UNITED NATIONS CENTRE FOR HUMAN SETTLEMENTS (Habitat)
44
Volume 1 Number 4 September 1991 ISSN 1012·9812 UNITED NATIONS CENTRE FOR HUMAN SETTLEMENTS (Habitat)
Transcript of UNITED NATIONS CENTRE FOR HUMAN SETTLEMENTS (Habitat)

Volume 1 Number 4 September 1991 ISSN 1012·9812
UNITED NATIONS CENTRE FOR HUMAN SETTLEMENTS (Habitat)
-,\
JOURNAL OF THE
~__NETWORKof African countries on local
building materials and technologies
United Nations Centre for Human Settlements (Habitat)Nairobi, 1991

Fired clay bricks in a kiln ready to be transported, Uganda

CONTENTSPage
Foreword
Housing in Africa, problems, prospects and strategies .1
Kenya Towards the development of a national code of practice forstructural masonry - the Kenyan approach ]
Nigeria Research and development in the promotion of standards andspecifications for stabilized soil blocks 10
Ethiopia Light-weight concrete made with Ethiopian pumice 16
Mauritius Use of calcarenite blocks in housing constructionin Rodrigues, Mauritius .18
Ghana Optimum firing temperature for some clay bricks in Ghana 23
Ethiopia Construction of mud houses - an alternative to the traditional methodsof house construction in Ethiopia 26
India Technology profiles: 32- Production of bricks by hand-moulding table 32- Manufacture of bricks from black cotton soils 34- Stabilized soil bricks/blocks 40
Publications review 112
Events 113

CONTRIBUTIONS TO THE JOURNAL
This Journal welcomes information or articles on low-costinnovations in building materials technology. Informationin the form of technical papers, illustrations, news itemsand announcements ofevents can be sent from individualsor institutions in the private or public· sector, from withinand outside the African region. AIl correspondence on theJournal should be addressed to the editor: Mr. KalyanRay, Research and Development Division, UNCHS(Habitat), P.O. Box 30030, Nairobi, Kenya.
The views expressed in this Journal do not necessarilyreflect those of the United Nations. Mention of firm namesand commercial products do not imply the endorsement ofUNCHS (Habitat). The reprinting of any of the material inthis publication is welcome, provided that the source ismentioned and one copy·sent to UNCHS (Habitat).
National Network institutions are:
Cyprus Organization of Standards and Control ofQualityMinistry of Commerce and IndustryCyprus
Department of Civil EngineeringUniversity of Addis AbabaEthiopia
Building and Road Research Institute (BRRI)Kumasi UniversityGhana
Housing Research and Development Unit (HRDU)School of ArchitectureUniversity of NairobiKenya
ii
Department of Civil EngineeringThe PolytechnicUniversity of MalawiMalawi
Department of Architecture and Civil EngineeringUniversity of MaltaMalta
School ofIndustrial TechnologyUniversity of MauritiusMauritius
Nigerian Building and Road Research Institute (NBRRI)LagosNigeria
Faculty of EngineeringFourah Bay CollegeUniversity of Sierra LeoneFreetownSierra Leone
Geological Survey Mines DepartmentMinistry of Lands and MinesEntebbeUganda
Building Research Unit (BRU)Dar-es-SalaamUnited Republic of Tanzania
Ministry of Public Construction and National HousingHarareZimbabwe

FOREWORDThe high rate of population growth and the shortage ofaffordable shelter, which are prevalent in many developingcountries, have reached a point that the need for initiating and implementing urgent actions by governments isbecoming evident
UNCHS (Habitat) has long been aware of this situation and in the light of the Global Strategy for Shelter to the Year2000, adopted by the General Assembly of the United Nations in December 1988, has launched a number ofprogrammes designed to provide assistance 10 developing countries in tackling their housing problems. Owingto the fact that development of local technological capacities to deal with this predicament is becoming a difficulttask to pursue, technology transfer from one country 10 another and the establishment of cooperation betweencountries have become a justified process, the successful implementation of which could lead to the attainmentof desired levels of technological self-sufficiency in the countries participating in that process.
In the previous issue of this Journal, the significance of regional cooperation through networking systems washighlighted. The process for the establishment of the Network of African Countries on Local Building Materialsand Technologies was described. Roofing materials and related technologies were chosen as themes for that issue.In this edition, focus is given to walling materials and related research work carried out in some countries of theAfrican region.
Roofing and walling materials are the basic materials in the construction of low-cost houses. Bearing in mind that asimple shelter does not necessarily require special finishings and costly mechanical and electrical equipment, thewalling and roofing materials constitute, very often, more than 75 per cent of the total cost of a dwelling. Therefore,any reduction in the cost of the production of these materials and improvement of their physical properties willconsiderably reduce the total cost of a house and will improve its performance.
Results of research and experimental work carried out over the past two to three decades in many countries have shownthat low-cost walling materials such as stabilized soil blocks, in terms of their engineering properties, are comparablewith ftred bricks and concrete blocks, and a wall constructed by these materials should not be considered as being oflow quality, and having low strength and limited durability. However, the shortcomings are often associated with thelack of knowledge of the various processes of production, quality control, use and maintenance. In fact, if bothproducers of walling materials and builders of houses were to adhere to technical specifications, the overall qualityperformance of houses would be improved and the acceptability and popularity of these low-cost materials wouldbe enhanced considerably. In this regard, adoption of standards and specifications and construction of demonstrationhouses 10 show the advantages of such materials to the public are among effective avenues in promoting the wide useof low-cost walling materials.
Acknowledgement and thanks are extended 10 the authors as well as to the national coordinators of the Network whoprovided information and data included in this issue of the Journal.
Dr. Areot RamachandranUnder-Secretary-General
Executive DirectorUNCHS (Habitat)
iii

HOUSING IN AFRICA, PROBLEMS,*PROSPECTS AND STRATEGIES
Introduction
All African countries, regardless of their social, economicand political conditions, are confronted with an acute problem of housing, because they all face similar developmentalchallenges. In Africa, as in most developing regions, thereare large numbers of people without any form of shelter atall or living in deteriorated or unimprovable shelter conditions. While the situation is felt by the majority of thepopulation, the most affected are the low-income earners,the unemployed and underemployed.
African countries, in many instances, have adopted highlymechanized and capital-intensive production facilities in anattempt to meet the ever-increasing demand for buildingmaterials. Furthermore, the failure of large-scale production, in many instances, to meet the rising demand and tooperate efficiently, has forced many African countries toimport building materials as a last resort. This unintendeddependence on imported building materials and technologies has led to an excessive drain on foreign exchangeand has led to serious shortages, because of the inability ofgovernments to allocate funds for imported materials andproduction inputs (I), (2).
One way to improve the situation is by making basicmaterials available in sufficient quantities, and at affordableprices, to prospective builders, including low-incomeeamers. The main focus of this paper, therefore, is to identify and discuss housing problems in Africa, and prospectsfor solving these problems, as well as strategies to beadopted to produce building materials for an increasedproduction of houses.
The problems
Some of the problems concerning housing in Africa may beidentified as basic and pertaining to the economic development of the continent. Other constraints may be peculiar tohousing, although they may be a result of the former.
Development problems
The main developmental constraints in Africa areeconomic, high population and urban growth rates,
., By A.A. Hammond, M.Sc. Dr. Tech. Sc., Deputy DirectorlHead.Materials Dept., Building and Road Research InstiUltc (CSIR), Kumasi,Ghana.
This paper was presented lO the Third International Seminar onStructural1v1.asonry for Developing Countries, held in Mauritius,July1990.
It is an abridged version of the original report included in theProceedings of the Seminar.
environmental degradation, and natural disasters, all ofwhich directly or indirectly affect housing conditions.
There is not a single African country that is not sufferingfrom a crushing debt-service burden ofsome sort, shrinkingforeign investment, rising rates ofinterest, and unfavourabletrade terms for traditional exports (3). The prices ofprimarycommodities are declining on the world market, while theprices of imported commodities from developed countriesare increasing continuously. In this situation, the poundSterling or United States dollar values of African exportsalways lag behind the price of imports urgently needed forcapital and work equipment in construction programmes.
High population and urban growth rates also account for theinability of African countries to cope with their housingneeds. An increase in population demands an increase inhousing and other infrastructural facilities such as transport,hospitals, schools and factories. Natural disasters such asearthquakes, hurricanes and floods, can, within a few moments, reduce the number of the already inadequate existinghousing stock. This invariably leads to overstrelChing ofalready meagre resources which could otherwise be used forhousing, for example.
Problems directly associated with housing
Constraints leading to housing problems may be outlined asfollows:
Population growth with increasing urbanization;Shortage of housing finance;Land tenure and cost;Unavailability and high cost of imported buildingmaterials;Low incomes of prospective buyers;Low priority for housing in the construction sector.
Of these constraints, land tenure, housing fmance andavailability and cost of building materials may be identifiedas the most important ones.
In the development plans of most African countries, theproduction ofbuilding materials to serve the housing needsof the vast majority of the population has never been giventhe priority accorded to it in the Lagos Plan of Action forAfrica's Development (LPA) 1980-2000. Yet, it is an areawhich touches on many of the objectives that the LPA aimsto achieve, such as the following:
Increased self-reliance;Effective mobilization of human resources;The creation, in each Member State, of an industrialbase designed to meet, among other things, thesatisfaction of basic needs of the population, the
1

exploitation oflocal natural resources and the creationof jobs;Cooperative efforts by Member States in thedevelopment of their natural resources to meetsocio-economic needs of their peoples;Rational development of the building materials andconstruction sector;The encouragement ofwomen in housing construction.
The International Year of Shelter for the Homeless (IYSH)confIrmed the need to intensify national and internationalefforts to deliver and improve shelter for all with specifIcemphasis on the poor and disadvantaged. The GlobalStrategy for Shelter to the Year 2000 should be seen as yetanother opportunity for African countries to tackle the
as lime and stabilized soil, has to be stimulated in manycountries.
There is much use of burnt bricks in countries where thetradition of artisanal brick production has been establishedover many years and a large number of producers areinvolved. In Malawi, burntbriek is the mostpopular wallingmaterial used in the construction sector for both public andprivateconstruction. In Madagascar, it is estimated thatover12.5 million bricks are consumed annually.
In Nigeria, burnt bricks have gained increasing popularityin recent times, because ofdirectives issued by stategovernments that bricks should be used in the construction ofpublic buildings and government housing projects. The
Externa/pjparenng ofa stone wallFVU;/CJZ1?}'
shelter needs of the poor in an action-oriented approach,based on a global interaction (2).
The demandfor local building materials
Statistical data in the consumption of local buildingmaterials in the countries of the African region are noteasilyavailable. The geoeral iodication, however, is that there isinsuffIcient supply to meet the demand for some materials,such as burnt bricks. The demand for other materials, such
2
consumption of bricks in Southern Nigeria increased from41.7 million units in 1982 to 74.5 million in 1986, showingan annual growth rate of almost 16 per cent. The consumption is now about 98 per cent of production. The currentbrick-production levels in some countries are well below thedemand and, for example, in Ghana, orders for factorymade burnt bricks take a long time to be delivered.
The current use of lime in construction is low, as is that ofpozzolana. The potential for their use, in combination, as a

low-cost binder, is, however, enormous, cousidering thehigh cost ofcement in many counmes and the shortages insupply that are often experienced. Another source ofdemand for lime is stabilization of soil for building blocksand, also, in road construction. Stabilized soil blocks/brickshave, also, gained popularity in some counmes, includingBurkina Faso, Cameroon, Cote d'Ivoire, Ghana, Kenya,Madagascar, Niger, Nigeria, Togo, Uganda and UnitedRepublic of Tanzania (2), (4). Currently, there are largescale projects in Madagascar and Uganda where stabilizedsoil blocks are being used. Stabilized soil is also known tohave been used in projects in other counmes like Mali andZambia.
A measure of the competitiveness of local buildingmaterials is their cost advantage over popularly usedmaterials. Experience in Nigeria shows that large-sizedbrick products are more competitive than the sandcreteblocks. A major reason for this is that the present generationof masons in Nigeria, as in other counmes, have littleexperience in the laying ofsmall-sized bricks. Laying costsare, therefore, high compared with the large sandcreteblocks (2).
Constraints due to unavailability and high cost ofbuildingmaterials
Building materials constitute the single largest input inhousing construction, sometimes accounting for as much as75 per cent of a low-cost house. However, in most Africancountries, popular materials are inadequate in supply andhigh in cost. The traditional materials are oflow quality andunpopular; research innovations have not as yet been translated into marketable products. The consequence of all thisis that the large majority of the population lives indeplorable shelter conditions or have no access to basicshelter at all. Unfortunately, the shelter crisis is worsenedby the unfavourable patterns in general population growthand the high rate of migration to the urban areas, so thal,despite efforts by governments to improve the situation,there is rather a steady rate of deterioration in this sector.
One of the underlying reasons why the building-materialsseclor continues to be a bottle-neck in low-cost housingdelivery is that there is a high degree of import-dependencein established production units while abundant opportunities for adopting truly indigenous production systemsremain only marginally exploited. So far, a few Africancounmes have made the effort to promote buildingmaterials production units based on indigenous faclor inputs. Bul, this has always been on a relatively marginalscale, partly as a result of inadequate local resources but,mainly, because of the lack of an effective strategy forexpanding and developing the local building-materials sectors. The building-materials industry can contribute significantly lo national economic recovery. However, it hasbeen a drain on scarce foreign-exchange earnings with anestimated US $ 3 billion being spent per annum on importsof building materials over the past five years (5), (6).
In many counmes, a wide variety of raw materials is available in sufficient quantities. However, most of these rawmaterials have remained inaccessible for full-scale exploitation due to several constraints. Notably, there is lack of dataon materials characteristics and there are institutional aswell as financial barriers to raw materials exploitation.Similarly, existing technologies have not readily beenadapted. In addition, there is insufficient trained labour tocarry out the bulk ofactivities required for the developmentof the building-materials S'7'lor.
Factors militating against use of local materials
Factors affecting the use of local building materials may beidentified as technical, economic, socio-cultural and institutional. Some of these factors affect the acceptability oflocalbuilding materials but are closely related. For convenience,they are discussed separately.
Technicalfactors
The technical problems associated with the use of locallyavailable building materials make a considerable conmbution to the degree ofacceptance of the materials for housing.For example, the tendency for earth to absorb water withcorresponding decrease in strength, leads to rapid deterioration of earth buildings. This alone is a stumbling block fora wholehearted acceptance of earth for housing despite theavailability of techniques and processes for improving thematerials for use. Similarly, wood, due to its susceptibilityto termite and fungal attack, and other biodegenerationtendencies, as well as fire hazard, is not as popularly usedfor housing as it should be.
Economicfactors
Most of the population in any country in Africa does nothave the economic capacity to acquire modern housing, andmany families resort to self-help housing in order to reducecosts. Under these circumstances, a high financial sacrificeis required and all the risks associated with the constructionof the building is borne by the owner/builder. For thisreason, an individual would be cautious about the kind ofmaterial used and the type of technology adopted forconstructing a building to avoid any risk of failure or totalcollapse of the building (6).
The rate of housing construction, the quality of the housingunits, and the adequacy of amenities provided to make adecent living environment, relate to the financial capacityand the level of income of the people. Since the level ofincome of the bulk of the people in Africa is low, only asmall percentage can finance the construction of theirhouses withoutdepending on financial institutions for loans.Therefore, the bulk will require loans from financial institutions which will, in turn, require that the house be built withconventional materials such as brick or concrete rather than,say, earth. This factor alone conmbutes considerably to theunacceptability ofearth for housing (5), (6).
3
Institmlonalfactors
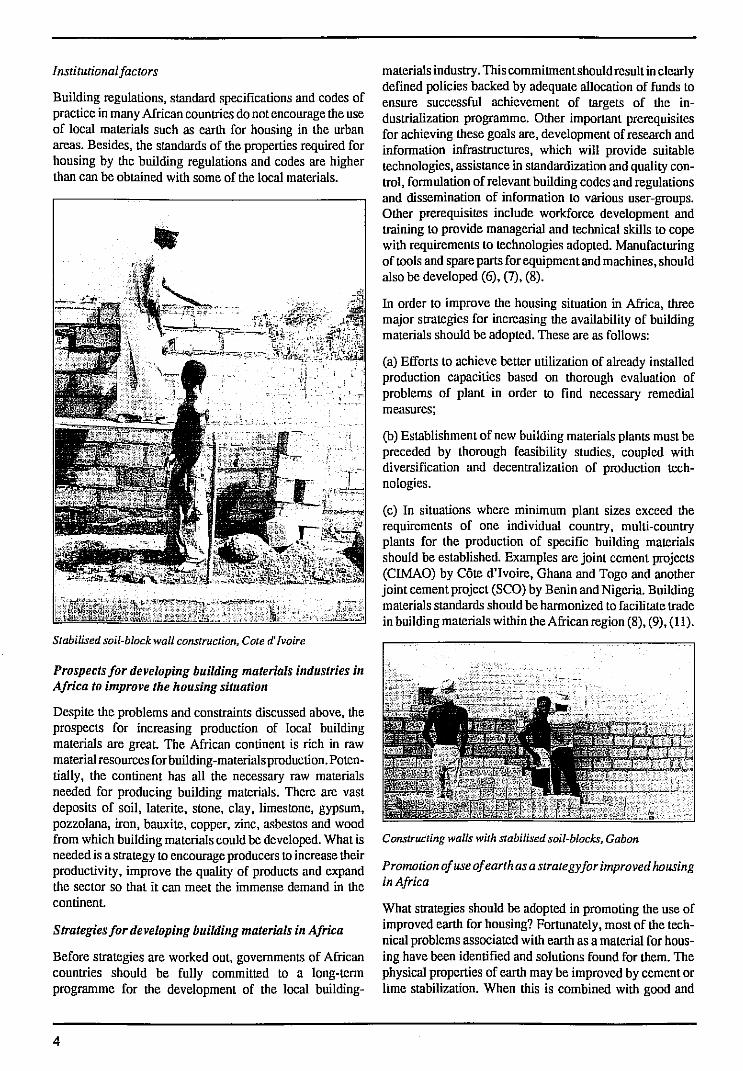
Building regulations, standard specifications and codes ofpractice in many African countries do not encourage the useof local materials such as earth for housing in the urbanareas. Besides, the standards of the properties required forhousing by the building regulations and codes are higherthan can be obtained with some of the local materials.
Stabilised soil-block wall construction, Cote d'lvoire
Prospects for developing building materials industries inAfrica to improve the housing situation
Despite the problems and constraints discussed above, theprospects for increasing production of local buildingmaterials are great The African continent is rich in rawmaterial resources for building-materialsproduction. Potentially, the continent has all the necessary raw materialsneeded for producing building materials. There are vastdeposits of soil, laterite, stone, clay, limestone, gypsum,pozzolana, iron, bauxite, copper, zinc, asbestos and woodfrom which building materials could be developed. What isneeded is a strategy to encourage producers to increase theirproductivity, improve the quality of products and expandthe sector so that it can meet the immense demand in thecontinent.
Slrategiesfordeveloping building materials in Africa
Before strategies are worked out, governments of Africancountries should be fully committed to a long-termprogramme for the development of the local building-
4
materials industry. This commitrnentshould result in clearlydefined policies backed by adequate allocation of funds toensure successful achievement of targets of the industrialization programme. Other important prerequisitesfor achieving these goals are, development of research andinformation infrastructures, which will provide suitabletechnologies, assistance in standardization and quality control, form ulation of relevant building codes and regulationsand dissemination of information to various user-groups.Other prerequisites include workforce development andtraining to provide managerial and technical skills to copewith requirements to technologies adopted. Manufacturingof tools and spare parts for equipmentand machines, shouldalso be developed (6), (7), (8).
In order to improve the housing situation in Africa, threemajor strategies for increasing the availability of buildingmaterials should be adopted. These are as follows:
(a) Efforts to achieve better utilization of already installedproduction capacities based on thorough evaluation ofproblems of plant in order to find necessary remedialmeasures;
(b) Establishment of new building materials plants must bepreceded by thorough feasibility studies, coupled withdiversification and decentralization of production technologies.
(c) In situations where minimurn plant sizes exceed therequirements of one individual country, multi-countryplants for the production of specific building materialsshould be established. Examples are joint cement projects(CIMAO) by Cote d'Ivoire, Ghana and Togo and anotherjoint cement project (SCO) by Benin and Nigeria. Buildingmaterials standards should be harmonized to facilitate tradein building materials within the African region (8), (9), (11).
Constructing walls with stabilised soil-blocks, Gabon
Promotion ofuse ofearthasa strategyfor improvedhousingin Africa
What strategies should be adopted in promoting the use ofimproved earth for housing? Fortunately, most of the technical problems associated with earth as a material for housing have been identified and solutions found for them. Thephysical properties of earth may be improved by cement orhme stabilization. When this is combined with good and

