untuk batuan

of 260
-
Upload
sendi-indarto -
Category
Documents
-
view
225 -
download
0
Transcript of untuk batuan
-
7/27/2019 untuk batuan
1/260
AFUND AME NTA L STUDY OF TH E ACIDIC PRESSUREOXIDATION OF ORPIMENT AND PYRITE
A THIGH T E M P E R A T U R E
by
H ULONG
B.A.Sc,TianjinUniversity,China,1984M.Sc.,MontanaTech,USA,1995
A THESIS SUBMITTEDINPARTIALF U L F I L L M E N TOFT H EREQUIREMENTS FOR THE DEGREE OF
D O C T O R OF PHILOSOPHY
in
T H E F A C U L T YOF GRADUATE STUDIESDepartmentofMetals and Materials Engineering
Weaccept thisthesis asconformingto therequired standard
T H EUNIVERSITY OF BRITISH COLUMBIASeptember,2000 ;.
HuLong,,2000
-
7/27/2019 untuk batuan
2/260
In presenting this thesis in partial fulfilment of the requirements for an advanceddegree at the University of British Columbia, I agree that the Library shall make itfreely available for reference and study. I further agree that permission for extensivecopying of this thesis for scholarly purposes may be granted by the head of mydepartment or by his or her representatives. It is understood that copying orpublication of this thesis for financial gain shall not be allowed without my writtenpermission.
DepartmentThe University of British ColumbiaVancouver, Canada
DE-6 2/88)
-
7/27/2019 untuk batuan
3/260
A B S T R A C T
The acidic pressure oxidation ofpyrite(FeS2) and orpiment (As2S3), as a pretreatment of
refractory gold ores, has been studied by investigating the reaction chemistry andkinetics. Theeffectsofretentiontime, temperature, particlesize,oxygenpartialpressure,pulp density, sulfuric acid concentration, and cupric ions were evaluated for bothminerals. Theeffectofferricions on the oxidation rate of As(III) to As(V) wasalsoexamined. Also, the effects of mole ratio ofFe/As on the oxidation of pyrite andorpimentmixtureswereevaluated.
Duringthe acidic pressure oxidation oforpiment,most ofthe arsenic was found to be inthe trivalentstateafter 2 hours oxidation at temperatures rangingfrom170 to2 3 0 C ,andsubsequent oxidation toAs(V) with oxygen was veryslow. Cupricions do not affect theoxidation of As(III). However, the rate of oxidation of As(III) to As(V) israpidin thepresence of ferric ions. Sulfate becomes the predominant product species only attemperatures above 190C. The oxidation kinetics are controlled by product layerdiffusionwith anArrheniusactivation energy of 22.2 kJ/mol (5.31 kcal/mol) over thetemperature range of 170 to210C. However, as temperature increases above2 1 0 C ,therate-controllingstepswitchesto a surface chemical reaction with anArrheniusactivationenergy of 50.0 kJ/mol(12.0 kcal/mol). Theinitialreaction rate is approximately -1/5orderwith respect topulpdensity, and 1/4orderwith respect to oxygenpartialpressure inthesystemstudied.
ii
-
7/27/2019 untuk batuan
4/260
Duringthe acidic pressure oxidation of pyrite,ferric, instead of ferrous, is the initialproductat high temperatures. No elemental sulfur was found at temperatures above190C. An activation energy of 33.2 kJ/mol (7.94 kcal/mol) was observed over thetemperature range 170 to 2 3 0 C . The reaction order with respect to oxygen partialpressure was found to be 1/2 at2 1 0 C ,which indicates an electrochemical mechanism ofoxidation. The oxidation kinetics follow shrinking particle behavior. The surfacechemical reaction is the rate-controllingstep. The passivating shrinking sphere model wasdeveloped to represent the pressure oxidation of pyrite in the system studied at high
temperature, based on the batch experimental data, which can be used to further develop amathematical model to simulate continuous autoclave oxidation.
During the acidic pressure oxidation of mixtures of pyrite and orpiment, As(III)generated from orpiment was oxidizedrapidlyto very lowlevelsin thepresenceof pyriteor the Fe(III)/Fe(II)couple. However, the oxidation rate of ferrous decreased in thepresenceof orpiment. Ironarsenatewas generated in alltestsconducted for the mixture,which is of critical importance inview of the current controversy surrounding theenvironmental stability ofthesecompounds. Elemental sulfur was produced only at lowratios ofFe/As.
The pressure oxidation of orpiment is much slower than that of pyrite due to theformation of elemental sulfur. However, when the two minerals are mixedtogether,preferential leaching for orpiment is feasible due to galvanic effects. Thus orpimentoxidation is accelerated, while oxidation ofthe nobler pyrite is slowed.
iii
-
7/27/2019 untuk batuan
5/260
T A B L E O F C O N T E N T S
A B S T R A C T iiT A B L E O F C O N T E N T S ivLIST O F T A B L E S viiLIST O FFIGURES ixA C K N O W L E D G E M E N T S xvC H A P T E R 1 IN T R O D U C T I O N 1
References 6C H A P T E R2 L I T E R A T U R E S U R VE Y 8
2.1 Mineralogy ofGoldOres 82.2 Behavior of Arsenic and Antimony Sulfide Minerals in Alkaline Cyanide
Solution 132.3 Pretreatment of Refractory SulfidicGoldOres 15
2.3.1 Pressure Oxidation 182.4 Acidic Pressure Oxidation of Iron and Arsenic Sulfide Minerals 29References 38
C H A P T E R3 F U N D A M E N T A L S O F O X I DA T IO N 453.1 Thermodynamics 453.2 Kinetic Considerations 59
3.2.1 KineticModel 64References 72
C H A P T E R4 E X P E R I M E N T A L P R O G R A M 754.1 Materials 75
4.1.1 Minerals 754.1.2 Reagents 77
4.2 Equipment 774.2.1 Pressure Leaching 774.2.2 Examination of Solids 79
4.3 Methods and Procedures 804.3.1 Methods 804.3.2 Procedure 83
4.4 Analytical 844.5 Data Reduction and Rate Determination 86References 88
iv
-
7/27/2019 untuk batuan
6/260
C H A P T E R5 BEHAVIOR OF ORPIMENT DURING PRESSUREOXIDATION 89
5.1 Reaction Chemistry ofOrpiment 895.1.1 Effect of Retention Time 905.1.2 Effect of Temperature 915.1.3 Effect ofPulpDensity , 925.1.4 Effect ofAcidConcentration 935.1.5 Disscusion 94
5.2 Reaction Kinetics ofOrpiment 1055.2.1 Effect of Agitation Speed 1065.2.2 Effect ofTemperature 1075.2.3 Effect of ParticleSize 1115.2.4 Effect of OxygenPartialPressure 1145.2.5 Effect ofPulpDensity.. 120
5.3 Summary 123References 126
C H A P T E R6 BEHAVIOR OF PYRITE DURING PRESSUREOXIDATION 127
6.1 Reaction Chemistry 1276.1.1 Effect ofTemperature 1286.1.2 Effect of Retention Time 1306.1.3 SulfurSpecies 1326.1.4 IronSpecies 1326.1.5 Chemical Reactions 140
6.2 Reaction Kinetics 1436.2.1 Effect of Agitation Speed 1446.2.2 Effect ofTemperature 1466.2.3 Effect of ParticleSize 1486.2.4 Effect of OxygenPartialPressure 1496.2.5 Effect ofPulpDensity 1536.2.6 Effect ofCupricIon 156
6.3 Reaction Mechanism 1586.4 ControllingStepandModel 1626.5 Summary 179References 182
C H A P T E R7 BEHAVIOR OF PYRITE AND ORPIMENTMIXTURES DURING PRESSURE OXIDATION 1847.1 Resultsand Discussion 187
7.1.1 Solution Chemistry 1877.1.2 Solids Analysis 195
7.2 ComparisontoResultsofRealOreOxidation 201
-
7/27/2019 untuk batuan
7/260
7.3 Summary 205References 207
C H A P T E R8 CONCLUSIONS AND RECOMMENDATIONS 2088.1 Conclusions 208
8.1.1 Reaction Chemistry ofOrpiment 2088.1.2 Reaction Kinetics ofOrpiment 2098.1.3 Reaction Chemistry of Pyrite 2118.1.4 Reaction Kinetics of Pyrite 2128.1.5 Interaction of Pyrite andOrpiment 214
8.2 Recommendations forFutureWork 215APPENDIXI THERMODYNAMIC DAT A FOR Eh-pH
DIAGRAMS AT 25C 216APPENDIXII THERMODYNAMIC DAT A FOR Eh-pH DIAGRAMS
AT210C 220APPENDIXIII COMPOSITION OF PYRITE AND ORPIMENT
SPECMENS 227APPENDIXIV X-RAY DIFFRACTION PATTERNS 229APPENDIXV SEM MICROGRAPHS 240APPENDIXVI STANDARD TITRIMETRIC ME TH OD FOR THE
DETERMINATION OFFe(II)ANDAs(III)USINGC E R I U M(IV)SULFATE 242
vi
-
7/27/2019 untuk batuan
8/260
L I ST O F T A B L E S
Table 2-1 Gold-bearingminerals 10
Table 2-2 Hostmineralsforgold 11Table 2-3 Pretreatmentprocessesfor refractorygoldores 17Table 2-4 Commercialplantsemployingpressure oxidationfor refractorygold 22Table 2-5 Operatingconditionsfor commercialpressureoxidationplants 27Table 2-6 Summary of pyritepressureoxidationstudies 32Table 2-7 Summary ofarsenopyritepressureoxidationstudies 35Table 3-1 Thermodynamic data for orpiment at 25 C 52Table 3-2 Summary ofentropyconstantsforequations(3.14),cal/mole.deg 55Table 4-1 Effect of theconcentrationof sulfuric acid on the corrosion of titanium 81Table 4-2 Extraction andanalysisof theresidues 81Table 4-3 Cericsulfatetitrimetricanalysisof standardsolutions 85Table 5- 1Sometypical r|avaluesofO2/H2Oin acidic media 97Table 7- 1 Experimentalconditions 184Table 7- 2 ResultsofX-rayanalysisofresiduesafter pressure oxidation 198Table 7- 3 Compositionsof the refractory sulfidegoldores : 202Table 7- 4 Possiblemineralsin the UBC-1 andUBC-2oresamples 202Table I- 1 Data for Fe-S-H20systemat25C 216Table I- 2 Data for S-H20 systemat25C 217Table I-3 Data for As-H20systemat25C 218Table I- 4 Data for As-S-H20systemat25C 219
vii
-
7/27/2019 untuk batuan
9/260
TableII- 1 Data forFe-S-H20systemat210C 220TableII-2Data forAs-S-H20systemat210C 221TableII- 3 Thermodynamic data used in the calculation ofthe standard entropy of the
arsenyl ion 222TableII-4Thermodynamic data used in the calculation ofthe standard entropy of the
arsenyl ion 222TableIII-1 Compositionofthe pyritesamplesin different screensizes(fromIPL) 227TableIII-2 Compositionofthe pyritesamplesin different screensizes(fromC M C ) 227
TableIII-3 Composition oftheorpimentsamplesin different screensizes(fromIPL) 227TableIII-4 Composition oftheorpimentsamplesin different screensizes(fromC M C ) ..228
viii
-
7/27/2019 untuk batuan
10/260
LIST OF FIGURES
Figure 2. 1 Schematic ofahorizontalautoclave 20
Figure 2. 2 Mercurmine simplifiedflowsheet,withoxideand refractory circuits 24Figure 2. 3 A SimplifiedFlowsheetfor the Goldstrike AutoclaveCircuit 28Figure 2. 4 Oxidation of Sulfides atpH< 3 30Figure 3. 1Eh-pHequilibrium diagram for theFe-S-HiOsystemat25C 49Figure 3. 2 Eh-pHequilibrium diagram for theS-H2Osystemat25C 50Figure3. 3 Eh-pHequilibrium diagram for theA S- H 2 Osystemat 25 C 51Figure 3. 4 Eh-pHequilibrium diagram for theAS-S-H2Osystemat25C 53Figure 3. 5 Eh-pHequilibrium diagram for theFe-S-E^Osystemat210C 57Figure3. 6 Eh-pHequilibrium diagram for theAS-S-H2Osystemat210C 58Figure 3. 7 Schematic diagram ofsequentialprocessstepsfor leaching ofasolid particle. 60Figure 3. 8 Schematic diagram for the Shrinking Particle Model 65Figure 4. 1 Schematic representation of experimental setup 78Figure5. 1 Effect of retentiontimeon product distribution and conversion 91Figure 5. 2 Effect of temperature on product distribution and conversion 92Figure 5. 3 Effect of pulpdensityon product distribution and conversion 93Figure 5. 4 Effect ofthe acid concentration on product distribution 94Figure 5. 5 Conversionbasedon sulfurmeasurementsvs. conversionbasedon arsenic
