UDDEHOLM TOOL STEEL FOR EXTRUSION - · PDF fileUDDEHOLM STEEL FOR EXTRUSION 3 CONTENTS...
20
UDDEHOLM TOOL STEEL FOR EXTRUSION TOOLING APPLICATION HOT WORK
Transcript of UDDEHOLM TOOL STEEL FOR EXTRUSION - · PDF fileUDDEHOLM STEEL FOR EXTRUSION 3 CONTENTS...

UDDEHOLM STEEL FOR EXTRUSION 1
UDDEHOLM TOOL STEELFOR EXTRUSION
TOOLING APPLICATION HOT WORK

UDDEHOLM STEEL FOR EXTRUSION2
This information is based on our present state of knowledge and is intended to provide generalnotes on our products and their uses. It should not therefore be construed as a warranty ofspecific properties of the products described or a warranty for fitness for a particular purpose.
Classified according to EU Directive 1999/45/ECFor further information see our “Material Safety Data Sheets”.
Edition: 1, 12.2010The latest revised edition of this brochure is the English version,which is always published on our web site www.uddeholm.com

UDDEHOLM STEEL FOR EXTRUSION 3
CONTENTS
Introduction 4
Uddeholm hot work tool steel fordies and extrusion tooling 5
Tool steel properties for extrusion dies and tooling 6
Material selection for dies and extrusion tooling parts 8
Manufacturing of dies and tooling 12
Tool steel product programme
– general description 14
– chemical composition 15
Steel and hardness selection 16
Complete extrusion systems 18
Selecting a tool steel supplier is a key decision for all parties, including the tool maker, the tool
user and the end user. Thanks to superior material properties, Uddeholm’s customers get
reliable tools and components. Our products are always state-of-the-art. Consequently, we have
built a reputation as the most innovative tool steel producer in the world.
Uddeholm produce and deliver high quality Swedish tool steel to more than 100,000 customers
in over 100 countries. Some markets are served by ASSAB, our wholly-owned and exclusive
sales channel in Asia and the Middle East. Together we secure our position as a world leading
supplier of tool steel.
Wherever you are in the manufacturing chain, trust Uddeholm to be your number one partner
and tool steel provider for optimal tooling and production economy.
Quite simply, it pays to go for a better steel.

UDDEHOLM STEEL FOR EXTRUSION4
IntroductionThe production base of the Uddeholm companyis tool steel; however, our business idea is to selland market tooling materials and services to toolmakers, tool users, machine builders, and theircustomers, providing the best total economy.
Steel for industrial tools must be of very highquality. This is the primary guarantee that theparts the tool is ultimately to produce meetspecified requirements. In this context, we main-tain that there is a difference between steel andsteel; most of our grades are unique to the mar-ket—that is why we use our own brand names—and have been developed over the years by ourexperienced engineers and metallurgists.
However, a first-class tool steel goes only partof the way to providing an optimum solution for atool user. Hence, Uddeholm’s present-day offerstretches beyond that of the traditional steel sup-plier and includes a wide range of complementaryservices aimed at ensuring that tool users really
get the best from our tool-material products. Inliaison with tool makers, tool users and, in someinstances, even end users (i.e. those who use theparts which the tool shall make), we aim to de-velop complete solutions for optimal economy,of which the supply of the tool material is onlyone facet. In practical terms, this means that apartfrom the tooling material and associated know-how, we can in many cases offer services such asmachining, heat treatment and even possibilitiesto assist in tool maintenance and repair e.g. weld-ing service. We are convinced that our policy ofsupplying services over and above the toolingmaterial is necessary if our customers, particu-larly tool users and end users, are to enjoy thebest tooling economy in their production. Inthese times when escalating production costscannot always be covered by increased prices,then getting the most out of tooling is often avital ingredient in attaining viable productioneconomy.
UDDEHOLM STEEL FOR EXTRUSION 5
