Understanding the basics and relevance of Reconfigurable Manufacturing Systems using Petri Nets...
20
Understanding the basics and relevance of Reconfigurable Manufacturing Systems using Petri Nets along with Metaheuristic Algorithms Cinthia Reyes, ITPhD, University of Guadalajara Abstract. The present paper is a summary of basic information and examples of work regarding Reconfigurable Manufacturing Systems optimization by means of using only Petri Nets or along with metaheuristic algorithms and multiagents. Its purpose is giving a terminology introduction for understanding high level literature on this topics as well as showing examples of application of different tools combined. Keywords: Petri Nets, tutorial, Petri Nets basics, metaheuristic algorithm, genetic algorithm, Discrete Event Systems, Reconfigurable Manufacturing Systems, agents. 1. Introduction Manufacturing has evolved with time as well as technology and our methods to solve problems. The market change rate has also increased over time forcing today’s production system to be versatile and cost aware. Industry can not depend on trial and error methods for coping with growing need. This paper is a review of basic information needed to understand from a first approach, specialized literature on Reconfigurable Manufacturing Systems (RMS) optimized
-
Upload
cinthia-reyes -
Category
Documents
-
view
219 -
download
1
description
The present paper is a summary of basic information and examples of work regarding Reconfigurable Manufacturing Systems optimization by means of using only Petri Nets or along with metaheuristic algorithms and multiagents. Its purpose is giving a terminology introduction for understanding high level literature on this topics as well as showing examples of application of different tools combined.
Transcript of Understanding the basics and relevance of Reconfigurable Manufacturing Systems using Petri Nets...

Understanding the basics and relevance of Reconfigurable Manufacturing Systems using Petri Nets
along with Metaheuristic Algorithms
Cinthia Reyes, ITPhD, University of Guadalajara
Abstract. The present paper is a summary of basic information and examples of work regarding Reconfigurable Manufacturing Systems optimization by means of using only Petri Nets or along with metaheuristic algorithms and mul-tiagents. Its purpose is giving a terminology introduction for understanding high level literature on this topics as well as showing examples of application of dif-ferent tools combined.
Keywords: Petri Nets, tutorial, Petri Nets basics, metaheuristic algorithm, ge-netic algorithm, Discrete Event Systems, Reconfigurable Manufacturing Sys-tems, agents.
1. Introduction
Manufacturing has evolved with time as well as technology and our methods to solve problems. The market change rate has also increased over time forcing today’s production system to be versatile and cost aware. Industry can not depend on trial and error methods for coping with growing need.
This paper is a review of basic information needed to understand from a first ap-proach, specialized literature on Reconfigurable Manufacturing Systems (RMS) opti-mized with Petri Nets and some of the tools used along with them as multiagents.
2. Reconfigurable Manufacturing Systems Optimization
2.1 Reconfigurable Manufacturing Systems, Background
Henry Ford was the first man to conceptualize the idea of a dedicated manufactur-ing line (moving assembly line) while setting up the production of his Model T car. This represented a huge step while giving the capacity to produce a high volume of parts reducing cost, although his idea of manufacturing has evolved with time.

Reconfigurability was born as a concept before the 1960s decade and it was con-sidered as an issue and robotics for many years. In general, reconfigurability is the ability to repeatedly change and rearrange the components of a system in a cost-ef-fective way.
The first proposed solution to this problem was given by Gerald Estrin in 1960, a computer scientist at the University of California who proposed that part of the hard-ware would be fixed and the rest of it could be variable and reconfigured to change task. As the idea evolved reconfigurable computing and later on reconfigurable com-puting systems appeared with the capacity to change a portion of itself while the rest of the system was still performing computations. [1]
During 1990s the Reconfigurable assembly lines appeared with the necessity to cope with global market change rate. Consumers started to demand products that suited their specific and also constantly evolving needs. This forced industry to design products and manufacturing systems in order to sustain competitiveness in this dy-namic market. The new manufacturing systems should consider economical and en-gineering aspects to obtain a reasonable share of the market and justify their invest-ments.