measurementsat the various conditions 95Figure 5. 6 Effect of temperature on the ratio ofAs(III)to totaldissolvedarsenic 100Figure 5.7 Effect of particlesizeon the ratio ofAs(III)to totaldissolvedarsenic 100
ix
-
7/27/2019 untuk batuan
11/260
Figure5. 8 Effect ofoxygenpartialpressure on the ratio ofAs(III)to total dissolvedarsenic 101
Figure5. 9 Effect of agitationspeedon the ratio ofAs(III)to total dissolved arsenic 101Figure5. 10 Effect of foreignionson the oxidation rate ofAs(III) 103Figure5.11 Effect of agitationspeedon orpiment conversion 107Figure5.12 Effectoftemperature on orpiment oxidation 108Figure5.13 Arrheniusplot using the data at thelowerpulpdensity 109Figure5.14 Test for chemical reaction control at differenttemperatures 110Figure5.15 Test for product layer diffusion control at differenttemperatures IllFigure5.16 Effectofparticlesizeon orpiment oxidation 112Figure5. 17 Test for chemical reaction control at different particlesizes 113Figure5. 18 Test for product layer diffusion control at different particlesizes 113Figure5. 19 L n(initial particle radius) vs. Ln(initialrate) 114Figure5. 20 Effect ofoxygenpartialpressure on orpiment extraction 115Figure5. 21 Ln(oxygenpartialpressure)vs. Ln(initialrate) 119Figure5. 22 Arrheniusplot for orpiment oxidation 119Figure5. 23 Effect of pulpdensityon orpiment oxidation rate 120Figure5. 24 Logarithmofinitialrateversuslogarithm of pulpdensity 122Figure6. 1 Effectoftemperature onironextractionandprecipitation 129Figure6. 2 Effect of temperature on product distribution 129Figure6. 3 Effectoftimeonironextraction and precipitation 130Figure6. 4 Effectoftimeon product distribution 131Figure6. 5 Effectoftemperature on the ratio offerricto total dissolvediron 134
x
-
7/27/2019 untuk batuan
12/260
Figure6. 6 Oxidationofferrouswithoxygenin 0.5 M H 2 S O 4solution 135Figure6. 7 Effect of taking samplemethodson the ratio of Fe(II)/Fe 136Figure6. 8 Effect of agitationspeedon the ratio offerricto total dissolved iron 137Figure6. 9 Effect of particlesizeon the ratio offerricto total dissolvediron 138Figure6. 10 Effect ofoxygenpartialpressure on the ratio offerricto total dissolved ironl39Figure6. 11 Effect of agitationspeedon pyrite conversion 145Figure6. 12 Effect of agitationspeedon the initial rate of pyrite oxidation 145Figure6. 13 Effect of temperature on pyrite oxidation 147Figure6. 14 Arrheniusplot oftheinitialratescalculatedfromthe curves shown in
Figure6.13 147Figure6. 15 Effect of particlesizeon pyrite oxidation 148Figure6. 16 Initial rateversusreciprocal particle radius.... 149Figure6. 17 Effect ofoxygenpartialpressure on pyrite oxidation 150Figure6. 18 Logarithmofinitialrateversuslogarithm ofoxygenpartialpressure 152Figure6. 19 Effectofpulpdensityon pyrite oxidation 154Figure6. 20 Logarithmofinitialrateversuslogarithmof pulpdensity 155Figure6. 21 Effect ofcupricionson pyrite oxidationandthe ratio 157Figure6. 22 Effect ofcupricionson pyrite oxidation at high pulpdensity 157Figure6. 23 Test for chemical reaction control at different temperatures 164Figure6. 24 Test for product layer diffusion control at different temperatures 165Figure6. 25 Test for chemical reaction control at different particlesizes 166Figure6. 26 Logarithmof1/TSvs.logarithm ofinitialparticle diameter 167Figure6. 27 Test for chemical reaction control at differentoxygenpartialpressures 168
xi
-
7/27/2019 untuk batuan
13/260
Figure6. 28Logarithmof1/TS V S .logarithmofoxygenpartialpressure 169Figure6. 29Arrheniusplot 170Figure6. 30 SSModelforpyriteconversion data at varioustemperatures 171Figure6. 31 SSModelforpyriteconversion data at various particlesizes 172Figure6. 32 SSModelfor pyrite conversion data at variousoxygenpartialpressures ....172Figure6. 33Passivationtestplotsat various temperatures 174Figure6. 34Passivationtestplotsat various particlesizes 174Figure6. 35Passivationtestplotsat variousoxygenpartialpressures 175Figure6. 36Test for the passivatingshrinkingspheremodelatvarioustemperatures 177Figure6. 37 Test for the passivatingshrinkingspheremodelatvarious particlesizes 178Figure6.38 Test for the passivatingshrinkingspheremodelatvariousoxygenpartial
pressures 178Figure7.1 Extractionof arsenicfromorpimentinNaOHsolutions 187Figure7. 2 Irondistributionduringpressure oxidationofpyrite 188Figure7.3 Concentrations of totaliron andferrous withtimeforPyritetest 189Figure7. 4 Product distributionof arsenicduringpressure oxidation 190Figure7.5 Ratios of Fe(II)/FeandAs(III)/As withtimeforMixltest 191Figure7. 6Concentrations of totaliron andarsenic withtimeforMixltest 192Figure7. 7Ratios of Fe(II)/FeandAs(III)/As withtimeforMix2test 193Figure7. 8 Concentrationsoftotaliron andarsenic withtimeforMix2test 193Figure7. 9Ratios of Fe(II)/FeandAs(III)/As withtimeforMix3test 194Figure7. 10 Concentrationsoftotaliron andarsenic withtimeforMix3test 195Figure7. 11Percentageof sulfide oxidation for all thetests 196
xii
-
7/27/2019 untuk batuan
14/260
Figure7. 12Conversions ofthe individualminerals. 197Figure7. 13Cumulativeoxygenconsumption 197Figure7. 14Ironarsenatecrystals produced from oxidation ofthemixture 199Figure7. 15 Sulfide oxidation for thesamples 203Figure7. 16Metalconcentration with retentiontimefor theUBC-1 sample 204Figure7. 17Goldextraction with autoclaving retentiontimefor bothsamples 205FigureIV-1 X-raydiffraction pattern forpurepyritesample 230FigureIV-2 X-raydiffraction pattern for pure orpimentsample 231FigureIV-3 X-raydiffraction pattern for the residue obtained from orpiment oxidation at
the conditions o f 2 1 0 C , 100 psi, 800 rpm,-140+200mesh, 2 hours,and20gramorpiment in 0.1 M H 2 S O 4 232
FigureIV-4 X-raydiffraction pattern for the residue obtained from pyrite oxidation atthe conditions of210C,100 psi, 800 rpm,-140+200mesh,2hours, and20grampyrite in0.5MH2S04 233
FigureIV-5 X-raydiffraction pattern for the residue obtainedfrompyrite oxidation atthe conditions of210C,100 psi, 800 rpm,-140+200mesh, 2 hours, and20grampyrite in 0.1 MH2S04 234
FigureIV-6X-raydiffraction pattern for the residue obtainedfrompyrite oxidation atthe conditions of210C, 100 psi, 800rpm,-140+200mesh,2hours, and168grampyrite in 0.1 MH2S04 ..235
FigureIV-7X-raydiffraction pattern for the residue obtainedfromorpiment oxidation atthe conditions of210C,100 psi, 800 rpm,-140+200mesh, 2 hours, and168gramorpiment in 0.1 M H 2 S O 4 236
FigureIV-8 X-raydiffraction pattern for the residue obtained from the mixture of pyriteandorpiment oxidation at the conditions of210C, 100 psi,800rpm,-140+200mesh, 2 hours,andFe/As=0.5in 0.1 MH2S04 237
FigureIV-9 X-raydiffraction pattern for the residue obtainedfromthe mixtureofpyriteandorpiment oxidation at the conditions of210C, 100 psi, 800 rpm,-140+200mesh, 2 hours,andFe/As=l in 0.1 MH2S04 238
FigureIV-10X-raydiffraction pattern for the residue obtainedfromthe mixtureofpyriteandorpiment oxidation at the conditions of210C,100 psi,800rpm,
xiii
-
7/27/2019 untuk batuan
15/260
-140+200mesh, 2 hours,andFe/As=2 in 0.1M H2S04 239FigureV - l SE Mmicrographofpyritespecimen(-200+270mesh) 240Figure V-2SE Mmicrographof reactedpyritesample(-200+270) 241
xiv
-
7/27/2019 untuk batuan
16/260
A C K N O W L E D G E M E N T S
Iwould like toexpressmydeepestgratitude and utmost appreciation to my advisor, Dr.David G.Dixon, for his understanding, constant guidance, assistance and financialsupport throughout the course of my project at U B C . Particularthanks go to thethesiscommittee members for their constructive suggestionsand the timetheydevoted to thereviewofthisthesis.
Manythanks toBarrickGoldCo.,KilbornEngineeringLtd., and theNaturalScience andEngineering ResearchCouncil of Canadafor their financial support which madethisstudy possible.
Veryspecial thanks to thestudents,faculty, and staff inthe hydrometallurgical group fortheir consulting advice on both professional andpersonal matters.
Finally,I ammostindebted to mywifeAichangXia,my sonFrankLong,and my parentsfor their understanding andmoral support and encouragement which allowed me toaccomplishthisgoal.
xv
-
7/27/2019 untuk batuan
17/260
C H A P T E R1
INTRODUCTION
Goldwas the first metal mankind discovered and used, followed by silver [1]. Because ofits noble or unreactive nature, gold occurs in nature mostly ih metallicformeither by itselforalloyed with silver as electrum [2]. The early metallurgical methods for the recovery ofgold were gravity separation and amalgamation. The cyanidation process came tocommercialuse in the late19th century, and is still the conventional process used today.However, there are largedepositsin the UnitedStates,Canada,SouthAfrica,andBrazil[3,4], which are refractory to conventional methods. Most oftheseorescontain sulfides, ofwhichpyrite (FeS2) and arsenopyrite (FeAsS) are the most commonhostminerals for gold.Their refractory nature is due to the dissemination of fine grained gold with pyrite,arsenopyrite and/or other sulfide minerals such as orpiment (As2S3), realgar (As2S2), stibnite(Sb2S3), chalcopyrite (CuFeS2),and tetrahedrite (Cu3SbS3) [5]. The difficulty in treatingthesetypesoforesis not only incomplete liberation, butalsothe presence of soluble arsenic,antimony, and iron which consume dissolved oxygen and cyanide during theirdecomposition to retard gold dissolution [6, 7]. Therefore, an efficient method of treatingthesetypesof sulfideoresshould involve the breakdown of theirlatticesfor gold liberationand the elimination of soluble arsenic, antimony, andironsulfide minerals to avoid theirinterference in the subsequent cyanidation process. In practice, this may be achieved bybothpyrometallurgicalandhydrometallurgicalmethods.
1
-
7/27/2019 untuk batuan
18/260
Historically, roasting has been used to oxidize such refractory ores, with the object ofenhancing the exposure of gold particles to the leaching solution [8, 2]. Practicalexperience, however, has shown that the roasting is not completely successful as thecalcined materials are refractory tosome extentto the leaching medium and consequentlythe maximum gold recovery is limited [9]. Furthermore,the roasting operation issensitiveto the antimony and lead content in the concentrate, and the generation of sulfur, arsenic,antimony, and mercury containing gases is most undesirable from an environmentalstandpoint [10].
