Treatment Of Emulsified And Colloidal Industrial ...infohouse.p2ric.org/ref/30/29924.pdf · LAUNDRY...
12
TREATMENT OF EMULSIFIED AND COLLOIDAL INDUSTRIAL CARBON ADSORPTION PROCESS WASTEWATER USING A COMBINED ULTRAFILTRATION- Gerard J. Van Gils, Director Environmental and Mechanical Engineering Aratex Services, Inc. Encino, California 91316 Massoud Pirbazari, Assistant Professor Sung-Hyun Kim, Research Assistant Department of Civil Engineering University of Southern California Los Angeles, California 90089 Jacob Shorr, President The Memtek Corporation Woburn, Massachusetts 01801 INTRODUCTION The character of wastewater generated by an industrial laundry is a function of the customer group served. The typical industrial laundry (SIC 7218) provides garments and dust control products to the heavy manufacturing industries, the electroplating and automotive industries, battery manufacturers, the service industries, newspapers, printers, auto garages, schools, commercial and retail businesses. From these customers, contaminants such as oils and greases, heavy metals and solvents may be car- ried in on garments, coveralls, shop towels, mops or track-off mats. The U.S. Environmental Protec- tion Agency (EPA) has analyzed laundries and characterized their wastes 111. Most notable about this characterization is: (I) the ubiquitousness of priority pollutants; and (2) the wide variability in waste concentrations from laundry to laundry. Typical pollutant concentrations for laundry wastewater are presented in Table I. Treatment systems used for the pretreatment of such wastes prior to discharge to publicly owned treatment works (POTW’s) use chemical coagulation and flocculation in conjunction with dissolved air flotation for separation of flocculant solids from the water phase. Vacuum filtration is used to dewater the float solids 111. These treatment systems are primarily designed to remove heavy metals such as lead, cadmium, copper, zinc and emulsified oils and greases. Dissolved solids, color materials, taste and odor com- pounds were generally not taken into consideration since the system effluent was most commonly discharged to the POTW and not reused. A previous work [2] using a spirally wound ultrafiltration membrane followed by a fixed bed ac- tivated carbon adsorption system was plagued by early fouling of the membranes, low flux rates, and the unsolved problem of ultrafiltration concentrate containing the incompatible pollutants. Addition- ally, several systems have been studied for treatment of commercial laundry wastes such as in a series of studies by the U.S. Army on the treatment of field laundry wastewaters by chemical coagulants and activated carbon [3] and a study of the ultrafiltration process using a synthetic laundry waste [4]. Ultrafiltration has also been used to treat highly concentrated oil in water emulsions [5]. The Need for Improved Technology Wastewater treatment costs ranged $4.00 to $5.00 per 1000 gallons using the chemical coagulation and dissolved air flotation systems with treatment chemicals comprising the largest component costs of $2.00 to $3.00 per lo00 gallons [61. Additionally, typical water and sewerage costs were 5.60 and %.!IO, respectively, in 1983 for a total waterlwastewater expense of approximately $5.00 to $6.00 per 1,OOO gallons for the laundry operator. 269
-
Upload
vuonghuong -
Category
Documents
-
view
225 -
download
2
Transcript of Treatment Of Emulsified And Colloidal Industrial ...infohouse.p2ric.org/ref/30/29924.pdf · LAUNDRY...

oric acjd imonuim ed data) Yo of the id sludge
IS at- ant load have 24
u t not as ow ratio I oxygen aeration I higher. itractors )ing and items to b of the ’ (239’0), 0%.
ed. The reweries
ment at
Dlogical 77). lecrease
Aism ,”
:2), 296
1 Flota-
” EPA
Btion,”
oa and Fifr fur
ment,”
andard rt fur
ictor,”
atment
Section 10. LAUNDRY WASTES
TREATMENT OF EMULSIFIED AND COLLOIDAL INDUSTRIAL
CARBON ADSORPTION PROCESS WASTEWATER USING A COMBINED ULTRAFILTRATION-
Gerard J. Van Gils, Director Environmental and Mechanical Engineering
Aratex Services, Inc. Encino, California 91316
Massoud Pirbazari, Assistant Professor Sung-Hyun Kim, Research Assistant
Department of Civil Engineering University of Southern California
Los Angeles, California 90089
Jacob Shorr, President The Memtek Corporation
Woburn, Massachusetts 01801
INTRODUCTION
The character of wastewater generated by an industrial laundry is a function of the customer group served. The typical industrial laundry (SIC 7218) provides garments and dust control products to the heavy manufacturing industries, the electroplating and automotive industries, battery manufacturers, the service industries, newspapers, printers, auto garages, schools, commercial and retail businesses. From these customers, contaminants such as oils and greases, heavy metals and solvents may be car- ried in on garments, coveralls, shop towels, mops or track-off mats. The U.S. Environmental Protec- tion Agency (EPA) has analyzed laundries and characterized their wastes 111. Most notable about this characterization is: ( I ) the ubiquitousness of priority pollutants; and (2) the wide variability in waste concentrations from laundry to laundry. Typical pollutant concentrations for laundry wastewater are presented in Table I.
