerables.
Después de la hidrolisis la mezcla se mantiene en reposo durante
30 min, tiempo suficiente para reducir la temperatura y retirar
los sólidos sedimentados. Los desechos obtenidos como bagazo,
principalmente son los tejidos de la epidermis del tubérculo,
representan un 10 % en peso húmedo de la cantidad de materia
prima utilizada, conteniendo también una cantidad considerable
de azúcares fermentables. Estos desechos pueden ser usados
para la obtención de abonos orgánicos, o bien para la elaboración
de algún alimento balanceado para consumo animal, o aplicarse a
alimentos enriquecidos, ya que aportaría una cantidad
considerable de fibra y proteína.

86
Después de retirar el bagazo del mosto, se procede a subir el pH,
según las condiciones de la levadura a un valor de 4.0-4.5,
utilizando como base hidróxido de amonio para neutralizar el
ácido fosfórico. Posteriormente se pasa a una primera filtración,
para dejar el mosto libre de sólidos que están en suspensión, y en
el caso del tratamiento con ácido sulfúrico se separa el
sobrenadante (mosto), dejando la mayor cantidad posible de
material precipitado en el fondo del recipiente.
En el cuadro 20 se presenta el contenido de azúcares del mosto
de la variedad de papa Alpha, después de someterse a ebullición y
al adicionar azúcar de caña. En el primer caso la evaporación de
agua favoreció la concentración de los sólidos, logrando una
cantidad de 17.6 °Bx. En el segundo caso, al mosto original se le
añadió 3 % de azúcar de caña con lo que se logró llevar a 18.5
°Brix. Cada uno de estos mostos se puso en su correspondiente
bioreactor para iniciar el proceso de fermentación.
Cuadro 20. Comparación de los tratamientos para ajustar los azúcares
reductores en el mosto.
Tipo de mosto °Bx pH °G.L.
Mosto ajustado con evaporación 17.6 4.3 5.7-6.4
Mosto complementado con azúcar de caña 18.5 4.1 6.7-7.3
°Bx: grados brix; °G. L.: Grados Gay Lussac
La levadura (Saccharomyces cereviseae) en pie de cuba, se
adiciona en una proporción de 10 % del volumen total de mosto.
Los resultados obtenidos empleando azúcar fueron cercanos a
los arrojados por el mosto acondicionado mediante evaporación
(Cuadro 20), debido al rendimiento o actividad presentada por la
levadura, es decir que el microorganismo actúa de la misma
manera al tener la misma cantidad de azúcares reductores. La

87
ventaja de agregar azúcar de caña es el ahorro de energía, ya
que se requiere de una cantidad considerable de calorías y
tiempo en la evaporación de agua para llegar a los °Bx deseados.
Considerando una vía más fácil y con ventajas en energía y
tiempo.
El tipo de cerveza producido se determina como ale, ya que la
levadura tiende a depositarse en el fondo del bioreactor y la
temperatura para llevar a cabo esta fase se mantuvo mayor a los
24 °C durante 4 a 7 días (Varnam et al., 1996).
En la clarificación, una baja temperatura (refrigeración) permite la
precipitación de los sólidos, dejando un producto clarificado,
aunque no en su totalidad, ya que al paso del tiempo se observa
aún sedimentación de sólidos, con lo cual se determina que para
obtener un producto totalmente cristalino es necesario aplicar
otro método, como la centrifugación.
Después de la fermentación se procede a la carbonatación o
gasificación como la que caracteriza a esta bebida. A nivel
industrial existe toda la tecnología para lograr la correcta
carbonatación de esta bebida. El proceso consiste en inyectar el
gas bajo presión a las bebidas ya envasadas y en cantidad
preestablecida.
Considerando la cantidad de alcohol producido antes de la
segunda fermentación y de acuerdo a los 18 °Bx totales iniciales,
se tiene un rendimiento que va del 28 al 33 %. Estos resultados
coinciden con los obtenidos por Cruz (2007). El precio de la
cerveza de papa por litro, estará determinado principalmente por
los costos de la materia prima, el ácido, hidróxido y el lúpulo
debido a que tienen los precios más elevados. La producción de
esta bebida, empleando tubérculos de baja calidad comercial o
enfermos por la punta morada. Los costos de producción se

88
pueden reducir más considerando la posibilidad de utilizar
enzimas, ya que de esta forma no se utilizaría el ácido y la base.
El costo de un kit de enzimas es de aproximadamente $132-135
US dólares, con las que se obtiene un rendimiento mayor como lo
mencionan Espitia et al. (2009), quienes observaron que la
concentración de azúcares reductores se incrementa en el
medio, a medida que aumenta la concentración de enzimas
utilizadas para la hidrolisis, alcanzando un valor máximo (59.6 %
de azúcares reductores) cuando se utiliza una concentración de
enzimas de 1 g/L; con lo que la cantidad de cerveza elaborada
por kg de papa con problemas de punta morada, aumentaría
significativamente.
En el cuadro 21 se observa la cantidad de azúcares presentes en
las diferentes etapas del proceso en la elaboración de la cerveza.
La materia prima de las dos variedades de papa utilizadas
muestra una diferencia de 0.7 % de azúcares reductores, la
mayor concentración se tiene en los tubérculos de la variedad
Tollocan. Esta diferencia también se ve reflejada al realizar la
mezcla papa-agua, en donde los valores son menores debido a la
dilución de los sólidos totales. Mediante la hidrólisis se obtuvieron
cantidades similares en ambas variedades (en el intervalo de
14.6-15.3 %), lo que permite determinar que ambas pueden ser
utilizadas para la elaboración de cerveza.

