U - jsae.or.jp
6
38 写真:赤松 孝 7 Chapter (株)本田技術研究所使うところが新しいとき、その材料は一からとなる鉄やアルミで作られてきたバンパビームは、様々な機能が求められる重要な部品である︒重心から遠いところにあるこの部品の軽量化は、燃費の向上だけではなく大きな効果が見込まれた︒そこでホンダが選んだのはガラス繊維を使った熱可塑性樹脂であった︒生産性、コストの面でも有利と思われた︒しかしすでに知られていたGFRPをバンパビームという新しい使い方をしたとき、知られていなかった姿を見せ始めたのである︒Development of Bumper Beam with Glass Fiber Reinforced Thermo-Plastic 熱可塑性ガラス繊維強化樹脂を用いたバンパビームの開発
Transcript of U - jsae.or.jp

38
7Chapter
写真:赤松 孝
7Chapter
(株)本田技術研究所
使うところが
新しいとき、
その材料は
一からとなる
鉄やアルミで作られてきたバンパビームは、
様々な機能が求められる重要な部品である︒
重心から遠いところにあるこの部品の軽量化は、
燃費の向上だけではなく大きな効果が見込まれた︒
そこでホンダが選んだのは
ガラス繊維を使った熱可塑性樹脂であった︒
生産性、コストの面でも有利と思われた︒
しかしすでに知られていたGFRPをバンパビームという
新しい使い方をしたとき、
知られていなかった姿を見せ始めたのである︒
Developm
ent of Bum
per Beam
with
Glass Fiber R
einforced Therm
o-Plastic
熱可塑性ガラス繊維強化樹脂を
用いたバンパビームの開発

39 AUTO TECHNOLOGY 2018
金属では、もう
数%の軽量化しかできない
バンパビームは、自動車のバンパ部の意匠に隠れて見
えない部分にある。求められる機能は、軽衝突では修理
不要な強さを保ち、事故などの大きな衝撃に対しては衝
突エネルギーを受け止め、衝撃吸収構造の車体構造を活
かす衝撃伝達を行わなければならない複合的な機能が求
められる重要部品である。従来は、鉄やアルミが適用さ
れてきたが、これを繊維強化樹脂製とすることにより、
今回の開発では46%の大幅な軽量化を果たした。また、
構成部品点数も、従来構造の9点から1点へと大きく削
減した(図1)。これによって製造工程においては1回
のプレス成型で製品が完成するなど、生産技術における
品質管理に必要な工程も大幅に削減する躍進を果たして
いる。
従来材料から繊維強化樹脂への材料置換によって、効
果的な軽量化を果たしながらも、衝撃を受ける重要部品
にこの材料を活用しようとした発端を、開発を牽引した
本田技術研究所四輪R&Dセンター第9技術開発室第2
ブロック主任研究員の安原重人が話す。
「金属を使い続けたのでは、数%の軽量化は果たせるで
しょうが、圧倒的な軽量化はもう難しい状況だと思って
いました。機械特性的に金属より優れているのではない
かと、直感的に繊維強化樹脂の活用がひらめいたのが始
まりです。
個人的な話になりますが、私はF1に携わりたくてホ
ンダに入社しました。車体屋として、軽く、速いクルマ
を作りたいと思ってきました。軽くできれば運動性もよ
くなり、ホンダはスポーツカーも作っていますから、役
立てられるだろうと考えていました。同時に、私の専門
分野である衝突の部分でも軽量化の考えは融合できると
思ったのです」
昔から、小型・軽量化は自動車作りの根幹の一つであ
る。ただし、これまで永年にわたり鉄やア
ルミで作られてきたバンパビームを、繊維
強化樹脂に置き換えるのは大胆な判断では
なかったのだろうか。
続けて安原は、
「圧倒的な軽量化を実現するには、様々な
組み合わせ方ができる複合材料がいいと考
えました。同時にまた、単に研究するだけ
でなく世に出すことも当初から狙っていま
した。そこで、何をすれば世に出せるのか、
設計する前に、世に出すというところから
逆算し、まず材料を確定すべきと考え、材
料の展示会や材料メーカーを訪ねて調査し