Treatment systems used for the pretreatment of such wastes prior to discharge to publicly owned treatment works (POTW’s) use chemical coagulation and flocculation in conjunction with dissolved air flotation for separation of flocculant solids from the water phase. Vacuum filtration is used to dewater the float solids 111.
These treatment systems are primarily designed to remove heavy metals such as lead, cadmium, copper, zinc and emulsified oils and greases. Dissolved solids, color materials, taste and odor com- pounds were generally not taken into consideration since the system effluent was most commonly discharged to the POTW and not reused.
A previous work [2] using a spirally wound ultrafiltration membrane followed by a fixed bed ac- tivated carbon adsorption system was plagued by early fouling of the membranes, low flux rates, and the unsolved problem of ultrafiltration concentrate containing the incompatible pollutants. Addition- ally, several systems have been studied for treatment of commercial laundry wastes such as in a series of studies by the U.S. Army on the treatment of field laundry wastewaters by chemical coagulants and activated carbon [3] and a study of the ultrafiltration process using a synthetic laundry waste [4]. Ultrafiltration has also been used to treat highly concentrated oil in water emulsions [ 5 ] .
The Need for Improved Technology
Wastewater treatment costs ranged $4.00 to $5.00 per 1000 gallons using the chemical coagulation and dissolved air flotation systems with treatment chemicals comprising the largest component costs of $2.00 to $3.00 per lo00 gallons [61. Additionally, typical water and sewerage costs were 5.60 and %.!IO, respectively, in 1983 for a total waterlwastewater expense of approximately $5.00 to $6.00 per 1,OOO gallons for the laundry operator.
269

Table 1. Typical Industrial Laundry Wastewater Constituent Concentrations”
Constituent Concentration (mg/l)
BOD COD Suspended solids Oil and grease Lead Zinc Copper Chromium Nickel Chloroform Benzene Perchlorethylene Toluene
1300 5Ooo lo00 1100
4.5 3 .O I .7 0.88 0.29 3.3 2.5 9.1 5.2
aSource: Tables 5-3 and 5-13, Technical Support DocumenlJor Auto and Other Laundry Indus- tries (Draft) August 16, 1979. Effluent Guildelines Div. EPA Monsanto Research Corp. Dayton, Ohio. These reflect the mean values from a program of sampling and analysis of many industrial laundries conducted by the EPA.
Due to anticipated yearly increases in water and sewerage rates and the practice on the part of POTW’s to include industrial laundries in point-source control programs, an improved technology is needed which will be capable of producing product water which is totally satisfactory for water reuse and which will be economically viable. A cost effective system is thus sought for the removal of col- loidal and suspended solids from laundry wastewater. Additionally, color and odor producing com- pounds must be removed in order to allow reuse of the product water.
This paper will describe the optimization of the treatment system through laboratory-scale testing of the following processes: 1 ) ultrafiltration; 2) activated carbon adsorption; and 3) pretreatment by coagulation and sedimentation. It will also describe the results of a pilot-plant study used to test the technical, economic, and practical efficacies of the system developed.