89
Cuadro 21. Evolución del contenido de azúcares reductores en el proceso de
elaboración de cerveza a partir de tubérculos de papa.
Varieda
d
Materia
prima
Mezcla Papa-
Agua Hidrólisis Mosto
Producto
final
% Azúcares reductores
Alpha 2.9 1.5 14.6-
15.0
17.5-
18.5 8.0-9.0
Tollocan 3.6 2.3 14.8-
15.3
17.5-
18.5 8.0-9.0
Comparando el proceso de producción de cerveza de papa con el
de cebada, se puede observar que la ventaja de la papa es el
menor contenido de proteína en la materia prima (1.87 %), la
cual es alrededor de una tercera parte de la que se presenta en
la cebada (7.5 a 15.6 %) (López et al., 2007). La presencia en
exceso de proteínas reduce el rendimiento de la producción de
cerveza. Se puede presentar un descenso en los rendimientos de
0.5 a 0.6 % por unidad porcentual de proteína presentada en
exceso, así como una turbidez mayor. Lo cual permitió una mayor
clarificación en la cerveza de papa durante la refrigeración sin
necesidad de aplicar alguna sustancia, siendo esto contrario en el
proceso a partir de cebada.
En cuanto al tiempo que dura el proceso, se observó que en
ambos casos fue alrededor de 10 días, sin considerar el tiempo
que dura el malteado (en cebada), incluyendo solo el tiempo de
preparación de la materia prima, la fermentación y la maduración.
Una ventaja a resaltar del proceso de la cerveza de papa vs el
proceso de cerveza de cebada, es que el tubérculo no se maltea,
mientras que la cebada pasa por un proceso de germinación y
secado, el cual requiere más de 5 días para la obtención de los
azúcares (Barbado, 2003), mientras que en el procesamiento de
los tubérculos de papa se requiere solamente una hora para
hidrolizar el almidón. Al utilizar enzimas de Aspergillus niger
90
(productor de enzimas amilasas) para la hidrólisis de almidón de
papa, el tiempo también sería menor al empleado para el
malteado de cebada (60 horas máximo) como lo menciona León
et al. (1997).
En la literatura se menciona el uso parcial o en mínimas
cantidades de almidón de papa, incluyendo el almidón de camote
para la elaboración de cerveza, pero no se ha identificado alguno
donde se utilice la papa en fresco como se menciona en la
presente publicación. Solamente se han empleado como adjuntos
o complementos (20%) para la elaboración de cerveza a partir de
cereales como sorgo o cebada (Etim y EtokAkpan, 1992).
XV.- ELABORACIÓN DE TORTILLAS.
La elaboración de tortillas a base de mezclas de maíz y papa es
otra alternativa que se estudió para el aprovechamiento de la
producción de papa. Esta alternativa puede ser utilizada
especialmente cuando el precio de maíz es muy elevado y se tiene
una sobre producción de papa o abundancia de tubérculos que
son rechazados en el mercado porque están infectados por la
enfermedad de la punta morada de la papa.
Las tortillas de maíz nixtamalizado son un producto originario de
la región de Mesoamérica, donde, hasta el día de hoy se
consideran como un alimento de gran importancia debido al
aporte calórico que brinda a la población (Serna y Rooney, 2003).
Su producción se realiza mediante dos métodos, el primero y más
antiguo, es un método que implica la nixtamalización del maíz para
la obtención del nixtamal, su posterior molienda para producir la
masa y finalmente moldear las tortillas; el segundo es un método
totalmente industrial, que consiste en la deshidratación de la
masa de maíz nixtamalizado para la producción de harinas, estas

91
se rehidratan para obtener nuevamente la masa y elaborar
tortillas (Serna et al., 1990; Flores et al., 2002).
En este trabajo se estudió y evaluó la elaboración de tortillas
mediante tres procesos: la nixtamalización de la papa y el maíz
juntos, denominado método tradicional; la mezcla de masa de
maíz con harina nixtamalizada de papa y el último que consistió en
mezclar las harinas nixtamalizadas de maíz y papa.
15.1 Tortillas elaboradas a partir del método tradicional, nixtamal
maíz-papa.
Se nixtamalizaron mezclas de maíz en grano y tubérculos enteros
de papa, dicho nixtamal se molió para la obtención de masa y la
elaboración de tortillas. Se elaboraron mezclas de 95 % maíz-5 %
papa (95-5) y 90 % maíz-10 % papa (90-10). El rendimiento en
tortilla fue de 1.40 kg de tortilla por kg de mezcla para la mezcla
95-5 y 1.23 kg de tortilla por kg de mezcla para la mezcla 90-10.
Comparando estos valores con el rendimiento de una muestra
testigo (nixtamal 100 % maíz), donde el rendimiento fue de 1.40
kg de tortillas por kg de maíz, se observa que el rendimiento de la
mezcla 95-5 fue igual, sin embargo, cuando se incrementó el
porcentaje de papa en el nixtamal, el rendimiento disminuyó
significativamente. Esto se puede explicar por el alto contenido de
humedad que tiene la papa, la cual se pierde en el proceso de
cocción de la tortilla. El rendimiento maíz-tortilla se ha reportado
con valores de 1.3-1.6 kg de tortillas por kg de maíz (Salinas y
Vázquez, 2006), el rendimiento de la mezcla 95-5 se encuentra
dentro de este rango mientras que el de la mezcla 90-10 está
por debajo de estos valores.
Se hicieron mediciones de humedad, textura y color en las masas
y tortillas obtenidas a partir del nixtamal de las dos mezclas y el
testigo (Cuadro 22).

92
Cuadro 22. Características de masa y tortillas elaboradas con mezclas de
maíz y papa.
Testigo: 100 % maíz; 95-5: Mezcla de 95 % maíz-5 % papa entera; 90-10: Mezcla de 90 % maíz-
10 % papa entera; L*: luminosidad (0 = negro y 100 = blanco); T 2h: tortilla a las dos horas de
elaboración. T 24h: tortilla a las 24 horas de elaboración.
Se observa que la humedad de la masa de ambas mezclas fue
mayor que la del testigo (57.36 % para 95-5 y 57.94 % para 90-
10). Arámbula et al. (2000) mencionan que en una masa de maíz
de buena calidad para la elaboración de tortillas, la humedad debe
oscilar entre 50 y 58 %, rango en el cual se encuentran los
valores de las mezclas evaluadas. En las tortillas analizadas a las
dos horas de su elaboración, la humedad del testigo fue mayor
que la de las mezclas, sin embargo, la misma medición realizada a
las 24 horas demuestra que la pérdida de humedad de las
tortillas de las mezclas fue casi nula con respecto al testigo. Los
valores obtenidos se encuentran dentro del rango de 32.5 - 47.9
%, reportado por Antuna et al. (2008).
La textura de la masa, medida como dureza, se define como la
fuerza necesaria para alcanzar una deformación dada en el
material evaluado. En el cuadro 22 se observa que la masa más
firme fue la del testigo, ya que necesitó una fuerza mayor para
poder deformarse, la masa de las mezclas fueron ligeramente
menos firmes que el testigo.
Mezcla
Humedad Dureza Luminosidad (L*)
Masa T 2h T 24h Masa T 2h T 24h
Masa T 2h T 24h % gf
Testigo 56.80 46.50 41.21 326.00 298.00 423.33 82.87 76.63 75.88
95-5 57.36 45.40 45.33 321.00 222.67 320.00 80.88 73.49 73.59
90-10 57.94 45.63 45.43 324.75 244.00 344.50 81.77 73.78 73.62