Production capacity could be increased in assembly lines through replication –adding a new dedicated line for one product– and modularization –parallel worksta-tion module for certain operations–. Reconfigurable material handling, fixturing and grasping devices were also created with several linear and rotational elements that al-lowed dynamic re-routing, real time changes in production volume, simultaneous as-sembly of different products and coping with unplanned events. [1]
The last step in the scale, were reconfigurable robots and self-reconfigurable robots originated from the research on modular robots. They could be assembled in different ways to produce a specific robot for a specific task
A description of the evolution of the reconfigurability from tools, controllers, mechanical or electromechanical systems to software management can be found in [2].
Nowadays, according to The Committee on Visionary Manufacturing Challenges entitled to create a vision of competitive environment for manufacturing and the nature of the manufacturing enterprise in 2020, optimization of RMS is considered one of the most important challenges to overcome along with concurrent manufactur-ing (parallel planning, development and implementation), integration of human and technical resources, conversion of information to knowledge, environmental compat-ibility and innovative processes [3].
2.1.1 Reconfigurable vs classical and flexible Manufacturing Systems
A dedicated line is designed to produce a single part at high production rates achieved by operation of several tools simultaneously in machining stations. If the product demand is high, the cost per part is relatively low. This are not designed to be scalable or variable cycle times. Demand must exceed supply as this assures the line works at full capacity, as this can’t be the permanent case, it is often sub utilized. Es-pecially products being in early stages or at the end of their life cycle in market re-quire low volumes.

The flexible manufacturing system (FMS) can produce a variety of products with changeable volume and mix on the same system .The main components of flexible manufacturing system are computer numerical controlled manufacturing machines, robots and automated material handling systems. The FMS consist of expensive gen-eral-purpose computer numerical controlled machines and other programmable auto-mation. FMS aims at increasing the variety of parts produced. The downside of them is that not all their available functionality is used which may not justify its cost.
RMS is achieved through the design of a system and its machines for adjustable structure that enable system scalability in response to market demands, as well as sys-tem adaptability to new products. It is designed around one part family. The key fea-ture of RMS is that, unlike DMS and FMS, its capacity and functionality are not fixed.
The RMS have some merits such as increased product quality, increased product verity, increased uptime, reduced ramp up time for new product, enhanced ease of prototype development, reduced maintenance, reduced in floor space. The advances in reconfigurable manufacturing will not occur with out machine tools that have modular structure to provide the necessary characteristics for quick reconfiguration. [2]
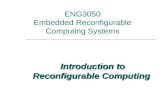
In summary, from an economical point of view, [4] shows that DMS is only eco-nomically viable if you could make sure the capacity is used to the fullest, which un-der real life conditions is not a constant circumstance and when market requires a ca-pacity increase, the cost of increasing capacity usually implies creating a whole new line making it high. For FMS, increasing capacity implies acquiring flexible manufac-turing equipment, which is on its own expensive since it’s designed to be able to pro-duce different products with different characteristics. On the long run and with equiparable amount of money RMS allows a greater increase of capacity as its equip-ment is designed for adjustable structure as well as the machines themselves. They do not have a permanent capacity to do it all, but can be settled by adding spindles and axes, or changing tool magazines and integrating advanced controllers.
Fig. 1. Manufacturing system cost versus capacity [4]

2.2. Petri Nets
2.2.1 History of Petri NetsPetri Nets were named after its “father”, as it happens with many scientific notions,
insights, or theories. Carl Petri started his scientific career with his dissertation “Com-munication with Automata”, which he submitted to the Science Faculty of Darmstadt Technical University in July, 1961. He defended his PhD thesis there in June, 1962. His dissertation presented a group of ideas and proposals for revising foundations of informatics. He focused on the problem that for a general given recursive function f and an argument n, the amount of intermediate space necessary to compute f(n) can not be assessed in advance. Consequently, you can not get hold of the required re-sources and then compute f(n). Instead, you have to start out with a given set of re-sources. If the resources suffice, meaning that the computation of f(n) terminates, you had good luck. Otherwise, you have to assemble more resources and start again.
