Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf
9
7/28/2019 Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf http://slidepdf.com/reader/full/using-local-eis-to-examine-coating-failure-corrosionvol-51-no-4-april 1/9 CORROSION SCIENCE 251 C ORROSION–Vol. 51, No. 4 Using Local Electrochemical Impedance Spectroscopy to Examine Coating Failure R.S. Lillard,* J. Kruger,** W.S. Tait,*** and P.J. Moran**** ABSTRACT Local electrochemical impedance spectroscopy (LEIS) was used to locate and examine the electrochemical properties of artificial and natural defects in a heat-cured, urea-formaldehyde modified epoxy coating. This coating is used to protect the interior of tin-coated mild steel cans sealed using resistance welding. Samples containing weld coating, nonweld coating, and an artificial defect were immersed in a 0.10 M sodium chloride (NaCl) solution buffered to pH 7.2 with boric acid/sodium borate. LEIS maps demonstrated that the coating failed preferentially over the weld seam at a rate greater than that at the artificial defect. Failure was detected by LEIS prior to visual observation of coating failure. Comparable electrochemical impedance spectroscopy (EIS) data generated after each LEIS experiment could be modeled by the conventional two-time constant porous penetration model. LEIS results demonstrated that there were three time constants in this system (coating, defect, and weld seam), indicating that a method for determining local impedance properties is preferable. KEY WORDS: coatings, defects, impedance, electrochemi- cal impedance spectroscopy, local electrochemical impedance spectroscopy, modeling, urea-formaldehyde, weld seam INTRODUCTION Traditional electrochemical impedance spectroscopy (EIS) is used widely to evaluate the resistance of coated metals to corrosion. 1-5 Because these systems generally break down in small localized areas and since traditional EIS is a surface-averaged measurement, quantitative information about the initial stages of breakdown is difficult to obtain, even though many useful models of localized corrosion have been developed to assist in the analysis of traditional EIS data from these systems. 6-9 Therefore, a method for generating local electrochemical impedance spectroscopy (local EIS) is preferable. A method for generating local EIS measurement was proposed first by Isaacs and Kendig. 10 In their technique, the electrode to be examined was polarized locally using a small probe that contained “micro” reference (RE) and counter electrodes (CE). In an attempt to confine the alternating current (AC) generated by this local polarization to an area of interest, a thin-layer cell geometry was used. This was accomplished by maintaining a distance of ≈ 30 µ m between the probe and electrode surface. This technique, however, had several complications. For example, not only could a thin-layer cell geometry influence the natural corrosion processes occurring at the electrode (e.g., by altering mass transport), but its effectiveness in confining the AC to the area of interest greatly depended on the electrode’s impedance properties. This was because current could “leak” from the edges of the probe to decrease its impedance. Because of these and other 0010-9312/95/000059/$5.00+$0.50/0 NACE International Submitted for publication September 1993; in revised form, August 1994. * Department of Materials Science and Engineering, Johns Hopkins University, Baltimore, MD, 21218. Present address: Center for Electrochemical Science and Engineering, Department of Materials Science and Engineering, University of Virginia, Charlottesville, VA, 22903. ** Department of Materials Science and Engineering, Johns Hopkins University, Baltimore, MD, 21218. *** S.C. Johnson Wax Co., Racine, WI, 53403. ****Department of Mechanical Engineering, U.S. Naval Academy, Annapolis, MD, 21402.
-
Upload
luis-gustavo-pacheco -
Category
Documents
-
view
218 -
download
0
Transcript of Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf

7/28/2019 Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf
http://slidepdf.com/reader/full/using-local-eis-to-examine-coating-failure-corrosionvol-51-no-4-april 1/9
CORROSION SCIENCE
251CORROSION–Vol. 51, No. 4
Using Local Electrochemical ImpedanceSpectroscopy to Examine Coating Failure
R.S. Lillard,* J. Kruger,** W.S. Tait,*** and P.J. Moran****
ABSTRACT
Local electrochemical impedance spectroscopy (LEIS)was used to locate and examine the electrochemical properties of artificial and natural defects in a heat-cured,urea-formaldehyde modified epoxy coating. This coating is used to protect the interior of tin-coated mild steel cans sealed using resistance welding. Samples containing weld coating, nonweld coating, and an artificial defect were immersed in a 0.10 M sodium chloride (NaCl) solution buffered to pH 7.2 with boric acid/sodium borate. LEIS maps demonstrated that the coating failed preferentially over the weld seam at a rate greater than that at the artificial defect. Failure was detected by LEIS prior to visual observation of coating failure. Comparable electrochemical impedance spectroscopy (EIS) data generated after each LEIS experiment could be modeled by the conventional two-time constant porous penetration model. LEIS results demonstrated that there were three time constants in this system (coating, defect, and weld seam), indicating that a method for determining local impedance properties is
preferable.KEY WORDS: coatings, defects, impedance, electrochemi- cal impedance spectroscopy, local electrochemical impedance spectroscopy, modeling, urea-formaldehyde,weld seam
INTRODUCTION
Traditional electrochemical impedance spectroscopy(EIS) is used widely to evaluate the resistance ofcoated metals to corrosion. 1-5 Because these systemsgenerally break down in small localized areas andsince traditional EIS is a surface-averaged
measurement, quantitative information about theinitial stages of breakdown is difficult to obtain, eventhough many useful models of localized corrosionhave been developed to assist in the analysis oftraditional EIS data from these systems. 6-9 Therefore,a method for generating local electrochemicalimpedance spectroscopy (local EIS) is preferable.