ました。それに半年から一年くらい掛けた
でしょうか。彌武と一緒に、まず材料を決
めるところから始めたのです。
複合材料では、炭素繊維が注目されます
が、世に出すためには原価の視点を外すわ
けにはいきません。
ガラス繊維を使うGFRPは、炭素繊維
のCFRPに比べ軽量化で若干劣りますが、
材料特性や使いやすさでは見劣りしないのが決め手です。
また、量産のしやすさという点から、熱可塑性GFRP
に絞り込んでいきました(図2)」と、樹脂材料を熱可
塑性のGFRPに決定する背景と経緯を説明する。
本当にGFRPが
バンパビームに使えるのか
とはいえ、熱可塑性のGFRPが本当にバンパビーム
としての使用に耐えるかどうか、その確認がまず不可欠
である。
安原とともに材料選定にあたった第9技術開発室第1
ブロック研究員の彌武朋也は、
「初めての材料ですから、荷重試験をかなりやりました。
予定よりも発生荷重が出ないので、その理由を探るため、
板厚を変えて試験をしたり、論文を調べたりしました。
これまで自分で試験をする経験が無かったので大変でし
たが、進めるうちに分かってきたのは、設計によって破
壊形態が変わるので、発生荷重も違ってくるということ
です。そこが分かってきたことで、GFRPでも要求性
能を満足できると思えるようになりました」と、試行錯
誤の状況を話す。
このときの様子を、第12技術開発室第2ブロックの研
究員である柏木正和は、
「安原と彌武は当初、自動車部品の何にでも繊維強化樹
脂を応用できるものにしようと考えていたようです。そ
して、今回の開発とは別の素材の試作を試験してほしい
と私に依頼してきて、このとき、引張りを制御しながら
使うところが新しいとき、その材料は一からとなる―(株)本田技術研究所―
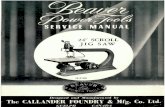
比弾性率 比強度 材料 成形 比エネルギー吸収量 コスト
GPa/ρ MPa/ρ - - J/g -
26 35 SP JSC270C プレス成形 6 1
26 89 AL 6063 T7 押出材 17 3
12 224 プレス成形 45 5
38 560 プレス成形 61 30
GF/PA6Continuous
CF/PA66Continuous
従来品 本開発品
部品点数 9点/台 1点/台
部品重量 6.5kg 3.5kg(▲46%)
図2 衝突性能に適した材料と繊維形態の選択における機械的性質とコストの比較
図1 従来部品との構造と重量比較

40
7Chapter
圧縮に活かす部位に使うのがいいのではないかと話しま
した。彌武も、圧縮に使うことを念頭に研究していたよ
うです」と打ち明ける。
安原は、
「耐荷重の性能が出ないのは、鉄のバンパビームと材料
が違うのだから、全く別の設計をし、異なるバンパビー
ム形状にしなければならなかったからです。今回は熱可
塑性樹脂によって三次元形状を作りたかったので、これ
ができれば鉄の設計を超えられると思いました(図3)」
と、補足する。
鉄のバンパビームと異なる形状とは、連続性と不連続
性のガラス繊維の材料を組み合わせ、これをプレス加工
で立体の形にする。連続性のガラス繊維を使った主材部
に、不連続性のガラス繊維を使った材料を重ね、これを
一体でプレス加工することにより、不連続性のガラス繊
維を含んだ樹脂がリブ構造を作り、これが主材部を補強
する(図4)。
ここが一つの勝負どころだと安原は言う。
リブに
ガラス繊維を入れられるか
「プレス加工で金型に圧縮させた不連続性のガラス繊維
を含んだ熱可塑性樹脂が、リブをちゃんと形作れるかど
うかが行方を左右しました。この三次元の立体形状がで
きれば、硬い構造が作れます(図5)」
ところが、試作品を3点曲げ試験をすると、狙いより
も低い荷重で曲がってしまったと、彌武は振り返る。
「割れた部位を調べてみると、直線に並んでいるはずの
ガラス繊維が曲がっており、それが原因で強度が低下し