Uddeholm hot worktool steel for dies andextrusion toolingUddeholm hot work tool steel for themanufacture of tools and components inextrusion presses:
Uddeholm Impax SupremeUddeholm Alvar 14/Alvar
Uddeholm Orvar 2 Microdized
Uddeholm Vidar 1
Uddeholm QRO 90 Supreme
Uddeholm Hotvar
Uddeholm Dievar
Uddeholm Unimax
The steel grades have different characteristicssuitable for:
• mandrels• mandrel holders• stems• dummy blocks• liners• intermediate liners• mantles• dies• die rings• bolsters• wedge blocks
containers
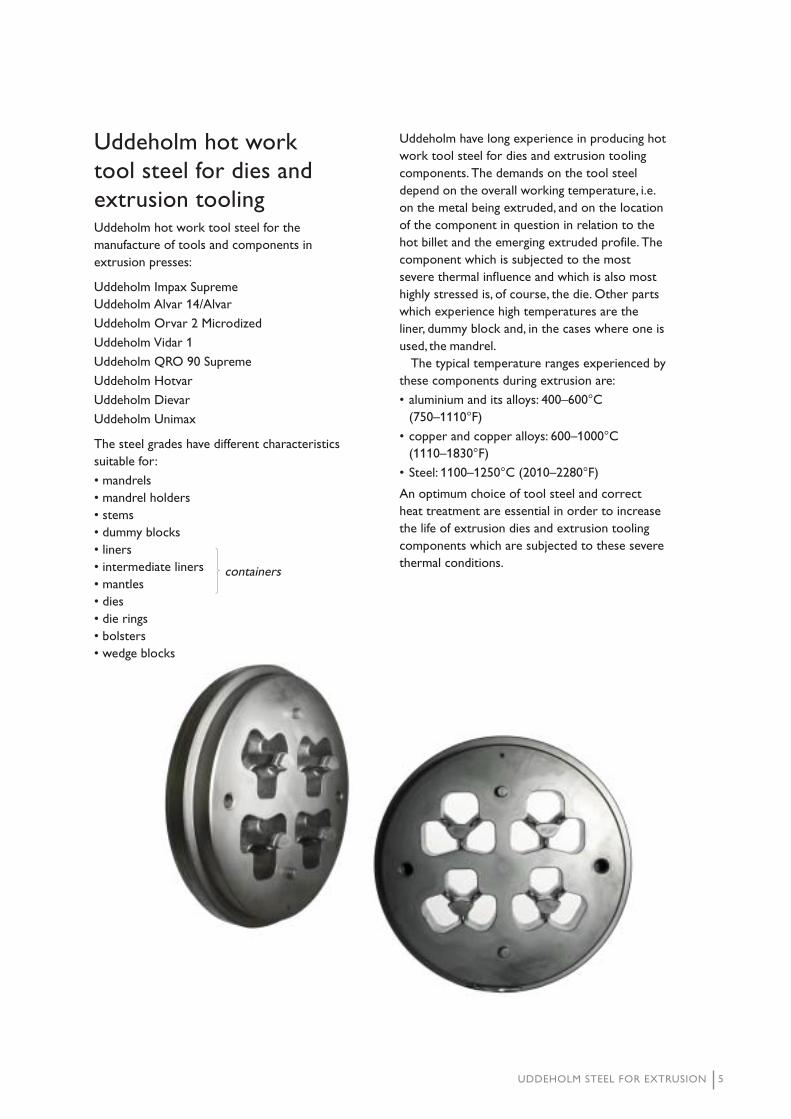
Uddeholm have long experience in producing hotwork tool steel for dies and extrusion toolingcomponents. The demands on the tool steeldepend on the overall working temperature, i.e.on the metal being extruded, and on the locationof the component in question in relation to thehot billet and the emerging extruded profile. Thecomponent which is subjected to the mostsevere thermal influence and which is also mosthighly stressed is, of course, the die. Other partswhich experience high temperatures are theliner, dummy block and, in the cases where one isused, the mandrel.
The typical temperature ranges experienced bythese components during extrusion are:
• aluminium and its alloys: 400–600°C(750–1110°F)
• copper and copper alloys: 600–1000°C(1110–1830°F)
• Steel: 1100–1250°C (2010–2280°F)
An optimum choice of tool steel and correctheat treatment are essential in order to increasethe life of extrusion dies and extrusion toolingcomponents which are subjected to these severethermal conditions.
UDDEHOLM STEEL FOR EXTRUSION6
Tool steel properties forextrusion dies and toolingThe properties profile required for the tool steelin different components of an extrusion press isfairly similar. However, the varying severity of thethermal environment means that the desirableheat-resisting properties of hot work tool steelare required to greater or lesser extent in diffe-rent press parts. The requisite properties profileis essentially as follow:
• adequate resistance to wear at elevatedtemperatures (e.g. dies, liners, mandrels)
• enhanced hot yield strength and hot hardness
• high level of temper resistance and resistanceto softening at elevated temperatures
• good compressive strength (e.g. dummy blocksand stems) and bending strength (e.g. dies,mandrels) at high temperatures
• high creep strength
• acceptable resistance to thermal fatiguecracking
Uddeholm’s tool steel product programme forextrusion dies and extrusion tooling componentsis presented at the end of this brochure.
For press components and dies subjected tothe highest temperature, we recommend:
• Uddeholm Orvar 2 Microdized
• Uddeholm Vidar 1
• Uddeholm QRO 90 Supreme
• Uddeholm Hotvar
• Uddeholm Dievar
• Uddeholm Unimax
In general Uddeholm Orvar 2 Microdized andUddeholm Vidar 1 are used in normal applica-tions involving moderate temperatures andstresses, e.g. dies and other tooling componentsfor production of standard aluminium profiles.
For more extreme conditions UddeholmQRO 90 Supreme, Uddeholm Hotvar, UddeholmDievar and Uddeholm Unimax are recom-mended; these are speciality grades characterizedby an extreme combination of toughness, duc-tility and strength at elevated temperatures.
Temper resistanceTemper resistance can be assessed from thetempering curve for a hardened tool steel. In this,the hardness at room temperature is plottedagainst tempering temperature for given temper-ing time. Another method of presenting temperresistance data is to plot room temperaturehardness against time at a given tempering tem-perature. The better the steel retains its hardnessas the temperature or the time increases, thebetter its temper resistance,
Hot strength and hot hardnessIn contrast to temper resistance, which is definedin terms of hardness at room temperature, hotstrength and hot hardness refer to properties athigh temperature. In general, improved temperresistance is associated with increased hotstrength and hot hardness. It can be pointed outthat good hot hardness and hot strength areimportant prerequisites for enhanced wearresistance at elevated temperatures. A high levelof hot hardness and hot strength is also impor-tant in order to achieve adequate resistance tothermal fatigue cracking.