A method for generating local EIS measurementwas proposed first by Isaacs and Kendig. 10 In theirtechnique, the electrode to be examined waspolarized locally using a small probe that contained“micro” reference (RE) and counter electrodes (CE).
In an attempt to confine the alternating current (AC)generated by this local polarization to an area ofinterest, a thin-layer cell geometry was used. Thiswas accomplished by maintaining a distance of≈ 30 µm between the probe and electrode surface.This technique, however, had several complications.For example, not only could a thin-layer cell geometryinfluence the natural corrosion processes occurring atthe electrode (e.g., by altering mass transport), but itseffectiveness in confining the AC to the area ofinterest greatly depended on the electrode’simpedance properties. This was because current
could “leak” from the edges of the probe to decreaseits impedance. Because of these and other
0010-9312/95/000059/$5.00+$0.50/0NACE International
Submitted for publication September 1993; in revised form, August 1994.* Department of Materials Science and Engineering, Johns Hopkins
University, Baltimore, MD, 21218. Present address: Center forElectrochemical Science and Engineering, Department of MaterialsScience and Engineering, University of Virginia, Charlottesville, VA,22903.
** Department of Materials Science and Engineering, Johns HopkinsUniversity, Baltimore, MD, 21218.
*** S.C. Johnson Wax Co., Racine, WI, 53403.****Department of Mechanical Engineering, U.S. Naval Academy, Annapolis,
MD, 21402.

7/28/2019 Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf
http://slidepdf.com/reader/full/using-local-eis-to-examine-coating-failure-corrosionvol-51-no-4-april 2/9
CORROSION SCIENCE
252 CORROSION–APRIL 1995
voltage perturbation to the component of local ACsolution current density normal to the electrode as afunction of frequency. The probe used to measurethe local AC solution current density is depicted inFigure 1. To obtain the AC solution current density atthe tip of this probe, the AC potential difference
between the two probe electrodes is measured with afrequency response analyzer (FRA) or lock-inamplifier. From this AC potential difference, the ACsolution current density at the tip of the probe isderived using knowledge of the relationship for thesolution resistance between the probe electrodes(R = L/ A, where L is the separation distancebetween openings in the tip of the probe [in cm], isthe solution conductivity [in Ω-cm –1], and A is the area[in cm2]) and Ohm’s law:
i ω =
∆ V ωprobe
x σ
L (1)
where i( ) is the local AC solution current density inA/cm2, and ∆V( )probe is the AC potential differencebetween the probe electrodes in volts (V). FromEquation (1) and Ohm’s law, the magnitude of thelocal impedance (|Z( )| local) was found to be:
Z ωlocal
=V ω
applied
∆ V ωprobe
x Lσ (2)
where V( )applied is the magnitude of the appliedvoltage perturbation between WE and RE in V, and|Z( )| local is an area-normalized local impedance value(in Ω-cm 2).
In Equation (1), it is assumed that the componentof the AC solution current density normal to theelectrode surface at the probe tip is equal to thenormal component of the current density at theelectrode directly below the probe. It is well knownthat, for cell geometries traditionally used inelectrochemical experiments, the solution current
density is a function of radial distance from theelectrode. 14-15 Therefore, the AC solution currentdensity measured by the probe is the true AC currentdensity at the electrode surface only for regionswhere the current density is relatively uniform. Forareas that are not relatively uniform, an error in themeasurement is introduced (this error can becorrected for by deconvolution). 16
The purpose of the present work was to demon-strate the feasibility, advantages, and disadvantagesof LEIS compared to traditional EIS measurementsfor polymer-coated metal systems. To accomplish
this, LEIS was used to evaluate the breakdown of aheat-cured, urea-formaldehyde modified epoxy(1) LEIS is an anagram coined by the authors and refers to the authors’
technique only and not to other methods of local EIS measurement.
