UNIVERSIDAD TECNOLÓGICA...
196
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL FACULTAD DE CIENCIAS DE LA INGENIERÍA CARRERA DE INGENIERÍA MECATRÓNICA DISEÑO E IMPLEMENTACIÓN DE UNA EMBOLSADORA Y SELLADORA AUTOMÁTICA DE ABONO CHAMPIÑÓN, APLICADA EN LA EMPRESA “VIVERO CHRISTIAN”. TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO (A) MECATRÓNICO DIANA ALEXANDRA LAMIÑA ANAGUANO DIRECTOR: ING. LUIS HIDALGO Quito, febrero 2014
Transcript of UNIVERSIDAD TECNOLÓGICA...
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERÍA MECATRÓNICA
DISEÑO E IMPLEMENTACIÓN DE UNA EMBOLSADORA Y
SELLADORA AUTOMÁTICA DE ABONO CHAMPIÑÓN, APLICADA EN LA EMPRESA “VIVERO CHRISTIAN”.
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO (A) MECATRÓNICO
DIANA ALEXANDRA LAMIÑA ANAGUANO
DIRECTOR: ING. LUIS HIDALGO
Quito, febrero 2014

© Universidad Tecnológica Equinoccial. 2013
Reservados todos los derechos de reproducción
DECLARACIÓN
Yo DIANA ALEXANDRA LAMIÑA ANAGUANO, declaro que el trabajo aquí
descrito es de mi autoría; que no ha sido previamente presentado para
ningún grado o calificación profesional; y, que he consultado las referencias
bibliográficas que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de
Propiedad Intelectual, por su Reglamento y por la normativa institucional
vigente.
_________________________
DIANA ALEXANDRA LAMIÑA ANAGUANO C.I. 172016286-4

CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “Diseño e
implementación de una embolsadora y selladora automática de abono
champiñón, aplicada en la empresa Vivero CHRISTIAN”, que, para aspirar
al título de Ingeniera en Mecatrónica fue desarrollado por Diana Lamiña Anaguano, bajo mi dirección y supervisión, en la Facultad de Ciencias de
la Ingeniería; y cumple con las condiciones requeridas por el reglamento
de Trabajos de Titulación artículos 18 y 25.
___________________
Ing. LUIS HIDALGO
DIRECTOR DEL TRABAJO C.I. 170772143-5
DEDICATORIA
A dios y a la Virgen María, por acompañarme y guiarme a lo largo de mi
vida, por ser mi fortaleza en los momentos de debilidad y por brindarme una
vida llena de aprendizajes, experiencias y sobretodo salud y felicidad.
A mis padres, que con su esfuerzo, sacrificio y trabajo fueron el motor
fundamental para ser posible el logro de esta meta.
A mis hermanos, que me dieron las pautas para poder desarrollarme en mi
vida personal.
A mis sobrinos, que con sus sonrisas aliviaron el cansancio y molestias que
surgieron en diversas situaciones.
A mis amigos y amigas, que estuvieron en las buenas y en las malas,
demostrando para mí, la fuerza y la confianza cuando más lo necesitaba.
AGRADECIMIENTOS
A Dios, por darme salud, fortaleza y sabiduría para cumplir una de las metas planteadas en mi vida. A mis padres, por su apoyo incondicional y consejos oportunos en todo el desarrollo de mi vida personal y profesional. Al Ingeniero Luis Hidalgo por el conocimiento, guía, dedicación, paciencia y ayuda, brindados en cada uno de los pasos de la realización de este proyecto. A mis profesores/as que marcaron mi vida profesional con los conocimientos y experiencias brindados, e hicieron que mi elección de carrera y mi espíritu de estudiante se vea formado.
1
ÍNDICE DE CONTENIDOS
RESUMEN………………………………………………………………………….xi
ABSTRACT………………………………………………………………..…..…...xii
1. INTRODUCCIÓN .................................................................................... 1
2. MARCO DE REFERENCIA ..................................................................... 6
2.1 MARCO TEÓRICO ........................................................................... 6
2.1.1 MANEJO DE MATERIALES ....................................................... 6
2.1.1.1 Importancia del manejo de materiales .................................... 6
2.1.2 SISTEMAS DE DOSIFICACIÓN ................................................ 7
2.1.1.2 Dosificadores Volumétricos ..................................................... 9
2.1.2.2 Dosificadores Gravimétricos ................................................. 12
2.1.3 SELLADORAS ......................................................................... 14
2.1.4.1 Técnicas de sellado plástico ................................................. 15
2.1.5 TRANSPORTADORES DE MATERIAL ................................... 18
2.1.5.1 Tipos de transportadores de material ................................... 19
2.1.6 PLC (PROGRAMMABLE LOGIC CONTROLLORES) .............. 22
2.1.6.1 Clasificación del PLC ............................................................ 24
2.1.6.2 Estructura del PLC ................................................................ 25
2.1.6.3 Interfaz de comunicación ...................................................... 28
2.1.6.4 Lenguajes de programación del PLC .................................... 29
2.1.7 MOTORES ELÉCTRICOS ....................................................... 30
2.1.7.1 Motores Monofásicos ............................................................ 32
2.1.8 REDUCTORES DE VELOCIDAD ............................................. 32
2.1.8.1 Factor de servicio .................................................................. 33
2.1.8.2 Selección de un reductor de velocidad ................................. 34
2.1.8.3 Clasificación de reductores de velocidad .............................. 36
2.1.9 ACTUADORES NEUMÁTICOS................................................ 38
2.1.9.1 Clasificación de actuadores neumáticos ............................... 39
2.1.9.2 Cálculo de cilindros neumáticos ............................................ 42
2.1.9.3 Elementos básicos de un sistema neumático. ...................... 42
2.1.9.4 Elementos de regulación y control ........................................ 44
2
2.1.9.5 Elementos de transporte ....................................................... 46
2.1.10 TRANSDUCTORES Y SENSORES ......................................... 47
2.1.10.1 Switches ............................................................................ 48
2.1.10.2 Luces indicadoras .............................................................. 49
2.1.10.3 Celda de carga .................................................................. 49
2.1.10.4 Sensor de presencia .......................................................... 50
2.1.11 ALTERNATIVAS DE MATERIALES PARA LA DOSIFICADORA-
EMBOLSADORA ................................................................................... 51
2.1.11.1 Acero galvanizado ............................................................. 51
2.1.11.2 Acero común (A-36) ........................................................... 52
2.1.11.3 Acero Chronit ..................................................................... 52
3. METODOLOGÍA .................................................................................... 53
3.1 METODOLOGÍA MECATRÓNICA .................................................. 53
3.2 ANÁLISIS DEL REQUERIMIENTOS DEL PROYECTO ................. 55
3.2.1 MÉTODO DE SELECCIÓN DE DOSIFICADORES Y
EMBOLSADO ........................................................................................ 55
3.2.1.1 Dosificadores con dispositivos de compuertas ..................... 57
3.2.2 TRANSPORTE DE BOLSAS DE ABONO. ............................... 58
3.2.3 MATERIALES PARA LA CONSTRUCCIÓN ............................ 59
3.2.4 ACTUADORES ........................................................................ 59
3.2.4.1 Motorreductor ........................................................................ 59
3.2.4.2 Luces Indicadoras ................................................................. 61
3.2.4.3 Protecciones ......................................................................... 62
3.2.5 SISTEMAS DE CONTROL ....................................................... 64
3.2.5.1 Pulsadores ............................................................................ 64
3.2.5.2 Celda de Carga ..................................................................... 65
3.2.5.3 Dispositivo de transformación de señal................................. 67
3.2.5.4 Placa de Relés ...................................................................... 69
3.2.5.5 Sensor de presencia ............................................................. 71
3.2.6 MÓDULO LOGICO DE CONTROL PROGRAMABLE (LOGO) 72
3.2.7 LOGO! Soft Comfort V7.0 ........................................................ 74
3.2.8 SELLADOR .............................................................................. 75

3
3.2.8.1 Características del sellador ................................................... 77
3.2.9 SISTEMA NEUMÁTICO ........................................................... 77
3.2.9.1 Cilindros Neumáticos ............................................................ 77
3.2.9.2 Electroválvulas ...................................................................... 80
3.2.9.3 Unidad de mantenimiento ..................................................... 82
3.2.9.4 Cañerías ............................................................................... 83
3.2.9.5 Compresor ............................................................................ 84
3.2.10 CÁLCULOS .............................................................................. 85
3.2.10.1 Diseño de la tolva .............................................................. 85
3.2.10.2 Diseño del soporte de la tolva............................................ 91
3.2.10.3 Diseño de las columnas ..................................................... 96
3.2.10.4 Diseño de la dosificadora................................................. 100
3.2.10.5 Selección de la celda de carga ........................................ 101
3.2.10.6 Selección del motorreductor ............................................ 102
3.2.10.7 Selección de la polea ....................................................... 104
3.2.10.8 Selección de cilindros neumáticos. .................................. 105
4. ANALISIS DE RESULTADOS ............................................................. 108
4.1 DISEÑO DEL SISTEMA ............................................................... 108
4.1.1 ARQUITECTURA ................................................................... 108
4.1.1.1 Sistema de alimentación y dosificación............................... 108
4.1.1.2 Soporte de la tolva de alimentación. ................................... 109
4.1.1.3 Sistema de sellado .............................................................. 110
4.1.1.4 Elementos de accionamiento en el sistema de dosificación y
sellado.. ............................................................................................ 111
4.1.1.5 Gabinete ............................................................................. 113
4.1.1.6 Sistema Completo ............................................................... 117
4.1.2 DISEÑO ELECTRONICO ....................................................... 118
4.1.3 DISEÑO NEUMÁTICO ........................................................... 121
4.1.4 DIAGRAMA DE FLUJO DEL PROGRAMA ............................ 122
4.1.5 SIMULACIÓN DEL SISTEMA DE EMBOLSADO Y
SELLADO….. ...................................................................................... 124
4.2 CONSTRUCCIÓN DEL SISTEMA ................................................ 129
4
4.2.1 CIRCUITO DE RELÉS ........................................................... 135
4.3 IMPLEMENTACIÓN DEL SISTEMA ............................................. 136
4.3.1 IMPLEMENTACIÓN DE COMPONENTES MECÁNICOS ..... 136
4.3.2 IMPLEMENTACIÓN DE COMPONENTES ELÉCTRICOS .... 138
4.3.3 IMPLEMENTACIÓN DE COMPONENTES NEUMÁTICOS ... 142
4.3.4 FORMALIDAD DE PRUEBAS ................................................ 145
4.3.4.1 Montaje ............................................................................... 146
4.3.4.2 Dosificación ......................................................................... 146
4.3.4.3 Llenado de bolsas de abono ............................................... 147
4.3.4.4 Sellado de bolsas de abono ................................................ 147
4.3.4.5 Almacenamiento ................................................................. 147
4.3.5 TABLAS DE PRODUCCIÓN .................................................. 148
4.3.6 CUADRO DE COSTOS .......................................................... 153
5. CONCLUSIONES Y RECOMENDACIONES ...................................... 156
5.1 CONCLUSIONES ......................................................................... 156
5.2 RECOMENDACIONES ................................................................. 158
GLOSARIO…………………………………………...………………………….159
BIBLIOGRAFÍA…………………………………………………………………..160

5
ÍNDICE DE TABLAS
Tabla 1. Lenguajes de programación de PLC ............................................. 30
Tabla 2. Clasificación de motores ................................................................ 32
Tabla 3. Tabla de factor de servicio ............................................................. 34
Tabla 4.Factor de servicio ........................................................................... 34
Tabla 5. Importancia y alternativas primordiales ......................................... 56
Tabla 6. Calificación y el criterio para la selección ...................................... 56
Tabla 7. Elección de alternativas ................................................................. 56
Tabla 8. Dimensiones principales de la banda ............................................ 59
Tabla 9. Especificaciones de la celda de carga ZEMIC L6E3 ..................... 66
Tabla 10. Especificaciones del indicador FM18........................................... 69
Tabla 11. Características técnicas del sellador ........................................... 77
Tabla 12. Características técnicas de los cilindros neumáticos doble efecto.
..................................................................................................................... 79
Tabla 13. Características técnicas de los cilindros Marca Chelic ................ 82
Tabla 14. Características técnicas de la unidad de mantenimiento ............. 83
Tabla 15. Descripción del tubo de PU ......................................................... 83
Tabla 16. Características técnicas del compresor ....................................... 84
Tabla 17. Variables y costos de la producción de manera artesanal ......... 148
Tabla 18. Variables y costos de la producción por control ........................ 149
Tabla 19. Comparación de los procesos ................................................... 150
Tabla 20. Costo de producción de cada bolsa .......................................... 151
Tabla 21. Materiales electrónicos .............................................................. 153
Tabla 22. Materiales Neumáticos .............................................................. 154
Tabla 23. Elementos mecánicos ................................................................ 154
Tabla 24. Gastos Varios ............................................................................ 155

6
ÍNDICE DE FIGURAS Figura 1. Bolsas plásticas y sogas para el atado ........................................... 4
Figura 2: Dosificadora Volumétrica ................................................................ 9
Figura 4. Secuencia de funcionamiento de un dosificador volumétrico ........ 11
Figura 5.Dosificadora a tornillo sin fin .......................................................... 11
Figura 6. Dosificadora con compuerta rotativa ............................................. 12
Figura 7. Dosificador de correa transportadora con balanza ....................... 13
Figura 8. Dosificadores gravimétricos por pérdida de peso ......................... 14
Figura 9. Sellado térmico. ............................................................................ 16
Figura 10. Sellado Ultrasónico ..................................................................... 17
Figura 11. Clasificación de las máquinas de transporte ............................... 20
Figura 12. Transportador de tornillo o de rosca ........................................... 21
Figura 13. Transportadores de banda .......................................................... 22
Figura 14. Controlador lógico programable (PLC) ........................................ 22
Figura 15. Estructura básica de un PLC ...................................................... 26
Figura 16.Indicadores y Selección del modo de operación .......................... 26
Figura 17.Partes de un motor....................................................................... 31
Figura 18.Acoplamiento motor con reductor ................................................ 35
Figura 19.Motorreductor sin fin-corona (BKB, 2010) .................................... 36
Figura 20.Motorreductor con ejes coaxiales ................................................ 37
Figura 21.Motorreductor con ejes ortogonales ............................................. 37
Figura 22.Motorreductor con ejes paralelos ................................................. 38
Figura 23. Control de un cilindro de simple efecto ....................................... 40
Figura 24. Control de un cilindro de doble efecto ......................................... 42
Figura 25.Celda de carga ............................................................................. 49
Figura 26.Sensor de presencia .................................................................... 50
Figura 27.Metodología de Diseño Mecatrónica ............................................ 54
Figura 28. Dosificador con dispositivo de compuerta ................................... 58
Figura 29. Transporte de material por banda transportadora ....................... 58
Figura 30.Motorreductor Marca AEG ........................................................... 60
Figura 31.Conexión básica de un motor al PLC ........................................... 61
Figura 32. Luces indicadoras Camsco ......................................................... 62

7
Figura 33.Fusibles y Portafusibles de 10x38 ............................................... 63
Figura 34. Pulsador simple, pulsador doble, pulsador tipo hongo ................ 64
Figura 35.Celda de carga Marca ZEMIC ...................................................... 65
Figura 36. Dimensiones y características de la celda de carga ZEMIC
L6E3 ............................................................................................................. 67
Figura 37.Indicador FM18 ............................................................................ 67
Figura 38. Placa de 4- channel Relay Module FM-18 .................................. 70
Figura 39. Placa de relés acoplado al indicador FM18 ................................ 71
Figura 40.Salidas del Indicador FM18 .......................................................... 71
Figura 41. Sensor de Presencia ................................................................... 72
Figura 42.LOGO! 230RC ............................................................................. 73
Figura 43. Modulo extensor de entradas y salidas ....................................... 74
Figura 44. Pantalla principal del LOGO!Soft Comfort V7.0 .......................... 75
Figura 45. Sellador de bolsas MSLL 900 ..................................................... 76
Figura 46. Cilindros neumáticos de doble efecto ......................................... 78
Figura 47. Sensores de aproximidad y reguladores de caudal .................... 78
Figura 48. Cilindro de Simple efecto ............................................................ 79
Figura 49. Accesorios de montaje de los cilindros ....................................... 79
Figura 50. Válvula solenoide 5/2 de 110VAC ............................................... 80
Figura 51. Válvula solenoide 3/2 .................................................................. 80
Figura 52. Modo de operación de electroválvulas 3/2 y 5/2
respectivamente ............................................................................................ 81
Figura 53. Unidad de mantenimiento marca Chanto .................................... 82
Figura 54. Compresor de aire. ..................................................................... 84
Figura 55. Dimensiones básicas de la tolva de alimentación. ...................... 85
Figura 56. Volumen de un octaedro ............................................................. 86
Figura 57. Volumen de una pirámide truncada ............................................ 87
Figura 58. Corte de las planchas para la tolva. ............................................ 92
Figura 59. Corte de plancha para elaboración de la dosificadora ................ 92
Figura 60.Dimensiones del dosificador en mm .......................................... 101
Figura 61. Sistema de alimentación y dosificación ..................................... 109
Figura 62. Diseño del soporte de la tolva de dosificación. ......................... 109
8
Figura 63. Banda Trasportadora y sistema de sellado ............................... 110
Figura 64. Motorreductor con polea en la banda transportadora ............... 111
Figura 65. Diseño de los cilindros neumáticos ........................................... 112
Figura 66. Celda de carga .......................................................................... 112
Figura 67. Motorreductor para la banda transportadora ............................. 113
Figura 68. Diseño del Gabinete Cerrado .................................................... 114
Figura 69. Luces indicadoras de Ø22mm. ................................................. 114
Figura 70. Pulsadores simples y dobles. .................................................... 115
Figura 71. Diseño del gabinete abierto ...................................................... 115
Figura 72. Portafusibles de 10x38 .............................................................. 116
Figura 73. Logo! Siemens 230 RC ............................................................. 116
Figura 74. Módulo de expansión de entradas y salidas ............................. 117
Figura 75. Diseño del sistema de embolsado y sellado ............................. 117
Figura 76. Resistencia eléctrica ................................................................. 118
Figura 77.Capacitores ................................................................................ 118
Figura 78.LM358 ........................................................................................ 119
Figura 79.Transistor 2N3904...................................................................... 119
Figura 80.Diodo rectificador 1N4001 .......................................................... 120
Figura 81.Relé de 5 pines .......................................................................... 120
Figura 82.Pista de la placa de relés. .......................................................... 121
Figura 83. Conexión de los dispositivos neumáticos .................................. 122
Figura 84. Diagrama de flujo del embolsado y sellado. .............................. 123
Figura 85.Símbolo de entradas .................................................................. 124
Figura 86. Símbolo de salidas .................................................................... 125
Figura 87. Símbolo de AND ....................................................................... 125
Figura 88. Símbolo de OR ......................................................................... 125
Figura 89. Símbolo de NOT ....................................................................... 126
Figura 90. Símbolo de retardo a la conexión ............................................. 126
Figura 91. Símbolo de retardo a la desconexión ........................................ 126
Figura 92. Símbolo del relé autoenclavador ............................................... 127
Figura 93. Símbolo del contador ................................................................ 127
Figura 94. Programa del embolsado en Logo!Soft Comfort ....................... 128

9
Figura 95. Programa del sellado en Logo!Soft Comfort ............................. 128
Figura 96. Gabinete cerrado ...................................................................... 129
Figura 97. Gabinete abierto........................................................................ 130
Figura 98. Diagrama de conexión de entradas y salidas en el Logo .......... 131
Figura 99. Tolva de alimentación ............................................................... 132
Figura 100. Dosificador .............................................................................. 133
Figura 101. Banda transportadora. ............................................................ 134
Figura 102. Sellador térmico ...................................................................... 135
Figura 103. Placa del circuito de relés ....................................................... 135
Figura 104. Implementación de la tolva dosificadora ................................. 137
Figura 105. Implementación de la dosificadora, celda de carga y
cilindros neumáticos ................................................................................... 137
Figura 106. Implementación de banda transportadora y selladora. ........... 138
Figura 107. Cableado para la instalación de 110v ..................................... 139
Figura 108. Conexión de toma corrientes y luces ...................................... 139
Figura 109. Conexiones al PLC ................................................................. 140
Figura 110. Conexión de 110v en las bobinas de las electroválvulas ........ 140
Figura 111. Conexión de los sensores de presencia ................................. 141
Figura 112. Conexión de la celda carga ..................................................... 141
Figura 113. Conexión de la placa de relés ................................................. 141
Figura 114. Conexión de una nueva línea de aire...................................... 142
Figura 115. Recorrido de la línea de aire del sistema ................................ 143
Figura 116. Conexión de aire en la unidad de mantenimiento y
electroválvulas en el gabinete ..................................................................... 143
Figura 117. Conexión de aire a los cilindros neumáticos ........................... 144
Figura 118. Sistema completo de embolsado y sellado de abono
champiñón .................................................................................................. 145
10
INDICE DE ANEXOS
ANEXO 1 Tabla de los perfiles estructurales de IPAC
163
ANEXO 2 Características de planchas
164
ANEXO 3 165
Propiedades de áreas
ANEXO 4 166
Cuadro de las propiedades comunes a todos los aceros al carbón y aleados
ANEXO 5 167
Tabla de las propiedades de los aceros estructurales
ANEXO 6 168
Diagramas y fórmulas de deflexión para vigas estáticamente indeterminadas
ANEXO 7 169
Manual de operación
11
RESUMEN
Las empresas que se dedicaban a la comercialización de abonos orgánicos,
tradicionalmente realizaban el pesado, embolsado y sellado del abono
champiñón de manera artesanal, con gran desperdicio de material,
diferencias significativas en las cantidades embolsadas, excesivo tiempo y
uso continuo de mano de obra en condiciones de trabajo repetitivo con
posibilidad de afectación a la columna vertebral y problemas respiratorios, lo
cual redundaba en un alto costo de comercialización. La presente
investigación buscaba estudiarla manera de mejorar el proceso de pesado,
embolsado y sellado de las bolsas de abono orgánico mediante su
automatización, minimizando el tiempo y el riesgo de posibles afectaciones a
la salud de los operarios, proveyendo las cantidades de producto requerida
con la mayor exactitud y el menor desperdicio posible. Por lo tanto, la
presente tesis tenía como objetivo encontrar el mejor y más económico
método de pesado, por lo que se seleccionó la celda de carga por viga, la
dosificación por compuertas neumáticas y el sellado térmico por golpe. Cada
subproceso fue controlado por medio de un Controlador Lógico Programable
(PLC). Posteriormente se realizaron pruebas de campo, para seleccionar un
sistema económico, conveniente y que cumplirá las necesidades de la
empresa, con lo cual se procedió a detallar la metodología, en la que incluye
el análisis de los requerimientos del sistema y construcción. Una vez
finalizado con los requerimientos del sistema se empezó con el diseño,
cálculos y construcción de cada uno de los componentes eléctricos,
electrónicos, mecánicos y neumáticos. Consecutivamente se lleva a cabo la
instalación de los elementos que conforman el sistema y de esta manera se
pudo realizar un protocolo de pruebas con el fin de verificar y afirmar los
resultados esperados. Finalmente las conclusiones consintieron atestiguar
los objetivos planteados al inicio de la investigación y las recomendaciones
permitieron a los beneficiados tener un control para el manejo y
mantenimiento del equipo con la finalidad de que el mismo presente un nivel
de vida y durabilidad extenso.

12
ABSTRACT
Companies engaged in the marketing of organic manure, traditionally
performed heavy, bagging and sealing mushroom compost traditional way,
with great waste of material, significant differences in bagged quantities over
time and continued use of labor repetitive work conditions with possible
involvement of the spine and respiratory problems, which it was in a high cost
of marketing. This research was aimed to study how to improve the weighing
process, bagging and sealing bags of organic fertilizer through automation,
minimizing the time and the risk of possible effects on the health of workers,
providing the quantities of product required to greater accuracy and minimal
waste. Therefore, this thesis aimed to find the best and most economical
method of heavy, so the beam load cell, the dosage pneumatic dampers and
heat sealing blow was selected. Each thread was controlled by means of a
Programmable Logic Controller (PLC). Later field tests were conducted to
select an economical, convenient system that will meet the needs of the
company, which he proceeded to detail the methodology, which includes
analysis of system requirements and construction. Once completed the
system requirements started with the design, calculation and construction of
each of the electrical, electronic, mechanical and pneumatic components.
Consecutively performed the installation of the elements that make up the
system and could thus make a testing protocol in order to verify and affirm
the expected results. Finally, conclusions consented witness the objectives at
the beginning of the investigation and the recommendations allowed the
beneficiaries to have a control for the management and maintenance of
equipment in order to present the same level of life and extensive durability.
1
1. INTRODUCCIÓN
1
En la actualidad los grandes avances tecnológicos han permitido a las
diferentes industrias, llevar a cabo diversos procesos de producción
automáticos que dan como resultado productos de calidad a bajo costo.
La carrera de Ingeniería en Mecatrónica de la Universidad Tecnológica
Equinoccial, está empeñada en dar solución a los problemas presentes en la
industria nacional, para lo cual estudia la posibilidad de automatizar los
procesos que resultan repetitivos, tediosos y con alto riesgo para la salud de
los obreros y operarios y que son poco eficientes, mermando la calidad del
producto o servicio suministrado. Para lo cual, se busca integrar a la
maquinaria o procesos existentes, el uso de nuevos mecanismos, máquinas
o procesos controlados mediante microprocesadores, actuadores eléctricos
y mecánicos y la sensórica de última tecnología.
La empresa “Vivero Christian” se originó con la idea de la comercialización
de plantas ornamentales en el distrito metropolitano hace poco más de 25
años, en esa época debido a la falta de competencia y de producción en
masa, la empresa logró éxito a pesar de vender plantas en pocas
cantidades pero a precio altos. Gracias a esto la empresa pudo crecer y
establecer una matriz en la Parroquia de Nayón.
La comercialización de plantas ornamentales se iba haciendo cada vez más
popular, la competencia y la producción aumentaron a niveles inesperados,
por lo cual los precios se abarataron y las técnicas de ventas se vieron
forzadas a mejorar e incluso la forma de abastecimiento de materias primas
tomaron otro rumbo, por lo cual no solo tuvieron que ser comercializadores
sino también productores y abastecedores de insumos y abonos orgánicos
para la conservación y mantenimiento de las plantas. Debido a que es una
empresa familiar, desde sus orígenes tomaron una forma de administración
tradicional, sin darse cuenta que el mundo siguió avanzado y la forma de
manejar el negocio también, es por esto que, se vio a la inversión en
tecnología como un gasto innecesario.

2
La empresa Vivero Christian no contaba con ningún proceso tecnológico y
solo utiliza la mano de obra para todos sus procesos, no obstante de ser una
de las principales abastecedoras de abono champiñón del mercado.
El envase de las bolsas con abono champiñón, inicia con la compra de la
materia prima (abono champiñón preparado desde la empresa Gϋipi). El
siguiente paso era el embolsado que se realizaba con la intervención de dos
operarios, expuestos la mayor parte del tiempo a las condiciones climáticas
imperantes, que impedían su mejor desempeño laboral, y que en muchas
ocasiones afectaba su salud con problemas respiratorios e irritación ocular, a
la par de quemaduras solares en la piel.
Una vez terminado el embolsado, los operarios trasladaban las bolsas a la
zona de atado, lo cual provocaba fuertes dolores musculares en el área de la
columna vertebral. Otro problema que se presentaba al momento de atar
cada bolsa, era cortes de la piel de las manos al manejar la piola o cabuya.
Aunado a los problemas referentes a la salud de los operarios, se sumaba la
ineficiencia del proceso de embolsado, debido a que a más de tareas
repetitivas, presencia de fatiga y estrés de los operarios, la mayoría de las
bolsas no contenían el peso establecido, se daban retrasos y un elevado
tiempo en el proceso, desperdicio del abono y en muchas ocasiones
molestias de los clientes por el derroche de abono al interior de sus
vehículos, causado por el deficiente atado de las bolsas.
Por lo anteriormente expuesto, se considera que el mejoramiento en el
proceso de embolsado por dosificación, y un sistema de sellado técnico de
las bolsas, ayudaría a corregir y mejorar los procedimientos a la par de dar
solución a los problemas de salud y bienestar de los operarios e incluso con
la posibilidad de mejorar el rendimiento y calidad del producto, y por ende, la
satisfacción del cliente. El sistema buscará evitar y erradicar las tareas
repetitivas y los problemas de salud inherentes como; cansancio, irritación
ocular, dolores musculares, quemaduras solares, y disminución del estrés
laboral.
3
Por tanto, el proyecto de titulación buscará dar respuesta satisfactoria a los
problemas que se han encontrado en el proceso de pesado, embolsado y
sellado de abono champiñón, para lo cual se plantea la siguiente hipótesis:
Será posible mediante el proceso de embolsado con dosificación y sellado
técnico automático del abono champiñón, el control de desperdicio de
materia prima, la disminución de costos y tiempo del proceso, y la mejora en
la presentación y el sellado del producto.
OBJETIVO
Diseñar e implementar un sistema económico de embolsado y sellado
automático de abono champiñón, para la empresa “VIVERO CHRISTIAN”.
OBJETIVOS ESPECÍFICOS
• Identificar la solución apropiada para el embolsado y sellado del
abono champiñón, que permita cumplir con los requerimientos de
exactitud y tiempo de la empresa.
• Diseñar el sistema de embolsado y sellado, mecánico, eléctrico,
electrónico, de control y la interface con el operario, acorde a la
opción seleccionada.
• Diseñar e implementar protocolos de pruebas y obtener resultados
que permitan verificar el correcto embolsado y sellado del producto,
en las cantidades especificadas y con la debida integridad de la
costura que impida pérdidas del abono y que se realice de manera
eficaz y rápida dentro de los lapsos de tiempos establecidos.
Una vez que se ha definido el objetivo del presente proyecto de
investigación, es necesario definir los parámetros y requisitos del sistema,
que permitan delimitar el alcance de cada uno de los objetivos específicos
propuestos, por lo tanto, se presentan los siguientes:
• La empresa cuenta con bolsas plásticas de polietileno de baja
densidad, sus medidas son: altura 78cm, ancho 40cm, capacidad de
40 kg de peso neto, el peso de cada bolsa es de 0.23lb. Para el atado

4
de las bolsas se utiliza soga delgada tal como se puede apreciar en la
figura 1. Por el requerimiento de la empresa respecto al tipo de bolsas
se pretende asignar un diseño automático y económico de sellado
para bolsas plásticas, el cual evitará despilfarros.
Figura 1. Bolsas plásticas y sogas para el atado (ASONAYON, 2013)
• La empresa no cuenta con un instrumento de pesaje, la cantidad de
abono en cada bolsa está determinado por el número de palas,
siendo éste un sistema de medición que daba como resultado bolsas
de diferentes pesos (23kg a 26kg), con los antecedentes se pretende
asignar un sistema de pesaje económico, con precisión, de fácil
manejo y accesibilidad de repuestos de sus elementos en el mercado
ecuatoriano.
• El abono champiñón es un material granular, considerado como un
sólido seco y de fácil desprendimiento, se encuentra en lugares
cubiertos con el fin de evitar la humedad excesiva y provocar olores
insalubres para el ser humano. El abono es transportado a la empresa
por medio de un vehículo con capacidad de 8 m3, el material
requerido en cada bolsa es de 25 kg, con datos de la empresa 1m3
permite un promedio de 29 bolsas, por lo cual es necesario un estante
que permita la contención de material como mínimo de 2 m3. El

5
proceso de embolsado de abono champiñón no posee ninguna norma
de calidad debido a que es un producto complementario de nutrición
dirigido a la flora. El tiempo promedio del proceso de envasado de
abono champiñón es de 40 bolsas por hora. El presente proyecto
requiere un sistema de dosificación con gran capacidad y para un
material granular, por lo que se buscará un diseño factible para el
almacenamiento y el derrame del material a un dosificador,
contemplando un tiempo de producción como mínimo de dos bolsas
por minuto, de igual manera que los requerimientos anteriores es de
importancia la economía, debido a que el material no es considerado
como producto alimenticio, farmacéutico o de riesgo para la salud.
6
2. MARCO DE REFERENCIA

6
Este capítulo permitirá identificar cada una de las fuentes de referencias
necesarias con la finalidad de continuar con la realización correcta de la
investigación. Se inicia con el manejo de materiales siguiendo con la historia
del dosificador y sellado, en las que se incluirán del mismo modo la
clasificación, modelos, sus características principales y su función principal
en el mercado ecuatoriano.
2.1 MARCO TEÓRICO 2.1.1 MANEJO DE MATERIALES El manejo de materiales es un tema muy importante en el ámbito de las
industrias y sin un estudio minucioso puede llegar a ser el problema de la
producción, tomando en cuenta que no agrega valor, ni calidad al producto,
sino que al contrario la utilidad de tiempo y lugar si contribuyen en el proceso
de producción, para dar un valor real del producto terminado. El manejo de
materiales en conjunto incluye movimiento, lugar, tiempo, espacio y
cantidad.
El manejo de materiales es importante también en la seguridad de la planta
con la finalidad de prevenir accidentes ya que como se conoce los
materiales en movimiento son más peligrosos que los materiales estáticos.
1.1.1.1 Importancia del manejo de materiales
Desde el punto de vista económico, el manejo de materiales es
generalmente reconocido por representar una parte importante en el costo
de operaciones de la empresa. La mayoría de las veces el movimiento de
materiales de un lugar a otro, dentro de una planta puede resultar más caro
que el costo de fabricar cualquier producto. Se toma en cuenta también que
el manejo de materiales sino se lo realiza de manera adecuada, puede
conllevar a la elevación del valor total de producto, así como también si es
manejada de forma adecuada esta permitirá, un menor costo de producción

7
en menor tiempo con menos desperdicios y con una seguridad integral de
quienes operan dentro de la planta.
La industria que conlleve la eficiencia con este proceso es menos peligrosa y
es la mejor opcion para proteger al trabajador.
2.1.2 SISTEMAS DE DOSIFICACIÓN
“La dosificación o aplicación de sustancias se efectúa mediante los
dosificadores o dispositivos que sean capaces de liberar cantidad prefijadas
de productos en una unidad de tiempo” (Cubillo & Cerviño, 2008).
Los dosificadores pueden disponer de controles, que permitan fijar la
cantidad que se debe liberar, dentro de límites que van a caracterizar su
capacidad.
El dosificador es un equipo que por lo general forma parte integral de una
linea de producción.
La función de un dosificador es entregar o suministrar de forma ágil la
cantidad de material o insumo (sólido, líquido, granulares, resinas, fluidos,
polvos, gas) necesario para el envasado o embolsado de productos.
En pocas palabras un dosificador es un mecanismo que proporciona la
cantidad de algún material de forma exacta y automatizada con el fin de
optimizar una operación de manera que no se arroje ni se desperdicie
material ya que esto incurre en un aumento del costo del producto final.
Para la creacion de estos sistemas la mayoria de veces se recurre al pesaje,
programando el sistema para que dosifique a medida que el insumo a
suministrar alcance el peso requerido para abrir ya sean válvulas, llaves o
cualquiera sea el mecanismo para verter el producto.

8
En muchas ocasiones los dosificadores están conectados a embolsadoras o
empaquetadoras, ya que el producto final debe estar debidamente dosificado
con el peso estipulado.
Los sistemas de dosificación para el envasado de sólidos con los que se
propone trabajar en esta investigación deben ser considerados de acuerdo al
tipo de sólido y a la velocidad de embolsado, ya que en base a estos
requerimientos se seleccionará el tipo de mecanismo a usarse para dosificar.
Las partes o elementos principales que componen una dosificadora
dependen y se modifican de acuerdo al producto que se pretende envasar o
embolsar, de manera general esta puede tener servomotores, motores
eléctricos, electroimanes, cilindros neumáticos, etc.
Sobre la base de las investigaciones se indica una clasificación de estas
unidades de acuerdo con el estado que se encuentre la sustancia a dosificar:
(Industrias Ailén S.R.L. , 2009)
• De sólidos secos y sólidos en polvo
• De líquidos
• De gas
El estudio de los sistemas de dosificación es un campo muy extenso por lo
que para la regulación de nuestro producto a embolsar solo se tomará en
cuenta los sistemas de sólidos secos y sólidos en polvo.
Los dosificadores que actualmente existen y que son usados para embolsar
sólidos secos y sólidos en polvo pueden ser de dos tipos: (Industrias Ailén
S.R.L. , 2009)
• Dosificadores Volumétricos.
• Dosificadores Gravimétricos.
Estos son los dosificadores de sólidos más comunes, pero pueden existir
con el uso combinado de éstos, para dar a nuevo diseño específicamente
para un requerimiento en particular.

