
UNIVERSITI TEKNIKAL MALAYSIA...
24
Transcript of UNIVERSITI TEKNIKAL MALAYSIA...

UNIVERSITI TEKNIKAL MALAYSIA MELAKA
DIRECT METAL DEPOSITION OF STAINLESS STEEL USING
WIRE FEED METHOD: AN EXPERIMENTAL STUDY ON
MICROSTRUCTURAL DEVELOPMENT AND MICROHARDNESS
VARIATIONS
Thesis submitted in accordance with the partial requirements of the Universiti
Teknikal Malaysia Melaka for the Bachelor of Manufacturing Engineering
(Manufacturing Process) with Honours
By
MOHD SEIFUL EZUAN BIN SAYUTI
Faculty of Manufacturing Engineering
APRIL 2010
01619
Sticky Note
DECLARATION
I hereby, declared this report entitled “Direct Metal Deposition of Stainless Steel
using Wire Feed Method: An Experimental Study on Microstructural Development
and Microhardness Variations” is the results of my own research except as cited in
references.
Signature : ……………………………....
Author’s Name : Mohd Seiful Ezuan Bin Sayuti
Date : 19 April 2010

APPROVAL
This report is submitted to the Faculty of Manufacturing Engineering of UTeM as
a partial fulfillment of the requirements for the degree of Bachelor of
Manufacturing Engineering (Manufacturing Process) with Honours. The members
of the supervisory committee are as follow:
………………………………
Main Supervisor
(Dr. Nur Izan Syahriah Binti Hussein)
(Official Stamp)

i
ABSTRACT
An experimental research titled “Direct Metal Deposition of Stainless Steel using
Wire Feed Method: An Experimental Study on Microstructural Development and
Microhardness Variations” has been carried out. The overall aim is to investigate
how different deposition parameters affected microstructure and hardness variation
of stainless steel deposited material. The deposition process will be conducted using
metal inert gas (MIG) weld method. Background knowledge about direct metal
deposition including form of materials, heat sources and its commercial application
in relation to its welded, process parameter, microstructural properties and
microhardness variation also reviewed. This experimental method involves
manipulating one variable (deposition parameter) to determine if changes in this
variable cause changes in another variable (microstructure and hardness variation).
This method relies on controlled methods and the manipulation of variables to test a
hypothesis. Finally, the hardness variation of as-deposited stainless steel was
inspected using Rockwell test and its microstructure behavior was inspected using
optical microscopy. In addition, Design Expert Software that implemented response
surface methodology technique has been used in order to make sure the optimization
of parameters while conducting this experimental research. This research had
successfully analyzed the data collected from this experimental research. The effect
of welding parameters such as current, arc voltage and travel speed are directly
affected microstructural development and microhardness variations of stainless steel
deposited material. Finally, the suggestions to enhance the optimization of parameter
in direct metal deposition also had been discussed.
ii
ABSTRAK
Kajian yang bertajuk “Direct Metal Deposition of Stainless Steel using Wire Feed
Method: An Experimental Study on Microstructural Development and
Microhardness Variations” telah pun dilaksanakan. Objektif utama perlaksanaan
kajian ini adalah untuk menyiasat bagaimana parameter keladak timbunan
mempengaruhi pembangunan struktur mikro dan ciri-ciri mekanikalnya terhadap
bahan besi tidak bercacat. Proses keladak timbunan akan dilaksanakan menggunakan
kaedah kimpalan gas logam tidak giat. Latar belakang tentang pengetahuan di dalam
keladak timbunan logam secara terus termasuk bentuk bahan yang digunakan,
sumber haba dan aplikasi komersialnya serta kesannya terhadap parameter proses
turut dibincangkan. Eksperimen ini memanipulasikan pemboleh ubah (parameter
keladak timbunan) terhadap perubahan yang berlaku kepada pemboleh ubah yang
bergerak balas iaitu struktur mikro dan variasi kekerasan. Ujikaji ini bersandar
kepada kaedah kawalan dan manipulasi terhadap pemboleh ubah untuk menguji
hipotesisnya. Akhirnya, variasi kekerasan akan diuji menggunakan ujian Rockwell
dan struktur mikronya akan diuji menggunakan Optical Microscopy. Tambahan,
penggunakan perisian Design Expert yang mengimplikasikan kaedah respon
permukaan telah digunakan untuk menentukan penggunaan parameter yang optimum
di dalam melaksanakan kajian ini. Kajian ini telah berjaya menganalisa kesemua data
yang diperolehi daripada ujikaji yang dijalankan. Parameter proses seperti arus
elektrik, voltan dan kelajuan perjalanan sangat mempengaruhi struktur mikro dan
variasi kekerasan keladak timbunan yang terhasil. Akhir kata, cadangan untuk
meningkatkan tahap optimum parameter yang digunakan di dalam eksperimen ini
turut dibincangkan.
iii
DEDICATION
For my beloved family:
Sayuti Bin Dollah
Sao’dah Binti Awang
Norfazila Binti Sayuti
For my adored friends:
Noor Aniza Binti Norrdin
BMFP’s Students
iv
ACKNOWLEDGEMENT
Alhamdulillah and thank to Allah S.W.T. with all His Gracious and His Merciful for
giving me strength and ability to accomplish this project research successfully. I
would like to take the utmost opportunity to express my sincere and gratitude to my
supervisor, Dr. Nur Izan Syahriah Binti Hussein who is always giving me supports
and guidance throughout the year in completing this ‘Projek Sarjana Muda’. Besides,
thanks a lot to all lecturers and staffs of Faculty of Manufacturing Engineering.
Also with the greatest thanks to my beloved parents and family who always pray and
give the encouragement while pursuing my research and project. Their sacrifices are
never being forgotten.
Finally, to all my fellow friends who involves direct or indirectly that always stand
strong beside me in giving opinions and supports throughout our relationship, I really
thankful and appreciate it.
v
TABLE OF CONTENT
Abstract i
Abstrak ii
Dedication iii
Acknowledgement iv
Table of Content v
List of Tables x
List of Figures xi
List of Graphs xiii
List of Abbreviations xiv
1. INTRODUCTION 1
1.1 Introduction 1
1.2 Background of Problem 2
1.3 Problem Statement 3
1.3.1 Objectives 3
1.3.2 Important of Study 4
1.4 Overview of Dissertations 4
1.5 Activity Planning 5

