Trenchless Technology
29
Tight-fit liners Talal Amhadi Abdulnaser Alamari Mohamad Bolbol Hossein Khodaverdi Mingyao Tian Trenchless Technologies– BLDG 6921 Prepared by: Presented to: Professor Piero Salvo, P. Eng, M. Eng
-
Upload
hossein-khodaverdi-engjr -
Category
Engineering
-
view
184 -
download
2
Transcript of Trenchless Technology

Tight-fit liners
Talal AmhadiAbdulnaser AlamariMohamad BolbolHossein KhodaverdiMingyao Tian
Trenchless Technologies– BLDG 6921
Prepared by:
Presented to:Professor Piero Salvo, P. Eng, M. Eng

Outline
Introduction ObjectiveBackground and information Materials Methodologies Comparison
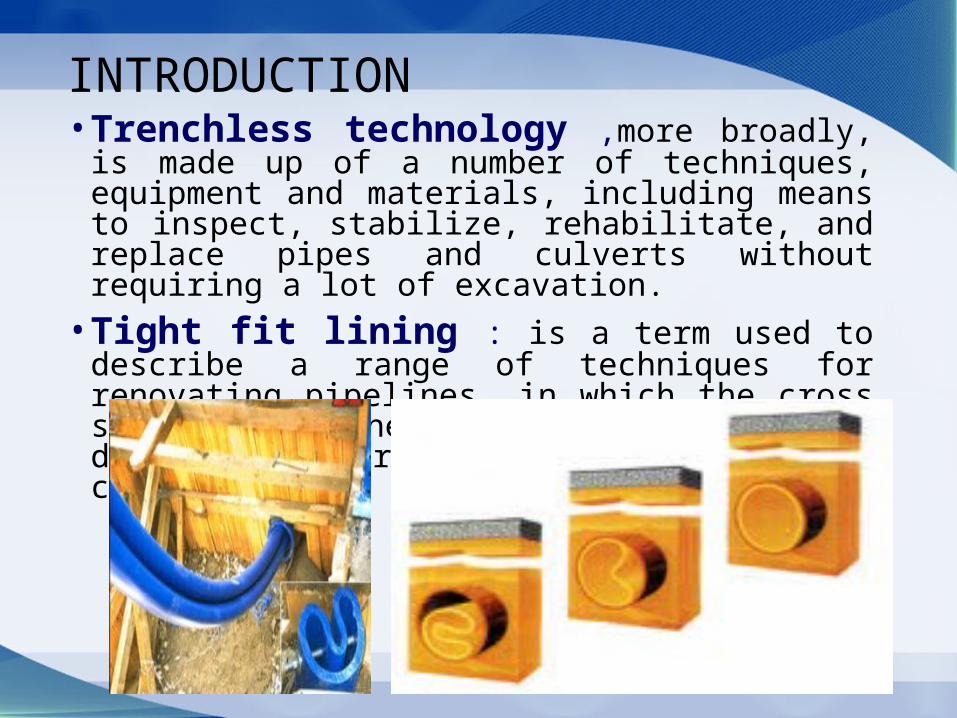
INTRODUCTION• Trenchless technology ,more broadly, is made up of a
number of techniques, equipment and materials, including means to inspect, stabilize, rehabilitate, and replace pipes and culverts without requiring a lot of excavation.• Tight fit lining : is a term used to describe a range of
techniques for renovating pipelines, in which the cross section of the liner is temporarily deformed before insertion into the carrier pipe.

Background and information Involves the reduction of the new pipe’s cross-sectional area prior to installation ( the insertion of a thermoplastic pipe with an outside diameter or slightly larger or smaller than the inside diameter of the host pipe ).
To modify the cross-sectional area of polyethylene pipes, inserting them to the host pipe and returning the cross-sectional area to the normal by applying pressure.

Objective
There are three basic varieties of this method, each having particular materials, advantages ,disadvantages and processes. At the same time, there are commonalities between the three options.

Tight-fit pipe lining

Material used in tight fitting linings

Polyethylene is the simplest of all commercial polymers, and it is the most popular
plastic in the world. Polyethylene is made of mixed ethane or monomer ethylene
which can come from Ethane, propane, naphta, gas oil and ethanol.