9
1.1.1.2 Dosificadores Volumétricos
Este tipo de dosificadores se caracterizan porque son alimentadas por tolvas
equipadas con agitadores, con el fin de asegurar una alimentación uniforme
e impedir que exista alguna aglomeración del producto. (Industrias Ailén
S.R.L. , 2009)
Estos dosificadores determinan la dosis, midiendo el volumen de material
que libera una superficie, a una velocidad constante. Los dosificadores de
este tipo comúnmente utilizados en las industrias son: (Industrias Ailén
S.R.L. , 2009)
• Dosificadores con dispositivos de compuerta
• Dosificadores de vasos telescópicos
• Dosificadores de Tornillo sinfín.
• Dosificadores de compuertas giratorias
Estos dosificadores están diseñados para productos sólidos homogéneos
tales como azúcar, garbanzos, maíz, lentejas, confites, pan rallado, arroz,
café en granos, sal, etc.
Se debe tomar en cuenta que este sistema tiene que ser comúnmente
calibrado en caso de que la masa volumétrica este sujeto a variaciones. En
la figura 2 se puede observar un tipo de dosificador volumétrico.
Figura 2: Dosificadora Volumétrica
(Industrias Ailén S.R.L. , 2009)
10
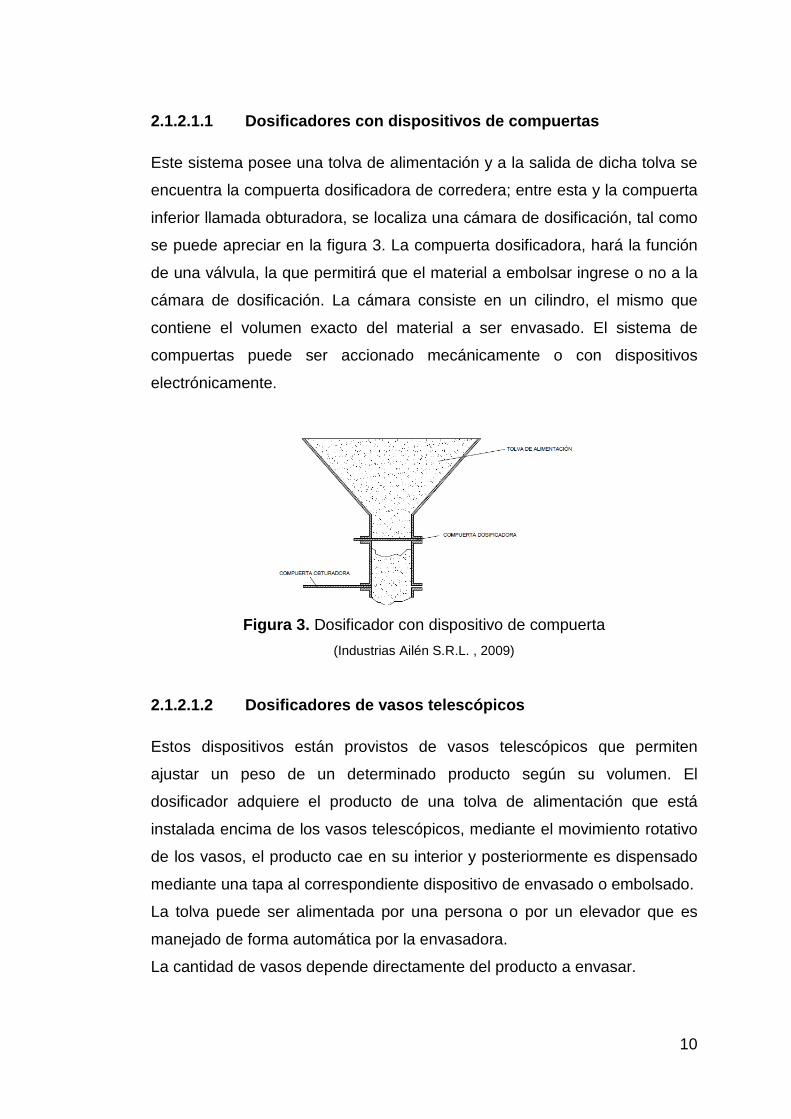
2.1.2.1.1 Dosificadores con dispositivos de compuertas Este sistema posee una tolva de alimentación y a la salida de dicha tolva se
encuentra la compuerta dosificadora de corredera; entre esta y la compuerta
inferior llamada obturadora, se localiza una cámara de dosificación, tal como
se puede apreciar en la figura 3. La compuerta dosificadora, hará la función
de una válvula, la que permitirá que el material a embolsar ingrese o no a la
cámara de dosificación. La cámara consiste en un cilindro, el mismo que
contiene el volumen exacto del material a ser envasado. El sistema de
compuertas puede ser accionado mecánicamente o con dispositivos
electrónicamente.
Figura 3. Dosificador con dispositivo de compuerta
(Industrias Ailén S.R.L. , 2009)
2.1.2.1.2 Dosificadores de vasos telescópicos Estos dispositivos están provistos de vasos telescópicos que permiten
ajustar un peso de un determinado producto según su volumen. El
dosificador adquiere el producto de una tolva de alimentación que está
instalada encima de los vasos telescópicos, mediante el movimiento rotativo
de los vasos, el producto cae en su interior y posteriormente es dispensado
mediante una tapa al correspondiente dispositivo de envasado o embolsado.
La tolva puede ser alimentada por una persona o por un elevador que es
manejado de forma automática por la envasadora.
La cantidad de vasos depende directamente del producto a envasar.
11
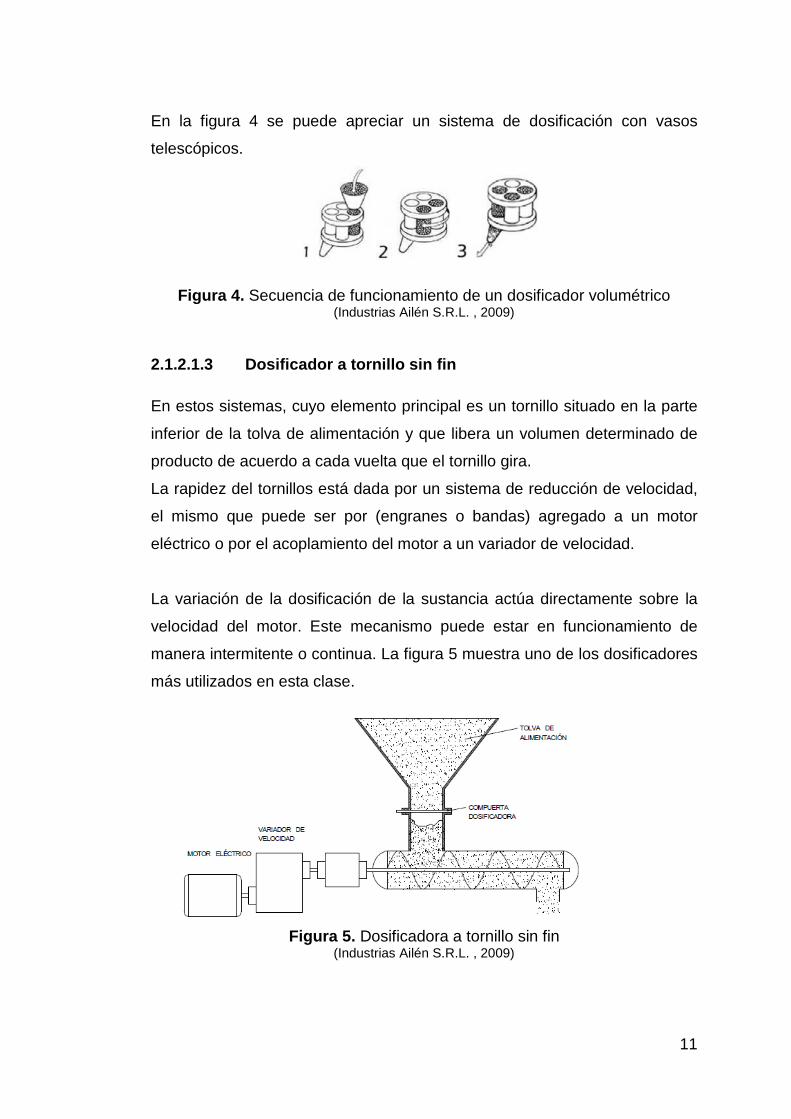
En la figura 4 se puede apreciar un sistema de dosificación con vasos
telescópicos.
Figura 4. Secuencia de funcionamiento de un dosificador volumétrico (Industrias Ailén S.R.L. , 2009)
2.1.2.1.3 Dosificador a tornillo sin fin En estos sistemas, cuyo elemento principal es un tornillo situado en la parte
inferior de la tolva de alimentación y que libera un volumen determinado de
producto de acuerdo a cada vuelta que el tornillo gira.
La rapidez del tornillos está dada por un sistema de reducción de velocidad,
el mismo que puede ser por (engranes o bandas) agregado a un motor
eléctrico o por el acoplamiento del motor a un variador de velocidad.
La variación de la dosificación de la sustancia actúa directamente sobre la
velocidad del motor. Este mecanismo puede estar en funcionamiento de
manera intermitente o continua. La figura 5 muestra uno de los dosificadores
más utilizados en esta clase.
Figura 5. Dosificadora a tornillo sin fin
(Industrias Ailén S.R.L. , 2009)

12
2.1.2.1.4 Dosificadora de compuerta rotativa Este sistema está conformado por una compuerta rotativa que constituye
el elemento principal; este dosificador es de construcción simple y
robusta, el mismo que es menos preciso que el mecanismo de tornillo sin
fin. El motor está equipado con una caja reductora que permite controlar
el movimiento de la compuerta y el despacho del producto. La figura 6
muestra el mecanismo de funcionamiento.
Figura 6. Dosificadora con compuerta rotativa
(Industrias Ailén S.R.L. , 2009)
2.1.2.2 Dosificadores Gravimétricos
En este tipo de dosificadores la cantidad de producto dosificado se mide
pesando el material, o también puede ser en base a una pérdida de peso
constante del material depositado en la tolva.
Los dosificadores gravimétricos más comunes son:
• Dosificadores de correa transportadora con balanza
• Dosificadores por pérdida de peso.
Como dato adicional se puede tener en cuenta que esta clase de
dosificadores son más precisos que los dosificadores volumétricos.

13
2.1.2.2.1 Dosificadores de correa transportadora con balanza
En la figura 7 se puede apreciar, que en este tipo de dosificadores, el
funcionamiento se basa en que el material depositado en la tolva cae en
una correa transportadora la misma que se desplaza sobre la plataforma
de una balanza, esta se debe regular para recibir el peso con la cantidad
establecida.
Cuando el peso del material sobre la correa no es igual al peso antes
prefijado, una válvula situada en la salida de la tolva modifica su abertura
con el propósito de regular la cantidad.
Este tipo de dosificador tiene otra ventaja, el rango de dosificación
también se puede modificar alterando la velocidad de la correa.
Figura 7. Dosificador de correa transportadora con balanza
(Industrias Ailén S.R.L. , 2009)
2.1.2.2.2 Dosificadores gravimétricos por pérdida de peso
Este dosificador tiene como finalidad medir la cantidad de material a
dosificar por diferencia de pesaje bien sea en un silo o tolva, el mismo
14
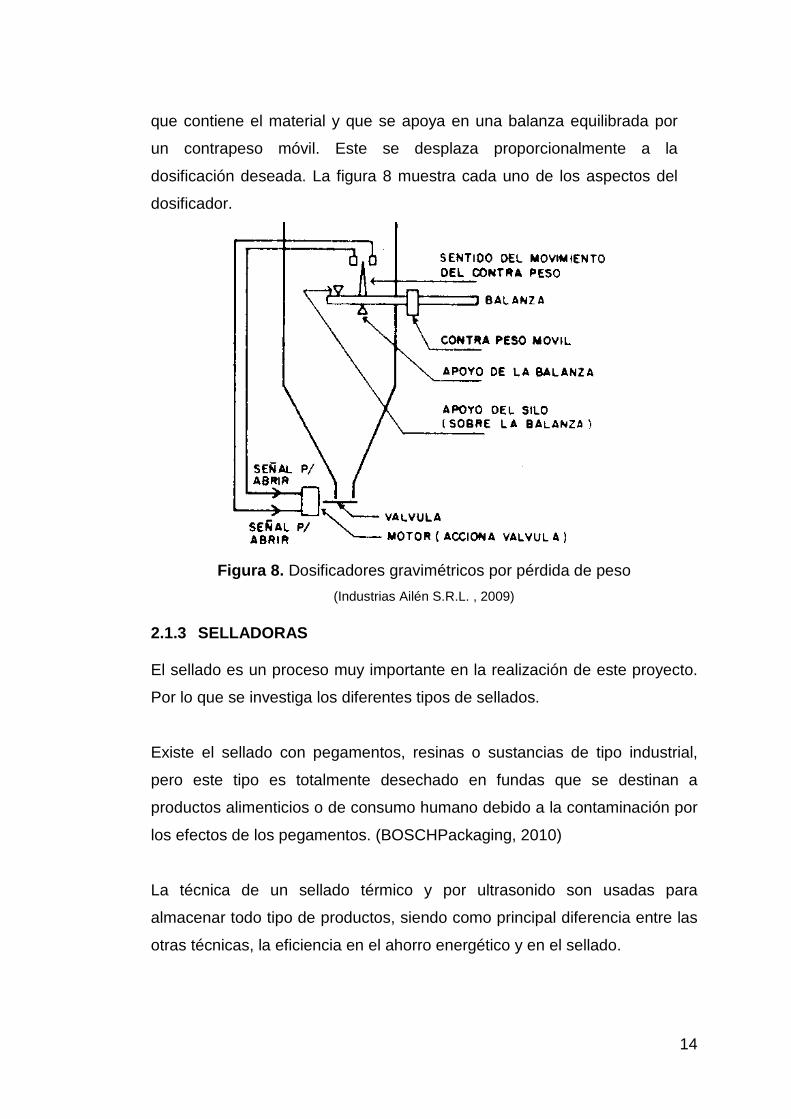
que contiene el material y que se apoya en una balanza equilibrada por
un contrapeso móvil. Este se desplaza proporcionalmente a la
dosificación deseada. La figura 8 muestra cada uno de los aspectos del
dosificador.
Figura 8. Dosificadores gravimétricos por pérdida de peso
(Industrias Ailén S.R.L. , 2009)
2.1.3 SELLADORAS El sellado es un proceso muy importante en la realización de este proyecto.
Por lo que se investiga los diferentes tipos de sellados.
Existe el sellado con pegamentos, resinas o sustancias de tipo industrial,
pero este tipo es totalmente desechado en fundas que se destinan a
productos alimenticios o de consumo humano debido a la contaminación por
los efectos de los pegamentos. (BOSCHPackaging, 2010)
La técnica de un sellado térmico y por ultrasonido son usadas para
almacenar todo tipo de productos, siendo como principal diferencia entre las
otras técnicas, la eficiencia en el ahorro energético y en el sellado.
15
Es muy importante conocer el tipo de sellado que se implementará, ya que
innovar el proceso de sellado permite aumentar la eficiencia en el ciclo de
producción, de igual manera mejora la calidad y permite monitorear el estado
de sellado, con lo que conlleva a aumentar la seguridad en el proceso,
disminuir costo y tiempo de producción y fatiga por tareas repetitivas de la
mano de obra.
2.1.3.1 Técnicas de sellado plástico
Como se detalló anteriormente existen diversas formas de sellado de
materiales de plástico de uso industrial que se utilizan dependiendo de la
aplicación, el producto que va a embolsarse y la inversión económica que
representan algunos métodos.
2.1.3.1.1 Sellado térmico
Este tipo de sellado consiste en sellar dos porciones superpuestas de un
material, mediante el uso de calor generado por niquelinas sobre barras
calientes que unen las porciones del material, como se observa en la figura
9.
Esta técnica requiere el uso permanente de alta cantidad de energía para
mantener calientes las barras de sellado mediante las niquelina.
Se puede utilizar este tipo de sellado para todo tipo de productos, ya que no
se utiliza ningún tipo de sustancia pegante o resina los cuales pueden ser
tóxicos o perjudicial para la salud.
El sellado térmico a pesar de ser poco eficiente en lo que es el uso de
energía, es el método más sencillo de realizar el sellado de materiales
plásticos, ya que no requiere el uso de equipos especiales, ni costosos, es
de fácil manejo y se pueden conseguir repuestos a bajo costo y realizar

16
mantenimientos sin inconvenientes ni involucramiento de personal
especializado.
Las principales características son:(BOSCHPackaging, 2010)
• Sencillo en implementación y manejo
• No requiere maquinaria ni controles sofisticados
• Es de bajo costo de implementación
• Es de alto consumo de energía
• No utiliza solventes ni sustancias.
• Sellado confiable y resistente.
• Requiere tiempo de precalentamiento de las niquelinas y barras.
• Permite tiempos de procesos rápidos.
Figura 9. Sellado térmico.
(BOSCHPackaging, 2010)
2.1.3.1.2 Sellado ultrasónico
“El sellado ultrasónico es una técnica innovadora, la misma que utiliza la
frecuencia de ultrasonido para unir molecularmente dos porciones de un
material entre sí” (BOSCHPackaging, 2010).
Esta técnica es totalmente amigable ya que tiene un uso muy eficiente de la
energía para el proceso de sellado.

17
Su funcionamiento se basa en que las piezas a sellar no se calientan hasta
el punto de fusión como en el sellado térmico, sino que se sueldan mediante
la aplicación de presión y vibraciones mecánicas de alta frecuencia. Ver
figura 10.
Los parámetros deben ser ajustados cada vez que se altera un espesor de
pared de los materiales a fundir.
Del mismo modo que el sellado térmico estas poseen características
importantes, como: (BOSCHPackaging, 2010)
• Tiempos de procesos muy rápidos
• Alto control y monitoreo del estado del proceso
• Sellado confiable y resistente sin imperfecciones visuales
• Tecnología de bajo consumo de energía muy amigable con el
ambiente.
• No utiliza solventes ni sustancias de relleno para el sellado
• Empaques impermeables
• No requiere tiempo de precalentamiento de la máquina
Figura 10. Sellado Ultrasónico
(BOSCHPackaging, 2010) 2.1.3.1.3 Sellado adhesivo
Este tipo de sellado involucra el uso de pegamentos y sustancias adhesivas
para la unión de las partes plásticas para el embolsado de productos.
18
Las sustancias adhesivas y pegamentos que se usan en el sellado de bolsas
plásticas son de alto riesgo para la salud humana y por lo tanto no se usan
en bolsas que contengan productos comestibles de uso humano o animal.
La calidad y sofisticación de este método de sellado es mínimo y no necesita
equipo o controles de nueva generación para su implementación, uso y
mantenimiento.
Las principales características son: (BOSCHPackaging, 2010)
• Sellado de materiales compatibles con el tipo de pegamento
• El sellado no es completamente impermeable
• Tiempos de procesos moderados
• Bajo consumo de energía
• Sellado resistente pero sin posibilidad de reúso del empaque
• No apto para productos de uso humano y animal.
2.1.4 TRANSPORTADORES DE MATERIAL
Los transportadores de material son muy importantes en las industrias ya
que son aparatos fijos diseñados específicamente para mover materiales, ya
sean cajas, piezas, productos empaquetados etc.
Estos tienen capacidad de transportar materiales de un lugar a otro con la
forma de bandas móviles operados por rodillos externamente o por medio de
la gravedad.
Los transportadores tienen varias características, las mismas que han
permitido a las industrias que sus procesos sean efectivos y rápidos.
• Son independientes de los trabajadores, es decir estos pueden estar
colocados entre maquinas o entre edificaciones y el material colocado
19
desde un punto inicial llagará al otro punto deseado sin intervención
de la mano de obra.
• Esta característica conduce a otro factor de importancia, como es el
de poder fijar el ritmo de trabajo, sin demoras por factores como la
fatiga si fuera en el caso de transportar por intervención humana.
2.1.4.1 Tipos de transportadores de material
Existe gran variedad de transportadores de materiales, los cuales poseen
características únicas y establecidas para el tipo de trabajo o proceso de
producción.
Por la gran necesidad de efectuar en plantas industriales el transporte de
grandes y pequeños volúmenes de materiales de forma segura y rápida
originó la aparición de diversos tipos de máquinas que permiten asegurar el
movimiento de los distintos materiales en forma vertical, horizontal y oblicua.
A continuación en la figura 11 se describe la clasificación de manera general:

20
Figura 11. Clasificación de las máquinas de transporte
Ya que la clasificación y el estudio de máquinas de transporte es muy
extenso, se tomará en cuenta la clasificación de instalaciones fijas,
transportadores mecánicos:
2.1.4.1.1 Transportadores de tornillo o de rosca
Este tipo de transportador es uno de los más antiguos y versátiles. El
funcionamiento se basa en que este transportador de rosca consiste en un
eje de acero, sobre el cual se desarrolla una espiral, que gira dentro de un
canal.
En la figura 12 se observa que el eje es propulsado por un motor y el acople
se produce a través de engranajes o cadenas. (Fred E. Meyers, 2006)
MÁQ
UIN
AS D
E TR
ANSP
OR
TE
Maquinas Motrices Portatiles
Carretillas (nafta y eléctricas)
Tractor con remolques
Palas mecánicas
Gruas puentes
Instalaciones Fijas
Transportes por gravedad
Planos inclinados
Canaletas vibratorias
Transportes mecnicos
Transportador de tornillo(o de rosca)
Transportador de rasquetas
Transportador Redler
Cinta transportadora
Elevador de cangilones

21
• Este transportador se utiliza para el movimiento de materiales
abrasivos y no abrasivos, en horizontal y oblicuo.
• Puede transportar cereales, carbón, arena, piedra.
• La longitud máxima de transporte no debe superar los 30 metros,
pues más allá de esa distancia los esfuerzos de torsión que se
producen son muy elevados.
• El diámetro máximo a utilizar es de 0,60 metros.
Figura 12. Transportador de tornillo o de rosca
(Fred E. Meyers, 2006) .
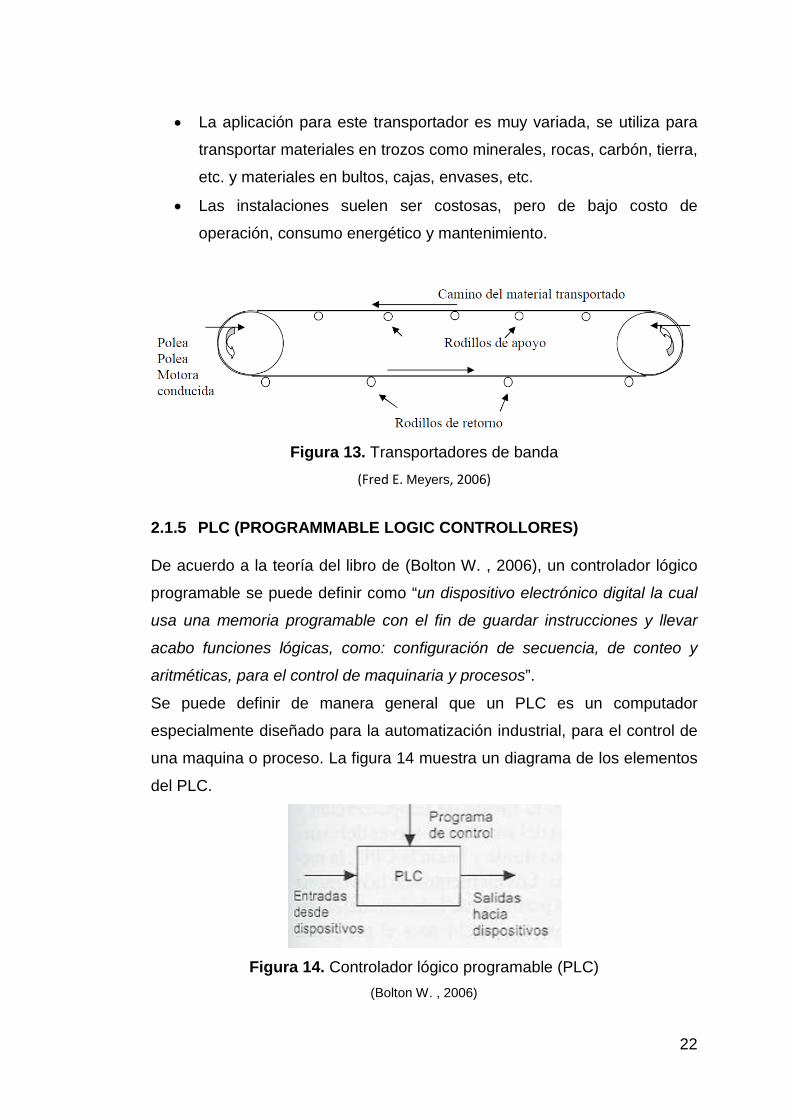
2.1.4.1.2 Transportadores de Banda Los transportadores de banda consiste en una cinta sin fin con dos rodillos,
uno de los cuales es motora (eje/rodillo principal) y la otra es conducida
(eje/rodillo de cola), ver figura 13. Cuenta con rodillos debajo de la banda,
estos son denominados de apoyo. También solo pueden encontrarse los
transportadores de banda sobre mesa, es decir sin rodillos de apoyo. (Fred
E. Meyers, 2006)
• El eje principal es accionado por un motor a través de un reductor de
velocidad
• Las bandas se estiran por el uso y para que trabajen correctamente
es necesario tensarlas, esto se hace con diversos aparatos.
• Las bandas pueden ser de distintos materiales, tales como, tela,
cuero, pvc y metal.
22
• La aplicación para este transportador es muy variada, se utiliza para
transportar materiales en trozos como minerales, rocas, carbón, tierra,
etc. y materiales en bultos, cajas, envases, etc.
• Las instalaciones suelen ser costosas, pero de bajo costo de
operación, consumo energético y mantenimiento.
Figura 13. Transportadores de banda
(Fred E. Meyers, 2006)
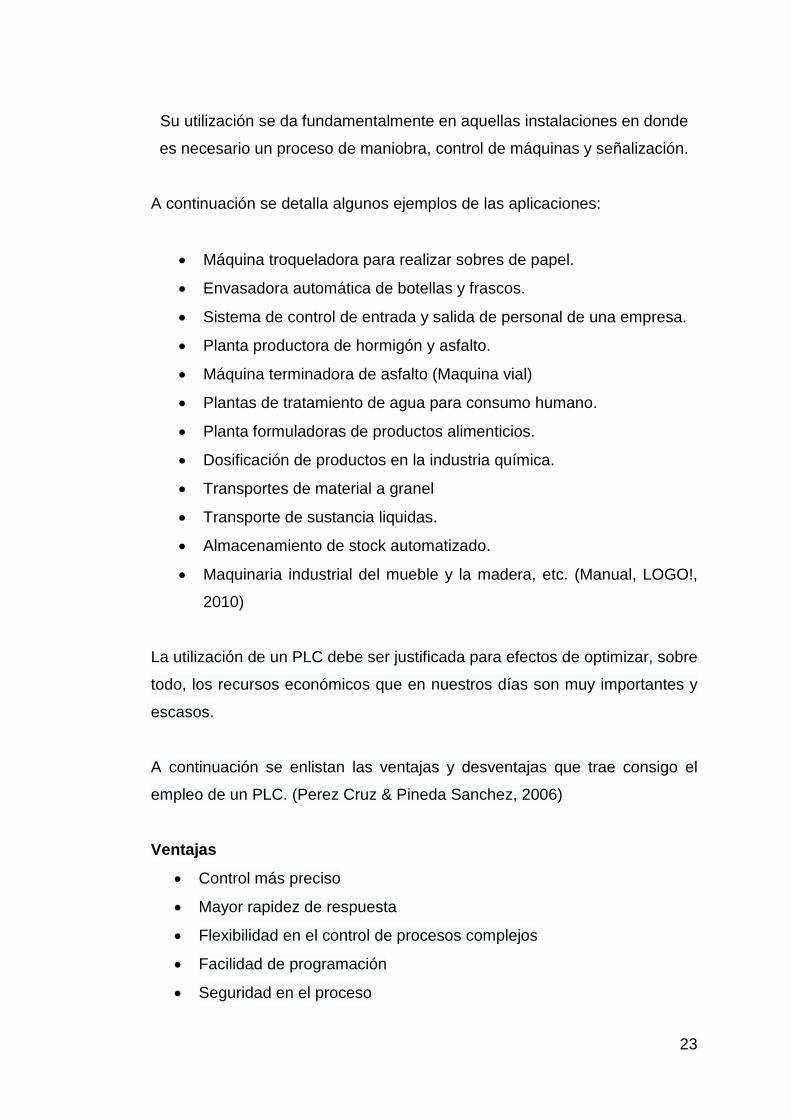
2.1.5 PLC (PROGRAMMABLE LOGIC CONTROLLORES) De acuerdo a la teoría del libro de (Bolton W. , 2006), un controlador lógico
programable se puede definir como “un dispositivo electrónico digital la cual
usa una memoria programable con el fin de guardar instrucciones y llevar
acabo funciones lógicas, como: configuración de secuencia, de conteo y
aritméticas, para el control de maquinaria y procesos”.
Se puede definir de manera general que un PLC es un computador
especialmente diseñado para la automatización industrial, para el control de
una maquina o proceso. La figura 14 muestra un diagrama de los elementos
del PLC.
Figura 14. Controlador lógico programable (PLC)
(Bolton W. , 2006)
23
Su utilización se da fundamentalmente en aquellas instalaciones en donde
es necesario un proceso de maniobra, control de máquinas y señalización.
A continuación se detalla algunos ejemplos de las aplicaciones:
• Máquina troqueladora para realizar sobres de papel.
• Envasadora automática de botellas y frascos.
• Sistema de control de entrada y salida de personal de una empresa.
• Planta productora de hormigón y asfalto.
• Máquina terminadora de asfalto (Maquina vial)
• Plantas de tratamiento de agua para consumo humano.
• Planta formuladoras de productos alimenticios.
• Dosificación de productos en la industria química.
• Transportes de material a granel
• Transporte de sustancia liquidas.
• Almacenamiento de stock automatizado.
• Maquinaria industrial del mueble y la madera, etc. (Manual, LOGO!,
2010)
La utilización de un PLC debe ser justificada para efectos de optimizar, sobre
todo, los recursos económicos que en nuestros días son muy importantes y
escasos.
A continuación se enlistan las ventajas y desventajas que trae consigo el
empleo de un PLC. (Perez Cruz & Pineda Sanchez, 2006)
Ventajas
• Control más preciso
• Mayor rapidez de respuesta
• Flexibilidad en el control de procesos complejos
• Facilidad de programación
• Seguridad en el proceso

24
• Empleo de poco espacio
• Fácil instalación
• Menos consumo de energía
• Mejor monitoreo de funcionamiento
• Mejor mantenimiento
• Detección rápido de averías y tiempos muertos
• Menor tiempo en la elaboración de proyectos
• Posibilidad de añadir modificaciones sin elevar costos
• Menor costo de instalación, operación y mantenimiento
• Posibilidad de controlar varios actuadores con el mismo autómata
Desventajas
• Se requiere mano de obra especializada en el manejo
• Se produce la centralización del proceso
• Se requiere condiciones ambientales apropiadas
• Si no se tiene bien planteada el objetivo de su utilización puede
ocasionar mayor costo para controlar tareas muy pequeñas o
sencillas.
2.1.5.1 Clasificación del PLC
Debido a la gran variedad de PLC, clasificados por sus funciones, por su
capacidad, por su aspecto físico y otros, se puede catalogar los distintos
tipos en varias categorías:
PLC tipo Nano: Generalmente este PLC es de tipo compacto (Fuente, CPU
e I/O integradas) que puede manejar un conjunto reducido de I/O,
generalmente en un número inferior a 100. Permiten manejar entradas y
salidas digitales y algunos módulos especiales. (Ingeniaste.com, 2003)
PLC tipo Compactos: Estos PLC se encuentran en un solo bloque, en la
que se incluye la CPU, la fuente de alimentación, la sección de entradas y

25
salidas, y el puerto de comunicación, este tipo de PLC se utiliza cuando un
proceso a controlar no es demasiado complejo y no se requiere de un gran
número de entradas y/o salidas o de algún módulo especial.
(Ingeniaste.com, 2003)
• Soportan una gran variedad de módulos especiales, tales como:
• Módulos contadores rápidos
• Módulos de comunicaciones
• Interfaces de operador· expansiones de i/o
• Entradas y salidas análogas
PLC tipo Modular: Esta categoría se divide en: (Ingeniaste.com, 2003)
Estructura Americana.- En la cual se separan los módulos de entrada/salida
del resto del PLC.
Estructura Europea.- Cada módulo realiza una función específica; es decir,
un módulo es el CPU, otro la fuente de alimentación, etc.
2.1.5.2 Estructura del PLC
Un PLC o Autómata Programable posee las herramientas necesarias, tanto
de software como de hardware, para controlar dispositivos externos, recibir
señales de sensores y tomar decisiones de acuerdo al programa que el
usuario elabore según el esquema del proceso a controlar.
La estructura básica de un PLC según el libro de (Bolton W. , 2006) consta
de los siguientes bloques, ver figura 15:
• CPU unidad central de procesamiento.
• Fuente de alimentación.
• Unidad de entradas y salidas.
• Unidad de memoria.
26
Figura 15. Estructura básica de un PLC
(Perez Cruz & Pineda Sanchez, 2006)
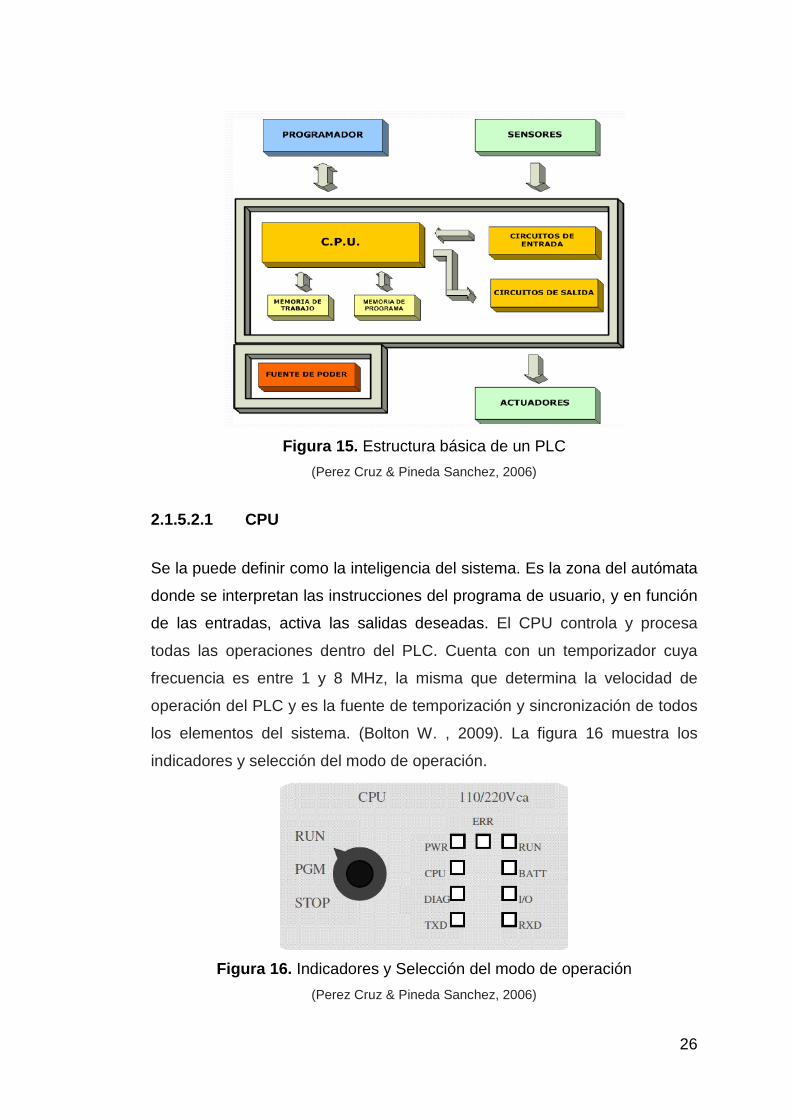
2.1.5.2.1 CPU
Se la puede definir como la inteligencia del sistema. Es la zona del autómata
donde se interpretan las instrucciones del programa de usuario, y en función
de las entradas, activa las salidas deseadas. El CPU controla y procesa
todas las operaciones dentro del PLC. Cuenta con un temporizador cuya
frecuencia es entre 1 y 8 MHz, la misma que determina la velocidad de
operación del PLC y es la fuente de temporización y sincronización de todos
los elementos del sistema. (Bolton W. , 2009). La figura 16 muestra los
indicadores y selección del modo de operación.
Figura 16. Indicadores y Selección del modo de operación
(Perez Cruz & Pineda Sanchez, 2006)
27
RUN: Esta es una de las diferentes opciones que se puede encontrar en la
selección para el modo de operación, la misma que permite que el PLC
comience a ejecutar el programa definido por el usuario.
PGM: Esta opción permite que el PLC pueda ser programado por medio de
algún dispositivo externo.
STOP: En consecuencia a la opción de RUN, esta tiene como función
principal detener el proceso que anteriormente se estaba ejecutando.
2.1.5.2.2 Fuente de alimentación
Este bloque permite convertir el voltaje que el PLC necesita para su
funcionamiento.
Por ejemplo si el PLC es de 120v AC, este ya no requiere de una fuente
externa, pero al contrario si fuera un PLC de 24v DC es necesario requerir
de una fuente externa de alimentación.
También está conformada por una batería para mantener el programa y
varios datos en la memoria en el caso de producirse un corte de la tensión
exterior. (Bolton W. , 2009)
2.1.5.2.3 Unidad de entrada
Esta unidad permite adaptar y codificar de forma comprensible para la CPU
las señales procedentes de los dispositivos de entrada o captadores.
También tiene una misión de protección de los circuitos electrónicos internos
del autómata.
De manera general se puede definir como la interfaz entre el sistema y el
mundo externo.
28
Los dispositivos de entrada pueden ser clasificados, por utilizar señales
discretas, digitales o análogas.
Los dispositivos que utilizan señales discretas o digitales son los que
manejan señales on/off, por medio de una acción mecánica. Por ejemplo los
pulsadores, interruptores, finales de carrera, etc.
Los dispositivos que utilizan señales análogas, envían señales que son
proporcionales al tamaño de la variable que está siendo monitoreada. Por
ejemplo una celda de carga entrega un voltaje proporcional al peso que se
está midiendo. Otros ejemplos son los diferentes tipos de detectores
inductivos, capacitivos, fotoeléctricos, etc.
La mayoría de estos dispositivos suelen ser alimentados por la propia fuente
de alimentación del PLC.
2.1.5.2.4 Unidad de Salidas
Esta unidad permite decodificar las señales procedentes de la CPU, con el
propósito de amplificarlas y mandar a los dispositivos de salida o actuadores.
Por ejemplo motores, cilindros neumáticos, focos, lámparas, electroválvulas,
etc.
2.1.5.3 Interfaz de comunicación
Permite comunicar al operario con el sistema, permitiendo escribir y poner a
punto los programas. Algunas consolas permiten ensayos de simulación y
puesta en marcha de los mismos.
Las consolas pueden estar constituidas por un display o bien un ordenador
personal (PC) que soporte un software especialmente diseñado para

29
resolver los problemas de programación y control. (Perez Cruz & Pineda
Sanchez, 2006)
Las funciones básicas de éste son las siguientes:
• Adquisición de datos
• Transferir y modificar los programas.
• Verificar la programación y dispositivos.
• Información sobre funcionamiento de los procesos.
2.1.5.4 Lenguajes de programación del PLC
Permiten al usuario generar rutinas o secuencias, en las cuales se incluye un
conjunto total de instrucciones, órdenes y símbolos que una máquina pueda
entender y ejecutar de manera automática.
Programa: “es el conjunto de instrucciones, órdenes y símbolos
reconocibles por el autómata que le permiten ejecutar la secuencia de
control deseada” (Perez Cruz & Pineda Sanchez, 2006).
Para que un PLC pueda realizar algún proceso industrial se debe introducir
un programa que tenga todas las instrucciones que debe seguir para
ejecutar una labor específica.
La selección del lenguaje de programación depende de la experiencia del
programador, de la aplicación concreta, del nivel de la aplicación, de la
estructura del sistema de control y del grado del sistema de comunicación
con otros procesos de la empresa.
Se clasifica los tipos de programación de PLC en la tabla 1.
30
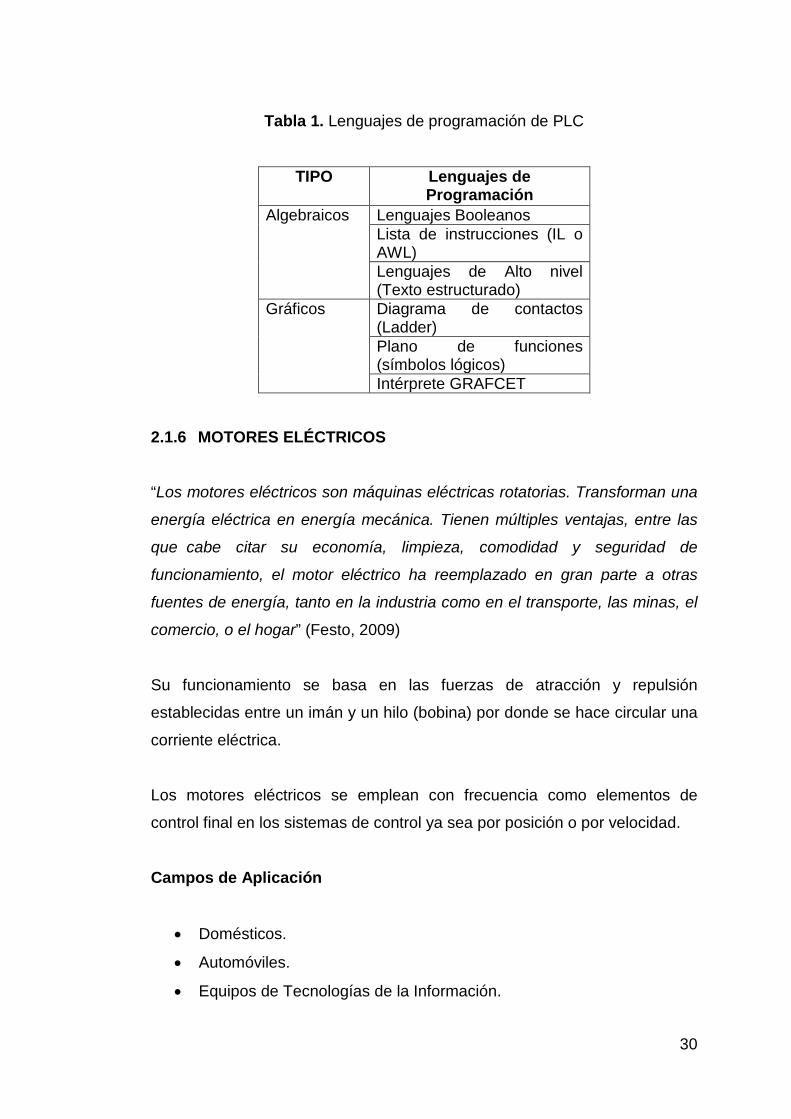
Tabla 1. Lenguajes de programación de PLC
TIPO Lenguajes de Programación
Algebraicos Lenguajes Booleanos Lista de instrucciones (IL o AWL) Lenguajes de Alto nivel (Texto estructurado)
Gráficos Diagrama de contactos (Ladder) Plano de funciones (símbolos lógicos) Intérprete GRAFCET
2.1.6 MOTORES ELÉCTRICOS “Los motores eléctricos son máquinas eléctricas rotatorias. Transforman una
energía eléctrica en energía mecánica. Tienen múltiples ventajas, entre las
que cabe citar su economía, limpieza, comodidad y seguridad de
funcionamiento, el motor eléctrico ha reemplazado en gran parte a otras
fuentes de energía, tanto en la industria como en el transporte, las minas, el
comercio, o el hogar” (Festo, 2009)
Su funcionamiento se basa en las fuerzas de atracción y repulsión
establecidas entre un imán y un hilo (bobina) por donde se hace circular una
corriente eléctrica.
Los motores eléctricos se emplean con frecuencia como elementos de
control final en los sistemas de control ya sea por posición o por velocidad.
Campos de Aplicación
• Domésticos.
• Automóviles.
• Equipos de Tecnologías de la Información.