Thesignificant increase in exploration activityduringthe past fewdecadeshas resulted notonly in the development ofmanynew amenable ore bodies, butalsoin the delineation anddevelopment of more refractory ore bodies. This, together with the disadvantages ofroasting, hasspurredthe development of more efficientprocesses. Most oftheseprocessesare hydrometallurgical, including atmospheric oxidation in alkaline media with chlorine[11], atmospheric biological oxidation in acid media,andpressure oxidation in both alkalineandacid media. Other hydrometallurgicalprocesses,such as the Artec/Cashmanprocess[12], the Redox process [13, 1 4 ] , and the Nitrox process[ 1 5 ,1 6 ] , have been investigatedupto pilot plant scale. Among all theprocesses,acidic pressure oxidation is the primecommercialchoice for pretreatment ofmanyrefractory sulfidic goldoresand concentrates,especiallyinNorthAmerica.
2
-
7/27/2019 untuk batuan
19/260
Acidpressure oxidation is considered to be themosteffective becauseof its metallurgicalandenvironmentaladvantages[17]. Typicaloperating conditions include temperatures from170 to225Cwith retentiontimesfrom1to 3 hours at oxygenpartialpressures from 350 to700 kPa [18]. Oxidation of refractory ores involves very complex reactions includingseveral oxidationandhydrolytic reactions which occur inseriesand/or inparallel.
Sulfide minerals have different oxidation reactivities in autoclaves. Thus, incompleteoxidation of the sulfides may take place withchangesin thefeedmineralogy,becausethereis typically little control over autoclave operation (such as retention time). Goldrecovery inthe subsequentcyanidationstepis then decreased. Thissituation is fairly common, forinstance, at theBarrickGoldstrikeMine.
Thetypical gold extraction atBarrickGoldstrike is about 92 percent fromoreswith sulfidicmineral fractions consisting mainly of pyrite (FeS2) with some arsenopyrite (FeAsS).However, as mining progresses, increasing amounts of ore are being encountered with amuchlarger proportion of sulfur and high arsenic and antimony levels,predominantly asorpiment, realgar, and stibnite. Blending and feedingtheseoresto the autoclave can lead todecreasesin gold recovery in the subsequentcarbon-in-leach (CIL)step,sometimesby asmuchas 15 to 20 percent, which translates to thelossofhundredsofthousands of dollars perday. However, the exact causesfor the decreased gold extraction associatedwiththesemineralfeedsis unknown.
3
-
7/27/2019 untuk batuan
20/260
Asurvey ofthe literature indicated that no information concerning the behavior oforpimentand realgarduringacid pressure oxidation hasbeenreported. Previousstudieshavebeenlimitedonly to arsenopyrite. Since the nature and composition of minerals and reactionproducts have a considerable impact on autoclave operations and the downstream operationsof gold recovery andwastemanagement, an understanding of their solution chemistry isgreatly needed.
A research project was proposed to carry out anextensive study of the chemistry andoxidation kinetics of orpiment during acid pressure oxidation as a step towardunderstanding, and eventually optimizing, the operation. It was found that althoughextensiveinvestigationson pyrite havebeenperformed by previous researchers, all of thereportedwork hasbeenconducted at temperatures lower than 180C. No data is availableon the kinetics of pyrite dissolutionduringacid pressure oxidation over the temperaturerange of 180 to 2 3 0 C , which is the range employed bymostcommercial plants. Fromaprocessoptimization standpoint it is important to know the behavior ofpyriteduringacidicpressure oxidation at temperatures above 180C. Therefore, the behaviors of two sulfideminerals,orpimentandpyrite,both separately and in mixtures, over the temperature range of170Cto2 3 0 C ,werestudiedinthiswork.
The objectivesofthisstudy are:
1 To study the reaction chemistry of orpiment and pyriteduringpressure oxidation insulfuricacid solution under varying conditions, such as retention time, temperature,
4
-
7/27/2019 untuk batuan
21/260
particle size, oxygen partialpressure, the concentration of sulfuric acid, and pulpdensity. Also,to examine theeffectsof foreign ion addition on the oxidation rate ofAs(III) toAs(V) andFe(II) to Fe(III).
2. To determine the reaction kinetics and rate controlling phenomena ofthesemineralsundervarying conditions of agitation speed, temperature, oxygen partialpressure,particle size, pulp density, the concentration of sulfuricacid, and the addition offoreign ions.
3. To determine the dissolution mechanism ofthesemineralsduring acidic pressureoxidation.
4. To determine the effects of these minerals on each other during acidic pressureoxidation.
5
-
7/27/2019 untuk batuan
22/260
References1 Shoemaker, R. S., 1984, Gold,PreciousMetals: Mining, Extraction, andProcessing,
edited by Kudryk, V., Corrigan, D. A., and Liang, W. W., Warrendale, PA, theMetallurgicalSocietyofA I M E , 3-15.
2 -Jha, M .C .andKramer,M . J ., 1984, Recovery ofGoldfrom Arsenical Ores,PreciousMetals:Mining.Extraction, andProcessing,editedbyKudryk,V .,Corrigan,D. A.,andLiang,W. W., Warrendale,P A,MetallurgicalSociety,A I M E ,337-365.
3 Schwartz, G.M . , 1944, The Host Minerals ofNativeGold,Economic Geology. 39(6),371-411.
4 Henley, K. J., 1975, Gold-ore Mineralogy and Its Relation to MetallurgicalTreatment, MineralsScienceEngineering. 7 (4),289-312.
5 Gasparini, C , 1983, The Mineralogy of Gold and Its Significance in MetalExtraction,CIMBulletin. 76(851),144-153.6 Finkelstein, N. P., 1972, Chapter 10: The Chemistry of the Extraction ofGoldfrom
Its Ores, in Gold Metallurgy in SouthAfrica,editedby Adamson, R. J., Chamber ofCommerce of SouthAfrica,Johannesburg, 284.
7 Hedley, N. and Tabachnik, H., 1968, Arsenic and Antimony Sulfide Minerals inCyanidation, Minerals DressingNotesNo. 23. American Cyanimid Co., Wayne, NJ,41-52.
8 Djinghenzian, L. E., 1952, Theory and Practice of Roasting Sulfide Concentrates,CanadianMiningand Metallurgical Bulletin, 6.352-361.
9 Arriagada, F. J. and Osseo-Asare, K., 1984, Gold Extraction from Refractory Ores:Roasting Behavior of Pyrite and Arsenopyrite, PreciousMetals: Mining, Extraction,andProcessing, editedbyKudryk,V .,Corrigan,D. A., andLiang,W. W., Warrendale,PA,MetallurgicalSociety,A I M E ,367-385.
10 Swash, P. M. and Ellis, P., 1986, The Roasting of Arsenical Gold Ores: aMineralogical Perspective,Gold 100, Proceedingsof the International Conference onGold,Johannesburg, S A I M M , 2 ,235-257.
11 Guay, W. J., 1980, HowCarlinTreats Gold Ores by Double Oxidation, WorldM in.,33 (3),47-49.
12 Canterford,J. H., 1988, Application of the Artech/CashmanProcessfor RefractoryGoldRecovery, Randol Perth International Gold Conference, Randol International,Golden Colorado,U S A , 343.
6
-
7/27/2019 untuk batuan
23/260
13 Raudsepp, R.,Peters, E., andBeattie, M . J. V., 1987, Processfor Recovering Goldand Silver from Refractory Ores, U.S.PatentNo.4,647,307.
14 Beattie,M . ,Balderson, G .,and Foo,K ., 1989, Application ofArseno(Redox)ProcessTechnology to Refractory Ores and Concentrates, Precious Metals,327-333.15 Van Weert, G.,Fair,K. J., and Schneider, J. C , 1986, Prochem's NitroxProcess,
CIM Bull..79(895),84-85.16 VanWeert,G , 1988, AnUpdate on the NitroxProcess.RandolGoldForum 1988.
Scottsdale,Arizona,209-210.17 Demopoulos, G. P. and Papangelakis, V. G., 1987, Acid Pressure Oxidation of
Refractory GoldMineral Carriers, Proc. Int. Svmp. on GoldMetallurgy, editedbySalter, R. S., Wyslowzil, D.M .andMcDonald,G. W., PergamonPress,Oxford, 341-357.
18 Berezowsky, R.M . G.S., Collins,M . J. ,Kerfoot, D.G . E .,and Torres,N ., 1991, TheCommercialStatusof Pressure Leaching Technology, J O M ,43 (2), 9-15.
7
-
7/27/2019 untuk batuan
24/260
C H A P T E R2
L I T E R A T U R E S U R V E Y
In this chapter a general survey of the literature written on the subject is presented. Thechapter is divided into threesections. In the first twosections,the mineralogy of goldoresand the behavior of arsenic and antimony sulfide minerals in alkaline cyanide solution arepresented, respectively. In thethirdsection, the pretreatment ofrefractorysulfidic goldores
and concentrates is briefly reviewed. Finally,previous work relative to the chemistry andkinetics ofironand arsenic sulfide mineralsduringpressure oxidation is discussed in thefourthsection.
21 MineralogyofGoldOres
Mineralogicalstudiesof goldoresand metallurgical products containing gold in economicamounts are difficult and time consuming. Forthis reason, metallurgical testing is usuallydone simply bytrial anderror without understanding the causes for failure orsuccess.Mineralogicalstudies, ifappropriatelyconducted and combined withtestwork, provide anefficient means of improvingrecoveries through the understanding of goldlossesderivedfromthe use of the wrong technique for separation. The information they provide is,therefore, the firststepin the development of recovery techniques, forthoseoreswhere thetestwork alone failed to produce positive results.
8
-
7/27/2019 untuk batuan
25/260
Gold-bearingminerals may be classified as native gold, electrum, alloys, and tellurides, andcompounds of gold with sulfur, antimony, and selenium. Gold-bearingminerals are showninTable 2-1. It has been found that most gold-bearing minerals listed in Table 2-1 occur inassociation with most of the common rock forming minerals such as ironoxides, uraniumminerals,silicatesandcarbonates, carbonaceousmaterial,sands and gravel (placer deposits),sulfides, and sulphosalts [1]. Table 2-2liststhehostminerals for gold. Amongthesehostminerals,the more commonhostminerals arepyrite,arsenopyrite,andquartz [1,2]
Magnetite and secondary ironoxides are relatively commonhosts for gold in oxidizedenvironments, in which grains of native gold are coated by fine rims of secondary ironoxide. Occurrence of gold in uranium minerals is common in SouthAfrica and NorthAmerica [3]. Goldenclosed in silicate and carbonate minerals or distributed along grainboundaries can be expected inoreswhere sulfides areabsentor scarce. Gold is foundassociated with graphite and other carbonaceous matter, forming fine disseminated particlesofnative gold. In association with sands and gravel, gold occurs asloosedetrital grains insedimentsofvariablemineralogical composition. The grainsizeis normally coarse, rangingfroma fewhundredmicrons to a few millimeters. In the presence of sulfides, native gold isnormally associated with the sulfide minerals. Schwartz [4] examined the relationshipbetweenthe presence of gold and various sulfides in 115 different sulfide gold ores. Hereportedthat in 48casesthe presence of gold was related to the presence ofpyriteand that,in45 othercases,gold was related to arsenopyrite.