MATERIALS
Ultra filters
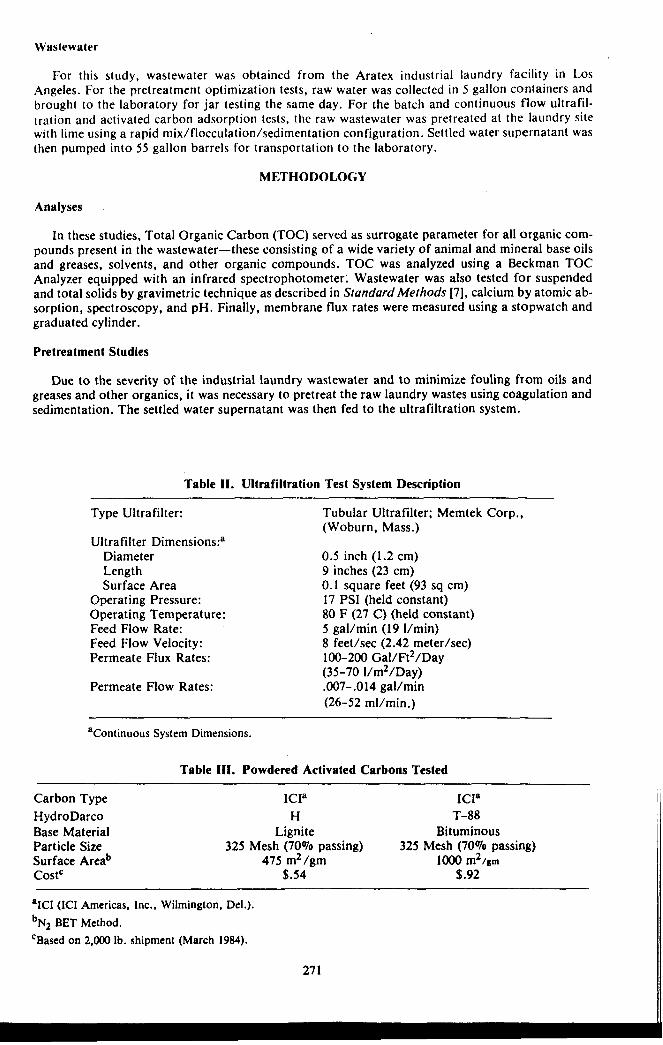
The ultrafiltration system tested used a tubular ultrafilter manufactured by the Memtek Corpora- tion (Woburn, Mass.). This consists of a synthetic, anisotropic membrane cast onto a tubular porous support tube inside which the contaminant feed-stream flows in a turbulent flow regime. A fraction of the water phase permeates through the open pores across the hydraulic pressure gradient; the remaiing solids-enriched stream flows across the membrane and is recirculated back to the feed or recirculation tank. Details of the ultrafiltration test system are presented in Table 11.
Activated Carbons
General characteristics of the activated carbons tested are listed in Table 111. The carbon products were tested as delivered by the manufacturer, i.e., they were not sieved or washed in any way. In this way the effectiveness of the commercially available products could be determined.
Coagulants and Filter Aids
The chemical coagulants tested were hydrated lime, calcium hydroxide [Ca(OH),] in dry powder form and ferric sulfate [F%(SO,),] in the form of 50% liquid solution. Filter aids tested were commer- cial grade silicon dioxide powder (“Min-U-SI”-Pittsburgh Glass Sand Corp., Pittsburg, PA.), smaller than 120 mesh (U.S. standard sieve size), and bentonite clay (“1GBA”-Industrial Mineral Ventures Inc., Las Vegas, NEV.), smaller than 200 mesh.
270
le part of inology is ater reuse ral of col- zing com-
de testing itment by o test the
Corpora- 3r porous .action of remaiing rculation
products y. In this
y powder commer-
I Mineral z. PA.),
Waslcwater
For this study, wastewater was obtained from the Aratex industrial laundry facility in LOS Angeles. For the pretreatment optimization tests, raw water was collected in 5 gallon containers and brought to the laboratory for jar testing the same day. For the batch and continuous flow ultrafil- tration and activated carbon adsorption tests, the raw wastewater was pretreated at the laundry site with lime using a rapid mix/flocculation/sedimentation configuration. Settled water supernatant was then pumped into 55 gallon barrels for transportation to the laboratory.
METHODOLOGY
Analyses
In these studies, Total Organic Carbon (TOC) served as surrogate parameter for all organic com- pounds present in the wastewater-these consisting of a wide variety of animal and mineral base oils and greases, solvents, and other organic compounds. TOC was analyzed using a Beckman TOC Analyzer equipped with an infrared spectrophotometer; Wastewater was also tested for suspended and total solids by gravimetric technique as described in Standard Meihods [7], calcium by atomic ab- sorption, spectroscopy, and pH. Finally, membrane flux rates were measured using a stopwatch and graduated cylinder.
Pretreatment Studies
Due to the severity of the industria1 laundry wastewater and to minimize fouling from oils and greases and other organics, it was necessary to pretreat the raw laundry wastes using coagulation and sedimentation. The settled water supernatant was then fed to the ultrafiltration system.