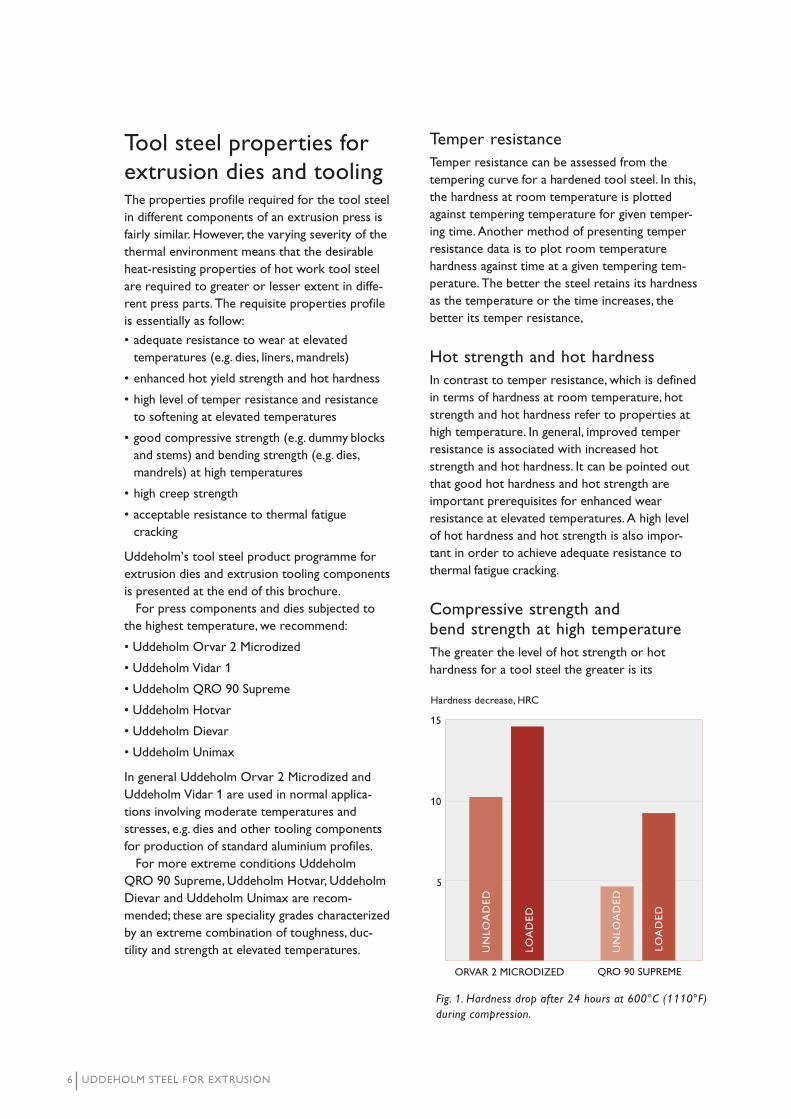
Compressive strength andbend strength at high temperatureThe greater the level of hot strength or hothardness for a tool steel the greater is its
Fig. 1. Hardness drop after 24 hours at 600°C (1110°F)during compression.
QRO 90 SUPREME
Hardness decrease, HRC
15
10
5
UN
LOA
DE
D
LOA
DE
D
UN
LOA
DE
D
LOA
DE
D
ORVAR 2 MICRODIZED
UDDEHOLM STEEL FOR EXTRUSION 7
UDDEHOLMUDDEHOLMUDDEHOLMUDDEHOLMUDDEHOLMTOOL STEELTOOL STEELTOOL STEELTOOL STEELTOOL STEEL
ORVAR 2 M
VIDAR 1QRO 90 SUP
HOTVAR
DIEVAR
UNIMAX
elevated temperature bend strength and com-pressive strength. The improved hot compressivestrength is reflected in figure 1, which shows thedrop in hardness from a given initial hardness,over 24 h for Uddeholm Orvar 2 Microdized andUddeholm QRO 90 Supreme loaded in compres-sion at 600°C (1110°F). It is clear, from compari-son with the hardness decrease in the unloadedcondition, that the mechanical stress acceleratesthe softening of the steel. Uddeholm QRO 90Supreme retains the same degree of superiorityover Uddeholm Orvar 2 Microdized irrespectiveof whether the steel is subjected to mechanicalloading or not during holding at high tempera-ture.
The high temperature bend strength is influ-enced by, apart from hot hardness, the toughnessand ductility of the steel.
Ductility and toughnessThe ductility of a die material quantifies theability to resist plastic strain without cracking andis greatly influenced by the purity and the homo-geneity of the material.
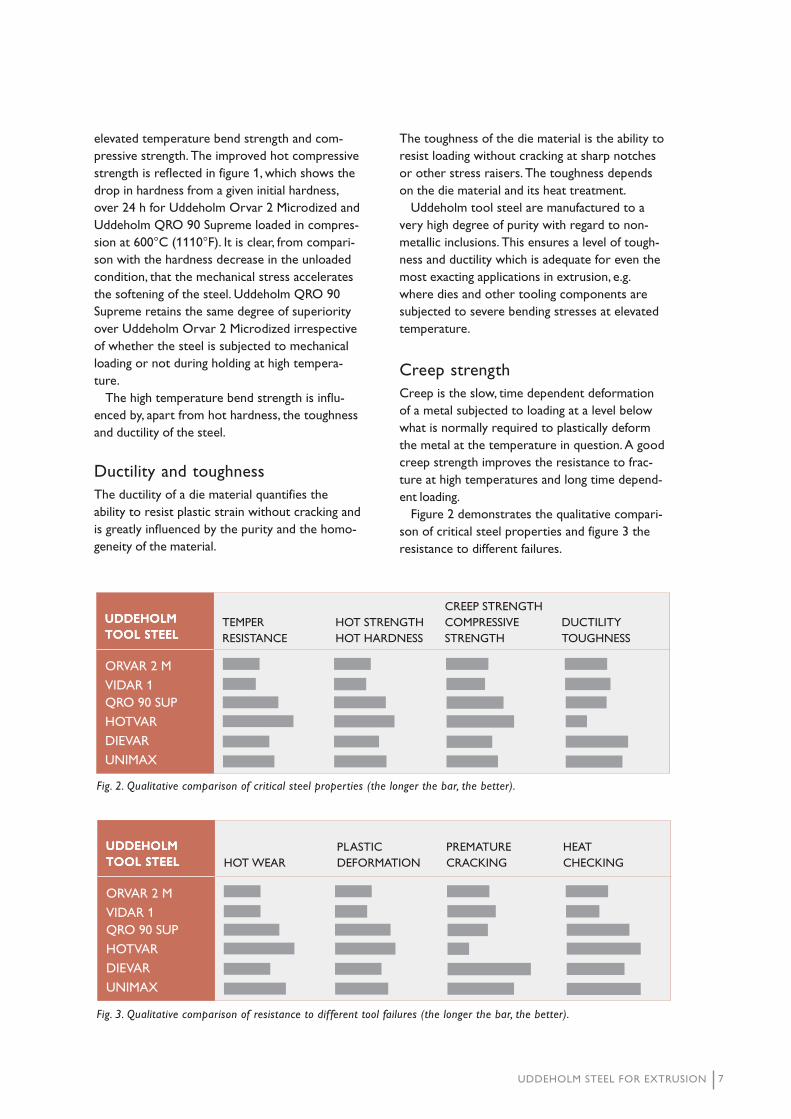
Fig. 2. Qualitative comparison of critical steel properties (the longer the bar, the better).