9
-
7/27/2019 untuk batuan
26/260
Table 2-1 Gold-bearingminerals[2]
NativeGold AuElectrum (Au,Ag)Alloy
Cuproauride (Au,Cu)Porpezite (Au,Pd)Rhodite (Au,Rh)Iridicgold (Au,Ir)Platinum (Au,Pt)Bismuthiangold (Au,Bi)Maldonite (Au2Bi)Auricupride (AuCu3)
TelluridesCalaverite (AuTe2)Krennerite (Au,Ag)Te2Montbrayite (Au,Sb)2Te3Petzite (Ag3AuTe2)Muthamannite (Ag, Au)TeSylvanite (Au,Ag)Te4Kostovite (AuCuTe4)Nagyagite (Pb5Au(Te,Sb)4S5.8)
CompoundsUytenbogaardite Ag3AuSb2Aurostibnite AuSb2Fishchesserite Ag3AuSe2Rozhkovite (Cu,Pd)3Au2
10
-
7/27/2019 untuk batuan
27/260
Table2-2 Host minerals for gold [1]
Sulfides and Sulphosalts
PyriteArsenopyriteChalcopyriteOrpimentRealgarStibniteJamesoniteChalcociteGalenaSphaleriteLinnaeiteMolybdeniteTetrahedriteAntimony-arsenic
Oxides
QuartzMagnetiteSecondary ironoxides
Silicatesand Carbonates
Carbonaceous materials
11
FeS2FeAsSCuFeS2^ s2S3^^s2S2Sb2S32PbS.Sb2S3Cu2SPbSZnSCo3S4MoS2Cu3SbS3
-bismuth-leadsulphosalts
Si02Fe304
-
7/27/2019 untuk batuan
28/260
Themanner of occurrence ofthegold in thehostmineralvaries greatly. Metz[5] reviewedthe different manners of occurrence of gold in pyrite and arsenopyrite. He found that thenative gold grains are lockedbetweenthe mineral grains, distributed along fine and mediumsizefractures of the minerals, or completely enclosed within the minerals. An explanationfordifferent manners of occurrence of gold in pyrite and arsenopyrite was provided byBoyle [2]. He postulated that early formed high temperature sulfides (mainly pyrite andarsenopyrite) probably take up gold largely in solid solution, or as atomic layers on thegrowing faces of the sulfide minerals. At lower temperatures, thepresence of foreignconstituentssuch as gold and silver, distort the pyritelattices,with aconsequentrise in thefree energy. In order to reduce the free energy of the systemto a minimum under theprevailingconditions, gold migrates to nearby low chemical potentialsitessuch as fracturesandgrain boundaries to be crystallized as native gold (and electrum). This appears toexplain the frequent occurrence of invisible gold in relatively unfractured andunrecrystallizedpyriteandarsenopyrite.
Gold associatedwith pyrite and/or other arsenical and antimonical minerals often giveincomplete gold recovery by conventional grinding and cyanidation. Thistype of ore istermed refractory gold ore. Up to one-third of the world's total production of gold is nowestimated to comefromunderlyingrefractorydeposits[6]. Thedegreeof refractoriness andthe fundamental causesvary from ore to ore. Gold ore can be either physically orchemically refractory to conventional cyanidation. Three maincausesof refractoriness ofgold are identified [7, 8, 9]. First,fine gold particles can be locked up in the mineral matrixso that leachreagentsare unable to reach it. Secondly, reactive minerals in the gold ore can
12
-
7/27/2019 untuk batuan
29/260
consume the leachreagentsinsidereactions and there may be insufficient cyanide and/oroxygen in the pulp to leach the gold. Thirdly,components of the gold ore may adsorb orprecipitate the dissolved gold cyanide complex so that it islostfromthe leachliquor. Themajority of refractory gold ores are related to the first cause, therefore, an oxidationpretreatmentstepis required before cyanidation to break up the mineral lattice and renderthe gold particlesaccessibleto the leach reagents.
2.2 Behavior ofArsenicandAntimonySulfideMineralsinAlkalineCyanideSolution
Arsenicand antimony sulfideoresare commonhostsfor gold andexistin many parts of theworld,including numerous mines inCanadaand the western UnitedStates[10]. Inthesekindsof ores, arsenicexistsas realgar (As2S2), orpiment (As2S3), and arsenopyrite (FeAsS),while antimony occurs mostly as stibnite (Sb2S3). Boyle [2] gave a comprehensivedescription of the manner of occurrence of the gold in arsenides, sulfo-arsenides, andantimonite. The manner of occurrence of the gold inthese minerals is similar to thatdescribed above for the pyrite and arsenopyrite, and is mainly dependent on the generaltextural featuresofthe ore.
Neither arsenic nor antimony formsstablecomplexes with cyanide and consequently thepresence of cyanide in solution has no appreciableeffecton the stability of the arsenic andantimonyspeciesformed.
13
-
7/27/2019 untuk batuan
30/260
HedleyandTabachnick [11] demonstrated that orpiment, realgar, and stibnite decomposeandintroduce sulfide ions into cyanide solution. Theextentof decomposition is higher fororpimentand increases with increasing pH . Orpimentdecompositionduringcyanidationmay be expressed as:
2As2S3+6Ca(OH)2 - Ca3(As03)2+Ca3(AsS3)2+ 6 H20 (2.1)
Ca3(As03)2+ 02 - Ca3(As04)2 (2.2)
Ca3(AsS3)2+ 6NaCN+302 - 6NaCNS+Ca3(As03)2 (2.3)
Theattack onrealgarissuggestedto proceed withaninitialoxidation to orpiment:
6As2S2+302 - 2As203+ 4As2S3 (2.4)
afterwhichthe decomposition follows equations (2.1) to(2.3).
Thechemistry of stibnite oxidation is thought to be analogous to that oforpiment[12].
Thedecomposition ofrealgar,orpiment, and stibniteduringcyanidation, however, may bemorecomplex than described above. Speciessuch asAsS33",SbS33",As033",Sb033~,As043",Sb043", S2", S2032", S042", andCNS" have been identified as reaction products in suchsolutions [11, 12]. The mechanism of inhibition of gold dissolution bytheseminerals,
14
-
7/27/2019 untuk batuan
31/260
besides the chemicaleffects of cyanide consumption (reaction(2.3)), lime consumption(reaction(2.1)),and deoxygenation ofthesolution (reactions (2.2) and(2.3)),is believed tobe the physical effect of the formation of passivating films of thioarsenite (AsS33"), orthioantimonite (SbS33) on gold surfaces [13]. The passivating films inhibit the diffusion ofboth cyanide and oxygen to the surface. Insomeindustrial plants, promoters such as leadsaltscan be added to remove soluble sulfide (S2~) by forming PbS, thus keeping the goldsurface cleanandreducing passivation. It is further believed thattheseminerals and/or theiroxidation products may lower the Ehof the leachslurryto the point where gold cyanidationessentially stops[14]. However,thesebeliefshave yet to be verified experimentally. Inadditionto the chemical and physical factors, the presence of sulfide minerals mayalsocauseelectrochemical passivation ofgold(galvaniceffects)[15, 16].
Based on the above discussion, aneffective treatment of the gold ores associated witharsenic and antimony minerals should, therefore, involve the chemical breakdown oftheseminerals and the elimination of all soluble arsenic and antimonypriorto cyanidation. Inpractice,this may be achieved by bothpyrometallurgicalandhydrometallurgicalprocesses.
2.3 Pretreatment of Refractory SulfidicGoldOres
Thehighly refractory goldoreshave to be pretreatedpriorto conventional cyanidation inorderto improve recovery of gold to economically acceptable levels. The treatment ofrefractory goldoresdepends upon several factors such as themodesof occurrence,host
15
-
7/27/2019 untuk batuan
32/260
minerals andassociations,and the causes for the refractoriness. The ability to treat aspecific ore is a question of economics, and ultimately the choice is made based on therelative profitability of the variousprocesspossibilities. Several pretreatmentmethodsinvolving both pyrometallurgical and hydrometallurgicalprocesseshavebeenpracticed orproposed for refractory goldoresorconcentrates[17, 18, 19].
Thepyrometallurgical method, which hasbeen extensivelypracticed for the treatment ofrefractorygoldoressinceearly in thetwentiethcentury, is an oxidation roast ofaflotationconcentrate to produce a porous calcine, the latter being more amenable to cyanidation.However, with today's standards for high product recovery and a clean environment,oxidation roasting is not considered particularly attractive,despiteits established practice.Roasting is known to be verysensitiveto heating parameters andfeedcomposition, anddeviation from optimum conditions can result in a reduction of permeability, which istranslated into incomplete gold liberation. Thus, hydrometallurgical methods are thepreferred refractory gold extraction routes. There are basically three aqueousoxidationapproaches available:
Pressure oxidation Biochemical oxidation Chemicaloxidation
16
-
7/27/2019 untuk batuan
33/260
Theaqueous oxidation methods can be applied tooresand concentrates equally. In chemicaloxidation, strong oxidants, suchasnitric acid (Nitrox, Redox, andNitricacid/Salt leachprocess), orchlorine (Artech/Cashman process), areusedto decompose therefractoryminerals. Inbiochemical oxidation, whichhasbeen employedforrefractory goldoresinrecent years, autotrophic bacteria are usedtocatalyzetheoxidationofmineralsbyair andFe(III). Finally,inpressure oxidation, which has been applied industrially sincethe 80's,oxygenisusedathigh temperatures and pressurestoincreasetheoxidation kineticsandensure complete oxidationofsulfidetosulfate, without elemental sulfur surviving.Thepretreatmentprocessesforrefractorygoldoresare summarized inTable2-3.
Table2-3 PretreatmentprocessesforrefractorygoldoresProcess name Temperature
CTotalpressure,
kPaReference
PyrometallurgicalProcess
Roasting 400-700 Atmospheric [20]HydrometallurgicalProcesses
Pressure oxidation 180-225 1400-3200 [19,21,22,23,24]Bacterialoxidation 28-75 Atmospheric [25]Artec/Cashman 110 400 [26]Redox 90 600 [27,28]Nitrox 90 Atmospheric [29,30]Nitric Acid/Salt Leach 100
-
7/27/2019 untuk batuan
34/260
2.3.1 PressureOxidation
Whenpressure hydrometallurgy is used the chemical reactions can be conducted above theboiling point of water, if desired, in autoclaves. Advances in the field of inorganicchemistry made early in the twentieth century have led to therapiddevelopment of kineticandthermodynamic informationtobringpressure leachingfroma theoretical possibility to acommercialreality. Pressure leaching has been used tomeetthe objectives of extractingmetal and renderingwaste streams acceptable for disposal towasterepositories and theenvironment.
The Bayer process for aluminum was the first industrial application of pressure leachingstarting in1880's. A process for oxidizing mixed sulfides with oxygen or air at 200 to 300psi and 200Cwas patented in 1927 [32]. In the fifties, theammoniapressure leach process
was published [33], andChemicalConstructionCo. (Chemico) was granted several patentsarising from its developmental work on pressure leaching of cobalt arsenides. One ofChemico'spatents dealt specifically with the enhanced recoverability ofgoldby cyanidationof the residues generated by the pressure oxidation of concentrates [34]. Soon afterwardMitchell [35] described a leaching process to recover cobaltfromarsenical sulfide ore withoxygen at200Cand 500 psi pressure. In 1957, the application of high-pressure oxidationto refractory gold ores and concentrates was first demonstrated and patented byAmericanCyanamid Company [36]. Since that time pressure hydrometallurgy has become one ofmost importantprocesses for the extraction of metals, especially non-ferrous metals. In
18
-
7/27/2019 untuk batuan
35/260
1985, Homestake'sMcLaughlingold plant became the firstfullscaleindustrial applicationofpressure oxidation pretreatment of arefractorygold ore [37, 38, 39].
Pressurehydrometallurgicalunit operations can be conducted inkettles,spheres, pressurizedpachucas,towers[40],tubularreactors [41], and vertical and horizontal autoclaves [42]. Inindustry,the selection of autoclaves to leach ore slurries at high temperature and pressure isanimportantstepin the design for economic operation. For most purposes the horizontalautoclave is thesystemof choice. Horizontal autoclaves can take many forms and can bemade ofmanytypesof materials. Thehorizontalautoclave is an extremely versatile piece ofequipment for use in pressure hydrometallurgical applications. Figure 2.1 shows aschematic of ahorizontalautoclave.
19
-
7/27/2019 untuk batuan
36/260
20
-
7/27/2019 untuk batuan
37/260
Currently, pressure oxidation appears to be one of the best approaches for oxidation ofrefractoryores. It offersanumber ofadvantagesover roasting, bothfromthe processing andenvironmental points of view. Strict control of environmental pollution is not acriticalfactor in the operation ofapressure leach plant, as is thecasein a roasting facility. Pressureleaching almost always renders the refractory material amenable to cyanidation andconsistently high gold recoveries are realized. Finally,pressure oxidation is notassociatedwithairpollution by S02or arsenicemissions.