Table 11. Ultrafiltration Test System Description
Type Ultrafilter:
Ultrafilter Dimensions:a Diameter Length Surface Area
Operating Pressure: Operating Temperature: Feed Flow Rate: Feed Flow Velocity: Permeate Flux Rates:
Permeate Flow Rates:
Tubular Ultrafilter; Memtek Corp., (Woburn, Mass.)
0.5 inch (1.2 cm) 9 inches (23 cm) 0.1 square feet (93 sq cm) 17 PSI (held constant) 80 F (27 C) (held constant) 5 gal/min (19 Vmin) 8 feet/sec (2.42 meter/sec) 100-200 Gal/Ft2/Day (35-70 I/m2/Day) .007-.014 gal/min (26-52 ml/min.)
aContinuous System Dimensions.
Table 111. Powdered Activated Carbons Tested
Carbon Type I-! ydroDarco Base Material Particle Size Surface Areab COStC
ICP IC18 H T-88
Lignite Bituminous
475 m2/gm 1000 m2/gm s.54 3.92
325 Mesh (70% passing) 325 Mesh (70% passing)
‘IC1 (IC1 Americas, Inc., Wilmington, Del.). bN2 BET Method. ‘Based on 2,000 Ib. shipment (March 1984).
27 1

Pretreatment optimization studies were conducted using a conventional jar test apparatus. Raw wastewater obtained from the Aratex laundry was placed in IO00 ml beakers to which treatment chemicals were added. Coagulation and flocculation were achieved by rapid mixing (90 rpm) for one minute followed by slow mixing (20 rpm) for nine minutes. The suspension was then allowed to settle for approximately thirty minutes before supernatant samples were taken and analyzed for TOC, suspended and total solids, calcium and pH.
Ultrafiltration Studies
Initial batch ultrafiltration studies were conducted to test the extent of contaminant removal and to evaluate the feasibility of the proposed process. In these tests the permeate stream was recycled back to the recirculation tank as depicted in Figure 1. In subsequent continuous ultrafiltration studies, the permeate was displaced by a continuous flow of influent wastewater, simulating the flow charac- teristics of a full-scale treatment process, as presented in Figure 1. Dimensions and operating characteristics of the continuous ultrafiltration system are listed in Table 11.
Filter aids were tested to evaluate their effectiveness in enhancing filtration flow rates across the ultrafilter membrane. These materials were added to the wastewater in the ultrafiltration system recir- culation tank. The activated carbons, which were used to remove dissolved color, taste, and odor compounds, were also added directly to the recirculation tank to the desired concentration (e.g., 1% wt/wt).
Activated Carbon Adsorption Studies
Adsorption Equilibrium Sf udies
These experiments were conducted using the static bottle-point technique as described by Pir- bazari and Weber [8]. Precisely weighed quantities of carbon were placed in clean glass flasks contain- ing 100 ml of wastewater. The flasks were agitated using a wrist-type agitator for three days at room temperature until equilibrium was achieved. The carbon suspension was then allowed to settle and samples were drawn and filtered using a 0.45 micron glass fiber filter. Samples were then analyzed for TOC . Adsorption Rate Studies
Continuously mixed batch reactor (CMBR) rate studies were conducted using a three liter glass container with baffles and a motor driven Teflon stirrer. The reactor was open to atmosphere to simulate the operating conditions of full-scale systems. The carbons tested (Table 111) were added “as received” in pre-weighed quantities to the wastewater in the CMBR. Samples were withdrawn at pre- determined time intervals and subjected to TOC analysis.
U1 t r a f i l t e r
Reci ~ u 1 a t i on Stream
Reci rculat lon Tank
Feed Pump
A - Batch System
~ U l t r a f t l t e r Recl rcul a t t on
Stream
Wastewater Holdt ng Tank Feed Pump
Tan?
“ $
’ 3 B - Continuous System
‘17
$ Figure 1. Schematics of ultrafiltration test systems. 5 \%
272

atus.' Raw treatment n) for one :d to settle for TOC,
nova1 and IS recycled In studies, 1w charac- operating
moss the tem recir- and odor (e&, 1%
d by Pir- i contain- E at room iettle and dyzed for
iter glass ;phere to dded "as rn at pre-
ate
Ion Tank
RESULTS A N I) 1)ISCUSSION
Pretreat men t Studies
The pretreatment study results from jar tests using the candidate coagulant chemicals is detailed in the following sections.
