
Trabajo final rcm chancadora o&k
28
PROGRAMA DE ESPECIALIZACIÓN PARA PROFESIONALES GESTIÓN ESTRATÉGICA DE MANTENIMIENTO MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD TRABAJO DE INVESTIGACIÓN INTEGRANTES: CHOQUE MAMANI, RAMIRO DELGADO HERRAN, DAVID HUALLPA CALIZAYA, W. PERCY PERCA PERALTA, JAIME 2013
-
Upload
gonzalo-paredes -
Category
Engineering
-
view
300 -
download
10
Transcript of Trabajo final rcm chancadora o&k
PROGRAMA DE ESPECIALIZACIÓN
PARA PROFESIONALES
GESTIÓN ESTRATÉGICA
DE MANTENIMIENTO
MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD
TRABAJO DE INVESTIGACIÓN
INTEGRANTES:
CHOQUE MAMANI, RAMIRO
DELGADO HERRAN, DAVID
HUALLPA CALIZAYA, W. PERCY
PERCA PERALTA, JAIME
2013
TRABAJO FINAL DE RCM
1. INTRODUCCIÓN
El presente trabajo tiene por finalidad aplicar las herramientas aprendidas en el curso de Mantenimiento Centrado en la Confiabilidad (RCM), en un caso práctico del cual se tenga la información necesaria para la realización del análisis respectivo.
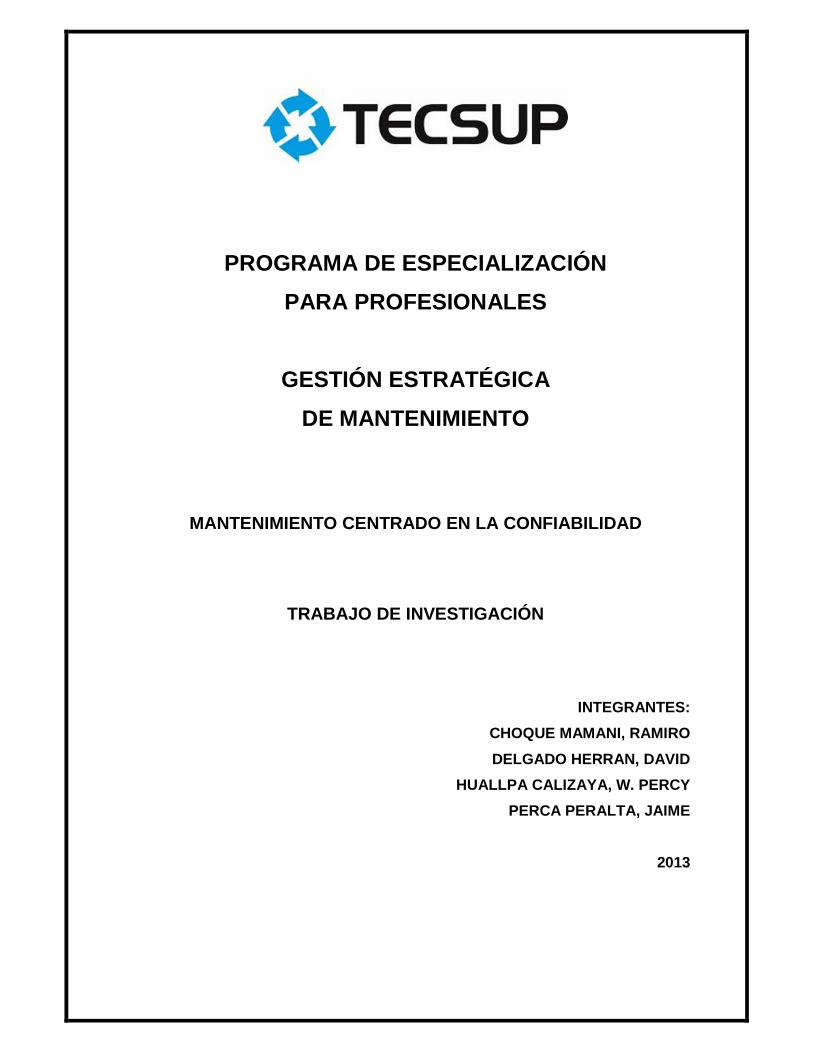
Es nuestro caso trabajaremos con una trituradora secundaria de impacto, la cual se encuentra instalada en una conocida planta productora de cemento de la localidad, el trabajo principal realizado por la triturado es alimentar caliza de un diámetro máximo de 20 mm a una capacidad de 480 Ton/hora, la cual será transportada al área de apilamiento de materias primas desde donde serán ingresadas al molino de crudos para posteriormente ingresar al horno en donde el producto obtenido será el Clinker, el cual es la materia prima principal en la elaboración del cemento. Cabe indicar que en el circuito de chancado secundario se tienen dos chancadoras las cuales no operan simultáneamente, la que opera mayormente es la chancadora O&K y la otra de la marca Krupp solo opera cuando la chancadora O&K está fuera de servicio y en mantenimientos mayores.
