transformation diagram for Eglin steel ... - Lehigh University · Development of a continuous...
9
Full Terms & Conditions of access and use can be found at http://www.tandfonline.com/action/journalInformation?journalCode=ymst20 Download by: [Lehigh University] Date: 06 June 2016, At: 08:33 Materials Science and Technology ISSN: 0267-0836 (Print) 1743-2847 (Online) Journal homepage: http://www.tandfonline.com/loi/ymst20 Development of a continuous cooling transformation diagram for Eglin steel B. M. Leister & J. N. DuPont To cite this article: B. M. Leister & J. N. DuPont (2015) Development of a continuous cooling transformation diagram for Eglin steel, Materials Science and Technology, 31:12, 1425-1432, DOI: 10.1179/1743284714Y.0000000720 To link to this article: http://dx.doi.org/10.1179/1743284714Y.0000000720 Published online: 21 Nov 2014. Submit your article to this journal Article views: 95 View related articles View Crossmark data
Transcript of transformation diagram for Eglin steel ... - Lehigh University · Development of a continuous...

Full Terms & Conditions of access and use can be found athttp://www.tandfonline.com/action/journalInformation?journalCode=ymst20
Download by: [Lehigh University] Date: 06 June 2016, At: 08:33
Materials Science and Technology
ISSN: 0267-0836 (Print) 1743-2847 (Online) Journal homepage: http://www.tandfonline.com/loi/ymst20
Development of a continuous coolingtransformation diagram for Eglin steel
B. M. Leister & J. N. DuPont
To cite this article: B. M. Leister & J. N. DuPont (2015) Development of a continuous coolingtransformation diagram for Eglin steel, Materials Science and Technology, 31:12, 1425-1432,DOI: 10.1179/1743284714Y.0000000720
To link to this article: http://dx.doi.org/10.1179/1743284714Y.0000000720
Published online: 21 Nov 2014.
Submit your article to this journal
Article views: 95
View related articles
View Crossmark data

Development of a continuous coolingtransformation diagram for Eglin steel
B. M. Leister* and J. N. DuPont
Eglin steel is a new ultrahigh strength steel that has been developed at Eglin Air Force Base in the
early 2000s. This steel could be subjected to a variety of processing steps during fabrication,
each with its own thermal history. This article presents a continuous cooling transformation
diagram developed for Eglin steel to be used as a guideline during processing. Dilatometry
techniques performed on a Gleeble thermomechanical simulator were combined with
microhardness results and microstructural characterisation to develop the diagram. The results
show that four distinct microstructures form within Eglin steel depending on the cooling rate. At
cooling rates above ,1uC s21, a predominately martensitic microstructure is formed with
hardness of y520 HV. Intermediate cooling rates of 1 to 0.2uC s21 produce a mixed martensitic/
bainitic microstructure with a hardness that ranges from 520 to 420 HV. Slower cooling rates of
0.1 to 0.03uC s21 lead to the formation of a bainitic microstructure with a hardness of y420 HV.
The slowest cooling rate of 0.01uC s21 formed a bainitic microstructure with an apparent carbide
constituent at the prior austenite grain boundaries.
Keywords: Dilatometry, Microhardness, Microstructural Characterization
IntroductionEglin steel is an ultrahigh strength steel alloy that wasdeveloped at Eglin Air Force Base in the early 2000s andhas since been patented in 2009.1 Eglin steel has strengthlevels similar to AerMet100, AF1410 and HP9-4-30, butat a reduced cost due to a reduction or elimination ofexpensive alloying elements such as nickel and cobalt,which can both range from 10 to 14 wt-% in thepreviously mentioned alloys.