FIGURE 1. Dual electrode (LEIS probe) used to measure the local AC solution current densities.
limitations, the results generated by this method wereonly qualitative in nature. Similar techniques havebeen used in attempts to generate local EIS data forpolymer-coated metals. 11-12 Although results werevery encouraging, these also were only qualitative innature. The technique is hampered further by therugosity of coated metals, which can cause a probe
to “lose contact” with the electrode and yielderroneous results.
Recently, a novel technique for generatingquantitative local EIS measurements wasdeveloped. 13 The technique, called LEIS, (1) is basedon the premise that the AC solution current densitiesvery near the working electrode (WE) in aconventional three-electrode EIS experiment areproportional to the local admittance properties of theelectrode. In this technique, local impedance data arederived by measuring the ratio of the applied AC

7/28/2019 Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf
http://slidepdf.com/reader/full/using-local-eis-to-examine-coating-failure-corrosionvol-51-no-4-april 3/9
CORROSION SCIENCE
253CORROSION–Vol. 51, No. 4
coating on mild steel in a sodium chloride (NaCl)environment. 17 For this system, impedance mapsgenerated using LEIS were obtained from an area ofcoating that contained an artificial defect, a weldcoating, and a nonweld coating for various immersiontimes and were compared to traditional EIS data.
EXPERIMENTAL
LEIS System The bi-electrode probe used to measure the local
AC current distribution is presented in Figure 1. Itwas designed to measure the normal component ofthe AC solution current density. It was constructed byheating and pulling down two parallel and attachedglass capillaries with an initial inside diameter of≈ 1.0 mm to a final inside diameter of ≈ 0.10 mm. Asshown in Figure 1, these “micro-openings” were
displaced vertically by 0.85 mm ± 0.05 mm andhorizontally by 0.30 mm ± 0.05 mm (with respect tothe plane of the electrode). Into each of these glasstubes, a thin platinum (Pt) wire ≈ 0.05 mm diam, wasinserted to serve as a measuring electrode. Toreduce the interfacial impedance of these electrodes,each wire was platinized by cathodic polarization for5 min in 2% chloroplatinic acid at a current densityof ≈ 100 mA/cm 2.18 To measure the normalcomponent of the AC, this probe was held at anangle of ≈ 85° ± 5°, with respect to the electrodesurface. This configuration (Figure 1) provided a finalprobe separation distance of ≈ 0.900 mm normal tothe electrode. The probe tip was held at a constantdistance of 0.40 mm above the WE.
A Princeton Applied Research Model 273 †
potentiostat was used to control the direct current(DC) potential of the electrode and apply thesinusoidal voltage perturbation, which was generatedand analyzed using a Solartron Model 1255 † FRA.Because the probe impedances were high relative tothe input impedance of the FRA, the probe signal firstwas buffered with an instrumentation amplifier,Analog Devices Model 625D. † Movement of the cellin the x and y directions, below a stationary probe,was accomplished by mounting two stepper stagesorthogonally to one another. This scanning systemhad a resolution of 1 µm and an accuracy of 2.5 µmin 25 mm. Further details of the LEIS system havebeen reported elsewhere. 13,19
Electrochemical Tests The samples used for this investigation were
taken from commercial, metal aerosol containerswhose interior was protected from corrosion by aheat-cured, urea-formaldehyde modified epoxy
† Trade name.
FIGURE 2. Diagram of the urea-formaldehyde modified epoxy coated sample (not to scale) and scan area.
coating. 17 The containers were fabricated from cold-rolled mild steel that was coated with 0.3 µm of tinprior to coating with the epoxy resin. Once applied,
the epoxy coating was cured by baking the steel in aconvection oven at ≈ 200 °C for 10 min. The containerbody then was formed into a cylinder and sealed byresistive welding. Because the welding processdestroys cured epoxy, the weld seam and neighbor-ing area were recoated with the polymer resin. Thiscoat was cured by passing the weld seam over an≈ 300 ° flame at a rate of 71 ft/min. Further details ofthese samples may be found elsewhere. 20-21 For thisinvestigation, the areas affected by the second “flamecure” were designated as weld-seam coating, andareas unaffected by the second curing process were
designated as nonweld-seam coating.For these experiments, interior sections of thecan, measuring 4.7 cm by 1.9 cm (8.9 cm 2) andcontaining weld and nonweld areas, were cut fromthe container and used as test electrodes. In thissample, the weld measured 1.9 cm by 0.15 cm(0.29 cm 2). This produced a ratio of weld area tononweld area of ≈ 0.03:1. A diagram of this sample isgiven in Figure 2. Also shown in Figure 2 is thelocation of an artificial defect placed in the polymercoating. This defect was circular in shape and of≈ 300- µm diam, an area equal to 7 x 10 –4 cm 2. It was
created by pressing a sharp metal scribe into thecoating.