adequate design for foundations, wall and roof, earth as abuilding material can favourably compete with other building materials. When these measures are taken, maintenancecosts will be drastically reduced and its status as a socialsymbol will be enhanced. As a result, financial institutionsmay become favourably disposed to giving loans to builderswho decide to use improved earth for housing.
The solution of the socio-economic-cultural implicationsseem to be difficult and slow but, once the economic one isin motion, the socio-cultural ones will follow. It will benecessary that government buildings in the rural areas suchas clinics, schools and bungalows for civil servants be builtwith improved earth. These will be examples for the peoplein the area to adopt It will be important, also, to involve therural community, at every stage of such constructionprogramme with local councils providing guidelines ontechnical matters. The institutional problems can be tackledby revising the existing building regulations and codes soas to take into account the use of local building materials,such as earth for building in urban areas. This effort shouldbe backed by results from research (14), (15), (16), (17).
Promotion of small-scale production of local buildingmaterials as a strategyfor increasedproduction ofMusingin Africa
An adequately developed building-materials industry isneeded in each country in Africa to contribute to theeconomic growth of the country. The small-scale buildingmaterials sector is an integral part of the building-materialsindustry and contributes substantially to it. The basic advantages of small-scale building materials production technologies in comparison with large-scale alternatives may besummarized as follows.
Low dependence on sophisticated managerial skills;Low energy requirements;Ability to use new and renewable forms of energy;Flexibility to adapt labour-intensive productionmethods and ability to utilize, otherwise non-viable,small-scale deposits of raw materials in a variety oflocations;The potential to locate small-scale units at widelyscattered points, suitable to the pattern ofconstructionactivities, thereby reducing transportation costs is anadditional advantage.
If small-scale production of building materials is to playapivotal role in a strategy to improve the housing situation inAfrica, then, the following aspects should be considered:
(a) Low-rise and high-density development housing inurban locations have the potential to promote the use ofmaterials from small-scale industries;
(b) Land-zoning policies and land-use patterns can have agreat impact on the type of materials used in housing construction;
(c) Policies related to credit facilities for housing construction, especially the materials used and type of dwellings
approved for loan purposes, influence the choice ofmaterials for building a house;
(d) It is possible to build more dwelling units with availablefinancial resources, iflocal materials from small-scale unitsare used;
(e) Organization of self-help and community based housingprogrammes are feasible in large numbers, if the productionof materials is also organized at the community level. Thiscan lead to noticeable cost reduction.
Another strategic area for consideration is the disseminationof technical information. Technical information is veryuseful to communities that want to undertake self-helphousing programmes to enable them to construct affordable,safe and durable shelter. It is necessary to have "housingextension services ll
• just as there are agricultural extensionservices in the agricultural sector. A housing extensionservices unit would teach and demonstrate how to buildhouses economically.
Finally, another strategy that should be adopted to enablethe improvement and increased production of housing istraining. A deliberate effort should be made to train youngartisans to replace the old ones in different areas of technology (5), (6), (8), (11).
Construction ofhouses with stone masonry. Kenya
Conclusions
Africa is facing a crushing debt-servicing burdens, shrinking foreign investment, rising rates of interest and decliningearnings from their exports. Since, in many Africancountries, building materials have a high degree of importdependence, and since this relies on the foreign exchangeearnings of these countries, when their foreign earningsbecome limited because of the adverse effects of inflationor by some economic crisis, then, the construction industrysuffers. For these reasons, the main focus of this paper hasbeen on the prospects and strategies to increase productionoflocal building materials for housing in Africa. Constraintsleading to problems in housing have been highlighted, someof which include rapid population growth and the high rateof migration to urban areas, land tenure and cost, housing
5

finance, the low income of prospective house buyers, andthe low priority for housing in the conslruction sector.Factors militating against the use oflocal building materialshave also been highlighted.
Prospects for developing the building-materials industry forincreased production ofhouses have been found to be good.The continent of Africa has all the necessary raw materials,including fuel and power, for building-materialsproduction. Of the strategies identified, a few that should bementioned include the promotion of the use of improvedearth for housing and promotion of small-scale productionof local building materials, to increase production ofhousing in Africa. Other prerequisites discussed include thefull commitment of African governments to ensure along-term programme for the development of the workforceand training to provide managerial and technical skills tocope with the requirements of the technologies adopted.Other important prerequisites for achieving these goals are:development of research and information infraslructure toprovide suitable technologies, assist in standardization andquality control, formulation of relevant building codes andregulations, and dissemination of information to varioususer-groups.
References
J. United Nations Centre for Human Settlements(Habitat), ExecUlive Summary ofthe Global Report onHuman Settlements (Nairobi, 1988) 45 pp.(HS/129/88E).
2. United Nations Economic Commission for Africa,"Draft programme of action for the development ofbuilding materials industries in Africa to the year2000" (Addis Ababa, 1988) (E/ECA/HUS/34).
3. United Nations Economic Commission for Africa,"African alternative framework to slructural adjustment programmes for socia-economic recovery andtransformation" (AAF-SAP) (Addis Ababa, 1989)(E/ECA/CM.15/6/Rev.3), 53 pp.
4. United Nations Centre for Human Settlements(Habitat), Habitat News (Nairobi) vol. 10 (1988),No.2.
5. Hammond, A.A., "Prospects and strategies for localbuilding material development in Africa," Proceedings of CTE 86 (Washington, D.C., 1986), vol. 5, pp.1771-1778.
6. Hammond, A.A., "New strategies for housing thehomeless in the developing countries, with particularreference to Africa", Seminar of Housing for theGreatestNumber - International Year ofShelter for theHomeless, Kinshasa, 1987.
6
7. United Nations Economic Commission for Africa,"Needs, constraints and prospects ofAfrican countriesregarding the availability of building materials",Proceedings, International Symposium on Appropriate Building Materials for Low-cost Housing,vol. 2 (Nairobi, CIB, RILEM and UNCHS (Habitat),1983), pp. 8-15.
8. Uuited Natious Economic Commission for Africa,"Components of the policy and strategy for thedevelopment of conslruction and building materialsindustries" (Addis Ababa, 1978) (E/CN.14/HUS/28),pp.I-14.
9. United Nations Economic Commission for Africa,"Conslruction and building materials industries inAfrica" (Addis Ababa, 1978) (E/CN.14/HUS/22), pp.1-20.
10. Food and Agriculture Organization of the United Nations (FAO), State-of-the-art in Building MaterialsAfrican Region (Rome, FAO), pp. 1-27.
I J. Hammond, A.A., "Development of the buildingmaterials industries in Ghana", Conference of AfricanExperts on Building Materials and Conslruction Industries in Africa, Addis Ababa, 1979.
12. Hammond, A.A., "Technology alternatives forproduction of bricks in developing countries,"RILEM/Cm Symposium on Appropriate BuildingMaterials for Low-Cost Housing in the AfricanRegion, Nairobi, November 1983.
13. Hammond, A.A., "Pozzolana cements for low-costhousing," ProceedingsofInternational Symposium onAppropriate Building Materials for Low-cost Housing, vol. 1 (Nairobi, cm, UNCHS (Habitat) andRILEM, 1983), pp. 73-83.
14. Hammond, A.A., "Lateritic soils for rural housing",Building International, vol. 5 (1972), No.3, pp. 162166.
15. Hammond, A.A., "Prolonging the life of earth buildings in the tropics", Building Research and Practice.CTE Journal, vol. I, (1973), No.3, pp. 154-163.
16. Ibid.
17. Hammond, A.A., "Acceptability ofearth as a materialfor housing in Africa", ProceedingsoftheInternational Colloquium on Earth Construction TechnologiesAppropriate to Developing Countries, Brussels, Belgium.1984, p. 9.
18. Government of Botswana, Building Materials SectorStudy (Gaborone, Ministry ofCommerceand Industry,1983), pp. 1-128.

KENYA: TOWARDS THE DEVELOPMENTOF A NATIONAL CODE OF PRACTICEFOR STRUCTURAL MASONRY - THE
*KENYAN APPROACHSynopsis
This paper examines various conslTaints faced by developing counlTies in their efforts to develop a code of practicefor slTuctural masonry. It also outlines the steps the KenyanGovernment has undertaken through the Kenya Bureau ofStandardS, a governmental statutory organization, to overcome some of the constraints in a move aimed at eventuallythe development ofa national code of practice for slTucturalmasonry.
Introduction
The task of developing a code of practice (for instance, forslTuctural masonry in any counlTy), is usually enlTusted to adrafting committee. The committee sieves through all theavailable data and information on the subject and compilesa document which contains recommendations for dealingwith various aspects of design based on what is generallyconsidered to be of good practice at the time of preparingthe code. The document is then revised regularly to incorporate recent developments on the subjecl
In the developed counlTies, there is abundant research dataand information which the drafting committees have usedto prepare comprehensive codes of practice for slTucturalmasonry, and additional data are continuously beinggenerated. However, in most developing counlTies very fewresearch data are available. In addition, there are otherconslTaints which most of the developing counlTies mustresolve before formulating a national code of practice forslTuctural masonry. These conSlTaints include: low-levelmanufacturing technology, manufacture of non-standardmasonry units, non-adherence to quality-conlTol proceduresduring manufacture and conslTuction, and lack ofengineering education and lTaining. These constraints are presentedin this paper with particular reference to the situationprevailing in Kenya. Furthermore, remedial measures takenby the Kenyan Government through the Kenya Bureau ofStandards are presented and some recommendations made.
,., By S.N. Maugo. B.Se., M.Eng., Department of Civil Engineering,University ofNairobi.
.. This paper' was presented to the Third International Seminar onStructural Masonry for Developing Countries, held in Mauritius, July1990.
Constraints facing the development ofa code ofpracticefor structural masonry for devdoping countries
Insufficient data on materials
As mentioned earlier, the code drafting committee has tohave data on which to base its recommendations. Even
Concrete hollow blocks produced in a modern plant
though design principles are universal, data on materials formanufacture of bricks and blocks vary geographically. Further, design considerations involving environmental factorsvary considerably from one area to another. Information onthese factors is missing in most of the developing counlTies,because very little research work has been done.
The limited research data or information available are notvery well documented, and manufacturers have not been ofassistance in this connection. They are unwilling to instituteresearch work or provide funds to research institutions.They have actually inherited the manufacturing processesfrom their predecessors without making any changes so asto keep paee with recent developments. Manufacturers rarely provide technical information on their products and, ifthey do, only sizes and costs are indicated leaving out the
7