31
• Aplicaciones Industriales y Robots.
• Transporte.
• Juguetes y Entretenimiento.
• Equipos de Visión y Sonido
• Equipos Médicos
Está constituido por un circuito magnético y dos eléctricos, uno colocado en
la parte fija (estator) y otro en la parte móvil (rotor),
En la figura 17 se puede apreciar cada uno de los elementos principal de un
motor.
Figura 17. Partes de un motor
(BKB, 2010)
Los motores se pueden clasificar tal como lo indica la tabla 2.

32
Tabla 2. Clasificación de motores
CORRIENTE CONTINUA DC CORRIENTE ALTERNA AC
Excitación Derivación.
Monofásicos
Excitación Serie.
Polifásicos Rotativos Motores asíncronos
De jaula De anillos rozantes
Motores síncronos
Lineales Excitación Compuesta.
MOTORES ESPECIALES
Motores Paso a Paso Motores de Reluctancia Motores Magneto hidrodinámicos Motor Universal Motores de 400 Hz
De imanes permanentes Sin escobillas
El estudio de motores es extenso, pero para nuestro proyecto se requiere el
estudio de motores de corriente alterna AC monofásicos.
2.1.6.1 Motores Monofásicos Este tipo de motor es muy utilizado, ya que puede funcionar con redes
monofásicas, se pueden alimentar entre una fase y el neutro o entre dos
fases. Estos motores no presentan los problemas de gran corriente de
arranque como en el caso de los motores trifásicos de gran potencia, debido
a su pequeña potencia, utilizan el arranque directo. (BKB, 2010)
Dependiendo del método empleado en el arranque, se puede clasificar en:
• Motor monofásico de inducción
• Motor de arranque por capacitor
• Motor monofásico de fase partida
2.1.7 REDUCTORESDE VELOCIDAD Como se conoce en todo tipo de industria siempre se requiere de equipos
cuya función sea variar las r.p.m., de entrada, que por lo general son
33
mayores de 1200 rpm, entregando a la salida un número de rpm sin
sacrificar de manera notoria la potencia. Es por esto que para nuestro
proyecto se requiere el estudio de estos aparatos eléctricos.
Los Reductores o Motorreductores son apropiados para el funcionamiento
de toda clase de máquinas y aparatos de uso industrial, que necesitan
reducir su velocidad en una forma segura y eficiente.
Existe las transmisiones de fuerza por correa, cadena o trenes de
engranajes que aún se usan para la reducción de velocidad pero estos
presentan ciertos inconvenientes.
Al emplear motorreductores se obtiene una serie de beneficios sobre las
otras formas de reducción.
Algunos de estos beneficios son:
• Una regularidad perfecta tanto en la velocidad como en la potencia
transmitida.
• Una mayor eficiencia en la transmisión de la potencia suministrada
por el motor.
• Mayor seguridad en la transmisión, reduciendo los costos en el
mantenimiento.
• Menor espacio requerido y mayor rigidez en el montaje.
• Menor tiempo requerido para su instalación.
2.1.7.1 Factor de servicio El factor de servicio es, un número que indica el grado de protección con el
que operará el reductor de velocidad y depende básicamente del tiempo de
operación diaria y del tipo de servicio al que será sometido.

34
Para obtener el factor de servicio se debe tener en cuenta las características
de la tabla 3.
Tabla 3. Tabla de factor de servicio
(BKB, 2010)
Para casos donde se tengan frecuentes paradas y arranques (10 arranques
por hora), se debe usar la tabla 4.
Tabla 4.Factor de servicio
(BKB, 2010)
2.1.7.2 Selección de un reductor de velocidad
Se toma en cuenta que clase de motor se va a utilizar, la máquina que se va
a mover, las horas diarias a operar, la velocidad de entrada al reductor, la
velocidad de salida y el par de torsión requerido. En la figura 18 se muestra
un ejemplo de acoplamiento de un motor con un reductor.
Las cifras indicadas en las tablas de capacidad de los reductores son
considerados con factor de servicio= 1.0, lo cual significa que el trabajo del
motorreductor será de 8-10 horas diarias, con movimiento uniforme sin
choques ni arranques frecuentes. Cuando la unidad opere en otras

35
condiciones, hay que aplicar el factor de servicio adecuado al trabajo, según
las tablas respectivas.
1. Selección del factor de servicio adecuado
2. Aplicar el factor de servicio (multiplicar F.S. por los HP del motor) y
obtener así la potencia requerida del reductor (pot= F.S x HP)
3. Determinar apropiadamente la relación del reductor, con las velocidad
de entrada y salida (Rel.= Vent / Vsal)
4. Seleccionar el tamaño del reductor requerido, en base a la potencia
obtenida en el numeral (2), la relación deseada del numeral (3) y la
velocidad de entrada al reductor. (BKB, 2010).
Figura 18. Acoplamiento motor con reductor
(BKB, 2010) Ejemplo:
Se necesita un reductor de 1 Hp con 1750 rpm de entrada y 35 rpm de
salida, para trabajar hasta 10 horas continuas, considerando choque pesado.
¿Qué reductor y que motor se necesita?
1. El factor de servicio es 1.5 (tabla 10)
2. 1 HP x 1.5 = 1.5 HP
3. Para la relación: 1750 rpm de entrada entre 35 rpm de salida, nos da:
Rel= 50:1
4. Se tiene que buscar que reductor nos da los HP requeridos de 1.5 y la
relación 50:1

36
2.1.7.3 Clasificación de reductores de velocidad
Existen diferentes tipos de reductores de velocidad y así del mismo modo
diferentes formas de clasificarlos: (BKB, 2010)
• por el tipo de engranaje
• por disposición de los ejes
• por sistema de fijación.
La clasificación por el tipo de engranaje es: (BKB, 2010)
• sin fin-corona
• ejes paralelos
• reductores planetarios
• ejes coaxiales
• ortogonales
2.1.7.3.1 Sin fin-corona Estos Reductores de Velocidad de Corona Sin Fin tienen 2 rodamientos a lo
largo del eje de entrada para prevenir fugas y contribuir a la flexibilidad en el
montaje, ver figura 19.Estos Motorreductores de Corona sin Fin no tienen la
necesidad de tener un inserto de ventilación o respiradero. (BKB, 2010)
Figura 19. Motorreductor sin fin-corona (BKB, 2010)

37
Gracias a su diseño compacto constituyen la solución para aplicaciones
simples tomando en cuenta rango de bajos torques y con poco espacio
disponible. La gran oferta de ejes de salida y posibilidades de fijación
permiten adaptarlos a numerosas tareas de accionamiento.
2.1.7.3.2 Ejes coaxiales
Figura 20. Motorreductor con ejes coaxiales (BKB, 2010)
Este reductor como su nombre indica, el eje del motor y el eje de salida del
reductor están alineados. El eje de salida es siempre macizo. Por ello se
requieren componentes como ruedas dentadas o catalinas para transmitir la
fuerza a la máquina. (BKB, 2010)
Sin embargo, las soluciones con reductores de ejes coaxiales permiten
reducciones extremas. Los reductores de ejes coaxiales tal como indica la
figura 20, son en muchos casos la solución más rentable para un problema
de accionamiento.
2.1.7.3.3 Ejes ortogonales
Figura 21. Motorreductor con ejes ortogonales (BKB, 2010)

38
En este tipo de motorreductores el eje de salida del reductor está
desplazado 90° respecto al eje del motor, ver figura 21.
Están disponibles con un eje macizo o hueco y se utilizan cuando existe alta
densidad de potencia y grandes torques de salida de forma permanente.
2.1.7.3.4 Ejes paralelos
Figura 22. Motorreductor con ejes paralelos (BKB, 2010)
En la figura 22 se muestra los reductores de ejes paralelos los cuales son
una variación moderna de los reductores de ejes coaxiales. Sus reducidas
dimensiones precisan mucho menos especio que los motorreductores de
ejes coaxiales. Otra diferencia es que los reductores de ejes paralelos están
disponibles con eje hueco. Esto permite integrar el reductor de forma ideal
en cualquier máquina. Con ellos se ahorran también componentes, como
ruedas dentadas o catalinas para transmitir la fuerza a la máquina. Los
reductores de ejes paralelos son los que más espacio y peso ahorran.
2.1.8 ACTUADORES NEUMÁTICOS Con el libro de (Bolton W. , 2006) capítulo 5, se empieza el estudio de
actuadores neumáticos y se toma en cuenta su definición “Los actuadores
son dispositivos capaces de generar una fuerza a partir de líquidos, de
energía eléctrica y gaseosa. El actuador recibe la orden de un regulador o

39
controlador y da una salida necesaria para activar a un elemento final de
control como lo son las válvulas. Pueden ser hidráulicos, neumáticos o
eléctricos”.
El trabajo realizado por un actuador neumático puede ser lineal o rotativo. El
movimiento lineal se obtiene por cilindros de émbolo. También existen
actuadores neumáticos de rotación continua (motores neumáticos),
movimientos combinados.
Los actuadores neumáticos también son muy utilizados en los aparatos
mecatrónicos, como por ejemplo, en los robots.
Con frecuencia las señales neumáticas son utilizadas para controlar
elementos de actuación final, incluso cuando el sistema de control es
eléctrico. La principal desventaja de los sistemas neumáticos es la
compresibilidad del aire.
2.1.8.1 Clasificación de actuadores neumáticos
Para el proyecto a implementar se toma en cuenta el estudio de los
actuadores lineales y se deja en constancia las otras clases de actuadores.
(Creus Solé, 2011)
Actuadores Lineales
• Simple efecto
• Doble efecto
Actuadores de giro
Actuadores especiales

40
2.1.8.1.1 Actuadores Lineales
Los cilindros neumáticos independientemente de su forma de construcción,
representan los actuadores más comunes que se utilizan en los circuitos
neumáticos.
Existen dos tipos fundamentales de los cuales también se derivan
construcciones especiales
Cilindros de simple efecto, con una entrada de aire para producir una carrera
de trabajo en un sentido.
Cilindros de doble efecto, con dos entradas de aire para producir carreras de
trabajo de salida y retroceso.
Cilindros de simple efecto. En la figura 23 se puede apreciar que un cilindro de simple efecto desarrolla
un trabajo sólo en un sentido. El émbolo se hace retornar por medio de un
resorte interno o por algún otro medio externo pueden ser cargas,
movimientos mecánicos, etc. Puede ser de tipo “normalmente dentro” o
“normalmente fuera”.
Los cilindros de simple efecto se utilizan para sujetar, marcar, expulsar, etc.
Tienen un consumo de aire algo más bajo que un cilindro de doble efecto de
igual tamaño.
Figura 23. Control de un cilindro de simple efecto
(Bolton W. , 2006)
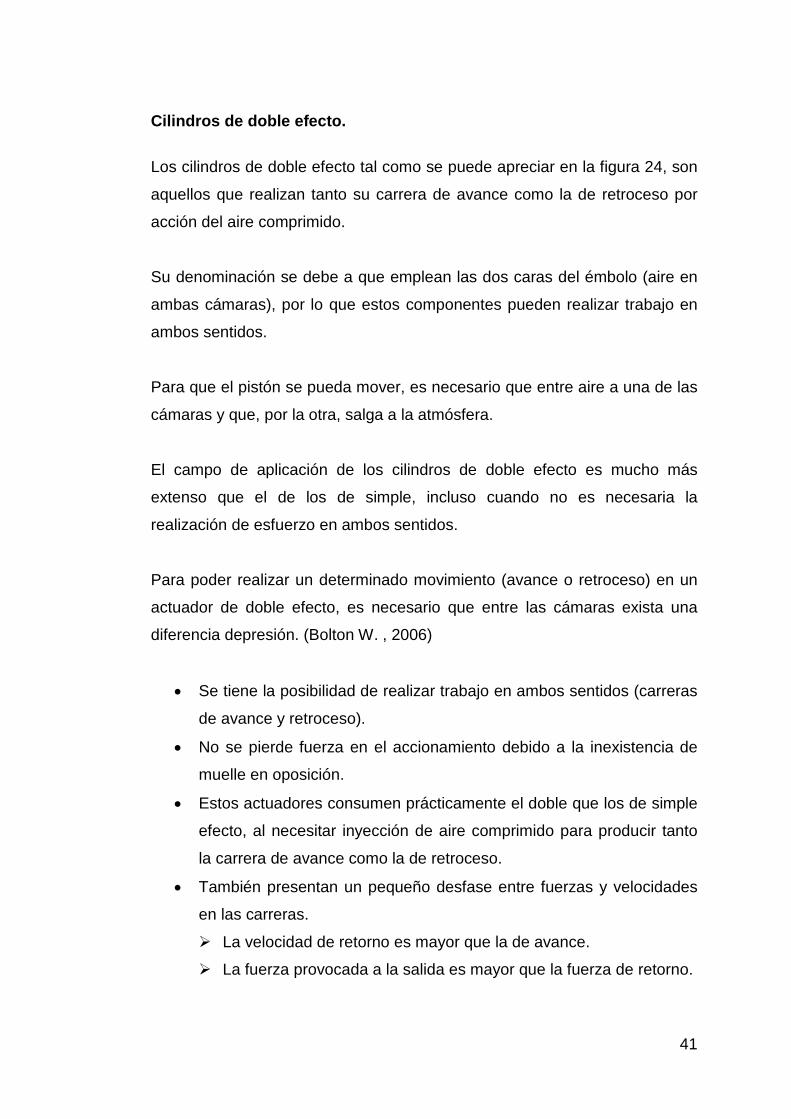
41
Cilindros de doble efecto. Los cilindros de doble efecto tal como se puede apreciar en la figura 24, son
aquellos que realizan tanto su carrera de avance como la de retroceso por
acción del aire comprimido.
Su denominación se debe a que emplean las dos caras del émbolo (aire en
ambas cámaras), por lo que estos componentes pueden realizar trabajo en
ambos sentidos.
Para que el pistón se pueda mover, es necesario que entre aire a una de las
cámaras y que, por la otra, salga a la atmósfera.
El campo de aplicación de los cilindros de doble efecto es mucho más
extenso que el de los de simple, incluso cuando no es necesaria la
realización de esfuerzo en ambos sentidos.
Para poder realizar un determinado movimiento (avance o retroceso) en un
actuador de doble efecto, es necesario que entre las cámaras exista una
diferencia depresión. (Bolton W. , 2006)
• Se tiene la posibilidad de realizar trabajo en ambos sentidos (carreras
de avance y retroceso).
• No se pierde fuerza en el accionamiento debido a la inexistencia de
muelle en oposición.
• Estos actuadores consumen prácticamente el doble que los de simple
efecto, al necesitar inyección de aire comprimido para producir tanto
la carrera de avance como la de retroceso.
• También presentan un pequeño desfase entre fuerzas y velocidades
en las carreras.
La velocidad de retorno es mayor que la de avance.
La fuerza provocada a la salida es mayor que la fuerza de retorno.
42
Fsalida>FretornoVretorno>Vsalida
Figura 24.Control de un cilindro de doble efecto
(Bolton W. , 2006)
2.1.8.2 Cálculo de cilindros neumáticos
Se toma brevemente los principales aspectos a tener en cuenta a la hora de
calcular un cilindro. Aunque lo más recomendable es acudir siempre a los
datos aportados por el fabricante donde se nos mostraran tablas para los
esfuerzos desarrollados, máximas longitudes de flexión y pandeo, etc.
Las características principales para el cálculo de cilindro son:
• Fuerza del embolo
• Longitud de carrera
• Velocidad del émbolo
• Consumo de aire
• Fijaciones 2.1.8.3 Elementos básicos de un sistema neumático.
2.1.8.3.1 Elementos activos
Son aquellos que comunican energía al fluido. La energía externa que se
comunica al elemento activo es principalmente eléctrica o térmica.

43
Compresores
Son máquinas destinadas a elevar la presión del aire que aspiran de la
atmósfera. Se deben instalar en un lugar fresco y exento de polvo. En el
funcionamiento de un compresor aparecen implicadas dos magnitudes:
• La presión que se comunica al aire.
• El caudal que es capaz de proporcionar. El caudal es el volumen de
fluido que pasa por una sección en la unidad de tiempo. Se puede
medir en l/s, l/h o m3/s
Existen dos grandes tipos de compresores
• Volumétricos
• Dinámicos
Refrigerador Cuando el aire que se ha comprimido alcanza una temperatura bastante alta,
es necesario refrigerarlo hasta una temperatura ambiente, a la vez que se
extrae el agua que contiene el aire.
2.1.8.3.2 Elementos pasivos
Son los elementos que consumen energía, la transportan, administran o
controlan.
Acumulador Es un depósito que se coloca a continuación del refrigerador. Su objetivo es
almacenar aire comprimido para suministrarlo en los momentos de mayor
consumo, además garantiza un caudal constante.
Generalmente el acumulador lleva un sensor de presión, que activará el
compresor cuando la presión disminuya hasta un cierto límite y que lo
desconectará cuando la presión aumente.

44
Elementos de protección o unidad de mantenimiento
Las distintas funciones del acondicionamiento del aire a presión: filtrar,
regular y lubricar, pueden llevarse a cabo con elementos individuales. A
menudo estas funciones se han unido en una unidad operativa: la unidad de
mantenimiento en la que se incluye: filtro, lubricador, regulador de presión y
silenciador.
• Filtro
Elimina el agua que todavía pueda quedar en el aire y las partículas o
impurezas que estén en suspensión
• Lubricador
Inyecta unas gotas de aceite de tamaño muy fino dentro del flujo de aire.
Tiene como finalidad evitar que el aire produzca un desgaste excesivo de los
elementos del circuito.
• Regulador o limitador de presión
Se encarga de que la compresión en el circuito se mantenga por debajo de
un cierto límite y a presión constante. Dispone de una válvula de escape que
libera aire cuando la presión aumenta.
• Silenciador
Reduce el ruido cuando se expulsa aire a la atmósfera.
2.1.8.4 Elementos de regulación y control
2.1.8.4.1 Válvulas
Las válvulas permiten controlar el movimiento o evacuación de la presión y
el caudal del aire comprimido.
También se define según (FESTO DIDACTIC, 2006)como: “Las válvulas son
dispositivos que influyen en el paso, el bloqueo y la dirección del flujo del
aire.” El símbolo de las válvulas informa sobre la cantidad de conexiones, la
posición de conmutación y sobre el tipo de accionamiento.

45
Sin embargo, los símbolos no indican sobre la composición de las válvulas,
lo que limita a mostrar su función.
Las válvulas se clasifican como:
• Válvulas de dirección del flujo: Seleccionan hacia donde se dirige el
flujo.
• Válvulas antirretorno: permiten la circulación del aire en un sentido
único, quedando bloqueado su paso en sentido contrario.
• Válvulas de regulación de presión y caudal: regulan y estabilizan la
presión y caudal del flujo.
Para el estudio de nuestro proyecto solo se tomara en cuenta las válvulas de
dirección.
Válvulas de dirección
Las válvulas de dirección se definen según dos características:
• El número de vías u orificios que tenga la válvula, tanto de entrada de
aire como de salida.
• El número de posiciones: que normalmente son dos. Una define el
estado de reposo y otra el estado de trabajo. Sin embargo existen
válvulas con más de dos posiciones.
En definitiva, la identificación de una válvula de dirección se define con dos
cifras:
• La primera indica el número de vías.
• La segunda indica el número de posiciones
Ejemplo: Una válvula 2/2 significa que tiene dos vías y dos posiciones.
46
Válvula 3x2 Es una válvula normalmente cerrada en posición de reposo. Se emplean
para el mando de cilindros de simple efecto.
Las válvulas de 3/2 vías permiten activar o desactivar señales. Las válvulas
de 3/2 vías tienen tres conexiones y dos posiciones. La tercera conexión
permite la evacuación del aire del conducto transmisor de la señal.
Válvulas 5x2
Con esta válvula se puede comandar un cilindro de doble efecto.
Las válvulas de 5/2 vías tienen cinco conexiones y dos posiciones. Estas
válvulas son utilizadas principalmente como elementos de maniobra para el
accionamiento de cilindros.
“En su calidad de elemento de mando, estas válvulas tienen un émbolo de
mando que se encarga de unir o separar los conductos correspondientes,
efectuando el movimiento, porque no es necesario superar la resistencia del
aire comprimido o de muelle.” (FESTO DIDACTIC, 2006)
2.1.8.5 Elementos de transporte
Son los encargados de llevar el fluido en los circuitos hasta los puntos de
consumo. Es decir son las tuberías.
El material debe ser lo suficientemente resistente como para soportar la
presión del aire en su interior. Además debe presentar una superficie lisa en
su interior.
Las dimensiones correctas del sistema de tuberías son tan importantes
como la elección correcta de los materiales, tomando en cuenta la
resistencia al caudal del aire y la ejecución de los trabajos de mantenimiento.
47
Tratándose de instalaciones nuevas, siempre debe tomarse en cuenta una
posible ampliación posterior del sistema de aire comprimido. Concretamente,
la tubería principal debería tener dimensiones mayores a las que se
necesitan para el sistema actual.
Con miras a una posterior ampliación, también es recomendable instalar
cierres y válvulas de bloqueo adicionales.
En todos los conductos se producen pérdidas de presión a raíz de
resistencias al flujo, especialmente en zonas de estrechamiento, en ángulos,
y conexiones de tubos. Estas pérdidas suelen ser compensadas por el
compresor. Se debe tomar en cuenta que la disminución de presión en todo
el sistema debería ser la mínima posible.
2.1.9 TRANSDUCTORES Y SENSORES Para nuestro proyecto es necesario el estudio de sensores y transductores
para que el PLC pueda interpretar y tomar las acciones de control que serán
almacenadas en la unidad de memoria.
De acuerdo a la definición del libro de (Bolton W. , 2006), el término sensor
se refiere “a un elemento que produce una señal relacionada con la cantidad
que se está midiendo”
“Los transductores se definen como el elemento que al someterlo a un
cambio físico experimenta un cambio relacionado”(Bolton W. , 2006)
Con frecuencia los transductores se conocen con nombres diferentes en las
distintas disciplinas técnicas: sensores (de presión, fuerza, temperatura),
detectores, galgas, captadores, sondas, etc.
Los transductores pueden clasificarse en activos y pasivos. (Bolton W. ,
2006)

48
Los transductores activos son aquellos que producen una señal eléctrica sin
necesidad de una alimentación externa. Ejemplo los transductores
electromagnéticos, celdas fotovoltaicas., termocuplas, dispositivos
piezoeléctricos.
Los transductores pasivos son aquellos que necesitan de algún elemento
adicional en la transducción. Ejemplo Infrarrojo, sensor de presencia.
Los transductores y los sensores pueden clasificarse en dos tipos básicos,
dependiendo de la forma de la señal convertida. Los dos tipos son:
Transductores analógicos, Transductores digitales. (Bolton W. , 2006)
Los transductores analógicos proporcionan una señal analógica continua,
por ejemplo mayor voltaje o corriente eléctrica mientras más peso en una
celda de carga. Esta señal puede ser tomada como el valor de la variable
física que se mide.
Los transductores digitales son aquellos que manejan niveles lógicos de
voltaje, estos pueden ser altos o bajos, por ejemplo los detectores de
presencia, cuando se detecta un objeto, envía un nivel lógico alto, y cuando
no se detecta ningún objeto este envía un nivel lógico bajo.
2.1.9.1 Switches
Los switches se pueden definir como dispositivos de entrada que pueden
ser considerados como sensores debido a que al ser activados estos envían
una señal al dispositivo de control.
Permitiendo el paso o la interrupción de la corriente al ser activados, sea
esta corriente DC o AC. Pueden ser normalmente abiertos o normalmente
cerrados. La interpretación de su señal también puede ser interpretada como
estados lógicos, cero lógico o uno lógico.

49
También hay switches en forma de pulsador, de los cuales pueden ser
autoenclavados y otros sin efecto autoenclavador.
2.1.9.2 Luces indicadoras
Como comúnmente se observa en los paneles de control siempre están
presentes las luces indicadoras. Estas permiten observar cada
funcionamiento que se le programó para el proceso o máquina.
2.1.9.3 Celda de carga
“Una celda de carga es un dispositivo electromecánico, basado en la
deformación mecánica la cual estrangula el flujo eléctrico en un resistencia
embebida en el dispositivo” (Tecnipeso, 2011).
Una definición más simple y general se puede decir que una celda de carga
es un transductor que es utilizado para convertir una fuerza en una señal
eléctrica.
La resistencia que se encuentra en la celda ce carga se conoce como galga,
y se encuentra con otras resistencias formando un "puente de wheatstone".
Entre los dos puntos opuestos del puente se aplica un voltaje DC o AC, entre
5 a 20 Voltios dependiendo de la celda de carga, y con la deformación
mecánica de la celda genera una variación en milivoltios proporcional al
voltaje aplicado y a la carga. Esta señal eléctrica de salida en milivoltios
debe ser amplificada mediante un amplificador de instrumentación antes de
que pueda ser utilizada. En la figura 25 se tiene un ejemplo de celda de
carga.
Figura 25. Celda de carga
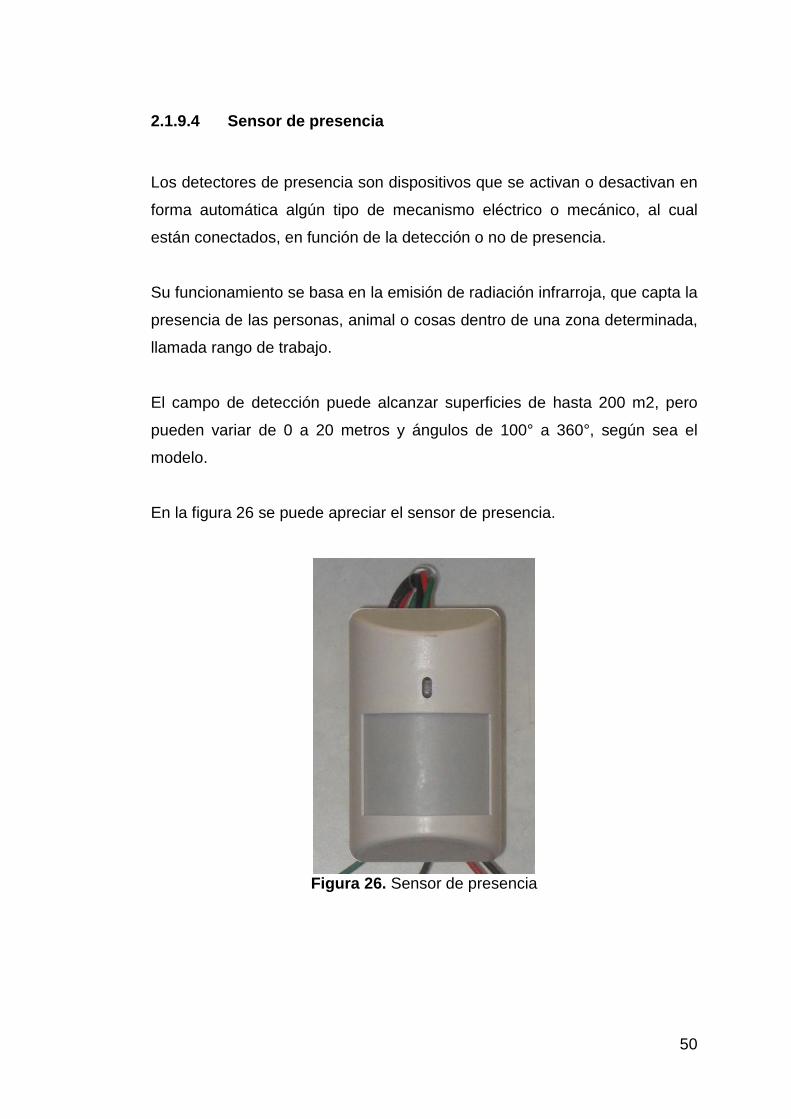
50
2.1.9.4 Sensor de presencia
Los detectores de presencia son dispositivos que se activan o desactivan en
forma automática algún tipo de mecanismo eléctrico o mecánico, al cual
están conectados, en función de la detección o no de presencia.
Su funcionamiento se basa en la emisión de radiación infrarroja, que capta la
presencia de las personas, animal o cosas dentro de una zona determinada,
llamada rango de trabajo.
El campo de detección puede alcanzar superficies de hasta 200 m2, pero
pueden variar de 0 a 20 metros y ángulos de 100° a 360°, según sea el
modelo.
En la figura 26 se puede apreciar el sensor de presencia.
Figura 26. Sensor de presencia
51
2.1.10 ALTERNATIVAS DE MATERIALES PARA LA DOSIFICADORA-EMBOLSADORA Existen gran variedad de alternativas para la selección de materiales, los
mismos que pueden ser utilizados para el diseño del sistema, las alternativas
pueden ser: (Javierre Lardiés & Fernández Cuello, 2012)
• Acero galvanizado
• Acero común (A36)
• Aceros especiales (Chronit)
2.1.10.1 Acero galvanizado
El recubrimiento galvanizado le otorga al acero una excelente protección, el
mismo que entrega propiedades fabulosas entre las que se encuentra su
gran resistencia a la abrasión, así como también a la corrosión. Esta última
característica produce tres excelentes efectos. (Javierre Lardiés &
Fernández Cuello, 2012)
El primero, consta en la aislación frente a un medio ambiente que podría ser
bastante agresivo.
En segundo lugar, es aquella en la que el zinc se comporta como la parte
anódica de la corrosión, de este modo, mientras haya recubrimiento de zinc,
entonces el acero estará protegido.
En último lugar, se refiere a que la corrosión del zinc logra tapar aquellas
discontinuidades que pueden existir en el recubrimiento a causa de la
corrosión u otro tipo de daños, como por ejemplo, un golpe fuerte.

52
2.1.10.2 Acero común (A-36)
El acero A36 es una aleación de acero al carbono, es el tipo más común de
acero utilizado en la construcción, la manufactura, edificios, puentes y
muchas otras industrias. De los aceros al carbono, el acero ASTM A36 es
una de las variedades más comunes, en parte debido a su bajo costo.
Ofrece una excelente resistencia y fuerza para un acero bajo en carbono y
aleación, aunque es propenso al óxido.
El acero A36 es el más generalizado de los aceros laminados en caliente.
Por lo general, está disponible en barra redonda, barra cuadrada, barra
rectangular, así como perfiles de acero tales como vigas I, vigas H, vigas G
ángulos, canales y planchas. (Javierre Lardiés & Fernández Cuello, 2012)
2.1.10.3 Acero Chronit Estos aceros han sido desarrollados por la fábrica “Acero Bӧhler” de
aleación especial para la construcción mecánica y estructural. De acuerdo a
su página web (BOHLER, 2009) la definen como un “Acero resiste a la
abrasión por impacto y rozamiento, de altísima tenacidad y resistente a la
corrosión atmosférica para elementos de movimientos de tierras, minerales y
materiales abrasivos, como dientes de palas retroexcavadoras, tolva de
volquetas, etc.”
3. METODOLOGÍA
53
Este capítulo permite describir cada uno de los métodos y materiales que se
llevará a cabo en el desarrollo de la investigación.
Los requerimientos del sistema a implementar se basan en la utilización de
la metodología Mecatrónica, como a continuación se describe.
3.1 METODOLOGÍA MECATRÓNICA Todos los métodos y materiales a utilizar se encierran en el significado de la
Mecatrónica, a continuación se citara tres definiciones:
“El término Mecatrónica es usado para describir la integración de sistemas
de control basados en microprocesadores, sistemas eléctricos y sistemas
mecánicos”. (Bolton W. , 2006)
“Es la integración sinérgica de la Ingeniería Mecánica con la Ingeniería
Electrónica y el Control Inteligente por computadora en el diseño y
manufactura de productos y procesos.” (UNESCO)
“Es una combinación de diversas actividades interdisciplinarias del
conocimiento, entre las que se encuentran la Ingeniería Mecánica, la
Ingeniería Electrónica y los Sistemas Computacionales, su propósito es
crear, mejorar, armonizar o perfeccionar productos o procesos.” (Asociación
Mexicana de Mecatrónica)
En la figura 27 se puede apreciar los aspectos que contiene el diseño
Mecatrónico:

54
Figura 27. Metodología de Diseño Mecatrónica
(Mecatronica Ecuador)
En la figura anterior se puede observar uno de los ejemplos de la
metodología la cual se utiliza en la Mecatrónica, la misma que empieza con
una especificación del sistema de manera general, en la cual se abarca el
diseño mecánico, el diseño eléctrico, el diseño de control, y el codiseño
embebido del software y hardware.
A partir de estas especificación de cada uno de los diseños se realiza un
prototipo virtual, a partir del cual si este se encuentra aprobado con cada una
de los requerimientos se empieza al ensamble del prototipo físico, el cual
debe ser aprobado por el diseño de fabricación de sistemas de ensayo; esto
consiste en que cualquier producto que es fabricado y ensamblado requiere
un sistema de pruebas de fabricación con el fin de asegurar que el producto
esté funcionando correctamente cuando llega al cliente.
Ya a partir de estas pruebas se empieza con la fabricación del sistema la
misma que debe contar con un servicio de apoyo preventivo y correctivo, y
por último se debe tener en cuenta un mantenimiento de cada una de los
diseños que se utilizó, de manera general se le conoce como un
mantenimiento de la ingeniería.
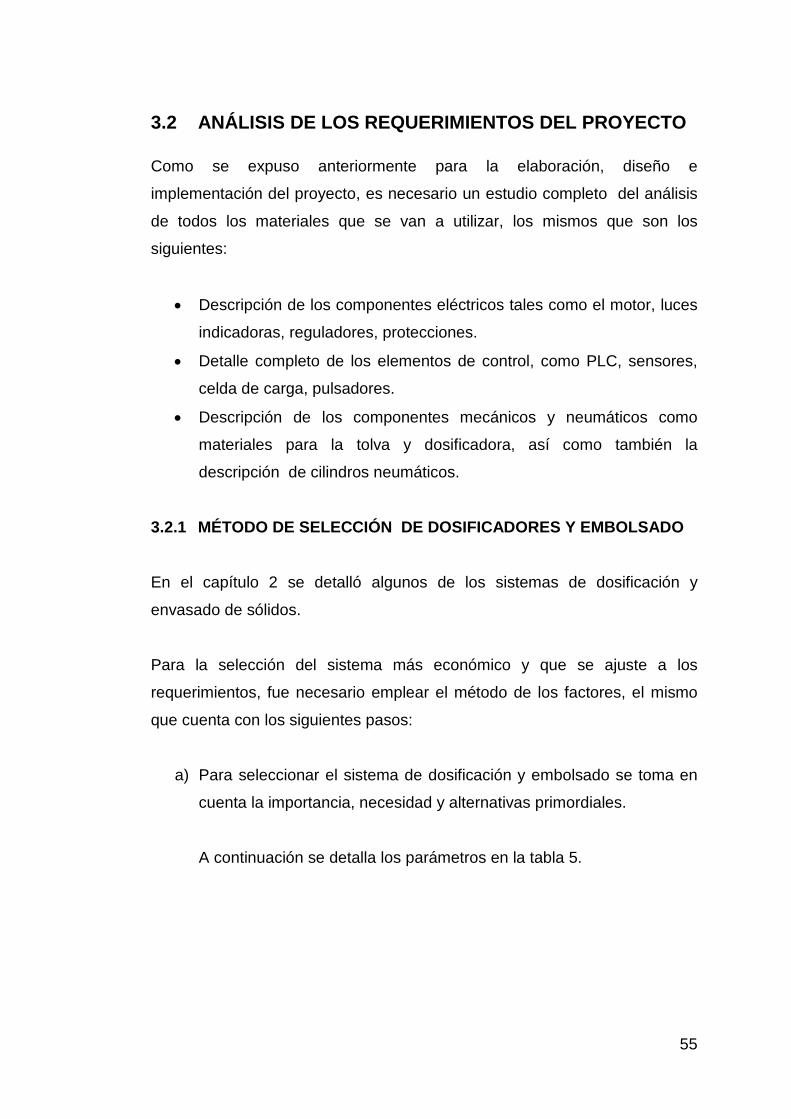
55
3.2 ANÁLISIS DE LOS REQUERIMIENTOS DEL PROYECTO Como se expuso anteriormente para la elaboración, diseño e
implementación del proyecto, es necesario un estudio completo del análisis
de todos los materiales que se van a utilizar, los mismos que son los
siguientes:
• Descripción de los componentes eléctricos tales como el motor, luces
indicadoras, reguladores, protecciones.
• Detalle completo de los elementos de control, como PLC, sensores,
celda de carga, pulsadores.
• Descripción de los componentes mecánicos y neumáticos como
materiales para la tolva y dosificadora, así como también la
descripción de cilindros neumáticos.
3.2.1 MÉTODO DE SELECCIÓN DE DOSIFICADORES Y EMBOLSADO En el capítulo 2 se detalló algunos de los sistemas de dosificación y
envasado de sólidos.
Para la selección del sistema más económico y que se ajuste a los
requerimientos, fue necesario emplear el método de los factores, el mismo
que cuenta con los siguientes pasos:
a) Para seleccionar el sistema de dosificación y embolsado se toma en
cuenta la importancia, necesidad y alternativas primordiales.
A continuación se detalla los parámetros en la tabla 5.
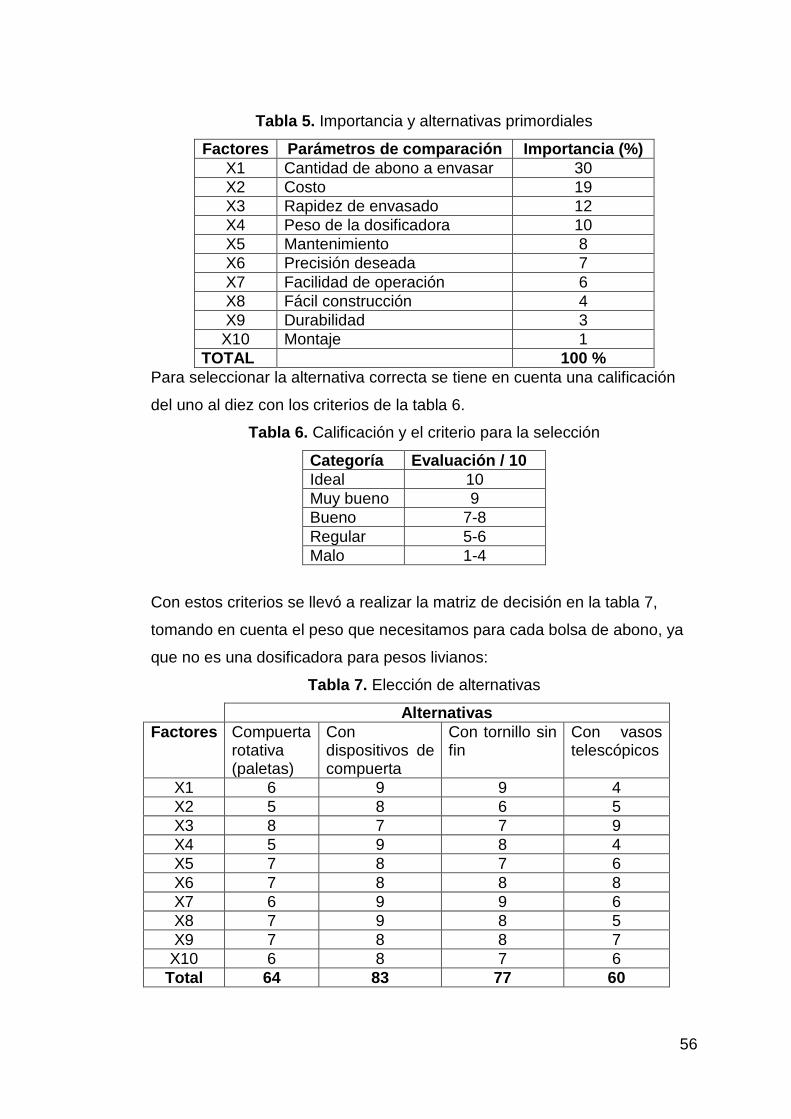
56
Tabla 5. Importancia y alternativas primordiales
Factores Parámetros de comparación Importancia (%) X1 Cantidad de abono a envasar 30 X2 Costo 19 X3 Rapidez de envasado 12 X4 Peso de la dosificadora 10 X5 Mantenimiento 8 X6 Precisión deseada 7 X7 Facilidad de operación 6 X8 Fácil construcción 4 X9 Durabilidad 3
X10 Montaje 1 TOTAL 100 %
Para seleccionar la alternativa correcta se tiene en cuenta una calificación
del uno al diez con los criterios de la tabla 6.
Tabla 6. Calificación y el criterio para la selección
Categoría Evaluación / 10 Ideal 10 Muy bueno 9 Bueno 7-8 Regular 5-6 Malo 1-4
Con estos criterios se llevó a realizar la matriz de decisión en la tabla 7,
tomando en cuenta el peso que necesitamos para cada bolsa de abono, ya
que no es una dosificadora para pesos livianos:
Tabla 7. Elección de alternativas
Alternativas Factores Compuerta
rotativa (paletas)
Con dispositivos de compuerta
Con tornillo sin fin
Con vasos telescópicos
X1 6 9 9 4 X2 5 8 6 5 X3 8 7 7 9 X4 5 9 8 4 X5 7 8 7 6 X6 7 8 8 8 X7 6 9 9 6 X8 7 9 8 5 X9 7 8 8 7
X10 6 8 7 6 Total 64 83 77 60