vi
2. LITERATURE REVIEW 6
2.1 Introduction 6
2.2 Direct Metal Deposition Process 6
2.2.1 Form of Materials 8
2.2.2 Heat Sources 9
2.2.3 Commercial Application 11
2.3 Metal Inert Gas (MIG) Heat Source and Process 13
2.3.1 Filler Wire and Voltage Applied 14
2.3.2 Metal Transfer in MIG Welding 16
2.3.3 Voltage-Current Characteristics 18
2.4 Stainless Steel Material 20
2.4.1 Composition 21
2.4.2 Deposition Process 23
2.4.3 Microstructural Properties 25
2.4.3.1 Solidification Mode 25
2.4.4 Microhardness Testing 26
2.5 Summary 27
3. METHODOLOGY 30
3.1 Introduction 30
3.2 Design of Experiment 32

vii
3.2.1 Research Flow 32
3.3 Material 32
3.4 Direct Metal Deposition Process 33
3.4.1 Equipment Set Up 34
3.4.2 Deposition Parameter 34
3.5 Metallographic Techniques and Sample Preparations 35
3.6 Microscopical Technique 37
3.7 Microhardness Testing 38
3.8 Statistical Analysis (Response Surface Methodology) 40
3.8.1 Variable Machining Parameter 40
3.8.2 Response Variable 40
3.8.3 Design of Experiment Matrix 41
4. DESIGN OF EXPERIMENT 42
4.1 Introduction 42
4.2 Design of Experiment 42
4.2.1 Design Factor 43
4.2.2 Relationship between Independent Variables and Response Variable 44
4.2.3 Variables Criteria 47
4.2.4 Optimization of Variables 49
viii
5. MICROSTRUCTURAL DEVELOPMENT AND MICROHARDNESS
VARIATIONS 51
5.1 Introduction 51
5.2 Microstructural Development 51
5.2.1 Heat Affected Zone 53
5.2.2 Fusion Zone 54
5.3 Microhardness Variations 55
5.3.1 Microhardness Variation at Different Layer of As-deposited 56
5.3.2 Microhardness Variation at Different Spot of As-deposited 57
6. CONCLUSION AND FUTURE WORKS 58
6.1 Introduction 58
6.2 Summary of Research 58
6.3 Research Findings 59
6.4 Future Works 59
6.5 Conclusion 60
REFERENCES 61
APPENDICES 63
A Appendix A 64
B Appendix B 69
C Appendix C 72