Table 1 shows the alloy composition, strength andtoughness values for Eglin steel. The chemical compositionshown is that of the alloy used in this present work. Siliconis added to enhance toughness. Silicon is well known tomake cementite precipitation sluggish at tempering tem-peratures used for Eglin steel.2–6 According to the patentdocument, chromium is added to increase strength andhardenability, while molybdenum is also added to increasehardenability. Nickel is used to increase toughness, andtungsten is added to increase strength and wear resistance.1
In addition, tungsten and molybdenum (to a lesser extent)is added because it lowers the grain boundary embrittle-ment potential when in solution because it ties up trampelements.7,8
Eglin steel typically has a quenched and temperedmicrostructure consisting of tempered martensite with avariety of carbide sizes and morphologies. Paules et al.9
have reported M3C, M6C and MC carbides that form
after heat treatment with sizes of 180, 250 and 10–20 nmrespectively. Two heat treatment schedules were inves-tigated. In the first heat treatment, the samples werenormalized at 1090uC for 1 h, followed by a subcriticalanneal at 650uC for 1.5 h. The samples were thenaustenitised at 900, 950 or 1010uC for 0.5 h, oilquenched and then tempered at 260uC for 1 h. Thesecond heat treatment was the same as the first, but didnot contain the normalisation and subcritical anneal.M3C and MC carbides were found in all heat treatedsamples, but the M6C carbides were only present afterthe low temperature austenitisation treatment.Increasing the austenitisation temperature from 900 to1010uC caused the dissolution of the M6C carbides.
Eglin steel can undergo a variety of fabricationprocesses such as casting, rolling, forging, fusionwelding and heat treating. Each of these processes isassociated with different thermal cycles, thus creatingthe potential for different microstructures to form uponcooling. Development of a continuous cooling transfor-mation (CCT) diagram is of vital importance to under-stand and control the different microstructures thatcould form within Eglin steel during any of theseprocessing steps. Thus, the objective of this work is todevelop a CCT diagram for Eglin steel that can be usedto control the microstructure and associated propertiesunder a wide range of cooling rates.
ProcedureThe composition of Eglin steel used for the developmentof the CCT diagram can be seen in Table 1. The materialwas received in the quenched and tempered condition
Department of Materials Science and Engineering, Lehigh University,Bethlehem, PA 18015, USA
*Corresponding author, email [email protected]
� 2015 Institute of Materials, Minerals and MiningPublished by Maney on behalf of the InstituteReceived 8 July 2014; accepted 8 November 2014DOI 10.1179/1743284714Y.0000000720 Materials Science and Technology 2015 VOL 31 NO 12 1425
Dow
nloa
ded
by [
Leh
igh
Uni
vers
ity]
at 0
8:33
06
June
201
6

according to the following heat treatment: normalise at1066uC for 1 h (air cool), austenitise at 1010uC for 1 h(water quench) and temper at 204uC for 4 h (air cool).Dilatometry experiments were carried out on a Gleeble3500 thermomechanical simulator using a linear variabledifferential transformer dilatometer to measure diame-tral dilation during heating and cooling. Samples usedfor testing were 6 mm in diameter and 70 mm in length.
Dilatometry experiments for determining phase trans-formations in Eglin steel were carried out according toASTM A103310 with one exception. The initial soakproposed by the ASTM specification was not conducteddue to possible changes in carbide morphology and sizethat could be caused by this higher temperature soak.Samples were heated to 1010uC at 10uC s21, held at1010uC for 5 min and cooled at rates from 50 to0.01uC s21. Transformation temperatures upon coolingwere determined by calculating the derivative of thedilation as a function of the sample temperature andobserving changes in the slopes of the derivative curve.A deviation from a constant derivative indicated thestart of a transformation, and return to a constantderivative was taken as the finish of a transformation.
After heating and cooling in the Gleeble, the sampleswere tested using Vickers microhardness method with a300 g load and 15 s dwell time. Five tests wereconducted per sample, and an average and standarddeviation were calculated.
Microstructural characterisation was performed on aReichert-Jung MeF3 inverted light optical microscope(LOM). Samples were prepared using standard metallo-graphic techniques with a 0.05 mm colloidal silica finalpolish. The samples were etched first in 4% picral for 15–60 s depending on cooling rate, cleaned with cotton andethanol and further etched in 2% nital for 5–30 sdepending on cooling rate. Scanning electron micro-scopy (SEM) was conducted on a Hitachi 4300 FEG/SEM at an accelerating voltage of 10 kV.