7/28/2019 Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf
http://slidepdf.com/reader/full/using-local-eis-to-examine-coating-failure-corrosionvol-51-no-4-april 4/9
CORROSION SCIENCE
254 CORROSION–APRIL 1995
Once electrical contact was made to thespecimen, the exterior and edges were coated withInterlux † marine epoxy paint so that the urea-formaldehyde coating on the interior of the can wasthe only portion exposed to the test solution. Thisepoxy was chosen because of its resistance tocrevice attack. 22 The test solution used for theseexperiments was a 0.1 M NaCl solution buffered with0.5 M boric acid + 0.05 sodium borate, whichmaintained the pH at 7.2. The samples wereimmersed in this solution for the duration of the
experiments (9 days to 12 days). The experimentswere open to laboratory air and conducted at roomtemperature.
LEIS maps of each sample were generated forthe area enclosed by the dotted box in Figure 2. Thisarea (1.0 cm by 0.15 cm) was mapped by steppingthe probe in increments of 0.05 cm in both the x andy directions. These maps were produced at thecorrosion potential (E corr), which fluctuated between
–200 mV and –420 mV vs a saturated calomelelectrode (SCE) during the course of a test period,at three points per decade of frequency over the
range of 1 Hz to 10,000 Hz. They were obtained at2 h, 24 h, 48 h, 144 h, and 216 h of immersion.
(a) (b)
Immediately following each LEIS experiment,traditional EIS experiments were conducted at E corr
with the same FRA and potentiostat. EIS data wascollected at 25 points per decade of frequency overthe range of 0.020 x 10 4 Hz to 1.0 x 10 4 Hz.
RESULTS
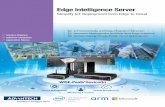
Two typical LEIS maps for the scan areadepicted in Figure 2 are shown in Figures 3(a) and(b). Numerous LEIS and EIS experiments were
conducted, with each yielding similar results, but thisdiscussion will be limited to the results of onerepresentative sample. The maps in Figures 3(a) and(b) plot the log of the magnitude of the impedance at2.4 Hz and 1.0 x 10 4 Hz, respectively, as a function ofthe probe’s position above the electrode. They weretaken after 2 h of immersion in the test solution. Theweld and nonweld coatings and the artificial defectare clearly visible, even at 1.0 x 10 4 Hz, at which theimpedance between each differed by < 2.0 Ω.
Figure 4 presents Bode magnitude plotsgenerated from LEIS maps of the artificial defect and
weld and nonweld coatings after 2 h of immersion.Each curve in this figure illustrates the behavior of
FIGURE 3. LEIS impedance maps generated at: (a) 2.4 Hz and (b) 10 kHz after 2 h of immersion for the scan area depicted in Figure 2 .

7/28/2019 Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf
http://slidepdf.com/reader/full/using-local-eis-to-examine-coating-failure-corrosionvol-51-no-4-april 5/9
CORROSION SCIENCE
255CORROSION–Vol. 51, No. 4
the log of the magnitude of the impedance for onediscrete location on the sample — either the defect,weld coating, or nonweld coating — as a function offrequency. A similar Bode magnitude plot generatedwith LEIS for an immersion time of 24 h is presentedin Figure 5. The magnitude of the impedance at lowfrequency (1 Hz) from each of these sites is plotted inFigure 6 as a function of immersion time. The testperiod lasted 9 days.