Petri challenged this and proposed a way to solve it with an autonomous and asyn-chronous system. And as a feasibility study, he designed a “pushdown device” with modules containing a single data element and in communication with its two neigh-bours. The most recently attached module has one neighbour only. This way, a further fresh module can be attached. Petri's construction is computationally universal and he presented this architecture at the first IFIP World Computer Conference in Munich, 1962. Although the formal “Petri nets” appeared as a consequence of the formaliza-tion of this idea introducing the “transitions” until 1966 in Petri's 1965 talk "Funda-mentals on the description of discrete processes'' at the 3rd Colloquium on Automata Theory in Hannover [5].
2.2.2 Understanding the basic terms that describe Petri Nets
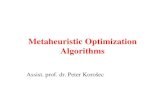
The following example and figure were extracted from [6]. A Petri net has two components: a net and an initial marking. A net is a directed graph (the lines connect-ing one thing to the next have a “direction” which must be followed) with two sorts of nodes such that there is no edge between two nodes of the same sort (this is a “bipart-ite graph”). The two sorts of nodes are called places and transitions. Places are graph-ically represented by circles, and transitions by boxes or rectangles.
Places can store tokens, represented by black dots. A distribution of tokens on the places of a net is called a marking, and corresponds to the “state” of the Petri net. A transition of a net is enabled at a marking if all its input places (the places from which some edge leads to it) contain at least one token and this is the defined amount of tokens per graph required (signalled by a visible number unless the required token equals one). If an enabled transition can occur, its occurrence changes the marking of the net: it removes one token from each of the input places of the transition, and adds one token to each of its output places.
At the marking shown in the figure 2, the machine is waiting for a coin to be inser-ted. This is modelled by the black token at “ready for insertion” node. The following node is “insert coin” which is enabled with the previous token at position. This allows the token to be “fired”, which consequently enables the following transition and so on. The storage contains initially four candies represented themselves as tokens too,

with this initial marking the machine can have four candies dispenses without the need to request “refill”.
Fig. 2. Petri Net model of the vending machine
The pervious example also shows the capacity of the model to represent conflict, as it happens when both “reject coin” and “accept coin” are enabled but the occur-rence of one disables the other one.
It is important to note on Petri Nets that even though a place can be enabled there is no “obligation” for it to be fired, this is a choice of the system, when “refill” and “insert coin” are enabled they can occur independently from each other, this shows concurrence.
The second thing to note about Petri Nets is that two places are never fired at the exact same time. But, the last highly valued property of this model is that it can rep-resent synchronization of events when they share transition as it happens in our ex-ample with “dispense candy” which fires “request to refill” as well as “ready for in-sertion”, which also requires a token both in “candy storage” and in “ready to dis-pense” for it to be fired.
2.2.3 Understanding the basic math of Petri NetsThe applicability of this model requires its translation to mathematical expressions.
From a mathematical point of view, Petri Nets are defined at least as triples (P, T, F), being P and T sets of not void finite elements, where P are places, T are transitions and F is the relation of the net represented by arrows [6].
It is also noted that P ∩ T = 0 and P∪T 0; which means as was described before that places should connect to transitions and vice versa, no place can be connected to a place and no transition can be connected to a transition.
F can be described with two sets: the “preset” and the “post-set” which represent the set of places of input to T and output from T, respectively.
The set containing the “initial marking” is usually included in the definition (tokens per place before any transition is fired).