ix
D Appendix D 76
E Appendix E 80

x
LIST OF TABLES
2.1 Wire-fed process upper limits at different laser powers 8
2.2 ER308L filler wire chemical composition 14
2.3 Chemical composition of the 304L stainless steel in wt% 21
2.4 Solidification types and microstructure 26
3.1 Nominal composition of stainless steel wire (ER308L) and
substrate (AISI 304L) 33
3.2 The deposition conditions of DMD for plate thickness 5mm 35
3.3 Parameter and its limit 40
3.4 Design of Experiment Matrix 41
4.1 Design Factor 43
5.1 Solidification type, reactions, and resultant microstructure 54
5.2 Microhardness variation at different layer of as-deposited stainless steel 56

xi
LIST OF FIGURES
1.1 High Power Diode Laser (HPDL) System 2
2.1 High Power Diode Laser (HPDL) System 7
2.2 Gas Metal Arc Welding (GMAW) Setup for DMD Process 10
2.3 Jet Turbine Blade by DMD Process 12
2.4 MIG welding for overall process and welding
area enlarged 14
2.5 Typical turbulence of arc shielding at arc voltage = 24V 15
2.6 Typical turbulence of arc shielding at arc voltage = 20 ± IV 15
2.7 The effect on arc pressure at arc voltage = 24 ± 1V and 20 ± 1V 16
2.8 Free-flight metal transfer 17
2.9 Voltage vs current relationship 18
2.10 Penetration vs arc voltage for different welding 20
2.11 Metallographic views of microstructure at interface of base
Metal and fusion zone 23
2.12 Schematic of LENS process 25
2.13 Rockwell hardness test diagram 27

xii
3.1 The flow chart of experimental research 31
3.2 Filler wire used in this experimental research 32
3.3 Gas Metal Arc Welding (GMAW) Setup for DMD Process 34
3.4 Bend Saw Cutting Machine 36
3.5 Optical Microscope 37
3.6 Grinder machine 38
3.7 Polisher machine 38
3.8 Rockwell hardness test diagram 39
3.9 Comparison between common hardness scales 39
4.1 Variable criteria for current 47
4.2 Variable criteria for travel speed 47
4.3 Variable criteria for arc voltage 48
4.4 Variable criteria for microhardness 48
4.5 Constraints and solution for DOE 49
5.1 As-deposited area and HAZ microstructure for optimal set of parameters 53
5.2 Relationship of solidification type to the pseudobinary phase diagram 53
5.3 Ferrite along the austenitic grain boundaries in the HAZ 54
5.4 The fusion zone type FA that occurs at as-deposited stainless steel 55
5.5 Microhardness variation at different spot of as-deposited stainless steel 57

xiii
LIST OF GRAPHS
4.1 Relationship between current and microhardness 44
4.2 Relationship between travel speed and microhardness 45
4.3 Relationship between arc voltage and microhardness 46
4.4 Relationship between optimal parameters and microhardness 50

xiv
LIST OF ABBREVIATIONS
CAD - Computer-Aided Design
CRES - Corrosion-Resistant Steel
DMD - Direct Metal Deposition
GMA - Gas Metal Arc
GMAW - Gas Metal Arc Welding
GTA - Gas Tungsten Arc
GTAW - Gas Tungsten Arc Welding
HAZ - Heat Affected Zone
LENS - Laser Engineered Net Shaping
MIG - Metal Inert Gas
RSM - Response Surface Methodology
SEM - Scanning Surface Microscopy
TIG - Tungsten Inert Gas
AISI - American Iron Standard Institute
AWS - American Welding Society
ASTM - American Society for Testing and Materials
DOE - Design of experiment