Hydra f ed Lime
Characteristic graphs depicting settled water suspended solids, TOC, and calcium are shown in Figures 2 and 3. Lime dosage was optimum between 1,800 to 2,200 mg/l depending on the strength of the raw wastes. Above these dosages, a sharp increase in dissolved calcium was observed. In view of the goal of water reuse, a maximum lime concentration of 2,000 mg/l was found to be optimum. At this dosage, dissolved calcium averaged 42 mg/l which corresponds to a hardness of 105 mg/l as CaCO, . Lime and Ferric Sulfate
Improved TOC removal was obtained through the use of ferric sulfate in combination with lime. Optimum dosages were found to be 1 ,OOO mg/l and 500 mg/l for lime and ferric sulfate, respectively. Supernatant TOC values averaged 163 mg/l, approximately 22% lower than 208 mg/l, the value for lime only. Characteristic values for settled water TOC, calcium, and solids are depicted in Figures 4 and 5 .
Sulfuric Acid and Lime
Sulfuric acid treatment in combination with lime resulted in good coagulation and improved TOC values in comparison to lime only. Dissolved calcium values were higher, however, averaging 143 mg/l. This compares unfavorably with lime treatment (42 mg/l) or ferric sulfate treatment (1 16 mg/l) in view of the stated objective of water reuse. This effect was due to the increased solubility of calcium in water of higher acidity.
Figure 2. Settled water TOC and calcium concentrations: lime jar test.
Figure 4. Settled water TOC and calcium concentrations: lime and ferric sulfate jar test.
2.8m ,
Figure 5. Settled water solids concentration: lime and ferric sulfate jar test.
273

Table I V . Jar Tests Results Summary'
Item Lime Lime & Lime &
Treatment Ferric Sulfate Sulfuric Acid -
Raw Wastewater TOC (mg/l) 526 545 545 Settled Wastewater TOC (mg/l) 208 163 I94 Vo TOC Removed 60% 70% 64 VO Settled Wastewater 42 116 143 Calcium (mg/l) Cost of Treatment ($/lo00 gal.) $.67 $.95 $.81 ($/lo00 gal.)
'Concentrations listed are averages of all jar test results.
0 1 0 2 4 6 8 10 12 14 16
Tim (lkwrr)
a -1
300
250
1-80 200
IS0
100
50 n
0 2 4 6 8 10 12 I4 16
T l n (nwrr)
Figure 6. Experimental data and Freundlich isotherms for activated carbon HDH and T-88.
Figure 7. Kinetic rate study for activated carbons HDH and T-88.
A summary of the jar test results is presented in Table IV. Based on the lowest cost of treatment, lowest dissolved calcium levels, and its general effectiveness, the lime-only treatment was selected the optimum pretreatment.
Carbon Adsorption Studies
The candidate carbons listed in Table 111 were subjected to adsorption equilibrium tests kinetic rate studies. The Freundlich adsorption isotherm model-see, for example, Weber (91- found to provide the best fit for the equilibrium study data. Figure 6 demonstrates that both act' carbons HDH and T-88 exhibit similar adsorption capacities and intensities for pretreated la wastewater.
The CMBR rate studies presented in Figure 7 show that both carbons displayed similar rates sorption for settled wastewater organic materials. Due to the low cost and generally satisfact formance as indicated by the equilibrium and rate studies, HDH was selected as the primary
274

me & ric Acid
545 194 r4 To I43
1.81
' 14 16
___g - 14 I6
ctiva led
treatment, selected as
I tests and r (91-was h activated td laundry
ates of ad- ictory per- 'y carbon.
Hatch Ultrafiltration Studies
The results of the batch ultrafiltration test indicated that settled wastewater TOC values ranging between 140-320 mg/l could be reduced to 19-68 mg/l in the permeate. Starting with a 1% concentration of carbon, successively higher carbon concentrations yielded lower permeate TOC values and higher membrane flux rates. These results are summarized in Table V. Flux rates ranged from 130 to 180 gallons per square foot per day (GFD) as depicted in Figure 8.
In addition to removal of TOC, suspended solids were removed totally as were color and all tur- bidity. Dissolved solids levels in the permeate were typically 2,000 mg/l-not high enough to cause precipitation of solids in the laundry wash cycles. Based on these results, therefore, the permeate was judged suitable for reuse in the laundry process. These initial tests confirmed the feasibility of this proposed process.