93
En las tortillas también se evaluó la dureza, que se refiere a la
fuerza necesaria para provocar una ruptura en la tortilla; al igual
que en la humedad, esta característica se evaluó 2 y 24 horas
después de su elaboración. Las tortillas del testigo fueron más
duras que las de las mezclas, tanto a las 2 horas como a las 24;
esta diferencia es más visible a las 24 horas. Estos resultados
son similares a los reportados por Salinas et al. (2010), que
reportan la dureza en tortillas de diferentes maíces con valores
de 220-380 gf a las dos horas y 270-460 gf a las 24 horas.
La tendencia de la dureza en las tortillas se relaciona con el
contenido de humedad de las mismas, a mayor humedad se
espera que sean de textura más suave. En la figura 32 se
muestra la tendencia de la dureza y relación humedad-dureza de
los tratamientos evaluados, la cual muestra diferencias para cada
caso.

94
Figura 32. Dureza y humedad de tortillas elaboradas con mezclas de maíz-
papa entera.
Testigo: 100 % maíz; 95-5: Mezcla de 95 % maíz-5 % papa entera; 90-10: Mezcla de 90 % maíz-
10 % papa entera.
Se observa que la humedad a las 2 horas fue muy similar para los
tres tratamientos pero la textura no, ya que las tortillas del
testigo fueron las más duras. A las 24 horas, la humedad del
testigo disminuyó y se incrementó su dureza, comportamiento
que previamente ha sido informado (Vázquez et al., 2011). En
tanto que en las tortillas de las mezclas, la humedad no disminuyó
significativamente, pero su dureza se incrementó
considerablemente, esto se atribuye a una mayor gelatinización
ocurrida en los almidones de papa (Nor et al., 2010).
Con respecto al color evaluado tanto en masa como en tortillas, la
mayor luminosidad se encontró en las tortillas del testigo
respecto a las de las mezclas. En la figura 33 se puede observar
que para los tres tratamientos la luminosidad disminuye en tortilla
con respecto a la masa, el cocimiento reduce la humedad y

95
favorece reacciones que se manifiestan en colores menos
luminosos (reacción de Maillard, etc). La presencia de la piel de
papa redujo la luminosidad de las tortillas, respecto al testigo. En
estos tratamientos la luminosidad se mantuvo 24 horas después
de almacenadas las tortillas. Los valores de luminosidad indican
que tan claro u obscuro son los productos, a medida que el valor
aumenta se tiene un producto más claro, en este caso las
tortillas fueron blancas y luminosas.
Figura 33. Color (expresado como luminosidad) en masa y tortillas elaboradas
con mezclas de maíz-papa entera.
Testigo: 100 % maíz; 95-5: Mezcla de 95 % maíz-5 % papa entera; 90-10: Mezcla de
90 % maíz-10 % papa entera.

96
15.2 Tortillas elaboradas con harina de papa nixtamalizada
mezclada con harina y masa de maíz nixtamalizado.
Se elaboraron dos tipos de harina de papa nixtamalizada, una
integral (con piel) y una refinada (sin piel) (Sección 9.3); estas
harinas se mezclaron en diferentes proporciones con harina y
masa de maíz nixtamalizado para la elaboración de tortillas. Para
realizar las evaluaciones correspondientes se incluyeron dos
testigos, uno de masa de maíz (Testigo M) y otro de harina de
maíz (Testigo H) (Cuadro 23).
Cuadro 23. Tratamientos evaluados en tortillas elaboradas a base de harina
de papa.
Tratamiento Descripción
Rendimiento en tortilla
(kg de tortilla/kg de
mezcla)
50HPCP-50HMN
50 % harina de papa con piel
50 % harina de maíz
nixtamalizado
1.96
50-HPSP-50HMN
50 % harina de papa sin piel
50 % harina de maíz
nixtamalizado
2.04
Testigo H 100 % harina de maíz
nixtamalizado 1.65
30HPCP-70MMN
30 % harina de papa con piel
70 % masa de maíz
nixtamalizado
0.984
30HPSP-70MMN
30 % harina de papa sin piel
70 % masa de maíz
nixtamalizado
1.004
Testigo M 100 % masa de maíz
nixtamalizado 0.967

97
Los rendimientos obtenidos en cada tratamiento son muy
variables. Los rendimientos de las mezclas harina de papa-harina
de maíz y su testigo (100 % harina de maíz) proporcionaron los
rendimientos más altos en comparación con las mezclas harina
de papa-masa de maíz y su testigo (100 % masa de maíz), esto
se debe a que la materia prima de la que se partió tiene
diferentes contenidos de humedad, en este caso, en las mezclas
harina-harina el peso inicial tiene un mayor contenido de sólidos
que se ve reflejado en el rendimiento final.
Contreras (2010), reportó un rendimiento de 1.58 kg de tortillas
por kg de harina de maíz nixtamalizado, los rendimientos
obtenidos para las mezclas harina-harina y su testigo son
similares a este valor; cabe mencionar que en la mezcla de harina
sin piel se observó una ligera disminución en el rendimiento. De
acuerdo a los datos del cuadro anterior el tratamiento que brinda
el mayor rendimiento de tortillas es el de 50 % de harina de papa
refinada con 50 % de harina de maíz nixtamalizada.
Los valores de las mediciones de humedad, textura y color en las
masas y tortillas obtenidas a partir de las mezclas y los testigos
se muestran en el cuadro 24.