Aqueous pressure oxidation of refractory goldorescan be conducted in either alkaline [43,44] or acidic media [45, 46, 47]. Acidpressure oxidation is more common than alkalinepressure oxidation. Aqueous pressure oxidation hasbeenemployed commercially in severalplants in theworld. Table2-4 liststhe commercial plants employing pressure oxidation forrefractory goldoresandconcentrates [19, 48, 49, 50, 51]. Some of them havebeenshutdown nowbecausethe ore depleted.
21
-
7/27/2019 untuk batuan
38/260
Table2-4 Commercialplantsemploying pressure oxidationfor refractorygoldNominal Numberof Start
Mine Country Medium Feed Type Rate(W) Autoclaves Date
McLaughlin U.S. Acid Ore. 2,700 3 1985SaoBento Brazil Acid Cone. 240 2 1986Mercur U.S. Alkaline Ore. 680 1 1988Getchell U.S. Acid Ore. 2,730 3 1989Goldstrike U.S. Acid Ore. 1,330 1 1990
Acid Ore 5,850 3 1992Acid Ore 16,000 6 1993Porgera PNG* Acid Cone. 1,350 3 1991Acid Cone. 2,700 4 1994
Campbell Canada Acid Cone. 70 1 1991ConMine Canada Acid Cone. 100 1 1992Lone Tree U.S. Acid Ore 2,270 1 1994LihirGold P N G Acid Ore 13,250 6 1996TwinCreeks U.S Acid Cone. 360 2 1997Goldand New Acid Cone. 480 1 1999Resource Zealand
Papua New Guinea.
22
-
7/27/2019 untuk batuan
39/260
AlkalinePressureOxidation
Alkalinepressure oxidation has been proposed for the treatment ofarsenicalores[52, 53, 54,55, 56]. One commercial applicationofthis process was at theBarrick MercurMinein Utah[57, 58]. TheMercurMine's flowsheetis shown in Figure 2.2. Recoveries of gold areabout 85% compared to about 35% for conventional carbon in leach (CIL) processing.Oxidationof arsenopyrite and pyrite with oxygen in an aqueous solution with limestone atelevated temperaturetakesplaceaccordingto the following reactions:
2FeAsS+5CaC03+ 7 02 - Ca3(As04)2+ Fe203+ 2CaS04+ 5 C02 (2.5)
2FeS2 + 4CaC03+ 15/2 02 - 4CaS04+ Fe203+ 4 C02 (2.6)
These reactionsshowthat alkaline pressure oxidation yields a residue composedprimarilyofFe203 while the sulfur and arsenic are precipitated completely as calcium sulfate andarsenatesalts. Alkalineoxidation using caustic soda(NaOH)hasalsobeen investigated [43,44], but not implemented commercially.
23
-
7/27/2019 untuk batuan
40/260
24
-
7/27/2019 untuk batuan
41/260
The extentof oxidationdependson the solubility of oxygen in solution and the alkalineconcentration. Thehigher the solubility of oxygen in the solutionandthe higher the alkalineconcentration, the higher the extentof oxidation. Solubility of oxygen decreaseswithincreasing alkaline concentration. Therefore, optimum conditionsexist[59].
The economic advantage of the alkalineprocess may be derived from a relatively lowtemperature condition (about 180C), a relatively less corrosive environment, and theabsenceofasubsequentneutralizationstep. However, insolubleironoxides/hydroxides maycoatgold and sulfide mineral surfaces, reducing both gold leachability and the extentofsulfide oxidation [12]. The limitation of alkaline autoclave oxidation is that it is onlysuitable fororesorconcentratescontaining relatively high amounts of basicconstituents.Mostrefractory sulfidic goldoresdo notsatisfy thiscriteria,therefore, the development ofthe alkaline pressure leach route hasbeenhampered by the highcostofreagents(NaOH).Alkaline pressure leaching has also been limited by the problem of arsenic isolation(Na3As04), and thereleaseof undesirable contaminants such as mercury and thallium [60,61]. Abetterchoice forthesekinds oforesis the acidic (H2S04) pressure oxidation route.
AcidicPressure Oxidation
Pressure oxidation in sulfuric acid medium is conducted at relatively high temperature (170to225C)with a retention time of 1-3 hours and an oxygenpartialpressure of140-700kPaina 4 or 5-compartment horizontal autoclave. Afterautoclaving, the residues are neutralized
25
-
7/27/2019 untuk batuan
42/260
andleached using conventional carbon-in-leach or carbon-in-pulp cyanidation technology.Table2-5givestypical operating conditions forsomecommercial pressure oxidation plants.A typicalflowsheetof the Goldstrike acidic autoclave circuit is shown inFigure2.3[62].Priorto pressure oxidation, the feed is acidified to remove carbonate minerals which mightreduce the oxygenpartialpressure. Followingpressure oxidation, the oxidized solids, whichcontain the precious metals, are subjected to severalstagesof cooling and neutralizationpriortocyanidation. Cyanidationresidues are disposed ofina tailingspond.
Pressure oxidation appears to work very effectively. It has beenreported[24] that for highlyrefractoryores, gold recovery increasesfromlessthan 10 percent by using conventionalcyanidationto over 90 percent by using acidic pressure oxidation followed by cyanidation.Even if the ore itself is easily leached, pressure oxidation can reduce the reagentrequirements by reducing the amount of heavymetalsthat can act as cyanicidesduringtheleaching process [24].
26
-
7/27/2019 untuk batuan
43/260
Table2-5 Operating conditions for commercial pressure oxidationplantsPlant McLaughlin Sao Bento Goldstrike GetchellMediaType Acid Acid Acid AcidFeed Type Ore Concentrates Ore OreFeed Rate(mt/d) 2700/3 240/2 16000/6 2700/3ParticleSize 80% -75pm 90% -44pm 75%-105pm 80%-75pmSulfide Sulfur(%) 3.0 18.0 2.5-3.0 2.0-4.0co32-(%) ~ 8.0 4.0-6.0 1.5-7.5OrganicCarbon(%) 0.75 0.4TotalPressure (kPa) 1700-2200 1600 2500-3000 3200Oxygen Pressure (kPa) 140-280 340 700Temperature(C) 180 190 225 210Retention Time(min.) 90 120 75/45 90Sulfide Oxidation(%) >85 ~ 86-97 Reference (24) (21) (22) (23, 24)
~ not available
27
-
7/27/2019 untuk batuan
44/260
28
-
7/27/2019 untuk batuan
45/260
24 AcidicPressureOxidationof Iron andArsenicSulfideMinerals
Among the iron and arsenic sulfide minerals, pyrite and arsenopyrite are the principalrefractorygold mineral carriers. There are numerousstudieson pyrite dissolution reportedin the literature [63, 64, 65, 66, 67]. Aqueous oxidation of pyrite has been reviewedthoroughly by Lowson [63] and Hiskey [64]. In most of the pressure leaching experimentsreported[65, 66, 67] the oxidation ofpyritewas found to yield only the following products:ferrous sulfate, ferric sulfate, sulfuric acid and elemental sulfur. No sulfur products ofintermediate oxidation state,such as thiosulfate or thionates, were detectableunder anyconditions. Hamilton andWoods [68] proposed that elemental sulfur isproducedinitially asanintermediatespeciesof pyrite oxidation, and is subsequently oxidized to sulfate. Otherinvestigators [65, 66, 69] proposed mechanisms for pyrite oxidation suggestingthat theformationof elemental sulfur and sulfate are independentprocesses,i.e., the sulfur formedduringthe oxidation ofpyriteis astableend product, rather than an intermediatespeciesinthe sulfate reaction pathway. The oxidation ofpyritemay be represented by the followingtwo competing reactions [66]:
2FeS2+ 7 02+ 2H20 - 2 FeS04+ 2H2S04 (2.7)
FeS2+ 2 02 - FeS04+S (2.8)
Reaction(2.7) is the dominant one at all temperatures below and above the melting point(119C)of sulfur [66, 70]. Highoxygen pressures appear to have, indirectly, a suppressing
29
-
7/27/2019 untuk batuan
46/260
effect on elemental sulfur formation by raising the mixed potential of the system [47].Increased acidities on the otherhandare known to favor the formation ofS[65, 66].
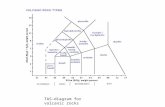
The formation of elemental sulfur in acidic pressure oxidation is undesirable. The moltensulfurmay occlude unreacted sulfides, which prevents complete oxidation of sulfides, andthe molten sulfur may also occlude gold particles, which prevents extraction of gold.Elemental sulfur formed can increase consumption of cyanide by the formation ofthiocyanates during subsequent cyanidation. Therefore, it is important to avoid theformationof elemental sulfur during pressure oxidation. Formation of elemental sulfur isstrongly temperature dependent (Figure 2-4) [71]. It is avoided at high temperature.Typically, autoclaves are operated in the range of 1 8 0 -2 2 5 C , to allow for localizedtemperature variationsandto minimize elemental sulfur formation.
100%| ; ; . .
Twnparaturi (*C)
Figure2. 4. Oxidationof Sulfides atpH< 3
30
-
7/27/2019 untuk batuan
47/260
Ferrousironproduced by reactions (2.7) and (2.8) is subsequently oxidized to ferric by thefollowing reaction
4 FeS04+ 02 + 2H2S04 - 2 Fe2(S04)3+ 2 H20 (2.9)
Therole offerricionson the distribution of the S oxidation products or for that matter incatalyzing the kinetics of pyrite decomposition doesnot appear to havebeen establishedunambiguously [66, 70, 72]. Uponformation, ferric ion undergoes hydrolysis, theextentofwhichdependson the prevailing solution conditions (i.e.,Fe3+ andH2S04 concentration,temperature, etc.). At temperatures above 150C the following two principal hydrolysisreactions occur [73]:
Precipitationofjarosite-type compounds isalsoknown to occur [74], but to alesserdegreethan Fe203andFeOHS04:
Fe2(S04)3+3H20 - Fe203+3H2S04 at lower acidity (2.10)
Fe2(S04)3+ 2 H20 - 2FeOHS04+H2S04 at higher acidity (2.11)
3 Fe2(S04)3+ 14 H20 - 2H3OFe3(S04)2(OH)6+ 5H2S04 (2.12)
31
-
7/27/2019 untuk batuan
48/260
Table2-6 liststhe experimental conditions, the order ofreactionfor oxygenpartialpressure,andthe reported activationenergiesfrom themostrelevantstudieson pressure oxidation ofpyrite in sulfuric acid solution. A number of conclusions may be drawn from Table 2-6.
Table2-6 Summary of pyrite pressure oxidationstudiesMaterial Conditions Order Activation Mechanism Ref.
H2S04 Temp. Pressure of energy(M) (atm) ^02 (kJ/mol)
Upgradedpyrite 0.075 100-130 0-4 1 55.7 Chemicalcontrol 65Concentrate chemisorptionNaturalpyrite 0.2 60-130 0-15.5 1 54.8 Chemicalcontrol
chemisorption70
Naturalpyrite 1 85-130 0-2020-66.4
10.5
51.1 Chemicalcontrolelectrochemical
66
Naturalpyrite 0.5 140-160 5-20 1 46.2 Chemical 67160-180 5-10 1 110.5 control160-180 10-20 0.5
(1) It is accepted by all researchers that the pressure oxidation rate of pyrite is controlledby the surface chemical reaction. The reaction orders withrespectto oxygen partialpressure depend on the temperature and pressure. First order dependence isexhibited predominantly at lower oxygen pressures (< 20 atm) and at alltemperatures employed, and one half orderdependenceis found at higher oxygenpressuresandtemperatures.
32
-
7/27/2019 untuk batuan
49/260
(2) McKay and Halpern [65], Gerlach and his coworkers [70], and Cornelius andWoodcock [75] interpreted their experimental results as evidence of an oxygenchemisorption mechanism followed by aslowchemical reaction. However, Baileyand Peters [66] convincingly demonstrated the mechanism of pressure oxidation ofpyrite to be electrochemical, involving coupled anodic (pyrite oxidation) andcathodic(oxygenreduction) reactions.