従来、鉄やアルミで作られてきたバンパビームを、ガラス繊維を使った熱可塑性樹脂で製造した。環境性能や運動性能向上のため、車両の軽量化は常に求められている。樹脂化により、部品点数を鉄製の9点から1点に削減し、さらに重量は 46%の軽量化を果たした。また、連続と不連続のガラス繊維の樹脂を重ね、一体でプレス成型することにより、プレス成型に 60 秒、これに追加される射出成型と形状保持時間に 60 秒の計120秒で成型工程が完了する短時間での製造を実現している。プレス成型の後に、射出成型で形を整えることにより、成型後のバリ取りなどの手間を省くことができる。この製造工程は世界初の技術であり、全自動で行われる。また、この開発の狙いは、既存の市販材料を活用することで、原価を抑え、様々な車種へ適用できるようにした点も当初からの狙いであった。開発に際しては、役割分担と、開発メンバーで一致協力した対応を織り交ぜ、短期で最大の力を発揮した。
軽量化と部品点数低減、製造時間短縮への取り組み
図4 連続性のガラス繊維を使った主材部に不連続性のガラス繊維を使った材料を重ねた
図3 熱可塑性樹脂による、鉄とは全く違う形状で耐荷重性能を出した

41 AUTO TECHNOLOGY 2018
ていることが分かりました。そこで、成形メーカーと協
力して、連続性ガラス繊維を活かす形に修正していきま
した」
樹脂材料一筋できたという第9技術開発室第4ブロッ
クの主任研究員である中根健は、
「金属のバンパビームだと、衝撃があった際に引張りの
粘りで頑張れるところがありますが、樹脂の場合は、わ
ずかなことで全体が壊れてしまうということがあります。
それをいかに防ぐかです」と話す。
そこを補強する要の一つが、プレス成型で作るリブ構
造だ。安原は、
「リブを高くすれば強度が上がるのではないかと思った
のですが、実は期待した通りの特性が出ないことが判明
しました。原因を探ると、外観上はリブの形ができてい
るのですが、高さが高すぎるとリブ上端には不連続のガ
ラス繊維が入っていないことが分かったのです。ガラス
繊維の無い樹脂だけでは、強度が出るわけがありません。
プレス成型で樹脂を押し出す型の形次第で、樹脂の中の
繊維が曲がったり、切れたりして、リブの先まで届かな
いのです。
そこで、シミュレーションを活用しながら、どれくら
いのリブの高さであれば樹脂の中に不連続ガラス繊維が
十分届くかを調べました(図6)」と、苦心の様子を語る。
中根は、
「外からの見た目では、繊維が無い部分も黒い樹脂です
から、中の繊維がどうなっているのかは分かりません。
安原が調べたように、プレス加工で樹脂を押し出せても
繊維の届かないところがあるという材料の特性や振る舞
いが分かることで、リブを含めバンパビームとしての設
計ができるようになったのです」と、実現へ向けた道筋
を話す。部
屋に入ると
開発メンバーが待ち構えていた
この熱可塑性GFRPのバンパビームは、燃料電池車
のクラリティ・フューエルセルのリヤバンパに採用され
ることになった。
安原は、
「開発の進捗のいい時期に、いい機種に巡り合えまし
た」と話し、当初から搭載車種が決まっていたわけでは
ないと明かす。搭載車両の決定によって、安原が当初か
ら狙いとした世に出すことにつながった。だが、実際の
車両に採用する上では、適合の苦労もあった。
第9技術開発室第1ブロック研究員の北條晃は、
「クラリティ・フューエルセルは、北米でも販売される
ため、より厳しい衝突要件があり、それに対応しながら、
複雑な形状にしないところが特徴となっています。
この開発で忘れられないのは、単品での試験がうまく
いかずに割れてしまった際、周辺部品の断面図を持って
くるように言われ、部屋に持って入ると開発メンバーが
待ち構えていて、その場で図面に手書きで対策項目を書
き込みながら、解決策が決まっていったことでした。こ
のようなやり方は、これまで経験しなかったことでし
た」と、実現へ向け、手早く作業を進める先輩たちの仕
事ぶりに驚いたようだ。
中根は、
「図面と現物を合わせ、作っていったことが実現の鍵を
握っていました。機動力のある開発が、車両適合につな
使うところが新しいとき、その材料は一からとなる―(株)本田技術研究所―
素材のトリム 素材の加熱 積層工程
素材の型投入 圧縮成形 射出成形 脱型図5 同一型内で複数の成形を行うことで工程の短縮化した成形プロセス