98
Cuadro 24. Características de masa y tortillas elaboradas a base de harina de
papa.
Mezcla
Humedad Dureza Luminosidad (L*)
Masa T 2h T 24h Masa T 2h T 24h Masa T 2h T 24h
% gf
Testigo H 63.59 47.17 43.07 355 152 250 79.43 72.86 71.32
50HPCP-50HMN 67.16 50.86 50.49 275 140 178 78.78 72.91 73.45
50-HPSP-50HMN 66. 52 53.56 51.60 293 141 196 78.26 74.26 73.80
Testigo M 61.48 50.86 50.00 382 293 364 79.33 73.58 72.15
30HPCP-70MMN 63.95 52.06 50.74 395 262 287 72.21 66.14 66.95
30HPSP-70MMN 63.70 53.94 53.77 371 212 249 73.56 67.53 65.98
Testigo H: 100 % harina de maíz nixtamalizado; 50HPCP-50HMN: Mezcla de 50 % harina de papa
nixtamalizada con piel-50 % harina de maíz nixtamalizado; 50HPSP-50HMN: Mezcla de 50 %
harina de papa nixtamalizada sin piel-50 % harina de maíz nixtamalizado; Testigo M: 100 % masa
de maíz nixtamalizado; 30HPCP-70MMN: Mezcla de 30 % harina de papa nixtamalizada con piel-
70 % masa de maíz nixtamalizado; 30HPSP-70MMN: Mezcla de 30 % harina de papa
nixtamalizada sin piel-70 % masa de maíz nixtamalizado; L*: luminosidad (0 = negro y 100 =
blanco); T 2h: tortilla a las dos horas de elaboración. T 24h: tortilla a las 24 horas de elaboración
Las masas de las mezclas harina-harina mostraron mayor
humedad que las de las mezclas harina-masa. Con respecto a los
testigos, la humedad en masa se incrementó con la adición de
harina de papa, tanto en mezclas con harina como con masa de
maíz. Este aumento fue ligero pero fue visible, otro
comportamiento que se observó fue que la adición de harina de
papa sin piel generó más humedad que la adición de harina de
papa con piel. En cuanto a la firmeza, se puede observar que las
masas de las mezclas harina-masa fueron más firmes que las de
la mezcla-harina, correlacionado con los valores de humedad, las
masas de las mezclas fueron menos firmes que las masas de los
testigos, esto debido a su mayor contenido de humedad.

99
En la humedad de las tortillas se observa la misma tendencia que
con la humedad de las masas, las tortillas elaboradas con las
diferentes mezclas mostraron mayor humedad que los testigos,
este patrón se observó a las dos y 24 horas de elaboración.
Zamora (2011) reportó que en productos de panificación
elaborados con harina papa hay una mayor retención de agua
que en productos elaborados solo con harina de trigo. Las totillas
de las mezclas harina-harina fueron ligeramente más húmedas
que las de las mezclas harina-masa, sin embargo, a las 24 horas
estas perdieron más humedad que las segundas, las cuales
mantuvieron casi los mismos valores.
Las tortillas de las mezclas harina-masa presentaron mayor
dureza que las mezclas harina-harina, en este grupo, el testigo
(100 % masa de maíz) fue más duro que las mezclas. En el grupo
de las mezclas harina-harina, el testigo también presentó mayor
dureza. El aumento de la dureza a las 24 horas fue menor en las
mezclas que en los testigos de ambos grupos. En conclusión la
adición de harina de papa hace que las tortillas sean más suaves.
La gráfica de humedad y dureza en tortillas (Figura 34), muestra
la relación inversa que existe entre estos parámetros, pues a
mayor humedad, menor es la dureza. Este comportamiento se
puede observar claramente en las mezclas harina-harina y harina-
masa que tienen altos contenidos de humedad y bajos valores de
dureza.

100
Figura 34. Dureza y humedad de tortillas elaboradas con mezclas de harina de
papa-harina de maíz, y harina de papa-masa de maíz, con sus
correspondientes testigos.
Testigo H: 100 % harina de maíz nixtamalizado; 50HPCP-50HMN: Mezcla de 50 % harina de papa
nixtamalizada con piel-50 % harina de maíz nixtamalizado; 50HPSP-50HMN: Mezcla de 50 %
harina de papa nixtamalizada sin piel-50 % harina de maíz nixtamalizado; Testigo M: 100 % masa
de maíz nixtamalizado; 30HPCP-70MMN: Mezcla de 30 % harina de papa nixtamalizada con piel-
70 % masa de maíz nixtamalizado; 30HPSP-70MMN: Mezcla de 30 % harina de papa
nixtamalizada sin piel-70 % masa de maíz nixtamalizado.
En cuanto a la luminosidad de las masas y tortillas, en la figura 35
se observa que las de la mezcla harina-harina fueron más claras
que las de la mezcla harina-masa.

101
Figura 35. Color (expresado como luminosidad) en masa y tortillas elaboradas
con mezclas de harina de papa-harina de maíz, y harina de papa-
masa de maíz, con sus correspondientes testigos.
Testigo H: 100 % harina de maíz nixtamalizado; 50HPCP-50HMN: Mezcla de 50 % harina de papa
nixtamalizada con piel-50 % harina de maíz nixtamalizado; 50HPSP-50HMN: Mezcla de 50 %
harina de papa nixtamalizada sin piel-50 % harina de maíz nixtamalizado; Testigo M: 100 % masa
de maíz nixtamalizado; 30HPCP-70MMN: Mezcla de 30 % harina de papa nixtamalizada con piel-
70 % masa de maíz nixtamalizado; 30HPSP-70MMN: Mezcla de 30 % harina de papa
nixtamalizada sin piel-70 % masa de maíz nixtamalizado. L*: luminosidad (0 = negro y 100 =
blanco)
En el grupo harina-harina, no se observan diferencias
significativas entres las mezclas y el testigo, sin embargo, en el
grupo masa-harina, el testigo es más claro que las mezclas.
En conclusión, los resultados indican que la mezcla de papa, ya
sea en forma de tubérculos enteros nixtamalizados o en harina,
con maíz para la elaboración de tortillas, es una alternativa que
permite conjuntar las características de dos fuentes de
alimentación sin que disminuya la calidad de las tortillas cuando la
proporción es la adecuada.