Types of Polyethylene
1-LDPE – Low-density Polyethylene (a density range of 0.910–0.940 g/cm3).
2-MDPE- Medium-density polyethylene( a density range of 0.926–0.940 g/cm3 )
3-HDPE – High-density Polyethylene( a density range of 0.93 to 0.97 g/cm3).
HDPE Physical Properties ValueTensile Strength 0.2-0.40 N/m2
Notched Impact Strength No break Thermal Coefficient of
Expansion100-220X10e-6
Melting Point 126 oC (259 oF)Coefficient of Friction 0.20 to 0.25
Melt volume-flow rate 0.0394 in³/10min

HDPE Pipe Characteristics
Light in Weight.
HDPE Stands for High Density Poly Ethylene
Resistant to environmental attacks / Crack
More Flexible than other metal based pipe
Smooth Surface, so save energy in pumping
High chemical resistance
Can challenge pipeline Corrosion
HDPE Benefits
Hygienically Safe (Food Grade)
High resistance of corrosion
Has Long Life (approx. 50 Years)
Easy to install and handle
Least chance to conduct heat
Black HDPE is UV Protected
Can be easily joined by mechanical (Compression
Fittings).
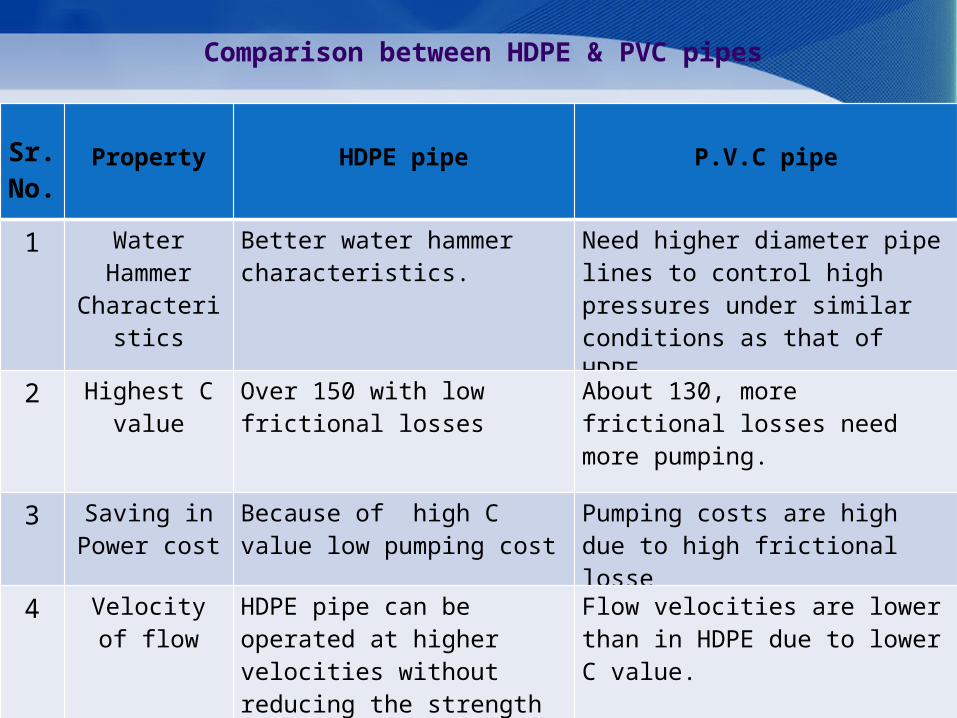
Comparison between HDPE & PVC pipes
Sr.No.
Property HDPE pipe P.V.C pipe
1 Water Hammer Characteristics
Better water hammer characteristics.
Need higher diameter pipe lines to control high pressures under similar conditions as that of HDPE.
2 Highest C value Over 150 with low frictional losses
About 130, more frictional losses need more pumping.
3 Saving in Power cost
Because of high C value low pumping cost
Pumping costs are high due to high frictional losse
4 Velocity of flow
HDPE pipe can be operated at higher velocities without reducing the strength of the pipeline
Flow velocities are lower than in HDPE due to lower C value.
5 Soil settlement Adjust itself to soil settlement due to flexbility , as result no cracking of joints .it is very good material in earthquake prone areas.
Partially flexible adjust itself to soil settlement only at moderate loads and may lead to crack of joints .Highly exposed to cracking in earthquake areas.