(3) Activationenergies between46 and 55 kJ/molare reported at temperatures below160C. Interestingly, Papangelakis and Demopoulos [67] reported an activationenergy of 110.5kJ/molin the region of 160 to 180C,which is more thantwicethevaluereportedby them and others at temperatures below 160C. The reason for thissignificant shiftinthe activation energy is not clear.
The oxidation chemistry of arsenopyrite in an acidic medium at elevated temperatures hasbeen studied by several investigators. The chemistry of arsenopyrite oxidation as reportedbyBerezowskyand Weir[34] can be represented by reactions(2.13)and(2.14).
4FeAsS + 11 02 + 6 H20 - 4H3As03 + 4 FeS04 (2.13)
2H3As03 + 02 - 2H3As04 (2.14)
33
-
7/27/2019 untuk batuan
50/260
Trivalentarsenic produced from reaction(2.13) isfurther oxidizedtoarsenate. Jin [76]supported this postulation on thebasisofhis studyofarsenopyrite inthetemperature rangeof 180-210C. No elemental sulfur was found in histests.
However, Papangelakis and Demopoulos[77]proposed that pentavalent arsenic in the formof H3As04is thedirect productofthe heterogeneousoxidation reaction (reaction(2.15))rather thanthe result of a subsequent homogeneous reaction (reaction (2.14)) in thetemperature rangeof130-180C.Theiropinionisbased on atestin which02/Fe(III)failedto oxidizeasynthetically preparedH3As03 solution. Elemental sulfurwaspostulatedtoformthroughaparallel reaction path (reaction(2.16)). Reaction(2.15) isdominantin thetemperature range studied:
4FeAsS+ 1302 +6 H20 -> 4H3As04+ 4FeS04 (2.15)
4FeAsS+ 13/2 02+H2S04+ 5 H20 ^4 H3As04 + 4 FeS04+S (2.16)
Thus,thesolution chemistryofarsenicathigh temperaturedoes notappeartohave beenestablished unambiguously.
Ithasbeen acceptedby allinvestigators[74, 76, 77]that ferrous generated from reactions(2.13)and(2.16) isfurther oxidized toferric. Finally,ferric combines with arsenatetoformFeAs042H20(reaction(2.17)),which precipitatesascrystalline scorodite, andexcessferric
34
-
7/27/2019 untuk batuan
51/260
may hydrolyze to hematite (reaction(2.10)), basic ferric sulfate (reaction (2.11)),andhydroniumjarosite (reaction(2.12)).
Fe2(S04)3 + 2H3As04+ 4 H20 - 2 FeAs042H20 + 3H2S04 (2.17)
The kinetics of pressure oxidation of arsenopyrite hasbeenfound [76, 78] to be chemicallycontrolled,exhibiting firstorderdependenceon oxygenpartialpressure. Jin [76] pointed outthat at higher temperature (210C), the reaction may shift towards diffusion control.Activationenergieswerereported in the range of 66kJ/mol(triclinic arsenopyrite) to 72kJ/mol(monoclinic arsenopyrite) inthe temperature range 1 2 0 - 1 8 0 C [78] and 43kJ/molinthe temperature range of 1 8 0 -2 1 0 C [76]. Papangelakis and Demopoulos [78] postulatedthe true rate determiningstepto be electrochemical in nature, involving the first electrontransfer during reduction of surface-adsorbed oxygen. Theresultsof arsenopyrite pressureoxidationstudiesin acidic media are listed inTable2-7.
Table2-7. Summaryof arsenopyrite pressure oxidationstudiesMaterial Conditions Order
of02
Activationenergy
(kJ/mol)
Mechanism Ref.aterialH2S04
(M)Temp.
(C)Pressure
(atm)
Orderof02
Activationenergy
(kJ/mol)
Mechanism Ref.
Naturalarsenopyrite
0.1 180-210 3.4-13.6 1 43.01 Surfacechemicalelectrochemical
76
Naturalarsenopyrite
0.5 130-180 0-20 1 66-72 Surfacechemicalelectrochemical
78
35
-
7/27/2019 untuk batuan
52/260
It was foundfrom the survey that although pyrite has been investigated extensivelybyprevious researchers, all ofthe reported work has been conducted at temperatures lower than180C. No data is available on the kinetics of pyrite dissolution during acid pressureoxidation over the temperature range of 180 to2 3 0 C ,which is the range employed by mostcommercialplants. The rate equations determined at the lower temperatures by previousresearchers can not be used as thebasisof developing a model suitable for design andperformance optimization of large-scale industrial process reactors. From a processoptimization standpoint it is important to know the behavior ofpyriteduringacidic pressure
oxidation at temperatures above 180C andto determine the governing rate law.
A survey ofthe literature indicated that no information concerning the behavior oforpimentand realgarduringacid pressure oxidation has beenreported. Thisis all the more surprisinggiven the fact that one gold producer, namely the Getchell Mine in northern Nevada,autoclaves an ore, under acidic conditions, that has a sulfidemineralcontent made up almostexclusively of theseminerals [79]. Since the nature and composition of minerals andreaction products have a considerable impact on the autoclave operations and thedownstream operations of gold recovery andwastemanagement, an understanding of theirsolution chemistry is needed.
In conclusion, commercial hydrometallurgicalprocesses for pretreatment of refractorysulfidic gold ores and concentrates are described above; new methods are still beingdeveloped tomeetthe requirements of the treatment ofrefractorygold ores. A l lprocesses
36
-
7/27/2019 untuk batuan
53/260
are based on the thermodynamics and kinetics of reactionsbetweenminerals and reagents,whichwillbe described in thenextchapter.
37
-
7/27/2019 untuk batuan
54/260
References1 Gasparrini, C., 1983, The Mineralogy of Gold and Its Significance in Metal
Extraction,C IMBull.76(851),144-153.2 Boyle, R. W., 1979, The Geochemistry ofGoldand ItsDeposits.Geological Survey
ofCanada.Bulletin. 280.3 Laxen, P. A., 1975, Some Developments in the Extraction of Gold from
Witwatersrand Ores, Natl.Inst.Metall. Report. No. 1768, Repub. S.Africa.4 Schwarts,G.M . , 1944, The Host Minerals ofNativeGold.Economic Geology. 39
(6),371-411.5 Metz, P. A., 1987, Ore Mineralogy and GoldGrainSizeDistribution in the Gold-
silver-arsenic-antimony-tungsten Mineralization of the Fairbanks Mining District,Alaska, Process Mineralogy VII, edited by Vassiliou, A.H., Hausen, D.M., andCarbon,D.J.T.,the MetallurgicalSociety,247-264.
6 Brierley,C. L . , 1995, Bacterial Oxidation.E .&M. J . .5 .42-44.7 Dry,M .J. andCoetzee,C. F. B., 1986, The Recover ofGoldfrom Refractory Ores,
Gold 100. Proceedings of the International Conference on Gold. Johannesburg,S A I M M , 2 ,259-274.
8 Komnitsas, C andPooley,F. D., 1989, Mineralogical Characteristics and Treatmentof RefractoryGoldOres, Minerals Engineering.2(4),449-457.
9 La Brooy, S. R., Linge, H. G. and Walker, G.S., 1994, Reviewof Gold Extractionfrom Ores,MineralEngineering, 7, (10), 1213-1241.
10. Jha,M .C. andKramer,M . J ., 1984, Recovery ofGoldfrom Arsenical Ores,PreciousMetals: Mining. Extraction, andProcessing, editedbyKudryk,V., Corrigan, D. A.,andLiang,W. W., Warrendale,PA,MetallurgicalSociety,A I M E ,337-365.
11 Hedley, N. and Tabachnik, H., 1968, Arsenic and Antimony Sulfide Minerals inCyanidation, Minerals DressingNotesNo. 23. American Cyanimid Co., Wayne, NJ,41-52.
12 Marsden,J.and House, I., 1992, The Chemistry ofGoldExtraction, Ellis Horwood,.
38
-
7/27/2019 untuk batuan
55/260
13 Finkelstein,N .P., 1972, Chapter 10: The Chemistry of the Extraction ofGoldfrom ItsOres, inGold Metallurgy in South Africa, editedby Adamson, R. J., Chamber ofCommerce of SouthAfrica,Johannesburg, 284.
14 Haque, K. E., 1992, The Role of Oxygen in Cyanide Leaching ofGoldOre. CIMBull.,85(963),31-38.15 VanDeventer,J. S. J. and Lorenzen, L., 1987, Galvanic Interactionsduring the
Leaching ofGold, SeparationProcessin Hydrometallurgy, editedby Davies, G. A.,50-57.
16 Lorenzen, L and vanDeventer,J. S. J., 1992, Electrochemical InteractionsbetweenGoldand Its Associated Minerals during Cyanidation, Hydrometallurgy, 30,177-194.
17. Kontopoulos, A and Stefanakis, M., 1990, ProcessOptions for Refractory SulfideGold Ores: Technical, Environmental, and Economic Aspects, EPD Congress 90'.editedbyGraskell,D. R., Warrendale,PA: TM S,393-412.
18. Hanson, K. R. N. and Laschinger, J.E . ,1967, The Roasting of RefractoryGoldOresand Concentrates Literature Survey, Technical Report No. 85, National InstituteofMetallurgy, Johannesburg, SouthAfrica.
19. Berezowsky, R.M .G. S., Collins,M . J . ,Kerfoot, D.G . E . ,and Torres,N., 1991, TheCommercialStatusof Pressure Leaching Technology, J O M ,43 (2), 9-15.
20 Jha,M . C .andKramer,M . J ., 1984, Recover ofGoldfrom Arsenical Ores, PreciousMetals:Mining.Extraction, and Processing, editedbyKudryk,V .,Corrigan,D. A.,andLiang,W.W .,Warrendale,P A,MetallurgicalSociety,A I M E ,337-365.
21 Carvalho, T.M . ,Haines, A.K .,da Silva,E. J.and Doyle, B. N., 1988, Start-up of theSherritt Pressure OxidationProcessat Sao Bento, Proc. Randol Perth Int.GoldConf.,RandolInt.Ltd.,Golden,CO, USA,152-156.
22 Thomas, K. G., 1994, Research, Engineering Design and Operation of a PressureHydrometallurgy Facility for Gold Extraction, a Thesis, Delft University ofTechnology, the Netherlands.
23 Wicker, G. R. and Cole, J. A., 1990, TheDevelopmentandImplementationof aPressure OxidationFlowsheetfor the Getchell Mine, Proc. of Gold '90 Symp., SaltLakeCity, U T , S M E / A I M E ,editedby Hansen, D.M .etal.,437-442.
24 Weir, D. R. and Berezowsky, R. M. G. S., 1986, Refractory Gold: the Role ofPressure Oxidation,Gold 100. Proceedingsof the International Conference onGold,S A I M M ,Johannesburg, 2 ,275-285.
39
-
7/27/2019 untuk batuan
56/260
25 Pivovarova, T. A. and Golovacheva, R. S., 1985, Microorganisms Important forHydrometallurgy: Cytology, Physiology, and Biochemistry, Biogeotechnology ofMetals,editedbyKaravaiko,G .I. and Groudev, S.N .,27-55.
26 Canterford, J. H., 1988, Application of the Artech/CashmanProcessfor RefractoryGold Recovery, Randol Perth International Gold Conference, Randol International,Golden Colorado,USA,343.
27 Raudsepp, R.,Peters, E ., andBeattie,M. J. V., 1987, Processfor Recovering Goldand Silver from Refractory Ores, U.S.Patent.No.4,647,307.
28 Beattie, M., Balderson, G., and Foo, K., 1989, Application of Arseno (Redox)ProcessTechnology to Refractory Ores and Concentrates, Precious Metals,327-333.
29 Van Weert, G.,Fair,K. J., and Schneider, J. C , 1986, Prochem's NitroxProcess,CIM Bull..79(895),84-85.30 Van Weert, G, 1988, An Update on the NitroxProcess,RandolGoldForum 1988.
Scottsdale,Arizona,209-210.31 Morrison,A.W.,Robinson, L . F.,and Anderson, N.M . , 1990, ASingleStageDilute
NitricAcid/Salt Oxidation and LeachProcess,RandolGoldForum Squaw Vally '90,Randol International, Golden Colorado,USA, 185.