Fig. 3. Qualitative comparison of resistance to different tool failures (the longer the bar, the better).
Creep strengthCreep is the slow, time dependent deformationof a metal subjected to loading at a level belowwhat is normally required to plastically deformthe metal at the temperature in question. A goodcreep strength improves the resistance to frac-ture at high temperatures and long time depend-ent loading.
Figure 2 demonstrates the qualitative compari-son of critical steel properties and figure 3 theresistance to different failures.
The toughness of the die material is the ability toresist loading without cracking at sharp notchesor other stress raisers. The toughness dependson the die material and its heat treatment.
Uddeholm tool steel are manufactured to avery high degree of purity with regard to non-metallic inclusions. This ensures a level of tough-ness and ductility which is adequate for even themost exacting applications in extrusion, e.g.where dies and other tooling components aresubjected to severe bending stresses at elevatedtemperature.
UDDEHOLMUDDEHOLMUDDEHOLMUDDEHOLMUDDEHOLMTOOL STEELTOOL STEELTOOL STEELTOOL STEELTOOL STEEL
ORVAR 2 M
VIDAR 1QRO 90 SUP
HOTVAR
DIEVAR
UNIMAX
PLASTIC PREMATURE HEATHOT WEAR DEFORMATION CRACKING CHECKING
CREEP STRENGTHTEMPER HOT STRENGTH COMPRESSIVE DUCTILITYRESISTANCE HOT HARDNESS STRENGTH TOUGHNESS

UDDEHOLM STEEL FOR EXTRUSION8
Material selectionfor dies and extrusiontooling parts
Extrusion diesAn extrusion die is exposed to high tempera-tures derived not only from the heated billet butalso from heat generated by deformation andfriction. In addition, the die is subjected to highpressure and, in the area of the die land, consider-able frictional forces. In aluminium extrusions, thehard oxide film, which forms instantaneously onthe surface of the extruded metal, causes exten-sive abrasion of the die during service.
DIE DESIGN
The die design and manufacture of extrusion diesis a highly specialized procedure requiring skilleddie makers. It is necessary at the design stage tomake proper allowance for shrinkage, elasticdeformation, the nature of the profile section andthe highly uneven velocity distribution whenextruding complicated profiles (so that the pro-file remains more or less straight when ex-truded).
The following criteria should be fulfilled duringdie design and manufacture:
• very tight tolerances, so that the extrudedprofile does not have excessive weight perunit length (material yield)
• correct die geometry from the beginning,thereby avoiding expensive reworking
• carefully finished land surface such that theprofile surface is acceptable
• proper design, choice of die steel, heat treat-ment etc., giving maximum die life
• rational production resulting in low diemanufacturing costs
FACTORS DETERMINING DIE LIFE
The stresses experienced by an extrusion die inservice are both mechanical and thermal in origin.However, the thermal stresses arising from tem-perature differences are generally quite moderatein extrusion, where the temperature changesoccur only fairly slowly. Hence, thermal fatigue
cracks develop less gradually in extrusion than inother presses where hot work steel are used andwhere the temperature cycles are much moresevere e.g. die casting. On the other hand, wear isvery pronounced in extrusion, since the processinvolves sliding contact between the die steel andthe metal being extruded. Die life is thereforefinite and is limited by (in order of importance):
• wear
• plastic deformation or cracking
• Identation
• stability of support tooling
• formation of thermal fatigue cracks
The second point above deserves comment.Plastic deformation or even cracking of dies canoccur particularly when extruding very compli-cated profiles through dies with high tongueratios. In this case, the very great stress on thetongue combined with the locally high tempera-ture can cause bending; in some instances, thetongue can actually break off if the transversetoughness of the steel is inadequate.
A tool steel with good hot strength and suffi-cient transverse toughness is a must for dies withhigh tongue ratios.
IMPROVEMENT OF WEAR RESISTANCE
Hot work tool steel are amenable to nitridingwhich produces a hard, wear-resistant surfacelayer. Nitriding is usually effected via salt-bathtreatment, e.g. Tufftriding, and a given extrusiondie can be treated many times until it is consid-ered worn out. Nitriding of extrusion dies notonly improves wear resistance but also reducesfriction.
In the context of wear resistance, the temperresistance, hot strength and hot hardness of thesteel are all important. In the region of contactbetween die and extruded metal, considerabledeformational and frictional heat is developedand high temperatures are experienced. Appre-ciable wear will thus result if the temperaturebecome so high that the surface of the die steelin the land region softens extensively. In the caseof a nitrided die, the underlying steel can not,under such circumstances, give proper supportto the nitrided layer which will wear morerapidly than usual.
UDDEHOLM STEEL FOR EXTRUSION 9
TOOL STEEL SELECTION FOR DIES
Standard dies for aluminium extrusion are madefrom Uddeholm Orvar 2 Microdized and Udde-holm Vidar 1, heat treated to 45–50 HRC andthen nitrided/nitrocarburized, usually viatufftriding or some similar treatment. The nitrid-ed layer is up to 0.1 mm (0.004 inch) thick andhas a surface hardness exceeding 1000 HV.