I·
pertinent information a designer requires, such as thestrength of the masonry units.
Low-level manufacturing technology
Low-level manufacturing technology for the manufactureof masonry units exists in most developing countries. InKenya, for example, there are only three manufacturers whoproduce wire-cut bricks. There are, however, numeroussmall-scale manufacturers and individuals who manufacture hand-made bricks. The "green" bricks in clamps areburned using coffee husks or fIrewood. Blocks are alsomanufactured by a few companies using old machinery,building contractors, small-scale manufacturers and individuals who use hand-operated machines. Such manufacturing methods under uncontrolled conditions are bound toproduce masonry units of highly variable physical properties. It will, thus, be unrealistic to develop a code of practicefor stroctural masonry using such masonry units.
Non-standard products
Manufacturers of masonry units produce quite a number ofproducts with varying shapes, sizes, and quality. In such asituation, an engineerdesigning a structure will be surprisedto fInd that it is diffIcult to achieve the specified designstrengths. Mostly, this has to do with manufacturers beingwilling to economize on labour costs and materials at theexpense of quality. Thus, it is not surprising to fInd a wholebatch of building blocks failing to meet the minimumspecifIed strengths.
Non-adherence to quality-control procedures duringmanufacture and construction
Masonry units produced in factory conditions are expectedto have minimum variations in their physical propertiesprovided stringent quality-control procedures are adheredto. Testing of raw materials and fInished products, mixing,pressing or extruding, compaction, curing and/or fIring areimportant steps in the manufacture ofmasonry units. In eachstep, quality- control measures should beobserved to ensurethat the desired results are attained. Otherwise, products ofvarying properties will result. Incidentally, quality-controlprogrammes are non-existent in most factories. Thus, themarket is usually saturated with masonry units that arenon-standard and of poor quality. Unless a complete overhaul of all the machinery and the existing manufacturingtechnologies is effected, such masonry units with highlyvariable physical properties will continue to be manufactured notwithstanding the existence of a national code ofpractice.
Duringconstruction, quality-control procedures should alsobe observed to ensure that good work is achieved as itsignifIcantly affects the strength of masonry. Whether thereexists a code of practice or not, the fInal judgement as towhether a structure performs the intended functionsdepends, to a large extent, on the quality of the masonryunits and the person who lays them. Factors, such as theconstruction factor of safety, mortar proportioning and
8
mixing, and thickness of mortar joints, are greatly affectedby the individuals who perform all these tasks. These individuals must, therefore, be knowledgeable enough in thematerial they are using in order to carry out the taskscorrectly. However, many of the masons available are illiterate in so far as masonry education is concerned. Furthermore, most contractors use layfolk as masons, becausewell-trained masons are considered to be expensive andcontractors tend to economize on labour costs.
Lack ofengineering education and training in masonry
Masonry is considered by many as an old-fashioned, outdated material. Thus, it is rarely taught at university leveleven though many buildings are built and/or clad usingmasonry units. The present cadre ofpracticing engineers is,therefore, not prepared to design in masonry. A code-drafting committee comprised of such individuals will, thus, notcontribute meaningfully to the formulation of the code. Atlower cadre level, much work has to be done to educate andtrain enough personnel as masons or general overseers.
Remedial steps undertaken by the Kenyan Governmentthrough the Kenya Bureau ofStandards
The Kenyan Government recognizes the fact that thedevelopment of a national code of practice on structuralmasonry requires substantial data and relevant informationon which to base the document. Thus, the Kenya Bureau ofStandards has been given the mandate to formulate compulsory standards on all masonry units. To date, specifIcationson bricks and precast concrete products (1), (2), (3) havebeen formulated. The specifIcations contain minimum requirements and manufacturers are expected to manufacturetheir products to higher specifications than the recommended minima. Failure of any manufacturer to meet theminimum requirements may result in prosecution in a courtof law. It was found that deterrent measures were necessarysince if the standards were voluntary, no meaningfulprogress in the quality of products could be achieved.Manufacturers who have diffIculties in achieving the minimum requirements, because of machinery, are accorded agrace period within which to replace them.
The Bureau deploys a number of quality-control inspectorsto help manufacturers set up quality-control programmes.The inspectors are well trained university graduates whohave undertaken quality-control courses locally and/orabroad. The inspectors also monitor the quality ofproducts,both at the manufacturer's premises and in the market,through random sampling and testing for compliance torelevant Kenya Bureau of Stindards specifications.
One of the Bureau's objectives is to educate thepurchasers/sellers or manufacturers so that they becomequality-conscious. In pursuit of this objective, the Bureauholds an annual standards and quality-control seminar, withparticipants drawn from industry and consumers. TheBureau gives regular lectures to both manufacturers and

consumers on the importance of standardization and qualitycontrol.
Complaints from consumers are taken very seriously.Prompt investigations are instituted 10 establish the cause ofthe complaint and other related facts. The culprits areprosecuted in a court oflaw.
With these measures, the manufacturers have shownremarkable improvement in the quality of theirproducts andare satisfied with the role played by the Kenya Bureau ofStandards.
In addition 10 the role the Kenya Bureau of Standards isplaying, three organizations, namely, the Kenya BuildingResearch Centre (KBRC), the Housing Research andDevelopment Unit (HRDU) of the University of Nairobi,and the Kenya Industrial Research and DevelopmentInstitute (KIRDI), are currently carrying out research on
building materials. The Government has also started theUniversity Research Fund wherein funds have been setaside solely for use iu carrying out research work. TheGovernment has also introduced a new system ofeducationin which practical subjects such as masonry and woodworkare taught at pre-university level. There are also severalpost-secondary education training institutions offeringpractical training courses such as masonry.
Conclusions and recommendations
Before developing a code ofpractice for structural masonry,developing countries must resolve the constraints outlinedin this paper. In the case of Kenya. it is hoped that theremedial measures undertaken will, in the near future, provide adequate data on materials and masonry units which adrafting committee will use to formulate a national code ofpractice for structural masonry.
~L_..I_~~'-"'·'.:""·:-.T~.";"}~'-!i,"";"·:·.J.~""'I'·.L~~~~~~~~;,~l~ iII_-II. '. _~7 ~';W
"':!l -ii .::.
<-~
\
External wall made withfired claYMbrick masonry
9

'llI
In view of the prevailing conditions in Kenya, and in mostotherdeveloping countries, the following recommendationsneed to be considered:
(a) Research work is needed in order to generate adequatedata on materiaIs, masonry units, manufacturing and construction technologies, and environmental factors;
(b) Existing data and information need 10 be analysed andproperly documented;
(c) Priority should be given to the introduction ofa masonrycourse at university level;
(d) At the lower level of cadre, sufficient personnel shouldbe trained in the use of masonry;
(e) There is a need for manufacturers of masonry units toform an association which will institute independent research work and provide technical information in the formof catalogues and design guidelines;
(I) Code-draftiog committees should formulate reasonablestandards wherein low-strength masonry units are allowedas such masonry units have performed successfully in thepast;
(g) Adoption of mandatory specifications on materials andmasonry units, as is the case in Kenya, or grading ofmanufacturers on the strength and the quality of theirproducts;
(b) There is a need periodically to assess the performanceof the standards institutions such as the Kenya Bureau ofStandards.
Referellces
1. Kenya Bureau of Standards, KS02-300: Specificationfor Burnt Clay Bricks.
2. Kenya Bureau of Standards,KS02-547: Specificationfor Clay Building Blocks.
3. Kenya Bureau of Standards, KS02-625: Specificationfor Concrete Masonry Units.
4. British Standards Institution, BS 5628 Parts i, 2 and3: Code ofPracticefor the Structural Use ofMasonry.
5. Hendry, A.W., Sinha, B.P., and Davies, SR., Loadbearing Brickwork Design (Ellis Horwood, 1987).
6. Curtio, W.G., Shaw. G., Beck, J.K., and Bray, W.A.,Structural Masonry Designer' s Manual (BSP Professional,Books,1987).
7. Sahlin, S.,Structural Masonry (Prentice-Hall, 1970).
8. Hendry, A.W., Structural Brickwork (Macmillan,1981).
NIGERIA: RESEARCH ANDDEVELOPMENT IN THE PROMOTION OF
STANDARDS AND SPECIFICATIONS FOR*STABILIZED SOIL BLOCKS
introduction
The wide-scale availability of soils, including clays, inNigeria, is an indication of a successful promotion of soilblocks, burntbricks and stabilized soil blocks. Though basicmachinery and equipment are indispensable in the production of some of these materials, manual operation can leadto noticeable improvements in the final products.'In soilconstruction, for instance, the Nigerian Building and RoadResearch Institute (NBRRI) has developed a manuallyoperated block-making machine which has improved themechanical properties ofsoilblocksas compared with handmoulded blocks. Also, an improvement in stabilizedsoil hasbeen achieved by NBRRI by adopting simple measuring
... By A.a. Madedor and A.a. Dirisu, Nigerian Building and RoadResearch Institute (NBRRl), Lagos.
10
cans for proportioning of soil and cement and the use of asieve for grading the soil. In fact, the resource endowmentsofNigeria offer a good potential for production ofa varietyof indigenous building materials. However, this potentialhas not yet been translated inlo commercial production,mainly because of lack of standards and specifications.
The common practice in rural areas is for materials to beproduced without the application of any standard. Even inthose cases where standards have been stipulated, a fundamental gap remains in the sense that there is no means toenforce the standard (A typical example is NIS 74, 1976).Worse still, the general run of building regulations andcodes of practice makes little or no reference to locaIlyadopted standards but, rather, incorporates standards ofimported building materials.

Standards and specifications are basic insbUments forpromotion of acceptable products on the market and, in thecontext of building materials, they ensure economy,durability, safety and cost-efficiency, as well as health inconsbUction.
It is disheartening to note that, in Nigeria, hardly any standard on indigenous materials has been formulated so far. It isagainst this background that this paper aims at reviewing thestate-of-the-art in the production of adobe or sun-driedblocks, stabilized-soil blocks and burnt-clay bricks. Anattempt is also made to highlight gaps in the quality-conlrolprocedures and technical characteristics for these materials.
Characteristics ofmaterials
General properlies ofsoil
A clear understanding ofthe cbaracteristics ofa selected soilgroup is a prerequisite for establishing successful soil- conslruction practice. To a large extent, failure in earth conslruction and the general unpopularity of the materials aredue to a lack of knowledge on the properties of soils priorto their use in conslruction (I).
Soils can be classified into six main groups, based on theirtexture or grain size. The composition of soil, in terms ofthe grain size distribution, determines the plasticity,compactability, and cohesion which, in turn, determine its
fundamental mechanical properties. For the purpose of usein conslruction, soil classification has been categorized intothe three following groups (2):
(a) Fine grained soil, Le., not less than 90 per cent shouldpass through a 2mm sieve;
(b) Medium grained soil, Le., not less than 90percentsbouldpass througb a 20mm sieve;
(c) Coarse-grained soil, i.e., not more than 90 per centshould pass through a 37.5mm sieve.
MineraI content of soil, if determined, can be a usefulcriterion for determining the suitability of soils. Investigations carried out at NBRRI reveal that
(a) Soils with 15 per cent or less clay content are suitablefor soil blocks (adobe);
(b) Soils containing expansive clays (black cotton soils) arenot suitable for direct use, except when Ireated with specialagents;
(c) Soils with organic matter exceeding I percent and withsoluble salts greater that 1 per cent or with excessive micaflakes are not suitable;
(d) Quartz and other siliceum miuerals, limestone and marl,are acceptable.
Bricks made ofearth and 10 per cent cemenJ
11

Ellgineerillg properties ofclay products
Stabilized-soil blocks, sun dried (adobe) and burnt-claybricks of high strength, with low water-absorptiou capacityand high durability, require certain basic production practices, notably, a thorough mixing of the ingredients,avoidance of excess water and wet curing.
Compressive strength
It is important to determine the compressive strength of soilblocks as well as the ability of the blocks to withstandstrength variation between wet and dry conditions. Thebehaviour of stabilized-soil blocks depends, mainly, on themechanism ofstabilization. Tables 1 and 2 show the resultsof collaborative research between NBRRI and the CivilEngineering Department of Ahmadu Bello University(ABU) on strength properties of stabilized-soil blocks. Thedry compressive strength of blocks was above 2.0 N/mm2
,
irrespective of age of curing. On wet compressive strengththere is variation on strength, based on a number of days ofsoaking. This may be due to hydration. The lowest strength(wet) occurred after one day of soaking but no strength wasless than 1 N/mm2
. If BS 2028, 1970 specifications are tobe followed, the average strength of 12 sandcrete blocksshould be 2.76N/mm2.1n the dry compressive strength testconducted, this criterion was satisfied by 8 per cent cementstabilization. Generally, there is an appreciable increase incompressive strength with an increase in compaction effort;it appears that most strength is gained after the first sevendays of curing, for there is little or no strength increasebetween 14 and 28 days. An increase in compaction effortcan adequately compensate the amount of stabilizing agentused. At 7 N/mm2 with 5 per cent cement, the compressivestrength obtained after seven days of curing is almost thatobtained with 12 per cent cement at 28 days curing.
Table 1. Dry compressive test of 8 per centcement-stabilized block
Table 2. Wet compressive strength of 8 per centcement-stabilized block
Number of Average com~ressive Age ofblock Number ofblocks tested strength IN sqmml days soaked
4 1.28 28 days 1
4 1.34 28 days 2
5 1.49 28 days 3
4 1.83 28 days 6
5 2.11 28 days 9
4 1.99 28 days 12
5 1.95 28 days 15
4 1.29 1month !
4 1.29 2 months 1
4 1.95 6monlhs !
4 1.24 9 months 1
4 1.6! 12monlhs !
4 2.06 15 months 1
6 1.93 20monlhs 1
6 1.9! 21 months 1
In its research activities, NBRRI has considered recommendations made by various research groups (2,3,4,5,6).Generally, stabilization with 8 to 12 per cent cemenl hasbeen recommended by the majority of these groups, however, this level ofcememconsumption makes the stabilizedsoil blocks uncompetitive against sandcrete blocks.NBRRI's investigation was confined to the use of5 percentcement. The compaction effort was 1N/mm2 and the curingperiod was seven days. Results from the test were in conformity with those of ABU (see table 3).
Table 3. Effect of compaction effort, percentagestabilization and curing time on compressive strength
(ABU)
1N/mm2 4.0 3.6 3.6 3.7
2N/mm2 6.5 7.1 7.8 7.8
3N/mm2 8.6 9.1 9.2 11.1
4N/mm2 9.2 9.5 9.8 13.3
Much work has been carried out at ABU on contact layerfor hollow stabilized blocks and immersion period. For anassessment of the influence ofcontact layer on compressivestrength, various types of packing materials were selectedviz. sand-cement mortar (1:1), 3-ply plywood (3mm thick),softboard sheet (IOmm thick), soil-cement (1:8) and steelplatens. Results for 8 per cent cement-stabilized blocks areshown in table 4.
Number of Avernge compressive strength Age of blockblocks tested IN/sq mm]
6 3.06 7 days
4 2.88 14 days
4 3.04 28 days
5 3.06 21 days
5 2.87 1 monlh
5 3.10 2 months
4 2.25 3 monlhs
2 4.55 6 months
6 5.33 9 months
4 3.92 12 months
6 3.87 15 months
6 4.68 2Dmonlhs
4 4.50 21 months
12
Compaction
8 percentcement28 days
10 percentcement14 days
10 per centcement28 days
12 percentcement28 days