32 Farbenindustrie, I.G ., 1927, Germanpatent.No.524,353.33 Forward, F. A., 1953, Ammonia Pressure LeachProcess for Recovering Nickel,
Copper, and Cobalt from Sherritt Gordon Nickel Sulfide Concentrate, Can. MiningMet.Bull..499,677-684.
34 Berezowsky, R.M .G. S. and Weir, D.R., 1984, Pressure Oxidation Pretreatment ofRefractoryGold, Minerals and Metallurgical Processing, 1(1), 1-4.
35 Mitchell, J.S., 1957, Cobalt Pressure Leaching and Reduction at Garfield. J. of Metals,3,343-346.
36 Hedley, N. and Tabachnik, H., 1957, Processfor Recovering Precious Metals fromRefractory Source Materials, U.S.Patent,No.2,777,764.
37 Guinevere, R., June, 1984, McLaughlin Project: Process,Project and ConstructionDevelopment, Proc. of the 1st Int. Sym. on Precious Metals Recovery, Reno, NV,Paper no. 14.
40
-
7/27/2019 untuk batuan
57/260
38 Kunter, R. S. and Turney, J. R., 1986, Gold Recovery Process,U.S.Patent.No.4578163.
39 Turney, J. R., Smith, R. J., and Janhuen Jr., W. J., 1988, The Application ofAcidPressureOxidation to theMcLaughlinRefractory Ore,PreciousMetals '89. editedbyJha,M . C .andHil l ,S.D.,T M S ,Warrendale,PA, 25-45.
40 Carlson,E .T. and Simons, C. S., 1961, PressureLeaching of Nickeliferous LateriteswithSulfuric Acid,Extractive Metallurgy of Copper. Nickel and Cobalt, editedbyQueneau, P.,Interscience,NewYork,363-397.
41 Kaempf, F. andPietsch,H. B., 1978, Application of the VAW TubeDigesterforMetallurgical Pressure-Leaching Processes,Complex Metallurgy '78.editedbyJones,M. J.,theInstitutionofMiningand Metallurgy, London, England,33-35.
42 Sarkar,K. M . , 1985, SelectionofAutoclavesin Hydrometallurgical Operation. Trans.Inst.Min.Metall.. C(94),cl84-cl94.43 Koslides, T. and Ciminelli, V. S. T., 1992, PressureOxidation of Arsenopyrite and
Pyrite in AlkalineSolutions,Hydrometallurgy. 3 0,87-106.44 Kostina, G. M. and Chernyak, A. S., 1979, Investigation of Mechanism of
Electrochemical Oxidation of Arsenopyrite and Pyrite in Caustic SodaSolutions,Zh.Prikl. Khim..52 (7).1532-1535.
45 Weir, D. R. andBerezowsky,R. M. G.S ., 1984, Gold Extraction from RefractoryConcentrates..Proc. of the 14thAnn.Hydromet. Meeting of CIM. .Timmins, Ontario,paper no. 12.
46 Hayden, A. S., Mason, P.G .,and Yen, W. T., 1987, Refractory Gold Ore Oxidation-Simulation of Continuous Flow, Proc. Int. on Gold Metall.. ,editedby Salter, R.S. etal.,Can.Inst.Min.Metall.,306-315.
47 Weir, D. R. andBerezowsky,R. M. G. S., 1987, Aqueous PressureOxidation ofRefractory GoldFeedstocks, Proceedingsof the International Symposium on GoldMetallurgy,26thAnnual Conference of Metallurgists of the CIM,Winnipeg, Canada,23-26.
48 Bolland, A. W., 1995, Barrick Goldstrike Mine - AReviewof theProcessFacilities,PaperpresentedatBarrickMetallurgical/Services Conference. Vald'Or,Quebec.
49 Cole,J .A. , Lenz,J.C. and Janhunen, W.J. , 1995, One Year ofPressureOxidation atthe Lone TreeGoldMine, Mining Engineering.515-519.
41
-
7/27/2019 untuk batuan
58/260
50 Geldart, J., Williamson, R. and Maltby, P., 1992, Aqueous Pressure Oxidation as aWaste Treatment Process-Stabilizing RoasterWastes,Hydrometallurgy.30,29-44.
51 Banker, J. G. and Forrest, A.L . , 1996, Titianium/Steel Explosion BondedCladforAutoclaves and Reactors, RandolGold Forum'96. Olympic Valley,C A ,209-214.
52 Chilton, C. H., 1958, Leaching Licks Arsenic Bugaboo in Metal Ore, ChemicalEngineering.65(1),80-82.
53 Robinson, P.C, 1983, Mineralogy and Treatment of Refractory GoldOre from thePorgeraDepositofPapua,NewGuinea.Trans.Inst.Min.Met., C(92),c82-89.
54 Dayton, S., 1982, How Sb and As Are Purged from a High-Silver CopperConcentratebeforeSmelting, Engineering andMiningJournal,Jan,78-83.
55 Bakshani, N. andY u , P. H., 1986, Autoclave Preoxidation of RefractoryGoldOresfor Effective Cyanide Leaching, SouthAfricanPatent.Z A8,607,881.
56 Mason, P. G., Pendreigh, R., Wicks, F. D. andKornz,L. D., 1984, Selectionof theProcess Flowsheetfor theMercurGoldPlant, Precious Metals:Mining.Extraction andProcessing, editedbyKudryk,V., Corrigan, D. A., andLiang,W. W., T M S - A IM E ,Warrendale,PA.,425-445.
57 Anon., 1988, MercurStartsup Its New Alkaline Pressure Oxidation Autoclave Plant,E.&M . J..26-31.
58 Thomas, K.G ., 1988, Metallurgical Treatment of RefractoryGoldOres,presentedatN W M Ameeting.Spoken, W A.
59 Hiskey, J. B. and Wadsworth, M. E., 1975, Galvanic Conversion of Chalcopyrite.Met. Trans..6B,183-190.
60 Roiyston, D., Spencer, P. A., and Winborne, D. A., 1984, Alkaline Oxidation of thePyrite inGoldRecovery, Aust.I M MExtraction Metallurgy,61-67.
61 Papangelakis, V. G. and Demopoulos, G. P., 1987, Acid Pressure Oxidation ofRefractory GoldMineral Carriers,Proceedingsof the International Symposium onGoldMetallurgy,26thAnnual Conf. of Metallurgists of the C I M ,Winnipeg, Canada,341-357.
62 Thomas, K. G., 1991, Alkaline and Acidic Autoclaving of Refractory GoldOres,J O M .2,16-19.
42
-
7/27/2019 untuk batuan
59/260
63. Lowson, R. T., 1982, Aqueous Oxidation of Pyrite by Molecular Oxygen, ChemicalReview, Vol .82(5),461-497.
64. Hiskey, J. B. and Schlitt, W. J., 1982, Aqueous Oxidation of Pyrite, InterfacingTechnologiesin Solution Mining Proceedings, editedby Schlitt, W. J. and Hiskey, J.B .,Littleton,C O : S M E - A I M E ,55-74.
65. McKay,D. R. and Halpern, J., 1958, A Kinetic Study of the Oxidation of Pyrite inAqueous Suspension, Trans.Metall. Soc. A I M E ,212,301-309.
66. Bailey, L. K. andPeters,E. 1976, Decomposition of Pyrite in Acids by PressureLeaching and Anodization: the Case for an Electrochemical Mechanism, Can. Metall.Q .,15,333-344.
67. Papangelakis, V.G .and Demopoulos, G .P., 1991, AcidPressure Oxidation of Pyrite:Reaction Kinetics, Hydrometallurgy,26,309-325.
68. Hamilton,H. C.and Woods, R. 1981, A nInvestigationof Surface Oxidation ofPyriteand Pyrrhotite by Linear Potential SweepVoltammetry, J. Electroanal. Chem.,118,327-343.
69. Biegler, T. and Swift, D. A., 1979, Anodic Behaviour of Pyrite inAcid Solution,Electrochim.Acta.24.415-420.
70. Gerlach, J.,Haehne, H .,and Pawlek, F.Z ., 1965, Pressure Leaching ofFeSulfides. I,Kinetics of the Pressure Leaching of Pyrrhotite,Z .ErzbergbauMetallhuettenw.18,66-74.
71 Mackiw, V. N., Benz, T. W. and Evans, D. J. I., 1966, A Review ofRecentDevelopmentsin Pressure Hydrometallurgy, Metall. Review,11(109)143-158.
72 King,W. E. and Lewis, J. A., 1980, Simultaneous Reactionsof Oxygen and FerricIron on Pyrite Oxidation in an AqueousSlurry,Ind. Eng. Chem. Proc.19(4),719-722.
73 Tozawa, K. and Sasaki, K ., 1986, Effect of CoexistingSulphateson Precipitation ofFerricOxide from Ferric SulphateSolutionsat Elevated Temperature, Iron Control inHydrometallurgy.editedby Dutrizac,J. E .and Monhemius, A. J. ,454-476.
74 Weir, D. R., 1986, Pressure-Oxidation Leaching of Nonferrous Metal ContainingSulfidicMaterial,Eur.Pat..Appl.EP,175,556.
75. Cornelius, R. J. and Woodcock, J. T., 1958, Pressure Leaching of aManganese Ore,Aust.Inst.Min.Metall. Proc. 185,65-107.
43
-
7/27/2019 untuk batuan
60/260
76 Jin, Z., 1991, A FundamentalInvestigationof the Behavior of Arsenopyrite duringAutoclave Oxidation of Refractory Gold Ore, a Dissertation, University of Idaho,USA.
77 Papangelakis, V. G and Demopoulos, G. P., 1990, Acid Pressure Oxidation ofArsenopyrite: Part I, Reaction Chemistry,Can.Metall. Quart.,29 (1), 1-12.78 Papangelakis, V. G. and Demopoulos, G. P., 1990, Acid Pressure Oxidation of
Arsenopyrite: Part 2, Reaction Kinetics,Can.Metall.Quart..29 (1),13-20.79. Joralemon, P., 1951, The Occurrence ofGoldat GetchellMine,Nevada, Economic
Geology. 46,267-310.
44
-
7/27/2019 untuk batuan
61/260
C H A P T E R3
F U N D A M E N T A L S O FOXIDATION
The efficiency of hydrometallurgicalprocessesdependspartly onselectivityand kinetics.Kineticconsiderations may be ofprimaryimportance in low temperatureprocesseswherereactionratesare normallyslow. However, at high temperatures where activation energybarriers are small and therefore many reactions are favored, thermodynamic parameterswhich determine the relative chemical stabilities of variousspeciespresent in anaqueoussystem are of predominant importance. In this chapter, thermodynamics and kineticconsiderations are presented.
3.1 Thermodynamics
Thermodynamicrelationships involving pyrite and orpiment in anaqueousenvironment areconveniently illustrated byEh - p Hdiagrams, which are actually graphicalexpressionsof thefundamental reaction thermodynamics. For anoxidation-reduction reaction
oxidizedstate+n e -> reducedstate (3-1)
the free energy ofreactionis given by the following expression
45
-
7/27/2019 untuk batuan
62/260
A G , Q o = A G + RT In K (3.2)
where AG2 98 is the standard free energy; R the universal gas constant; T absolutetemperature; andK the equilibrium constant. The standard free energy is related to thestandardhalf-cell potentialEby:
AG=-nFE (3. 3)
wherendenotesthe number of electrons involved in the half-reaction, andFis theFaradayconstant. Similarly,the relationshipbetweenthe free energy change for the reaction and thehalf-cellpotential is:
AG=-nFE (3. 4)
ThenEh= E andthe oxidation potential for the half-cell is expressed as follows
RTEh= E-\nK (3.5)nF
This is the fundamental Nernst equation whichrelates Eh to the activities of speciesinvolved.
46
-
7/27/2019 untuk batuan
63/260
Thebasisofpressureoxidation as applied to refractory sulfidic goldoresis the manipulationoftherelative stabilities of gangue minerals and gold-bearing sulfides in solution at elevatedtemperature. To achieve selectivity requires knowledge of the behavior of the predominantgangueelementssuch asiron,sulfur,andarsenic in aqueoussystems.