57
Con la matriz se tiene el orden de las dosificadoras y embolsadoras.
1. Dosificador con dispositivos de compuerta
2. Dosificador con tornillo sin fin
3. Dosificador con compuertas rotativas (paletas)
4. Dosificador con vasos telescópicos
Ya con la matriz de decisión realizada se llega a elegir la dosificadora con
dispositivos de compuerta, la misma que para el diseño y construcción de
nuestra maquina no será con características iguales, sino que se realizará
algunas variaciones según los requerimientos del abono a embolsar y los
materiales existentes en el mercado.
3.2.1.1 Dosificadores con dispositivos de compuertas
De acuerdo al principio de funcionamiento de la dosificadora y envasadora
con dispositivo de compuerta, se realiza el diseño, el mismo que consiste en
una tolva de almacenamiento, en la que se incluye al final de la misma una
compuerta a la cual le llamaremos compuerta de la dosificadora, esta será
accionada por un cilindro neumático. El cilindro dosificador no se encuentra
unido a la tolva, al contrario es sujetado por medio de un brazo acoplado a la
celda de carga. En el cilindro de dosificación se encuentra la compuerta
obturadora, la cual se abrirá en el momento en que la celda de carga envié
la información del peso exacto que se requiere.
Las compuertas neumáticas colocadas en este sistema se abrirán o se
cerrarán según la programación que le demos a nuestro PLC con la finalidad
de cumplir con el proceso de embolsado con un peso establecido.
En la figura 28 se puede apreciar los elementos principales del sistema de
embolsado.
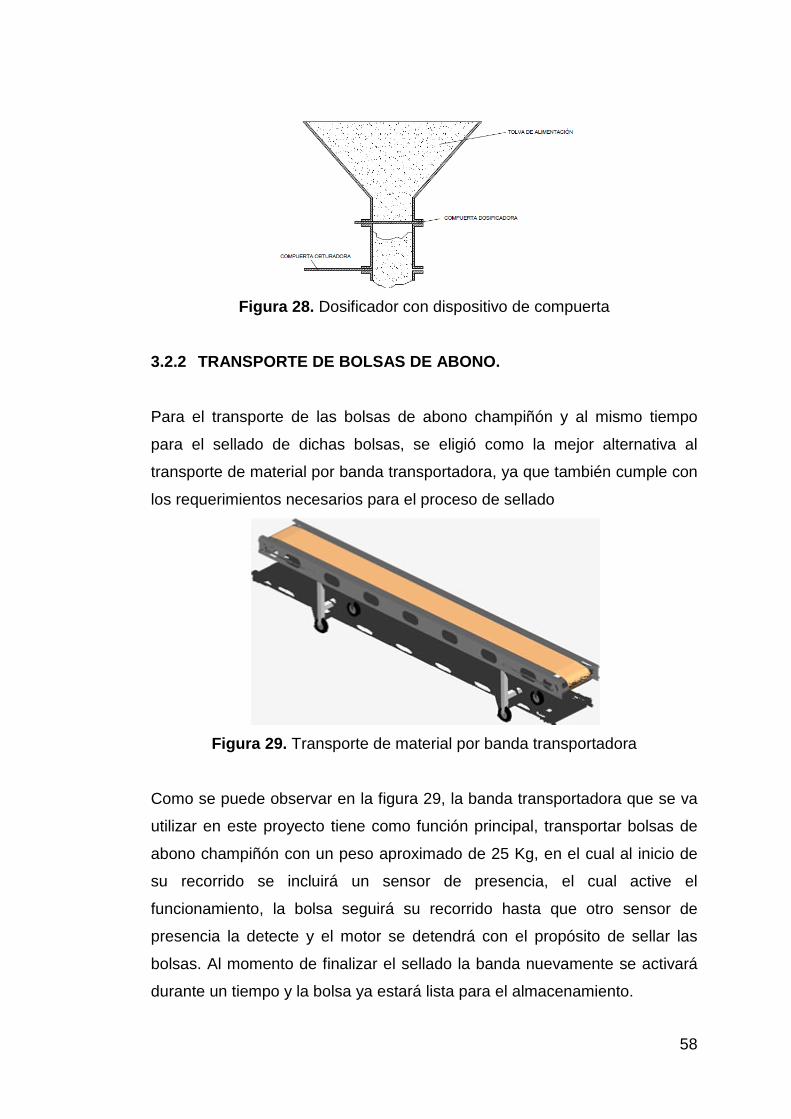
58
Figura 28. Dosificador con dispositivo de compuerta
3.2.2 TRANSPORTE DE BOLSAS DE ABONO. Para el transporte de las bolsas de abono champiñón y al mismo tiempo
para el sellado de dichas bolsas, se eligió como la mejor alternativa al
transporte de material por banda transportadora, ya que también cumple con
los requerimientos necesarios para el proceso de sellado
Figura 29. Transporte de material por banda transportadora
Como se puede observar en la figura 29, la banda transportadora que se va
utilizar en este proyecto tiene como función principal, transportar bolsas de
abono champiñón con un peso aproximado de 25 Kg, en el cual al inicio de
su recorrido se incluirá un sensor de presencia, el cual active el
funcionamiento, la bolsa seguirá su recorrido hasta que otro sensor de
presencia la detecte y el motor se detendrá con el propósito de sellar las
bolsas. Al momento de finalizar el sellado la banda nuevamente se activará
durante un tiempo y la bolsa ya estará lista para el almacenamiento.
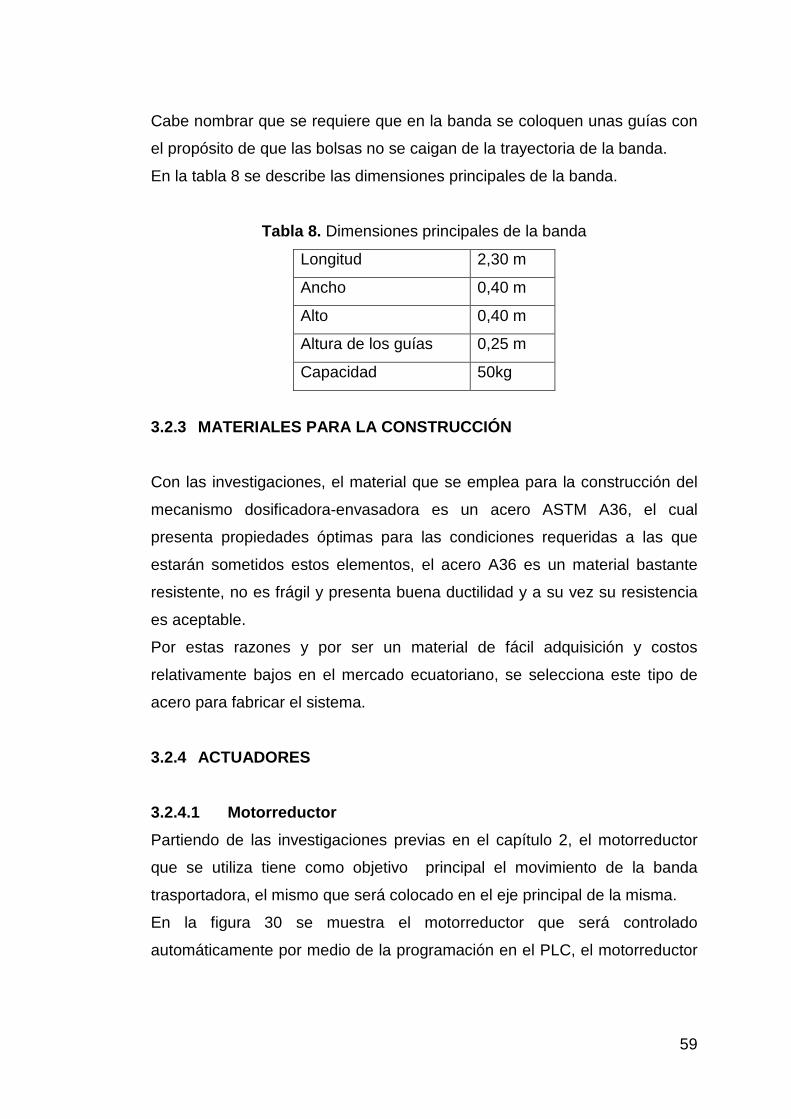
59
Cabe nombrar que se requiere que en la banda se coloquen unas guías con
el propósito de que las bolsas no se caigan de la trayectoria de la banda.
En la tabla 8 se describe las dimensiones principales de la banda.
Tabla 8. Dimensiones principales de la banda
Longitud 2,30 m
Ancho 0,40 m
Alto 0,40 m
Altura de los guías 0,25 m
Capacidad 50kg
3.2.3 MATERIALES PARA LA CONSTRUCCIÓN Con las investigaciones, el material que se emplea para la construcción del
mecanismo dosificadora-envasadora es un acero ASTM A36, el cual
presenta propiedades óptimas para las condiciones requeridas a las que
estarán sometidos estos elementos, el acero A36 es un material bastante
resistente, no es frágil y presenta buena ductilidad y a su vez su resistencia
es aceptable.
Por estas razones y por ser un material de fácil adquisición y costos
relativamente bajos en el mercado ecuatoriano, se selecciona este tipo de
acero para fabricar el sistema.
3.2.4 ACTUADORES 3.2.4.1 Motorreductor Partiendo de las investigaciones previas en el capítulo 2, el motorreductor
que se utiliza tiene como objetivo principal el movimiento de la banda
trasportadora, el mismo que será colocado en el eje principal de la misma.
En la figura 30 se muestra el motorreductor que será controlado
automáticamente por medio de la programación en el PLC, el motorreductor
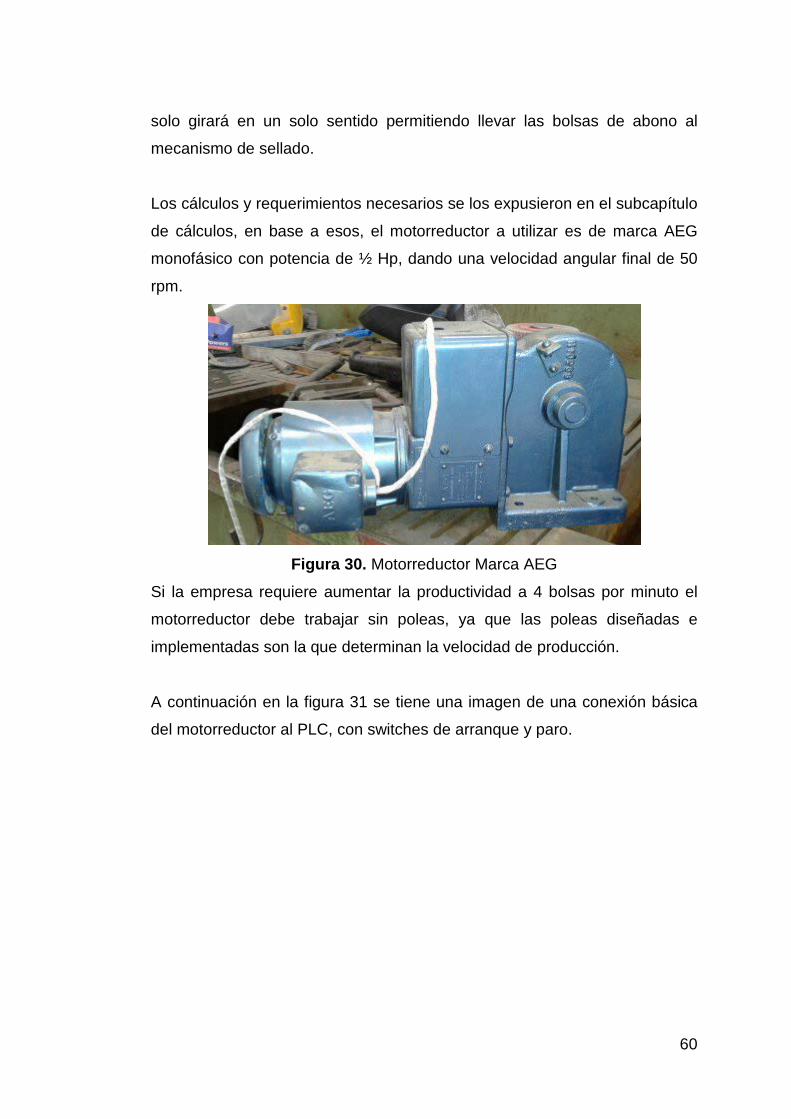
60
solo girará en un solo sentido permitiendo llevar las bolsas de abono al
mecanismo de sellado.
Los cálculos y requerimientos necesarios se los expusieron en el subcapítulo
de cálculos, en base a esos, el motorreductor a utilizar es de marca AEG
monofásico con potencia de ½ Hp, dando una velocidad angular final de 50
rpm.
Figura 30. Motorreductor Marca AEG
Si la empresa requiere aumentar la productividad a 4 bolsas por minuto el
motorreductor debe trabajar sin poleas, ya que las poleas diseñadas e
implementadas son la que determinan la velocidad de producción.
A continuación en la figura 31 se tiene una imagen de una conexión básica
del motorreductor al PLC, con switches de arranque y paro.
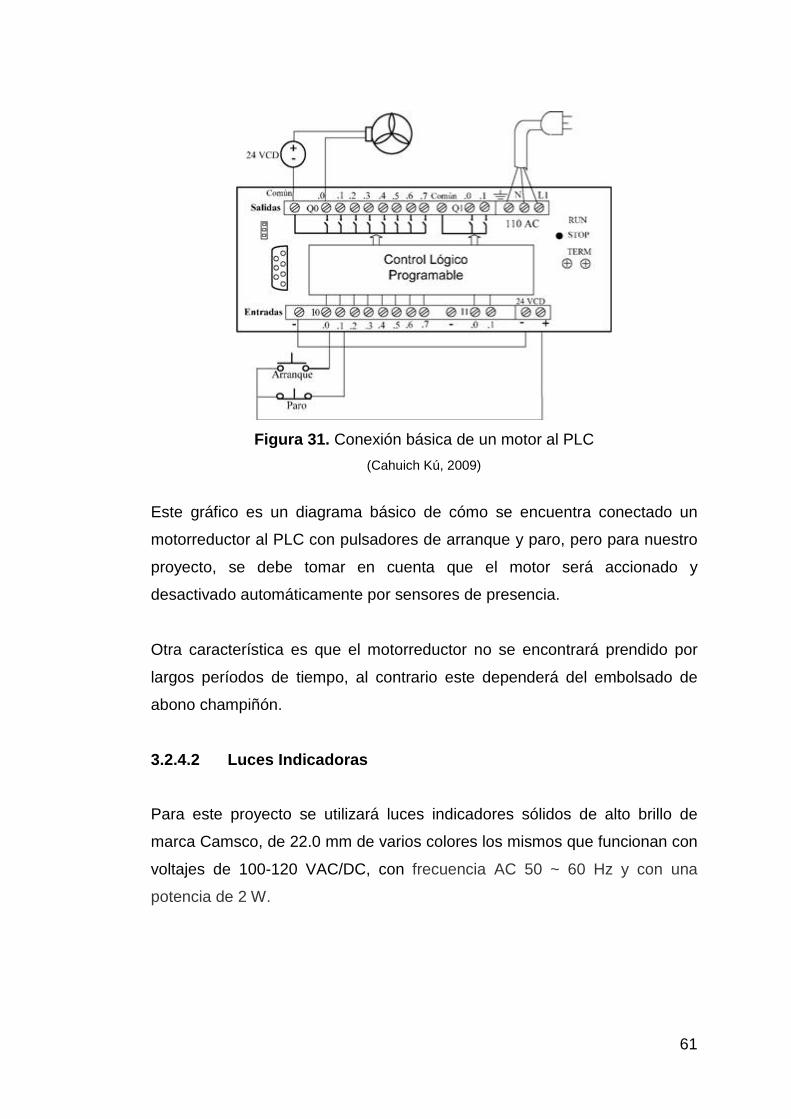
61
Figura 31. Conexión básica de un motor al PLC
(Cahuich Kú, 2009) Este gráfico es un diagrama básico de cómo se encuentra conectado un
motorreductor al PLC con pulsadores de arranque y paro, pero para nuestro
proyecto, se debe tomar en cuenta que el motor será accionado y
desactivado automáticamente por sensores de presencia.
Otra característica es que el motorreductor no se encontrará prendido por
largos períodos de tiempo, al contrario este dependerá del embolsado de
abono champiñón.
3.2.4.2 Luces Indicadoras
Para este proyecto se utilizará luces indicadores sólidos de alto brillo de
marca Camsco, de 22.0 mm de varios colores los mismos que funcionan con
voltajes de 100-120 VAC/DC, con frecuencia AC 50 ~ 60 Hz y con una
potencia de 2 W.

62
En este proyecto se utilizarán 4 luces, similares a la figura 32, las mismas
que se encuentran colocadas en las salidas del PLC, estas se accionarán
dependiendo del proceso que se esté efectuando.
• La primera luz (rojo) se encenderá al presionar el primer pulsador, el
mismo que nos indica el encendido del sistema, el cual permanecerá
encendido hasta completar el número establecido en el contador.
• La segunda luz (azul) se encenderá cuando la bolsa se encuentre en
el proceso de sellado
• La tercera luz (amarillo) se encenderá luego de haber encendido el
sistema mediante un interruptor, indicando el comienzo del proceso
ya que este permanece encendido siempre y cuando no sobrepase el
numero establecido en el contador de embolsado.
• La cuarta luz (verde) se encenderá cuando se presione el botón de
paro de emergencia.
Figura 32. Luces indicadoras Camsco (W3c.ec-Soluciones Online, 2011)
3.2.4.3 Protecciones
La protección que se va a utilizar son dos portafusibles de 10x38, en el cual
se incluirá fusibles de 2 A. Estos portafusibles permitirán proteger de manera

63
general todo el circuito eléctrico del sistema ya que se conectará
directamente a la línea de 110V protegiendo contra cortocircuitos o
sobrecargas al PLC y por ende a sus componentes de entradas y salidas.
Las características de estos portafusibles son las siguientes:
• Tensión asignada desde 500 – 1000 V~.
• Conexiones de gran capacidad.
• Soporta fusibles desde 2 A – 32 A
• Frecuencia de operación 50-60 Hz
• Numero de polos: 1
En la figura 33 se puede observar los fusibles y portafusibles adquiridos.
Figura 33. Fusibles y Portafusibles de 10x38
(W3c.ec-Soluciones Online, 2011)

64
3.2.5 SISTEMAS DE CONTROL 3.2.5.1 Pulsadores
Se utilizará dos pulsadores simples de 22mm de diámetro, estos pulsadores
estarán conectados en las entradas del PLC y permitirá activar el comando
que se programe para el proceso deseado.
Se utiliza de igual manera un pulsador tipo hongo de media vuelta marca
Camsco de 22mm de diámetro, que permitirá activar o desactivar el
programa en cualquier momento, ya sea por fallas en el mecanismo o por
manejo incorrecto en el proceso.
También se implementará un pulsador doble metálico de Ø22mm, este del
mismo modo que los pulsadores simples y de emergencia, estará conectado
en las entradas del PLC y cumple la función de ON/OFF del sistema.
En la figura 24 se puede apreciar los diferentes pulsadores que se van a
utilizar.
Figura 34. Pulsador simple, pulsador doble, pulsador tipo hongo
(W3c.ec-Soluciones Online, 2011)

65
3.2.5.2 Celda de Carga por viga
La celda de carga a utilizar es un LOAD CELL ZEMIC, modelo L6E3 viga,
Clase C3 de 100 kg, la cual se encuentra ubicada como soporte para el
cilindro de dosificación por medio de unos brazos.
Tiene como función principal permitir el llenado de abono en la dosificadora
de acuerdo a la deformación mecánica que sufra y al peso que se
establecerá, al tener el peso deseado este en enviará señales en mili voltios
al Módulo de conversión que más adelante lo describiremos. El módulo
receptará esta señal y la convertirá en señales digitales 1 o 0 al PLC con el
propósito de activar y desactivar las compuertas neumáticas.
La celda de carga que se utilizará se la puede apreciar en la figura 35.
Figura 35. Celda de carga Marca ZEMIC
(Tecnipeso, 2011)
Entre sus aplicaciones tenemos:
• Aplicaciones en máquinas de dosificación y llenado.
• Plataformas.
• Contadoras.
• Balanzas de correos.
En la tabla 9 se describe las especificaciones según el fabricante:
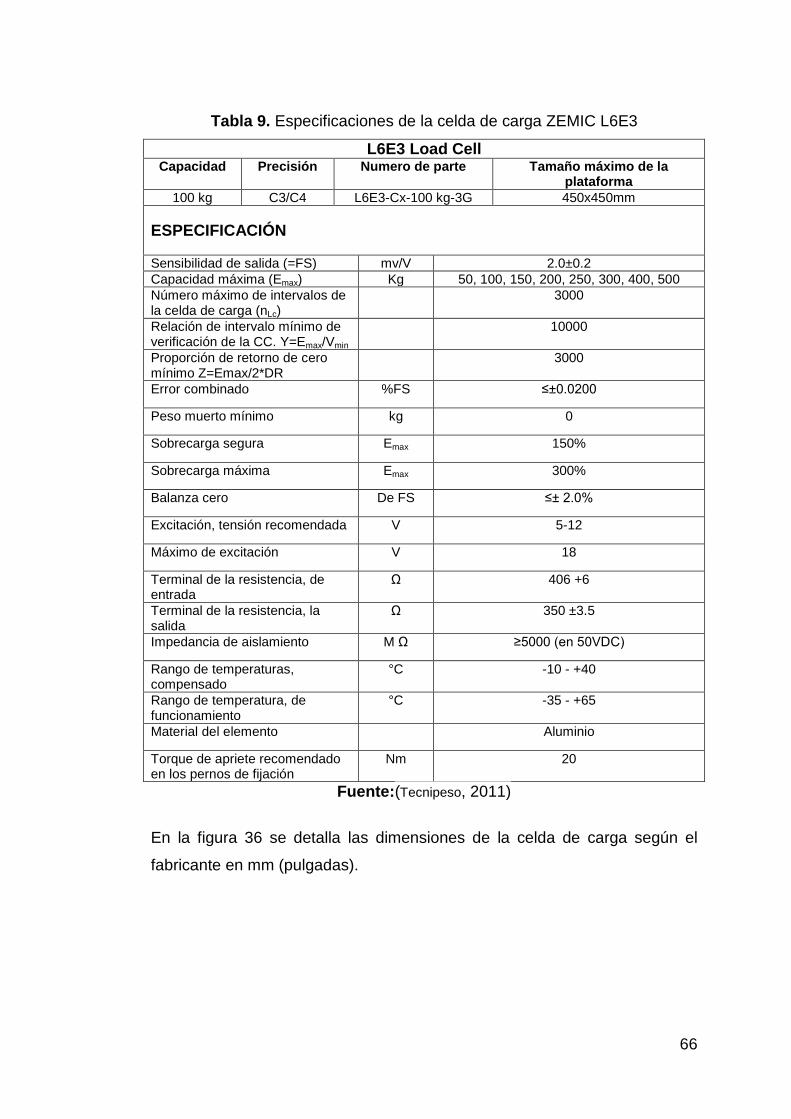
66
Tabla 9. Especificaciones de la celda de carga ZEMIC L6E3
L6E3 Load Cell Capacidad Precisión Numero de parte Tamaño máximo de la
plataforma 100 kg C3/C4 L6E3-Cx-100 kg-3G 450x450mm
ESPECIFICACIÓN Sensibilidad de salida (=FS) mv/V 2.0±0.2 Capacidad máxima (Emax) Kg 50, 100, 150, 200, 250, 300, 400, 500 Número máximo de intervalos de la celda de carga (nLc)
3000
Relación de intervalo mínimo de verificación de la CC. Y=Emax/Vmin
10000
Proporción de retorno de cero mínimo Z=Emax/2*DR
3000
Error combinado %FS ≤±0.0200
Peso muerto mínimo kg 0
Sobrecarga segura Emax 150%
Sobrecarga máxima Emax 300%
Balanza cero De FS ≤± 2.0%
Excitación, tensión recomendada V 5-12
Máximo de excitación V 18
Terminal de la resistencia, de entrada
Ω 406 +6
Terminal de la resistencia, la salida
Ω 350 ±3.5
Impedancia de aislamiento M Ω ≥5000 (en 50VDC)
Rango de temperaturas, compensado
°C -10 - +40
Rango de temperatura, de funcionamiento
°C -35 - +65
Material del elemento Aluminio
Torque de apriete recomendado en los pernos de fijación
Nm 20
Fuente:(Tecnipeso, 2011)
En la figura 36 se detalla las dimensiones de la celda de carga según el
fabricante en mm (pulgadas).

67
Figura 36. Dimensiones y características de la celda de carga ZEMIC L6E3
(Tecnipeso, 2011)
3.2.5.3 Dispositivo de transformación de señal
Se implementa un dispositivo con el fin de poder establecer el peso
requerido. Este indicador presenta 4 salidas de voltaje de 5v (peso bajo, alto
y ok y una salida buzzer) para este proyecto se requiere dos salidas las
cuales están conectadas a una placa de relés (5 a 110v), las mismas que se
activarán y mandarán la señal al PLC de acuerdo a las condiciones que se
programen en el indicador. En la figura 37 se puede observar el dispositivo
de trasformación de señal que se utilizará. Este dispositivo presenta las
siguientes características según el catálogo del fabricante:
Figura 37. Indicador FM18
(Tecnipeso, 2011)

68
Características: FM18 presenta los requisitos de ser un indicador de gran alcance. Contiene
casi todas las características y funciones que necesitan las aplicaciones de
pesaje industrial dinámica y simple estática.
• Equipado conRS232, TTL Salidas de relé, Interfaces de comunicación
inalámbrica/ TTLRS232.
• Comunicación bidireccional a través deRS232oTTLInterfaz.
• Convertidor de analógico a digital.
• Proporcionan resultados de pesaje rápido, estable y casi sin errores
en cualquier momento cuando lo necesite.
Funciones
• Pesaje
• Función de control de peso
• Programable por el usuario para controlar las funciones de salida del
tipo relé
• Acumulación de memoria
Se detalla las especificaciones del indicador FM18 en la tabla 10.

69
Tabla 10. Especificaciones del indicador FM18
Capacidad máxima Modo de rango individual: Max=1~999,999 (kg o lb)
Modo de rango doble: Max1=1~999,998(kg o lb) Max2=2~999999(kg o lb)
Resolución Externa (nmax) [(Max / Escala de intervalo (d)]
Estándar =Abajo30000 Alta=30.000~75.000 Máxima=300000
Unidades de peso Kg, g y lb Velocidad de muestreo A/D 15veces /segundo Max. intervalo de medición 15mv
Requisitos de voltaje de alimentación
Construido con batería recargable de 6VDC Adaptador de corriente externo = 9~12VDC, 500mA+
La célula de carga Voltaje de excitación
5VDC
Impedancia mínima celda de carga
350Ω
Máxima Impedancia celda de carga
1000Ω
Conexión de la celda de carga Soporta 4 y 6 hilos del sistema de la celda de carga Entorno de funcionamiento -10~40°C. No condensada.R.H.≦85%
Las especificaciones están sujetas a cambios (OIML EC, 2009)
3.2.5.4 Placa de Relés Se utilizará una placa de relés similar a la figura 38, la misma que será
acoplada a dos de las salidas del indicador FM-18, su finalidad es activar los
relés dependiendo si el indicador toma lecturas de LOW o HI, las salidas de
los relés serán conectadas a las entradas del PLC, dando el control para el
movimiento de las compuertas neumáticas.
Las características a tomar serán de la placa original del módulo:
Características
• 4 canales de módulo de relé
• 4 relés independientes
• Complemento directo con el Indicador FM18
• Sincronizado con LO, OK, HI y salida del zumbador del FM18

70
• N.O. (Normalmente Abierto) y NC (Normalmente Cerrado) de salida
para cada canal
• Todos los puertos COM (Común) son Independientes. Capaz de
desencadenar varios dispositivos externos con diferentes tensiones y
corrientes.
• Relays Voltaje de funcionamiento = DC 5 V
• Max. Carga por relé=DC 30 V. 1 A / AC 125 V. 0.5A
Figura 38.Placa de 4- channel Relay Module FM-18
(OIML EC, 2009)
Para el proyecto se requiere una placa con estas características pero por
cuestión de reducción de costos se implementa una placa de solo dos
canales de relés.
A continuación en la figura 39 se tiene la placa de los relés que se utilizarán
como acople al indicador FM18

71
Figura 39. Placa de relés acoplado al indicador FM18
A continuación la figura 40 muestra cada una de las salidas del indicador
FM18 y en el cual estará acoplada la tarjeta de relés.
Figura 40. Salidas del Indicador FM18
3.2.5.5 Sensor de presencia El sensor de presencia que se implementa en el proyecto es de marca Crow,
estos dispositivos se colocarán en la banda transportadora.
72
La banda transportadora estará sin movimiento, hasta que se haya realizado
el proceso de embolsado.
El primer sensor se coloca en el inicio del recorrido de la banda, el cual al
detectar la presencia de una bolsa dará la señal On del motorreductor, la
bolsa seguirá su recorrido hasta que el segundo detector de presencia
detecte la bolsa y este enviará la señal de OFF del motorreductor, con el fin
de dar paso al proceso de sellado de la bolsa.
En la figura 41 se puede observar el sensor de presencia que se utilizará.
Figura 41. Sensor de Presencia
3.2.6 MÓDULO LOGICO DE CONTROL PROGRAMABLE (LOGO)
Para el control total del proceso se utiliza un módulo lógico de control
programable LOGO! 230RC de la marca SIEMENS.
El cual es conocido como un módulo lógico universal, que permite solucionar
las aplicaciones y procesos cotidianos, con una comodidad mayor y a menor
costo. Por cual son conocidos como controladores inteligentes.
Esta familia de pequeños autómatas programables LOGO! de SIEMENS se
destinan para realizar tareas de automatización en instalaciones industriales
y en el ámbito doméstico. Por ejemplo, el alumbrado de escaleras, luces

73
exteriores, control de toldos, etc. También se emplea en la construcción de
máquinas y aparatos. Por ejemplo, para el control de apertura y cierre de
puertas, instalaciones de ventilación, envasadores, bandas transportadoras,
control de bombas de agua no potable, etc. Así mismo, LOGO! se puede
utilizar para el control en invernaderos y el procesado de señales en equipos
de control, mediante la conexión de un módulo de comunicaciones.
Estas aplicaciones, anteriormente requerían una serie de activadores y
temporizadores y mucho trabajo de conexión, ahora se realizan con este tipo
módulos lógicos.
Estos autómatas pueden abarcar gran cantidad de módulos externos de
acuerdo a las necesidad del programador y del proceso, tales como; más
cantidad de entradas y salidas, pantallas táctiles.
En la figura 42 se encuentra el LOGO!230RC, el mismo que posee en la
parte superior las 8 entradas y en la parte inferior 4 salidas, también consta
de una pantalla LCD en la cual se visualiza todos los comandos y al lado
derecho se puede observar las teclas de programación.
Figura 42. LOGO! 230RC
En la figura 43 se muestra el extensor de entradas y salidas que se utilizará,
el cual consta de 8 entradas y 8 salidas.

74
Figura 43. Módulo extensor de entradas y salidas (Manual, LOGO!, 2010)
3.2.7 LOGO! SoftComfort V7.0
Para la programación del LOGO en una PC, se utiliza el software de LOGO!
SoftComfort V7.0.
Todos los modelos de LOGO! permiten ser conectados a un PC con un
cable especial que distribuye la propia Siemens.
Se elige este programa ya que es conocido como sinónimo de configuración
fácil y rápida, permite crear esquemas de contactos y diagramas de
funciones, simplemente escogiendo, arrastrando y colocando las funciones
correspondientes y su conexión, otra característica que presenta es que
permite realizar la simulación del todo el programa.
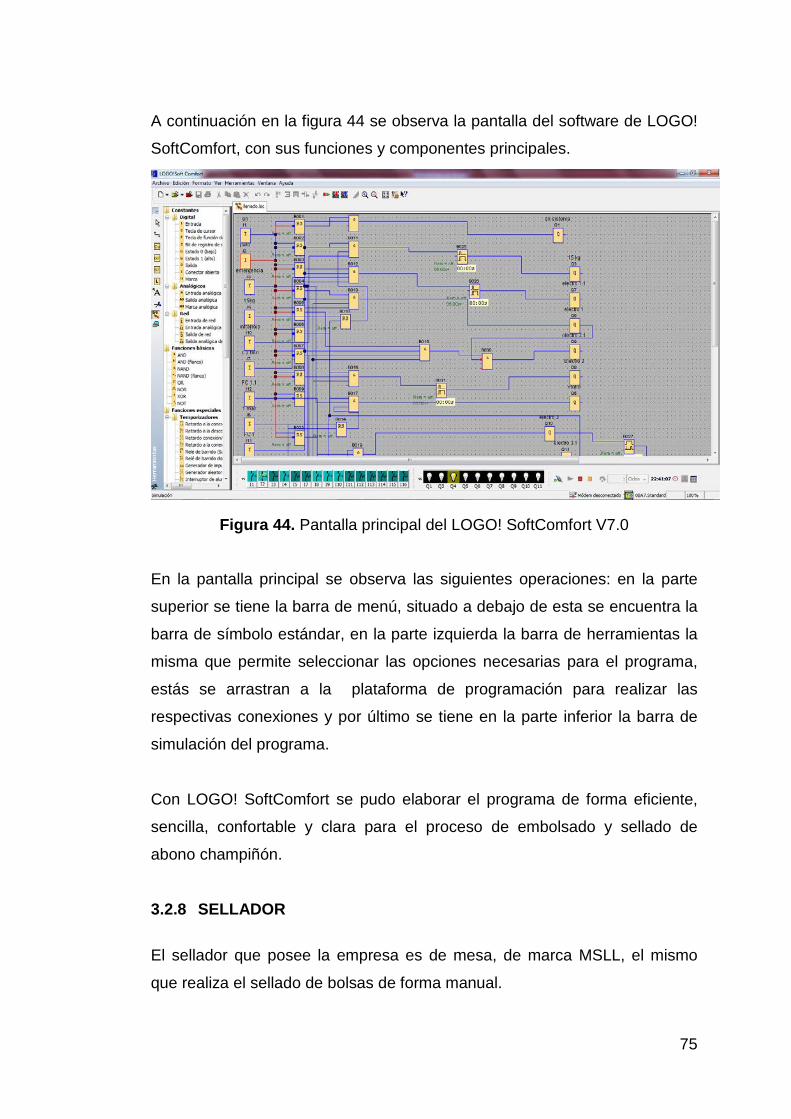
75
A continuación en la figura 44 se observa la pantalla del software de LOGO!
SoftComfort, con sus funciones y componentes principales.
Figura 44. Pantalla principal del LOGO! SoftComfort V7.0
En la pantalla principal se observa las siguientes operaciones: en la parte
superior se tiene la barra de menú, situado a debajo de esta se encuentra la
barra de símbolo estándar, en la parte izquierda la barra de herramientas la
misma que permite seleccionar las opciones necesarias para el programa,
estás se arrastran a la plataforma de programación para realizar las
respectivas conexiones y por último se tiene en la parte inferior la barra de
simulación del programa.
Con LOGO! SoftComfort se pudo elaborar el programa de forma eficiente,
sencilla, confortable y clara para el proceso de embolsado y sellado de
abono champiñón.
3.2.8 SELLADOR
El sellador que posee la empresa es de mesa, de marca MSLL, el mismo
que realiza el sellado de bolsas de forma manual.

76
Según los datos de la empresa, el tiempo que se requiere para un sellado de
calidad es de 2 segundos.
Esta máquina para ser útil en el proceso será acoplada a un mecanismo,
adaptando un cilindro neumático, el cual por medio de señales al Logo
permitirá el sellado automático.
En el sellador se acopla guías para las bolsas para poder realizar un buen
sellado.
El funcionamiento se basa en lo siguiente:
El cilindro neumático se encontrará en posición normal con el vástago
adentro, la banda transportadora se hallará en movimiento hasta que un
sensor de presencia detecte una unidad y este se detendrá, en ese
momento se activará el cilindro neumático por el tiempo necesario para el
sellado, terminado este ciclo la banda continuará con su recorrido.
En la figura 45 se muestra el sellador de bolsas que será implementado en
sistema de sellado automático.
Figura 45. Sellador de bolsas MSLL 900
77
3.2.8.1 Características del sellador MSLL 900 es el perfecto sellador para bolsas de forma manual con un largo de 900 mm. Se toma en cuenta las características según el catálogo del fabricante en la
tabla 11.
Tabla 11. Características técnicas del sellador
CARACTERÍSTICAS TECNICAS SOLDADORA MSLL-900 Voltaje 110 V
Potencia 800 W Largo soldadura 900 mm
Tiempo de calentar 0,2 – 1,5 segundos Ancho de sellado 3mm
Peso 13 kg Dimensiones de la maquina 1100x150x250
Nota: Características técnicas sujetas a variaciones sin previo aviso. La productividad depende de la tipología de la bolsa a sellar.
Referente a la productividad, la utilización de la selladora será de 2 veces
por minuto.
3.2.9 SISTEMA NEUMÁTICO
3.2.9.1 Cilindros Neumáticos
Los cilindros neumáticos que se usan son de Marca Chelic.
Todos los cilindros se eligen de acuerdo a los requerimientos del sistema
que se dan el subcapítulo de cálculos.
Para la compuerta de la dosificadora se utiliza un cilindro doble efecto de
diámetro de 20 mm x 100 mm de carrera.
Para la compuerta obturadora se utiliza un cilindro doble efecto de diámetro
de 16 mm x 100 mm de carrera.
Y por último para el sellador se recurre a un cilindro de simple efecto de diámetro de 16 mm x 50 mm de carrera.

78
En la figura 46 se puede apreciar cada uno de los cilindros que se utilizará en el sistema.
Figura 46. Cilindros neumáticos de doble efecto
Para los cilindros de doble efecto se requiere, los sensores de proximidad,
los cuales estarán conectados como entradas en el PLC y darán la
información de la posición de cada uno de los cilindros.
Los reguladores de caudal, tal como lo dice su nombre son reguladores auto
mecánicos para la regulación del flujo de aire en sistemas de caudal de aire
constante. La figura 47 muestra los sensores de proximidad y regulador de
caudal que se implementarán en el sistema.
Figura 47. Sensores de proximidad y reguladores de caudal
En tabla 12 se detalla las características principales de los cilindros de doble
efecto según el fabricante

79
Tabla 12. Características técnicas de los cilindros neumáticos doble efecto.
CARACTERÍSTICAS Operación Doble acción Fluido Aire Rango de presión kgf / cm2 (MPa) 1-7 (100-700) Máx. presión de servicio kgf / cm2 (MPa) 9 (900) Rango de temperatura ambiente 0C 0-60 Rango de velocidad de servicio mm / seg 50-700 Amortiguar Sin amortiguador Lubricación Libre lubricación Tamaño del agujero M5 X 0.8 Dispositivo de detección Con imán Fuerza de Salida kg 14 Fuerza de retorno kg 16
(Twinkle, 2012) El proceso de sellado es de solo 2 segundos por lo que no es necesario los
sensores de proximidad y tampoco cilindros de doble efecto. Por lo cual se
elige el cilindro de simple efecto, que trabaja con retorno por medio de un
resorte. En la figura 48 se puede apreciar el cilindro de simple efecto.
Figura 48. Cilindro de Simple efecto
En la figura 49 se encuentra las bridas para el montaje de cada uno de los
cilindros.
Figura 49. Accesorios de montaje de los cilindros
80
3.2.9.2 Electroválvulas
En la figura 50 las electroválvulas que se utilizan son de marca Chelic
biestables de 110 VAC de 1/8.
Se utilizará dos electroválvulas 5/2 que permitirán controlar los cilindros de
doble efecto, los mismos que se encuentran en la compuerta del dosificador
y en la compuerta obturadora.
Figura 50. Válvula solenoide 5/2 de 110VAC
(Twinkle, 2012)
Para el proceso de sellado se utiliza una válvula solenoide de 3/2 Marca
Chelic de 110 VAC de 1/8, el cual permite el manejo del cilindro de simple
efecto, tal cual se puede apreciar en la figura 51.
Figura 51. Válvula solenoide 3/2

81
En la figura 52 se encuentra el modo de operación de una válvula solenoide
3/2 y 5/2 respectivamente, los solenoides de cada una, están conectadas
como salidas del PLC.
Figura 52. Modo de operación de electroválvulas 3/2 y 5/2 respectivamente
Las electroválvulas 3/2 cuando son accionadas por pulsos eléctricos,
permiten el paso de aire a los cilindros, el paso es entre “A” y “P” y si la
válvula se desactiva la salida "A" es conmutada hacia un escape "R" ya que
el resorte de los cilindros es por resorte .
Las electroválvulas 5/2 poseen dos solenoides, lo cual permite el control de
expulsión y atracción del vástago del cilindro de doble efecto, su operación
se basa que al momento de ser activado el solenoide (1 2) existe un paso de
aire entre “1” y “2” para el retroceso del vástago, la salida “4” es conmutada
hacia un escape “5”.
Para la expulsión del vástago se activa el solenoide (1 4) para permitir el
paso de aire entre “1” y “4” y la salida “2” es conmutada hacia un escape “3”.
A continuación se describe las características de los cilindros según el
fabricante en la tabla 13.

