
Tradition since 1924 · Blanks forged on horizontal forging machine Material steel Blank weight...
24
GROUP OF COMPANIES Tradition since 1924
Transcript of Tradition since 1924 · Blanks forged on horizontal forging machine Material steel Blank weight...

GROUP OF COMPANIES
Tradition since 1924

Capabilities
Introduction
Product range
02
CONTENTS
Contact
Page 2
Page 4
Page 16
.........................................................................Page 18
.........................................................................
.........................................................................
.........................................................................
Conex Group is one of the main industrial groups in Romania which through the three lines of business -production, trade and industrial services- o�ers parts and components for automotive, machinery and industrial complex equipment and integrated business solutions to meet the needs of the national marketand those developed in over 30 countries.
Mission
Vision
Values
Acting responsibly, providing products and services at the highest technical level and hiring quality humanresources, Conex Group aims to become an industrial partner in the global automotive area, in industrial equipment, but also integrated infrastructure projects.
Founded in 1993 as a manufacturer of automotive components and subassemblies , Conex Group hascontinuously developed innovative solutions to our partners. Corporate strategy is based on a series of values:
clean environment
»
»»
»
dynamic leadershipstrategic partnershipsgood businesssafe workplaces»
CONEX GROUP

CONEX GROUP
Strategy
Innovation: a new idea (coming from its partners: employees, clients and suppliers) means a new
bussines opportunity;
Sustainable growth: development with partners, society and the environment.
The integrated resources management: manages its human, �nancial resources and raw materials;
Sustainable links: solid collaborations ensures our partners maximum satisfaction;
Concentric development: development of its core activities guarantees success;
The Conex Group strategy points:
»
»
»
»
»
Clients
Clients
Production sites,Clients & Suppliers
Clients &Suppliers

1924 Establishment of ASAM as a maintenance unit of the Second Fleet within the Militar Air Force;
1947 Maintenance Workshop for the Autonomous Transportation Unit;
1974 Auto Spare Parts Unit - supplier of clutches and spare parts for the auto constructive industry;
1990 The former Auto Spare Parts Unit becomes ASAM and the production capacities increases;
2000 Private ownership and integration into the CONEX Industrial Group.
Advanced methods of manufacturing, the experience and tradition into a speci�c domain are the mostimportant elements that certify the quality of the products produced. With a background of almost a hundred years of activity in the industry, ASAM is the �rst Romanian company present in TecDoc and one of the most relevant manufacturer of spare parts and equipmentsfor trucks, cars and agricultural machinery.
History
ASAM
OtherPetroleum & Gas
Railway partsIndustrial UseAutomotive parts
Internal market External market
17%
83%
Turnover structure
46%
30%22%
1% 1%
INTRODUCTION

Mission
The respect for our partners and for ourselves is the basis of a value system that guides our every action.
The maximum satisfaction of our customers necessities
Basic principles:
Creating long lasting partnerships in which all parties have to bene�t is the sole purpose of ASAM Iasi, the entire team acting on four major directions to achieve the desired result:
Expanding and diversifying the product portfolio Strengthening current partnerships and developing new business relations
Achieving new quality standards
Values
» ISO 9001/2000
» ISO 14001
» OHSAS» RAR» AFER
» ISO/TS 16949:2007
Certifications SAP integrated system
» Sales and Distribution
» Materials Management
» Finance and Accounting
One of the most relevant industrial manufacturers in the region, ASAM Iasi o�ers parts and componentsfor the automotive area and integrated business solutions to meet the needs of the national and externalmarket.
Paying special attention to customer requirements»
»
»
»
Commitment to quality productionsInvestment in technology
Continuous training of our team
»
»
»
»
INTRODUCTION