As noted earlier, a traditional EIS experiment
was conducted immediately following each LEISexperiment. Representative results are presented inthe form of Bode plots in Figures 7, 8, and 9 forimmersion times of 24 h, 48 h, and 216 h,respectively. Each of these plots illustrates thebehavior of both the magnitude of the impedance andphase for the entire sample at the time of theexperiment. For clarity, only every third data point isshown. As can be seen in Figure 8, an inflection pointappeared in the Bode phase data after 48 h ofimmersion, which indicated two time constants werepresent. This second, high-frequency time constant
became more pronounced during the 216 h ofimmersion (Figure 9).The EIS response of this system was in
accordance with the porous penetration model shownin Figure 10. 9 This equivalent circuit (EC) models thedevelopment of ionically conducting paths throughthe coating where: R sol is the resistance of the bulksolution, R pore is the ionic resistance possibly due tothe presence of pores, R ct is the charge transferresistance, C dl is the metal-electrolyte double-layercapacitance, and C coat is the coating capacitance. 9
Although there was no breakpoint frequency in
the Bode magnitude data even after 216 h (whichwould allow the investigator to graphically determine
the values of R sol, R pore , R ct, C coat , and C dl), thereare powerful fitting programs (e.g., PITFIT, 23
EQUIVCRT, 24-25 and CIRFIT 26) which allowed theseparameters to be determined. For this investigation,the parameters in the EC depicted in Figure 10 weredetermined using the EIS fitting routine ZSIM. †,27
Fitting of traditional EIS data to the EC in Figure10 was undertaken for immersion times of 24 h, 48 h,and 216 h. In all of these fits, R sol was ≈ 85 Ω. Thecapacitances C coat and C dl in Figure 10 were modeledas constant-phase elements (CPE), where theimpedance of the CPE (in Ω-cm 2) was:
Z ω =1
τ jω n (3)
FIGURE 4. LEIS Bode magnitude plot after 2 h of immersion. FIGURE 5. LEIS Bode magnitude plot after 24 h of immersion.
FIGURE 6. Log of the magnitude of the impedance at 1 Hz vs immersion time generated with LEIS.

7/28/2019 Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf
http://slidepdf.com/reader/full/using-local-eis-to-examine-coating-failure-corrosionvol-51-no-4-april 6/9
CORROSION SCIENCE
256 CORROSION–APRIL 1995
FIGURE 7. Traditional EIS Bode magnitude ( ∆ ) and phase ( ⅜ )plots after 24 h of immersion (only every third data point is shown for clarity). ZSIM fits to each are shown as solid lines.
FIGURE 8. Traditional EIS Bode magnitude ( ∆ ) and phase ( ⅜ )plots after 48 h of immersion (only every third data point is shown for clarity). ZSIM fits to each are shown as solid lines.
impedance was less than that of the nonweld coating,which showed the highest impedance in this LEISmap.
This ranking also was observed in the Bodemagnitude plots for the intentional defect, weld-seam,and nonweld-seam areas generated with LEIS dataafter 2 h of immersion (Figure 4). From the LEIS datacollected after 2 h of immersion, the nonweld coatingappeared to be the area most resistant to corrosion,followed by the weld coating and, finally, the artificial
defect, which was the area most susceptible tocorrosion. However, the LEIS Bode magnitude plotsfor these three regions after 24 h of immersion(Figure 5) showed that, while the low-frequencyimpedance for the nonweld-seam coating and theartificial defect remained fairly constant, theimpedance of the weld-seam coating droppedsubstantially.As can be seen in Figure 6, theimpedance of the weld-seam coating decreasedcontinually with time, changing by more than an orderof magnitude (by a factor of 21) during the testperiod. In contrast, the impedance of the defect site
and nonweld coating changed very little over the216 h of immersion.Optical inspection of the samples after their
removal from the test solution supported the LEISfindings. Although the weld coating appeared to haveadhesion properties similar to the nonweld coatingbefore immersion in the test solution, based onobservation and handling, upon removal fromsolution at the end of the 216-h test period, the weld-seam coating was brittle and easily was removedfrom the weld with a cotton swab to reveal copiousamounts of corrosion product. Optical inspection of
the nonweld areas revealed no disbonding orcorrosion product. Similarly, when the artificial defect
FIGURE 9. Traditional EIS Bode magnitude ( ∆ ) and phase ( ⅜ )plots after 216 h of immersion (only every third data point is shown for clarity). ZSIM fits to each are shown as solid lines.
where is the frequency in rad/s, j = √ –1, n is anexponential multiplier, and is a reduced time
constant in sn
/ Ω-cm2
. The model results arepresented in Figures 7 through 9 as solid lines. Asummary of the parameters R pore , R ct, and for thecoating ( coat ) and double-layer ( dl) obtained fromcomputer fitting is presented in Table 1.