For pressing high strength aircraft alloys, it isimportant that the die material exhibits adequatetransverse toughness in view of the very highpressures required for extrusion, which canotherwise be sufficient to fracture the die.
For dies with high tongue rations and for pro-ducing complicated profiles, using UddeholmQRO 90 Supreme will usually resulting consider-ably better life than W.-Nr. 1.2344 (AISI H13type) steel even for aluminium extrusion. Suchdies are characterized by excessive heat genera-tion in the land area and the superior hotstrength/hot hardness of Uddeholm QRO 90Supreme engenders enhanced resistance to wearand bending/breakage. Practice has shown thatUddeholm QRO 90 Supreme can be used fortongue rations up to 6:1 whereas W.-Nr. 1.2344(AISI H13 type) steel is limited to about 3:1maximum. In addition, the superior wear resist-ance of Uddeholm QRO 90 Supreme renders iteminently suitable for long run aluminium dies.
Uddeholm QRO 90 Supreme is also recom-mended for less complicated dies in extrusion ofcopper alloys and other metals and alloys, whichare extruded at higher temperatures than alu-minium.
Uddeholm Hotvar is a further development ofUddeholm QRO 90 Supreme and can be hard-ened to 58 HRC giving a very good hot wearresistance.
Uddeholm Dievar is a hot work tool steelsuitable when premature cracks and heat check-ing are the dominating failure mechanisms. Also,in combination with other failure mechanisms ashot wear and plastic deformation UddeholmDievar offers potential solutions for an improvedtooling economy.
Uddeholm Unimax is an updated Dievar qualityand can be hardend to 57–58 HRC giving a goodcombination of hot wear and toughness.
StemsStems are subjected to high pressure duringextrusion but their working temperature is rela-tively low (not in contact with billet). A stemshould not bend or otherwise deform at thetemperature of operation.
Uddeholm Orvar 2 Microdized is a suitabletool steel for stems (46–50 HRC), independentof what material is to be extruded.

UDDEHOLM STEEL FOR EXTRUSION10
Dummy blocksThe dummy block physically separates the stemfrom the billet and, as such, has two basic func-tions:• to protect the stem• to prevent backwards “leakage” of the metal
being extruded
Exchangeable dummy blocks have been used formany years in all types of extrusion applications.The disc-like dummy block is changed after eachbillet and a number of blocks are kept in circula-tion. For extrusion of copper, copper alloys andsteel, an exchangeable dummy block is alwaysused (high temperature, dummy block must coolbetween billets). However, the fixed dummy blockhas become standard for aluminium extrusion.This comprises two parts, a “male” and a“female”; the male is coupled to the female whichin turn is fixed to the stem. Fixed dummy blocksare not changed between billets.
The fixed type of dummy block has the advan-tages of:• improved productivity• better yield• superior surface finish of the extruded profile
Since both types of dummy block are subjectedsimultaneously to high pressure and temperature,the tool steel used for these components isrequired to exhibit:
• high level of hot strength/hot hardness
• good temper resistance
• good resistance to plastic deformation viacreep
Uddeholm Orvar 2 Microdized is recommendedfor both exchangeable and fixed dummy blocksin all extrusion applications. Also UddeholmDievar and Uddeholm QRO 90 Supreme can beused for dummy blocks.
One important function of the dummy block isto expand more or less elastically during theforward part of the cycle so as to tighten againstthe liner and prevent backward metal leakage. It isimportant that the yield stress of the steel is notexceeded during the expansion phase resulting inplastic deformation. High forces would be re-quired to release the dummy block on it’s returnphase, increasing the risk of movement in theliner. The relevant stress-strain curve is that at
the actual working temperature of the dummyblock. Hence, the better the hot yield strength ofthe tool steel, the better the chance of notexceeding the elastic limit during service and thelower the risk for permanent deformation of thedummy block. In a similar vein, the dummy blockshould not creep excessively during service, i.e.should exhibit as little slow, permanent deforma-tion as possible at loads below the elastic limit.

UDDEHOLM STEEL FOR EXTRUSION 11
MandrelsMandrels normally find application for extrusionof steel and copper tube.
Mandrels are subjected to severe operatingconditions and the tool steel used to make themshould possess:
• high strength at elevated temperatures
• good temper resistance
i.e. the same properties profile as for dummyblocks. For thin mandrels, resistance to bendingat elevated temperatures is important. Hence,Uddeholm QRO 90 Supreme will give superiormandrel life in most applications. When internalcooling is used Uddeholm Dievar, because of itsgood ductility and toughness, can be recom-mended.
ContainersContainers can be built in two or three parts.A two-part container consists of a mantle and aliner, while a three-part one comprises a mantle,an intermediate liner and a liner proper.
The function of the container is to take up thehydrostatic and tangential stresses derived fromthe extrusion force. Nowhere in the containershould these stresses exceed the elastic limit, i.e.the working stress range is similar to that for adummy block with the qualification that the linerand the mantle are at different temperatures andwill thus be characterized by different stress-strain curves.
If the elastic limit is exceeded for the steel inthe mantle, the whole container will deformplastically to an extent that it may go out oftolerance. In extreme loading situation, it is notinfeasible that the entire container can crack.Containers subjected to heavy loads are thusnormally built in three parts. While this isobviously more expensive, it does give theadvantage that the stress levels in each individualpart are reduced appreciably at a given extrusionpressure, when compared with a two-partcontainer.

UDDEHOLM STEEL FOR EXTRUSION12
Manufacturing ofdies and toolingThe machinability and heat treatment charac-teristics of the tool steel are significant para-meters influencing the relative ease of manu-facture of extrusion dies and extrusion toolingcomponents.