1
CHAPTER 1
INTRODUCTION
1.1 Introduction
Direct Metal Deposition (DMD) refers to an additive layered manufacturing
technology for building components from a Computer-Aided Design (CAD) model.
These processes have been proven feasible for fabricating components from nearly
any metal system to near-net shape accuracy with mechanical properties approaching
and in some cases exceeding the properties found in conventionally processed
wrought structures. Single step processing by DMD technique produce cost savings
realized by elimination of conventional multi-step thermo-mechanical processing.
Design features such as internal cavities or over-hanging features can be made
without joined assemblies. Hard to process materials such as intermetallics,
refractory metals, and high temperature alloys can be processed in a single step.
Functionally graded compositions can be created within three-dimensional
components to vary the properties to match localized requirements due to the service
environment. One of the processes that widely used in direct metal deposition is
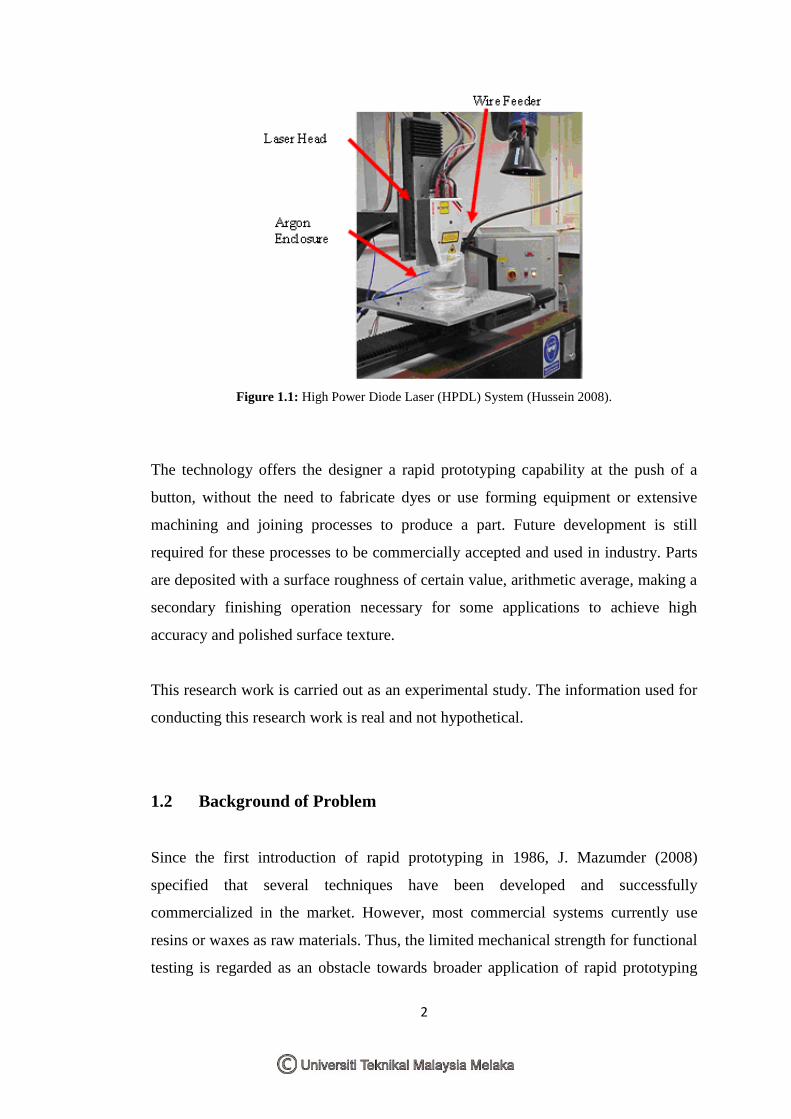
High Power Diode Laser (HPDL). Figure 1.1 shows a schematic of the
High Power Diode Laser (HPDL) system.
2
Figure 1.1: High Power Diode Laser (HPDL) System (Hussein 2008).
The technology offers the designer a rapid prototyping capability at the push of a
button, without the need to fabricate dyes or use forming equipment or extensive
machining and joining processes to produce a part. Future development is still
required for these processes to be commercially accepted and used in industry. Parts
are deposited with a surface roughness of certain value, arithmetic average, making a
secondary finishing operation necessary for some applications to achieve high
accuracy and polished surface texture.
This research work is carried out as an experimental study. The information used for
conducting this research work is real and not hypothetical.
1.2 Background of Problem
Since the first introduction of rapid prototyping in 1986, J. Mazumder (2008)
specified that several techniques have been developed and successfully
commercialized in the market. However, most commercial systems currently use
resins or waxes as raw materials. Thus, the limited mechanical strength for functional
testing is regarded as an obstacle towards broader application of rapid prototyping

3
techniques. To overcome this problem, direct metal deposition methods are being
investigated worldwide for rapid prototyping and even for rapid tooling applications.
As a contribution to this development, a fundamental study on a process combination
of wire feeding method (using Metal Inert Gas, MIG) and the use of robotic welding
technique is reported in this paper. Robotic welding enables accurate deposition of
metals. Compared to powder, the use of wire is of advantage in terms of a simple
feeding mechanism as well as a higher deposition rate (Li 2006).
The main focus of the experimental investigation is to find the basic process
characteristics. For this purpose, basic parts were fabricated as a function of process
parameters such as current, travel speed and arc voltage. The microstructure and
hardness are then examined as a function of these process parameters. In conclusion,
the advantages and disadvantages of this process are discussed in comparison with
other direct metal fabrication techniques.
1.3 Problem Statement
Based on this study, several main points need to be focused and questions need to be
answered at the end of the study:
i. How different deposition parameters affected microstructure of stainless steel
deposited material?
ii. How different deposition parameters affected hardness variation of stainless
steel deposited material?
1.3.1 Objectives
Objectives of this study are as follows:
i. To investigate how different deposition parameters affect microstructure of
stainless steel deposited material.
ii. To investigate how different deposition parameters affect hardness variation
of stainless steel deposited material.