DISCUSSION
Coating Failure After 2 h of immersion in the test solution, the
2.4-Hz LEIS map (Figure 3[a]) showed the artificialdefect exhibited the lowest impedance in the scan
area. While the impedance of the weld coating at thisfrequency was somewhat greater than the defect, its

7/28/2019 Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf
http://slidepdf.com/reader/full/using-local-eis-to-examine-coating-failure-corrosionvol-51-no-4-april 7/9
CORROSION SCIENCE
257CORROSION–Vol. 51, No. 4
was observed in an optical stereo microscope (250x),no corrosion product could be found. The lack ofcorrosion product in the artificial defect and its abilityto retain its initially high impedance throughout the216 h of immersion (Figure 6) could be rationalized inthe following manner: Because this defect was made
by pressing a sharp scribe into the coating, asopposed to drilling or scratching the surface, the0.3- µm layer of tin that the steel was coated with priorto application of the urea-formaldehyde modifiedepoxy may have been preserved. Thus, it may bethat only tin was exposed to the test solution at thissite, not steel. This conclusion is supported further bythe Pourbaix diagram for tin, which predicts that tin ispassive at these potentials (–200 mV SCE , –400 mV SCE )and pH (7.2). If, however, the tin coating wasdamaged during the formation of the artificial defectand the mild steel was exposed to the solution, it was
possible that the defect acted as a cathodic site forthe anodic (corrosion) reaction in the occluded cellunder the weld coating.
The aggressive nature of the attack at the weldseam likely resulted from undercuring of the urea-formaldehyde modified epoxy. While unexposed, thenonweld coating appeared uniform under a lightmicroscope (250x). Small, spherical particulate,which likely was uncured polymer, could be found inthe flame-cured coating. Although tape testing ofunexposed polymer was inconclusive, 28 unexposedweld coating failed under bend testing, 29 while
nonweld coating did not. This indicated that the weld-seam coating was undercured. Proper curing ofesterified epoxy resins results in flexible, water-resistant coatings that provide superior resistance tocorrosion. 30 Overcuring of the epoxy (exposure toprolonged periods at temperatures between 300 °Cand 500 °C) results in a charred residue ≈ 15 wt% ofthe original epoxy. 31 This was not observed.
Examination of the traditional EIS data (Figures 7through 9) revealed two significant indications thatthe coating became less resistant to corrosion duringthe test period: (1) the magnitude of the impedance
at low frequencies decreased by approximately anorder of magnitude over the test period and (2) after48 h of immersion, an inflection point appeared in theBode phase data, indicating a second time constantwas present, in accordance with the EC shown inFigure 10. 9 The data generated by EIS modeling alsoindicated the coating had deteriorated. As can beseen in Table 1, both R pore and R ct decreasedsubstantially with time. dl and coat increased withtime, indicating a decrease in the impedance of theCPE (Equation [3]). However, the physicalsignificance of the parameters in Figure 10 was
uncertain, as the traditional EIS data were thecombined response of the weld coating, nonweld
coating, and artificial defect acting in parallel (i.e.,three time constants were present, and only two wereobserved in the traditional EIS data). In addition, theaccuracy of the ZSIM fits increased with immersiontime (i.e., coating deterioration).
While these data may provide some informationfor lifetime predictions, the results demonstrated thesevere limitations of traditional EIS and fitting
routines to determine the corrosion rate accurately atlocal sites.
TABLE 1Results of ZSIM Fitting to Traditional EIS Data
Rpore Rct coat dl
(Ω) (Ω) s n/Ω-cm 2 s n/Ω-cm 2
24 h 14.5 x 10 3 9.1 x 10 5 3.8 x 10 –6 9.6 x 10 –7
48 h 8.4 x 10 3 3.5 x 10 5 9.6 x 10 –6 2.5 x 10 –6
216 h 7.5 x 10 3 0.87 x 10 5 1.7 x 10 –5 5.5 x 10 –6
FIGURE 10. EC model for a coated metal surface that contains porous ionic paths, where R ct is the charge transfer resistance at the metal interface, C dl is the double-layer capacitance at the metal interface, R pore is the electrolyte path resistance through the coating, C coat is the coating capacitance, and R sol is the bulk solution resistance.

7/28/2019 Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf
http://slidepdf.com/reader/full/using-local-eis-to-examine-coating-failure-corrosionvol-51-no-4-april 8/9
CORROSION SCIENCE
258 CORROSION–APRIL 1995
LEIS: Advantages and Limitations Unlike traditional EIS, LEIS allows an investiga-
tor to generate impedance data for specific locationson the electrode. LEIS data for coated metal systemsare straightforward and generate quantitativeimpedance data for specific areas of the coated
sample, even during the early stages of breakdown.In this investigation, LEIS was able to discern threetime constants in the urea-formaldehyde coating.Alternatively, computer fitting of traditional EIS datawas limited to an EC with only two time constants.