82
Tabla 13. Características técnicas de los cilindros Marca Chelic
Características técnicas Fluido Aire o gases inertes Rango de presión establecida
0.17-0.8 MPa (1.7-8 Kgf/cm2)
Presión de trabajo máximo 1.0 MPa (10 kgf/cm2) Rango de temperatura 50C-600C (410F-1400F) Lubricación lubricante o sin lubricación
disponible Tiempo de respuesta 0.05 seg Gama de cilindros Ø40-Ø100 mm Ciclo de trabajo 100% Rango de tensión Tensiones nominales ±10% Protección IP65 Rango de temperatura ambiente
300C (860F)
Consumo de energía AC 110 V /60 Hz (Twinkle, 2012)
3.2.9.3 Unidad de mantenimiento
Se requiere el uso de la unidad de mantenimiento con el fin de prevenir que
las suciedades y polvos del aire comprimiendo cause deterioro, desgastes
en los elementos neumáticos. En la figura 53 se puede observar la unidad de
mantenimiento que se instalará en el sistema.
Figura 53. Unidad de mantenimiento marca Chanto
La unidad de mantenimiento que se utiliza es de marca Chanto de 40 micros
de ¼, consta de un filtro regulador y un lubricador.
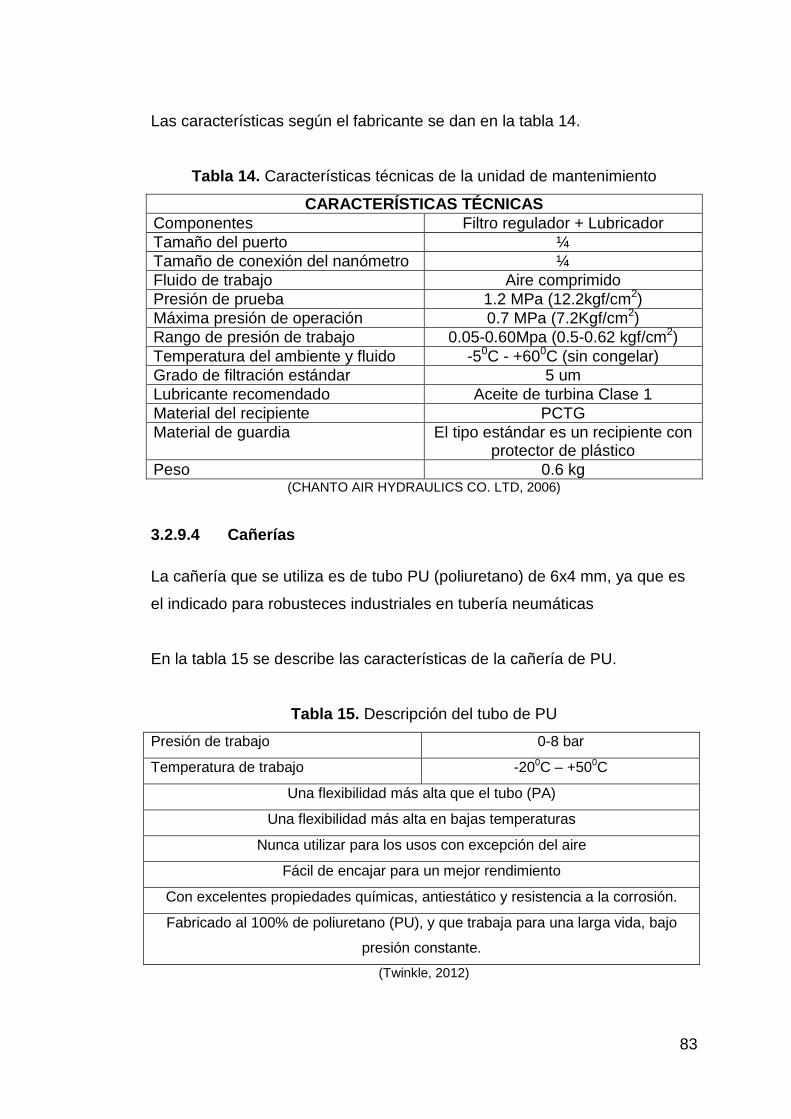
83
Las características según el fabricante se dan en la tabla 14.
Tabla 14. Características técnicas de la unidad de mantenimiento
CARACTERÍSTICAS TÉCNICAS Componentes Filtro regulador + Lubricador Tamaño del puerto ¼ Tamaño de conexión del nanómetro ¼ Fluido de trabajo Aire comprimido Presión de prueba 1.2 MPa (12.2kgf/cm2) Máxima presión de operación 0.7 MPa (7.2Kgf/cm2) Rango de presión de trabajo 0.05-0.60Mpa (0.5-0.62 kgf/cm2) Temperatura del ambiente y fluido -50C - +600C (sin congelar) Grado de filtración estándar 5 um Lubricante recomendado Aceite de turbina Clase 1 Material del recipiente PCTG Material de guardia El tipo estándar es un recipiente con
protector de plástico Peso 0.6 kg
(CHANTO AIR HYDRAULICS CO. LTD, 2006)
3.2.9.4 Cañerías La cañería que se utiliza es de tubo PU (poliuretano) de 6x4 mm, ya que es
el indicado para robusteces industriales en tubería neumáticas
En la tabla 15 se describe las características de la cañería de PU.
Tabla 15. Descripción del tubo de PU
Presión de trabajo 0-8 bar
Temperatura de trabajo -200C – +500C
Una flexibilidad más alta que el tubo (PA)
Una flexibilidad más alta en bajas temperaturas
Nunca utilizar para los usos con excepción del aire
Fácil de encajar para un mejor rendimiento
Con excelentes propiedades químicas, antiestático y resistencia a la corrosión.
Fabricado al 100% de poliuretano (PU), y que trabaja para una larga vida, bajo
presión constante.
(Twinkle, 2012)

84
3.2.9.5 Compresor
El compresor que se utilizará es de marca Campbell Hausfeld de 60 galones,
Este compresor no ingresara en los gastos de la tesis, ya que este aparato
posee la empresa.
El compresor es una parte esencial para el funcionamiento del sistema
neumático, ya que comprime el aire de la atmósfera hasta alcanzar la
presión de funcionamiento de la instalación.
En la figura 54 se puede apreciar el compresor que posee la empresa.
Figura 54. Compresor de aire.
Las características técnicas del compresor según el fabricante se detallan en
la figura 16.
Tabla 16. Características técnicas del compresor
Compresor Tipo Torre Potencia: Motor de 5 HP
Tamaño de Tanque (Gal)
60 Galones de Capacidad
Presión Máxima 135 PSI RPM especificados 1020
Voltaje/fases 220/240 V, 1 PH Motor 240 V
HP 5
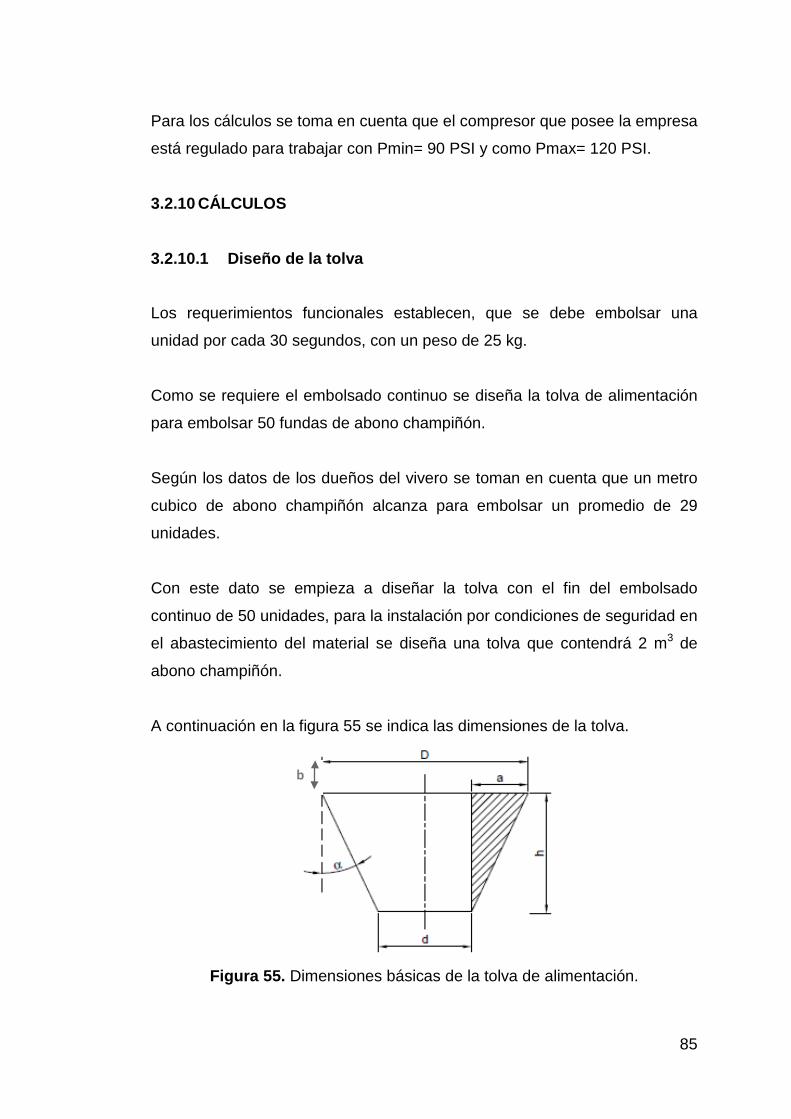
85
Para los cálculos se toma en cuenta que el compresor que posee la empresa
está regulado para trabajar con Pmin= 90 PSI y como Pmax= 120 PSI.
3.2.10 CÁLCULOS 3.2.10.1 Diseño de la tolva
Los requerimientos funcionales establecen, que se debe embolsar una
unidad por cada 30 segundos, con un peso de 25 kg.
Como se requiere el embolsado continuo se diseña la tolva de alimentación
para embolsar 50 fundas de abono champiñón.
Según los datos de los dueños del vivero se toman en cuenta que un metro
cubico de abono champiñón alcanza para embolsar un promedio de 29
unidades.
Con este dato se empieza a diseñar la tolva con el fin del embolsado
continuo de 50 unidades, para la instalación por condiciones de seguridad en
el abastecimiento del material se diseña una tolva que contendrá 2 m3 de
abono champiñón.
A continuación en la figura 55 se indica las dimensiones de la tolva.
Figura 55. Dimensiones básicas de la tolva de alimentación.
b
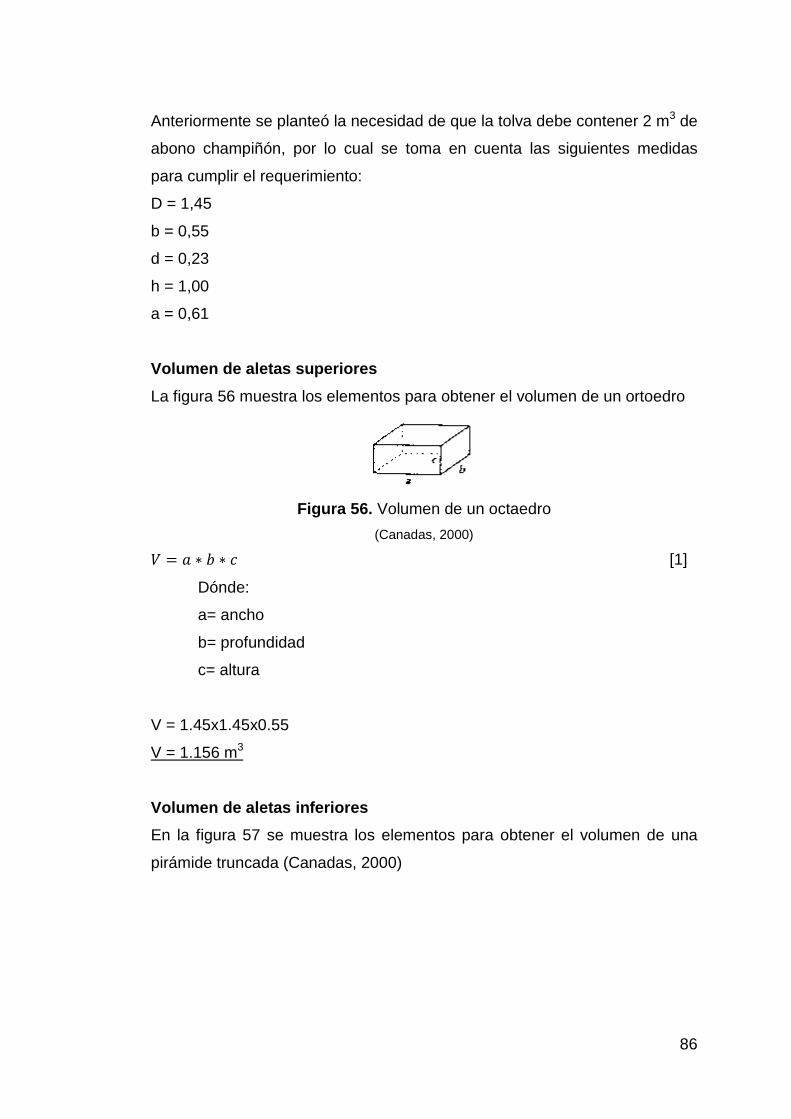
86
Anteriormente se planteó la necesidad de que la tolva debe contener 2 m3 de
abono champiñón, por lo cual se toma en cuenta las siguientes medidas
para cumplir el requerimiento:
D = 1,45
b = 0,55
d = 0,23
h = 1,00
a = 0,61
Volumen de aletas superiores La figura 56 muestra los elementos para obtener el volumen de un ortoedro
Figura 56. Volumen de un octaedro
(Canadas, 2000)
𝑉 = 𝑎 ∗ 𝑏 ∗ 𝑐 [1]
Dónde:
a= ancho
b= profundidad
c= altura
V = 1.45x1.45x0.55
V = 1.156 m3
Volumen de aletas inferiores En la figura 57 se muestra los elementos para obtener el volumen de una
pirámide truncada (Canadas, 2000)
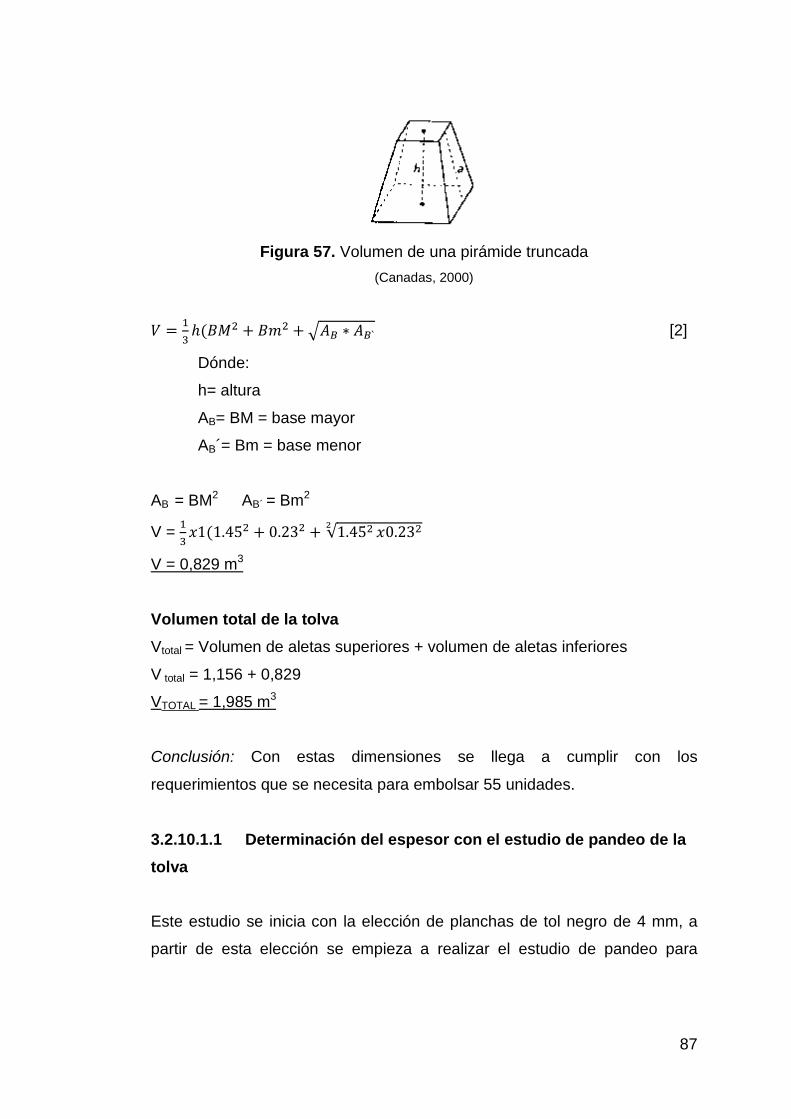
87
Figura 57. Volumen de una pirámide truncada (Canadas, 2000)
𝑉 = 13ℎ(𝐵𝑀2 + 𝐵𝑚2 + �𝐴𝐵 ∗ 𝐴𝐵` [2]
Dónde:
h= altura
AB= BM = base mayor
AB´= Bm = base menor
AB = BM2 AB´ = Bm2
V = 13𝑥1(1.452 + 0.232 + √1.452 𝑥0.2322
V = 0,829 m3
Volumen total de la tolva Vtotal = Volumen de aletas superiores + volumen de aletas inferiores
V total = 1,156 + 0,829
VTOTAL = 1,985 m3
Conclusión: Con estas dimensiones se llega a cumplir con los
requerimientos que se necesita para embolsar 55 unidades.
3.2.10.1.1 Determinación del espesor con el estudio de pandeo de la tolva
Este estudio se inicia con la elección de planchas de tol negro de 4 mm, a
partir de esta elección se empieza a realizar el estudio de pandeo para
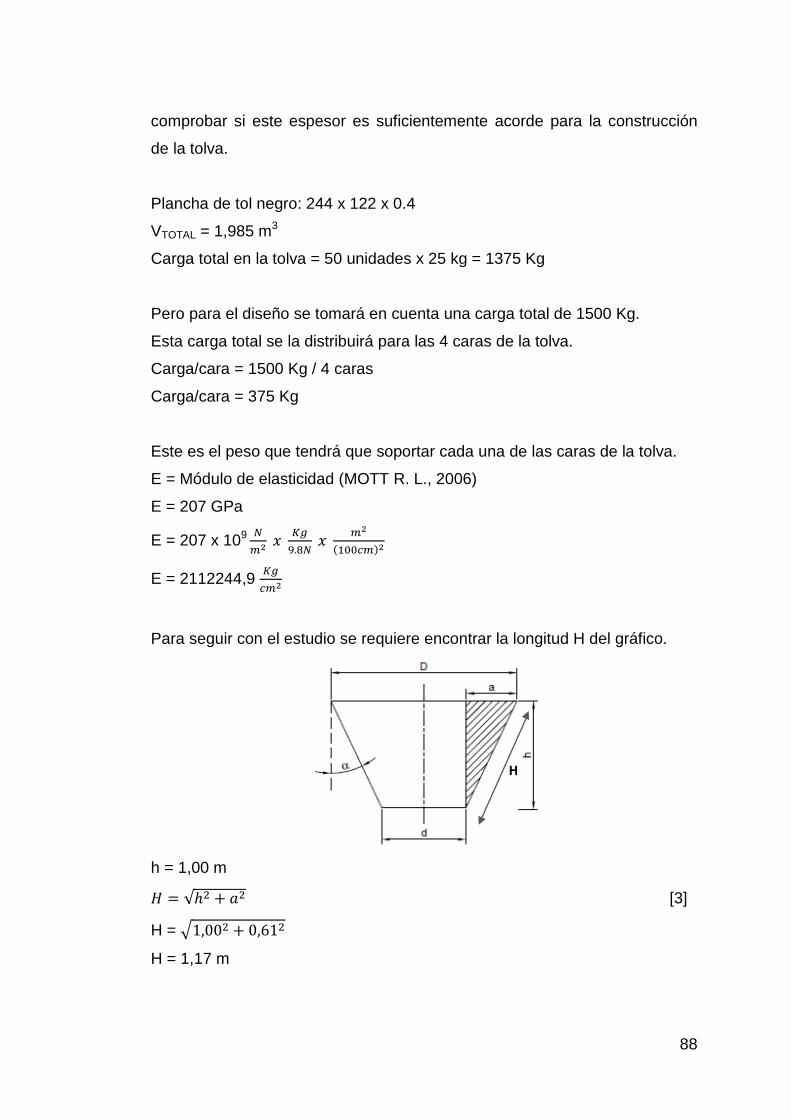
88
comprobar si este espesor es suficientemente acorde para la construcción
de la tolva.
Plancha de tol negro: 244 x 122 x 0.4
VTOTAL = 1,985 m3
Carga total en la tolva = 50 unidades x 25 kg = 1375 Kg
Pero para el diseño se tomará en cuenta una carga total de 1500 Kg.
Esta carga total se la distribuirá para las 4 caras de la tolva.
Carga/cara = 1500 Kg / 4 caras
Carga/cara = 375 Kg
Este es el peso que tendrá que soportar cada una de las caras de la tolva.
E = Módulo de elasticidad (MOTT R. L., 2006)
E = 207 GPa
E = 207 x 109 𝑁𝑚2 𝑥 𝐾𝑔
9.8𝑁 𝑥 𝑚2
(100𝑐𝑚)2
E = 2112244,9 𝐾𝑔𝑐𝑚2
Para seguir con el estudio se requiere encontrar la longitud H del gráfico.
h = 1,00 m
𝐻 = √ℎ2 + 𝑎2 [3]
H = �1,002 + 0,612
H = 1,17 m
H
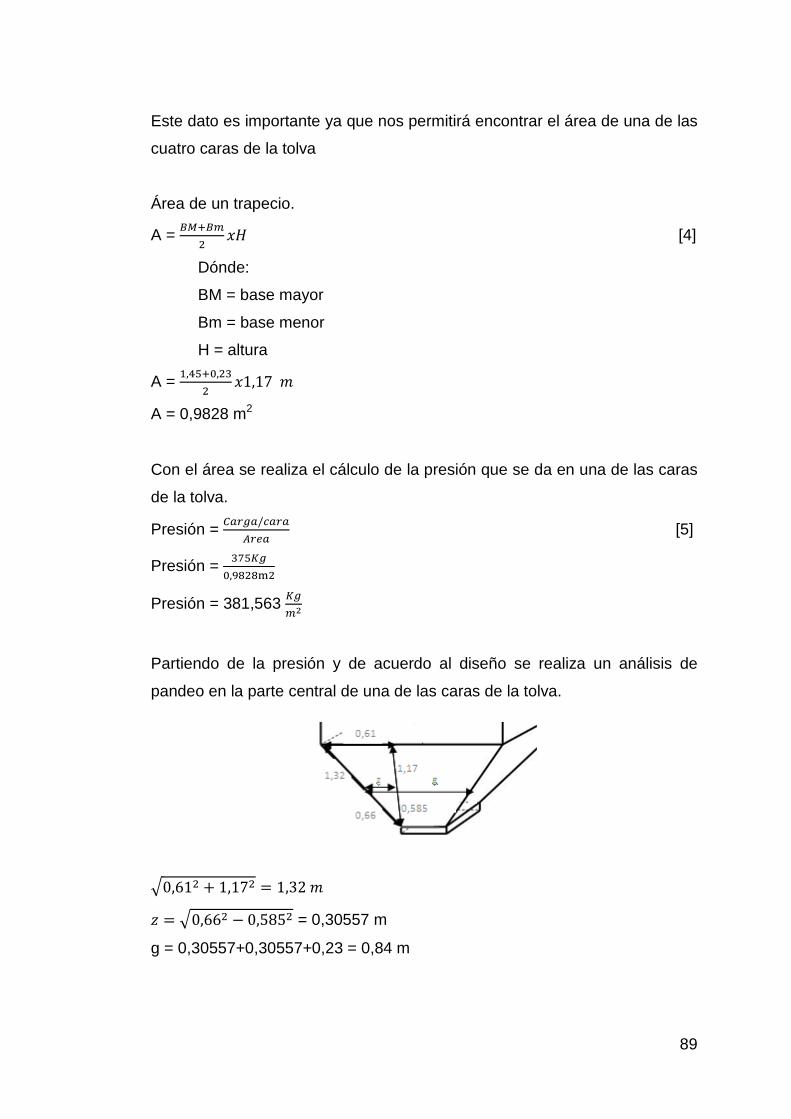
89
Este dato es importante ya que nos permitirá encontrar el área de una de las
cuatro caras de la tolva
Área de un trapecio.
A = 𝐵𝑀+𝐵𝑚2
𝑥𝐻 [4]
Dónde:
BM = base mayor
Bm = base menor
H = altura
A = 1,45+0,232
𝑥1,17 𝑚
A = 0,9828 m2
Con el área se realiza el cálculo de la presión que se da en una de las caras
de la tolva.
Presión = 𝐶𝑎𝑟𝑔𝑎/𝑐𝑎𝑟𝑎𝐴𝑟𝑒𝑎
[5]
Presión = 375𝐾𝑔0,9828m2
Presión = 381,563 𝐾𝑔𝑚2
Partiendo de la presión y de acuerdo al diseño se realiza un análisis de
pandeo en la parte central de una de las caras de la tolva.
�0,612 + 1,172 = 1,32 𝑚
𝑧 = �0,662 − 0,5852 = 0,30557 m
g = 0,30557+0,30557+0,23 = 0,84 m
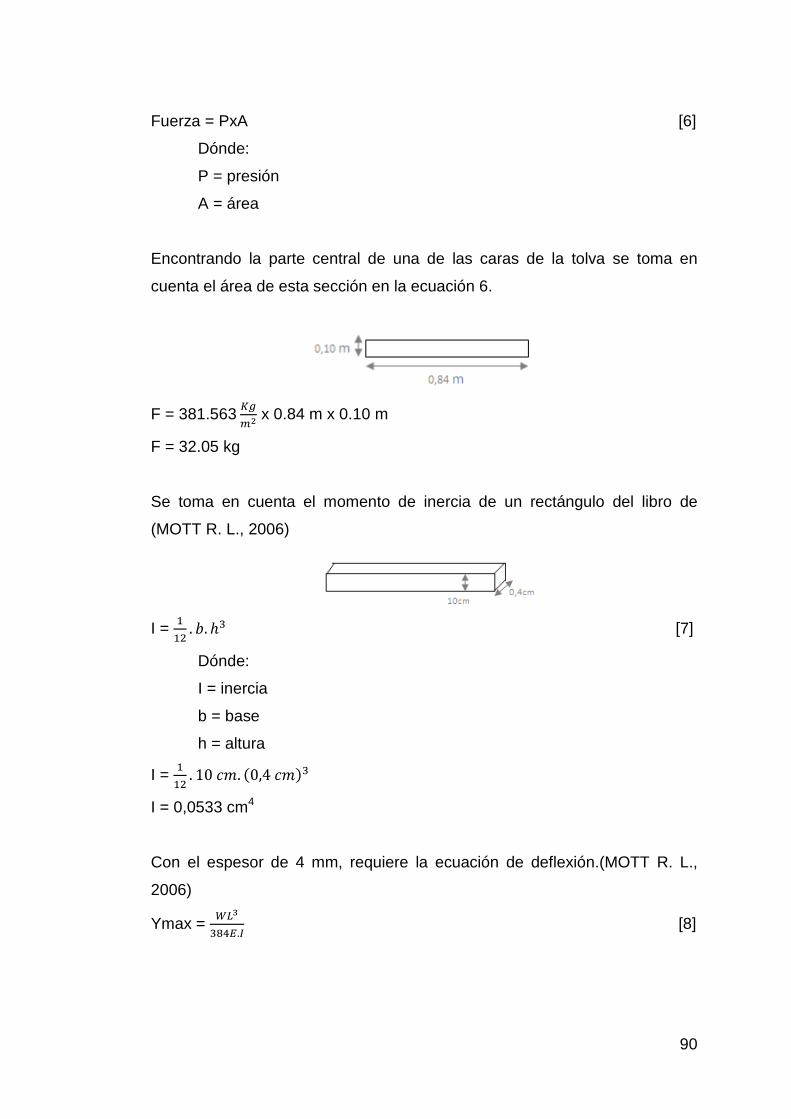
90
Fuerza = PxA [6]
Dónde:
P = presión
A = área
Encontrando la parte central de una de las caras de la tolva se toma en
cuenta el área de esta sección en la ecuación 6.
F = 381.563 𝐾𝑔𝑚2 x 0.84 m x 0.10 m
F = 32.05 kg
Se toma en cuenta el momento de inercia de un rectángulo del libro de
(MOTT R. L., 2006)
I = 112
. 𝑏.ℎ3 [7]
Dónde:
I = inercia
b = base
h = altura
I = 112
. 10 𝑐𝑚. (0,4 𝑐𝑚)3
I = 0,0533 cm4
Con el espesor de 4 mm, requiere la ecuación de deflexión.(MOTT R. L.,
2006)
Ymax = 𝑊𝐿3
384𝐸.𝐼 [8]

91
Dónde:
F = W = peso
L = longitud
E = módulo de elasticidad
I = inercia
Ymax = 32,05 kg𝑥(84𝑐𝑚)3
384𝑥2112244,9 𝐾𝑔𝑐𝑚2.0,0533cm4
Ymax = 0,44 cm = 4,4 mm
Conclusión: Realizado el estudio de pandeo en una de las secciones más
críticas de la tolva se tiene como resultado que podría existir una deflexión
máxima de 4,4 mm. En base a esto el espesor seleccionado cumple con los
requerimientos.
3.2.10.2 Diseño del soporte de la tolva
Se conoce que las planchas para la construcción tienen las siguientes
dimensiones 122 x 244 x 0.4.
Con este dato se diseña la distribución para el corte de las planchas con el
objetivo de que no existan desperdicios de material. A continuación en la
figura 58 se indica la forma más apropiada del corte de las planchas.

92
Figura 58. Corte de las planchas para la tolva.
Partiendo de esta distribución de los cortes de las planchas, se observa que
se va a utilizar 3 planchas de acero A-36, por motivos de inclusión de
esfuerzos, de la caja de la compuerta neumática superior y soldaduras, se
toma como dato la utilización de 3 planchas más un cuarto como se puede
apreciar en la figura 59.
Figura 59. Corte de plancha para elaboración de la dosificadora
93
Planchas a utilizar: 314 planchas de tol negro con espesor= 4 mm
Se empieza a realizar el cálculo para conocer el peso de cada plancha se
toma como referencia el catálogo de DIPAC.
Método práctico para calcular peso de las planchas de acero
𝑃𝑒𝑠𝑜 = 𝐿𝑥𝐴𝑥𝐸𝑥7.851000000
[9]
Dónde:
L: Largo (mm)
A: Ancho (mm)
E: Espesor (mm)
Peso (Kg)
D: densidad (g/cm3)
D = 7.85gcm3
𝑃𝑒𝑠𝑜 = (1220𝑥2440𝑥4)7.85
1,000.00
Peso = 93,471 Kg
El peso por cada plancha es de 93,471 Kg, con este dato, más la cantidad
del número de planchas a utilizar se obtiene el peso total de la tolva sin
material.
Peso 314 = 93,471 x 3,25
Peso 314 = 303,782 Kg
Por motivos de cálculos se representará de la siguiente manera:
ωm = 303.782 Kg
Con este dato se busca el peso total de la tolva con el material.
Peso total de la tolva = peso de las planchas + peso del abono
ωT = 303.782 Kg + 1500 Kg
ωT = 1803.782 Kg

94
Este peso total de la tolva será distribuido para 4 vigas que soportarán la
tolva.
Peso Viga
ωviga = ωT4
Dónde:
ωT = peso total de la tolva
ωviga = 1803.782 Kg4
ωviga = 450.945 Kg
Este peso de cada viga será distribuido para su longitud total.
Ϥ = ωviga𝐿
Dónde:
ωviga = peso de cada viga
L = longitud de la viga
Ϥ = 450.945𝐾𝑔1.45𝑚
Ϥ = 310.997 Kg
Cada viga tiene que soportar 310.997 Kg.
Ya realizado estos cálculos se empieza al diseño para seleccionar las
correas.
En base a la siguiente cita (MOTT R. L., 2006), se aplica la fórmula de la
flexión:
σ = 𝑀𝑚𝑎𝑥 𝑆
[10]
La cual debe cumplir la siguiente regla según la definición del factor de
seguridad. “El esfuerzo real que se desarrolla en el componente debe ser
menor que el esfuerzo de diseño.”
95
σ = 𝑀𝑚𝑎𝑥 𝑆
≤ σpermisible [11]
Dónde:
Mmax: Momento de flexión
S: Módulo de sección
σpermisible = 𝑆𝑦
𝑁 [12]
Dónde:
Sy: Resistencia de fluencia del A36 (MOTT R. L., 2006)
N: Factor de seguridad. 2 a 2.5 “Diseño de elementos de maquina
bajo cargas dinámicas con una confianza promedio en todos los datos
del diseño” (MOTT R. L., 2006)
Sy = 36000 𝑙𝑏𝑝𝑢𝑙𝑔2
N = 2
σpermisible = 36000 𝑙𝑏
𝑝𝑢𝑙𝑔2
2
σpermisible= 18000 𝑙𝑏𝑝𝑢𝑙𝑔2
σpermisible=18000 𝑙𝑏𝑝𝑢𝑙𝑔2
𝑥 1𝐾𝑔2.2𝑙𝑏
𝑥 (1𝑝𝑢𝑙𝑔)2
(2.54𝑐𝑚)2
σpermisible= 1268,184 𝐾𝑔𝑐𝑚2
Con este dato se empieza a realizar el cálculo del momento máximo, para
esto se toma la fórmula de deflexión para una viga empotrada-empotrada
con carga uniformemente distribuida. (MOTT R. L., 2006)
Mmax = ωviga .𝐿𝑣𝑖𝑔𝑎12
[13]
Mmax = 450.945 𝐾𝑔𝑥 1.45 𝑚12
Mmax = 54,489 Kg.m
Mmax = 5448,92 Kg.cm

96
Se toma en cuenta la ecuación 10 y la relación de la ecuación 11 con el fin
de encontrar la S, la misma que para el diseño será W
S = W 𝑀𝑚𝑎𝑥𝑊
≤ σpermisible
W = 𝑀𝑚𝑎𝑥σpermisible
W = 5448.92 𝐾𝑔.𝑐𝑚
1268.184 𝐾𝑔𝑐𝑚2
W = 4,30 cm3
Una vez encontrado w se reemplaza en las fórmulas para afirmar si cumple
o no la condición de la fórmula 11.
5448.92 4.30
≤ 1268.184
1267.19≤1268.184
Con los cálculos se tiene que si cumple la condición.
Con el W encontrado, se toma los datos de (Ipac Acero, 2010) sección
correas, para escoger el material adecuado.
El W que soportaría es del eje x-x el mismo que en el diseño nos dio 4,30
cm3.
Conclusión: Se escoge la correa C 60x30x10x3el mismo que soporta un W
en el eje x-x de 6,96 cm3, el cual es suficiente para nuestro diseño.
3.2.10.3 Diseño de las columnas
Se toma como referencia el capítulo 6 del Libro de (MOTT R. L., 2006).
Se realiza el diseño de dos columnas que soportan una viga.
97
Pa = 2�ωviga2�
Dónde:
Pa: carga admisible
Pa: 450.945 Kg
N: 2
Pcr = Pa x N [14]
Dónde:
Pcr: Carga Critica de pandeo
Pcr = 450,945 Kg x 2
Pcr = 901.89 Kg
Se toma el siguiente dato del libro de (MOTT R. L., 2006)
K = 0,65 Empotrado-Empotrado
Longitud de la columna que se quiere implementar:
L= 0,90 m
Se toma en cuenta el módulo de elasticidad de los aceros al carbón y
aleados. (MOTT R. L., 2006)
E = Modulo de elasticidad
E = 207 GPa
E = 207 x 109 𝑁𝑚2 𝑥 𝐾𝑔
9.8𝑁 𝑥 𝑚2
(100𝑐𝑚)2
E = 2112244,9 𝐾𝑔𝑐𝑚2
Anteriormente se tomó en cuenta la resistencia de fluencia del material A36.
Sy = Resistencia de fluencia del material
Sy = 36000 𝑙𝑏𝑝𝑢𝑙𝑔2
Sy = 36000 𝑙𝑏𝑝𝑢𝑙𝑔2
𝑥 1𝐾𝑔2.2𝑙𝑏
𝑥 (1𝑝𝑢𝑙𝑔)2
(2.54𝑐𝑚)2
Sy = 2536,368 𝐾𝑔𝑐𝑚2

98
Partiendo de estos datos se empieza a realizar el cálculo de relación de
esbeltez de transición.
Constante de la columna
Cc = �2𝜋2 𝐸𝑆𝑦
[15]
Dónde:
E: módulo de elasticidad del material de la columna
Sy: Resistencia de fluencia del material
Cc =�2𝜋2 2112244,9 𝐾𝑔
𝑐𝑚2
2536,36 𝐾𝑔𝑐𝑚2
Cc = 128,21
Se empieza a realizar el análisis de columnas largas
Pcr = 𝜋2𝐸𝐼
(𝐾𝐿)2 [16]
Dónde:
Pcr = carga crítica de pandeo
E = módulo de elasticidad del material de la columna
I = Momento de inercia
L = Longitud de la columna
I = 𝑃𝑐𝑟(𝐾𝐿)2
𝜋2𝐸
I = 901,89𝐾𝑔(0,65𝑥90𝑐𝑚)2
𝜋2x2112244,9 𝐾𝑔𝑐𝑚2
I = 0,148 cm4
Verificación:
r = �𝐼𝐴
2 [17]
Para la verificación se elige el perfil estructural 60 x 30 x 10 x 3 mm (Ipac
Acero, 2010)
I = Momento de inercia en eje y-y

99
I = 7,26 cm4
A =3,61 cm4
R = 1,4 cm
“Si KL/r real es mayor que Cc, la columna es larga caso contrario la columna
es corta” (MOTT R. L., 2006)
𝐾𝐿𝑟
> 𝐶𝑐 ? [18]
0,65 𝑥 90𝑐𝑚1,4𝑐𝑚
41,78 > 128,21
Conclusión: No cumple con la condición entonces no es columna larga.
Conociendo que no es columna larga se empieza el análisis de columnas
cortas.
Se aplica la fórmula de J.B. Jhonson
Pcr = A .Sy�1 − 𝑆𝑦�𝐾𝐿 𝑟� �2
4𝜋2𝐸� [19]
Dónde:
Sy = Resistencia de fluencia del material
K = constante de columnas
L = longitud de la columna
r = radio
A = área
E = módulo de elasticidad
Anteriormente se eligió C 60 x 30 x 10 x 3
A = 3.61 cm2
r = 1,4 cm
Pcr = 3,61 cm2.2536,368 𝐾𝑔𝑐𝑚2 �1 −
2536,368 𝐾𝑔𝑐𝑚2�
0,65𝑥90𝑐𝑚1,4𝑐𝑚� �
2
4𝜋2x2112244,9 𝐾𝑔𝑐𝑚2
�

100
Pcr = 3,61 cm2.2536,368 𝐾𝑔𝑐𝑚2 �1 −
4428614,99483388086,25
�
Pcr = 8670 Kg > 901,89 Kg
Conclusión: El perfil seleccionado C 60 x 30 x 10 x 3 es más que suficiente.
3.2.10.4 Diseño de la dosificadora.
El cilindro dosificador debe suministrar la dosis exacta de tierra a
embolsarse, debiendo estar continuamente cargando y descargando
material.
El material para el diseño es el mismo que se utiliza en la tolva, es decir
plancha de tol negro A36.
Se realiza pruebas en un contenedor de madera con medidas de
0.25x0.25x0.70. Este contenedor permitió encontrar el volumen que contiene
cada bolsa. El proceso fue el siguiente: se obtuvo varias muestras de bolsas
de abono con un peso de 25 kg, a continuación se dejó caer en el contendor
de madera sin intervención de agentes externos solo con la gravedad.
Con pruebas diversas se obtuvo la altura necesaria para que el dosificador
contenga los 25 kg y con lo cual se logró obtener el volumen que contiene
cada bolsa, las medidas del contenedor de madera para la cantidad exacta
de 25 kg fueron de 0.25x0.25x0.53.
Una vez realizado las pruebas se considera que el volumen de cada bolsa
es 0,033 m3 con un peso de 25 Kg.
El tol negro tiene un espesor de 4 mm y la boca inferior de la tolva se la
diseño con una salida de 23x23.En la figura 60 se puede observar las
dimensiones del dosificador.