MachinabilityUddeholm hot work tool steel; Orvar 2 Micro-dized, Vidar 1, QRO 90 Supreme and Hotvar arecharacterized by a high degree of freedom fromoxide inclusions and an annealed microstructureconsisting of a very even distribution of smallcarbides. The annealed hardness is low, 180–210 HB. These features are concomitant with agood machinability in the annealed condition.Advanced process control ensures that thevariation in machining characteristics is minimalfrom batch to batch.
Uddeholm Dievar’s and Uddeholm Unimax’sextreme microcleanliness and special chemicalcomposition make the machinability less com-petitive compared to the steel mentioned above.
Our product information brochures forUddeholm Orvar 2 Microdized, Uddeholm QRO90 Supreme, Uddeholm Hotvar and UddeholmDievar give detailed information pertaining tomachining of these products. Other Uddeholmbrochures worth consulting in the context of die/tooling manufacture are: “Grinding of Tool Steel”,“EDM (spark-erosion) of Tool Steel” and “Weld-ing of Tool Steel”.
Heat treatmentHot work tool steel used for extrusion dies andtooling are normally supplied in the annealedcondition. After machining, the tool/die must beheat treated in order that the steel develops itsoptimum combination of hardness, toughness andheat resistance. These properties are controlledthrough proper choice of austenitizing tempera-ture, cooling conditions during hardening andtempering temperature/time.
More information is given in the productbrochures and in the treatment brochure “Heattreatment of Tool Steel”.
Intermediate linerThe intermediate liner, when one is used, isnormally made in Uddeholm Orvar 2 Microdized,37–43 HRC.
LinerUddeholm Orvar 2 Microdized or UddeholmVidar 1 hardened and tempered to 44–48 HRC isnormally used as a liner material in aluminiumextrusion. For more difficult aluminium alloys,Uddeholm QRO 90 Supreme is recommended.
Supporting toolsThe die is positioned in a die ring, which in turnis attached to and is supported by one or moreholder parts such as die rings, bolsters, wedgeblocks etc. No problems are normally encoun-tered with these parts in the extrusion of simpleprofiles; for more complicated shapes, however, itcan be difficult to arrange for adequate supportfor the die. If there is any risk for overloading ofthe support tooling, it is important to select atool steel with adequate hardness at the workingtemperature. In general, Uddeholm Orvar 2Microdized is used for die rings and UddeholmAlvar 14 and Uddeholm Alvar for bolsters. Othersupport tools such as wedge blocks and dieheads can, as long as the service temperature islow, be made in prehardened Uddeholm ImpaxSupreme.
MantlePrehardened tool steel such as Uddeholm ImpaxSupreme can be used for a low-stressed containermantle (hardness approx. 310 HB).
For highly-stressed containers, UddeholmOrvar 2 Microdized at 37–43 HRC is a betterchoice. Compared with prehardened, quenched-and-tempered steel, Uddeholm Orvar 2 Micro-dized exhibits superior temper resistance and hotstrength. With Uddeholm Orvar 2 Microdized asmantle material, there is virtually no chance of themantle softening during service to the extent thatthe whole container suffers permanent deforma-tion.

UDDEHOLM STEEL FOR EXTRUSION 13
Manufacturing of dies.

UDDEHOLM STEEL FOR EXTRUSION14
UDDEHOLMTOOL STEEL
ORVAR 2 MICRODIZEDW.-Nr. 1.2344 (AISI H13)
VIDAR 1W.-Nr. 1.2343 (AISI H11)
QRO 90 SUPREME
HOTVAR
DIEVAR
UNIMAX
ALVAR 14 / ALVARW.-Nr. l.2714 / 1.2329
IMPAX SUPREMEW.-Nr. 1.2738 (AISI P20)
A Cr-Mo-V-alloyed hot-work steel with good high temperature strength andgood reistance to abraison. Recommended in most cases for tooling compo-nents and dies in aluminium extrusion which come into direct contact withthe hot billet.
A Cr-Mo-V-alloyed hot-work steel with good combination of high tempera-ture strength, good toughness and good resistance to abraison.
A premium hot work steel with very good strength and hot hardness atelevated temperatures. Recommended for dies and all types of extrusiontooling subjected to maximum working temperatures.
A premium hot work steel with very good high temperature properties.Can be hardened and tempered to 58 HRC giving an outstanding hot wearresistance. Recommended for dies which are not to be nitrided.
A premium Cr-Mo-V hot work steel with good high temperature strengthand excellent toughness and ductility in all directions. Recommended in diesand extrusion components where the demands on toughness and ductilityare the highest.
A premium Cr-Mo-V alloyed steel with a good toughness and ductility up toa hardness of 58 HRC.
Cr-Ni-Mo-alloyed hot work steel. Recommended for support tooling inextrusion, e.g. bolsters and wedge blocks.
Prehardened Ni-Cr-Mo-alloyed steel supplied at approx. 310 HB, with goodmachinability. Suitable for wedge blocks and other support tools, mantles andintermediate liners, at lower temperature.