» Maxi-press Lines: 630 Tf; 1600 Tf; 2000 Tf; 2500 Tf; 4000 Tf;
» Horizontal forging machines 800 and 100 Tf;
» Forging hammers 1250, 2500 and 3150 Kf;
Continuous heat treatment lines of 1000 Kg/h;»
Induction Heating; Magna�ux crack inspection device;
»
Hardness Control Device WOLPERT;
»
Automatic Blasting Station 500 kg/batch.
»
»
» Shear press;
» Band saw;» Cold calibration - LLR 1000 Tf press;
» Hardness control
EQUIPMENTS OTHER EQUIPMENTS
FORGE
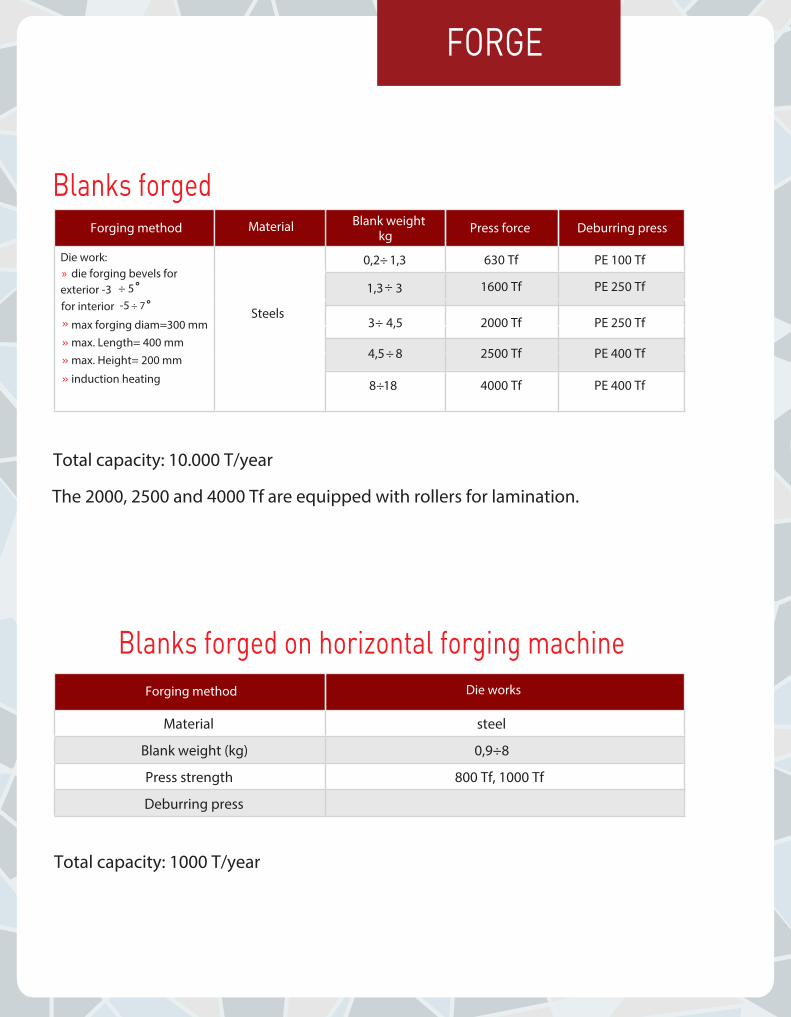
Blanks forged
Die work:» die forging bevels for exterior -3
» max forging diam=300 mm » max. Length= 400 mm
Steels
0,2÷ 1,3 630 Tf PE 100 Tf
1,3÷ 3 1600 Tf PE 250 Tf
3÷ 4,5 2000 Tf PE 250 Tf
4,5÷ 8 2500 Tf PE 400 Tf
8÷18 4000 Tf PE 400 Tf
Total capacity: 10.000 T/year
The 2000, 2500 and 4000 Tf are equipped with rollers for lamination.
Blanks forged on horizontal forging machine
Material steel
Blank weight (kg) 0,9÷8
Press strength 800 Tf, 1000 Tf
Deburring press
Total capacity: 1000 T/year
÷ 5for interior -5 ÷ 7
» max. Height= 200 mm
» induction heating
° °
FORGE
Forging method Material Blank weight Press force Deburring presskg
Die worksForging method
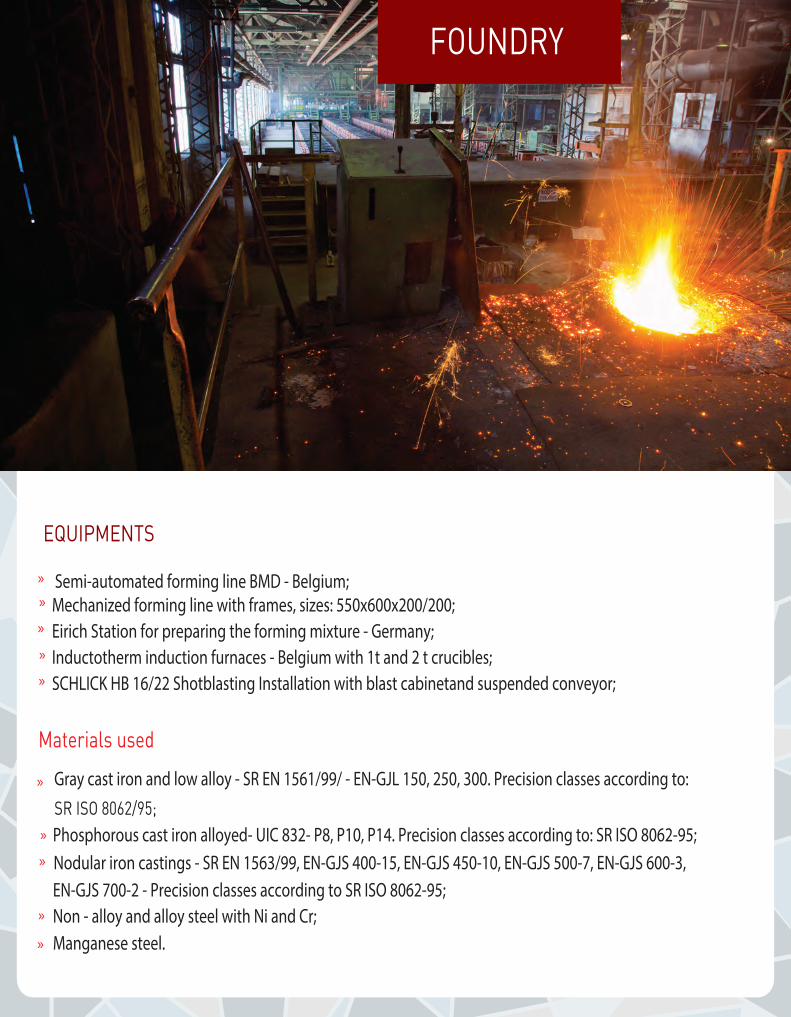
» Semi-automated forming line BMD - Belgium;
Mechanized forming line with frames, sizes: 550x600x200/200;»
Eirich Station for preparing the forming mixture - Germany; »