101
Figura 60. Dimensiones del dosificador en mm
Los 23 cm menos los 4 mm del espesor de cada lado será= 22.2 cm
Para encontrar la altura deseada se aplica la siguiente fórmula:
Vdosificador = LxLxh [20]
Dónde:
L: lado H: altura
𝑉𝑑𝑜𝑠𝑖𝑓𝑖𝑐𝑎𝑑𝑜𝑟𝐿 ∗ 𝐿
= ℎ
ℎ = 0.033
0,222 ∗ 0,222
h = 0,66 m
Conclusión: La altura que se requiere para obtener el peso y el volumen
deseado en la dosificadora es de 0,66 m.
3.2.10.5 Selección de la celda de carga
Para la elección de la celda de carga se debe tener en cuenta los siguientes
aspectos:
23
4mm
h
102
• Peso de la dosificadora
• Peso del material dosificado
Peso de la dosificadora Mediante la ecuación 9 se empieza por buscar el peso total de la
dosificadora
𝑃𝑒𝑠𝑜 = 𝐿𝑥𝐴𝑥𝐸𝑥7.85
1000000
𝑝𝑒𝑠𝑜 = 660 ∗ 230 ∗ 4 ∗ 7,85
1000000
𝑝𝑒𝑠𝑜 = 4.77 kg
Este es el peso de una de las caras de la dosificadora y como son cuatro, se
multiplican este dato.
Peso4 = 4x4.77
Peso4 =19.1 kg
El peso total de la dosificadora es de 19.1 kg.
Se toma en cuenta que el peso que se requiere para la dosificación del
material es de 25 kg.
Conclusión: La suma de estos dos pesos da como resultado 44.1 kg y
tranquilamente se escogería una celda de carga de 50 kg, pero por cuestión
de soldadura, inclusión de pernos, piezas, se seleccionará una celda de
carga de 100 kg.
3.2.10.6 Selección del motorreductor
Para la selección del motorreductor, se toma en cuenta algunos
requerimientos:
103
Se necesita que la velocidad de la banda sea de 10 cm/s.
𝑉 = 10 𝑐𝑚𝑠𝑥
1𝑚100𝑐𝑚
= 0.1𝑚𝑠
Con consultas en la empresa Reprinter, para el diseño de bandas
transportadoras de mesa, de 2.3 m de longitud, de ancho de 0.40 m, que
soporte un peso de 50 kg, la empresa da como referencia que este tipo de
bandas son pequeñas y que para el diseño de los rodillos, el diámetro que
soportaría tranquilamente las necesidades de la banda podría ser de 80 mm.
Con este dato importante se empieza el cálculo de preselección del
motorreductor.
Por motivos de seguridad la medida de los rodillos será de 90 mm.
D = 90 mm
Se calcula la velocidad angular con la velocidad de la banda requerida y con
el radio del rodillo.
𝑤 = 𝑉𝑅 [21]
Dónde:
V= velocidad requerida
R= radio del rodillo
𝑤 = 0.10𝑚/𝑠0.045𝑚
𝑤 = 2.22𝑟𝑎𝑑𝑠𝑥
1𝑟𝑒𝑣2𝜋𝑟𝑎𝑑
𝑥60𝑠
1𝑚𝑖𝑛
𝑤 = 21.22 𝑟𝑝𝑚
La banda tiene como función transportar una bolsa de 25 kg.
Este dato se asume como la fuerza que debe mover el motorreductor, por
motivo de seguridad en el diseño será de 30 Kg.
F = 30 kg
104
𝐹 = 30𝑘𝑔 𝑥 9.8𝑚 𝑠2
F = 294 N
Con este dato se procede a calcular el torque necesario del motorreductor
𝑇 = 𝐹𝑥𝑟 [22]
Dónde:
F: fuerza [N]
r: radio de rodillo [m]
𝑇 = 294𝑁 𝑥 0.045𝑚
𝑇 = 13.23 𝑁𝑚
Una vez obtenido el torque se calcula la potencia del motorreductor.
𝑃 = 𝑤 𝑥 𝑇 [23]
Dónde:
W = velocidad angular
T = torque
𝑃 = 2.22𝑟𝑎𝑑𝑠
𝑥 13.23𝑁𝑚
𝑃 = 29.37 𝑤𝑎𝑡𝑡
𝑃 = 29.37 𝑤𝑎𝑡𝑡 𝑥 1𝐻𝑃
746𝑤𝑎𝑡𝑡 = 0.04 𝐻𝑃
De acuerdo a los cálculos obtenidos se requiere un motorreductor con torque
de 13.23 N, potencia de 29.37 watt y que pueda tener a la salida al rodillo
una velocidad angular de aproximadamente 21 rpm.
3.2.10.7 Selección de la polea
En el diseño del motor se requiere que la velocidad angular en el rodillo sea
de 21.00 rpm. El motorreductor que se adquirió cumple con todas las
especificaciones menos con la velocidad angular que se necesita.
105
El motorreductor que se adquirió da una velocidad angular de 50 rpm, para
lo cual se acopla una polea con el fin de reducir al diseño requerido, el
mismo que es de 21.00 rpm.
𝑊1.𝐷1 = 𝑊2.𝐷2 [24]
Dónde:
W1: Velocidad angular del motorreductor
D1: Diámetro del motorreductor
W2: Velocidad angular requerida
D2: Diámetro de la polea
50 𝑟𝑝𝑚 𝑥 5 𝑐𝑚 = 21.00𝑟𝑝𝑚 𝑥 𝐷2
𝐷2 = 50𝑟𝑝𝑚 𝑥 5𝑐𝑚
21 𝑟𝑝𝑚 = 12 𝑐𝑚
El diámetro de la polea que se necesita para obtener en el rodillo una
velocidad angular de aproximadamente 21 rpm tiene que ser de 12 cm.
3.2.10.8 Selección de cilindros neumáticos.
La elección de cilindros neumáticos se lo hizo una vez concluida el diseño e
instalación de la tolva más el material, con el objetivo de poder medir la
fuerza que debe ejercer el cilindro para abrir y cerrar las compuertas de la
dosificadora y la obturadora.
Sobre la compuerta de la dosificadora se encuentra una placa la misma que
permite una disminución de la presión ejercida.
De igual manera se ubica esta protección en la compuerta obturadora.
Se toma en cuenta que la empresa posee lo siguiente:

106
• Un compresor con las características anteriormente descritas.
• Un sellador con las características anteriormente descritas
En el compresor la presión mínima de trabajo es 90 PSI, y la presión máxima
es 120 PSI.
Con estos datos y por medio de un dinamómetro se logra obtener la fuerza
que se necesita para el sellado y para la apertura y cierre de las compuertas
F = 8kg compuerta de la dosificadora
Pmin = 90PSI
𝑃𝑚𝑖𝑛 = 90𝑃𝑆𝐼 = 90𝑙𝑏
𝑝𝑢𝑙𝑔2
90𝑙𝑏
𝑝𝑢𝑙𝑔2𝑥
1𝑘𝑔2,2𝑙𝑏
𝑥(1𝑝𝑢𝑙𝑔)2
(25,4𝑚𝑚)2 = 0,06341
𝑘𝑔𝑚𝑚2
𝑃𝑚𝑖𝑛 = 𝐹𝐴 [25]
Dónde:
Pmin: Presión mínima compresor
F: Fuerza
A: área del cilindro
𝐴 = 𝐹
𝑃𝑚𝑖𝑛
𝐴 = 8𝑘𝑔
0,06341 𝑘𝑔𝑚𝑚2
= 126,16 𝑚𝑚2
𝐴 = 𝜋𝐷2
4
𝐷 = �4𝐴𝜋
𝐷 = �4𝑥126,16𝜋
107
𝐷 = 12,67 𝑚𝑚
Conclusión: Según los cálculos el cilindro a utilizar para la compuerta
dosificadora debe tener un pistón con un diámetro de 12,67, pero por
motivos de adquisición en el mercado ecuatoriano se puede utilizar un
cilindro con un pistón con diámetro de 16 mm o 20 mm ya que en el precio
no tienen variación alguna.
Para la compuerta obturadora se tiene solo el cambio del dato de la fuerza.
F = 6 kg
D = 10,97 mm
Conclusión: Con la fuerza que se ejerce según el dinamómetro se requiere
un cilindro de 10,97 mm pero como anteriormente se explicó se puede
utilizar un cilindro con un pistón con diámetro de 16 mm 0 20 mm.
Para el sellado, como anteriormente se citó la empresa posee una máquina
selladora de mesa, en la cual se realizó las pruebas para obtener la fuerza
que se debe ejerce para obtener un sellado de calidad.
F=6 kg
Con lo cual necesitamos un diámetro de 10,97. De igual manera se puede
utilizar con un diámetro en el pistón de 16 mm o 20 mm.
Según los datos adquiridos se requieren 3 cilindros que pueden ser de
16mm o 20 mm, se da como referencia estos dos tipos de cilindros ya que si
son mayores sería un gasto innecesario en cuestión de dinero.

4. ANÁLISIS DE RESULTADOS
108
4.1 DISEÑO DEL SISTEMA
En este capítulo se presenta aquellos materiales que se seleccionó para el
funcionamiento total del sistema de embolsado y sellado.
Estos diseños se lo realizaron mediante el programa de Solidworks, con el
fin de tener ciertos tipos de simulaciones y posteriormente continuar con la
construcción e implementación de cada una de las piezas.
4.1.1 ARQUITECTURA Se especifican cada uno de los elementos que intervendrán en el sistema.
4.1.1.1 Sistema de alimentación y dosificación
El sistema de alimentación consiste en una tolva, la cual está diseñada con
las medidas expuestas en el capítulo anterior, esta tolva de alimentación
posee en la parte inferior una compuerta, la misma que está controlada por
el accionamiento de un cilindro neumático, permitiendo la entrada del
material a la dosificadora.
La cantidad de material que ingresa a la dosificadora está controlada por
medio de una celda de carga, la cual al enviar la señal del peso deseado
cierra la compuerta que se encuentra en la tolva.
En la sección inferior de la dosificadora se encuentra otra compuerta, que
tiene como función desalojar el material en la bolsa, la cual se abre siempre
y cuando la celda de carga envié la señal del peso deseado.
En la figura 61 se encuentra el diseño de la tolva de alimentación y la
dosificadora a implementar.

109
Figura 61. Sistema de alimentación y dosificación
4.1.1.2 Soporte de la tolva de alimentación. La tolva de alimentación está diseñada con el fin de que pueda ser
trasladada de un lugar a otro, si la empresa lo requiere, por lo cual se diseña
un soporte, el mismo que será anclado por medio de pernos.
A continuación en la figura 62 se puede observar el diseño del soporte de la
tolva
Figura 62. Diseño del soporte de la tolva de dosificación.
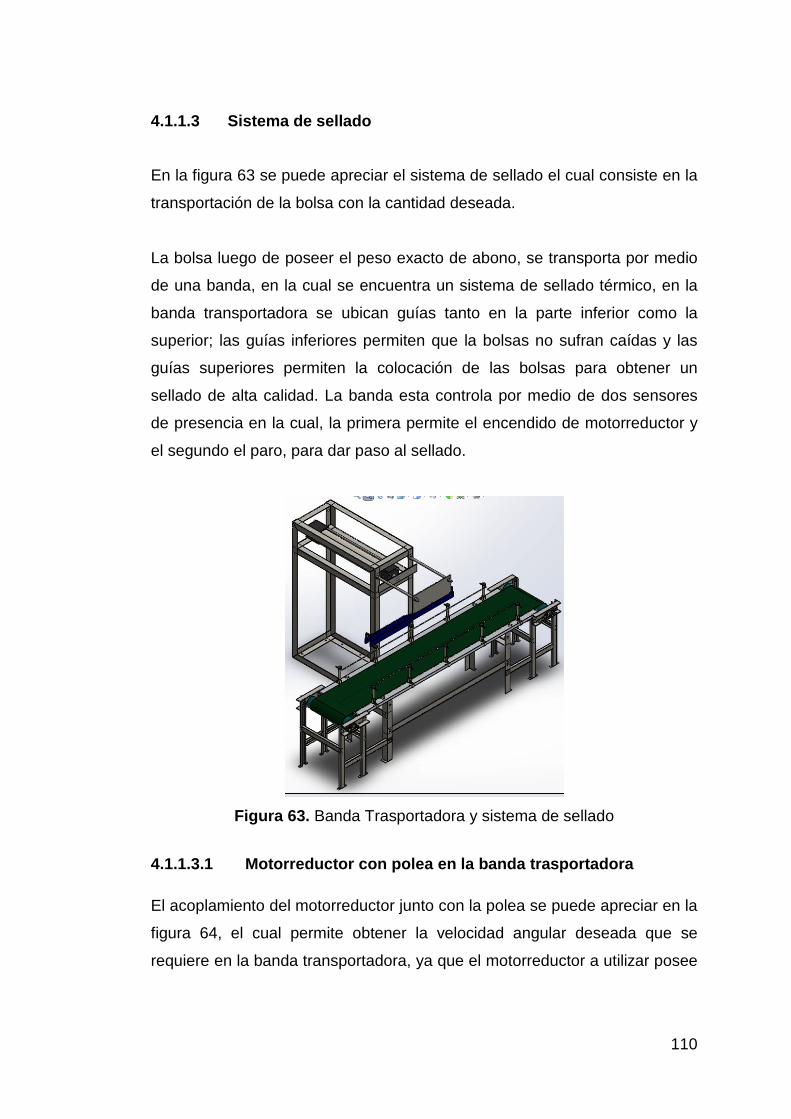
110
4.1.1.3 Sistema de sellado
En la figura 63 se puede apreciar el sistema de sellado el cual consiste en la
transportación de la bolsa con la cantidad deseada.
La bolsa luego de poseer el peso exacto de abono, se transporta por medio
de una banda, en la cual se encuentra un sistema de sellado térmico, en la
banda transportadora se ubican guías tanto en la parte inferior como la
superior; las guías inferiores permiten que la bolsas no sufran caídas y las
guías superiores permiten la colocación de las bolsas para obtener un
sellado de alta calidad. La banda esta controla por medio de dos sensores
de presencia en la cual, la primera permite el encendido de motorreductor y
el segundo el paro, para dar paso al sellado.
Figura 63. Banda Trasportadora y sistema de sellado
4.1.1.3.1 Motorreductor con polea en la banda trasportadora El acoplamiento del motorreductor junto con la polea se puede apreciar en la
figura 64, el cual permite obtener la velocidad angular deseada que se
requiere en la banda transportadora, ya que el motorreductor a utilizar posee
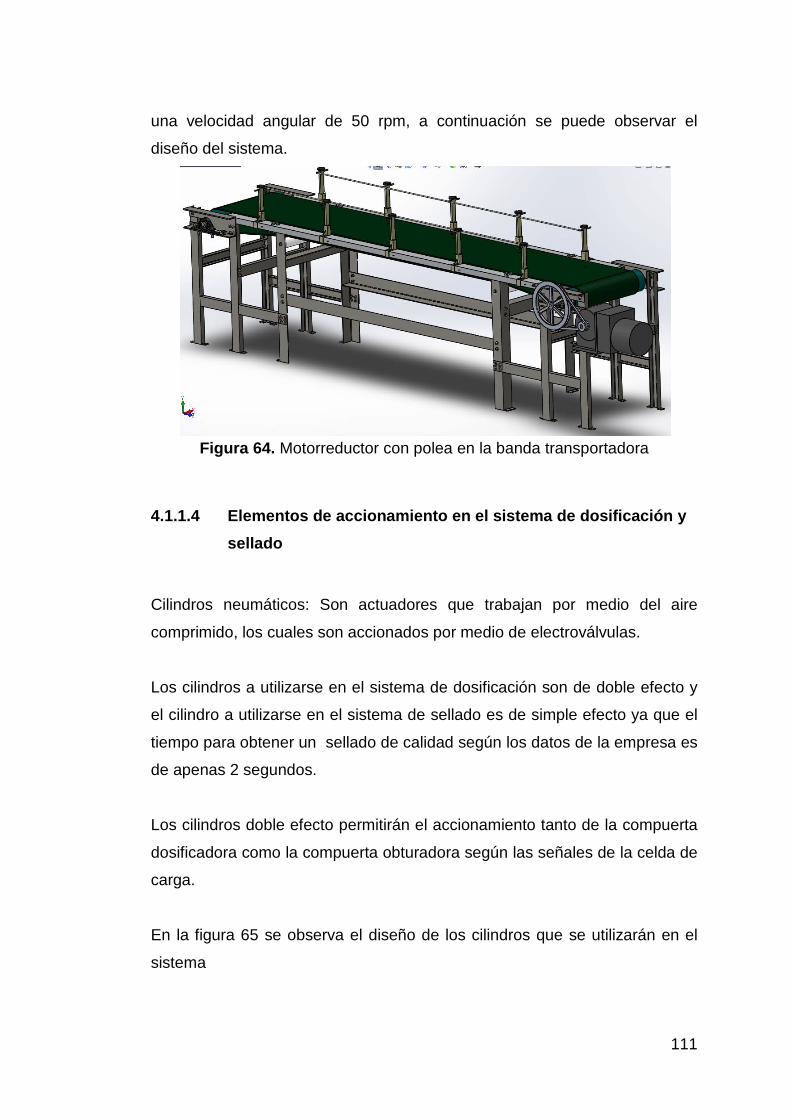
111
una velocidad angular de 50 rpm, a continuación se puede observar el
diseño del sistema.
Figura 64. Motorreductor con polea en la banda transportadora
4.1.1.4 Elementos de accionamiento en el sistema de dosificación y sellado
Cilindros neumáticos: Son actuadores que trabajan por medio del aire
comprimido, los cuales son accionados por medio de electroválvulas.
Los cilindros a utilizarse en el sistema de dosificación son de doble efecto y
el cilindro a utilizarse en el sistema de sellado es de simple efecto ya que el
tiempo para obtener un sellado de calidad según los datos de la empresa es
de apenas 2 segundos.
Los cilindros doble efecto permitirán el accionamiento tanto de la compuerta
dosificadora como la compuerta obturadora según las señales de la celda de
carga.
En la figura 65 se observa el diseño de los cilindros que se utilizarán en el
sistema

112
Figura 65. Diseño de los cilindros neumáticos
Celda de carga: Es un sensor, que trabaja por medio de la deformación de la
misma, en la cual mientras exista más deformación esta va aumentando las
señales de su salida (milivoltios).
Este sensor permite el accionamiento de cada compuerta según sus señales
y así de esta manera se puede obtener el peso deseado de cada bolsa. En
la figura 66 se observa el diseño de la celda de carga.
Figura 66. Celda de carga
Motorreductor: En la figura 67 se muestra que es el elemento principal de la
banda transportadora, ya que de él depende la velocidad que se traslada
cada bolsa.

113
Figura 67. Motorreductor para la banda transportadora
4.1.1.5 Gabinete
En el gabinete se puede observar cada uno de los elementos que permiten
el control del proceso, que se detallan a continuación:
• 1 PLC LOGO!
• 1 Modulo de expansión
• 2 Portafusibles
• 4 Luces indicadores
• 2 Pulsador simple
• 1 Pulsador emergencia
• 1 Pulsador doble ON/OFF
En la figura 68 se puede apreciar el gabinete cerrado en el que se incluye
las luces indicadoras y los pulsadores.

114
Figura 68. Diseño del Gabinete Cerrado
Luces indicadoras. En la figura 69 se puede apreciar el diseño de las luces indicadoras que se
implementarán en el sistema.
Figura 69. Luces indicadoras de Ø22mm.
Pulsadores La figura 70 indica el diseño de los pulsadores que se implementarán en el
sistema.

115
Figura 70. Pulsadores simples y dobles.
En la figura 71 se muestra cada uno de los elementos que se encuentran en
el interior del gabinete, que permiten el control del proceso: portafusibles,
logo y el módulo de expansión.
Figura 71. Diseño del gabinete abierto

116
Protecciones En la figura 72 se puede apreciar el diseño de los portafusibles que se
implementarán en el sistema.
Figura 72. Portafusibles de 10x38
Logo Siemens 230 RC La figura 73y 74 muestra el diseño del logo Siemens 230 RC y el módulo de
expansión respectivamente, los mismos que se implementarán en el
sistema.
Figura 73. Logo! Siemens 230 RC
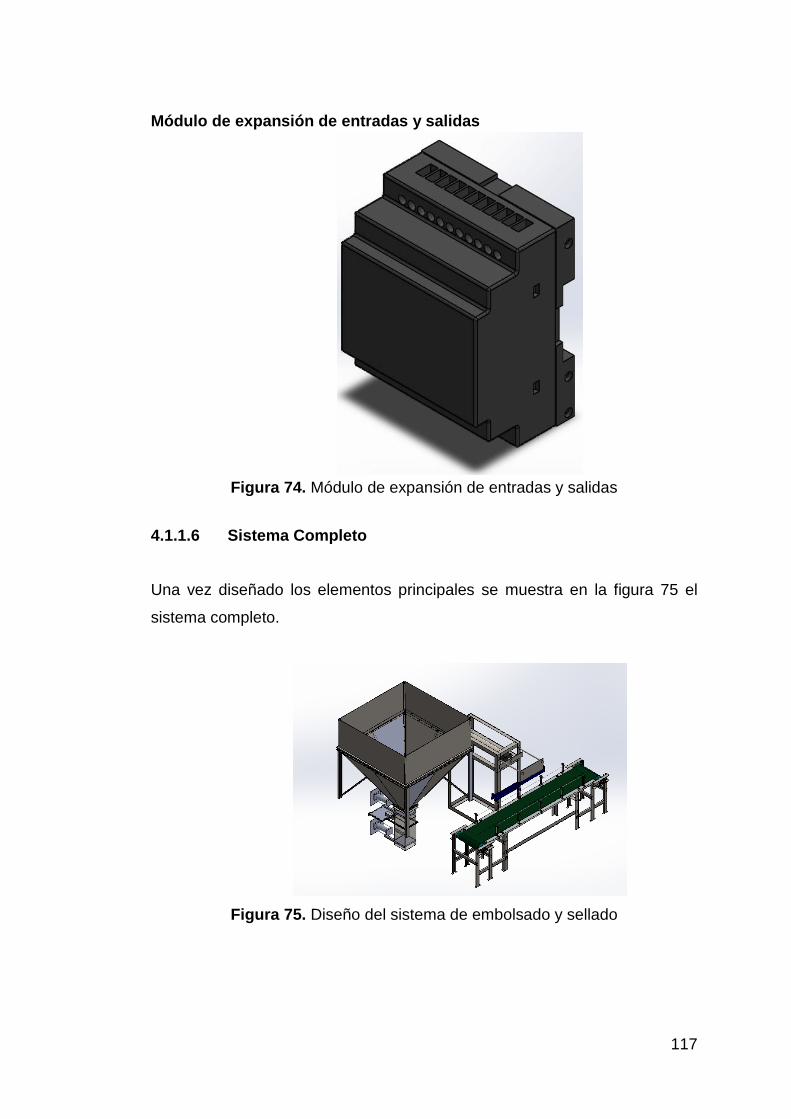
117
Módulo de expansión de entradas y salidas
Figura 74. Módulo de expansión de entradas y salidas
4.1.1.6 Sistema Completo
Una vez diseñado los elementos principales se muestra en la figura 75 el
sistema completo.
Figura 75. Diseño del sistema de embolsado y sellado

118
4.1.2 DISEÑO ELECTRONICO El diseño electrónico se relaciona directamente en la placa de relés.
A continuación se detalla los materiales necesarios que se utilizaron para
armar el circuito:
Resistencias: Este componente electrónico es uno de los más comunes en los circuitos
también es llamado resistor. Su función principal es limitar o regular el flujo
de corriente eléctrica en un circuito electrónico. Es decir es un elemento que
causa oposición al paso de la corriente. En la figura 76 se puede apreciar un
resistor.
Figura 76. Resistencia eléctrica
(Onwubolu, 2005)
Capacitores: Son dispositivos capaces de almacenar cargas eléctricas que recibe durante
un periodo de carga, la misma energía que cede después durante un
período de descarga. En la figura 77 se puede observar los diversos
tamaños de capacitores.
Figura 77.Capacitores
(Onwubolu, 2005)
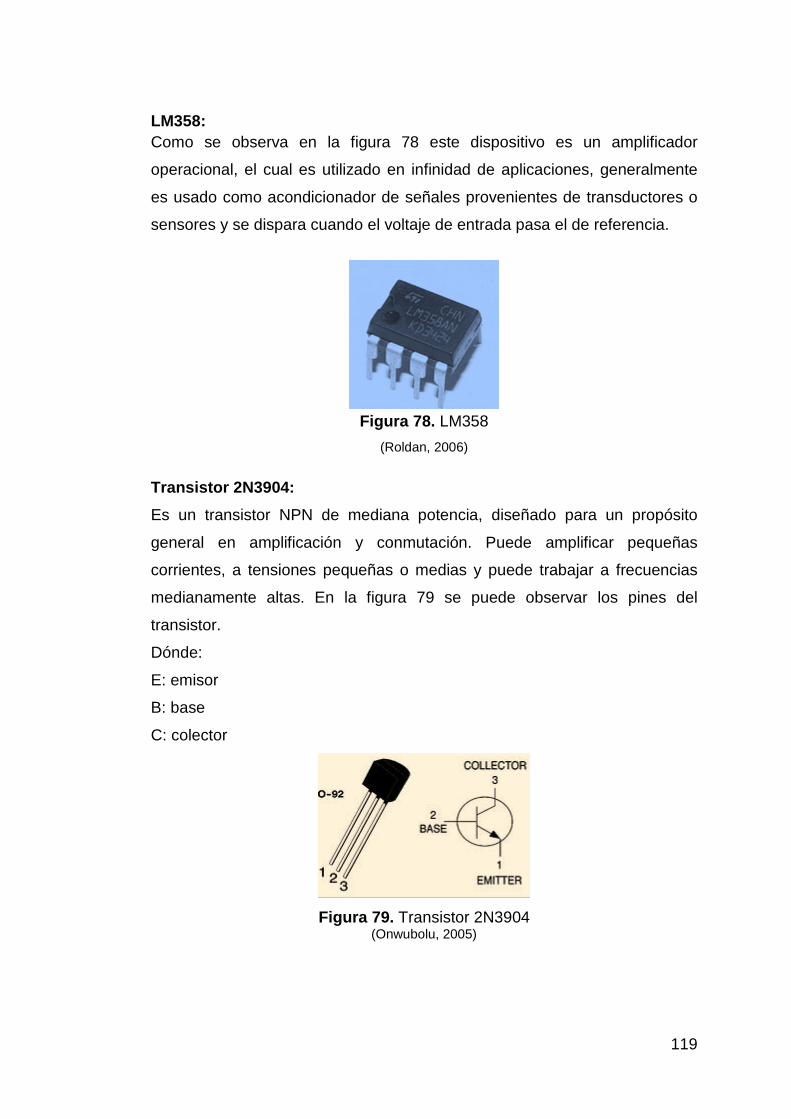
119
LM358: Como se observa en la figura 78 este dispositivo es un amplificador
operacional, el cual es utilizado en infinidad de aplicaciones, generalmente
es usado como acondicionador de señales provenientes de transductores o
sensores y se dispara cuando el voltaje de entrada pasa el de referencia.
Figura 78. LM358
(Roldan, 2006) Transistor 2N3904: Es un transistor NPN de mediana potencia, diseñado para un propósito
general en amplificación y conmutación. Puede amplificar pequeñas
corrientes, a tensiones pequeñas o medias y puede trabajar a frecuencias
medianamente altas. En la figura 79 se puede observar los pines del
transistor.
Dónde:
E: emisor
B: base
C: colector
Figura 79. Transistor 2N3904
(Onwubolu, 2005)
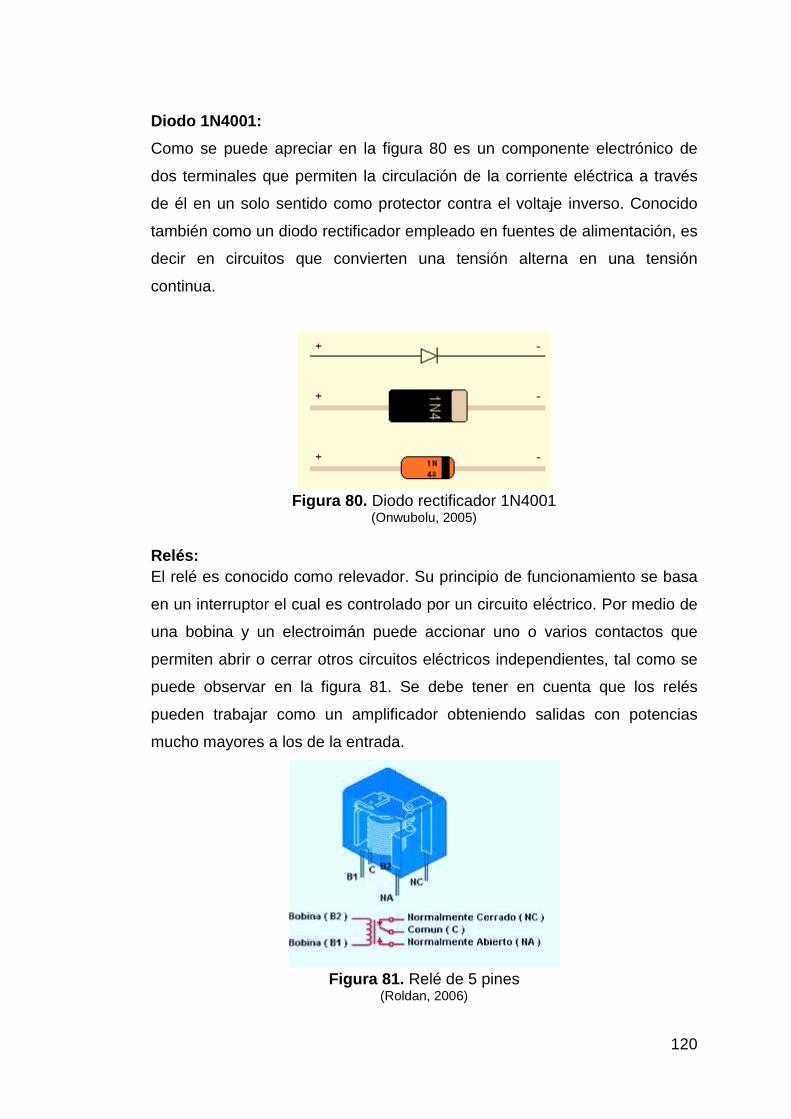
120
Diodo 1N4001: Como se puede apreciar en la figura 80 es un componente electrónico de
dos terminales que permiten la circulación de la corriente eléctrica a través
de él en un solo sentido como protector contra el voltaje inverso. Conocido
también como un diodo rectificador empleado en fuentes de alimentación, es
decir en circuitos que convierten una tensión alterna en una tensión
continua.
Figura 80. Diodo rectificador 1N4001
(Onwubolu, 2005) Relés: El relé es conocido como relevador. Su principio de funcionamiento se basa
en un interruptor el cual es controlado por un circuito eléctrico. Por medio de
una bobina y un electroimán puede accionar uno o varios contactos que
permiten abrir o cerrar otros circuitos eléctricos independientes, tal como se
puede observar en la figura 81. Se debe tener en cuenta que los relés
pueden trabajar como un amplificador obteniendo salidas con potencias
mucho mayores a los de la entrada.
Figura 81. Relé de 5 pines
(Roldan, 2006)
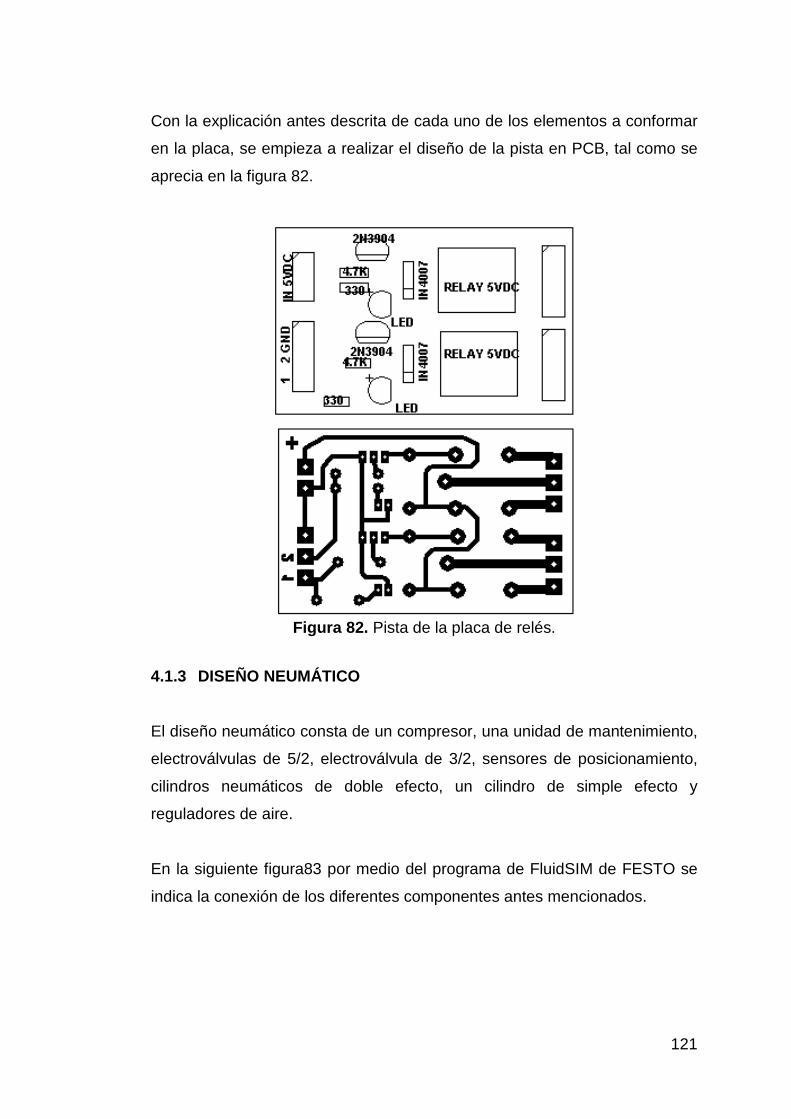
121
Con la explicación antes descrita de cada uno de los elementos a conformar
en la placa, se empieza a realizar el diseño de la pista en PCB, tal como se
aprecia en la figura 82.
Figura 82. Pista de la placa de relés.
4.1.3 DISEÑO NEUMÁTICO
El diseño neumático consta de un compresor, una unidad de mantenimiento,
electroválvulas de 5/2, electroválvula de 3/2, sensores de posicionamiento,
cilindros neumáticos de doble efecto, un cilindro de simple efecto y
reguladores de aire.
En la siguiente figura83 por medio del programa de FluidSIM de FESTO se
indica la conexión de los diferentes componentes antes mencionados.
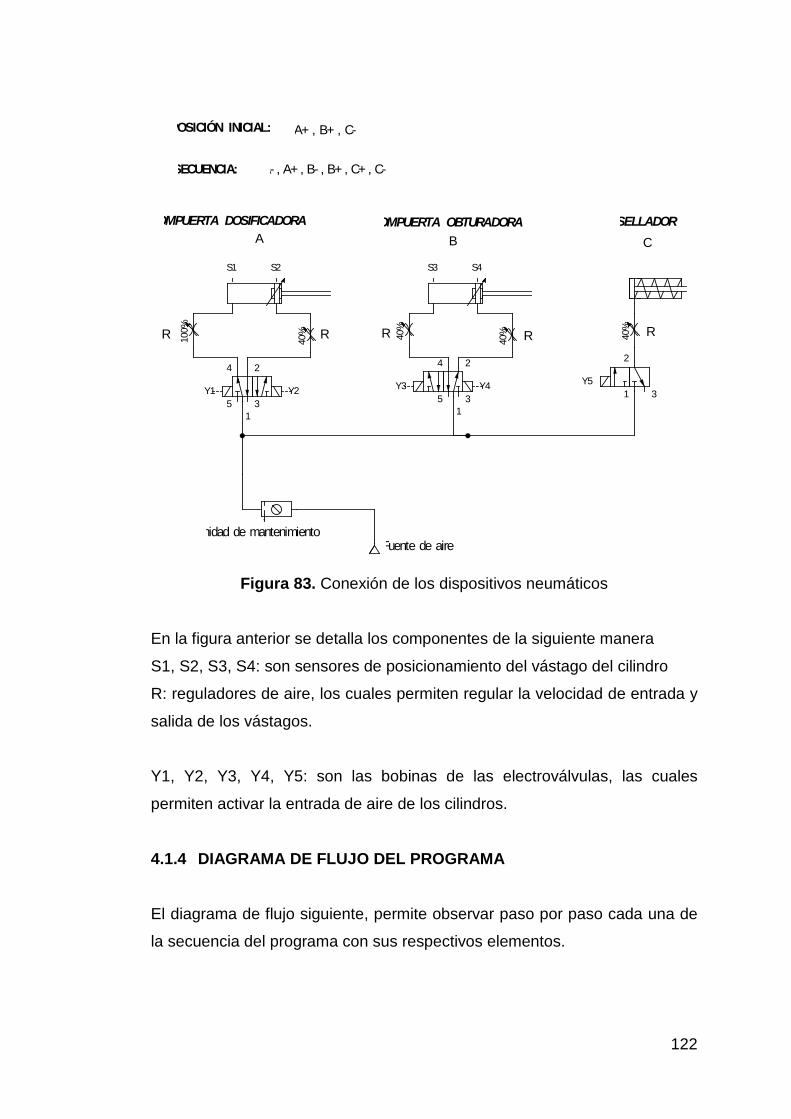
122
Figura 83. Conexión de los dispositivos neumáticos
En la figura anterior se detalla los componentes de la siguiente manera
S1, S2, S3, S4: son sensores de posicionamiento del vástago del cilindro
R: reguladores de aire, los cuales permiten regular la velocidad de entrada y
salida de los vástagos.
Y1, Y2, Y3, Y4, Y5: son las bobinas de las electroválvulas, las cuales
permiten activar la entrada de aire de los cilindros.
4.1.4 DIAGRAMA DE FLUJO DEL PROGRAMA
El diagrama de flujo siguiente, permite observar paso por paso cada una de
la secuencia del programa con sus respectivos elementos.
A B C
4 2
51
3Y1 Y2
4 2
51
3Y3 Y4
S1 S2
40%
S3 S4
40%
2
1 3Y5
OMPUERTA DOSIFICADORA OMPUERTA OBTURADORA SELLADOR
100%
40% 40%
POSICIÓN INICIAL: A+ , B+ , C-
SECUENCIA: A- , A+ , B- , B+ , C+ , C-
Fuente de airenidad de mantenimiento
R R R R R

123
Figura 84. Diagrama de flujo del embolsado y sellado.
124
4.1.5 SIMULACIÓN DEL SISTEMA DE EMBOLSADO Y SELLADO
En el capítulo 3 se detalló que la herramienta a utilizar para la programación
del sistema es el LOGO! SoftComfort V7.
El LOGO! SoftComfort, permite realizar la programación en lenguaje FUP, y
uno de las principales características es que permite simular el proceso del
sistema de embolsado y sellado.
Culminada la programación con sus respectivas correcciones se lleva a cabo
el proceso de transferencia del programa por medio un cable USB desde la
PC al LOGO! 230RC.
En el programa LOGO! SoftComfort, las herramientas que se utilizó se
detalla brevemente a continuación:
Estas imágenes y detalles se obtuvo del informe de (Vargas Vargas, 2007).
Entradas:
Figura 85. Símbolo de entradas
El bloque de entrada es aquel que se encarga de enviar cada una de las
señales con las cuales se empezará a programar para el funcionamiento de
un proceso. Es muy importante ya que sin su utilización sería imposible
realizar un proyecto.
Estos bloques pueden funcionar en la simulación como: interruptores,
pulsadores, o como frecuencia.
125
Salidas:
Figura 86. Símbolo de salidas
El bloque de salidas es aquel que luego de un proceso recibe cada una de
las señales programadas, con el propósito de activar o desactivar según lo
requiera el proceso.
AND:
Figura 87. Símbolo de AND
Este bloque cumple la misma función de una compuerta lógica AND. La
salida de AND solo admite estado 1 si todas las entradas tienen estado 1 es
decir, están cerradas. Si una entrada no está cableada, automáticamente
toma el valor de 1.
OR:
Figura 88. Símbolo de OR
Este bloque trabaja de igual manera que una compuerta lógica OR, es decir
la salida de OR solo admite estado 1 si al menos una de las entradas tiene
valor 1, es decir, están cerradas. Si una entrada no está cableada,
automáticamente toma el valor de 0.