Table 4. Strength test for 8 per cent stabilized hollowblocks with different contact layers
Slabilired Sand Plywood Soft Soil· Steelblock cement sheet wood cement platens
momr mortar
8 per cent 1.98 2.78 2.82 2.22 2.40dry
8 percent 1.79 153 2.05 1.91 1.41wet
Bulk density
A sample of the block is dried and the weight is recorded.The weight is then divided by the volume which gives thebulk density (kg/m\ A high bulk density is an indicationof high compressive strength for each batch, an average ofthree blocks should be measured and any block with avariation in weight exceeding 5 percent should be rejected.
Mois/ure content
The above results show clearly that the compressivestrength of stabilized-soil blocks is underestimated in comparison with the use of softhoard by about 20 per cent whenplywood or soil-cement mortar is used and by 25 per centwheo sand-cement mortar or steel platens are used. It follows that the soft-board sheets are the most suitable contactlayers for the assessment of compressive strength of stabilized-soil blocks.
At the time ofuse, the moisture contentof the blocks shouldnot be more than 4 per cent.
Water absorption
A block is dried and the weight is recorded as A. The blockis then immersed in water for 24 hours after which theweight is recorded as B. Water absorption percentage isequal to:
This test should be conducted on three blocks, and theaverage value recorded should not be more than 25 per cent.
(c) W3 = The weight of the block which has been dried inthe sun after 24 hours soaking in water, and
(d) W4 = The weightofthe sun-dried block after 20 strokesof a wire brush. The process is repeated through
Durability test
In undertaking the wetting and drying test, the followingweights of a block are recorded:
(a) WI = The weight ofa block after being cured and driedready for use;
(h) W2 = The weight of the block after immersion in waterfor 24 hours;
Compressive strength
For the compressive strength test, a sample of three blocks,after each cycle ofcuring, is immersed in water for24 hours.The adhering moisture is then wiped off the blocks, and thecompressive strength is determined as in nonnal blOCktesting procedures (NIS 74 and BS 2028). Any block witha compressive strength of less than 15 per cent of averagestrength should be rejected. Normally, compressivestrengthofa water-saturated block after 28 days at wet curingshouldbe in the order of 2.1 N/mm2
.
However, a strength of 1.4 N/mm2 should be adequate fora single-storey building (5), (7). The Civil EngineeringDepartment of Ahmadu Bello University proposed the minimum average compressive strength of 1.5 N/mm2 and 10samples of blocks for establishing the average compressivestrength.
x 100A
B-AWA
Test methods
Durability
The durability test (wetting and drying) on compacted-soil/cement mixtures gives the weather-resistant properties ofthe stabilized soil block. The recommended limit for minimum durability is not more than 5 per cent loss in weightafter 12 cycles ofwetting and drying for permanent buildingdevelopments and for urban areas with more than 508 mmofannual rainfall (5). Other recommendations state that theweight loss should not be more than 0.4 per cent after sixcycles (7). From results obtained by ABU and NBRRI, thetwo recommendations could not be met. As a solution,NBRRI proposed the use of overhangs of the roofs andverandahs in most houses constructed with stabilized-soilblocks.
The compressive strength of stabilized-soil blocks, like thatof sandcrete or burnt-clay blocks, varies with the moisturecontent Since block walls are to resist design loads both indry and in wet conditions, the lower strength is taken fordesign purposes. Investigations have shown that during thefirst day of immersion, the compressive strength of blocksdecreases drastically to about 40 per cent of the dry compressive strength. The minimum wet strength test laststhroughout the next day and then increases gradually toabout 65 per cent of the dry compressive strength at about7 to 10 days of soaking. It has been recommended that forthe determination of minimum wet compressive test, soaking of samples should not exceed two days.
Stabilized-soil blocks of high strength, low water-absorption characteristic and high durability require certain basicproduction practices, notably, a thorough mixing of theingredients, avoidance ofexcess water and good wet curing.Itis important to carry out regular tests on samples ofblocksfor each production batch. To ensure the suitability ofblocksfor ·use in construction, the following standard tests arerecommended.
13

six cycles with each cycle representing an entireoperation from WI through W4. After this, thefollowing results are determined:
Weight of water absorbed = W2 - WI
Weight of loss on drying = W2 - W3
Weight loss on brushing = W3 - W4
Recommendations
The test specification for precast concrete blocks (BS2028)as well as that for burnt clay bricks (NlS 74) are not directlyapplicable for compressive strength tests of stabilized soilblocks. In the absence ofa suitable specification, they could,however, be used as a guide with the following modifications:
From the above analysis, a good block is one which showsno sign of erosion or flaking and having a weight loss of notmore than 0.4 per cent after six cycles. Table 5 shows testresults carried out at NBRRI.
W2-W3Porosity of block, per cent x 100
W3
WI-W4Loss in weight per cycle, per cent = x 100
W4
Table 5. Test results on blocks atNBRRI
Properties
Bulk density
Compressive strength
Water absorption
Laboratory
1.8 g/cm'
1.65N/mm2
13.0 percent
Field
1.8 g/cm'
1.47 _1.70N/mm2
18.0 percent
(a) The pre-conditions recommended by NIS 74 for perforated bricks can be followed:
Immerse the specimen in water at 27.1'C for 24 hours.Remove the specimen from water and drain out anysurplus water. No mortar shall be filled in the perforation and no mortar capping shall be provided.
Thus, "preparation of specimen", recommended by BS2028, should be neglected, since concrete cappingreduces the strength and long-term immersion in water,due to rehydration of cement, and does not allow fortesting the minimum wet compressive strength.
(b) "Actual testing" recommended by NIS 74 for perforatedbricks should be modified and read as follows:
"Place the hollow faces of the block between twosoftboards each of IOmm in thickness and carefullycentred between the plates of the testing machine.Apply the load axially and without shock at a steady
Brick masonry ofa modern house
14

increasing rate of 15 N/mm2 per minute until failureoccursll
•
The use of Plaster of Paris should be examined beforeit is recommended for compressive strength tests.
(c) Other recommendations, given by both standards (NlS74 and BS 2028), such as "Test specimens", "Apparatus"."Measurementofcompressive strength", and calculation of"Test results", should be taken into account
(d) Further tests are to be carried out to gather sufficientresults for the preparation of a new specification for stabilized soil blocks as it is urgently needed in the constructionindustry.
(e) The Department of Civil Engineering of Ahmadu BelloUniversity and NBRRI should carry out further tests oncontact layers and minimum wet compressive strength ofstabilized-soil blocks.
NBRRI block-making machine
The use of stabilizing agents, notably, cemen~ in soils, toproduce a durable building material, had been recognizedfor quite a long lime. However, until some presses withadequate compaction effort were developed, starling withthe Cinva Ram, it was not possible to extend the idea in apractical way to the building industry. One such initiativewas used locally to produce cement stabilized bricks of thestandard size 9 1/2" x 4 1/2" x 3" (240 x 115 x 71 mm).Full-scale trial walls were buill with these standard-sizedbricks in Kano, in northern Nigeria. The local masons wereunhappy with the rate of production and the extra skillneeded to lay them properly. Accordingly, NBRRI decidedto develop a block-making machine that would reflect localconditionsand practices. In this respect, itshould be recalledthat for over three decades since the end of the SecondWorld War, sandcrete blocks made from sand and cementof sizes 18" x 9" x 9" (460 x 230 x 230 mm) and 18" x 9" x
NBRRI block-making machine
15

3.
5.
2.
6.
United Nations Centre for Human Settlements(Habitat) and Commonwealth Science Council,Workshop on Formulation ofStandards and Specification for Local Building Materials, Nairobi, March1987.
Ola, S.A., "Need for estimated cement requirementsfor stabilizing lateritic soils", Transportation Engineering Journal, 10543 (May 1974), p. 379.
Fitzmaurice, R., Manual on Stabilized Soil Construction (New York, 1958).
Lunt, M.G., "Stabilised soil block for building", Overseas Building Notes No. 184 (1980).
Smith, RG., "Building with soil cement bricks",Building Research Practice, vol. 2 (1974), No.2.
Ola, S.A., "Soil stabilized compressed blocks",Geotechnical Research Report No.1 (ABU, Department of Civil Engineering, August 1983).
4.
6" (460 x 230 x 150 mm) were used as the conventionalwalling materials in Nigeria.
NBRRI developed a block-making machine to producethree blocks in one operation. Normal production of blocksis achieved by a three-person team. One person mixes andloads the soil into the press, another compacts and extractsblocks while the third person transports the block to thedrying area. Once the workers are familiar with the produc-tion process, 800 blocks can be produced daily. .
The machine has been in high demand since its use in theconstruction of a house at a model village iu Kano State innorthern Nigeria. The potential of the machine for urbanhousing has been enhanced by its use in a housing projectby the Federal Housing Authority in March-April 1990, inFestac Town, a satellite town of the city of Lagos.
Referellces
1. Rai, M., and Jaisingh, M.P.M., Advances in Building 7.Materials and Construction (1st ed.) 1985.
ETHIOPIA: LIGHT-WEIGHT CONCRETE*MADE WITH ETHIOPIAN PUMICE
Abstract
At present, a considerable amount of building activity istaking place allover East Africa. The demand for lightmaterials to reduce the weight of structures and the expenseon foundations thereofis increasingly being felt Many partsof East Africa are covered with volcanic materials andlight-weight rocks such as pumice and scoria which arefound in abundance, especially in the Rift Valley region. Astudy has been carried out on how to produce concrete usinglight-weightEthiopian pumice. The unit weights ofconcretevaried around 1500 kg/cu m. The flexural strengths werehigh as compared with their compressive strengths. It wasfound that compressive and flexural strengths and themodulus of elasticity increased with decrease in water tocement ratio.
Introductioll
In the last few years, a marked increase in building activityhas taken place all over East Africa. As a result, East Africanengineers and builders, like their counterparts in any part ofthe world, are faced with the problem ofbuilding efficiently
* By Mikyas Abayneh, Faculty of Technology, Addis AbabaUniversity. Ethiopia.
This paper was presented to the Seminar on Local Materials forHousing, Third International Seminar of the African Network ofScientific and Technological Institutions (ANSTI), Civil EngineeringSubnetwork held at lhe University of Mauritius, Reduit, March 1990.ANSTIis a UNESCO-sponsored network.
and economically making effective use of indigenous rawmaterials.
At present, reinforced concrete is rapidly replacing timberas a material for structural purposes. In fact, it is becomingthe most commonly used material in construction fromsmall dwelling houses to large modem buildings. Moreover,the demand for light masonry derived from the desire toreduce the weight of multi-storey structures and the expenses of the foundations thereof, has compelled producers ofbuilding materials to find better means of producing building elements such as load or non-load bearing blocks. Intheir endeavours to produce light-weight concrete,producers are trying to replace part of the normal stoneaggregates by natural light-weight aggregates. The lightweight materials include pumice and scoria of which thereare quite large reserves, especially in the Rift Valley region.
Over the last few years, considerableactivity has taken placeboth in the exploitation of new deposits and techniques ofusing natural light-weight aggregate forproducing concrete.However, the development of these techniques is not basedon scientific studies and results, but purely on practicalexperience, resulting from field usage. Hence, the use ofthese abundant natural resources has been rather limited.
Natural light-weight aggregates have good potential to beincreasingly used in the future, in which case the knowledgeof their properties and of the concrete made with them willcertainly be essential. This paper presents part of the results
16
... f.l1. represenls f'me aggregate
.... c.n represents coarse aggregate
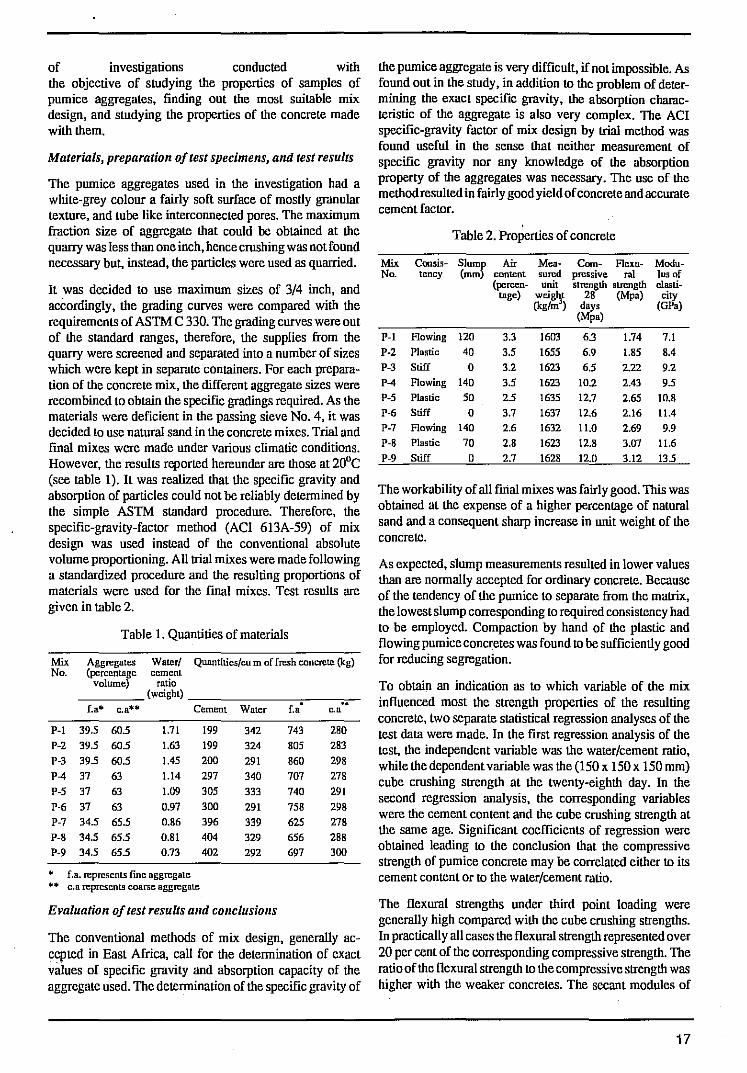
of investigations conducted withthe objective of studying the properties of samples ofpumice aggregates, finding ont the most suitable mixdesign, and studying the properties of the concrete madewith them.
Materials, preparation oftest specimens, and test results
The pumice aggregates used in the investigation had awhite-grey colour a fairly soft surface of mostly granulartexture, and tube like interconnected pores. The maximumfraction size of aggregate that could be obtained at thequarry was less than one inch, hence crushing was not foundnecessary but, instead, the particles were used as quarried.
As expected, slump measurements resulted in lower valuesthan are normally accepted for ordinary concrete. Becauseof the tendency of the pumice to separate from the matrix,the lowest slump corresponding to required consislency badto be employed. Compaction by hand of the plastic andflowing pumice concretes was found to be sufficiently goodfor reducing segregation.
the pumice aggregate is very difficult, ifnot impossible. Asfound out in the study, in addition to the problem of deter-mining the exact specific gravity, the absorption cbarac-teristic of the aggregate is also very complex. The ACIspecific-gravity factor of mix design by trial method wasfound useful in the sense that neither measurement ofspecific gravity nor any knowledge of the absorptionproperty of the aggregates was necessary. The use of themethodresulted in fairly good yield ofconcrete and accuratecement factor.
Table 2. Properties of concrete
Mix Consis- Slumr Air Mea- Com- Flcxu- Modu-No. Leney (mm content sured pressive ral Ius of
(percen- unit strength strength clasti-lage) weil>1l' 28 (Mpa) city
(kg/m) days (GPa)(Mpa)
P-I Flowing 120 3.3 1603 6.3 1.74 7.1P-2 Plastic 40 3.5 1655 6.9 1.85 8.4P-3 Stiff 0 3.2 1623 6.5 2.22 9.2P-4 Flowing 140 3.5 1623 10.2 2.43 9.5P-5 Plastic 50 2.5 1635 12.7 2.65 10.8P-6 Stiff 0 3.7 1637 12.6 2.16 11.4P-7 Flowing 140 2.6 1632 11.0 2.69 9.9P-8 Plastic 70 2.8 1623 12.8 3.07 11.6P-9 Stiff 0 2.7 1628 12.0 3.12 13.5
The workability of all final mixes was fairly good. This wasobtained at the expense of a bigher percentage of naturalsand and a consequent sharp increase in unit weight of theconcrete.
To obtain an indication as to wbich variable of the mixinfluenced most the strength properties of the resultingconcrete, two separate statistical regression analyses of thetest data were made. In the first regression analysis of thetest, the independent variable was the water/cement ratio,while the dependent variable was the (150 x 150 x 150 mm)cube crushing strength at the twenty-eighth day. In thesecond regression analysis, the corresponding variableswere the cement content and the cube crushing strength althe same age. Significant coefficients of regression wereobtained leading to the conclusion that the compressivestrength of pumice concrete may be correlated either to itscement content or to the water/cement ratio.
Quantities/co m of fresh concrete (kg)Aggregates WnlJ:.r!(percentage cement
volume) ratio____ (weighl) .-__..-
f.a'" c.n·'" Cement Water f.a- "c.a
P-I 39.5 60.5 1.71 199 342 743 280P-2 39.5 60.5 1.63 199 324 805 283P-3 39.5 60.5 1.45 200 291 860 298P-4 37 63 1.14 297 340 707 278P-5 37 63 1.09 305 333 740 29tP-6 37 63 0.97 300 291 758 298P-7 34.5 65.5 0.86 396 339 625 278P-8 34.5 65.5 0.81 404 329 656 288P-9 34.5 65.5 0.73 402 292 697 300
MixNo.
It was decided to use maximum sizes of 3/4 inch, andaccordingly, the grading curves were compared with therequirements of ASTM C 330. The grading curves were outof the standard ranges, therefore, the supplies from thequarry were screened and separated into a number of sizeswhich were kept in separate containers. For each preparation of the concrete mix, the different aggregate sizes wererecombined to obtain the specific gradings required. As thematerials were deficient in the passing sieve No.4, it wasdecided to use natural sand in the concrete mixes. Trial andfinal mixes were made under various climatic conditions.However, the results reported hereunder are those at 20°C(see table 1). It was realized that the specific gravity andabsorption of particles could not be reliably determined bythe simple ASTM standard procedure. Therefore, thespecific-gravity-factor method (ACI 613A-59) of mixdesign was used instead of the conventional absolutevolume proportioning. All trial mixes were made followinga standardized procedure and the resulting proportions ofmaterials were used for the final mixes. Test results aregiven in table 2.
Table 1. Quantities of materials
Evaluation oftest results and conclusions
The conventional methods of mix design, generally accepted in East Africa, call for the determination of exactvilIues of specific gravity and absorption capacity of theaggregate used. The determination of the specific gravity of
The flexural strengths under third point loading weregenerally high compared with the cube crushing strengths.In practically all cases the flexural strength represented over20 per cent of the corresponding compressive streogth. Theratio of the flexural strength to the compressive strength washigher with the weaker concretes. The secant modnles of
17