Tool steel product programme for extrusion industryGENERAL DESCRIPTION
UDDEHOLM STEEL FOR EXTRUSION 15
UDDEHOLMTOOL STEEL
DELIVERY ANALYSIS % HARDNESS
AISI C Si Mn Cr Mo V Ni Brinell
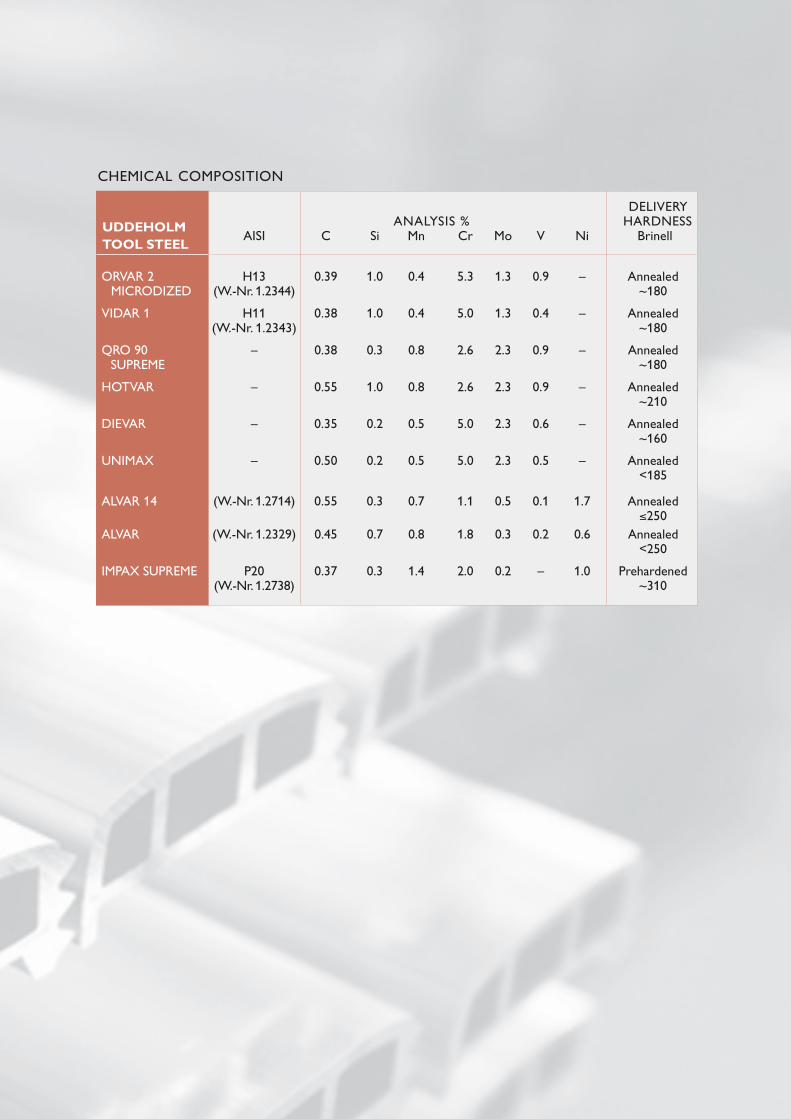
ORVAR 2 H13 0.39 1.0 0.4 5.3 1.3 0.9 – Annealed MICRODIZED (W.-Nr. 1.2344) ~180
VIDAR 1 H11 0.38 1.0 0.4 5.0 1.3 0.4 – Annealed(W.-Nr. 1.2343) ~180
QRO 90 – 0.38 0.3 0.8 2.6 2.3 0.9 – Annealed SUPREME ~180
HOTVAR – 0.55 1.0 0.8 2.6 2.3 0.9 – Annealed~210
DIEVAR – 0.35 0.2 0.5 5.0 2.3 0.6 – Annealed~160
UNIMAX – 0.50 0.2 0.5 5.0 2.3 0.5 – Annealed<185
ALVAR 14 (W.-Nr. 1.2714) 0.55 0.3 0.7 1.1 0.5 0.1 1.7 Annealed≤250
ALVAR (W.-Nr. 1.2329) 0.45 0.7 0.8 1.8 0.3 0.2 0.6 Annealed<250
IMPAX SUPREME P20 0.37 0.3 1.4 2.0 0.2 – 1.0 Prehardened(W.-Nr. 1.2738) ~310
CHEMICAL COMPOSITION
UDDEHOLM STEEL FOR EXTRUSION16
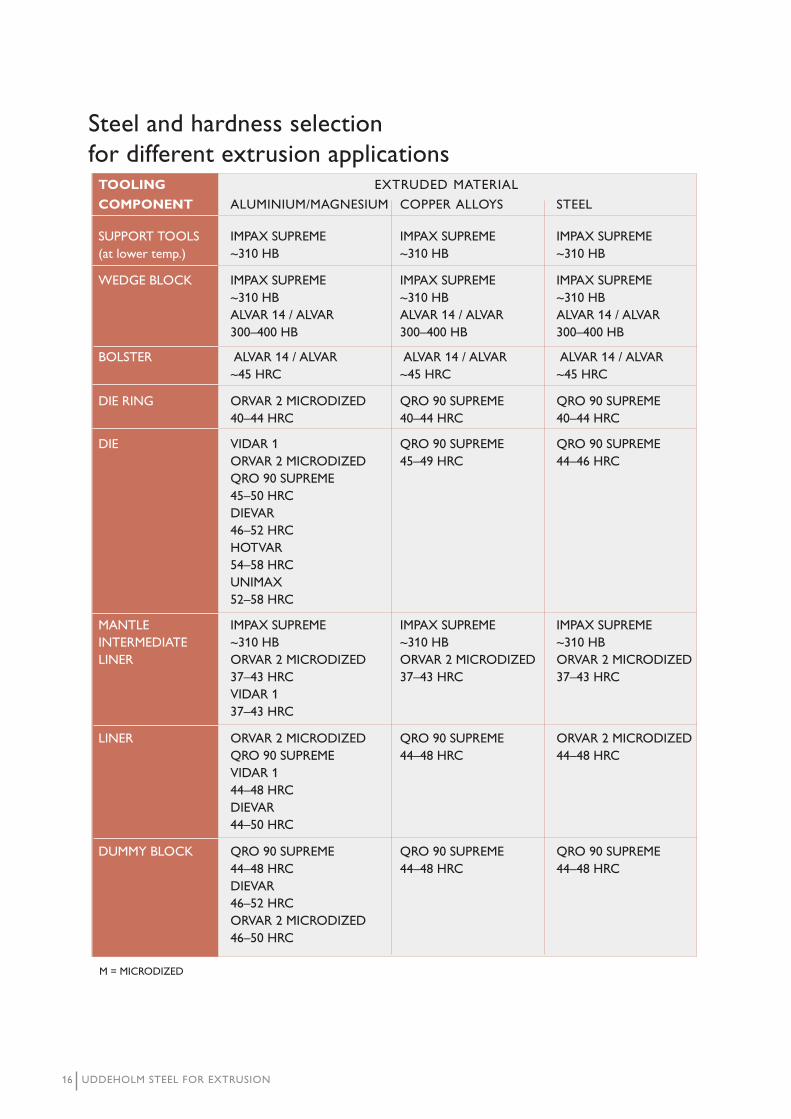
Steel and hardness selectionfor different extrusion applications
TOOLING EXTRUDED MATERIAL
COMPONENT ALUMINIUM/MAGNESIUM COPPER ALLOYS STEEL
SUPPORT TOOLS IMPAX SUPREME IMPAX SUPREME IMPAX SUPREME(at lower temp.) ~310 HB ~310 HB ~310 HB
WEDGE BLOCK IMPAX SUPREME IMPAX SUPREME IMPAX SUPREME~310 HB ~310 HB ~310 HBALVAR 14 / ALVAR ALVAR 14 / ALVAR ALVAR 14 / ALVAR300–400 HB 300–400 HB 300–400 HB
BOLSTER ALVAR 14 / ALVAR ALVAR 14 / ALVAR ALVAR 14 / ALVAR~45 HRC ~45 HRC ~45 HRC
DIE RING ORVAR 2 MICRODIZED QRO 90 SUPREME QRO 90 SUPREME40–44 HRC 40–44 HRC 40–44 HRC
DIE VIDAR 1 QRO 90 SUPREME QRO 90 SUPREMEORVAR 2 MICRODIZED 45–49 HRC 44–46 HRCQRO 90 SUPREME45–50 HRCDIEVAR46–52 HRCHOTVAR54–58 HRCUNIMAX52–58 HRC
MANTLE IMPAX SUPREME IMPAX SUPREME IMPAX SUPREMEINTERMEDIATE ~310 HB ~310 HB ~310 HBLINER ORVAR 2 MICRODIZED ORVAR 2 MICRODIZED ORVAR 2 MICRODIZED
37–43 HRC 37–43 HRC 37–43 HRCVIDAR 137–43 HRC
LINER ORVAR 2 MICRODIZED QRO 90 SUPREME ORVAR 2 MICRODIZEDQRO 90 SUPREME 44–48 HRC 44–48 HRCVIDAR 144–48 HRCDIEVAR44–50 HRC
DUMMY BLOCK QRO 90 SUPREME QRO 90 SUPREME QRO 90 SUPREME44–48 HRC 44–48 HRC 44–48 HRCDIEVAR46–52 HRCORVAR 2 MICRODIZED46–50 HRC
M = MICRODIZED

UDDEHOLM STEEL FOR EXTRUSION 17
LINERINTERMEDIATELINER MANTLE DIE
STEM DUMMY BLOCK(female, male, bolt)
TOOLING EXTRUDED MATERIAL
COMPONENT ALUMINIUM/MAGNESIUM COPPER ALLOYS STEEL
FASTENERSFOR FIXED IMPAX SUPREMEDUMMY BLOCK ~310 HB