102
XVI.- AGRADECIMIENTOS.
Los autores agradecen al Grupo Produce Estado de México, al
Comité Estatal del Sistema Producto Papa Estado de México y a
los productores de papa por el apoyo financiero y de materia
prima para la realización de este proyecto. También
agradecemos a los Ingenieros Agroindustriales Maricela Cruz
Cruz, Oswaldo García Juárez, Anyuli Pérez Salas, Maricruz
Rodríguez Herrera y Mauricio Zamora Villegas por su
colaboración en la obtención de los resultados aquí plasmados y
al personal del Laboratorio de Calidad de Maíz del INIFAP por su
apoyo.

103
XVII.- LITERATURA CITADA.
Aguilar U., M. G. 1998. Caractérisation cinétique et métabolique d´une
souche Brettanomyces. Docteur Thèse. L’Institut National
Polytechnique de Toulouse. Toulouse, Francia.
Aguilar M., G. 2011. Productores de papa solicitan apoyo. InfoRural.
Disponible en:
http://www.inforural.com.mx/spip.php?article82814. Fecha
de consulta: 27 de junio de 2012.
Alarcón R., N. M.; Lozoya S., H., y Valadez M., E. 2009. Caracterización
de ADN de clones de papa e identificación de fitoplasmas
asociados al síndrome de la punta morada. Agrociencia
43(4):357-370.
Anderson, A.; Gekas, V.; Lind, I.; Oliveira, F., and Öste, R. 1994. Effect of
preheating on potato texture. Critical Reviews in Food Science
and Nutrition 34:229-251.
Antuna G., O.; Rodríguez H., S. A.; Arámbula V., G.; Palomo G., A.;
Gutiérrez A., E.; Espinoza B., A.; Navarro O., E. F., y Andrio E., E.
2008. Calidad nixtamalera y tortillera en maíces criollos de
México. Revista Fitotecnia Mexicana. 31 (Núm. Especial 3):
23–27.
Arámbula V., G.; Yáñez L., M.; Vorobiev, Y. y González H., J. 2000.
Coeficiente efectivo de difusión de agua en masas de maíz
nixtamalizado por extrusión. Agrociencia 34:717-727.
Barbado, J. L. 2003. Secretos de la Cerveza Casera. Ed. Albatros.
Buenos Aires, Argentina. 128 p.
Biarnès, A. y Duchenne, T. 1995. El Manejo Agronómico del Cultivo de
Papa: un Control Difícil. En: Biarnès, A.; Colín, J. P., y Santiago C.,
M. J. (Eds.). Agroeconómica del Cultivo de Papa. ORSTOM-
Colegio de Posgraduados. pp. 19-33.
Blumenthal, M. and Stier, R. 1991. Optimization of deep fat frying
operations. Journal of Food Science 58:411-148.
Borba, N. 2008. La papa un alimento básico. Posibles impactos frente a la introducción de papa transgénica. Boletín electrónico de la Red de Acción en Plaguicidas y sus alternativas para América Latina (RAP-AL). Número 26. 11 p.

104
Bradshaw, J. E. and Ramsay G. 2009. Potato Origin and Production. In:
Singh, J. and Kaur L. Advances in Potato Chemistry and
Technology. Academic Press. USA. pp. 1-26.
Burton, W. G. 1989. The Potato. Third edition. Longman Scientific &
Technical. London, UK. 742 p.
Castro, L. C. 2008. Evaluación de las Propiedades Fisicoquímicas y
Sensoriales de la Patata para Fritura. Universidad de Burgos,
España. 23 p.
CONPAPA. 2010. Plan Rector del Sistema Producto Nacional Papa.
Disponible en http://www.conpapa.org.mx. Fecha de consulta:
20 de junio de 2012.
Contreras, M. A. 2001. La Papa en su Mesa: Calidad y Usos. Disponible
en
http://www.agrarias.uach.cl/instituto/prod_sanidad_vegetal/
webpapa/curso%20calidad%20papa2.pdf. Fecha de consulta:
27 de junio de 2012.
Contreras J., B. L. 2010. Caracterización de harina de maíz instantánea
obtenida por calentamiento óhmico. Tesis de Maestría. Centro
de Investigación en Ciencia Aplicada y Tecnología Avanzada.
Instituto Politécnico Nacional. 123 p.
Contreras M., A. 2012. Variedades de papa para la obtención de etanol.
Disponible en
http://intranet.uach.cl/dw/canales/repositorio/archivos/14
89.pdf. Fecha de consulta: 07 de mayo de 2012.
Cruz C., M. 2007. Obtención de etanol a partir de papa (Solanum
tuberosum L.). Tesis profesional. Universidad Autónoma
Chapingo. Departamento de Ingeniería Agroindustrial.
pp. 51-55.
Espitia R., C.; Gutiérrez R., I., y Espitia R., H. 2009. Producción de etanol
a partir de cebada no malteada hidrolizada con α y β amilasas
comerciales. Universitas Scientiarum. 14(2-3):164-172.
Etim, M. U. and EtokAkpan, O. U. 1992. Sorghum brewing using sweet potato enzymic flour to increase saccharification. World Journal of Microbiology and Biotechnology. 8(5):509-511.