elasticity, determined at 25 per cent of the ultimate load,increased with an increase in compressive strength.
In summary, the following may be concluded:
(a) Pumice aggregates, when stored in bulk, tend tosegregate. To avoid such segregation, it is recommended toscreen separately and keep different stockpiles of thevarious sizes at a building site;
(b) Mix design of concrete using pumice is satisfactorilydone with the specific-gravity-factor method. The concretemixes require a relatively high percentage of sand for properworkability;
(c) Because of the tendency for the aggregate to float to thesurface, leading to segregation of the mix, pumice concreteof flowing or plastic consistency might be suitable forprecast work where compaction could be better controlled.
If used in cast in-situ work, the degree ofcompaction mustbe consistently controlled;
(d) The air-dry unit weight of pumice concrete with naturalsand and 200 to 400 kg/cu m cement could vary between1500 to 1750 kg/cu m;
(e) The strength ofpumice concrete is related to its water/cementratio;
(I) An increase in cement content increases the strength ofpumice concrete. But cement content is dependent on theconsistency of the concrete;
(g) Pumice concrete has high flexural strength comparedwith its compressive streugth;
(h) The flexural strength and the modulus of elasticityincrease with an increase in cement content and decrease inwater cement ratio, however, the relationship is dependenton the consistency of the concrete.
MAURITIUS: USE OF CALCARENITEBLOCKS IN HOUSING CONSTRUCTION
*IN RODRIGUESreinforcement steel, corrugated-iron sheets etc., whichcome through Mauritius,are very expensive. Aggregates arelocally available: the local basalt is crushed to producecoarse aggregate and the local sand from beach quarries isused as fine aggregate. Cellular concrete blocks areproduced on the island.
Rodrigues has smill1 deposits of calcarenite and blocks cutfrom the material are known to have been used as wallingmaterial since the beginning of this century (2).
In 1983 there was a tola! of 6962 residential buildings inRodrigues (1). Table I shows that only about 32 per cent ofthese buildings have blocks as walling material, theremainder having mostly corrugated-iron sheets. Unfortunately, there is no record to show what proportion of thebuildings with solid walls are built with calcarenite blocks.Buildings which do not have block walls do not resist thecyclones which frequently attackRodrigues. There is,therefore, an increasing tendency to use either calcarenite orconcrete blocks as walling materials.
Table J.Wall material used in residential buildings inRodrigues (ref. I)
Abstract
Blocks quarried from deposits of calcarenite on the islandof Rodrigues have been used in housing construction fordecades. However, no technical study of the deposits, thequarrying techniques or the properties ofthe calcarenite hasever been carried out.
This paper describes the interim findings of a researchproject on the Rodrigues calcarenite. The deposits and themethods ofquarrying are described,the problem of wastagefrom the quarries is highlighted, the use of the blocks inhousing construction is surveyed and some test results onthe properties of the calcarenite are reported.
[n/raductinn
The island of Rodrigues (110 km2) is part of the State of
Mauritius and is situated about5l5lcilometres to the east ofthe island of Mauritius. In 1983 (I), the population ofRodrigues was about 33,000.
Rodrigues has no direct international air or sea connectionsand all goods imported into the island have to come throughMauritius. Thus, building materials such as cement,
• By G.T.G. Mohamedbhni, Professor of Civil Engineering, Universityof Mauritius, C.W. Chan Chim Yuk and RK. Bagunnt, Senior Lecturersin Civil Engineering, University ofMauritius.
This paper was presented to the Seminar on Local Materials forHousing, Third International Seminar of the African Network. ofScientific and Technological Institutions (ANSTI), Civil EngineeringSubnetwork, held at the University of Mauritius, March 1990. ANSTI isnUNESCO-sponsored network.
18
Wall material,
Iron sheets or tinCalcarenite/concrete blocksVegetable materialTimberOtherTotal
Nwnberofbuildings
45982257
6337
76962
V72J Volcanic ash 1DIIIIll
~
Calcarenite
Coral sand
o 5kmI ,
o.i.n..:t.e de. i GAman.
,?o.i.nte CoLt.on
C;.IQViM..,
o
~77 ~~ F/j~!2[j~
/''///s~/
85:t C;c.J.lieA.
""
~~
Co
?dde [Ju-t:te
"0
~
An...,e Qu.i.-t:toI!.
QUaAA!/~(j)
()o
'"
G
o
~
CD
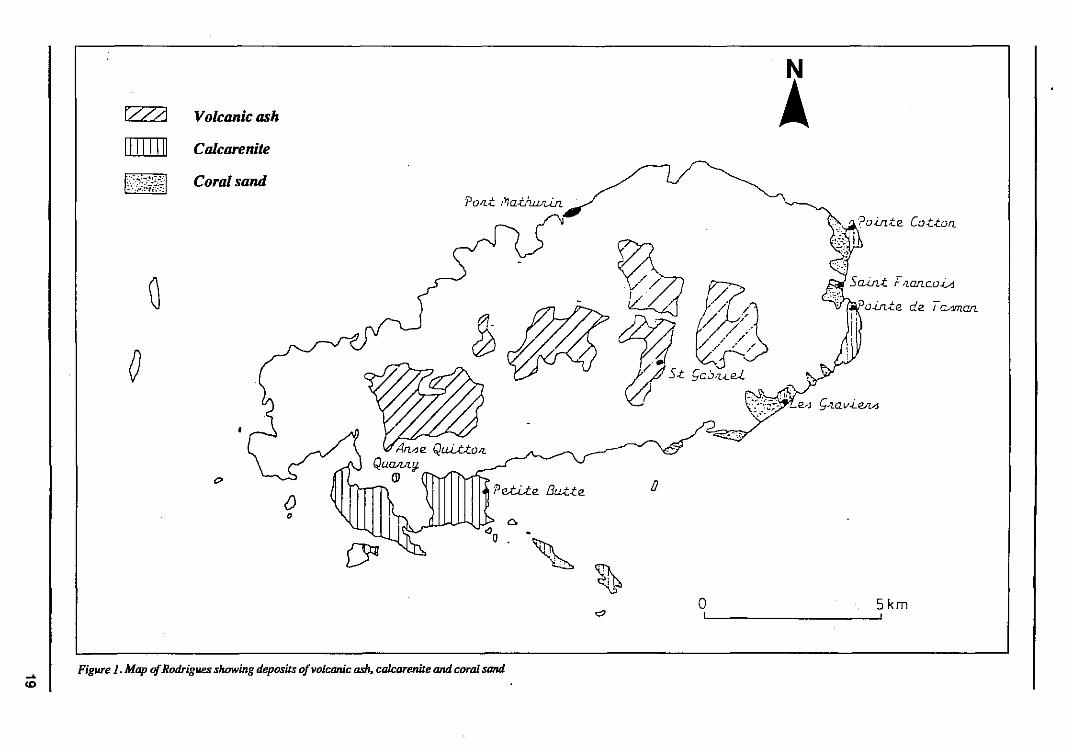
FiglU'e 1. Map ofRodrigues slwwing deposits ofvolconic ash, calcarenite and coral sand
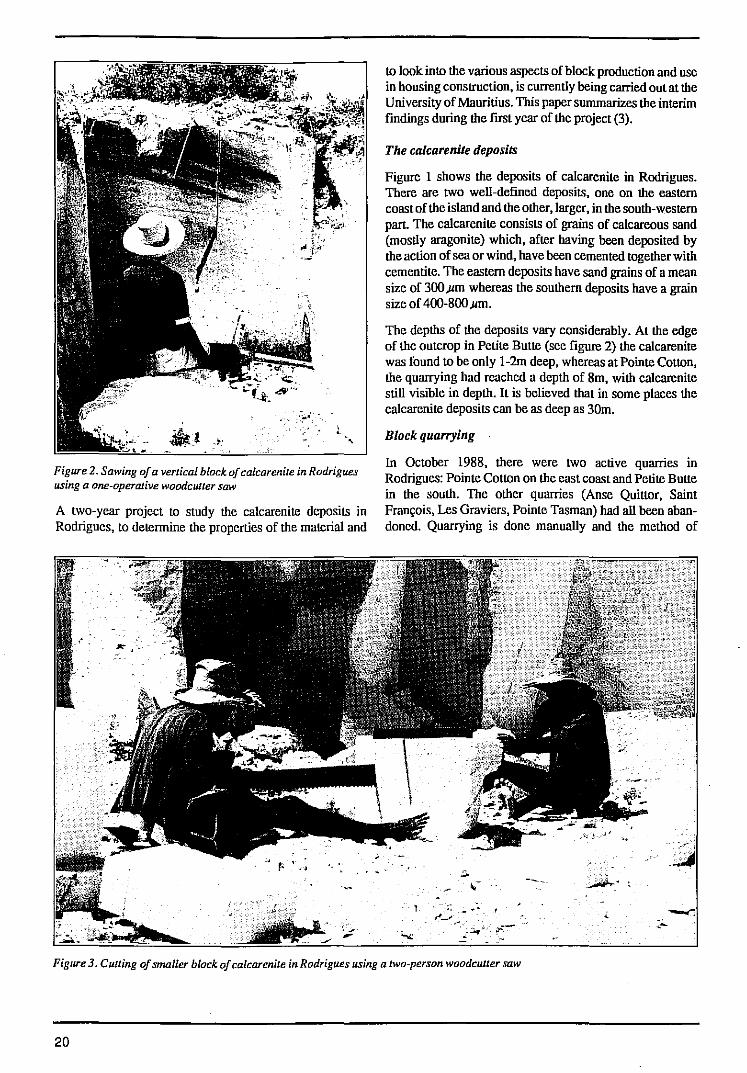
Figure 2. Sawing ofa verlical block ofcalcarenile in Rodriguesusing a one-operalive woodCUller saw
A two-year project to study the calcarenite deposits inRodrignes, to determine the properties of the material and
to look into the various aspects of block production and usein housing conslruction, is currently being carried out at theUniversity ofMauritius. This paper summarizes the interimfindings during the first year of the project (3).
The calcarenite deposits
Figure 1 shows the deposits of calcarenite in Rodrigues.There are two well-defined deposits, one on the easterncoastof the island and the other, larger, in the south-westernpart The calcarenite consists of grains of calcareous sand(mostly aragonite) which, after having been deposited bythe action of sea or wind, have been cemented together withcementite. The eastern deposits have sand grains of a meansize of 300,um whereas the southern deposits have a grainsize of 400-800 ,urn.
The depths of the deposits vary considerably. At the edgeof the ontcrop in Petite Butte (see figure 2) the calcarenitewas fonnd to be only I-2m deep, whereas at Pointe Cotton,the quarrying had reached a depth of 8m, with calcarenitestill visible in depth. It is believed that in some places thecalcarenite deposits can be as deep as 30m.
Block quarrying
In October 1988, there were two active quarries inRodrigues: Pointe Cotton on the east coast and Petite Buttein the south. The other quarries (Anse Quittor, SaintFran~ois, Les Graviers, Pointe Tasman) had all been abandoned. Quarrying is done manually and the method of
;.-.,..-
, ....~/.::; ...
....... ;., ;f- :-
Figure 3. CUlling ofsmaller block ofcalcarenite in Rodrigues using a two-person WoodCUller saw
20

rquanying depends on the quality of the calcarenite. AtPointe Cotton, where the material is hard, large horizontalblocks are fmtremoved from the deposit and smaller blocksare then sawed from these blocks. Simple tools such aswedges, plugs, hammers, chisels, levers, quany bars andcarpenter's saws are used.
At Petite Butte, in the south, the material is soft Here,vertical blocks are sawed off the deposit and small blocksare then sawed from that block. The saws used, which arebasically woodcutter saws, are either a one-operative or atwo-person saw. At Pointe Cotton, the blocks produced areapproximately 150mm thick, 225mm high and 375mm long.At Petite BUlle, the blocks are about 450mm long, 300mmhigh and either 150mm or loomm thick. The average weightof a block is about 23 kg. It has been estimated that theannual production of calcarenite blocks is of the order of25,000, a larger number of blocks being obtained from thesouthern quany. As far as concrete blocks are concerned,some 180,000 blocks are manufactured annually inRodrigues.
Wastage at the quarries
Quarryingand cutting the blocks inevitably leads to wastagein calcarenite, especially in the southern quarries. Ithas beenestimated that the "quany yield" (Le., the volume of usefulstone, in the form ofblocks, to the volume ofstoneoriginallyextracted) is of the order of 15-20 per cent at Petite Bulleand 20-30 per cent at Pointe Cotton. The wastage could bereduced if some degree of mechanization were to be introduced and the techniques of quanying improved.
The disposal of the existing calcarenite waste which haspiled up over the years, especiallyat the abandoned quarries,as well as the waste produced annually (estimated at roughly450 tons), remains a problem. The large pieces of calcarenite are already being used as undressed stones for wallconstruction. Two other possibilities exist: the crushing ofthe calcarenite for producing sand or coarse aggregate foruse in concrete, or the burning of the calcarenite (which isalmost pure calcium carbonate) for producing lime.
Lime production in Rodrigues poses a problem because ofthe shortage of fuel wood. An appropriate fuel (e.g., coal)could be imported through Mauritius, but this would considerably increase the costof the lime. The other alternativewould be to ship the calcarenite waste to Mauritius forproducing lime there.
At present some 6000 tons of hydrated lime are producedannually in Mauritius, about 5000 of which are used in thesugar industry. The raw material used is corals but, forenvironmental reasons, removal of corals from lagoons isbeing increasingly restricted and the calcarenite wastewould be an ideal alternative raw material. If 1000 tons ofcalcarenite waste were exported to Mauritius every year, itwould meet about 15 per cent of the lime requirement of thesugar industry.
Use ofcalcarenite blocks in housing construction
In October 1988, the price of a calcarenite block wasMauritian rupees (Mau Rs) 4.00 ex-quany and the cost oftransport varied depending on the distance, but was normally between Mau Rs 1.00 and 2.50 per block. The price of a150mm concrete blockwas Mau Rs 6.40 ex-works, thepriceof transport being about the same.
Table 2 shows a comparison of unit surface area of 150mmthick calcarenite and concr"te blocks. The prices are as atOctober 1988 and transport costs have been included. It canbe seen that the cost per unit wall area of the Petite Butteblocks is about half that of concrete blocks.
Table 2. Comparison of cost of blocks and unitsurface area
Type of block suna"rell Cost of block C05lpercm2
(an (Mau Rs) surface area(cents)
Pointe Cotton 844 5.50 0.65
Petite Butte t350 5.50 0.41
Concrete 927 7.55 0.81
There is, thus, a clear demand for calcarenite blocks inRodrigues which cannot be met by the present rate ofproduction. It is, therefore, very common for residents tostockpile the blocks over a certain period, until they haveacquired a sufficient number to start construction.
In housing construction, the blocks are used for load-bearingwalls and are laid with mortar in exactly the same way asconventional concrete blocks. The calcarenite, especiallythat from the south-western deposit, turns greyish on exposure, and the walls are, therefore, always externally andinternally plastered. However, it is necessary to brush andwash the calcarenite surface to remove all loose particlesbefore plastering. It is estimated that between 600-800blocks are required for the construction of a small house.Durability of the block is not a problem once the walls havebeen plastered.
Properties ofcalcarenite
General
Thirty blocks from the Pointe Cotton quany and 37 blocksfrom the Petite Bulle quany, as well as calcarenite wastefrom the disused quarries, were taken to the University ofMauritius where a comprehensive testing programme wasundertaken. Only a summary of the results of some of thetests is reported in this paper, the other tests have either notyet been completed or their results have not yet beenanalysed.
Chemical composition
Tests were performed on samples from various quarries todetermine the silica (Si02) content, the sulphate (S04)content, the magnesium oxide (MgO) content and the
21