While values for the parameters of the EC inFigure 10 could be determined as a function ofimmersion time, the physical significance of theseparameters was unclear because the system actuallycontained three time constants, as demonstrated byLEIS.
In its present state of development, however,
LEIS does not have the temporal, spatial, orfrequency resolution necessary to investigate manysystems (e.g., pit initiation). Data acquisition time islong. In this investigation, it required 1 h, 45 min toacquire 13 (5 by 20) maps over the frequency rangeof 1 Hz to 10 4 Hz (13,000 data points in all). Thequantitative spatial resolution is limited by the size ofthe probe tip (in this work, 300 µm). This does notmean that the impedance of areas smaller than300 µm cannot be detected but, rather, that thecurrent at the electrode surface (and, therefore, theimpedance) cannot be determined accurately fordefects smaller than 300 µm.
Further, the lower limit of the frequencyresolution is ≈ 0.70 Hz in its present state ofdevelopment. Measurement at lower frequencies islimited by 1/f noise amplified by the gain of the buffercircuit (1,000x). 13 For most systems, traditionalmeasurements allow data to be obtained down to1 x 10 –3 Hz. One method that may provide a meansof obtaining low-frequency data from LEIS may bethe use of the fitting programs used here for thetraditional EIS data. For example, the Bodemagnitude and phase data generated with LEIS forthe weld coating, nonweld coating, and the artificialdefect may be modeled individually and as simpleRandles circuits 32 in these programs. This processwould allow the impedance at the low-frequency limitto be obtained and would greatly simplify analysis ofthe fitted parameters since LEIS is not a surface-averaged measurement.
CONCLUSIONS
y LEIS was used successfully to map theimpedance properties of a heat-cured, urea-
formaldehyde modified epoxy coating that is usedto coat the interior of commercial metal aerosol
containers. Analysis of LEIS impedance maps andBode magnitude plots generated from these mapsrevealed that the impedance of the weld coating was63 times lower than that of the nonweld coating after216 h of immersion in 0.1 M NaCl.y The difference between the impedance properties
of these two coatings most likely resulted from thecorresponding heat treatments used in each area tocure the polymer, since the same polymer was usedto coat the steel in both areas. The nonweld coatingwas cured in a convection oven under controlledtemperatures, while the weld coating was cured bypassing over a flame.y Preferential breakdown of the weld seam wasattributed to undercuring of the urea-formaldehydemodified epoxy. The brittle condition of the weldcoating under bend testing supported this conclusion.y While an artificial defect was placed in the
nonweld coating to create a low-impedance site,LEIS demonstrated that the impedance of this siteremained high and relatively unchanged over the216-h test period. The relatively low deterioration rate(or high impedance) of the artificial defect wasattributed to the 0.3- µm tin coating that the steel canwas coated with prior to coating with the epoxy.y Analysis of the LEIS data for coated metalsystems was straightforward and generatedquantitative impedance data for specific areas of thecoated sample, even during the early stages ofbreakdown. While changes in both the Bode
magnitude and Bode phase data generated withtraditional EIS indicated the coating became lessresistant to corrosion over the test period and mayhave failed, it yielded no information about thespecific deterioration rates of the weld coating,nonweld coating, or artificial and natural defects inthe sample.
ACKNOWLEDGMENTS
The authors acknowledge the assistance of theS.C. Johnson Wax Co. in supplying some of the
materials used in this investigation and of J. Grandleand K. Stewart (University of Virginia) in fitting someof the traditional EIS data.
REFERENCES
1. J.V. Standish, H. Leidheiser Jr., “Properties and Behavior of CorrosionProtective Organic as Determined by Electrochemical ImpedanceMeasurements,” in Corrosion Control by Organic Coatings, ed. H.Leidheiser Jr. (Houston, TX: NACE, 1981), p. 38-44.
2. F. Mansfeld, M.W. Kendig, S. Tsai, Corrosion 38, 9 (1982): p. 478-485.3. F. Mansfeld, M.W. Kendig, “Electrochemical Impedance Tests for
Protective Coatings,” in Laboratory Corrosion Tests and Standards,ASTM STP 866, eds. G.S. Haynes, R. Baboian (Philadelphia, PA:ASTM, 1985), p. 122-142.
4. J.R. Scully, J. Electrochem. Soc. 136, 4 (1989): p. 979-990.5. J.N. Murray, P.J. Moran, Corrosion 45, 1 (1989): p. 34-43.