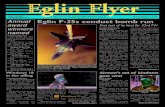
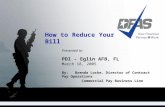
ResultsFour different microstructures were observed withvariations in cooling rate. The steel can be predominantlymartensitic, mixed martensitic/bainitic, entirely bainiticor bainitic with apparent grain boundary carbide. Typicaldilatometry curves associated with each of these differentmicrostructures can be seen in Fig. 1. The variation inhardness due to these various microstructures is shown inFig. 2 as a function of cooling rate.
The four types of microstructures can be discerned onthe hardness plot as well, where the predominantlymartensitic region is associated with a hardness plateaufor cooling rates of 50–1uC s21, the transition frompredominantly martensite to predominantly bainite occursfor cooling rates from 1 to 0.2uC s21, the entirely bainiticregion is another plateau from 0.1 to 0.03uC s21 and thedata point at 0.01uC s21 is from the microstructure that is
bainitic with apparent carbide at the prior austenite grainboundaries.
The identification of various phases is based on acombination of results, including the dilatometry curves,microhardness data and microstructural morphologyobserved during LOM and SEM examination, as well asthe phase identification system described in the Atlas ofBainitic Microstructures.11 Figures 3 through 7 showLOM and SEM photomicrographs of typical micro-structures. Figure 3 shows the microstructures from the50uC s21 cooling rate, and it can be seen that themartensitic microstructure is formed at the highestcooling rate, although there appears to be a smallamount of bainite as well. As shown in Fig. 4, a mixedmartensitic/bainitic microstructure forms at coolingrates from 0.3 to 0.1uC s21. The microstructure of theEglin steel is bainitic at a cooling rate of 0.03uC s21 asshown in Fig. 5. The microstructure produced at theslowest cooling rate of 0.01uC s21 is shown in Fig. 6,which exhibits a bainitic matrix with apparent carbidesat the prior austenite grain boundaries.
Figure 7 shows the microstructure of Eglin steelcooled at 50uC s21 (Fig. 7a) and through the transitionregion of 0.3–0.1uC s21 (Fig. 7b–d respectively). Thephotomicrographs also show the microhardness of thetwo phases present within the microstructure at thevarious cooling rates, with martensite being the lighteretching phase, and bainite being the darker etchingphase. Bainite has a lower microhardness for all coolingrates, and the amount of bainite increases with decreas-ing cooling rate.
Equilibrium ThermoCalc calculations were performedto determine the temperature and composition at whichaustenite becomes unstable during cooling. These calcu-lations were conducted to shed light on possible identi-fication of the grain boundary constituent observed atthe slowest cooling rate (0.01uC s21) and were per-formed with the ThermoCalc software package12 usingthe TCFE5 database.13 Figure 8a shows calculatedfraction of austenite as a function of temperature anddemonstrates that austenite is not stable ,745uC. Atthat temperature, the carbon composition is 0.2 wt-%(Fig. 8b), which corresponds to the calculated eutectoidcomposition for Eglin steel. Figure 9 is an equilibriumcalculation for Eglin steel showing the phase fractionof austenite, ferrite and carbide phases as a functionof temperature. Note that, in addition to ferriteformation at y810uC, M6C and (CrMoV)C car-bides become stable before ferrite, while M23C6 andM7C3 carbides become stable after the start of ferriteformation.
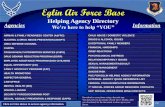
Combining the dilatometry curves, the hardness dataand the microstructures for each cooling rate, a CCTdiagram can be assembled for Eglin steel with coolingrates from 50 to 0.01uC s21 (Fig. 10). The solid datapoints correspond to transformation starts, and the
Table 1 Composition (wt-%) and mechanical properties of Eglin steel
Alloy Fe C Mn Si Cr Ni Mo Co Wsy sUTS Charpy at 240uC
(ksi) (ksi) (ft-lb.)
Eglin Bal. 0.26 0.65 1.00 2.70 1.00 0.42 …… 1.00 180 230 20–30
Leister and DuPont Continuous cooling transformation diagram for Eglin steel
1426 Materials Science and Technology 2015 VOL 31 NO 12
Dow
nloa
ded
by [
Leh
igh
Uni
vers
ity]
at 0
8:33
06
June
201
6

hollow data points correspond to transformationfinishes.