Figure 4. A house in Rodrigues made with calcarenite blocks as walls. The roofis ofreinforced concrete. The walls will receiveexternal and internal rendering.
calcium oxide (CaO) content. No trace ofiron oxide (Fe203)or aluminium oxide (Ah03) was found in any of thesamples.
The results are shown in table 3. There is no significantdifference in chemical composition of the calcarenite fromone quarry to another. The observed variation in mechanicalproperties is, therefore, mainly due to the physical structureof the calcarenite. Also the calcarenite is about 95 per centcalcium carbonate and, therefore, suitable for use as a rawmaterial in lime production.
Table 3. Chemical composition of calcareniteCompo- Percentage by weight of oven-dried samplenent Pointe Petite Anse St Pointe
Cotton BUlte Quittor Francois TasmanCnO 55.73 54.62 53.53 55.57 53.39Co2 4t.61 41.B5 41.09 41.43 40.37Si02 0.11 0.06 0.B6 0.39 0.12SO, 0.99 0.9B 1.11 1.05 1.07MgO 0.64 1.33 0.66 0.6B 0.70Chemically 0.70 0.50 0.69 1.06 I.B6bound H20
Total 97.51 99.34 97.94 1oo.IB 97.51
Physical properties
The apparent specific gravity, water absorption and porosityof the calcarenite were determined in accordance with ISII24(4). Three or four tests were performed on the calcarenite from each quarry and the average results are givenin table 4.
Table 4. Physical properties of calcarenite
Property QuarryPointe Petite Anse GraviersCotton BUlle Quittor
Apparent specific gravity 2.27 2.3B 2.35 2.4BWater absorption 13.7 31.7 29.0 19.2(percentage)Porosity (percentage) 31.1 75.4 6B.2 47.6
22
It can be seen that. although, the values of specific gravitydo not vary by much, there is considerable variation in waterabsorption and porosity. The Petite Bulle calcarenite isnearly two and a half times more porous and absorbantthanthe Pointe Cotton calcarenite.
Strength lests
The tests, performed only on samples from Pointe Callanand Petite Butte, were based on the methods described in ISII21(5). Beams of length 400mm and cross-section 100 x100 mm were cut from the calcarenite blocks and theirsurfaces dressed. Six beams were prepared from each quarry, three in their air-dried condition and three saturated inwater for 72 hours. The beams were tested to failure withthe deposited layers in the horizontal position and usingthird-point loading over a span of 300mm.
Two lOOmm cubes were then cut from the ends of eachbeem tested. The cubes from the saturated beams weresaturated again and then tested in compression. The cubesfrom the air-dried beams were tested in their air-dried condition. One cube from each beam was tested with the bedding horizontal, the other with the bedding vertical.
The flexural and cube strength test results are given in table5. The main conclusions to be drawn from the results are:
(a) The strength of the calcarenite in the saturated conditionis lower than that in the air-dried condition;
(b) The strength when the bedding is horizontal is consistently less than when the bedding is vertical. (Interestinglyenough, in Rodrigues, the blocks are always laid with thebedding vertical.);
(c) Whilst the strength of the calcarenite ofPointe Callan isadequate, that of Petite Butte is quite low. The latter, ther~fore, should only be used for small, one-storey houses, or asnon-load bearing blocks.

Table 5. Flexural and cube strength test results
Acknowledgement
The research project described in this paper was funded bythe International Development Research Centre (IDRC) ofCanada, which is acknowledged.
Referellces
1. Ministry of Economic Planning and Development,1983 Housing and Population Census of Mauritius(port Louis, Central Statistical Office, 1985).
H =bedding horizonmlV =bedding vertical
Bertuchi, LJ., The Island of Rodriguez - a BritishColony in the Mascarenhas Group (London, JohnMurray, 1923).
Mohamedbhai, G.T.G., Chan Chim Yule, C.W., andBaguant, B.K., "Interim teehnicalreporton calcarenite(Mauritius) Project" (port Louis, University ofMauritius, 1989).
Indian Standards Institution, Methads of Test forDetermination of Strength Properties of NaturalBuilding SlOnes,lS: 1121 (1974).
Indian Standards Institution, Methads of Test forDetermination of Water Absorption. ApparentSpecific Gravity and Porosity of Natural BuildingStones,lS: 1124 (1974).
5.
2.
3.
4.
Air-dried SaturatedH V H V
Cube strength (MPa)
5.74 6.49 3.t4 3.831.60 1.87 1.06 1.79
2.07 1.900.85 052
Flexural suenglh (MPa)Air-dried Saturated
Pointe CollonPetite Butte
Quarry
GHANA: OPTIMUM FIRINGTEMPERATURE FOR SOME CLAY
*BRICKSAbstract
The paper identifies underfIring of clay bricks as one problem facing the relatively new brick industry in Ghana. Amethod, outlined in this paper, can be used to determine theresidual fIring temperature of a given clay brick. Thismethod relates the in-plane compressive strength of the claybrick to the firing temperature. The method shows that ifvitrification has not taken place in the given fired clay brick,then, a calibration curve could be constructed from theresults of the method and the same used to determine theresidual firing temperature of the given clay brick. However, ifviIrification has already taken place in the fired-claybrick, then, a further method is outlined that can be used todetermine the optimum firing temperature of the given claybrick.
Introduction
The most popular material used in the construction ofbuildings in Ghana is the sandcrete block. At present, all thecement that is used to manufacture sandcrete blocks isimported. As foreign exchange has become scarce, the need
to develop an alternative local buildingmateriaI that will notrely on foreign inputs has, therefore, become paramount. .
Ghana's brick industry is about 10 years old and is plaguedwith developmental problems. One such problem, which iscommon· to emerging brick industries, is the durability ofthe end product. Bricks used in external areas, such as fencewalling, do not usually have their exteriors rendered, thus,exposing the bare bricks to rain and sun. In such cases, if thebricks have not been adequately fired during theirmanufacture, they will deteriorate first by flaking and, eventually,by total disintegration of the brick mass.
When a brick is fIred, it undergoes both chemical andmechanical changes. Notably, the colour usually changesfrom dull clay texture to the aesthetically pleasing brickcolour depending on the chemical composition of the clay.Ideally, it is desirable that during the fIring process of thebrick, viIrification should take place and be sustained longenough to enable the brick to develop its inherent resistanceto rain and frost. If vitrification is achieved at the desiredrate, the brick also acquires beneficial in-plane compressivestrength and could function in a dual role as a load-bearingand an in-flIl material.
• By A.A. Andam, B. Sc (Eng.), Ph.D., C. Eng., M.LC.E., School nfEngineering, University of Science and Technology I Kumnsi, Ghana.
This paper was presented to the Seminar on Local Materials forHousing, Third International Seminar of theMrican Network ofScientific and Technological Instilutions (ANSTI), Civil EngineeringSubnetwork, held at the University ofMauritius, March 1990. ANSTI isIi UNESCO.sponsored network.
Clay deposits vary in their chemical composition. Thus, thetemperature at which viIrification takes place is peculiar toevery clay sample. In practice, clay samples from the samedeposit may be regarded as having a similar optimum fIringtemperature at which viIrification would occur.
23

Test procedure
Ten solid bricks, each measuring 215mm x 102.5mm x65mm, were moulded and pressed under laboratory conditions. Two clay samples from Gomoa Mprumaim (CentralRegion of Ghana) and from the Accra plains, were used.These bricks were air dried and, then, fIred in a kiln 10 aconslanttemperature of 400°C. Similarly, four sets of 10bricks per set from the same clay deposits were moulded,pressed, air dried and fIred to 500°C, 600°C, 700°C andgoo°C, respectively. After the fIring, for each brick, theweight and dimensions were measured. Each brick was thentested to failure for compressive strength.
All the debris from the crusbed clay bricks fIred at 400°Cwere carefully collected from the compression macbine andground inlo fIre-clay powder. The same was done for all thebricks fIred at 500°C, 600°C, 700°C and goooC.
Sixty briquettes, each measuring 130mm x 25mm x 25mm,were formed out of the clay that had been ground from the400°C brick debris. Sixty briquettes were also formed outof the clay that had been ground from the 500°C and 600°Cbrick debris, respectively. At this stage, however, the claythat bad been ground from the 700°C and gooOC brick debriswas found 10 have lost nearly all its clay fraction and couldnot possibly be used 10 form briquettes. This clay was thusdiscarded from the fust group which was now subjected tofurther tests (see table 1).
All the 60 briquettes with residual fIring temperature of400°C were grouped as shown in table 1. The briquettes ingroup 1 were air dried and fired to a conslanttemperatureof 300°C in the kiln (see table 1). Similarly, the briquettesin groups 2, 3, 4, 5, 6 were air dried and fIred 10 conslanttemperatures of 400°C, 500°C, 600°C, 700°C and goo°Crespectively. After the fIring, the weights and dimensions ofeach briquette were measured. Finally, they were tested tofailure for compressive strength.
Table 1. Briquette groups for bricks fIred at 400°C(similarly for bricks fIred at 500°C and 600"C)
Group Number of Residual firing Final firin~briquettes tempcrauuc COC) temperature C)
1 10 400 3002 10 400 4003 10 400 5004 10 400 6005 10 400 7006 10 400 800
Loss ofclay fraction
It is generally known that the clay content in a brickprovidesthe needed binding force to hold all particles together. Asthe clay is fIred and vitrified, the essential plasticity isprogressively lost. This phenomenon is not immediatelyknown to the observer who rather fInds the well-fIred brickstrong and dense. However, if this fIred brick is crushed and
24
ground, it will be found that the clay particles had, duringvitrifIcation, disintegrated inlo cohesionless particles.
In this particular teSI. loss of clay fraction resulted in theweakening of the briquette which developed cracks duringthe various stages of the test. This phenomenon, as sbouldbe expected, varied in various degrees with the two claysamples.
The clay from the Accra Plains generally showed moresusceptibility 10 clay fraction loss during vitrification thanthe clay from Gomoa Mprumaim. With a residual brickfIring temperature of400°C, all the briquettes from the twoclay deposits sustained sufficient binding strengththroughout fabrication and fIring processes. With a residualbrick fIring temperature of 500°C about 60 per cent of thebriquettes from the Accra Plains cracked during the dryingstage. The remaining 40 per cent of the briquettes fromGomoa Mprumaim clay deposit, althougb visibly weakerthan the previous set wbere residual fIring temperature was400°C, did not crack during the drying and frring stages.Finally, briquettes with residual fIring temperature of600°Cbehaved exactly in the same way as those with a residualfIring temperature of500°C. That is why the briquettes fromthe Accra Plains cracked whilst those from GomoaMprumaim did not crack though they were visibly weak.
Test results
A summary of compressive strength for both clay depositsis given in table 2. Figure 1 shows the variation ofcompressive strength with fIring temperature for the Accra Plainsclay samples for briquettes with residual fIring temperatureof 400°C. A regression analysis for the results in fIgure 1gave the expression in equation I:
Ci; 0.oo775T + 0.15 [1]where Ci is the compressive strength and T the fIringtemperature.
-10 10
rC0
f--8 8-~~
" I~ -6 6"~ I I I~ -4 4EB
2 I 2-:f
I I I I I
)011 '"0 500 600 700 Hun
Flrlllg IcmfH!f"lllurc (nC)
Figure 1. Strength curve for 400 fJc residualfiring temperatureAccra Plains.
Figure 2 shows similar results for clay samples from GomoaMprumaim. The briquettes had a residual fIring temperature

of 400°C and a regression analysis gave the expression inequation 2:
C400 = 0.0106T + 0.6 [2]
~14 I 14-
1-12 12-
~'E
1-10 Ig 10
~ IE 1-8 8-,0>..,[§ 1-6 6-" I I
1-4 4-
1-2 2-
regression formula in equation [I], the fIring temperatureobIained is 3SSoC which is only 11.3 per cent below themagnitude of the residuallemperature of400°C. Similarly,from table 2, the mean compressive strength of solid bricksfrom Gomoa Mprurnaim clay deposit fIred at400°C was 4.9N/mm2
. If this compressive strength is snbstituted in theregression formula in equation [2], the fIring temperatureobIained is40SoC which is 1.3 per cent above the magnitudeof the residual Iemperature of 400°C. However, if thisexercise is repealed for eqnations [3] and [4], the correlationis very poor. It is observed that in equations [3] and [4],vitrifIcation has already taken place whilst in equations [I]
8-
6-
10 -
I 12-
II
II
I
12
I
'00700
I
600
I
SOO-lOO
,
JOO
.
FlrlnJ: tcmpcrnlure (nC)1-2 2_
Figure 2. Strength curve for 400 DC residualfiring temperatureGomoa Mprumaim.
Table 2. Compressive strength of laboratorymanufactured solid bricks
,
"0 "0 'DO 600
•
700
I
'00
Average compressive strength (N/sq mmt40Q"C 500"C 600°C
Mean Standard Mean Standard Menn Standarddeviation deviation deviation
Clay deposit
AceroPlainsGomeaMpmmaim
2.9
4.9
0.3
05
10.2
18.7
1.5
2.0
18.0
20.3
3.3
3.8
Figure 3. Strength curve/or 500°C residua/firing temperature·'Gomoa Mprumaim
and [2] there is no vitrifIcation in the clay brick. Thus,fIgnres 1 and 2 could be regarded as calibration curves forthe various clay deposits and the T in eqnations [1] and [2]shonld thus be regarded as residual temperatures of theoriginal clay brick.
" Mean often solid bricks sized 215mm x l02.5mm x 65mm.
Figure 3 shows similar results for briquetles with residual1-24 24-
temperature of SOOoC from Gomoa Mprumaim clay Ideposits. It is clear from the graph that vitrification is taking 1-20 20-~'E
place with conseqnent loss of clay fraction and low com- E
pressive strength. A regression analysis gave the expression ~ H6 I 16-in equation 3: i I I•C500 = O.OST + 0.043 [3] 11-12 12-
Figure 4 shows the results for briquettes with residual fIring 8temperature of600°C. The results are similar to figure 3 and 1-8 8-indicate that vitrification is taking place. A regression I 1:analysis gave the expression in equation 4: 1-4 4-
C60Q = 0.03ST + 0.024 [4]
Optimumfuing temperatureI I , , , ,
300 400 '00 600 700 '"0
In table 2, the mean compressive strength of solid bricksfrom the Accra Plains clay deposit fired at 400°C was 2.9N/mm2
. If this compressive strength is substituted in theFigure 4. Strength curve for 600 °Cresidualjiring temperaJureGomoa Mprumaim
25