126
NOT:
Figura 89. Símbolo de NOT
Este bloque tiene como función principal que la salida toma el valor de 1
cuando la entrada tiene asignado el valor 0 y viceversa. Si su entrada no
está cableada automáticamente toma el valor de 1.
Retardo a la conexión:
Figura 90. Símbolo de retardo a la conexión
Este bloque es conocido como función especial temporizador, permite
activar una salida después de un tiempo que el programador lo pretenda,
este tiempo puede ser modificado con el propósito de encontrar el valor
exacto requerido para el proceso. Este bloque funciona con una señal
constante en el tiempo en que se tarda en activar la salida, si existiese
alguna interrupción el bloque regresa a 0.
Retardo a la desconexión:
Figura 91. Símbolo de retardo a la desconexión
Este bloque es conocido como función especial temporizador, el cual permite
mantener activada una salida según el tiempo establecido, el cual puede ser

127
modificado hasta cumplir con el requerimiento del proceso. Este bloque
funciona con un pulso caso contario si su entrada fuera permanente
simplemente no empezaría a contar el tiempo de retardo, si existiese otro
pulso cuando este corriendo el tiempo nuevamente el temporizador volvería
a 0.
Relé autoenclavador:
Figura 92. Símbolo del relé autoenclavador
Este bloque tiene como función que mediante una entrada S se establece la
salida Q, y mediante la entrada R se restaura el valor de salida.
Mantiene una salida activada cuando recibe una señal en S (set), la misma
que estará activada hasta que la entrada R reciba otra señal (reset).
Contador:
Figura 93. Símbolo del contador
Este bloque cumple la funcionalidad de un contador interno. Con este bloque
se puede programar para que se active o desactive la salida si se alcanzare
un valor indicado. Una señal en el pin 1 incrementa o disminuye un valor, en
el pin 2 inicializa a cero el contador y en el pin 3 hace que la cuenta sea
regresiva

128
Terminando con la descripción de cada uno de los bloques a utilizar se
puede observar en las figuras 94 y 95 el diagrama de conexión para el
funcionamiento del proceso de embolsado y sellado.
Figura 94. Programa del embolsado en Logo! SoftComfort
Figura 95. Programa del sellado en Logo! SoftComfort
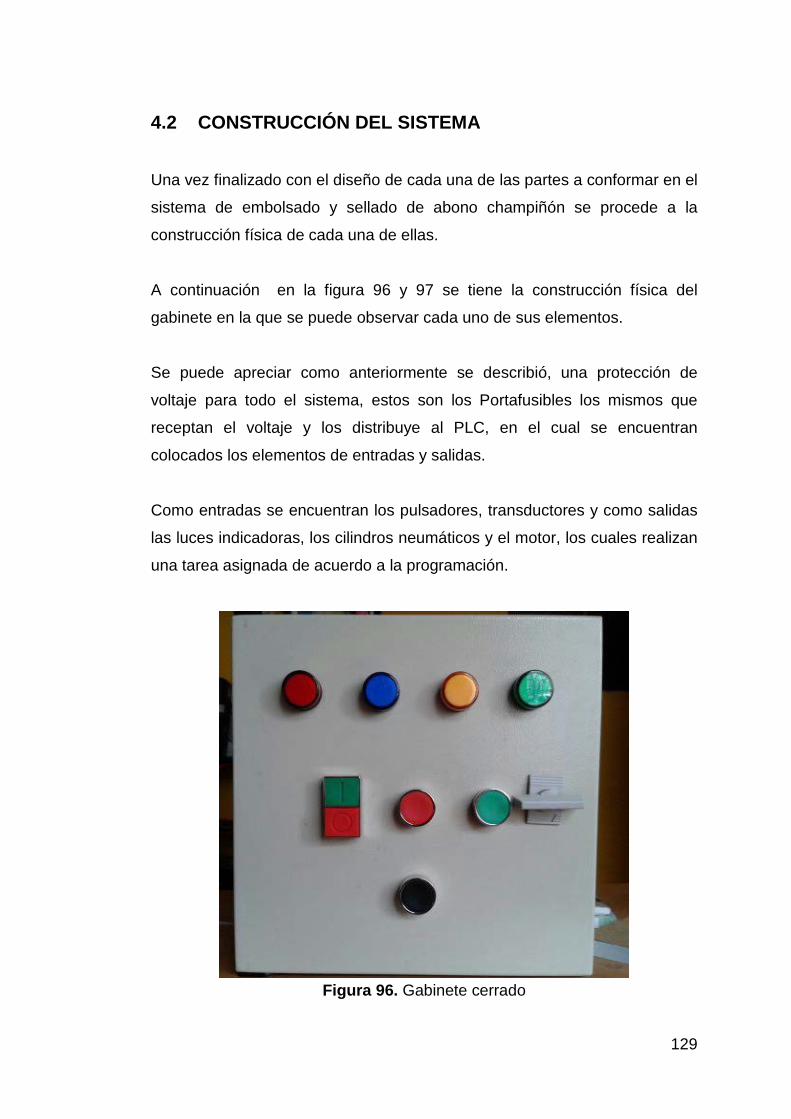
129
4.2 CONSTRUCCIÓN DEL SISTEMA
Una vez finalizado con el diseño de cada una de las partes a conformar en el
sistema de embolsado y sellado de abono champiñón se procede a la
construcción física de cada una de ellas.
A continuación en la figura 96 y 97 se tiene la construcción física del
gabinete en la que se puede observar cada uno de sus elementos.
Se puede apreciar como anteriormente se describió, una protección de
voltaje para todo el sistema, estos son los Portafusibles los mismos que
receptan el voltaje y los distribuye al PLC, en el cual se encuentran
colocados los elementos de entradas y salidas.
Como entradas se encuentran los pulsadores, transductores y como salidas
las luces indicadoras, los cilindros neumáticos y el motor, los cuales realizan
una tarea asignada de acuerdo a la programación.
Figura 96. Gabinete cerrado
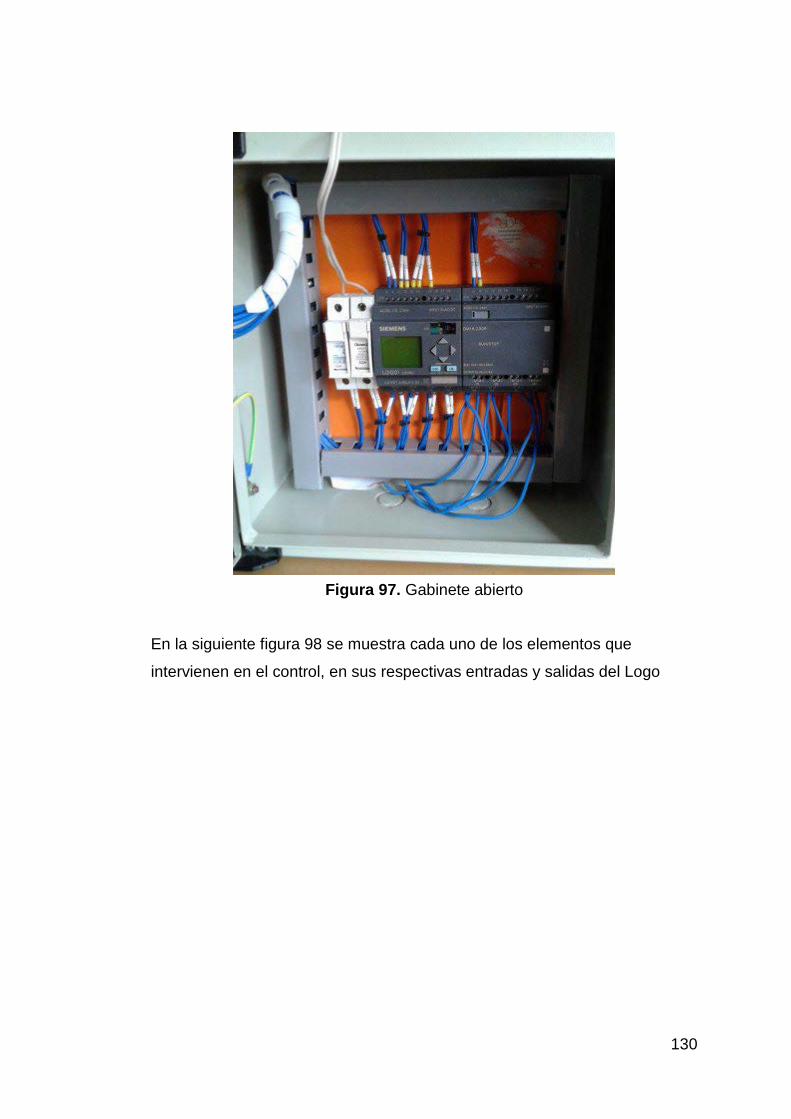
130
Figura 97. Gabinete abierto
En la siguiente figura 98 se muestra cada uno de los elementos que
intervienen en el control, en sus respectivas entradas y salidas del Logo

131
Figura 98. Diagrama de conexión de entradas y salidas en el Logo

132
Se procede a la construcción de la tolva, con las medidas y material
seleccionado expuestas en el anterior capítulo. La tolva es construida para
soportar una capacidad de 1500 kg, diseñada para 2 m3 de abono
champiñón. La tolva posee en la parte inferior una compuerta dosificadora, la
cual permite el desalojo del abono al dosificador, como se puede observar
en la figura 99 es similar al diseño propuesto.
Figura 99. Tolva de alimentación
La dosificadora es diseñada con el fin de contener los 25 kg de abono
champiñón para una bolsa. La dosificadora posee una compuerta obturadora
en la parte inferior, la cual se abre una vez que la celda de carga envié la
información de los 25 kg.
En la figura 100 se puede apreciar al dosificador.

133
Figura 100. Dosificador
Luego del proceso de embolsado de manera rápida, empieza a trabajar la
banda trasportadora con el fin de lograr el sellado de las bolsas.
Con las especificaciones requeridas en la banda transportadora y con el
diseño se empieza a la construcción.
La banda transportadora tiene una longitud de 2.30 m, altura de 0.40 m y el
ancho de 0.40 m. La banda transportadora es accionada por medio de un
motorreductor de ½ HP, el cual tiene una velocidad angular de 50 rpm. Con
el fin de obtener la velocidad requerida en el diseño se realiza el
acoplamiento de una polea con D= 12cm, el cual permite obtener una salida
de 21 rpm. Cabe recordar que si la empresa requiere aumentar su
productividad, simplemente debe acoplar el eje del motorreductor

134
directamente a rodillo. La banda es accionada al detectar el primer sensor de
presencia una bolsa y se detiene al detectar el segundo sensor de presencia
la bolsa, con el fin de realizar el sellado, una vez terminado el sellado se
enciende nuevamente por 10 segundos.
En la figura 101 se observa la banda transportadora.
Figura 101. Banda transportadora.
Una vez detenida la banda por el segundo sensor de presencia, empieza el
sellado de las bolsas, la misma que se puede apreciar en la figura 102, esta
tiene una longitud de sellado de 90 cm y tiene una altura a nivel del piso de
0.80 m, trabaja con una potencia de 800 watt, su tiempo de calentamiento es
de 1.5 seg. Como se diseñó anteriormente tendrá un trabajo de 2 veces por
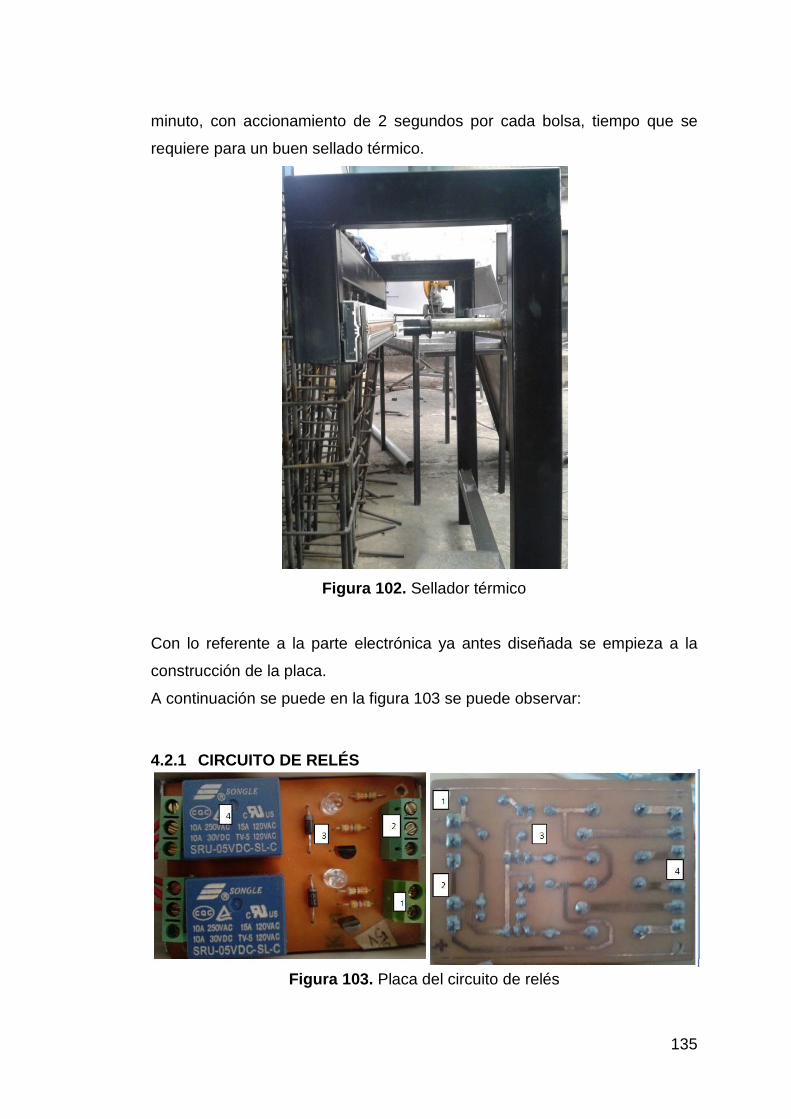
135
minuto, con accionamiento de 2 segundos por cada bolsa, tiempo que se
requiere para un buen sellado térmico.
Figura 102. Sellador térmico
Con lo referente a la parte electrónica ya antes diseñada se empieza a la
construcción de la placa.
A continuación se puede en la figura 103 se puede observar:
4.2.1 CIRCUITO DE RELÉS
Figura 103. Placa del circuito de relés

136
A continuación se describe el proceso de funcionamiento de la placa:
Primera etapa: es en la cual se ingresa la polarización del circuito.
Segunda etapa: es en la cual se ingresa los pulsos de acuerdo al HI-LOW
que envié el indicador FM-18.
Tercera etapa: es un conjunto en el cual se recepta las señales y se la
amplifica con el transistor 2N3904, para luego ser enviadas por medio de un
diodo rectificador hacia la cuarta etapa.
Cuarta etapa: en esta etapa es en donde se produce el accionamiento de
los relés al receptar las señales, la señal activa por los relés se envía a una
entrada del PLC para cumplir con el proceso del programa.
4.3 IMPLEMENTACIÓN DEL SISTEMA
Luego de realizar la construcción de los diferentes componentes del sistema,
se empieza a ejecutar la implementación de cada una de las partes de la
embolsadora y selladora.
Para el proceso de implementación se separa por tres etapas: la primera
etapa consiste en la implementación de los componentes mecánicos, la
segunda etapa consiste en la implementación de los componentes eléctricos
y por último la implementación de componentes neumáticos.
4.3.1 IMPLEMENTACIÓN DE COMPONENTES MECÁNICOS Se detalla la implementación de la tolva, la dosificadora, la banda
transportadora y selladora.
Una vez adecuado el lugar donde se instalará el sistema, se procede a la
fijación de la tolva, tal como muestra la figura 104.

137
Figura 104. Implementación de la tolva dosificadora
Terminando con el proceso de instalación de la tolva se procede a la fijación
de la dosificadora, la cual se encuentra sujetada por medio de la celda de
carga, también se realiza la ubicación de los cilindros neumáticos en cada
compuerta. En la figura 105 se puede apreciar estas instalaciones.
Figura 105. Implementación de la dosificadora, celda de carga y cilindros
neumáticos

138
Ya una vez concluida la fijación del sistema de embolsado, ahora se
empieza con la instalación de la banda transportadora, la cual se coloca de
manera fija al suelo, con el fin de evitar algún tipo de vibración por el
motorreductor.
Una vez instalado la banda transportadora se empieza el ensamblaje de la
selladora, tal como lo muestra la figura. La selladora era de mesa pero se la
adecuo de tal manera que funcione de manera automática por medio de un
cilindro neumático. Se puede observar que en la adecuación del sellado
también se encuentran unas guías, las mismas que permiten que la bolsa
siga una trayectoria correcta para el proceso del sellado. La figura 106
muestra la implementación de la banda transportadora y selladora.
Figura 106.Implementación de banda transportadora y selladora.
4.3.2 IMPLEMENTACIÓN DE COMPONENTES ELÉCTRICOS
Para la implementación de las conexiones eléctricas se procedió primero a
enviar un cable desde un toma corriente (figura izquierda) el cual es el más
cercano a las instalaciones del sistema, tal como lo muestra la figura 107, los
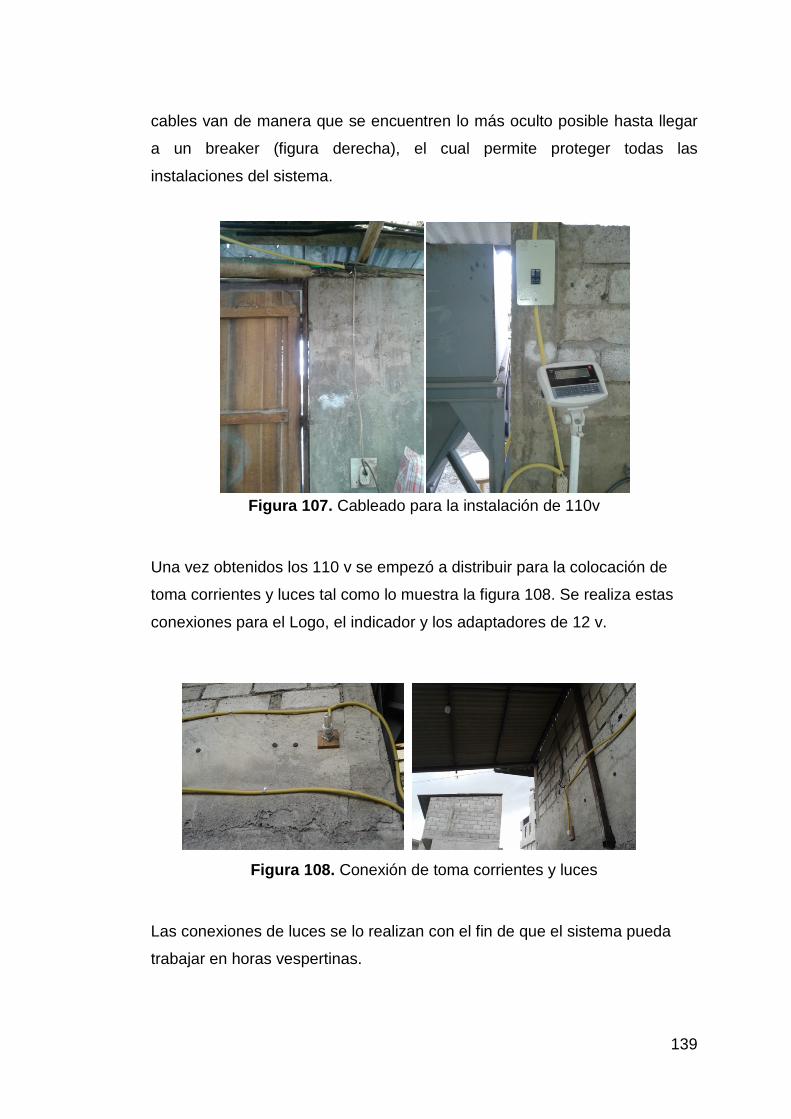
139
cables van de manera que se encuentren lo más oculto posible hasta llegar
a un breaker (figura derecha), el cual permite proteger todas las
instalaciones del sistema.
Figura 107. Cableado para la instalación de 110v
Una vez obtenidos los 110 v se empezó a distribuir para la colocación de
toma corrientes y luces tal como lo muestra la figura 108. Se realiza estas
conexiones para el Logo, el indicador y los adaptadores de 12 v.
Figura 108. Conexión de toma corrientes y luces
Las conexiones de luces se lo realizan con el fin de que el sistema pueda
trabajar en horas vespertinas.
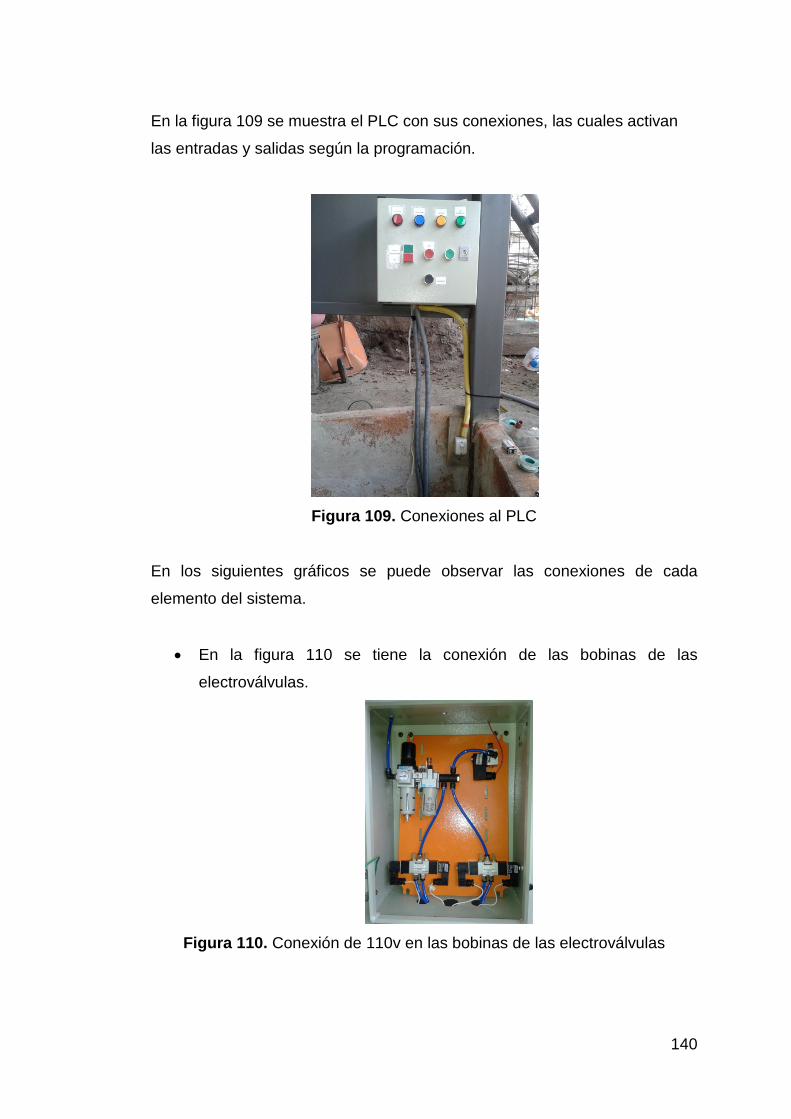
140
En la figura 109 se muestra el PLC con sus conexiones, las cuales activan
las entradas y salidas según la programación.
Figura 109. Conexiones al PLC
En los siguientes gráficos se puede observar las conexiones de cada
elemento del sistema.
• En la figura 110 se tiene la conexión de las bobinas de las
electroválvulas.
Figura 110. Conexión de 110v en las bobinas de las electroválvulas

141
• En la figura 111 se tiene la conexión de los sensores de presencia.
Figura 111. Conexión de los sensores de presencia
• En la figura 112 se tiene la conexión de la celda de carga.
Figura 112. Conexión de la celda carga
• En la figura 113 se tiene la conexión de la placa de relés.
Figura 113. Conexión de la placa de relés
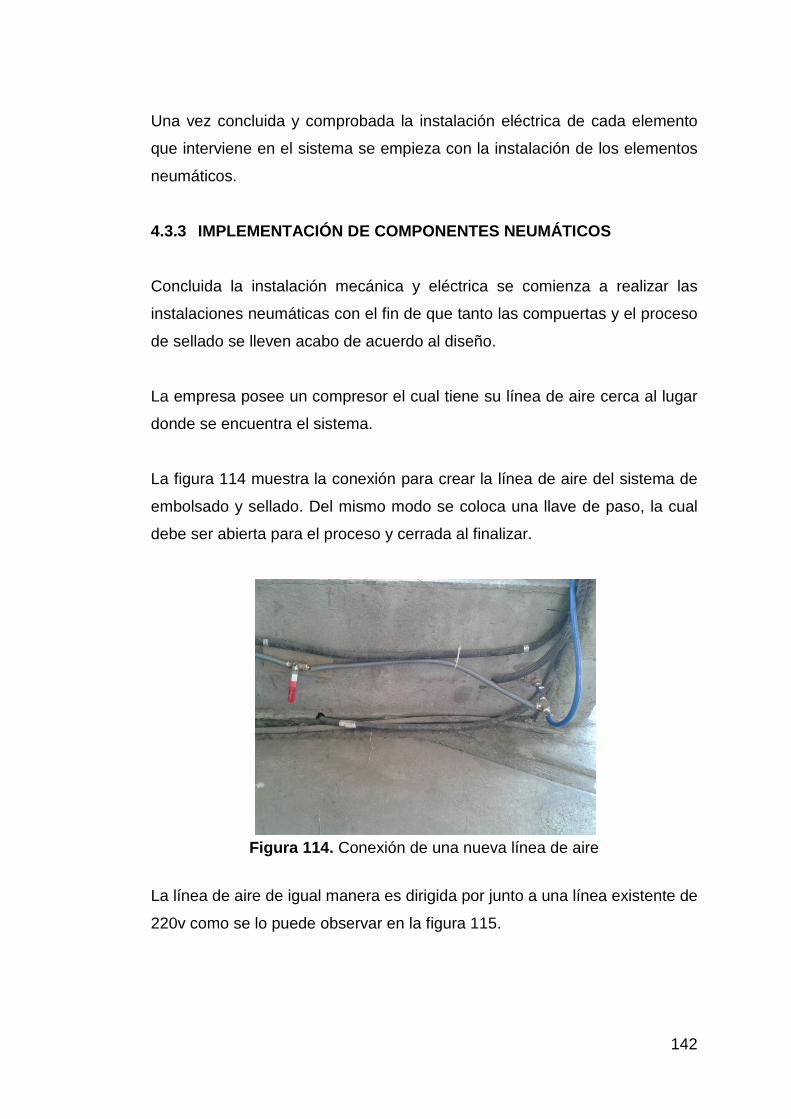
142
Una vez concluida y comprobada la instalación eléctrica de cada elemento
que interviene en el sistema se empieza con la instalación de los elementos
neumáticos.
4.3.3 IMPLEMENTACIÓN DE COMPONENTES NEUMÁTICOS Concluida la instalación mecánica y eléctrica se comienza a realizar las
instalaciones neumáticas con el fin de que tanto las compuertas y el proceso
de sellado se lleven acabo de acuerdo al diseño.
La empresa posee un compresor el cual tiene su línea de aire cerca al lugar
donde se encuentra el sistema.
La figura 114 muestra la conexión para crear la línea de aire del sistema de
embolsado y sellado. Del mismo modo se coloca una llave de paso, la cual
debe ser abierta para el proceso y cerrada al finalizar.
Figura 114. Conexión de una nueva línea de aire
La línea de aire de igual manera es dirigida por junto a una línea existente de
220v como se lo puede observar en la figura 115.

143
Figura 115. Recorrido de la línea de aire del sistema
Esta línea tiene su propia unidad de mantenimiento, la misma que junto a las
electroválvulas fueron colocadas en un gabinete, como se aprecia en la
figura 116.
Figura 116. Conexión de aire en la unidad de mantenimiento y
electroválvulas en el gabinete
Por medio de esta unidad y de las electroválvulas se continúa con las
conexiones de aire en cada entrada de los cilindros neumáticos.

144
En el gráfico 117 se tiene la conexión de aire que parte del gabinete, al
cilindro neumático de la compuerta dosificadora (izquierda), compuerta
obturadora (derecha) y sellador térmico respectivamente (centrado).
Figura 117. Conexión de aire a los cilindros neumáticos
Una vez concluida las instalaciones, en la figura 118 se puede observar todo
el sistema completo de embolsado y sellado similar al diseño que se lo
planteo anteriormente.
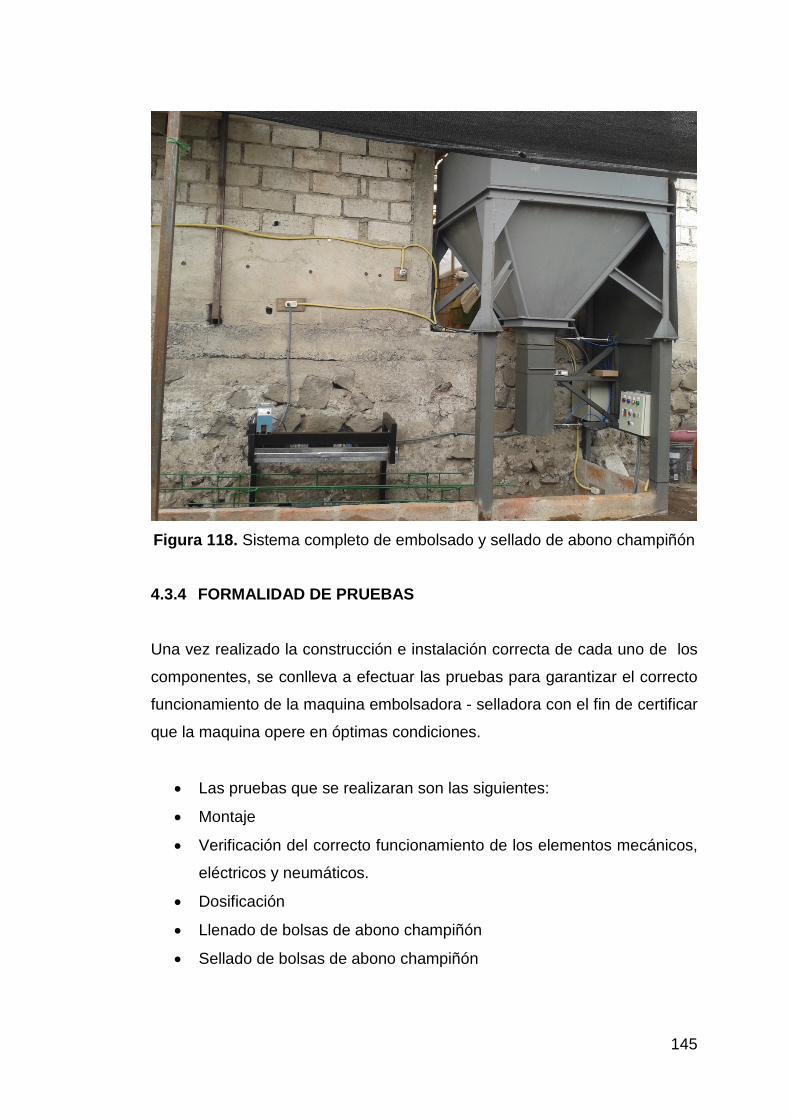
145
Figura 118. Sistema completo de embolsado y sellado de abono champiñón
4.3.4 FORMALIDAD DE PRUEBAS Una vez realizado la construcción e instalación correcta de cada uno de los
componentes, se conlleva a efectuar las pruebas para garantizar el correcto
funcionamiento de la maquina embolsadora - selladora con el fin de certificar
que la maquina opere en óptimas condiciones.
• Las pruebas que se realizaran son las siguientes:
• Montaje
• Verificación del correcto funcionamiento de los elementos mecánicos,
eléctricos y neumáticos.
• Dosificación
• Llenado de bolsas de abono champiñón
• Sellado de bolsas de abono champiñón
146
4.3.4.1 Montaje
En esta etapa se debe comprobar que la instalación de la máquina este
conforme con los planos, para que de esta manera se tenga un correcto
funcionamiento de la misma.
Del mismo modo es importante verificar la altura y alineación de la
dosificadora, banda transportadora y selladora, para garantizar la
protección, comodidad del trabajador y del mismo modo evitar ruido,
vibraciones.
4.3.4.2 Dosificación
Ya una vez concluida el correcto montaje y alineación de cada uno de sus
componentes del sistema, se conlleva a realizar las pruebas de dosificación.
Se toma en cuenta el peso de abono champiñón que contendrá cada bolsa,
por lo cual esta prueba de dosificación se lo realizara en dos etapas:
• Pruebas en vacío
• Pruebas a plena carga
4.3.4.2.1 En vacío
Se realiza la comprobación del correcto funcionamiento de la máquina
haciéndola operar sin carga y se obtiene como dato principal que el proceso
de embolsado y sellado arranca solo hasta el proceso de apertura de la
compuerta dosificadora, por el hecho de que no hay material.
4.3.4.2.2 A plena carga
La otra prueba a realizar se lo hace con la tolva llena al 100%, y se obtiene
como resultado que el programa arranca siguiendo todo el proceso. Se toma

147
muestras de 10 bolsas y se realiza un promedio que da como resultado
bolsa de abono champiñón de 25,2Kg.
El tiempo de embolsado y sellado tiene una duración de 30 segundos por
ciclo.
En el contador se coloca como máximo 10 ciclos para verificar el programa y
se obtiene que al empezar el ciclo 11, el programa no arranca y es necesario
nuevamente encender el sistema.
4.3.4.3 Llenado de bolsas de abono
Esta prueba consistió en comprobar que el abono que se encuentra en la
dosificadora, contenga el material con el peso adecuado, y que descargue
correctamente en las bolsas sin quedar ningún residuo en la dosificadora,
con lo cual de esta manera se garantiza que las bolsas tengan el peso
correcto.
4.3.4.4 Sellado de bolsas de abono
Esta prueba consistió en la comprobación de la calidad del sellado, se tomó
en cuenta el tiempo de calentamiento de las placas.
Con las placas adecuadamente calentadas en la temperatura
correspondiente para las bolsas, se observa la firmeza del sellado sin que
exista esparcimiento de material.
4.3.4.5 Almacenamiento
Una vez concluida el llenado y sellado de bolsas de abono champiñón se
procede a comprobar cuantas bolsas se podría almacenar en forma de
apilamiento, con la seguridad de que no exista derrame del material ya sea
por desprendimiento del sellado o ruptura de la bolsa.