7/28/2019 Using Local EIS to Examine Coating Failure (CORROSION–Vol. 51, No. 4, April, 1995).pdf
http://slidepdf.com/reader/full/using-local-eis-to-examine-coating-failure-corrosionvol-51-no-4-april 9/9
CORROSION SCIENCE
259CORROSION–Vol. 51, No. 4
6. M.A. Haruyama, T. Tsuru, Corrosion Protection by Organic Coatings,Proc. Electrochemical Society, eds. M. Kendig, H. Leidheiser Jr., vol.87-2 (Pennington, NJ: The Electrochemical Society, 1987), p. 197-207.
7. R. Oltra, M. Keddam, Corros. Sci. 28, 21 (1988): p. 1-18.8. F. Mansfeld, H. Shih, J. Electrochem. Soc. 135, 5 (1988): p. 1,171-
1,172.9. M.W. Kendig, J.R. Scully, Corrosion 46, 1 (1990): p. 22-29.
10. H.S. Isaacs, M.W. Kendig, Corrosion 36 (1980): p. 269-274.
11. J.V. Standish, H. Leidheiser Jr., Corrosion 36, 8 (1980): p. 390-395.12. M.C. Hughes, J.M. Parks, “An AC Impedance Probe as an Indicator of
Corrosion and Defects in Polymer-Metal Substrate Systems,” inCorrosion Control by Organic Coatings, ed. H. Leidheiser Jr. (Houston,TX: NACE, 1981), p. 45-50.
13. R.S. Lillard, P.J. Moran, H.S. Isaacs, J. Electrochem. Soc. 139, 4(1992): p. 1,007-1,012.
14. J.S. Newman, Electrochemical Systems (Englewood Cliffs, NJ:Prentice-Hall, 1973).
15. J. Nanis, W. Kesselman, J. Electrochem. Soc. 118, 3 (1971): p. 454.16. H.S. Isaacs, Corros. Sci. 28, 6 (1988): p. 547.17. J.W. Holubka, R.A. Dickie, J. Coatings Technol. 56, 714 (1984):
p. 43-46.18. E. Gileadi, E. Kirowa-Eisner, Interfacial Electrochemistry, an
Experimental Approach (Reading, MA: Addison-Wesley, 1975).19. R.S. Lillard, “A Novel Method for Generating Local Electrochemical
Impedance Spectroscopy” (master’s thesis, Johns Hopkins University,
1990).20. W.S. Tait, Corrosion Protection by Organic Coatings, Proc.Electrochemical Society, eds. M. Kendig, H. Leidheiser Jr., vol. 87-2(Pennington, NJ: The Electrochemical Society, 1987), p. 229-237.
21. W.S. Tait, J.A. Mainer, J. Coating Technol. 62, 781 (1990): p. 41-44.22. R.M Kain, P.A. Klein, “Crevice Corrosion Propagation Studies for Alloy
625,” CORROSION/90, paper no. 158 (Houston, TX: NACE, 1990).23. H. Shih, F. Mansfeld, Corros. Sci. 29, 10 (1989): p. 1,235.24. B.A. Boukamp, Dept. of Chemical Technology, P.O. Box 217, 7500 AE
Enschede, The Netherlands.25. J.R. Scully, S.T. Hensley, “Lifetime Prediction of Organic Coatings
on Steel and Magnesium Using Electrochemical Impedance Spectros-copy,” CORROSION/93, paper no. 359 (Houston, TX: NACE, 1993).
26. M.W. Kendig, E.M. Meyer, G. Lindberg, F. Mansfeld, Corros. Sci. 23(1983): p. 1,007.
27. J.R. Macdonald, CNLS Fitting Program (Charlottesville, VA: ScribnerAssociates, 1990).
28. ASTM D 3359-90, “Test Methods for Measuring Adhesion by the TapeTest,” 1991 Annual Book of Standards, vol. 06.01 (Philadelphia, PA:ASTM, 1991).
29. ASTM B 571-91, “Test Methods for Adhesion of Metallic Coatings,”1991 Annual Book of Standards, vol. 02.05 (Philadelphia, PA: ASTM,1991).
30. D.E.A. Williams-Wynn, J. Oil Colloidal Chem. Assoc. 71, 8 (1988):p. 241-245.
31. G. Camino, L. Operti, L. Tossarelli, Polym. Degrad. Stability 5, 3(1983): p. 161-171.
32. J.E.B. Randles, Disc. Faraday Soc. 1 (1947): p. 11-19.