"
3110 UC
-·-'-5110 lie------ - lIoll DC
-7 7-,,
r 6,
6-I
~'E \\~
f-5.,
5-\\~
'" .\= f-4 \\" 4-,=.~ \\~ f-3 3-. ,u
\\f-2 2-. ,\\ I\ ,
-1 .~-~</ 1-.-I I I
300 400 SIHI 600 . 700
Firing Icmperulurt' (llel
Figure5. Optimwnfiring temperature
Figure 5 has been extracted from figures 2, 3 and 4. Figures2, 3 and 4 show the progressive path of the GomoaMprumaim clay samples from pre-vitrification to postvitrification. The parabolic curves in figure 5 are lower
bound and suggest an optimum firing temperature value ofabout 530°C for this particular clay sample.
Conclusions
In this paper, a test procedure has been outlined which canbe used to determine the optimum firing temperature of aclay brick given a specific clay deposit.
The experimental results indicate that ifvitrification has nottaken place in a clay brick, then, calibration curves similarto those in figures 1 and 2 could be used to determine theresidual firing temperature ofa given clay brick. However,ifvitrification has already taken place in the clay brick, then,the correlation is very poor and these curves should not beused as calibration curves.
The optimum ftring temperature ofa given clay sample canbe obtained by the method outlined in this paper.
The method outlined here is invaluable to any brick industrythat has the developmental problem of brick underflring.
AckllOwledgemenls
Acknowledgement is given to the technical staff of theDepartmentofCivil Engineering, University ofScience andTechnology, Kumasi, for their assistance in field clay sampling and to Mr. S.1. Akinbola, who helped with some of thelaboratory experiments.
ETHIOPIA: CONSTRUCTION OF MUDHOUSES - AN ALTERNATIVE TO THETRADITIONAL METHODS OF HOUSE
*CONSTRUCTIONIntroduction
It is a well-known fact that the housing shnrtage in developing countries is a serious problem, especially in Ethiopia,where according to the United Nations housing classification system, 80 per cent of all dwellings are categorized asslums.
In 1986, the Building College of Addis Ababa made asurvey among dwellers in Ambo, a medium-sized town inthe Ethiopian highlands. The aim of the investigation wasto identify the problems confronting the housing sector.
Question: Which position has the housing problem amongst the other problems?
14%
36%
50%50%
36%
14%
First problem
Second problems
Third problems
ililIII,IIIi
---'" By Manus Biering, AMBO Iunior College of Agriculwre, P.O. Box 19, Ambo, Shoa, Ethiopia.'" Photographs by Andreas Depping.
26

Figure J. The traditional building method requires a lot ofwoodfor the constrw;tion ofwalls. Wood has been replaced by mudblocks.
Some 50 per cent ofpeople interviewed classified Ihe housing problem as Ihe most crucial one which is a clear signalfor policy-makers to establish strategies to deal wilh Ihesituation.
environmental conditions of Ihe highlands and uses labourand building materials in Ihe optimum way.
Briefdescription ofthe technology
Foundation: A stable load-bearing foundation is an indispensable precondition for a durable mud wall. A so calledthree-layer mud foundation bas been introduced -Ihe deplhof wbich depends on Ihe local circumstances and soil conditions.
Figure 2 sbows a typicallhree layer foundation.
Walls: Blocks are produced by using soil, teffstraw andwater. Two types of blocks are produced, namely: fullblocks and bollow-blocks (52x26x20 em). The moulds forproducing blocks are simple wooden frames, developed atIhe Bumyu Basic Technology Centre in Addis Ababa. Figure 3 shows Ihe two types of blocks.
Wall
Layer
...Necessarybuilding materials
purpose
20-25 em Third layer Mud and stones To make level
RlIing material5 -10 cm aboveground level
StonesSecond layer
Protection ditchfilled up withstones and sand
5-10 em 1.--r/O~~""""'~ Ll 1:: -
~I/rc
'Y"~L-4----_+--__+--__1
'W First layer Flat stones To keep the~ 1 posilion
Figure 2. The three-layer mudfoundation.
In order to tackle Ihe problem, a concept of low-cost building construction, based on mud as Ihe main buildingmaterial, was developed. The concept aims at replacingwood by mud, wbicb ultimately would help to reestablishIhe ecological balance through Ihe protection of naturalforests.
The concept reduces the cost of construction to a minimumby using mainly locally available building materials (soil,stones, straw and water). Moreover, by introducingsimplified working conditions, and equipment Ihrough selfhelp share for labour input, Ihe technology is gainingpopularity among the low-income population.
Mud technology opens ways for small-scale entrepreneurswho do not require bigh investments and skills. It suits Ihe
Figure3. Full and hollow mud-blneks.
The wall is constructed following Ihe normal practice ofbricklaying. The mortar used between the layers has Ihe
27

F/oor: The natural soil is removed to a deptb of 30 cm and,after levelling tbe surface, one layer of full mud blocks isplaced. The blocks are covered witb mud plaster to give alevel surface. Figure 7b shows a typical mud block floor.
Drainage ditches: As part of tbe fInal construction works,drainage ditches are dug to facilitate evacuation of surfacewater accumulated during rainy hours from tbe walls andfoundation. Figure 8 shows a drainage system.
Demonstration houses: After constructing severaldemonstration houses in urban and rura1 areas, offIcialsfrom Ambo showed keen interest in tbe technology andasked for assistance in tbe development of larger projects.Following a series of discussions, a town developmentproject was designed in three phases.
Phase I: Setting up a mud-block producing plant nearAmbo town.
Phase 2: Construction of four mud model houses in !bepoorest districts of tbe town. Establishment ofanattractive production and selling system witb aflexible price policy.
Phase 3: Providing support to private and governmentalhousing programmes and handing over !bemud-block production plant to tbe Municipalityof Ambo.
The roof should have an overhang of at least 1m to protecttbe mud wall against rain. The external walls are normally204m in height
Some delilils olthe concept
Ceiling: The mud blocks are turned 90 degrees at tbe twelftblayer and become a projection in tbe wall. On tbis projection, bamboo is layed and covered witb grass mats. By doingso, in addition to having a flat ceiling, tbe climatic conditions inside tbe house are improved considerably.
In order to cover tbe roof structure and also improve tbeindoor climatic conditions, bamboo and grass mats are usedas main materials. Figure 7a shows a typical ceiling.
Figure 6. A roofoverhang is very importantfor the protection ofthe walls.
TIlU-lu)'cr plllslcr,whkh is 1.2 melre hillhlind nllsh wllh l/wrUUnllllliun
Foundution
12th luyer
The I1rsllhchlyers OTC mude ufmud full blocks
l
Nurmlllonc-lllyerpluster InsideI lie huuse
Ground Ic\'cl
The upper purtIlflhcWIlIl]sbum IIJl with mud .............hollow hlucks
The fIrst metre of tbe external walls is constructed witbfullblocks and tbe rest of tbe external and all internal wallsare built using hollow blocks. This metbod helps decreasetbe use of unnecessary amount of material.
The outside plastering oftbe walls consists oflWo layers andhas a height of 102m. This double-plaster makes tbe wallflush witb tbe foundation and protects tbe weatber side oftbe walls against damage caused by heavy rains.
Figure 4 shows a cross-section of a mud wall with details oflayers and plastering.
same mixture as for blocks witbout any additional stabilizing admixtures.
Figure 4. Cross·section ofan external mud block wall.
Roof The roof structure is fIrmly connected witb the wallsby means of metal strips.
Figure 5. The roof isjlXed to the wall with metal strips.
28
i'

FiglUe 7a. The grass-mat ceiling.
Mud plaster
- ~ Mud blocks -- -
I I I I I I
'/~Y~ Y r 1~/ATr"-IV?'~~/,cy",-,,,,,-#~,<:-~UJ ~\'~
"l' "XJ~ ::::r~ Natural ground
Foundation
Figure 7b. The mud blockfloor.
Figure 8. An effective drainage system is important.
Differellt tasks of the Ambo mud-block productioll plant
The tasks of the plant are clearly defmed as follows:
(a) Production of high quality mud blocks;(b) Selling of building materials (blocks, soil, sand andstones);
Figure 9. The Ambo mud-block production plant.
Figure 10. Training is an importanJ aspect ofthe Ambomud-blockfactory.
29

(c) Providing consultancy to people and/or institutions ofthe town in all aspects of mud construction;(d) Training of technicians through a long-term programme,who would become contractors for mud construction;(e)Provision of supervisory services during construction;(I) Maintenance and repair of houses.
Some results ofthe research
Besides the normal project activities, and on the basis ofresearch and tests, practical data have been collected ondifferent types of soils. Table 1 shows some characteristicsof blocks.
Table 1. Characteristics of mud-block production
Category I II illSoil class Loam Clay loam Clay
Water in 1per m3 soil 350 450 750Straw in kg perm3 soil 4 5 10
Number of blocks produced out of 1 m3 soil (52x26x20 em)
- Mud full blocks 23 27- Mud hollow blocks 33 37 34
Drying time in days until Hollow Hollow Full blocksblocks blocks
- Removing of blocks 8 10 15from production place- Wall construction 30 40 60
Weight of dry blocks in kg
- Mud full blocks 43 35 25- Mud hollow blocks 29 23 20
Mixing time until the mud 4-5 7-8 12-15is ready for lhe productionof blocks (days)
Comparison of the compressive strength of unslabilizedmud hollow alld mud full blocks wilh Ihe compressivestrenglh of cOllcrele hollow-blocks (accordillg 10 IheNational Slalldard ofElhiopill)
Basic research on the application of mud without stabilizerfor house construction was carried out. A considerableamount of samples and data, which gave a clear idea aboutthe quality ofdifferent mud mixtures and mud blocks, werecollected.
The dry compressive strength of mud blocks produced outof suitable soils can be compared with the strength ofconcrete hollow blocks. This result shows that mud is notonly a cheap building material but, also, a building materialof acceptable quality. Table 2 shows the results of testscarried out on mud blocks.
Comparison of Ihe work organization, the transportrequirements and Ihe cosl ofconstructwn
Building materials like cement, wood Dr concrete hollowblocks are very scarce, especially outside the capital city,Addis Ababa. In addition to the shortage problem, purchasing of large quantities of cement, for example, requiresofficial permission which is difficult to obtain.
Table 3 illustrates comparison of various worksteps required for three different types of wall construction.
"I
I
i
I
,Iij
'I"
ii'"i';:1
I'III'
I
Table 2. Comparison of the compressive strength
n"~1, kg/cm2 ~'""~. \llnl""'''' a,.ra~. "'"'I",~,j,.Wtnl".uh..,,,"~th Ilr \I ,"n~lh "r ....'"u.l. h"I1,,"
...."'·...1. hl",k.I~",i"",,1~I""d"nll
50 h"l1""hl""k,'
~~9 -EO; ;340 1---- ---- -- ------- - --------1-----
1------------- ------- --- ------~- - --- -- -130
29.9 ~8 28.0.--- 25 7 ~5 r-
22.7f---'
.--- 17.5 -- -E~20 -- I-- .- - 1-- --- --~ - - - - --15.4- - - --- ---:!§.,,6 1~ - _14.5
101,B 1Q:6
1 2 3 4 5 6 1 2 3 4 5 6 7 8 9 ,\,J,tl. ,\h"I'" n ... ,\ Cl""U n""cS"lInu",h," r"cl"c~'
Mud hollow blocks Mud full blocks l"k~'c"" ~lIkdll-',m' .15kl',Icm' ~lIkll-,'cm~
~"n·
I Average compmssiVIl slmngth of concrele hollow blod<.s of lour blod<. faclories in and mound Addis1.""'I·hc"tl,,~ I""d·
t"'",ln~
Ababalllsled by Mahllials Research and Tl!sling Department (1 964-1967).
30

Table 3. Work organization
Type of wall
Chika-block wall Traditional wall Cement-block wall
Soil straw water Cement sand water
1. Mixture of mud
2. Production of blocks
3. ConstlUction of wall
1. Cutting
2. Splitting of wood
3. Construction of wooden structures
1. Mixture of mortar
Cement blocks
4. Plastering of the wall
SoU straw water
4. Mixture of mud
5. Plastering of the wooden structure
2. Construction of wall
3. Watering of wall
4. Mixture of plaster mortar
5. Plastering
6. Watering of plaster
Materials Soil Straw Water Wood Soil Strnw Water Cement Cement Sand Waterblock
Avnilability + + + Pia + + + a Pia + +
+ Avililable on the spot or in the surrounding area NM Non-motorized0 Hardly available, scarce building materials M Motorized.P Pennission necessary
As indicated earlier, the mud technology for houseconslruction involves mainly local materials and uses a considerablelabour force, thus, making the conslruction cheaper thanother methods and creating employment opportunitiesamong the rural population.
A cost analysis shows that, in the case ofa wall constructedof concrete hollow blocks, the expenses for labour are 20
per cent of the total cost of the wall, and the rest is made upof the expenses for material and transportation, whereas inthe case of mud walls that same percentage is 86 per cent.
Figure 11 shows the percentages of expenses of three differenttypes of walls.
100%
20% -0; §~~
0' 44% Expenses for labourE --~Co rn~on~
C 86%= Expenses for material~~ 50%-~Co
.5:g I. Mud hollow block wall~c~
Co~ 2. Traditional wallOJ
// 3. Concrete hollow block wall14%
1 2 3
Figure JJ. Percentages ofexpenses for three dijJerenl types o/walls.
31

Techllology Profile 1.
PRODUCTION OF BRICKS BY*HAND-MOULDING TABLE
Available publicatiolls ofthe Ambo JUlliorCollege ofAgriculture (AlCA) alld theMUllicipality ofAmbo (MoA)
The improved hand-moulding table, developed at theCentral Building Research Institute (CBRl), provides themoulder with an inexpensive yet efficient tool to producewell-shaped and dimensionally accurate bricks. Uniformlyshaped bricks have a direct bearing on improved unifonnityof setting in kilns which, in tum, results in uniformity inburning and, hence, efficient utilization of fuel. Improveddimensional accuracy ofbumt bricks facilitates accuracy inmasonry construction and results in considerable savings inmortar consumption. The detailed design drawings of themoulding table can be obtained from CBRL Twenty tablesare required for a production rate of 30,000 bricks per dayof size 22.5 x 11.25 x 7.5 cm.
The vertical shaft (4) is activated by a foot-operatedmechanism, so that when the pedal (5) is pressed down, thebase plate is pushed up, level with the top edge of the mould.Two guide rollers (II) are provided for the smooth verticalmovement ofthe shaft. On release of the pedal, the baseplatedrops down to rest on four comer blocks, the position ofwhich is also adjustable. The total linear shrinkage of theclay to be used must be predetennined to fix the dimensionsof the mould box and the depth of the loose baseplate fromthe top edge of the mould. For moulding bricks, clay ismixed with water and kneaded in the same manner as in theconventional ground-moulding process, except that the consistency of the mud is marginally stiffened. To achieve gaudpreparation, the clay mass should be wetted, pugged and leftto stand at least for 24 hours. Before moulding, the clay ispugged once again and then supplied to the moulding table.At the moulding table, a quantity ofclay is roIled into a clotslightly larger in volume than the mould. The clot is thenrolled over fine sand and thrown with some force into themould (see figure 2). The surplus clay is cut off by a wirebow (8, 9) and removed. The exposed face of the brick issprinkled over with fine sand and a wooden paIlet (10) isplaced over it. The brick is then ejected by pressing downthe pedal (5) and is lifted off the frog by holding it betweenthe loose bollom plate and the top pallet (see figure 3). Thepedal is then released, and the baseplate drops to its originalposition.
Gennan Volunteer ServiceP.O. Box 2725Addis AbabaEthiopia.
Reports can be ordered through:
Appropriate Technology Centre of theAmbo Junior College of AgricultureP.O. Box 19Ambo, Shoa, Ethiopia
or:
5. MariusBierig, The Theory ofMud TechnologywitlwutStabilizers, a manual for the training of mud technicians, (MoA, 1989).
6. Marius Bierig, Basic Research about the Applicationof Mud without Stabilizers for House ConstructionPurposes (AJCA, 1989).Marius Bierig, Construction of Houses out of Mud
(AJCA, 1988). .
Marius Bierig, Report on the Implementing Phase ofthe Ambo Mud Block Factory (MoA, 1989).
Marius Bierig, Extension Activities ofthe AppropriateTechnology Center of the Ambo Junior Coliege ofAgriculture (AJCA, 1988).
MariusBierig, "TheISLAND, infonnally trained dailylabourer founded the self-helping group ISLAND",Report on building activities (1989).
I.
Salient designfeatures
An assembly drawing of the moulding table is shown infigure I. It consists of a wooden table (I) to which ametallic/wooden mould (2) and (3) is fixed. The mouldingis provided with a movable bollom plate, centrally attachedto a vertical ejector shaft (4). The top edge of the mouldprojects about 5 mm above the table top. A frog is fixed tothe base plate immediately above, which has a false bottomplate with its centre cut out to accommodate the frog, and isloosely fitted. This plate rests on four bolt heads, the heightofwhich is adjustable, so that the loose platecil" be correctlylevelled. A gap ofabout 10 mm is provided between the twobase plates.
3.
2.
4.
I"il
II!
ii,:I'.
... This technology has been deVeloped by the Central Building ResearchInstitute (CBRr), Roorkee, India.
32