Inductotherm induction furnaces - Belgium with 1t and 2 t crucibles; »
SCHLICK HB 16/22 Shotblasting Installation with blast cabinetand suspended conveyor; »
Materials used
»
Gray cast iron and low alloy - SR EN 1561/99/ - EN-GJL 150, 250, 300. Precision classes according to: »
Phosphorous cast iron alloyed- UIC 832- P8, P10, P14. Precision classes according to: SR ISO 8062-95; »
Nodular iron castings - SR EN 1563/99, EN-GJS 400-15, EN-GJS 450-10, EN-GJS 500-7, EN-GJS 600-3,
Non - alloy and alloy steel with Ni and Cr;»
Manganese steel.
EQUIPMENTS
EN-GJS 700-2 - Precision classes according to SR ISO 8062-95;
SR ISO 8062/95;
»
FOUNDRY
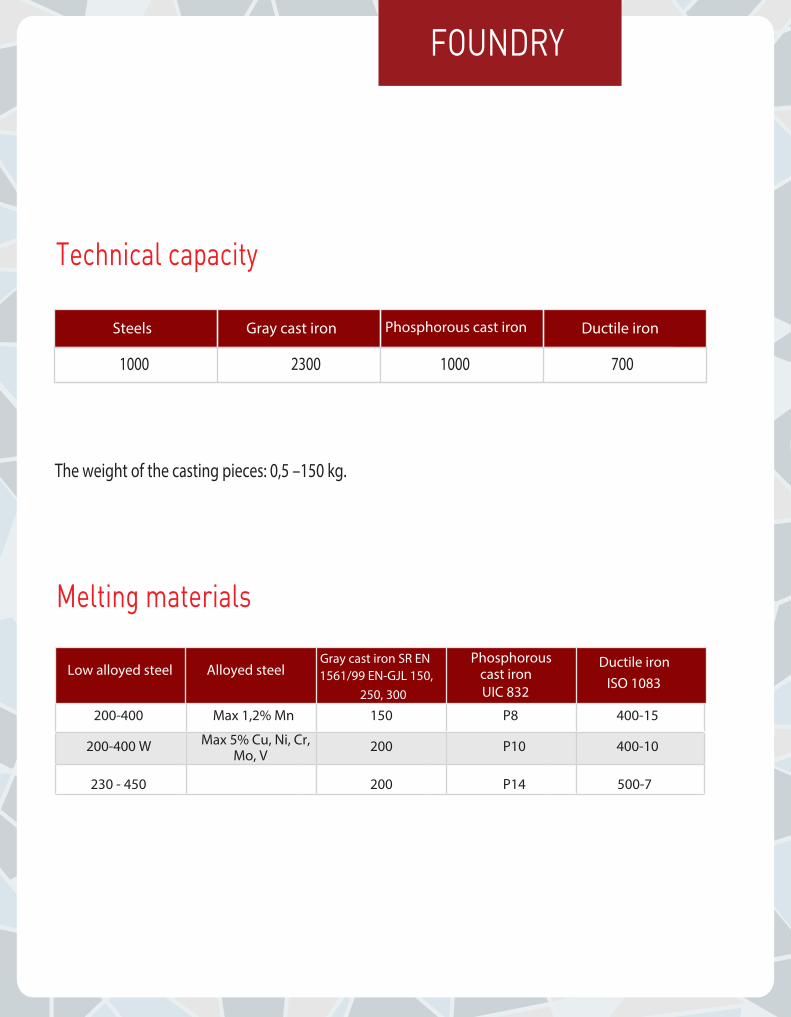
Technical capacity
Melting materials
Steels Gray cast iron Phosphorous cast iron Ductile iron
1000 2300 1000 700
The weight of the casting pieces: 0,5 –150 kg.
Low alloyed steel Alloyed steelGray cast iron SR EN 1561/99 EN-GJL 150,
Phosphorous Ductile ironISO 1083
200-400 Max 1,2% Mn 150 P8 400-15
200-400 W Max 5% Cu, Ni, Cr, Mo, V
200 P10 400-10
230 - 450 200 P14 500-7
250, 300 UIC 832 cast iron
FOUNDRY
»
»
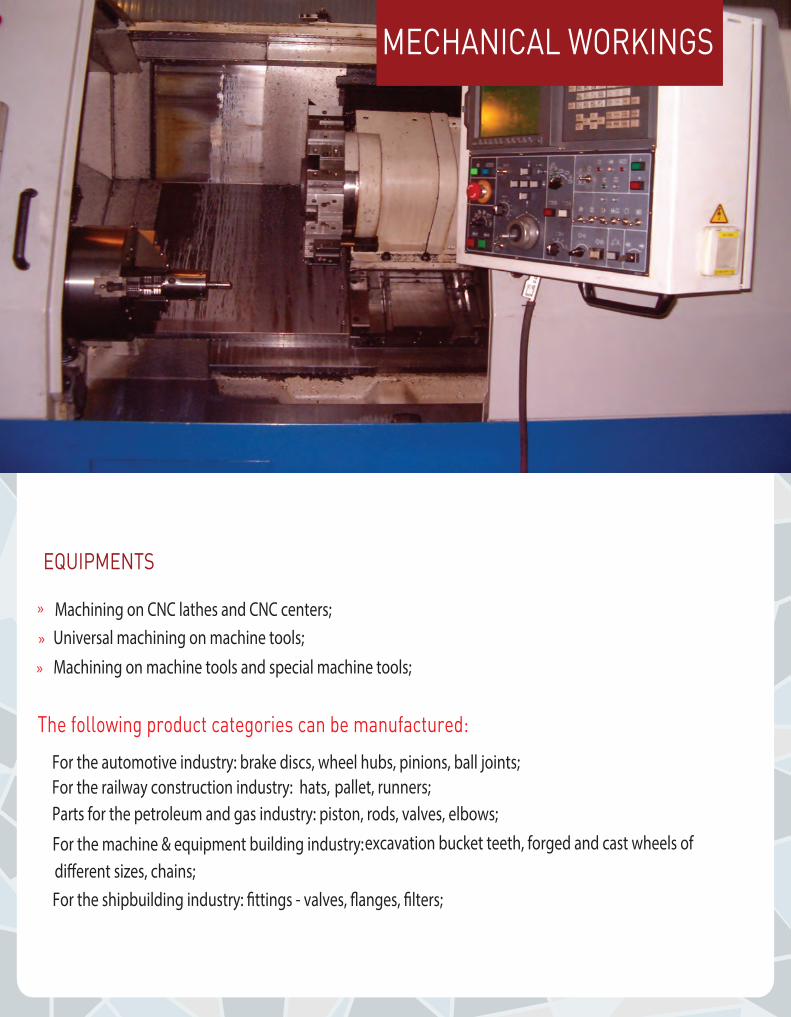
EQUIPMENTS
»
Machining on CNC lathes and CNC centers; Universal machining on machine tools;
Machining on machine tools and special machine tools;
The following product categories can be manufactured:
For the automotive industry: brake discs, wheel hubs, pinions, ball joints; For the railway construction industry: hats, pallet, runners;
Parts for the petroleum and gas industry: piston, rods, valves, elbows;
For the machine & equipment building industry:excavation bucket teeth, forged and cast wheels of di�erent sizes, chains;
For the shipbuilding industry: �ttings - valves, �anges, �lters;
MECHANICAL WORKINGS
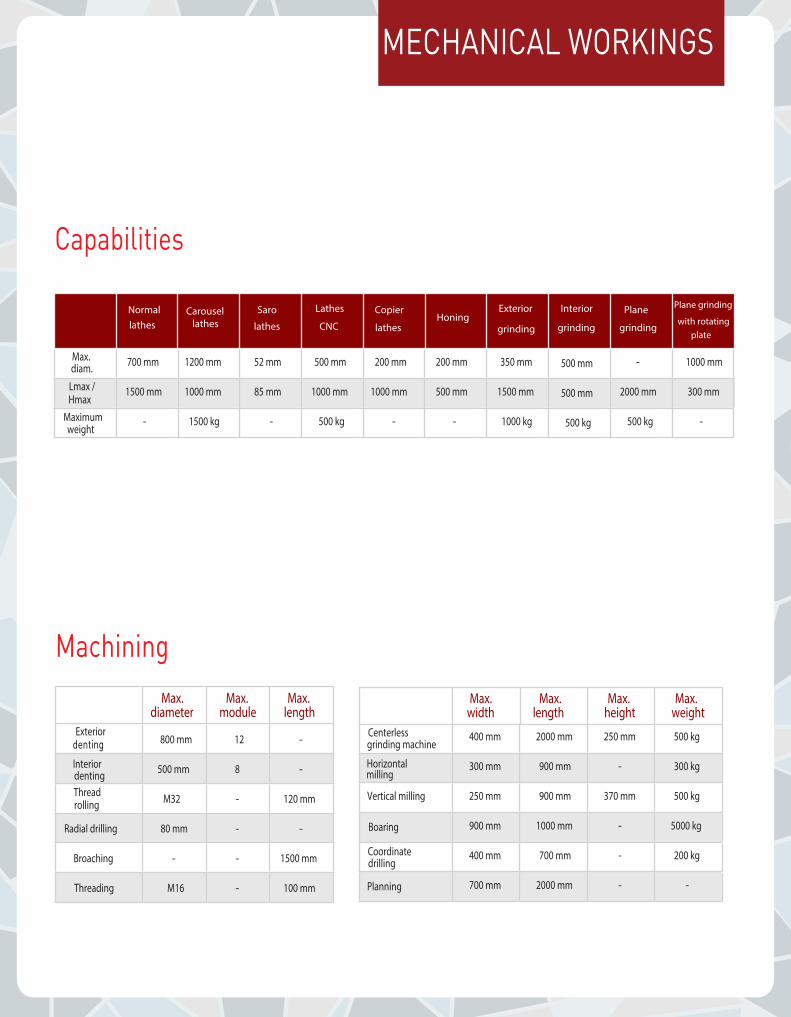
Capabilities
Normal lathes
Carousel lathes
Saro
lathes
Lathes
CNC
Copier
lathesHoning
Exterior
grinding
Interior
grinding
Plane
grinding
Plane grinding
with rotating
Max. diam. 700 mm 1200 mm 52 mm 500 mm 200 mm 200 mm 350 mm 500 mm - 1000 mm
Lmax /Hmax
1500 mm 1000 mm 85 mm 1000 mm 1000 mm 500 mm 1500 mm 500 mm 2000 mm 300 mm
Maximumweight
- 1500 kg - 500 kg - - 1000 kg 500 kg 500 kg -
MachiningMax.
diameterMax.
moduleMax.
lengthExterior
denting 800 mm 12 -
Interior denting 500 mm 8 -
Thread M32 - 120 mm
Radial drilling 80 mm - -
Broaching - - 1500 mm
Threading M16 - 100 mm
Max. width
Max. length
Max. height
Max. weight
Centerless grinding machine
400 mm 2000 mm 250 mm 500 kg
Horizontal 300 mm 900 mm - 300 kg
Vertical milling 250 mm 900 mm 370 mm 500 kg
Boaring 900 mm 1000 mm - 5000 kg
Coordinate drilling
400 mm 700 mm - 200 kg
Planning 700 mm 2000 mm - -
milling
plate
rolling
MECHANICAL WORKINGS