HDPE Jointing
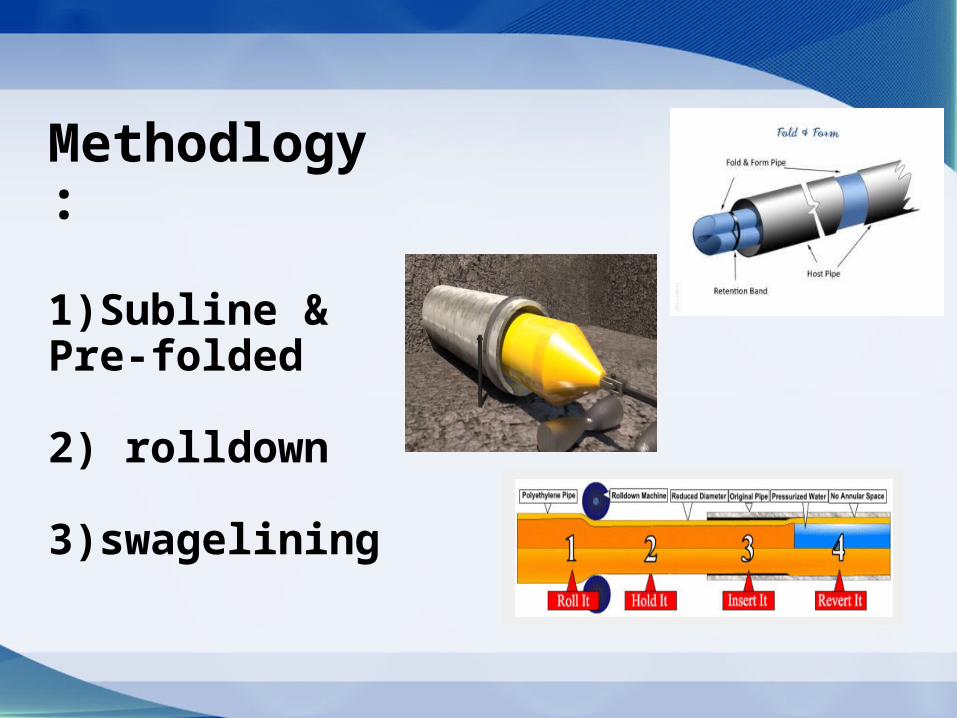
Methodlogy:
1)Subline & Pre-folded
2) rolldown
3)swagelining

• The PE liner processed through forming machine to produce a U shape pipe
• Retaining bands to hold the liner shape• A total length up to 3300ft (1000 m),butt-
fusion of individuals• A range of diameters from 3’’(75mm) to
64’’(1600mm) • Reversion pressure by water
Subline (Cold-
folded liner in site)
• The liner is formed to a U shape during manufacturing process (in the factory)
• Retaining its shape without any constraint or straps
• Coiled liners for sites that have lack of storage space
• Smaller diameter up to 500mm • Shorter lengths in 100-150m, limitation in
welding• Reversion pressure by hot steam
Pre-folded liner in the
factory (hot-folded)

The Installation process
• Excavation pits : The positioning of the machine and space required for stringing out of liner pipe should be considered • Cleaning: is crucial step and
can be done by applying multiple methods such as scraper pigs followed by a rubber pull through, wire brush, pressure jetting, pressure pigging• CCTV : Before and after
cleaning to confirm complete cleaning of any protrusions

• Installation: Insertion of liner through a forming machine to transform to U shape and into the host pipe. Retraining bands hold the liner in its deformed profile during the installation procedure.
• Fittings: Both ends must be re-rounded to accept a suitable end fitting for reversion
• Reversion: Can be done by water or hot steam. The pressure will burst the straps and liner will be re-rounded to its original shape to fit to the host pipe.(holding the pipe under pressure for at least 12 hours for inspection)
• Reconnection: Service connections will be reinstated and the liner will be reconnected by proper mechanical couplings

Design Considerations
• Size: The OD liner is typically chosen 5mm smaller than ID of the cleaned host pipe. Typically SDR more than 26
• Buckling stability (Empty pipe & vacuum collapse):When the level of groundwater is above the level of invert and the risk of surge event
• Hole & circumferential gap spanning ability: The ability to span joint gaps and corrosion holes
• Winching force: Generating during insertion process which leads to longitudinal stresses in PE liner. The cross-section area reduction of liner contribute to less winching load