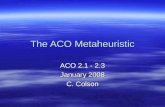
The next figure shows a Petri Net example. There we can identify P as the finite set of places: P = {P1, P2, P3, P4, P5, P6}, and T as the finite set of transitions: T = {T1, T2, T3, T4, T5}.
Fig. 3. Example of Petri Net
The Net on its own is represented by an incidence matrix, C, which is formed by transitions as columns and places as lines, where the entry C(p,t) corresponds to the change of the marking of the place p caused by the occurrence of transition t.
t1 t2 t3 … t6
P1
P2
P3
…P6
For our example:-1 0 0 0 11 0 -1 0 0
C = 0 0 1 0 -10 -1 0 0 10 1 0 -1 00 0 0 1 -1
As our system has a dynamic behavior, we can mathematically describe the change from the initial marking to the next step by
Mk+1 = Mk + Cvk,
where Mk+1 is the next state of the net, Mk is the current state, C is the incidence ma-trix and vk is the vector that shows the fired transition.
The initial marking for our example shows the places containing tokens.
Where each entry C(p,t) is filled according to the relation between that place and transition:
0 when there is no link between them,1 when the place is the transition’s output
-1 when the place is the transition’s input
(1 or -1 is actually the amount of tokens re-quired to fire the transition, it may be 1)

1 10 0
M0 = 0 , if we would fire transition 1: vk = 01 00 00 0
1 10 0
Ck = 0 , and finally: M1 = 01 00 00 0
The analysis of Petri Nets and its properties must include reachability, deadlocks, mutual exclusion, reversibility and home state, liveness and boundedness. Several au-thors have worked on suggesting policies to avoid deadlocks on manufacturing sys-tems [7], as this guarantees the system will never block whereas the boundedness that the number of in-process parts is limited.
It is important to note that the mathematical analysis of properties, require the use of Petri Net’s “invariants”. For these and a complete description on the properties and simple reduction rules for analysis, Murata [8] and [6] can be consulted.
2.2.4 Types and uses of Petri Nets
Petri Nets on its own give us information on the behaviour of the system, the paths they can take (it is a hierarchical tool), it includes a structural analysis (deadlocks, mutual exclusion, liveness, boundedness), and also can be used for inserting “control devices” (this specific use is not described in this paper but can be found searching “automatic control with Petri Nets” documents).
On either case, if we want to study the performance of a manufacturing system, time is a variable that must be considered and associated with places or transitions, for this purpose timed Petri Nets and Generalized Stochastic Petri Nets (GSPN’s) are used.
Timed Petri Nets have subtypes for transition timing, where tokens are removed from the input places when a transition becomes enabled. It is considered a conven-tion to associate the time with transitions only. The transition fires after a certain period of time (time delay), depositing tokens on the output places. For atomic firing Transition Timed Petri Nets, tokens remain on the input places of a transition which is enabled. After a certain period of time (time delay), the transition fires removing tokens from the input places, and deposits tokens on the output places [ 9], this are used only for conflict-free systems as for the cases when you encounter conflicts this become a stochastic system whether the conflict will be present or not.
Stochastic Petri Nets (SPN’s) are Petri nets with exponential transitions whose fir-ing time is subject to an exponential distribution. GSPNs extend SPNs by allowing

immediate transitions with zero firing time (immediate transitions) [10], therefore making them the most general case of an SPN.
A GSPN model is used to evaluate the performance of the machining workstation: production rate, average production time, average machine utilization change as the product mix changes or with variables such as fixture set-up time, program download-ing, and part unloading times. As certain parts of a line are more sensitive than others to changes, this analysis tool can help evaluate the potential advantages of automated sections in the workstation. Two case studies of GSPN can be found in [11]. Both SPN’s and GSPN’s models, can be converted into their equivalent Markov process representations, and analyzed analytically [9].