»
»
»»
»
»
»
»
»
T
with super basic elctrodes
»
»
»
S 355cast weldable steels
S 235
»
»
»
»
»
weld convertor
EQUIPMENTS
MIG/MAG welding installationsautomatic installations for linear weldingsboring machineshydraulic pressesshot blasting installations
cutting spring-air installations
Materials used
Technologies
»
» in protective environment with CO2 and argon
Materials used for welding
superbasic electrodes EN 499 E4.2.38
weld wire EN 440-G3Sil, ø 0,8-1,6
Welded structures
with dimensions between 100-3000 mmweights: max. 3000 kg
Tools used
welding jigsgaugesuniversal measurement devices
MECHANICO WELDINGPRESSING
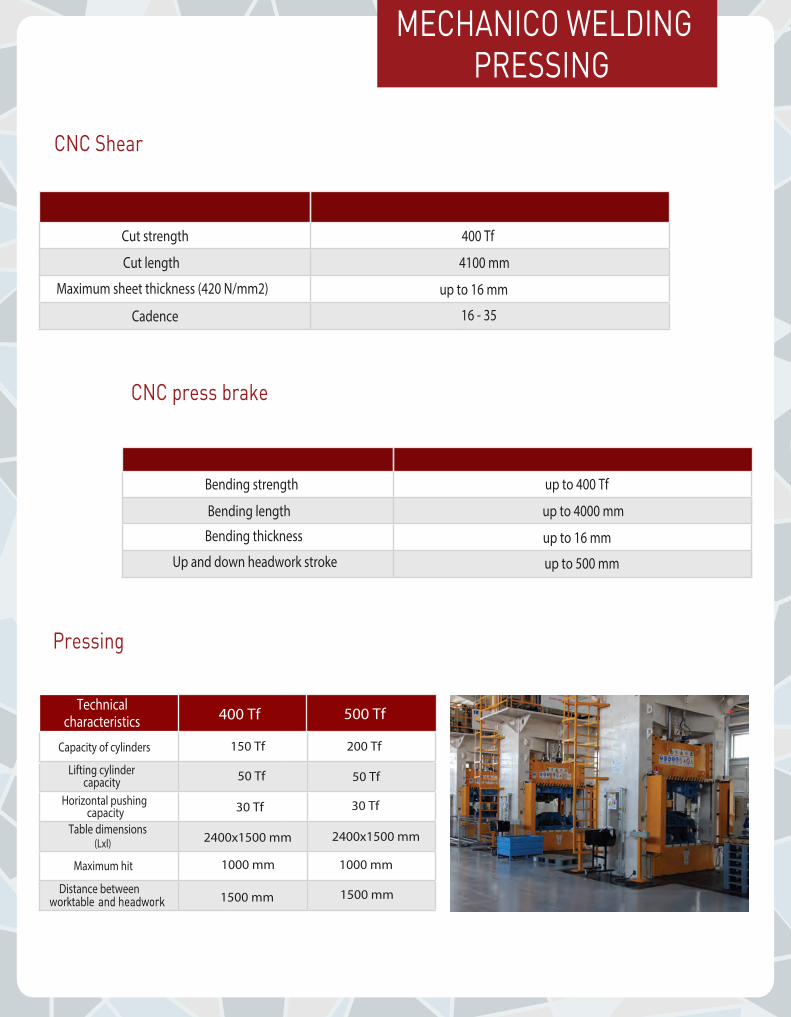
Cut strength 400 Tf
Cut length 4100 mm
Maximum sheet thickness (420 N/mm2) up to 16 mm
Cadence 16 - 35
CNC Shear
Bending strength up to 400 Tf
Bending length up to 4000 mm
Bending thickness up to 16 mm
Up and down headwork stroke up to 500 mm
Technical characteristics 400 Tf
Capacity of cylinders 150 Tf
Horizontal pushing
50 Tf
Table dimensions
30 Tf
Maximum hit
Distance between
capacity
Lifting cylinder capacity
(Lxl)
and headwork
2400x1500 mm
1000 mm
1500 mm
500 Tf
200 Tf
50 Tf
30 Tf
2400x1500 mm
1000 mm
1500 mmworktable
CNC press brake
Pressing
MECHANICO WELDINGPRESSING