Continuous Ultrafiltration Studies
Continuous ultrafiltration treatment studies confirmed the batch study results that high quality permeate was attainable using the combined ultrafiltration/powdered activated carbon system. As can be seen in Figure 9, flux rates declined rapidly with time. That this was caused by the characteristics of the waste feed stream rather than the condition of the ultrafilter membrane is suggested by the follow- ing observations: Intermittent cleaning of the ultrafilter (through soaking in a 1% HCI solution) only momentarily revives high flux rates; in just minutes the flux adjusts to the earlier low value. Further, when the recirculation tank solution is charged with new carbon, the fluxes regained the high values. This was true when successive tests were conducted without membrane cleaning.
Permeate TOC values increased gradually with time. Initial TOC values of 20 mg/l increased to 75 mg/l after 100 hours as depicted in Figure 9. Treatment using a 2% concentration of PAC improved the permeate TOC values; those values ranged from 20 to 38 mg/l.
Effect of Varying Wastewater Concentration
Laundry wastewater is characterized by varying concentration of oils and greases, solids, and TOC. This is due to the laundry's variable production and varying proportions of heavy versus light soil items. Generally, when averaged over a week's time, the wastewater soil concentrations are equalized due to the periodicity of most laundry rental cycles; however, daily and hourly concentra- tion variations are significant.
Table V. Summary of Batch Study Results: Ultrafiltration with Powdered Activated Carbon
Total Organic Carbon (TOC)
Percent Percent Settled Wastewater Average Permeate PAC' "1) (" Removed
1TO 1 80 68 62% 2 To 140 21 85% 3 To 165 18 89% 4 qo 230 19 92%
aPAC concentration in settled wastewater.
Figure 8. Ultrafiltration batch study: Relationship between flux and PAC concentration.
I urbn I" I.llld MIU..UI
275

I t was found that permeate TOC and flux values depended heavily on the strength of the incoming waste as measured by TOC concentration. Thus, a higher feed TOC resulted in lower fluxes and higher permeate TOC values than a less concentrated waste. This indicates that even the relatively high amount of PAC present ( 1 % to 2% by weight) results in early saturation by organics which results in turn in decreased system performance. From this it is evident that wastewater pretreatment (i.e., before ultrafiltration) is critical in the successful and optimized performace of the ultrafiltra- tion-carbon adsorption treatment processes.
The Effect of Mixing and Unadsorbed Organics
Unadsorbed oil and grease and other TOC constituents hinder water permeation through the ultrafiltration membrane resulting in low system fluxes. This is evidenced by several observable results:
1. Low influent TOC wastes result in high fluxes for protracted periods of time when compared with high influent TOC wastes for an equal weight of carbon treatment.
2. Declining fluxes are accompanied by increased permeate TOC values as observed in Figure 9. 3. Enhanced mixing of the recirculation tank carbon-wastewater mixture results in lower permeate
TOC values as well as increased flux rates. Initial continuous tests without adeqate agitation of the recirculation tank resulted in settling of the powdered carbon and subsequent early deteriora- tion of flux rates. When proper mixing was provided throughout the entire volume of the recir- culation tank, lower permeate TOC values and enhanced flux rates were achieved. This can be seen clearly in Figure 10. I t is evidenced that complete adsorption and utilization of PAC through vigorous mixing is critical to the success of the ultrafiltration system performance.
The Effect of Filter Aids
A silicon dioxide powder Min-U-Si1 was tested for its usefulness as a filter aid. A 1'70 concentration of Min-U-Si1 increased system fluxes by 100% as depicted in Figure 11. The use of filter aids in this system results in a larger volume of treated permeate for a given weight of carbon treatment and, due to their low cost, greatly enhances the cost-effectiveness of the overall system.
The mechanisms involved in filtration here appear to be straining through a dynamically formed filter coating consisting of suspended waste solids, powdered carbon particles, and incompressible filter aid. It was seen on occasion that the presence of filter aid resulted in higher flux and increased permeate TOC values. This suggests that certain TOC constituents, smaller than the pore openings of the membrane, are removed in part at least by filtration through the dynamically formed filter. The presence of filter aids opens up the effective pathways resulting in release of these organics into the permeate flow.
Lime and Bentonite Studies
Lime and Bentonite clay were tested as alternatives to activated carbon in the recirculation-feed stream. Lime and Bentonite, both good coagulants for laundry wastewater, provide potential cost ef- fective treatment due to their low cost in comparison with that of PAC.
,~ ] -MAR IK
u MI
Figure 9. Continuous ultrafiltration test Figure 10. The effect of tank agitation on (1% PAC). ultrafiltration performance (Permeate
TOC and flux: '70 PAC).