Beyond SPN’s and GSPN’s, [12] introduces Batch Deterministic and Stochastic Petri Nets (BDSPN’s), which extend GSPN’s which extend DSPNs by introducing batch places and batch tokens. A BDSPN has two types of places: discrete places and batch places. Tokens in a discrete place are viewed indifferently as in classical Petri nets, whereas tokens in a batch place, called batch tokens, may have different sizes and are viewed as different individuals. In this type of PN’s a batch can be represen-ted by a token which is suitable if we’re not talking about a product that is processed at an average constant rate. This token can be either deterministic or stochastic in be-haviour. BDSPNs have three types of transitions: immediate transitions, deterministic
1 [1] R. M. Setch; N. Lagos; "Reconfigurability and reconfigurable manufacturing systems: state-of-the-art review," Industrial Informatics, 2004. INDIN '04. 2004 2nd IEEE Interna-tional Conference, 2004, pp.529-535,.
2 [?] V. Malhotra, T. Raj, and A. Arora, “Reconfigurable manufacturing system: an over-view,” International Journal of Machine Intelligence, vol. 1, 2009, pp. 38-46.
3 [?] Commitee on Visionary Manufacturing Challenges For 2020, Visionary Manufactur-ing Challenges for 2020, Washington, D.C.: National Academy Press, 1998.
4 [?] Y. Koren, U. Heisel, F. Jovane, T. Moriwaki, G. Pritschow, G. Ulsoy, and H. Van Brussel, “Reconfigurable Manufacturing Systems. A keynote paper.,” Annals of the CIRP, vol. 48, 1999, pp. 6-12.
5 [?] W. Brauer and W. Reisig, “Carl Adam Petri and " Petri Nets ",” Translated from Infor-matik-Spektrum, Vol. 29, Nr. 5, pp. 369-374, Springer Verlag, 2006.
6 [?] J. Desel and J. Esparza, Free Choice Petri Nets, Cambridge University Press, 1995.7 [?] Z. Li, M. Zhou, and N. Wu, “A Survey and Comparison of Petri Net-Based Deadlock
Prevention Policies for Flexible Manufacturing Systems,” IEEE Transactions on Systems, Man, and Cybernetics, Part C (Applications and Reviews), vol. 38, Mar. 2008, pp. 173-188.
8 [?] T. Murata, “Petri Nets: Properties, Analysis and Applications,” Proceedings of the IEEE, vol. 77, 1988, pp. 541-580.
9 [?] R. Zurawski, “Petri nets and industrial applications: A tutorial,” IEEE Transactions on Industrial Electronics, vol. 41, 1994, pp. 567-583.
10 [?] H. Chen, L. Amodeo, F. Chu, and K. Labadi, “Modeling and Performance Evaluation of Supply Chains Using Batch Deterministic and Stochastic Petri Nets,” IEEE Transac-tions on Automation Science and Engineering, vol. 2, Apr. 2005, pp. 132-144.
11 [?] R.Y. Al-Jaar and A. A. Desrochers, “Performance evaluation of automated manufac-turing systems using generalized stochastic Petri nets,” IEEE Transactions on Robotics and Automation, vol. 6, 1990, pp. 621-639.
12 [?] H. Chen, L. Amodeo, F. Chu, and K. Labadi, “Modeling and Performance Evaluation of Supply Chains Using Batch Deterministic and Stochastic Petri Nets,” IEEE Transac-tions on Automation Science and Engineering, vol. 2, Apr. 2005, pp. 132-144.

transitions, and exponential transitions. They may also have inhibitor arcs and mark-ing-dependent arc weights.
If more than one product is being processed by one machine in the model, it has to be replicated due to the lack of a mechanism to distinguish the tokens, this is how Colored Petri Nets (CPN’s) appeared. For evaluating performance of a system, this too can be dependant on time defining delay times in arc expressions. An example of modelling RMS with Colored timed Petri Nets (CTPN’s) can be found in [13]. Never-theless, CPN’s aren’t as efficient as classical PN’s in the characterization of the im-pact function [14].