105
FAO, Organización de las Naciones Unidas para la Alimentación y la
Agricultura. 2008. Año Internacional de la papa 2008.
Disponible en http://www.potato2008.org/es/index.html.
Fecha de consulta: 03 de mayo de 2012.
FAO, 2012. FAOSTAT. Disponible en http://faostat.fao.org/?lang=es.
Fecha de consulta: 17 de abril de 2012.
Felipe C., A.; Hurtado B., A.; Osorio M., O., y Buchely, M. 2011. Estudio de
la formulación de harina de papa de la variedad Parda Pastusa
(Solanum tuberosum) como sustituto parcial de la harina de
trigo en panadería. Biotecnología en el Sector Agropecuario y
Agroindustrial. 9(1):115-121.
Fennema, O. R. 2000. Química de los Alimentos. Tercera edición. Ed.
Acribia. España. pp. 439-494.
Flores F., R.; Martínez B., F.; Salinas M., Y. y Ríos, E. 2002.
Caracterización de harinas comerciales de maíz nixtamalizados.
Agrociencia. 36:557-567.
Friedman, M. 1997. Chemistry, biochemistry, and dietary role of potato
polyphenols: a review. Journal of Agricultural and Food
Chemistry 45(5):1523-1540.
Fueyo O., M. A. 2007. Las nuevas tendencias de calidad en la
producción de patata. Tecnología Agroalimentaria 5: 50-54.
García G., M.; Quintero R., R., y López-Munguía C., A. 1993.
Biotecnología Alimentaria. Ed. Limusa. México, D. F. 636 p.
Germek, H. A. 1989. Fermentación alcohólica. GEPLACEA. México, D. F.
26 p.
Gravoueille, J. M. 1999. Utilización de la Patata en la Alimentación
Humana. En: Rousselle, P.; Robert, Y. y Crosnier, J. C. La Patata:
Producción, Mejora, Plagas y Enfermedades, Utilización. Mundi-
Prensa. Madrid, España. pp. 459- 501.
Hasbún, J.; Esquivel, P.; Brenes, A., y Alfaro, I. 2009. Propiedades físico-
químicas y parámetros de calidad para uso industrial de cuatro
variedades de papa. Agronomía Costarricense. 33(1):77-89.
Haverkort, A. J.; Van Loon, C. D.; Van Eijck, P. et Schee, F. P. 2002. Les
proscessus de transformation de la pomme de terre. Institut
consultative neerlandais pour les pommes de terre. Nederland.
Deuxéme édition. 26 p.

106
Hernández J., S.; Díaz H., C.; Rubio C., O., y Flores G., F. X. 2000. La
Industria de Papa en México: un Diagnóstico de la Situación
Actual. Departamento de Ciencias Sociales. Documento de
trabajo No. 2000-2. Centro Internacional de la Papa (CIP). Lima,
Perú.
Herrera, J. E., y Scott, G. J. 1993. Factores limitantes a la producción y
uso de la papa: resultados de la encuesta a los programas
nacionales de América Latina. Revista Latinoamericana de la
papa. 5(6): 122-134.
Instituto Nacional de Ciencias Médicas y Nutrición Salvador Zubirán.
(INCMNSZ). 2000. Ingestión diaria recomendada (IDR) de
energía, proteína vitaminas y minerales para la población
Mexicana. México D. F.
Jiménez H., J.; Salazar M., J. A. y Ramos R., E. G. 2007. Physical,
chemical and microscopic characterization of a new starch
from chayote (Sechium edule) tuber and its comparison with
potato and maize starches. Carbohydrate Polymers, 68(4):679-
686.
Kärenlampi, S. O. and White, P. J. 2009. Potato proteins, lipids, and
minerals. In: Singh, J. and Kaur L. Advances in Potato Chemistry
and Technology. Academic Press. USA. pp. 63-81.
Kim, D. O.; Chun, O. K.; Kim, Y. J.; Moon, H. Y., and Lee, C. Y. 2003.
Quantification of polyphenolics and their antioxidant capacity in
fresh plums. Journal of Agricultural and Food Chemistry
51(22):6509-6515.
León T., A.; Chalela A., G., y Lucia R., A. 1997. Diseño y puesta en
marcha de un “sistema semicontinuo en dos etapas: hidrólisis-
fermentación” para la producción de etanol a partir de almidón
de papa usando simultáneamente Aspergillus niger y
Saccharomyces cerevisiae. Revista Colombiana de Química.
26(2):1-10.
Lister, C. E. and Munro, J. 2000. Nutrition and health qualities of potatoes- a futures focus. Crop and Food Research Confidential Report No. 143. New Zeland Federation of Vegetable and Potato Growers. 238 p.

107
López P., P.; Prieto G., F.; Gaytán M., M., y Román G., A. D. 2007.
Caracterización fisicoquímica de diferentes variedades de
cebada cultivadas en la región centro de México. Revista Chilena
de Nutrición. 34 (1): 1-12.
Lorenz, K., and Kulp, K. 1981. Heat-moisture treatment of starches. II.
Functional properties and baking potential. Cereal Chemistry
58(1)49-52.
Lozoya S., H.; Rivera H., R., y Colinas L., M. T. 2007. Fenoles, peroxidasa
y fenilalanina amonio-lyasa: su relación con la resistencia
genética de clones de papa (Solanum tuberosum L.) contra el
tizón tardío (Phytophthora infestans Mont. De Bary). Agrociencia
41:479-489.
Luján C., L. 1996. Historia de la papa. Disponible en
http://www.bch.org.co/bioseguridad/admon/archivos/noticia
s/Lujan1996.pdf. Fecha de consulta: 16 de abril de 2012.
Luque S., E. J. 2012. Variedades de Papa. Fundación Produce Sinaloa A.
C. Sinaloa, México. 29 p.
Luna L., H. 2001. La producción y comercialización de papa en
Zacatecas. Disponible en:
http://www.uaz.edu.mx/cippublicaciones/CD%20Jornadas%2
02000%20-%202001/Sociales/CS12.htm. Fecha de
consulta: 05 de julio de 2012.
Machuca H., M. 2010. Caracterización de la hidrólisis enzimática en
almidón de papa. Documento de residencia. Instituto
Tecnológico Superior de Perote. 60 p.
Matz, S. A. 1997. Snack Food Technology. Ed. AVI. USA. 450 p.
Monro, J. and Mishra S. 2009. Nutritional Value of Potatoes:
Digestibility, Glycemic Index, and Glycemic Impact. In: Singh, J.
and Kaur L. Advances in Potato Chemistry and Technology.
Academic Press. USA. pp. 371-394.
Moreira, R.; Castell-Perey, M. E., and Barrufet, M. A. 1999. Deep-fat
frying, fundamentals and applications. M.D Aspen Publishers,
Inc. 236 p.
Moreno M., J. D. 2000. Calidad de la papa para usos industriales. Boletín de la papa. 2:1-7.