~l5
Figure 1. Improved hand-moulding tab/e.
The moulded brick is then turned on side, and the hottomplate adhering to it is pulled out and returned to the mouldbox. Another wooden pallet is placed on the top face of thebrick which is then carried away to the drying ground whereit is placed on edge to dry (see figure 4). Bricks are carriedto the drying ground either singly or several at a time: theycan be carried on wooden/metallic trays which are returnedto the moulding table after transferring the bricks to theground. As soon as the loose bottomplate is returned to the
Figure 3. Brick being removed/rom mould.
mould box, it is ready to receive another clot. Whilehand-moulding has been generally satisfactory with someplastic and sticky clays, it might he necessary to wipe theinner sides ofthe mould with an oily rag after moulding fourto five bricks. Waste engine oil, neem oil, rice bran elC. canbe used as a lubricant.
. Figure 2. Clay being thrown into mould. Figure 4. Brick being placed on edge for drying.
33

Figure 5. Production ofbricks on harul·moulding table
Technology profile 2.
MANUFACTURE OF BRICKS FROM*BLACK COTTON SOILS
Manufacture of bricks from black cotton soils presentsmany difficulties because ofits highly shrinkable nature andpresence of lime nodules. Coal ash is, therefore, used as anopening material. However, the quality of brick made is farfrom satisfactory as it has high water absorption and only30 to 60 kg/sq cm compressive strength. The CentralBuilding Research Institute (CBRl), Roorkee, India, hasdeveloped an alternative process which consists of the useof calcined clay as the opening material and burning ofbricks in a Bull's kiln to produce bricks of compressive
• This technology has been developed by the Central Building ResearchInstitute (CBR!), Roorkcc, India.
34
strength of up to 130 kg/sq cm and water absorption about15 per cenL The process is expected to create good interestin the brick industry in the black cotton soil regions.
Calcined clay is prepared in circular clamps of about 6mdiameter. First, a layer (about 25 cm thick) of cow-dungcakes is spread at the bottom of the clamp. A coal-ash layer15 cm thick in the outer partof the clamp gradually reducingto 2.5 cm at the centre is then spread over the cow dungcakes. Lumps of soil of 8 to 20 cm diameter are loosely

30,000 bricks per day or6 million bricks per yearof 200 working days.
(b) Details of bricksSize: 22.5 x 11.25 x 7.5 em
arranged in a layer of about 0.5 metre thickness. Layers ofcoal-ash and soil lumps are then alternatively placed up toa total height of 2.5 metres. Coal-ash in the upper region ofthe clamp is kept about 10 em in the outer part and 2.5 emin the centre. The fIre is started through a number of openings arranged diagonally in the clamp. A temporary brickwall is constructed all round the clamp to prevent heat loss.The disintegrator is fIxed over a collecting pit (6m x 6m x105m) for receiving the pulverized material. The big lumpsare broken by a hammer, fed into the disintegrator andground to pass a 2 mm sieve.
Lalld and building
I. Land (for kiln, sheds coal storageand brick stock yard) .
2. Building
I acre
100 sq m
Thermal
Energy
Energy consumption for a day's production"
III
10,000 kWh1080 t20 t3000m3
I3I55
Electrical
Machinerylequipment
Machinery and equipment
I. Disintegrator (0.75 diameter)2. Tubewell3. Bull's treuch kilu
Utilities
I. Electric power2. Coal3. Firewood4. Water5. Consumables including chimney
and storage tank
Raw materials (for 6 million briCks)
I. Clay2. Calcined clay
Workforce
I. Supervisor2. Mechanic-cum-operator3. Watchman4. LabourThe bricks are moulded in iron moulds and are carried to the
proper!y levelled drying ground. When the bricks are driedto a leather hard stage they are stacked for further dryingunLil they are ready for fIring. The fIring is done by traditional method in a Bull's kiln. The process does not requireany foreign imported material at any stage.
Raw clay is washed in a tank of the required capacity. Thetank is dug to a depth of about 0.75m and soil is fIlled withwater up to a height of 25 to 30 em. The tank is then fIlledwith water upto a height of about 0.45m. The soil isthoroughly mixed with water and brought into suspension.Lime nodules are allowed to settle. Some depressions aremade at the bottom of the tank, and these work as storingspaces for the lime nodules that separate outof the raw clay.From these depressions lime nodules are removed with thehelp of baskets. The suspension is then transferred to thesettling tanks through the drains made for the purpose. Inorder to separate further lime nodules, depressions are madein the connecting channels and settling tanks also. Thecalcined clay is mixed with soil in the settling tanks. Theslurry is allowed to stand in the settling tank for about 72hours. When the clay has settled down the supernatant wateris syphoned off and salt is mixed to the soil along withcalcined clay after water from the settling tank is drainedoff. All the materials are thoroughly mixed.
The well-mixed slurry is transferred to the drying tanks withthe help of buckets. In order to avoid mixing of soil slurrywith the soil at the bottom of the drying tanks, a layer ofcalcined clay or coal-ash is spread on the bottom of thedrying tanks before transferring the wet soil slurry to them.The prepared soil is then dried to a consistency suitable formoulding bricks. It is cut with a spade, kneaded and stackedinto heaps and covered with wet jute bags to prevent furtherloss of moisture.
Scheme for the production ofimproved bricks from blackcotton soil
(ii) Production scale:
Disintegrator,tubewell,lighting, fansand water supply
Kiln
50 kWh
Coal Firewood
5400 kg 100 kg
(a) Rate of production Requirement for 30,000 bricks.
35

IIi;1
:t:i'I~ i
I
Digging of clay Calcination ofclay lumps in
clamps formaking calcined
clay
Tank
Settling tank DisintegratorI
Mixing of clay
H Drying Firing Slacking Iand calcined clay Moulding
Figwe J. Processflow chart for the manufacture ofbricks from b/ackCOlton soils
Techllology Profile 3. *STABILIZED SOIL BRICKS/BLOCKS
The term soil stabilization implies improvement in strengthand durability of soil, this means that a less stable soil, aftertreatment, improves its strength and resistance to erosionwith the purpose for which it is adopted whether it is forroads, buildings, embankments or canals.
The use ofchemical admixtures ofvarious types is the oldestand most widely used technique. The general objective ofmixing these admixtures with soil is to improve durabilityand volume stability. Volume stability of soil mass can beimproved by replacing high hydrating cations like Na+,Mg++, AI+++ or Fe+++ and binding with water proofingchemicals.
The principal type of soil stabilization methods employedare:
• This technology has been developed by the Central BuildingResearch Institute (CBRI), Roorkee, India.
36
(a) Mechanized stabilization;(b) Bitumen stabilization;(c) Cement stabilization; and(d) Lime stabilization with resinous materials and
industrial wastes.
Soil mass consists of clay minerals and organic matter,besides air and water. Air is present in the voids and can berepelled when soil is kept in contact with water. Increase inwater content reduces the strength properties. Densificationor void reduction can be attained in a number of ways, e.g.,by reorientation of clay particles, mechanical compaction,change in chemical composition ofpore water etc. A coatingofa waterproofing agent, such as bitumen/asphalt, over thesoil particles provides additional cohesive strength andreduces water penetration on to the mass. Generally warmsoil is mixed with hot liquid bitumen (35° - 190°C) to avoidpremature hardening of bitumen.

Table 2. Chemical composition of fly-ash
The lime used in the study was hydrated class "c" limeconforming to IS:7I2-1984 specification. Fly ash used haschemical composition shown in table 2.
A variety of soils can be effectively stabilized by cement.The addition ofcement in the range of4-10 per cent greatlyimproves the water resistance and strength properties of thesoil mass. It is reported that the cement requirement issubstantially reduced if the soil cement mixture is compacted under pressure. A pressure of 1.5 to 2.0 N/mmz hasbeen found to effect a reduction of 40 to 50 per cent ofcement. Further, moist curing produces bricks and blocks ofhigher strength compared with water curing. The cementitious component of cement such as CzS or C3S, in thepresence of the soil-water system, forms a gel ofmonoldicalcium silicate hydrate and free lime. The formation of insoluble calcium silicate gel and its interlockingeffects within the soil matrix contribute to the developmentofstrength and durability.
Chemical composition
SiOz
Alz03
Fez03MgO
CaO
LOI"
Fineness
Lime reactivity
Contents
59.17 per cent
24.30 "
6.48"
1.27 "
2.74"
5.13 "
3880 ern2/g (Blain's)
44.0 kg/sq ern
Lime and lime-fly-ash proved their promise as a successfulstabilizers in roads and buildings. The use of fly-ash in soilstabilization may also be one of the means to reduce theproblem ofpollution. The compressivestrength ofkaoliniticand montmoreilonitic clayey soils are stabilized with theaddition of lime alone while illitic chloritic clayey soilsrequire the addition of fly-ash to obtain significant gain instrength. For granular soils, the lime used should be 3-6 percent and fly-ash 10-25 per cent. For clayey soils lime addedshould range from 5-9 per cent and fly ash 10-25 per cent.It is reported that dolomitic monohydrate lime gives betterstrength in the soil/lime/fly-ash mixture than calcitichydrated lime. The stabilization of soil by the addition oflime fly ash is attributed to the:
(a) Cation exchange replacement of exchangable Na+,
K+, Mg++, or other cations with Ca++ derived from lime;(h) Flocculation ofclay;(c) Carbonation - CaO + CO2 = CaC03 (cementing
property);(d) Pozzolanic reaction oflime with soil fly ash to
fonn new compounds ofcementious nature.
The stabilization of soil mass can be affected by certainacidic, alkaline and inorganic chemicals such as H3P04, HF,NaOH, Ca(OH)z, NazC03, CaCh, NazSi03, NaCI etc.Acidic and basic chemicals essentially attack the latticestructure ofclay mineral particles and precipitate insolublecomponents which render the soil mass resistant to watererosion, in addition to improvement in strength properties.Investigations carried out at CBRI, for the use of lime andlime fly ash as soil stabilizer for making stabilized bricks,show that the soils used were ofillitic in nature. The physicalproperties of soils are shownin table I.
Table I. Physical properties of soils
Contents Percentage
Clay 8.35 20.50Silt 13.95 31.00Sand 48.50 77.70Liquid limit 20.20 39.60Plastic limit 15.50 28.30Plastic index 4.70 11.30
* Loss on ignition
The soil/lime/fly-ash brick ofsize 22.5 cm x 10.5 cm x 8 cmwere prepared on a hand operated brick press "Landcrete"at a pressure of 40 kg/sq cm using the composition shownin table 3.
Table 3. Composition of soil/lirne/fly-ash brick
Mix number Soil Lime Fly-ash
Mix I 90 3.33 6.67
Mixll 85 5.00 10.00
Mix ill 75 8.33 16.67
Bricks were cured under the moist jute bags and tested fordry density, water absorption, compressive strength andaccelerated weathering properties as perIS: I725-1967. Useof lime and fly-ash in the ratio of 12 to 25 per cent showdevelopment of wet strength in the compacted soils. Thestrength obtained on saturated bricks ranges between 14 to23 kg/sq cm (minimum 18 kg/sq cm after 28 days as per IS:1725-1960). The maxi mum dry density and water absorption were 1.52 to 1.72 glcu cm and 12.0 to 13.5 per centrespectively.
As replacement for lime-fly-ash admixtures, the cementitious binder produced from wasle lime sludge and ricehusk can be used to stabilize soil. The binder possessessetting time of-initial: 60 lo 90 minutes, final: 480 to 600minutes. Compressive strength after 7 days: 18.0 to 31.5,after 14 days: 23.2 to 40.6 and after 28 days: 28.9 to 50.0kg/sq cm and water retentivity of 65 to 71 per cent respectively. The full size bricks produced with 10 per cent binderand 90 per cent illitic soil gave a dry bulk density of 1.82 to1.84 g/cu cm, compressive strength after 28 days: 26 to 29kg/sq.cm. and waler absorption of 12.2 to 12.9 per cenlrespectively.
Bricks have been produced from the lateritic chips or soils.The soil is granular, dark red in colour, of low porosity,compactdull in lustre, ofopen packing and irregular particleshape with iron and titanium as coating materials, and aspecific gravity of 3.1. The chemical analysis of lateriticsoils and chips are shown in table 4.
37

11
(c) Fonnulate effective, pragmatic and socially acceptable strategies for the development of affordable housing;
(d) Document and disseminate the deliberations of theConference.
During the Conference a number of presentations in theareas of policy, financing, codes, design and constructionmaterials, were made. UNCHS (Habitat) presented a paperon "Strategies for affordable housing for all in developingcountries - lessons and assistance from developed countriesand international agencies".
Sixth Meeting of the loint 1Iltergovemmental RegionalCommittee on Human Selliemellts alld Ellvirollmelll,United Natiolls Ecollomic Commission for Africa(UNECA), Addis Ababa, Ethiopin, 4- 8 March 1991
The five-day meeting organized by the United NationsEconomic Commission for Africa and attended by severalhigh-ranking officials from some African countries as wellas international organizations, discllssed issues related to:
(a) Shelter, infrastructure and services in the rural areas;
(b) Trends and problems in the implementation inAfrica of the Global Strategy for Shelter to the Year 2000;
(c) Regional Projcct on Building Materials Industry inAfrica;
(d) Report ofthe implementation in Africa oftherecommendations of the World Commission on Environment andDevelopment;
(e) United Nations Conference on Environment andDevelopment (progress in the preparation of plans ofactionto combat desertification) and carne up with specific con- .clusions and recommendations related to those issues.
Expert Group Meeting on the FormuwtWll of NationalShelter Strategies, Nairobi, Kellya, 4-8 November 1991
The severe shortcomings experienced in the delivery ofshelter and services in most developing countries can beascribed, to a large extent, to the inability of governmentsto fonnulate and implement successful sectoral strategies.Since 1980, UNCHS (Habitat) and the Government ofFinland have collaborated in developing methodologicalguidelines which could assist countries in the preparation ofshelter strategies.
Under this programme, methodological and technical support has been provided to six countries selected from threeregions, in which activities to develop national shelterstrategies have been initiated. The following countries haveparticipated in the programme: Costa Rica, Indonesia,Nicaragua, the Philippines, Uganda and Zimbabwe.
The five-day meeting designed to develop recommendations for the improvement of the approach based on theexperience ofthe individual countries carne up with specificconclusions and recommendations on how to modify thepresent approach to make it replicable in other countries.
FORTHCOMING EVENTS11ltemational Semillar-cum-Workshop on Cost-effectiveBuildillg Materials alld Techllologies TrallsferMechallism alld Productioll, Madras, 1lldia, 24 February·6 March 1992
The Workshop will be organized by UNCHS (Habitat) incollaboration with the Housing and Urban DevelopmentCorporation (RUDCO), Madras, India. It is designed to:
(a) Identify all the options of building materials/technologies/techniques;
(b) Identify the bOllle-necks in adoption of cost-effective and innovative building materials and systems;
40
(c) Arrive at action programmes for effective use ofappropriate building materials and technologies;
(d) Adopt a replicable technology transfer mechanism;
(e) Evolve relevant strategies for production ofbuildingmaterials and components with suitable retail oullets.
More Information can be obtained from UNCHS(Habitat), P.O. Box 30030, Nairobi, Kenya.