» Injection machines: Battenfeld B2700/1330, command type UNILOG B4;» Injection machine: MI 400/130-TR;»
Extrusion machines:» Vulcanizing hydraulic presses;
» Closed circuit cooling system for machinery and molds;» Electronic controled systems;» Dryer for plastic beads.
»
Polyethylene
»
Polypropylene»
ABS
»
Plain and reinforced polyamides with �berglass
Polyacetals
»
Plain and reinforced polycarbonate with �berglass
» Injection» Extrusion» Vulcanisation
» Between 2 and 900 gr.
»
PLASTICS

Thermo treatments
Electrochemical Coverings
» 4 hot dip galvanizing baths;» 2 drum galvanizing baths;
Useful dimensions of baths in mm (LxlxH) are:
» 1000x650x900 for weak acid zinc eletroplating;» 1000x800x500 for phosphating chemical;
The maximum weight of the protected piece is 75 kg.
Annealing steel 400 kg 1100x600x400
Normalization steel 400 kg 1100x600x400
Low acid electrochemical zinc plating SR EN 12329 12 ÷ 25 mm 1100x600x400 75
Chemical phosphating SR EN 12476 - 1100x600x400 75
EQUIPMENTS
TREATMENTS
The Zinc Electroplating sector o�ers a line of cold galvanizing with a low acid bath, for steel and cast iron parts, consisting of:
Products subject to galvanizations can have a thickness of 6 µm to 20 µm, depending on the customer’s requirements and the destination of the products.
Treatment Material Weight Dimensions
Process Quality conditions Layer thickness Bath size Max. weight
» Spectral laboratory to determine the chemical composition
» Metallographic laboratory and Mechanical Testing (mechanical tests, hardness tests);
3D measurements.»
According to company’s policy, ASAM is constantly preoccupied with the development of the product portfolio and the improvement of the production capacity.
LABORATORY