DiscussionThe combination of dilatometry curves, microhardnessdata and microstructural observations are discussed herein view of identifying the various microstructures thatform with changes in cooling rates and assembling theCCT diagram. The dilatometry curve shown in Fig. 1awas typical for cooling rates between 50 and 1uC s21.The dilatometry curve and associated differentiatedcurve exhibit a single deviation from the horizontal lineof the differentiated curve, which corresponds to a phasetransformation start temperature of 412uC. The differ-entiated curve goes through a trough before returning tohorizontal at a temperature of 143uC, which corre-sponds to the finish temperature of the transformation.The microstructure of this sample (and others withsimilar dilatometry curves) was predominately marten-sitic, and the transformation start temperatures labelledby the solid diamonds on the CCT diagram in Fig. 10remain constant, indicating that this transformationtemperature is a martensite start temperature. In addi-tion, the hardness of the samples cooled at these ratesremains constant within experimental error, furtherindicating that there is essentially a uniform martensitic
microstructure. The high hardness (.520 HV) is alsoconsistent with a martensitic microstructure. Combiningthe single deviation from horizontal, the constanttransformation temperature and hardness and the corre-sponding microstructure (Fig. 3) leads to the conclusionthat cooling rates from 50 to 1uC s21 produce apredominately martensitic microstructure.
2 Plot of Vickers microhardness as function of cooling
rate for Eglin steel
a predominantly martensitic transformation; b mixed martensitic/bainitic transformation; c fully bainitic transformation; dmixed bainitic and apparent grain boundary carbide transformation
1 Representative dilatometry (dashed line) and differentiated (solid line) dilatometry curves used to determine transfor-
mation temperatures in Eglin steel
Leister and DuPont Continuous cooling transformation diagram for Eglin steel
Materials Science and Technology 2015 VOL 31 NO 12 1427
Dow
nloa
ded
by [
Leh
igh
Uni
vers
ity]
at 0
8:33
06
June
201
6

Cooling rates from 1 to 0.2uC s21 lead to a mixedmicrostructure of martensite and bainite. Instead of asingle deviation from horizontal on the differentiateddilation curve, there are now two deviations. Theexample dilatometry curve (Fig. 1b) shows the firstdeviation occurs at 511uC, and the curve plateaus beforedeviating again at 378uC. This indicates that there aretwo different microstructural constituents that are
forming during cooling. In this case, bainite starts toform at the higher temperature, and martensite starts toform at the lower temperature. For this cooling raterange, the hardness does not change much until the0.3uC s21 cooling rate, when the hardness drops from anear constant value of y520 HV to a lower value ofy420 HV. The samples cooled at a rate of 1–0.5uC s21
have a small amount of bainite that the hardness change
3 a light optical and b scanning electron micrographs of Eglin steel cooled at 50uC s21 showing large amount of marten-
site with small amount of bainite
4 Light optical and scanning electron micrographs of Eglin steel cooled at a,b 0.3uC s21, c,d 0.2uC s21 and e,f 0.1uC s21
showing mixed martensitic and bainitic microstructure
Leister and DuPont Continuous cooling transformation diagram for Eglin steel
1428 Materials Science and Technology 2015 VOL 31 NO 12
Dow
nloa
ded
by [
Leh
igh
Uni
vers
ity]
at 0
8:33
06
June
201
6

is negligible. However, the hardness of the samplescooled from 0.3 to 0.1uC s21 shows a clear transitionfrom the higher hardness to the lower hardness as thesamples transition from a mixed martensite/bainitemicrostructure to an entirely bainitic microstructure.The images in Fig. 4 show this transition as bainitebecomes the primary microstructural feature at theslower cooling rates. Note that the CCT diagram inFig. 10 shows that, when the bainite starts to form atcooling rates at ,1uC s21, the martensite start tempera-ture decreases. This is to be expected since the bainiticferrite laths reject carbon to the surrounding austenite,thus enhancing the stability of the austenite to lowertemperatures.14,15 However, the increased silicon con-tent in Eglin steel makes carbide precipitation sluggish,resulting in the carbon remaining in solution with theaustenite and leading to a decrease in the martensitestart temperature.