4
1.3.2 Importance of Study
The idea of this study is to emphasize an experimental study of Direct Metal
Deposition (DMD). Direct metal deposition is one of the latest techniques in
fabricating part. Presents a general overview of the DMD of stainless steel by using
wire feed method. The effect of different deposition parameters that affected
microstructure and hardness variation of stainless steel deposited material are
discussed. The interfaces between various techniques in direct metal deposition are
also discussed with several examples during this project. On the other hand, this
project will reveal about the importance of DMD techniques in terms of development
of rapid prototyping technology. It is also as early preparation before we adapt our
real future undertaking.
1.4 Overview of the Dissertations
Chapter 1 provide fundamental of direct metal deposition and its applications. In
addition, background of this research also reviewed in this chapter. Problem
statement and objectives of this experimental research are stated based on the task
given.
Chapter 2 presents a review of the literature about direct metal deposition including
form of materials, heat sources and its commercial application. Beside, the literature
about Metal Inert Gas (MIG) heat source and process also review in this chapter.
Background knowledge about stainless steel material is also provided in relation to
its welded, process parameter, microstructural properties and microhardness
variation. Summary of literature review is provided at the end of this chapter.
Chapter 3 describes an experimental method of this research including design of
experiment, experimental flow, equipment set up and technique used. Introduction on
some method and approach in selecting an optimize parameters for this experimental
research also stated in this report. Furthermore, this chapter provides statistical

5
analysis of direct metal deposition. The conclusion of this chapter would interpret as
research flow along this research.
Chapter 4 describes the result of the design of experiment. Interpretation on some
result and finding of this research also stated in this chapter. Furthermore, this
chapter provides statistical analysis of the design of experiment. The main
parameters of the process are current, voltage and travel speed. These parameters are
not independent. The current and voltage, for example, are correlated by the arc
characteristic curves.
Chapter 5 describes a microstructural development and microhardness variations of
as-deposited stainless steel using wire feed method. Introduction on some method
and approach in determining microstructural development and microhardness
variations of as-deposited also stated in this report. Furthermore, this chapter
provides interpretation of experiment result and its discussion.
Chapter 6 describes a conclusion of this research including interpretation of overall
research flow. The overall research objectives, scope, findings and discussions also
conclude in this chapter. Finally, this chapter provides recommendation of future
works.
1.5 Activity Planning
The used of Gantt chart is an effective tool for planning and scheduling operations
involving a minimum of dependencies and interrelationships in this experimental
research. On the other hand, the charts are easy to construct and understand, even
though they may contain a great amount of information. In general, the charts are
easily maintained provided the task requirements are somewhat static. Updating of a
Gantt chart will reveal difficulties encountered in the conduct of this experimental
project. Gantt chart of this experimental research is provided in Appendix A.
6
CHAPTER 2
LITERATURE REVIEW
2.1 Introduction
This chapter presents a review of the literature about direct metal deposition
including form of materials, heat sources and its commercial application. Beside, the
literature about metal inert gas (MIG) heat source and process also review in this
chapter. Background knowledge about stainless steel material is also provided in
relation to its process parameter, microstructural properties and microhardness
variation. Summary of literature review is provided at the end of this chapter.
2.2 Direct Metal Deposition Process
Direct metal deposition (DMD) refers to the additive layered manufacturing
technology for building components from a computer-aided design (CAD) model.
These processes have been proven feasible for fabricating components from nearly
any metal system to near-net shape accuracy with mechanical properties approaching
and in some cases exceeding the properties found in conventionally processed
wrought structures. Mazumder, (2008) specified that single step processing by DMD
technique produce cost savings realized by elimination of conventional multi-step
thermo-mechanical processing. Design features such as internal cavities or over-
hanging features can be made without joined assemblies. Hard to process materials
such as intermetallics, refractory metals, and high temperature alloys can be
processed in a single step. Functionally graded compositions can be created within


