The department facilities are enabling the design and implementation of:
» Forging dies;
»
Casting Molds;»
Plastic injection molds;»
Welding jigs;»
Stamps cutting and bending tools;»
Machining devices.
DESIGN & TOOLING
The Design & Tooling department represents one of the strengths of ASAM, due to the great advantage that we can produce ourselves the equipment, machinery and molds required for the proper operation of thecompany’s activity, the full range of products being made available to third parties.
»
» »
Automotive parts & equipments
Railway parts & equipments
»
»
»
»
»
wheel hubs;
drums;
ventilated and non ventilated brake discs;
clutches;
locking devices;
towing hooks;»
welded construction for the chassis;
bogie and chassis parts;
brake shoes for vagons and locomotives;
PRODUCT RANGE

»
»
»
Agricultural parts & equipments
Industrial parts & equipments
»
»
»
»
»
»
»
Splined shaft
Gears
Tractor clutches
Water pumps
Tractor Satelite
Cutter
Pressure plate
Harrow Plate
Crown release and axle sleeve
»
»
Petroleum and Gas Industry: cylinders, valves
Mining Industry: brakets
Marine Industry: welded constructions
Energy Industry: support braket
Building Industry: lifting braket
A wide range of spare parts and equipments for various industries: mining and petroleum, energy,marine and building industry.
»
»
PRODUCT RANGE
СONTACT
Silvestru, 152 , 700012 Iasi, RomaniaE-mail: [email protected]
Aurel Vlaicu, 77 , 700381 Iasi, Romania
(t) +4(0)232 215 515
(f) +4(0)232 270 930
www.asam.ro
www.conexgrup.ro
GROUP OF COMPANIES


Scan QR Code to locate ASAM Iasi.
















![Portland daily press (Portland, Me.). 1865-06-21 [p ]. · DAILY PRESS, PORTLAND. • -M»«- Wednesday Morning.June 21,1865.**-— -tf- The daily unit o/ ‘hi ***** U Uupee thorn](https://static.fdocuments.in/doc/165x107/6015fbb32df58c25c31941f8/portland-daily-press-portland-me-1865-06-21-p-daily-press-portland-a.jpg)