276

: incdniing fluxes'and ! relatively nics which :treatment '
ultra fil t ra-
irough the observable
ared
! 9. eate n of ora- x i r - n be ugh
centration lids in this t and, due
Ily formed npressible increased
penings of filter. The :s into the
ation-feed ial cost ef-
* J #l,Inq 6 8
luu.11
lion on ieate
Permeate TOG
1 % f i l t e r Aid
No F i l t e r Ald
0 8 16 24 32 40 13 56
Operation T i m e (Itours)
560 I I 0 1 L L Flux
1% Filter
160
80
Ald
L 4 . . 1 0 8 16 21 32 40 48 5G
Operatlon Tlne (Hours)
Figure 11. The effect of filter aid on ultrafiltration (1'70).
Figure 12. Continuous ultrafiltration flux: PAC compared with lime and bentonite.
One percent solutions of lime, bentonite, and HDH carbon in settled wastewater were treated in continuous ultrafiltration tests. The resultant TOC and flux values over time are shown in Figures 12 and 13. Flux declined most rapidly for lime, followed by bentonite, and least rapidly for PAC. Con- versely, permeate TOC's were lowest for PAC, followed by bentonite, and highest for lime in agree- ment with earlier observations that ultrafiltration performance is controlled by the extent of treatment of wastewater organics.
Permeate total solids and calcium were markedly higher in the case of lime treatment than with bentonite or PAC. High calcium in the permeate (530 mg/l) due to lime-calcium solubility runs con- trary to the stated goal of water reuse. The bentonite treatment, on the other hand, resulted in general- ly good permeate but at a much reduced cost of treatment in comparison to PAC. These results are summarized in Table VI.
PILOT PLANT STUDY
A pilot plant was constructed at the Aratex facility in Tyler, Texas. The ultrafiltration system was built in modular fashion using full-scale ultrafilter components so that the system could be easily scaled up. A total of 220 square feet of tubular membrane area was provided. The process flow sche-
Table VI. Continuous Ultrafiltration: Lime, PAC, Bentonite Comparison
Lime Bentonite PAC
TOC (mg/l)a Flux (gfd) Calcium (mg/l) Total solids (mg/l) Total Permeate (I)b Amount added (gm)c Dosage (mg/l) Cost per pound ($Ab) Cost per IO00 gals treated ($/lo00 g)
108 82 530
3,200 27 125
4,630 5.04 $1.56
102 145 180
2,120 48 125
2,600 s .04 S.88
78 230 230
2,280 76 125
1,640 s .40 SS.60
aAll are average values composited over 22 hour operations. bAfter 22 hours of operation. 'All to lolo solution in recirculation tank.
277

zo I 0
0 2 4 6 8 10 12 14 I6 18 M 22
TI" IHourr)
Figure 13. Continuous ultrafiltration TOC: PAC compared with lime and bentonite.
Raw Wastewater
J Equal irat lon 1c
Pre-Screening
Rapid Mixing Tank @L!le-o Q Lime lank Coagulation
Recirculat ion Tank
U1 t r a f i 1 t e r s
Pemeate
P e m a te Neutral i z a t i on Tank
@!!EL..
Laundry Reuse
Figure 14. Schematic of pilot plant process.
Figure 15. Typical pilot plant flow curve.
matic for this system is given in Figure 14. Special attention was given to the design of a closed-loop ultrafilter cleaning system which used sodium hypochlorite and hydrochloric acid cleaning solutions and to the design of an automated measurement and control system, which obtained continuous readings of a system's flux rates, pH's, pressures, and temperatures. The control system also reported the accumulated processed water volumes as well as quantities of chemicals used on a daily and weekly basis.
A typical flow cure for the pilot plant is presented in Figure 15. As was predicted from the bench- scale tests, system flux rates exhibited a "saw-tooth" profile wherein the extent of contaminant ad- sorption was the controlling factor for system flow rates and product water quality. System flow rates ranged between 10 and 40 gallons per minute or flux rates of 65 to 260 GFD. The averaged flow rate was 20 gpm, or 130 GFD. Representative product water analyses are given in Table VII. In every aspect tested, the pilot plant performance was commensurate with results obtained in the laboratory. Organics were removed over 90% to a TOC of 60 mgA, typically; suspended solids were removed en- tirely; all color and odor materials were removed and final product pH was controlled to a range of 8 to 9.