Based on the dilation plot shown in Fig. 1a, it appearsas though only one microstructure is formed duringcooling at 10uC s21. The microstructures along withmicrohardness indents shown in Fig. 7a indicate that asmall amount of bainite also appears to form in thesesamples. However, the amount of bainite (lower hard-ness area) formed within the specimen is not largeenough to be detected by the dilatometer during cooling.When examining the transition region with samplescooled between 0.3 and 0.1uC s21 (Fig. 7b–d), it can beseen that the amount of bainite in the sample increaseswith decreasing cooling rate. Figure 7d shows a reversedexample of this effect. Note that there is a lightetching area with higher microhardness, consistent with
martensite formation seen in the sample cooled at0.1uC s21, but the dilation data indicated that onlybainite was formed. This is due to a small amount ofmartensite being formed that it was not detected by thedilatometer during cooling.
The samples cooled between 0.1 and 0.03uC s21
exhibit a bainitic microstructure. The differentiatedcurve for these samples (Fig. 1c) shows a singledeviation from horizontal, but it is at a highertemperature (500uC) compared to samples exhibiting amartensitic microstructure (y410uC). In addition, thebainite transformation temperature increases with dec-reasing cooling rate, due to an increased time fordiffusion. The microstructure seen in Fig. 5 also showsan entirely bainitic microstructure.
The sample cooled at 0.01uC s21 exhibited a bainiticmatrix with a constituent along the prior austenite grainboundaries (Fig. 6). The differentiated curve in Fig. 1dis the only one that shows a high temperaturetransformation. In this case, the transformation starttemperature was 809uC, and the transformation finishtemperature was 647uC. There is a further decrease inthe hardness compared to the lower plateau of hardnessfrom the samples with the bainitic microstructure. Onewould typically expect ferrite to form on the prioraustenite grain boundary for a hypoeutectoid steel suchas Eglin (0.26 wt-%C). However, the presence ofalloying elements can shift the eutectoid compositionbelow the nominal composition of the alloy. Accordingto the calculation scheme proposed by Van Aken,14 theeutectoid composition of Eglin steel could be as low as0.12 wt-%C. In addition, the equilibrium ThermoCalc
5 a light optical and b scanning electron micrographs of Eglin steel cooled at 0.03uC s21 showing entirely bainitic micro-
structure
6 a light optical and b scanning electron micrographs of Eglin steel cooled at 0.01uC s21 showing large amount of bai-
nite with small amount of apparent carbide at prior austenite grain boundaries
Leister and DuPont Continuous cooling transformation diagram for Eglin steel
Materials Science and Technology 2015 VOL 31 NO 12 1429
Dow
nloa
ded
by [
Leh
igh
Uni
vers
ity]
at 0
8:33
06
June
201
6

calculations (Fig. 8) show that the carbon content ofaustenite at the decomposition temperature 747uC is0.2 wt-%. This composition is below the nominal alloycomposition of 0.26 wt-%C. The ThermoCalc resultspredict ferrite formation starting at ,810uC, whichis very similar to the measured transformation starttemperature of 809uC. However, the observed grainboundary constituent does not exhibit the typical ferritemorphology. As previously noted, the results of Fig. 9suggest that a variety of carbides are stable both before
and after ferrite may be expected to form. The M23C6
carbide exhibits the largest phase fraction and alsoexhibits a formation temperature that is rather close toferrite. In addition, note that cementite (M3C) is notpredicted to be stable. Thus, the grain boundaryconstituent observed at the lowest cooling rate of0.01uC s21 appears to be associated with a differentcarbide. Therefore, this phase is only labelled in a generalway as ‘grain boundary constituent’ or ‘carbide’, and theidentification is recognised as tentative at this point.