Certain manufacturing systems are too large to be modelled by regular Petri Nets because the number of reachable states explodes, and the number of events to be con-sidered for system simulation is very large. In this cases, the system can’t be modelled or analysed. To overcome this weakness, Continuous Petri Nets have been intro-duced. The firing of transitions is a continuous process and the place markings may be real numbers. For modelling systems that combine a discrete part and a continuous part, Hybrid Petri Nets have been introduced [15], these have an extensive application in dynamical simulation of industrial processes as they can include all the discrete and continuous facets. They are described with the help of state equations (ODE, DAE, PDE), they can have switching conditions, event equations, logical event statements (if … then… else), they can also show the state of the system after certain transitions. They can be used for batch plant simulation too. The invariants of the Hybrid Petri Net and some examples of modelling can be found in [15].
2.3. Optimizing DES with PNs
The design process of a RMS is a complex task. It is important to first validate the significant steps of model building/transformation before going on to the implementa-tion. As mentioned in point 2.2.3, Petri can be analyzed to check if the constructed model verifies some specification properties. Among these, synchronic properties (lead, distance, places bounds, places mutual exclusions, etc.) and activity properties (deadlock-freeness, liveness, home states, etc.) can be studied. The first ones are, in temporal logic terminology, close to "safety properties", while the second group is close to so called "liveness properties". [16]
There are different approaches to choose the optimal reconfiguration of our system once the previous validation is done.
13 [?] L. Zhang, and B. Rodrigues, A Petri Net-based Approach to Reconfigurable Manufac-turing Systems Modeling, Journal on Systemics, Cybernetics and Informatics, 2009, 7(1), 18-24.
14 [?] F.-shiung Hsieh, “Automatica Collaborative reconfiguration mechanism for holonic manufacturing systems,” Automatica, vol. 45, 2009, pp. 2563-2569.
15 [?] M. Allam and H. Alla, “Modeling and Simulation of an Electronic Component Manu-facturing,” Evolution, vol. 11, 1998, pp. 374-383.
16 [?] M. Silva and R. Valette, “Petri Nets and Flexible Manufacturing,” Advances in Petri Nets 1989, Lecture Notes in Computer Science, 1990, pp. 374-417.

A set of predefined rules or an algorithm to change this overtime can reduce the coverability of our PN.
Many authors have presented their particular algorithm to solve RMS. For ex-ample, Jun Li et al [17] presented a method for rapid design of a Petri Net based on a RMS, which was intended for supervisory control and logic control of it, as well as a method for automated reconfiguration of the model. To achieve this he presents an improved net rewriting system (INRS) for dynamically operating net transformation. Subsequently, he proposes a method for rapid design of initial full PN models of re-configurable manufacturing cells, using activity diagrams of Unified Modeling Lan-guages version 2 (UML 2) to describe manufacturing configurations; the subactivity diagrams are transformed into PN submodels; and finally, the PN submodels are auto-mated synthesized into a full model by the approach of INRS.
The method compares changes in activity diagrams of the existing and goal manu-facturing configurations and converts them into net rewriting rules of INRS. By ap-plying the rules obtained, the existing PN model can reconfigure into a new one for the goal manufacturing configuration.
Chung-Hsien Kuo [18], presents another example of algorithm for RMS based on a different variable which in his case is equipment layout assignment for reducing the cycle time of core products using distributed colored timed Petri Net to model the RMS.