B ’
Dn h ning
ing Tank
r l a t l o n
’ank
ton lank
rs
r a l i z a t i o n
process.
losed-loop 8 solutions :ontinuow ;o reported tnd weekly
the bench- ninant ad- , flow rates i flow rate I. In every aboratory. ‘moved en- range of 8
Table VII . Pilot Plant Effluent Quality (Tyler, Texas)
Parameter Pilot Plant Typical Raw
Effluent (mg/l) Wastewater (mg/l)
Total Organic carbon (TOC)
Chemical Oxygen Demand (COD)
Oil & Grease Suspended Solids Dissolved Solids Copper Lead Zinc
59
100 7 13
1,310 NDB ND ND
I ,m
3,230 207 852
2,264 0.24 0.06 1.4
‘ND = None Detected.
To assess the effect of reclaimed water on washroom quality, an average of 20 gallons per minute was recycled back to the laundry. Although this flow constituted a low percentage of the total laundry flow (approximately 15-20qo of total), it is important to note that it did not exhibit any ill effect on washroom quality even when used in the cold water system.
System operating costs totalled $3.80 per lo00 gallons processed. This was comprised of PAC costs of $2.05, electrical power costs of $1 .OS and lime coagulant costs of $A7 per IO00 gallons pro- cessed. This cost compares favorably with current state-of-the-art wastewater treatment costs which, when combined with cost of water and cost of wastewater disposal, may cost as much as $5.00 to $6.00 per lo00 gallons.
SUMMARY AND CONCLUSIONS
A satisfactory treatment process has been presented which provides for comprehensive treatment of heavily soiled industrial laundry wastewater. The resulting product water quality is satisfactory for reuse in the laundry, and treatment operating costs are lower than the existing state-of-the-art wastewater treatment and disposal schemes.
Optimum pretreatment for laundry wastewater prior to ultrafiltration was found to be lime coagulation at a dosage of 1,800 to 2,200 mg/l followed by sedimentation.
Bench-scale tests using the combined ultrafiltration and powdered activated carbon adsorption system resulted in product water TOC values of 20 to 40 mg/l, typically, which was satisfactory for reuse in the industrial laundry.
Ultrafiltration flux rates were decreased by high influent TOC concentrations, presumably due to unadsorbed organics. For this reason, efficient pretreatment and carbon adsorption is critical to the system’s overall performance.
Filter aids can be effective in the combined ultrafiltration/carbon adsorption system resulting in enhanced flux rates.
Bentonite may offer a potential low cost alternative to powdered carbon for use with the ultra- filtration process.
The pilot piant performance was commensurate with laboratory test results. TOC was removed over 90%, and flux rates averaged 130 GFD with a maximum of 260 GFD.
References
1.
2.
I 1
/ I
Technical Support Document for Auto and Other Laundry Industries, Effluent Guidelines Div., U.S. Environmental Protection Agency (1979). M. H. Kleper, R. L. Goldsmith, A. 2. Gollan, “Demonstration of Ultrafiltration and Carbon Adsorption for Treatment of Industrial Laundering Wastewater”. Final Report, Office of Research and Development U.S. Environmental Protection Agency (August 1978).
279

3.
4.
5.
6.
7.
8.
9.
Lent, David S. , “Treatment of Powder Laundry Wastewater Utilizing Powdered Activated Car- bon and Cationic Polyelectrolyte,” Proceedings of fhe 30th Purdue Industrial Wasfe Conference (1975). D. Bhattacharyya, K. A. Garrison, P. J. W. The, R. B. Grieves, “Membrane Ultrafiltration: Waste Treatment Application for Water Reuse,” Proceedings of the 30th Purdue Indusfrial Wasfe Conference ( 1 975). M. K. Sonksen, F. M. Sittig, E. F. Maziarz, “Treatment of Oily Wastes By Ultrafiltra- tion/Reverse Osmosis A Case History,” Proceedings of fhe 33rd Purdue Industrial Wasfe Con- ference (1 978). Burnett, Eric S., “Wastewater Treatability Reports,” Aratex Services, Inc., ARA Services Inc., Encino, CA. Standard Mefhods for the Examination of Water and Wastewafer, 15th Edition, American Pub- lic Health Association, American Water Works Association, Water Pollution Control Federa- tion (1980). Pirbazari, M. and Weber, W. J., Jr., “Adsorption of Benzene from Water by Activated Car- bon,” Chemistry in Water Reuse, Vol. 2 (W. J. Cooper, ed.) Ann Arbor Science Publishers, Ann Arbor, MI (1981). Weber, W. J., Jr., Physiochemical Processes for Water Quality Control, New York: Wiley- Interscience (197 1).
280