7 Microhardness of martensite and bainite phases within Eglin steel cooled at a 50uC s21, b 0.3uC s21, c 0.2uC s21 and d
0.1uC s21
8 Equilibrium ThermoCalc calculations showing a phase fraction of austenite in Eglin steel as function of temperature
and b mass fraction of carbon within austenite
Leister and DuPont Continuous cooling transformation diagram for Eglin steel
1430 Materials Science and Technology 2015 VOL 31 NO 12
Dow
nloa
ded
by [
Leh
igh
Uni
vers
ity]
at 0
8:33
06
June
201
6

It is also useful to compare the measured martensiteand bainite transformation temperatures to those thatcan be estimated with empirical equations based on alloycomposition. The relationship between alloy composi-tion and the martensite start temperature has beeninvestigated by a number of researchers,16–22 withAndrews providing the largest data set. A summary ofthe equations and the calculated and predicted trans-formation start temperatures with the respective error is
provided in Table 2 (note that the composition of eachalloying element in each equation is expressed in weightper cent). A variety of equations are available, includingthose that account for effects from a relatively widerange of elements (e.g. Si and W that are present in Eglinsteel), and those that attempt to account for interactiveeffects between elements. Although the equations thatinclude effects from Si and W may be expected toprovide the best correlation to the transformationtemperatures measured experimentally, the expressionsby Andrews (for Ms) and Steven and Haynes (for Bs)provide the best correlations, with the error being 11 to14%. Neither of these expressions account for thepresence of Si or W. The coefficient values for Si andW are relatively low in the equations shown, suggestingthat Si and W have minor effects on the transformationtemperatures. This factor, combined with the relativelylow concentrations of Si and W in Eglin steel, mayaccount for the observed correlations.
ConclusionsA CCT diagram was developed for Eglin steel through acombination of dilatometry, microhardness data andmicrostructural observations. The following conclusionscan be drawn from this work.
1. Cooling rates .1uC s21 lead to the formation of apredominantly martensitic microstructure with a nearlyconstant hardness of y520 HV.
9 Equilibrium ThermoCalc calculation of phase fraction as function of temperature showing phases of austenite, ferrite
and carbide phases that are predicted to form during heating and cooling of Eglin steel
10 Continuous cooling transformation diagram for Eglin
steel
Leister and DuPont Continuous cooling transformation diagram for Eglin steel
Materials Science and Technology 2015 VOL 31 NO 12 1431
Dow
nloa
ded
by [
Leh
igh
Uni
vers
ity]
at 0
8:33
06
June
201
6

2. Cooling rates from 1 to 0.2uC s21 lead to theformation of a mixed martensitic/bainitic microstructurewith a hardness that varies from y520 to 420 HV.
3. Formation of bainite decreases the martensitestart temperature. This effect is attributed to carbonpartitioning from bainite to austenite, which stabilisesthe austenite to lower temperatures.
4. Cooling rates from 0.1 to 0.03uC s21 lead to theformation of a primarily bainitic microstructure with anearly constant hardness of y420 HV.
5. Cooling at 0.01uC s21 leads to the formation of abainitic microstructure with an apparent carbide phaseat the prior austenite grain boundaries.
Acknowledgements
This work was performed with funding from DOTCinitiative (DOTC-09-01-INIT120). Review of the manu-script and useful comments from Dr R. Abrahams atEglin Air Force Base are also greatly acknowledged.
References1. M. Dilmore and J. D. Ruhlman, U.S. Patent 7537727B2 ‘‘Eglin
Steel - A Low Alloy High Strength Composition’’ May 26, 2009.
2. R. M. Horn and R. O. Ritchie: ‘Mechanisms of tempered
martensite embrittlement in low alloy steels’, Metall. Mater.
Trans. A, 1978, 9A, 1039–1053.
3. G. Speich and W. Leslie: ‘Tempering of steel’, Metall. Mater.
Trans. B, 1972, 3B, 1043–1054.
4. J. Youngblood and M. Raghavan: ‘Correlation of microstructure
with mechanical properties of 300 m steel’, Metall. Mater. Trans.
A, 1977, 8A, 1439–1448.
5. D. Delagnes, P. Lamesle, M. H. Mathon, N. Mebarki and C.
Levaillant: ‘Influence of silicon content on the precipitation of
secondary carbides and fatigue properties of a 5%Cr tempered
martensitic steel’, Mater. Sci. Eng. A, 2005, A394, 435–444.