図6 樹脂の中で繊維が届き、強度も向上させるぎりぎりの高さが求められた

42
7Chapter
がっていると思います」と、話す。
柏木は、
「そのとき安原が手書きした対応策の型紙が、ずっと使
われていきました」と言う。
様々な条件、使われ方にも
耐えられるか
こうして実際の車両で市場へ出ていくとなると、使用
される際に想定される課題解決が待っている。
中根は、
「基礎検討はもちろん事前に安原たちが行っていました。
当時、安原たちはR&DのRの研究部門におり、私はD
の量産開発の部署におりましたので、市場における環境
特性として、温度、湿度、紫外線、薬品、外力など様々
な使われ方の中で、品質や耐久性が保たれるかを確認し
なければなりません。23℃という常温では問題がなくて
も、極寒や高温ではどうか、どれくらい特性が変化する
のかを掴んでいなければなりません。その確認に、一年
くらいの時間を要しました。
私はずっと樹脂材料を扱ってきましたので、温度によ
る特性はおよそ想像がつきました。しかし、薬品に対し
てどうかは十分に確かめられていませんでした。たとえ
ば、酸性雨のような酸、鳥の糞のようなアルカリ、ほか
安原 重人 Shigeto YASUHARA
株式会社本田技術研究所四輪R&Dセンター 第9技術開発室第2ブロック 主任研究員
「ホンダの技術者として、社外の団体から認められたことが大きいと感じています。自動車技術会のホームページに、ホンダの技術者が受賞と書かれ、社内だけでなく社外からも評価されたことが嬉しかったです。もう一つは、数年前に初めてドイツの展示会へ見学に行ったとき、他社の製品が並べられていましたが、この開発が完成し、我々の製品も展示会に出展されて、ドイツのパートナーと握手をした写真を撮れたのも嬉しかったです」
彌武 朋也 Tomoya YABU
株式会社本田技術研究所四輪R&Dセンター 第9技術開発室第1ブロック 研究員
「車体設計者として、社内に同じ仕事に携わる人が大勢いますが、その中で自分の専門性は何かと考えていたときにこの開発に出会うことができました。技術者として複合材料の技術を自分の専門性にしようと積極的に行動したので、その成果が今回の受賞という形で評価されたことが本当に嬉しかったです」
中根 健 Ken NAKANE
株式会社本田技術研究所四輪R&Dセンター 第9技術開発室第4ブロック 主任研究員
「受賞をして驚いたのは、周りの方々からとても注目されている賞であったことです。材料メーカーの方からさっそく電話がかかってくるなど反響が大きく、賞の重みを実感しました。私は 1997 年入社で、20 年間ずっと樹脂にかかわってきましたが、入社当時、鉄と樹脂で切磋琢磨し、5 年毎に互いに凄いねと言われる技術を出していける技術者となるよう言われてきましたが、樹脂の分野はしばらく革新的な技術から遠ざかってしまっていて、自分の才能の無さを痛感していました。今回、遅ればせながら外へ発表できる開発ができ、それが評価され、技術者冥利に尽きます」
柏木 正和 Masakazu KASHIWAGI
株式会社本田技術研究所四輪R&Dセンター 第12技術開発室第2ブロック 研究員
「担当する衝突試験の現場では、樹脂のバンパビームの開発ということを冷静に見られてきましたが、賞を戴き、柏木がやっていたのはこのことかと興味を持ち、また気付いてもらうことができてよかったです。個人的には、娘を理科系に進ませたくて “ りか ”と名付けたのですが、この受賞によって娘が理科系を選んでよかったと言ってくれたのが嬉しく思いました」
北條 晃 Akira HOJO
株式会社本田技術研究所四輪R&Dセンター 第9技術開発室第1ブロック 研究員
「この中では若手で、これまで設計業務の中で何かに挑戦することがなかったのですが、挑戦的なこの開発が量産につながり、さらに賞を戴くことができ、貴重な経験になりました。北條といえば樹脂バンパビームとも言われるようになり、自分の個性になったのも、受賞のおかげだと思っています」

43 AUTO TECHNOLOGY 2018
にもフロント周りの場合ならエンジンオイル、ブレーキ