Advantages and benefits
• The 50+ years of life with typically non-disruptive site preparation
• Decreasing winching loads due to the cross-section reduction up to 40-50 %
• Improved hydraulic performance for interactive liners
• Can negotiate the bends up to 45⁰• Smaller site space for factory
folded liner• Minimal reduction of pipe
diameter and no grouting• Reinstatement of service
connections by robotic equipment• Rapid process with little
disturbance in long straight pipes
Limitation and constraints
• Restriction in the size and length of factory folded liner. They cannot be welded after folding
• Long site space for long installation
• Effect of the long-term pressure capability of the liner
• Cleaning needs more time and accurate inspection
• Pre-grouting may be needed for some voids and damaged areas

Tight-fit lining
Rolldown process
Consideration Processes
Introduction
Conclusion

Introduction
• On site cold reduction
• Fully structural or semi-structural liner
• Installation length: 1000+ m
• Available diameter: 100 mm to 500 mm
• Negotiation of Bend is up to 11.25o

Design and installation consideration
Host pipe
• Host pipe type, length and wall thickness
• Type of joint and flange rating of host pipe
• Internal condition of host pipe
Liner
• Liner material
• Physical and mechanical characteristics
Operating condition
• Operating pressure and temperature
• Site drawings

Installation processes
• Site preparation: accessibility and excavation
• Pipe preparation: CCTV inspection and cleaning
• Installation: diameter reduction, insertion, end sealing and reversion

Advantage, Limitation, and conclusion
1. Advantage• Solve the most pipe problems
• Guarantee quality of water
• Flexible function and installation
2. Limitation • Large lunching site
• Advanced cleaning

• One of the best rehabilitation method developed by British Gas North Western Region at the end of the 1970’s.
• In the beginning, this process was used in the gas industry. Then expanded to be used in the water and sewer.
• this process was used to renovate cast iron, ductile iron, and steel pipe with both low and high pressures
• This technique used the PE pipe due to its strength, flexibility, durability, and resistance to chemicals attack.
Swagelining

System installation• Acceptability: Location of the current pipeline
with knowing the problem related to valves, hydrants, and bends.
• Excavations: Two pits should be excavated in order to insert and receive the new pipe that will take place inside the existing one.
• Cleaning: it should occur before the insertion using different methods in order to eliminate any debris inside the existing pipe that can affect the process of rehabilitation.
• CCTV inspection: it passes through the host pipe before and after cleaning to assure the purity of the host pipe and identify any residual sediment to be removed before the insertion.

Swagelining Process• During the swagelining process, a new
polyethylene pipe of larger diameter is placed inside the existing pipe to be rehabilitated
• The new pipe diameter is reduced using die drawn under tension at ambient temperature to insert inside the host pipe.
• After insertion, the pulling force is removed to allow the PE pipe returns to its original size within the rehabilitated pipe.

Swagelining Advantages:• Cost and time savings
• High rate of production • Less labor and equipment• Fast installation
• Improvement services• Prevention of internal corrosion• Improving hydraulics and the
quality of water• Prolong the pipe service life
between 50 to 100 years • Minimizing risk
• Friendlier with environment • No need to destroy the road and
cut trees
Swagelining Limitations• the swagelining technique can’t be
applicable in the existing pipe if it is structurally deteriorated.
• Winch tension must be preserved• Used only for straight pipe• High setup costs on small projects• Depend on host pipe for
installation
Swagelining Advantages & Limitation

ComparisonRolldown Subline Swagelining
Liner Diameter 100mm to 500 mm 75mm to 1600 mm 75mm and 1200mm
Length 1500 m 1000 m 1000 m
New & host Pipe Diameter
Liner OD larger (5%) than host ID
Line OD 5 mm smaller than host ID
Liner OD much larger than host ID
Diameter reduction 10 % 5 mm 12 %
Reversion process Hydrostatic pressure Water or steam pressure
Natural
Releasing time 12 hours 12 hours 24 hours
Negotiation of Bends 11⁰ 45 ⁰ 11⁰