The solubility of iron, the most predominantelement in most refractory ores, in sulfateaqueous media is dependent on both temperature andpH . In theFe-S-H20system, at hightemperatures (>150C) , basic salts(Fe(OH)S04) and hematite (Fe203) are formed at highandlow acidity, respectively.
Thermodynamicallystableforms ofsulfurin aqueoussystemsinclude elemental sulfur(S) ,sulfate(S042~),bisulfate (HS04~), and soluble sulfides (H2S,HS",S2"), depending onpHandE h .
Theimportant oxidationstatesof arsenic are +5, +3, and -3, as in arsenicacid, arseniousacid, and arsine, respectively. The solubility of arsenic and its oxidationstateare bothdependent on the environmental conditions Eh andpH)[1]. Inhydrometallurgicalsystemsonly arsenic (+5) and (+3) are of interest since arsenic metalrarelyoccurs and arsenic (-3) isstable only at extremely low Eh values. Although the pentavalent form is thethermodynamicallystablespeciesunder oxidizing conditions, the trivalentformmayalsoexistdue to the extremely low oxidation rate of arsenic (+3) to (+5) [2].
47
-
7/27/2019 untuk batuan
64/260
In industrialsystemswhere iron, arsenic, and sulfur co-exist, the stabilities of variousspeciesare influenced by both physical and chemical interactions amongspeciesof otherelements. Physical interactions may include co-precipitation ofarsenatesandarseniteswithironoxidesas a result of physical adsorption oftheseions ontoironoxides[3]. Aqueousarsenicspeciesmayalsoadsorbontoundissolved metal sulfides [4]. Theeffectsof chemicalinteractions among species of different elements on their stabilities may be studiedthermodynamicallyinterms ofEh - p Hdiagrams. The following Eh-p Hdiagramsweredrawnusing the S T A B C A Lprogram [5]. Allspeciesthermodynamic data are shown in AppendixI.
Figure3.1 showsan Eh - p H diagram for the Fe-S-H20systemunder standard conditions(298K, 1 atm total pressure) illustrating that oxidizing conditions are required todissolvepyrite. Equilibriumrelationships for the various sulfurspeciesare plottedinFigure3.2.
At pHlessthan 4, pyrite is oxidized to soluble ironand sulfur species initially. Thereactions are
FeS2+ 8 H20 - Fe2++ 2HS04"+ 14FT+ 14 e (pH
-
7/27/2019 untuk batuan
65/260
FeS2 -Fe2++ 2S+ 2 e (3.8)
It might be expected from purely thermodynamic considerations that sulfur should berelatively easily oxidized to sulfate or bisulfate over a wide range, as indicated by the smallregion ofsulfurstability inFigure3.2. Inpractice,elemental sulfur was found in the residueduringoxygen pressure oxidation in acid media,evenat temperatures up to 190C. Therange of sulfur stability is thus considerably larger than that predicted by thermodynamicsbecauseof kinetic constraints [6].
1.0Fe3+
-1 .0 0 2 4 6 8 10 12 14p H
Figure3. 1 Eh-p Hequilibriumdiagramfor theFe-S-H20systemat 25Cwith aFe= 0.01 M andas= 0.02 M
49
-
7/27/2019 untuk batuan
66/260
Thestability regions of arsenicspeciesintheAs-H20 system are shown inFigure3.3. Thediagram indicates that the arsenic oxides, As203 andAs205, are both unstable at a totalarsenic activity of 10"2M . Thisis becauseoftheir high solubilities [7]. Theupper boundaryofthearsenic stability region is above the lowerboundaryof water stability, thus elementalarsenic is stable atnormalconditions at allpHvalues.
50
-
7/27/2019 untuk batuan
67/260
1.0
0.5
o> 0.0
0.5
1 r 1 1 1 1
H3AsQ4(a)HiAsO/
HAsO/-AsO/-
* . . . . .H2As03(a)
As
_\ 0 i 1 1 1 1 i i I0 2 4 6 8 10 12 14
pH
Figure3. 3 Eh-pHequilibriumdiagram for theAs-H20systemat25Cwith aAs= 0.01 M
It is found that the available thermodynamic data for crystalline orpiment (As2S3) variessignificantly. The major thermodynamic compilationsgivefree energiesof formation fororpiment that range from-40.34kcal/mol [8] to-22.80kcal/mol [9], as shown in Table3-1. In contrast, the freeenergiesof formation for orpiment that havebeenderived fromexperimental studies are generally lower thanthose listed in the major thermodynamiccompilations. For example, Barton [10] reported a value of-22.99kcal/mol for orpimentfromstudiesofequilibriuminthe Fe-As-Ssystemat high temperatures,whereasJohnson etal [11] obtained a valueof-21.68kcal/mol by calorimetric methods. Mironovaet al. [12]reported a valueof-23.83kcal/mol, which is derived from solubility measurements. The
51
-
7/27/2019 untuk batuan
68/260
solubility data reported by Webster [13] yield a value of-23.02kcal/mol. Robins andGlastras[14] have determined the solubility ofAs2S3to be 28.5 mg/L As in the pHrange of1 to 4. This solubility is several orders of magnitude greater than that which has beencalculated based on the free energy given byWagmanet al [8]. Based onthesefindings, itwas decided tochoosethe free energy reported by Johnson et al [11] in the present work.Theirvalue of the free energy offormationofAs2S2wasalsochosen. The freeenergiesofotherspeciesweretakenfromother literature [15, 16].
Table3-1 Thermodynamicdata for orpiment at 25 CA G f , 2 5 A H f > 2 5 Method Reference(kcal/mol) (kcal/mol)-40.34 -40.39 [8]-40.25 -40.39 - [17]-32.46 -34.99 - [16]-22.80 -22.99 - [9]-22.99 -22.99 DTA [10]-21.68 -21.89 Calorimetry [11]-24.35 -26.51 Solubility [18]-23.83 -20.67 Solubility [12]-23.02 -33.29 Solubility [13]
Note: D T Arefers todifferential thermalanalysisofequilibriain theFe -A s -Ssystem.
The E h-p Hdiagramfor theAs-S-H20systemat25Cis shown inFigure3.4. The activities
of allspeciesweretaken at 0.01 M. Figure 3.4 indicates that both orpiment (As2S3) andrealgar(As2S2) arestableunder normal conditions(waterstabilityzone)in both acidic andbasic solution. It is obvious thatthese minerals can be decomposed at low oxidationpotential in basic solution.
52
-
7/27/2019 untuk batuan
69/260
- 1 . 0
1 r ~ . ^ 1 i i iHsAsOm
HAsOf-_ -
H2AsOi
AsO/-
i
As
i i i i i0 2 4 6 8 10 12 14
pHFigure3. 4 Eh-p Hequilibriumdiagramfor theAs-S-H20systemat25C
with aAs= as= 0.01 M
It must be remembered that the stability of a chemical species is dependent on theequilibrium constant (K) of the reactions of concern. Species stability domains wouldchange with changing log K, which is a function of temperature. Thus,astablespeciesatone temperature may be unstable at another. The application of a stability diagram istherefore only meaningful when thediagramis constructed at the temperature of interest.
Effectof temperature onEh -p Hdiagrams
For solidspecies, elements,and neutral compositions, if AHand AS0are available, thefree energy at elevated temperature can be obtained by using the following equations.
53
-
7/27/2019 untuk batuan
70/260
A G ; =AHT-TASr (3.9)
AHT= AH + J Ac(;dT (3.10)
rrAcAS:=ASo + (3.11)
where Ac"is the standardheatcapacity change for the reaction, which is available as apower function derivedfromexperimental data:
Acp=a+bT+cT2 (3.12)
The experimental power functions forironand arsenicspeciesare available in the literature[19, 20].
For aqueous ionspecies,by taking AcP(T,T0) as the average of Acp between the twotemperatures considered, the free energy (AGr) at an elevated temperature can bedetermined by
A G ; =A G ;O +AC;(T,TOXT-T0-THjr)) O-13)0
Thestandardstateis conventionally taken as 298K.
54
-
7/27/2019 untuk batuan
71/260
Theaverage heat capacities fortheionicspeciescanbecalculatedby use oftheCrissandCobbleentropy correspondence principle[21, 22]. Thisprincipleshowsthatifa standardstateis chosen properlybyfixingtheentropyofhydrogenion ateach temperature,thepartialmolal ionic entropiesatthat temperaturearelinearly relatedtotheir correspondingentropies at the same reference temperature. The entropyofanionatelevated temperature,accordingto the correspondenceprinciple,can be determined by
SU =aT+brSiabs (3.14)
whereaTandbxare constants dependent on theclassof ions (cations, anions, oxyanions, andacidoxyanions)andon the temperature considered. ThevaluesaTandbxfor ions in solutionat different temperaturesareshowninTable3.2. Srahs refersto theionicpartialmolalentropieson an"absolute" scaleforwhichwaschosenthestandardstate at 298 K (T0),correspondingtoanentropy forhydrogenionof-5cal mole'1deg"1.
So2n,a,
-
7/27/2019 untuk batuan
72/260
The values of standard free energy and entropy at room temperature are available in theliterature [19, 20, 23, 24]. The averageheatcapacity (A cp(T,T 0)) can be obtained by thefollowing equation:
Ac;(r,ro)= 7 ( 3.16)in(-)
Based on the above estimation techniques, high temperature stability diagramsweredeveloped for theFe-S-H20 andAs-S-H20systemsat210 C . The thermodynamic data ofthespeciesfor bothsystemsathightemperature are showninAppendixII.
Figure3.5 showsthe Eh-p H equilibrium diagram for theFe-S-H20 systemat 2 1 0 C . Incontrast to that at25C,bothstableareas of ferrousandpyrite are diminished. Also,ferrouscouldbe oxidized at lower potential.
56
-
7/27/2019 untuk batuan
73/260
pHFigure3. 5 Eh-p Hequilibriumdiagramfor theFe-S-H20systemat210C
with aFe= as= 0.01 M
The E h-p Hequilibriumdiagram for theAs-S-H20 systemat210C is illustrated in Figure3.6. It indicates that at high temperature (210C) , in contrast to that at 2 5 C , As2S2 hasvanished from the diagram. Also,thestablearea ofAs2S3 is diminished. It is no longerstableabovepH8. Thediagramsuggeststhat the increase in temperature from 25 to 210Clowers the oxidation potentialrequiredto decompose orpiment.
57
-
7/27/2019 untuk batuan
74/260
oW 0
.5h
-1
Figure 3. 6 Eh-p Hequilibrium diagram for the As-S-H20systemat 210Cwith aAs= as= 0.01 M
The E h-p H diagramshownin Figure 3.6 suggeststhatorpiment will be oxidized first toarsenite:
As2S3+ 6 02 + 6 H20 - 2 H3As03+ 3 H2S04 (3. 17)
Arsenite will besubsequentlyoxidized further toarsenate:
H3As03+1/ 202 -* H3As04 (3. 18)
58
-
7/27/2019 untuk batuan
75/260
However, there is little data available to confirm this reaction mechanism and noinformation concerning the relativeratesof oxidation, theeffectsof iron/arsenic/antimonyratios, the resulting solution chemistry, or any other factor of potential interest.
3.2 Kinetic Considerations
In general, rate studies provide information that aids in the determination of reactionmechanisms and in the prediction ofprocess resultsunder various conditions. Iftheyarecarried out under conditions comparable to thoseencountered in industrial practice, ratestudieswill provide valuable engineering data which are useful in the design of full-scalereactors.
In a typical oxidation pressure leachingprocessthemasstransfer that is required to sustainheterogeneousreactiontakesplace by the following steps:a) dispersion of oxygen into thepulpby agitation and dissolution in the solution; b) advection of dissolved oxygen throughthe bulkaqueousphase; c) diffusion of dissolved oxygen through afluid filmto a productlayer/fluidfilm interface; d) diffusion of dissolved oxygen through a product layer to anunreacted core/product layer interface; e) adsorption of dissolved oxygenontothe reaction
core surface; f) chemical reaction at the unreacted core/product la