フルード、ウォッシャー液などが部位にかかったときの
ことも知っておかなければなりません。
結論から言えば、想像以上に耐久性がありました」と
胸をなでおろしたという。
ほかに、中根が量産へ向けて苦労したのは、材料メー
カーと仕様書を取り交わす交渉だった。
「全く新しい材料を開発する場合には、完成車や部品の
要求性能を材料特性に落とし込み、それを材料メーカー
と仕様書という形で取り交わしますが、今回の開発は、
より多くの車種へも展開できるように、市場にある既存
の材料をいかに使いこなすかという開発でしたので、材
料メーカーとしても実績のある材料になぜホンダ専用の
仕様書がいるのかと、なかなか承知してもらえませんで
した」と打ち明ける。
安原は、
「バンパビームは、衝突に対する自動車として守らなけ
ればならない要求性能がありますから、材料の品質が安
定していなければなりません。今回はドイツの材料を使
いましたので、日本に来てもらうこともありましたし、
こちらからドイツへ訪ねていって説得することもしまし
た。我々の試験結果を示しながら、こういう性能を保持
しなければならないから仕様書を交わしたいのだと説明
し、最終的には納得してもらい、市販材料でありながら
仕様書を交わしてもらうことができました」と話すので
ある。
新しい材料は
一から経験しなければならない
クラリティ・フューエルセルのリヤバンパ用として熱
可塑性GFRPのバンパビームは採用され、車両が市販
され、安原の目標は達せられた。この知見は、この先ど
のような発展が期待されるのだろうか。
「鉄は、歴史が長く経験値が豊富なので、安心して自由
に設計し、使うことができます。それに対し新しい材料
は、一から経験していかなければ世に出すことができま
せん。今回、材料に求められること、設計の方法、作り
方、試験の仕方、評価の仕方、検査の仕方、さらに物流
までを含め量産部品として世に出すことまでを経験でき
たことがまず大きな成果です。その上で、今回は衝突の
部位に適用しましたが、将来的には、走る、曲がる、止
まるにかかわる部分へ向けた、耐久性や接着を含めた接
合性を確認していくこと、それができれば採用の拡大が
できるようになるでしょう」と安原は期待を高める。
中根は、
「一般論でいえば、剛性的な使い方となるパネル類にF
RPは向いています。たとえば、テールゲートやドアパ
ネル内側、後席裏のバルクヘッドなどの構造部です。意
匠にかかわる外板は、平滑性の発現や紫外線による劣化
対応等の課題があり、難しいでしょう。また、強度部材
に使う場合、単純にFRPに材料置換したとしても思っ
たほどの軽量化ができないのではないでしょうか」と具
体的に話す。
その点について、安原は、
「強度部材として鉄を使って単純な形状であったところ
に、そのままの空間で樹脂に置き換えるのは難しいと思
います。形を変える設計がうまくできれば可能でしょう
が、その分余計な空間を使うとなると、パッケージング
に影響を及ぼすこともあり、強度部材には難しい気がし
ます」と説明する。
今回の開発の成功の要因の一つとして、安原は、各専
門家に領域を任せて活躍してもらったことだと振り返る。
「これまでは、何でも自前でやりたがる傾向がホンダに
はありましたが、この開発では餅は餅屋に任せる、それ
は社内だけでなく国内外のパートナーについても同じで
す。このやり方が当初からの狙いでもありました。我々
は朝練と言っていましたが、定例の会議のほかに、問題
が持ち上がると急遽朝招集し、そこで決めたことを各自
が持ち帰って業務の中でこなしていく。こうすることで、
開発の周期を早く回すことができました。もちろん、情
報はみんなで共有した上で」
北條は、「ほかに臨時集合というのもありましたね」
と笑うが、そうした機動性に優れ、なおかつ担当者が誇
りをもって責任を果たしていく仕事の仕方も、この開発
の成果であった。
中根は、
「このメンバーでの開発は、皆すごく仲がよく、互いの
立場を超えて、思いついた案はなんでも提案できる空気
がありました」と、笑顔を見せるのであった。
使うところが新しいとき、その材料は一からとなる―(株)本田技術研究所―