On any case, scheduling and rearranging problems are very complex and many have been proven to be NP hard (no solution proven to be known). Even though there are methods to get a solution. Formal, theoretically oriented approaches have to ig-nore many practical constraints in order to solve these problems efficiently. This is the reason why only a few real applications exist in the industrial environment. Math-ematical programming approaches are computationally demanding and often cannot achieve feasible solutions to practical problems. Soft-computing approaches, e.g. ge-netic algorithms and neural networks, require considerable computation and only yield sub-optimal solutions. Instead, heuristic dispatching rules, such as Shortest Pro-cessing Time (SPT) or Longest Processing Time (LPT), are commonly used in prac-tice. An interesting property of heuristic dispatching rules is that they can easily be used in conjunction with production models derived within different mathematical modelling frameworks, e.g. the disjunctive graph model, timed automata, and Petri nets. [19]
2.3.1. Metaheuristic algorithms
17 [?] J. Li, X. Dai, Z. Meng, J. Dou, and X. Guan, “Computers & Industrial Engineering Rapid design and reconfiguration of Petri net models for reconfigurable manufacturing cells with improved net rewriting systems and activity diagrams,” Computers & Industrial Engineering, vol. 57, 2009, pp. 1431-1451.
18 [?] C.-H. Kuo, “Resource allocation and performance evaluation of the RMS,” Proceed-ings of the IEEE, 2001, pp. 2451-2456.
19 [?] D. Gradisar and G. Music, “Production-process modelling based on production-man-agement data: a Petri-net approach,” International Journal of Computer Integrated Manu-facturing, vol. 20, Feb. 2007, pp. 794-810.

The coverability tree relies on the computation of all reachable states and state changes of the system, and it is based on an explicit state enumeration. Doing this may or may not be feasible for every RMS depending on its complexity as the explor-ation of the whole coverability tree is quite expensive in terms of computer memory requirements and computational time. One popular way to solve this is for large-scale systems consists in decomposing it into simple subsystems called modules, modeling each module and integrating the module models together to obtain the model of the whole system [20]. As this is not the ultimate solution for every possible system, some heuristics have also been designed to avoid the evaluation of certain sequence of events that will not lead a good solution. [21]
Metaheuristic is the general class of algorithms and techniques which employ some degree of randomness to find optimal (or as optimal as possible) solutions to hard problems. Metaheuristics are the most general of these kinds of algorithms, and are applied to a very wide range of problems. They’re used to find answers to problems when you have very little to help you: you don’t know what the optimal solution looks like, you don’t know how to go about finding it in a principled way, you have very little heuristic information to go on, and brute-force search is out of the question because the space is too large. But if you’re given a candidate solution to your prob-lem, you can test it and assess how good it is. In this category we can name simulated annealing, tabu search, evolution strategies –like genetic algorithm-, ant colony op-timization, etc.
The Genetic Algorithm (GA), often referred to as genetic algorithms, was invented by John Holland at the University of Michigan in the 1970s.It iterates through fitness assessment, selection and breeding, and population reassembly. The Genetic Al-gorithm little-by-little selects a few parents and generates children until enough chil-dren have been created. To breed, we begin with an empty population of children. We then select two parents from the original population, copy them, cross them over with one another, and mutate the results. This forms two children, which we then add to the child population. We repeat this process until the child population is entirely filled. This procedure can be applied to any kind of vector. This algorithm includes stochastic mutation, crossover between two parents and finally select individuals in proportion to their fitness which is also a probability guess. The pseudocode can be found in [22].
Metaheuristic algorithms can be used to find a probably optimal solution to our RMS using Petri Nets.
An example of the use of metaheuristic algorithms with Petri Nets can be found in [23]. A. Li and N. Xie present an algorithm using extended timed-place Petri Nets (ETPN), using firing sequences of the PN model as chromosomes. The GA deals with
20 [?] L. Wang and X. Xie, “Modular modeling using Petri nets,” IEEE Transactions on Ro-botics and Automation, vol. 12, 1996, pp. 800-809.
21 [?] M.A. Piera, C. Zúñiga, and M. Mújica, “A Pallet Packing CPN Optimization Ap-proach for Distribution Center,” Automatika, vol. 50, 2009, pp. 29-38.
22 [?] S. Luke, Essentials of Metaheuristics, 2010. Available at http://cs.gmu.edu/∼sean/book/metaheuristics/
23 [?] A. Li and N. Xie, “A Robust Scheduling for Reconfigurable Manufacturing System Using Petri Nets and Genetic Algorithm,” Advanced Manufacturing, 2006, pp. 7302-7306.