STEM ORVAR 2 MICRODIZED ORVAR 2 MICRODIZED ORVAR 2 MICRODIZED46–50 HRC 46–50 HRC 46–50 HRC
MANDREL ORVAR 2 MICRODIZED QRO 90 SUPREME QRO 90 SUPREME46–50 HRC 45–49 HRC 45–49 HRCQRO 90 SUPREME DIEVAR46–49 HRC 46–52 HRC
M = MICRODIZED

UDDEHOLM STEEL FOR EXTRUSION18
Completeextrusion systemsUddeholm Machining, a subsidiary of Udde-holms AB, is a leading supplier to the extrusionindustry.
Uddeholm Machining carry out basic designand produce extrusion tools. These are deliveredcomplete with heating and cooling systems.When the extrusion container needs recondi-tioning, Uddeholm Machining carries out aservice at its plant in Hagfors, Sweden. They alsokeep a log of the customer’s tools, making it
easy to amass knowledge over time and monitorthe customer’s tool and any servicing carried out.This is service they know is valuable.
www.assab.com www.uddeholm.com www.uddeholm.com
Network of excellenceUDDEHOLM is present on every continent. This ensures you
high-quality Swedish tool steel and local support wherever you
are. ASSAB is our wholly-owned subsidiary and exclusive sales
channel, representing Uddeholm in various parts of the world.
Together we secure our position as the world’s leading supplier
of tooling materials.

UDDEHOLM STEEL FOR EXTRUSION20
UD
DEH
OLM
101201.1000 / TRYC
KERI KNA
PPEN, KA
RLSTAD
201012022
UDDEHOLM is the world’s leading supplier of tooling materials. This
is a position we have reached by improving our customers’ everyday
business. Long tradition combined with research and product develop-
ment equips Uddeholm to solve any tooling problem that may arise.
It is a challenging process, but the goal is clear – to be your number one
partner and tool steel provider.
Our presence on every continent guarantees you the same high quality
wherever you are. ASSAB is our wholly-owned subsidiary and exclusive
sales channel, representing Uddeholm in various parts of the world.
Together we secure our position as the world’s leading supplier of
tooling materials. We act worldwide, so there is always an Uddeholm
or ASSAB representative close at hand to give local advice and support.
For us it is all a matter of trust – in long-term partnerships as well as in
developing new products. Trust is something you earn, every day.
For more information, please visit www.uddeholm.com, www.assab.com
or your local website.
ASSAB