108
Munyaneza, J. E.; Crosslin, J. M. and Upton, J. E. 2007. Association of
Bactericera cockerelli (Homoptera: Psyllidae) with "Zebra Chip"
a new potato disease in Southwestern United States and
Mexico. Journal of Economic Entomology 100(3):656–663.
Naczk, M., and Shahidi, F. 2004. Extraction and analysis of phenolics in
food. Journal of Chromatography A. 1054(1-2): 95-111.
Nara K.; Miyoshi, T.; Honma, T. and Koga, H. 2006. Antioxidative activity
of bound-form phenolics in potato peel. Bioscience
Biotechnology Biochemistry 70(6):1489-1491.
Naranjo, H.; Mastrocola, N. y Pumisacho, M. 2002. Poscosecha. En:
Pumisacho, M., y Sherwood, S. (Eds.). El Cultivo de la Papa en
Ecuador. INIAP-CIP. pp. 171-188.
Navarre, D. A., Goyer, A., Shakya, R. 2009. Nutritional Value of Potatoes:
Vitamin, Phytonutrient, and Mineral Content. In: Singh, J. and
Kaur L. Advances in Potato Chemistry and Technology.
Academic Press. USA. pp. 395-424.
Nelson, J. C.; Andreescu, C.; Breseghello, F.; Finney, P. L.; Gualberto, D.
G.; Bergman, C. J.; Peña, R. J.; Riene P., M.; Leroy, P.; Qualset, C.
O., and Sorrells, M. E. 2006. Quantitative trait locus analysis of
wheat quality traits. Euphytica 149:145-159.
Nguyen, M. H. 2003. Alternatives to spray irrigation of starch waste
based distillery effluent. Journal of Food Engineering
60(4):367–374.
Nor N., M .Z.; Fazilah, A.; Bhat, R., and Karim, A. A. 2010. Comparative
susceptibilities of sago, potato and corn starches to alkali
treatment. Food Chemistry 121:1053-159.
Norma Oficial Mexicana NOM-147-SSA1-1996, Bienes y servicios.
Cereales y sus productos. Harinas de cereales, sémolas o
semolinas. Alimentos a base de cereales, de semillas
comestibles, harinas, sémolas o semolinas o sus mezclas.
Productos de panificación. Disposiciones y especificaciones
sanitarias y nutrimentales. Secretaría de Salud. México.
Noriega, L. M. 2011. Perdidas 800 mil hectáreas de papa a causa de las heladas. El Sol de Toluca. Disponible en http://www.oem.com.mx/elsoldemexico/notas/n2295323.htm. Fecha de consulta: 27 de junio de 2012.

109
O´Brien, S. and Wang, Y. Susceptibility of annealed starches to
hydrolysis by a-amylase and glucoamylase. Carbohydrate
Polymers, 72(4):597-607.
Papadakis, S. E.; Abdul-Malek, S.; Kadem, R. E, and Yam, K. L. 2000. A
versatile and inexpensive technique for measuring colour of
food. Food Technology 54:48-51.
Pérez S., A. 2011. Evaluación del crecimiento y producción de etanol de
la cepa Saccharomyces cerevisiae CDBB-L-534 empleando
como medio de cultivo hidrolizado de papa. Tesis profesional.
Instituto Tecnológico Superior de Perote. Perote, Veracruz. 79
p.
Pineda M., B. y Vázquez C., L. 2010. Evaluación fisicoquímica y sensorial
de pan suplementado con diferentes concentraciones de harina
de papa. XII Congreso Nacional de Ciencia y Tecnología de
Alimentos. 27 y 28 de mayo de 2010. Guanajuato, México.
Pinhero, R. G., Coffin, R., Yada, R. Y. 2009. Post-harvest Storage of
Potatoes. In: Singh, J. and Kaur L. Advances in Potato Chemistry
and Technology. Academic Press. USA. pp. 339-370.
Reynoso, Z., y Bacigalup, P. 1970. Investigaciones tecnológicas y
nutricionales sobre el uso de la papa en la producción de pan.
Tesis profesional. Universidad Nacional Agraria La Molina. Lima,
Perú.
Rivero, R. M.; Ruiz, J. M.; García, P. C.; López L., L. R.; Sánchez, E., and
Romero, L. 2001. Resistance to cold and heat stress:
accumulation of phenolic compounds in tomato and watermelon
plants. Plant Science 160(2):315-321.
Rousselle, P.; Robert, Y. y Crosnier, J. C. 1999. La patata: producción,
mejora, plagas y enfermedades, utilización. Mundi-Prensa.
Madrid, España. 607 p.
Rodríguez P., J. M.; Menéndez L., J. R., y Trujillo L., Y. 2001. Radicales
libres en la biomedicina y estrés oxidativo. Revista Cubana de
Medicina Militar 30(1):36-44.
Rubio C., O. A.; Rangel G., J. A.; Flores L., R.; Magallanes G., J. V.; Díaz H.,
C.; Zavala Q.; T. E., Rivera P., A.; Cadena H., M.; Rocha R., R.; Ortiz
T., C.; López D., H.; Díaz V., M.; Paredes T., A. 2000. Manual para
la Producción de Papa en las Sierras y Valles Altos del Centro
de México. INIFAP. México. Libro Técnico No. 1. 67 p.

110
Rubio C., O. A.; Almeyda L., I. H.; Ireta M., J.; Sánchez S., J. A.; Fernández
S., R.; Borbón S., J. T.; Díaz H., C.; Garzón T., J. A.; Rocha R., R., y
Cadena H., M. A. 2006. Distribución de la punta morada y
Bactericera cockerelli Sulc. en las principales zonas
productoras de papa en México. Agricultura Técnica en México
32(2): 201-211.
Rubio C., O. A.; Almeyda L., I. H.; Cadena H., M. A., y Lobato S., R. 2011.
Relación entre Bactericera cockerelli y la presencia de
Candidatus Liberibacter psyllaurous en lotes comerciales de
papa. Revista Mexicana de Ciencias Agrícolas. 2(1):17-28.
Salinas M., Y. y Vázquez C., G. 2006. Metodologías de Análisis de la
Calidad Nixtamalera-Tortillera en Maíz. Folleto Técnico No. 23.
Instituto Nacional de Investigaciones Forestales, Agrícolas y
Pecuarias. Campo Experimental Valle de México. Chapingo, Edo
de México. México. 91 p.
Salinas M. Y.; Gómez M., N. O.; Cervantes M., J. E.; Sierra M., M.; Palafox
C., A; Betanzos M., E. y Coutiño E., B. 2010. Calidad nixtamalera
y tortillera en maíces del trópico húmedo y sub-húmedo de
México. Revista Mexicana de Ciencias Agrícolas 1(4):509-523.
Sandoval G., A. 2007. Elaboración de harina precocida de papa
(Solanum tuberosum L.) en autoclave, con las variedades
Superchola y Gabriela, para consumo humano. Universidad
Técnica de Ambato, Ecuador. 6 p.
Santiago C., M. J. y García S., J. 2001. Economía de la
agroindustrialización de la papa. Revista Latinoamericana de la
Papa. Volumen especial: 21-43.
Serna S., S. O., Gómez, M. H. and Rooney, L. W. 1990. The technology, chemistry and nutritive value of alkaline-cooked corn products. In: Poomeranz, Y. (Ed.) Advances in cereal science and technology. The American Association of Cereal Chemists Inc. St. Paul, MN. USA. pp. 143-307.