148
Con estas observaciones se comprueba que el número de apilamiento de
bolsas de abono champiñón no debe superar las 10 unidades caso contrario
se podría producir una ruptura.
Se toma en cuenta que las pruebas de dosificación, las pruebas de llenado
de bolsas de abono y las prueba de sellado se deben realizar por varias
horas y por varios días y en diferentes estados climáticos.
4.3.5 TABLAS DE PRODUCCIÓN Una vez concluidas las diferentes pruebas se realiza las tablas de
comparación de la producción de manera manual y producción por medio del
control automático de forma resumida con los principales puntos.
La tabla 17 indica las principales variables y costos que intervienen en la
producción de manera manual.
Tabla 17. Variables y costos de la producción de manera artesanal
Producción de Manera Manual
Mano de obra 2 personas/día
Costo de la mano de obra $16,00 por persona
Tiempo de trabajo 8h por persona/día
Número de bolsas llenas 40bolsas/hora
Gastos por bebidas 2,00/día
El costo de la empresa es de $32 diarios más gastos por bebidas, esto da
igual a un costo de $32.00.
El tiempo de trabajo es 8 horas diarias en las cuales la mano de obra en
promedio produce 320 bolsas de abono champiñón.
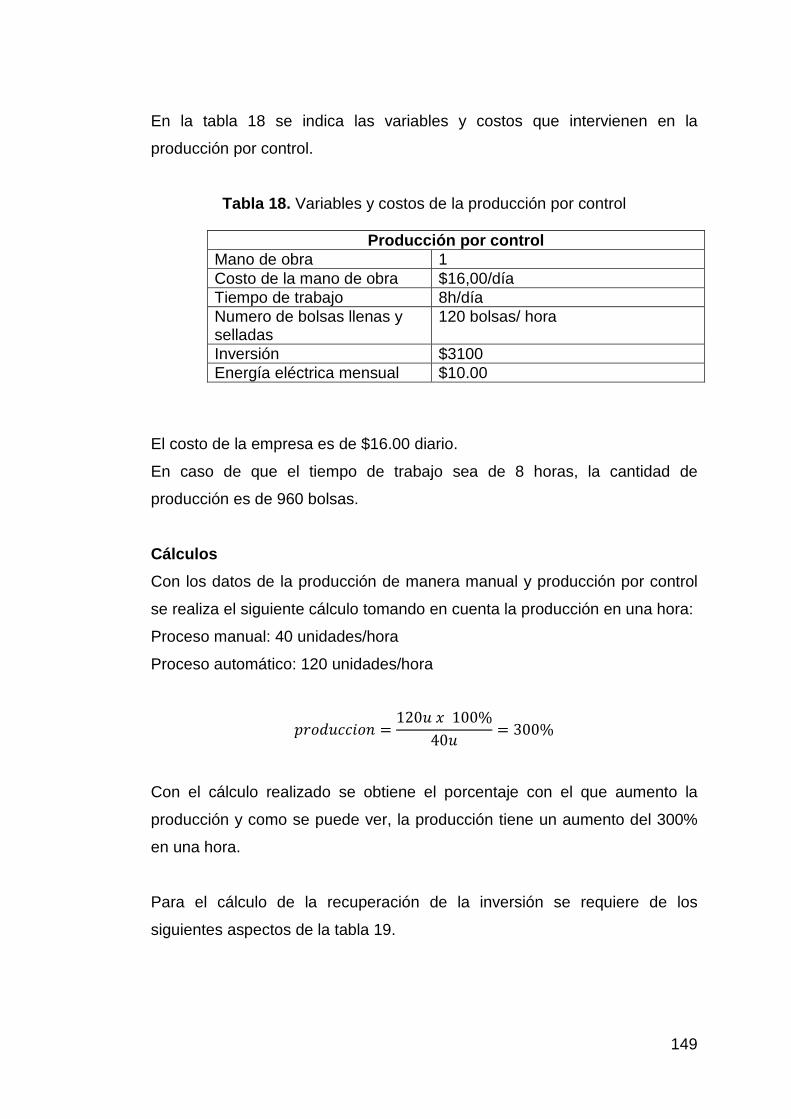
149
En la tabla 18 se indica las variables y costos que intervienen en la
producción por control.
Tabla 18. Variables y costos de la producción por control
El costo de la empresa es de $16.00 diario.
En caso de que el tiempo de trabajo sea de 8 horas, la cantidad de
producción es de 960 bolsas.
Cálculos Con los datos de la producción de manera manual y producción por control
se realiza el siguiente cálculo tomando en cuenta la producción en una hora:
Proceso manual: 40 unidades/hora
Proceso automático: 120 unidades/hora
𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖𝑜𝑛 =120𝑢 𝑥 100%
40𝑢= 300%
Con el cálculo realizado se obtiene el porcentaje con el que aumento la
producción y como se puede ver, la producción tiene un aumento del 300%
en una hora.
Para el cálculo de la recuperación de la inversión se requiere de los
siguientes aspectos de la tabla 19.
Producción por control Mano de obra 1 Costo de la mano de obra $16,00/día Tiempo de trabajo 8h/día Numero de bolsas llenas y selladas
120 bolsas/ hora
Inversión $3100 Energía eléctrica mensual $10.00

150
Tabla 19. Comparación de los procesos
2 personas/día $32.00 1 persona al día $15.00
Bebidas/día $2.00 Energía semanal $2.50
Cordones/semana $5.00 Mantenimiento $10.00
Número de
bolsas/día
320 Número de
bolsas/día
960
El costo semanal para el embolsado de manera artesanal es de $107.00 y
por el sistema automatizado es de $28.50
𝑥 = $28.50 𝑥 100%
$107.00= 26.64%
𝑟 = 100% − 26.64% = 73.36%
El cálculo anterior da como resultado que la empresa, con el sistema
automatizado ha disminuido en el costo de producción en un 73.36% por
semana.
En índice de valores la empresa tiene el siguiente ahorro por semana:
𝑥 = 𝐶𝑜𝑠𝑡𝑜 𝑀𝑎𝑛𝑢𝑎𝑙 − 𝐶𝑜𝑠𝑡𝑜 𝐴𝑢𝑡𝑜𝑚á𝑡𝑖𝑐𝑜
𝑥 = $107 − $28.50 = $78.50
No. Días Artesanal Control
1 320 960
2
3 320
4
5 320
6
Mano de obra/semana
$96.00 $16.00
Gastos/semana $11.00 $12.50
TOTAL $107.00 $28.50
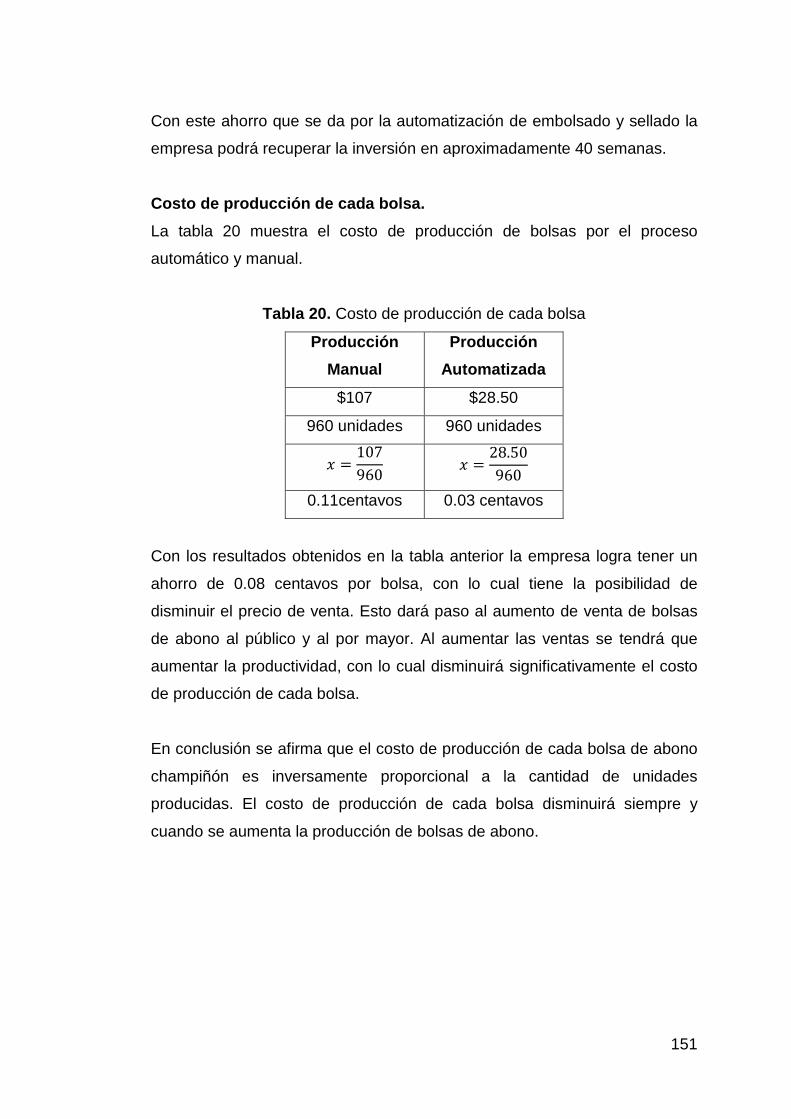
151
Con este ahorro que se da por la automatización de embolsado y sellado la
empresa podrá recuperar la inversión en aproximadamente 40 semanas.
Costo de producción de cada bolsa. La tabla 20 muestra el costo de producción de bolsas por el proceso
automático y manual.
Tabla 20. Costo de producción de cada bolsa
Producción Manual
Producción Automatizada
$107 $28.50
960 unidades 960 unidades
𝑥 =107960
𝑥 =28.50960
0.11centavos 0.03 centavos
Con los resultados obtenidos en la tabla anterior la empresa logra tener un
ahorro de 0.08 centavos por bolsa, con lo cual tiene la posibilidad de
disminuir el precio de venta. Esto dará paso al aumento de venta de bolsas
de abono al público y al por mayor. Al aumentar las ventas se tendrá que
aumentar la productividad, con lo cual disminuirá significativamente el costo
de producción de cada bolsa.
En conclusión se afirma que el costo de producción de cada bolsa de abono
champiñón es inversamente proporcional a la cantidad de unidades
producidas. El costo de producción de cada bolsa disminuirá siempre y
cuando se aumenta la producción de bolsas de abono.
152
Energía
Con las pruebas realizadas se obtiene una aproximación del consumo de
energía.
Para lo cual se toma datos de (Empresa Electrica Quito S.A , 2012) según
sus resoluciones.
“El pliego tarifario no altera la Tarifa de la Dignidad, cuyo costo es de 0,04
dólares. Este subsidio se aplica para los usuarios que consumen menos de
110 Kw/h en la Sierra y 130 Kw/h en la Costa y Amazonia. Un hogar en la
Sierra que se acoge a este beneficio tiene un equipo de sonido, una
lavadora, una computadora, un televisor y de 5 a 7 focos ahorradores”.
El sistema trabaja dos veces por semana durante ocho horas, los
dispositivos que trabajan con energía eléctrica son:
• Fuente de 12v
• PLC
• Sellador
• Indicador de peso
Con estos dispositivos se hace una relación con los datos de E.EQ y se
obtiene que el consumo si sería menor a los 110 kw/h.
110kw/h x $0.04 = $4.4
El costo por energía para el embolsado y sellado de abono sería de $4.40
por mes, por motivos de que existiese mayor consumo de los kw/h se toma
en cuenta el valor de $10, ya que tal como dice el comunicado si aumentara
la cantidad de kw/h, del mismo modo aumentaría sus costo a $0.07
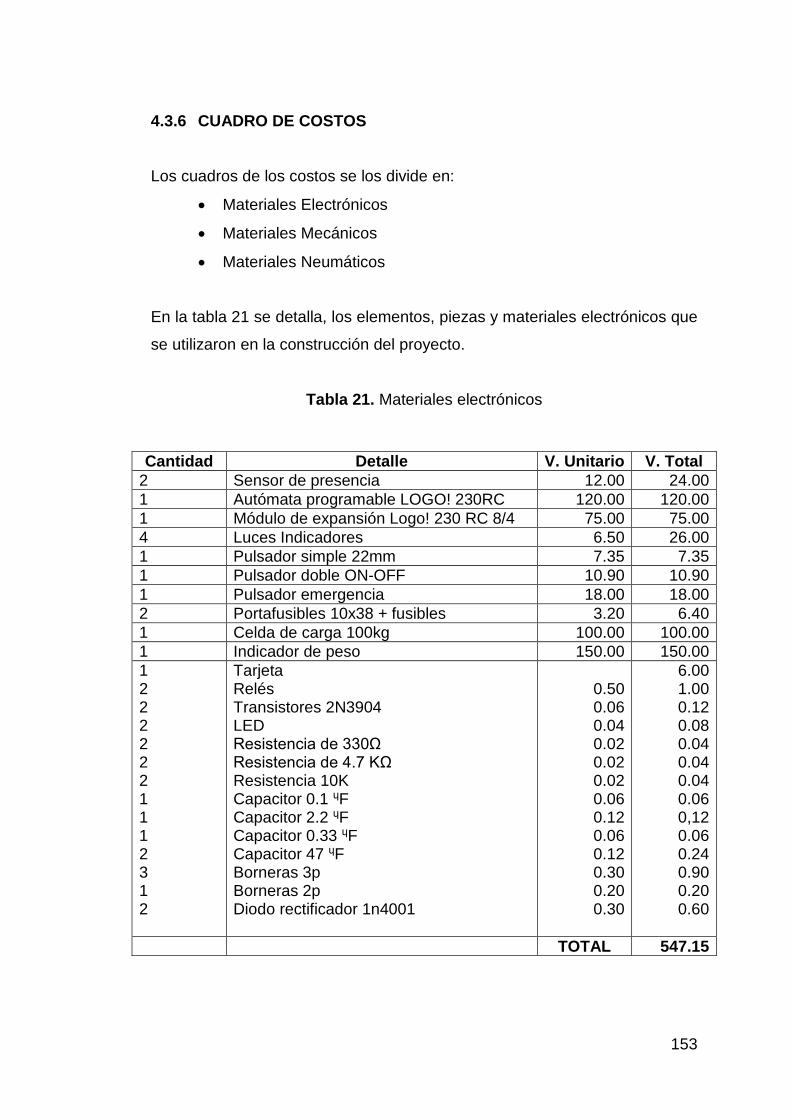
153
4.3.6 CUADRO DE COSTOS
Los cuadros de los costos se los divide en:
• Materiales Electrónicos
• Materiales Mecánicos
• Materiales Neumáticos
En la tabla 21 se detalla, los elementos, piezas y materiales electrónicos que
se utilizaron en la construcción del proyecto.
Tabla 21. Materiales electrónicos
Cantidad Detalle V. Unitario V. Total 2 Sensor de presencia 12.00 24.00 1 Autómata programable LOGO! 230RC 120.00 120.00 1 Módulo de expansión Logo! 230 RC 8/4 75.00 75.00 4 Luces Indicadores 6.50 26.00 1 Pulsador simple 22mm 7.35 7.35 1 Pulsador doble ON-OFF 10.90 10.90 1 Pulsador emergencia 18.00 18.00 2 Portafusibles 10x38 + fusibles 3.20 6.40 1 Celda de carga 100kg 100.00 100.00 1 Indicador de peso 150.00 150.00 1 2 2 2 2 2 2 1 1 1 2 3 1 2
Tarjeta Relés Transistores 2N3904 LED Resistencia de 330Ω Resistencia de 4.7 KΩ Resistencia 10K Capacitor 0.1 ᶣF Capacitor 2.2 ᶣF Capacitor 0.33 ᶣF Capacitor 47 ᶣF Borneras 3p Borneras 2p Diodo rectificador 1n4001
0.50 0.06 0.04 0.02 0.02 0.02 0.06 0.12 0.06 0.12 0.30 0.20 0.30
6.00 1.00 0.12 0.08 0.04 0.04 0.04 0.06 0,12 0.06 0.24 0.90 0.20 0.60
TOTAL 547.15

154
Los materiales neumáticos utilizados para el desarrollo del proyecto se
detallan en la tabla 22.
Tabla 22. Materiales Neumáticos
Cantidad Detalle V. Unitario V. Total 1 Cilindro neumático doble efecto 16x100 37.00 37.00 1 Cilindro neumático doble efecto 16x60 36.50 36.50 1 Cilindro neumático simple efecto 16x100 45.00 45.00 1 Unidad de mantenimiento 1/8 28.50 28.50 2 Electroválvulas 5/2 27.00 54.00 1 Electroválvula 3/2 26.00 26.00 8 Racor de 6mm 0.70 5.60 4 Reguladores de presión 1.60 6.40
20m Manguera de poliuretano 6mm 1.10 22.00 4 Sensores Finales de carrera 20.00 80.00 1 Llave en Y 8.95 8.95 1 Llave en Y 6mm 4.95 4.95 1 Llave de paso 3.75 3.75 3 Soportes 8.00 24.00 4 Silenciadores 1.20 4.80
TOTAL 387.45
Se detalla los elementos mecánicos que fueron necesarios para la
construcción de la máquina embolsadora y selladora en la tabla 23.
Tabla 23. Elementos mecánicos
Cantidad Detalle V. Unitario V. Total 1 Tolva de alimentación capacidad de 2m3 1000.00 1000.00 1 Dosificadora 120.00 120.00 1 Banda trasportadora 500.00 500.00 1 Motorreductor 100.00 100.00 1 Gabinete Metálico 30.00 30.00 TOTAL 1750.00

155
Se especifica algunos gastos varios, que no encajan en ninguna de las
tablas anteriormente detalladas en la tabla 24.
Tabla 24. Gastos Varios
Cantidad Detalle V. Unitario V. Total 1 Acoplamiento de la selladora 20.00 20.00 1 Instalación del equipo 30.00 30.00 1 Otros gastos 150.00 150.00 1 Mano de Obra 200.00 200.00 TOTAL 400.00
Con las tablas de gastos realizados para la construcción de la máquina y su
buen funcionamiento el costo total aproximado es $3084.60

5. CONCLUSIONES Y RECOMENDACIONES
156
5.1 CONCLUSIONES
• La solución apropiada para el pesado, embolsado y sellado de bolsas
de abono champiñón fue una dosificadora por compuertas
neumáticas, un pesaje por celda de carga por viga y el sellado
térmico, ya que cumple con los requerimientos de las empresa los
cuales específicamente fueron bolsas de 25 kg con un margen de
error de +0.2 kg y la disminución del tiempo en el proceso de
producción.
• Se eligió como elemento de control del sistema al PLC Logo! 230RC,
el cual es el elemento principal del equipo, este dispositivo permitió el
manejo de un gran número de entradas y salidas digitales ya que
cuenta con un módulo de extensión, otra de sus ventajas por lo que
se utilizó, es porque permite el funcionamiento y accionamiento de
manera conjunta, del motor sin pérdida de potencia, de los cilindros
neumáticos sin peligro de sobrecargas, de los sensores con
secuencia programada y de los dispositivos de control como
(pulsadores y leds) que permitieron el accionamiento, aviso y
detención del programa. Su utilización y manejo fue sencillo debido a
que, gracias al programa Logo SofComfort que cuenta con opciones
de contadores, retardos a la conexión, relé de impulsos, entre otras
características se logró minimizar el tiempo de envasado a 2 bolsas
de 25 kg por minuto, con lo cual se logró aumentar un rendimiento del
300% de producción en una hora.
• Los protocolos de pruebas ideales para el sistema una vez
implementado se llevó a cabo mediante una formalidad de ensayos,
en el montaje, en la programación, en la dosificación, en el pesaje y
en el sellado de las bolsas. Una vez realizadas las diversas pruebas
los resultados arrojaron que el sistema tiene la capacidad de envasar
y sellar dos bolsas de abono champiñón en un promedio de 1 minuto,
con un pesaje promedio de 25.2 kg por bolsa. Lo cual consintió un
ahorro de $78,50 dólares americanos semanales. Con las pruebas en

157
la sección del sellado se concluye que el apilamiento recomendable
de las bolsas no debe sobrepasar las 10 unidades para prevenir
rupturas.
158
5.2 RECOMENDACIONES
• Realizar capacitaciones para el manejo correcto del sistema con el fin
de proteger los elementos y la salud integral de quienes operan.
• Efectuar acciones de mantenimiento preventivo de manera mensual y
correctiva en caso de suscitarse algún daño en alguno de los
elementos, sin olvidar conllevar un rígido historial de los mismos.
• Implementar en la tolva de alimentación un tornillo sin fin, para evitar
aglomeración del abono en la boca de la tolva, en caso de que el
material permanezca un largo período de tiempo.
• Construir un sistema que permita el abastecimiento continuo de
material en la tolva, con el fin de evitar gastos mayores por
maquinarias pesadas.
• En caso de que la empresa requiera aumentar la producción de 2
bolsas de abono champiñón por minuto deben realizar cambios en las
poleas implementadas en el motorreductor para disminuir el tiempo de
sellado y de esta manera conseguir un proceso de producción de 4
bolsas por minuto.
• El sistema queda abierto para poder instalar nuevas tecnologías, por
ejemplo en la tolva de alimentación se puede acoplar unas paletas las
cuales permitirán la mezcla de dos o más materiales (sólidos secos)
según lo requiera la empresa. Es decir la tolva no cumplirá solamente
la función de alimentación, sino que también servirá como mezcladora
de materiales.

159
GLOSARIO
Compost Es el resultado de la descomposición ordenada de los
materiales orgánicos para convertirse en humus.
Embebida Conjunto para realizar una función específica para la que ha
sido diseñada, integrando en su interior la mayoría de los
elementos necesarios para realizar dicha función.
Fitopatógenas Fitopatología es la ciencia del diagnóstico y control de las
enfermedades de las plantas. Cubre el estudio de los agentes
infecciosos que atacan plantas y desórdenes abióticos o
enfermedades fisiológicas.
ppm Partes por millón, se refiere a la cantidad de unidades de la
sustancia (agente, etc.) que hay por cada millón de unidades
del conjunto.
Troquel Instrumento para cortar cartón, cuero o planchas metálicas, por
medio de presión.

160
BIBLIOGRAFÍA ASONAYON. (2013). Nayon Jardin de Quito. ASONAYÓN, 10-12.
Bishop, R. H. (2007). The Mechatronics Handbook.Estados Unidos: CRC
Press.
BKB. (2010). Maquinaria Industrial. BKB, 4-20.
BOHLER. (2009). Recuperado el 04 de 08 de 2013, de UDDEHOLM
Colombia S.A: http://www.bohlercolombia.com/spanish/b_2750.php
Bolton, W. (2006). Mecatrónica SISTEMAS DE CONTROL ELECTRICO EN
INGENIERIA MECANICA Y ELECTRICA. Mexico: ALFAOMEGA.
Bolton, W. (2009). Programmable Logic Controllers. Estados Unidos:
Elsevier Ltd.
BOSCHPackaging. (2010). Ultrasonic Sealing Technology. Recuperado el 01
de 08 de 2013, de
http://www.boschpackaging.com/doboy/eng/VFFS_Ultrasonic_Sealing.asp
Cahuich Kú, J. (09 de Septiembre de 2009). ALIPSO. Recuperado el 12 de
08 de 2013, de http://www.alipso.com/monografias4/automatas-
programables/todoooo.doc_archivos/image016.jpg
Canadas, M. C. (2000). Thales. Recuperado el 19 de 02 de 2013, de
http://thales.cica.es/rd/Recursos/rd99/ed99-0677-02/tema5.htm
CHANTO AIR HYDRAULICS CO. LTD. (2006). CHANTO AIR
HYDRAULICS. Recuperado el 25 de Agosto de 2013, de
http://www.chanto.com.tw/product/102463.html
Creus Solé, A. (2011). Neumatica e Hidraulica. Barcelona: MARCOMBO.
Cubillo, J. M., & Cerviño, J. (2008). Marketing Sectorial. Madrid: Graficas
Dehon.
161
De las Heras Jimenéz, S. (2003). Instalaciones Neumáticas. Barcelona:
UOC.
FENIFOS. (2011). CHAMPOSTA. FENIFOS, 4-7.
Festo. (2009). Principios basicos de los motores de corriente alterna. Festo
Manual de Trabajo, 5-20.
FESTO DIDACTIC. (2006). NEUMATICA INDUSTRIAL. Colombia:
Minotauro.
Fred E. Meyers, M. P. (2006). Diseño de instalciones de manufactura y
manejo de materiales. Mexico: Pearson Educación.
Gonzáles, S. G. (2012). Solidworks Práctico 1. MARCOMBO S.A.
Industrias Ailén S.R.L. . (2009). VESCOVO Sistemas de envasado.
Recuperado el 10 de Julio de 2013, de VESCOVO Sistemas de envasado:
http://www.vescovoweb.com/tiposDosificadores.html
Ingeniaste.com. (2003). Ingeniaste.com. Recuperado el 15 de junio de 2013,
de http://ingeniaste.com/ingenias/telecom/clasificacion-plc.html
Ipac Acero. (2010). Recuperado el 27 de agosto de 2013, de
http://www.ipac-acero.com/
ITDG. (1998). Técnicas de envasado y empaque. Lima: Cooperacion
Española.
Javierre Lardiés, C., & Fernández Cuello, Á. (2012). Criterios de diseño
mecánico en tecnologías industriales. Zaragoza: UNE.
Manual, LOGO! (2010). LOGO! SIEMENS LOGO!, 106-111.
Marín García, J. M. (2008). Apunte de Diseño de Máquina. San vicente: Club
Universitario.

162
Mecatronica Ecuador. (s.f.). Recuperado el 07 de 08 de 2013, de
http://mecatronicaecuador.com/
Millan, S. (1995). Automatización Neumatica y Electroneumatica. México:
Marcombo S.A.
Monografias.com S.A. (2009). Reductores y Motorreductores. Recuperado el
12 de Agosto de 2013, de Reductores y Motorreductores:
http://www.monografias.com/trabajos13/reducty/reducty.shtml#ixzz2cimvnm
OM
MOTT, R. L. (2006). Diseño de Elementos de Maquinas. Mexico: Pearson
Educación.
OIML EC. (2009). Fidelity Measurement Company Limited. Recuperado el 15
de Agosto de 2013, de http://www.fi-measurement.com/
Onwubolu, G. (2005). Mechatronics, Principles and Apliccations. London:
Butterworth-Heinemann.
Perez Cruz, J., & Pineda Sanchez, M. (2006). Automatizacion de maniobras
industriales mediante automatas programables. Valencia: UPV.
Roldan, J. (2006). Tecnología Electrica Aplicada. España: Thomson.
Tecnipeso. (2011). Balanzas electricas. Manual de Balanzas, 4-5.
Twinkle. (2012). Chelic Corp. Ltd Taiwan. Recuperado el 25 de Agosto de
2013, de http://www.chelic.com/eng/products/SV.php
Vargas Vargas, A. (2007). Apuntes del Logosoft! Confort. Mexico: Oceano.
W3c.ec-Soluciones Online. (2011). Inasel Cía. Ltda. Recuperado el 15 de
Agosto de 2013, de http://www.inaselecuador.com/productos.html
ANEXOS
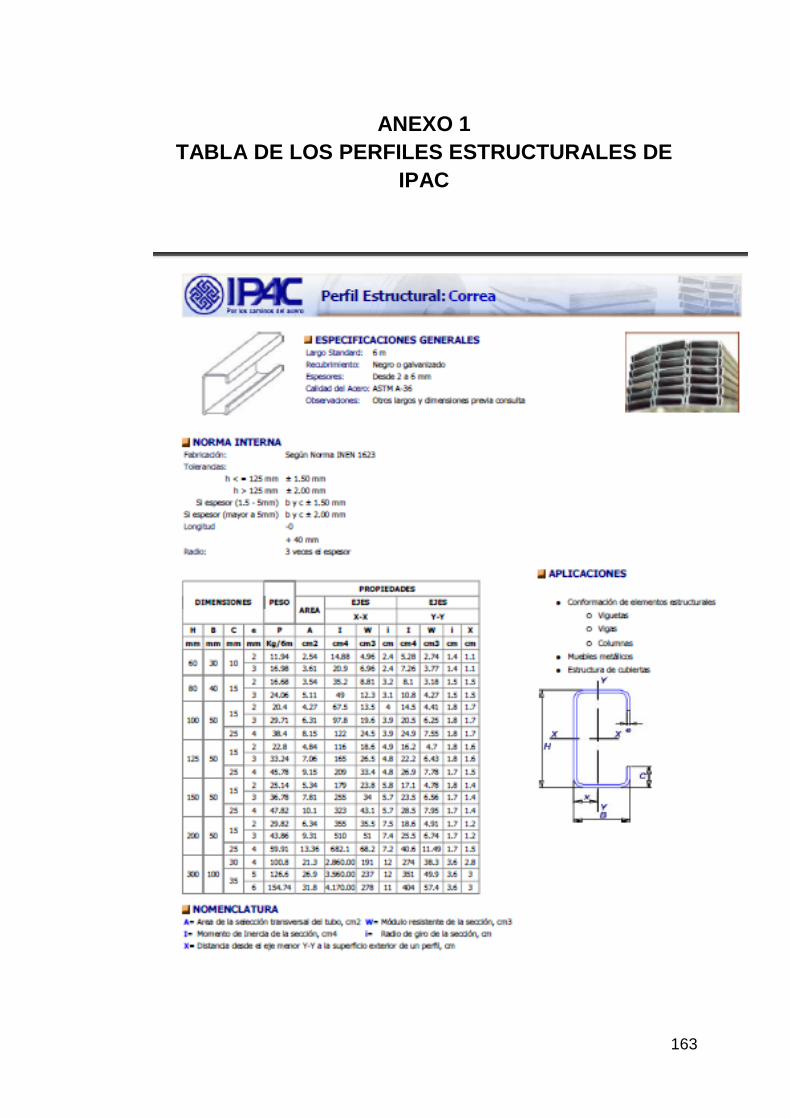
163
ANEXO 1 TABLA DE LOS PERFILES ESTRUCTURALES DE
IPAC
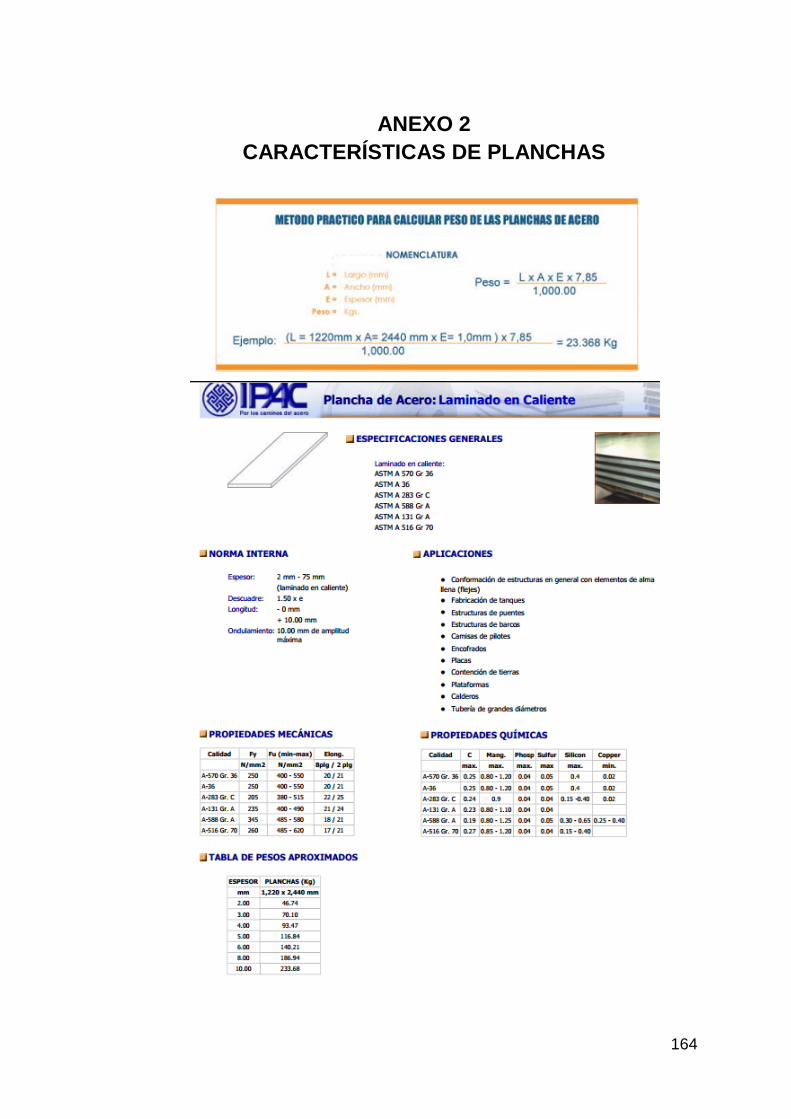
164
ANEXO 2 CARACTERÍSTICAS DE PLANCHAS

165
ANEXO 3 PROPIEDADES DE ÁREAS
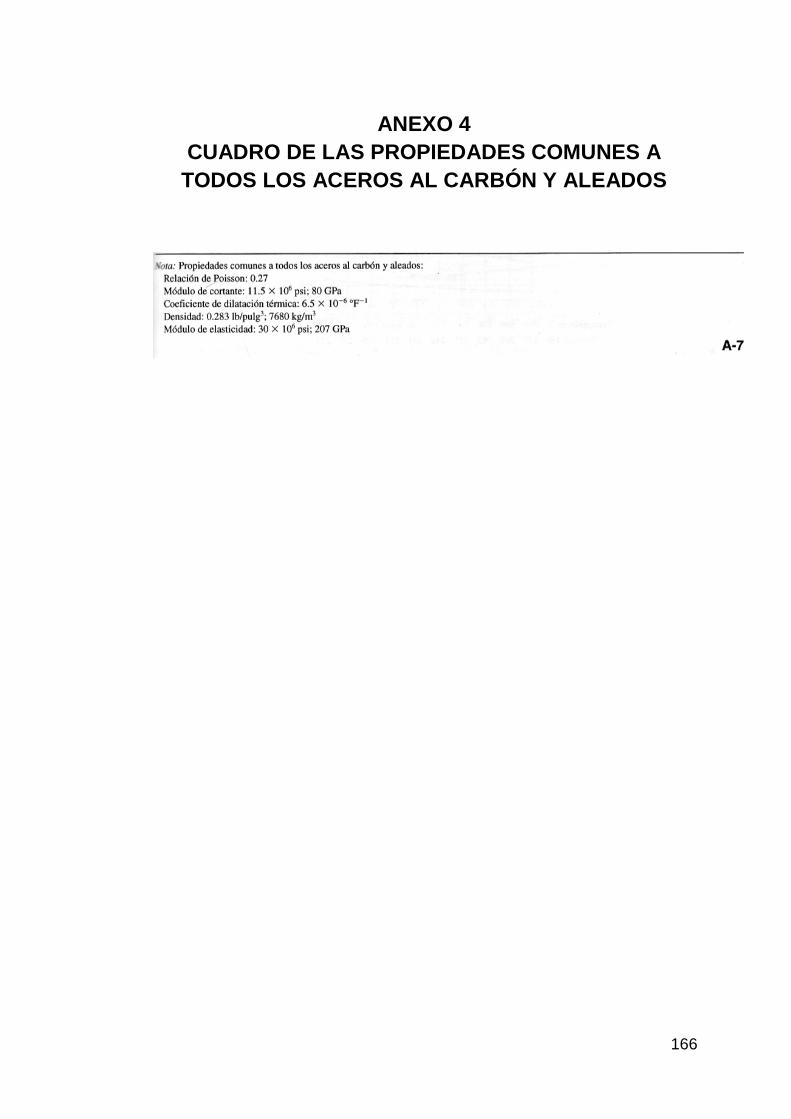
166
ANEXO 4 CUADRO DE LAS PROPIEDADES COMUNES A
TODOS LOS ACEROS AL CARBÓN Y ALEADOS

167
ANEXO 5 TABLA DE LAS PROPIEDADES DE LOS ACEROS
ESTRUCTURALES
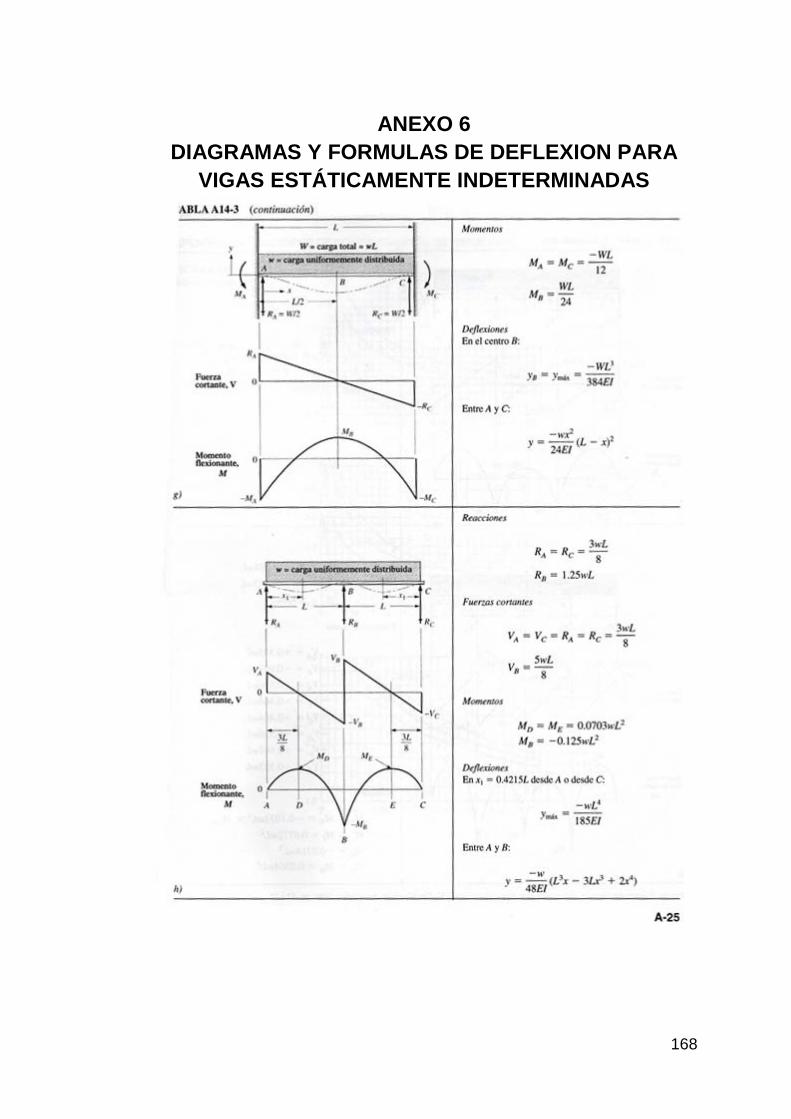
168
ANEXO 6 DIAGRAMAS Y FORMULAS DE DEFLEXION PARA
VIGAS ESTÁTICAMENTE INDETERMINADAS

169
ANEXO 7 MANUAL DE OPERACIÓN
PRECAUCIONES. El tablero de mando debe colocarse en lugar exento de humedad,
lluvia y agentes que puedan producir corto circuito y deterioro.
Todos los componentes neumáticos, electrónicos que no incluyen en
el tablero de control deben ser colocados con protecciones de
manera que no estén expuestos a la lluvia, polvo, agentes inflamables
etc.
En caso de que exista avería o daños en alguno de los componentes
eléctricos y neumáticos deben ser reemplazados por personal que
tengan conocimiento en el área.
Todo elemento electrónico y neumático de ser manipulado tiene que
realizarse con las respectivas precauciones (manos y vestimenta
secas, limpias)
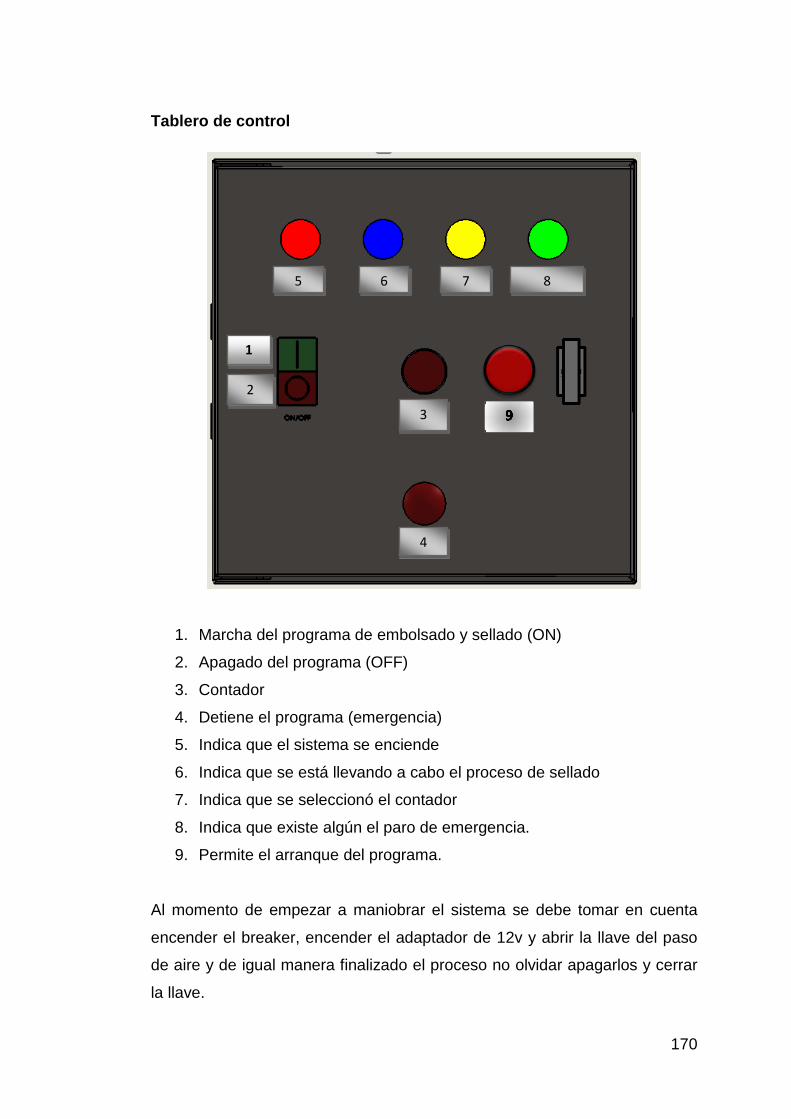
170
Tablero de control
1. Marcha del programa de embolsado y sellado (ON)
2. Apagado del programa (OFF)
3. Contador
4. Detiene el programa (emergencia)
5. Indica que el sistema se enciende
6. Indica que se está llevando a cabo el proceso de sellado
7. Indica que se seleccionó el contador
8. Indica que existe algún el paro de emergencia.
9. Permite el arranque del programa.
Al momento de empezar a maniobrar el sistema se debe tomar en cuenta
encender el breaker, encender el adaptador de 12v y abrir la llave del paso
de aire y de igual manera finalizado el proceso no olvidar apagarlos y cerrar
la llave.
1
2
3
4
5 6 7 8

171
Programación del sistema
Se debe pulsar el botón de emergencia consecutivamente se debe activar el
pulsador de marcha con el cual también se enciende el led de ON, este
permanecerá encendido hasta que se pulse el botón de stop. Se selecciona
el pulsador contador y posteriormente el pulsador de arranque y se inicia el
proceso, de igual manera se enciende el led del contador el cual
permanecerá encendido mientras no se haya completado el límite de ciclos
programados.
El programa arranca una vez seleccionado el botón de arranque.
Si el dispositivo FM-18 envía señales de LOW se abre la compuerta
dosificadora, hasta que envié la señal de HI, al enviar esta señal la
compuerta dosificadora se cierra y consecutivamente se abre la compuerta
obturadora hasta desalojar todo el material y nuevamente se cierra la
compuerta obturadora.
Consecutivamente empieza la etapa de sellado, si detecta el sensor de
presencia 1 se activa la banda hasta que el sensor de presencia 2 lo detecte
con lo cual se detiene la banda y posteriormente se activa el cilindro de
sellado por 2 segundos y luego retorna a su posición inicial.
Terminado este proceso la banda se enciende nuevamente por 10
segundos y luego se apaga.
Empieza un nuevo ciclo.
Al pulsar el botón de stop ya finalizado los ciclos que requiera la empresa, la
luz de ON se apaga.
Programación de paro de emergencia
Si es que existiese alguna anomalía en el proceso se activa el botón de
emergencia el cual interrumpe todo el proceso, hasta seleccionar
172
nuevamente el botón de marcha del programa; se toma en cuenta que al
pulsar el botón de emergencia también se activa la luz de emergencia.
Pasos a seguir en el proceso. Una vez encendido el breaker, los reguladores de 12v y la llave de aire se
debe realizar los siguientes pasos.
1. Activar el botón de emergencia.
2. Activar el botón ON
3. Seleccionar el pulsador contador
4. Seleccionar el pulsador de arranque
Para los siguientes ciclos solo se debe realizar el paso 3 y 4, solo en caso de
que se active el pulsador off o stop se toma en cuenta los pasos 1 y 2.
En caso de que se haya completado los ciclos programados se tiene que
pulsar el botón off, para que nuevamente se resetee el contador.
En caso de que se presente alguna anomalía en algún elemento del sistema
se tiene que desactivar el botón de emergencia.
Una vez finalizada el proceso de embolsado y sellado de las unidades de
abono se debe activar el botón stop.