PN elements instead of real world variables. And fitness is evaluated by means of re-configuration cost and balanced production.
2.3.2 Multiagent systemsAgents programming is a paradigm where this is capable of independent action on
behalf of its user. In a multiagent system, a number of agents interact in a network adding social and negotiation skills to achieve their user’s goals. Their use imposes a different vision of applications since they do not depend on linear commands to be executed in order.
Kornienko [24] presents what he calls a low-level planning, where the multi-agent solution towards a “job-machine” assignment is considered. Meaning it is done con-sidering a possible substitution of humans by machines under certain circumstances and agents are ideal for their characteristics. The main point of the discussion is the flexibility of planning systems ensured by the concept of agent’s “roles” and “emer-gencies”. Depending on the state of “emergency”, the system receives additional de-grees of freedom to adapt the planning to the changing conditions of the manufactur-ing floor. The distributed constraint satisfaction and optimization approaches, under-lying the suggested method, as well as activities of rescue agents, are described in the form of Petri networks providing both the conceptual notions and main details of im-plementation. It is not the same to work under a hierarchical plan than working under constant requirements change, agents are thought to be able to adapt to the latter al -though they do not see the global outcome, but their local situation for which they look for the optimal result.
Perse et al [25] present the use of place/transition Petri Nets (PNs) for the recogni-tion and evaluation of complex multi-agent activities. Interestingly, the PNs were built automatically from the activity templates that are routinely used by experts to encode domain-specific knowledge instead of manually built from observable activit-ies of the system. They have a procedure for the automatic learning of logical and temporal relations among actions and a procedure for the evaluation of these relations is developed, so the system can learn from its variability. It is important to highlight the fact that in their paper, they show results of the performance of this multiagent system in real life situations not limited to RMS.
3. Conclusions
The fields of research on RMS are broad and relevant to be considered for the eco-nomical sustainability of enterprises. A few of them can be mentioned:
- Measures for changeability, flexibility, adaptability, responsiveness, recon-figurability and their relationships.
- The hardware and software enabling technologies.
24 [?] S. Kornienko, O. Kornienko, and J. Priese, “Application of multi-agent planning to the assignment problem,” Computers in Industry, vol. 54, 2004, pp. 273-290.
25 [?] M. Perse, M. Kristan, J. Pers, G. Music, G. Vuckovic, and S. Kovacic, “Analysis of multi-agent activity using petri nets,” Pattern Recognition, vol. 43, 2010, pp. 1491-1501.

- Reconfigurable logical support systems, such as logistics, production plan-ning and control, process planning, tooling, and fixtures with the purpose of making this the closest to concurrent as possible.
- Balance of hard and soft capacity and functionality scalability options.- Design of machines, systems, and controls for flexibility, changeability, and
reconfiguration and integration with current systems and software.- Models to determine adequate levels of changeability, flexibility, and recon-
figurability required for different applications.- Appropriate capacity scalability policies.- Appropriate frequency of change or reconfiguration.- Smooth and optimal systems transition and changeover.- Changeability and reconfiguration dependent quality factors, including hu-
man- related issues.- Complexity measurement, reduction, and management techniques.- The use of group technology to capitalize on commonality and standardiza-
tion of parts, operation sequences, product structure, platforms, engineering. [2]
The use of different types of Petri Nets for RMS is especially adequate for combin-atory analysis of time, cost, and frequency. It can also be used to create manufacturing policies as generalizations of an algorithm proven in simulation for different systems.
A popular method for analysing a complex system is decomposing it into modules. When this is not possible other tools should be used as specific algorithms that limit the possible solutions, using metaheuristic algorithms which are especially good for approaching to a problem with unknown methodology to solve it or with help of multi-agents.
References