111
Serna S., S. O. and Rooney, L. W. 2003. Tortillas. In: Caballero, B.; Trugo,
L. and Finglas, P. (Eds.) Encyclopedia of Food Sciences and
Nutrition. Second Edition. Academic Press, London, UK. pp.
5808-5813.
SIAP, Servicio de Información Agroalimentaria y Pesquera. 2012. Cierre
de la producción agrícola por estado. Disponible en
http://www.siap.gob.mx/. Fecha de consulta: 18 de abril de
2012.
Solis M., E.; Huerta E., J.; Pérez H., P.; Ramírez R., A.; Villaseñor M., H. E.;
Espitia R., E., y Borodanenko, A. 2008. Urbina S2007: Nueva
variedad de trigo harinero para la región “El Bajío”. Agricultura
Técnica en México 34(1):113-118.
Sollars, W. F., and Rubenthaler, G. L. 1971. Performance of wheat and
other starches in reconstituted flours. Cereal Chemistry
48:397-410.
Sosulski, F.; Krygier, K., and Hogge, L. 1982. Free, esterified, and
insoluble-bound phenolic acids. 3. Composition of phenolic acids
in cereal and potato flours. Journal of Agricultural and Food
Chemistry 30(2):337-340.
Talburt, W. F., and Smith, O. 1987. Potato Processing. Fourth edition.
The Avi Publishing Company. USA. 796 p.
Thomas, M. J. 2000. The role of free radicals and antioxidants.
Nutrition 16(7-8):716-718.
Tsukamoto, A.; Fukushima, M.; Nagashima, T.; Hashimoto, N.; Saito, K.,
and Noda, T. 2009. Production and properties of low-malt beer
using extremely fine potato starch. Journal of Applied
Glycoscience, 56(4):281-286.
Varnam, A. H.; Sutherland, J. P., y Ena D., J. M. 1996. Bebidas. Tecnología, Química y Microbiología. Volumen 2. Serie Alimentos Básicos. Editorial Acribia S. A., Zaragoza, España. 487 p.
Vázquez C., M. G. 1981. Usos de la Papa en la Elaboración de Tortillas y
Pan. Tesis profesional. Universidad Autónoma Chapingo.
Departamento de Industrias Agrícolas. Chapingo. México.
151 p.

112
Vázquez C., M. G. 1982. Opciones para incrementar el consumo de
papa y disminuir importaciones de maíz y trigo. Folleto de
Investigación Núm. 62. Secretaría de Agricultura y Recursos
Hidráulicos. Instituto Nacional de Investigaciones Agrícolas.
México, D. F. 34 p.
Vázquez C., G.; García L., S.; Salinas M., Y., Bergvinson, D. J., Palacios R.,
N. 2011. Grain and tortilla quality in landraces and improved
maize grown in the highlands of Mexico. Plant Foods for Human
Nutrition 66:203-208.
Vásquez E., H. 2012. Usos del almidón. Disponible en
http://www.almidones.org/alm/usos.htm. Fecha de consulta:
07 de mayo de 2012.
Velioglu, Y. S.; Mazza, G.; Gao, L., and Oomah, B. D. 1998. Antioxidant
activity and total phenolics in selected fruits, vegetables and
grain products. Journal of Agricultural and Food Chemistry
46(10):4113-4117.
Woolfe, J. A. 1987. The Potato in the Human Diet. Cambridge
University Press. UK. 231 p.
Yuanyuan, M.; Yali, Z.; Jiang, L., and Hongbo, S. 2009. Roles of plant
soluble sugars and their responses to plant cold stress. African
Journal of Biotechnology 8(10):2004-2010.
Zamora V., M. 2011. Actividad antioxidante en pan y galletas con harina
y almidón de papa. Tesis profesional. Instituto Tecnológico
Superior de Perote. Perote, Veracruz. 90 p

113
Centros Nacionales de Investigación Disciplinaria,
Centros de Investigación Regional y
Campos Experimentales
Sede de Centro de Investigación Regional
Centro Nacional de Investigación Disciplinaria
Campo Experimental

114
Comité Editorial de CIRCE
Presidente
Dr. Eduardo Espitia Rangel
Secretario
Dr. A. Josué Gámez Vázquez
Vocales
M.C. Santa Ana Ríos Ruiz Dra. Martha B.G. Irizar Garza
Dr. Francisco Becerra Luna Dra. Alma Velia Ayala Garay
Revisión Técnica Dr. Horacio Guzmán Maldonado
M.C. Ma. Guadalupe Herrera Hernández Dr. Román Flores López
Edición Dra. Martha B. G. Irizar Garza
Diseño de portada
y formación de interiores
Moisés Aguilar Castillo
CÓDIGO INIFAP
CÓDIGO INIFAP: MX-0-310303-37-06-29-06-15
Esta publicación se terminó de imprimir en Noviembre de 2012 en los talleres gráficos
IMPRESOS LEBAM Calle Dos de Marzo No. 216-b,
Colonia Texcoco de Mora Centro, Texcoco Estado de México. C.P. 56100
Tels. (595) 9548608/9557411
y su tiraje consta de 500 ejemplares.


