6. E. Kozeschnik and H. K. D. H. Bhadeshia: ‘Influence of silicon on
cementite precipitation in steels’, Mater. Sci. Technol., 2008, 24,
343–347.
7. I. Olefjord: ‘Temper embrittlement’, Int. Met. Rev., 1978, 23, 149–
163.
8. C. L. Briant and S. K. Banerji: ‘Intergranularfailure in steel: the
role of grain-boundary composition’, Int. Met. Rev., 1978, 23, 164–
199.
9. J. R. Paules, M. F. Dilmore and K. J. Handerhan: ‘Development of
eglin steel - a new, ultrahigh-strength steel for armament and
aerospace applications’, Mater. Sci. Technol., 2005, 2, 13–23.
10. American Society for Testing and Materials: ‘ASTM A1033 - 10
practice for quantitative measurement and reporting of hypoeu-
tectoid carbon and low-alloy steel phase transformations’, ASTM
International, Philadelphia, PA, USA, 2010.
11. Bainite Research Committee: ‘Atlas of bainitic microstructures’,
ISIJ Int., 1992.
12. J. O. Andersson, T. Helander, L. Hoglund, P. F. Shi and B.
Sundman: Calphad, 2002, 26, 273–312.
13. Thermo-Calc Software AB, Thermo-Calc Software TCFE5 TCS
Steels/Fe-Alloys Database v5.
14. H. Bhadeshia: ‘Bainite in steels’, Inst. Met., 1992.
15. H. Bhadeshia and R. Honeycombe: ‘Steels: microstructure and
properties’, 3rd edn; 2006, London: Butterworth-Heinemann.
16. P. Payson and C. H. Savage: ASM, 1944, 33, 261–275.
17. L. A. Carapella: Met. Prog., 1944, 46, 108.
18. E. S. Rowland and S. R. Lyle: Trans. ASM, 1946, 37, 27–47.
19. R. A. Grange and H. M. Stewart: Trans. AIME, 1946, 167, 467–
490.
20. A. E. Nehrenberg: Trans. AIME, 1946, 167, 494–498.
21. W. Steven and A. G. Haynes: JISI, 1956, 183, 349–359.
22. K. W. Andrews: JISI, 1965, 203, 721–727.
Table 2 Summary of equations for predictive martensite and bainite start temperatures along with measured starttemperatures and per cent error for Eglin steel*
Calculated Measured % error
Payson and Savage16
Ms (uF)5930–570C–60Mn–50Cr–30Ni–20Si–20Mo–20W 529 777 32
Carapella17
Ms (uF)5925*(120.62C)(120.092Mn)(120.033Si)(120.045Ni)(120.070Cr)(120.029Mo)(120.018W)(1z0.120Co)
530 777 32
Rowland and Lyle18
Ms (uF)5930–600C–60Mn–50Cr–30Ni–20Si–20Mo–20W 522 777 33
Grange and Stewart19
Ms (uF)51000–650C–70Mn–70Cr–35Ni–50Mo 541 777 30
Nehrenberg20
Ms (uF)5930–540C–60Mn–40Cr–30Ni–20Si–20Mo 584 777 25
Steven and Haynes21
Ms (uC)5561–474C–33Mn–17Cr–17Ni–21Mo 345 414 17
Andrews22
Ms (uC)5539–423C–30.4Mn–17.7Ni–12.1Cr–7.5Mo 356 414 14Ms (uC)5512–453C–16.9Niz15Cr–9.5Mo z217C2
–71.5C*Mn–67.6C*Cr369 414 11
Steven and Haynes21
Bs (uC)5830–270C–90Mn–37Ni–70Cr–83Mo 440 494 11
*Note that the composition of each alloying element in each equation is expressed in weight per cent.
Leister and DuPont Continuous cooling transformation diagram for Eglin steel
1432 Materials Science and Technology 2015 VOL 31 NO 12
Dow
nloa
ded
by [
Leh
igh
Uni
vers
ity]
at 0
8:33
06
June
201
6