1.1. DATOS DE LA TRITURADORA
Marca O&K Capacidad 480 Ton/hora Potencia 500 KW Servicio 24 horas/365dias Diámetro del material a la salida 20 mm
1.2. FOTOS DE LA TRITURADORA DE IMPACTO
Figura Nro. 1 Componentes Chancadora de impacto O&K
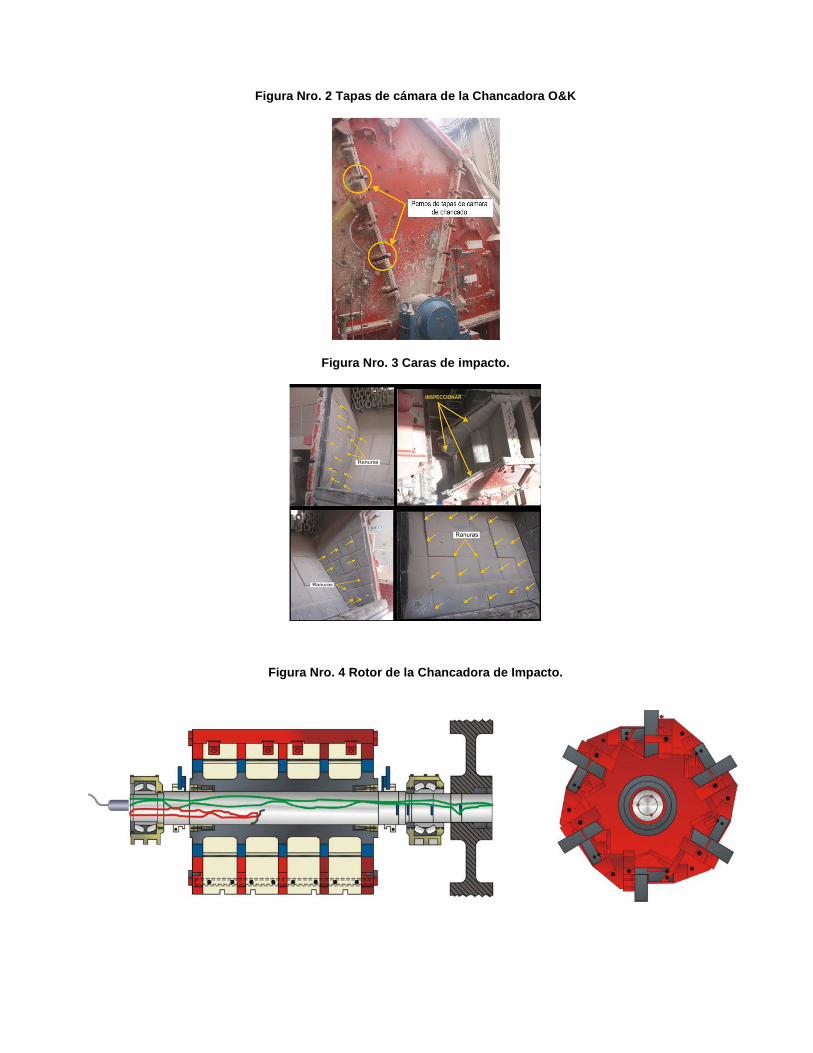
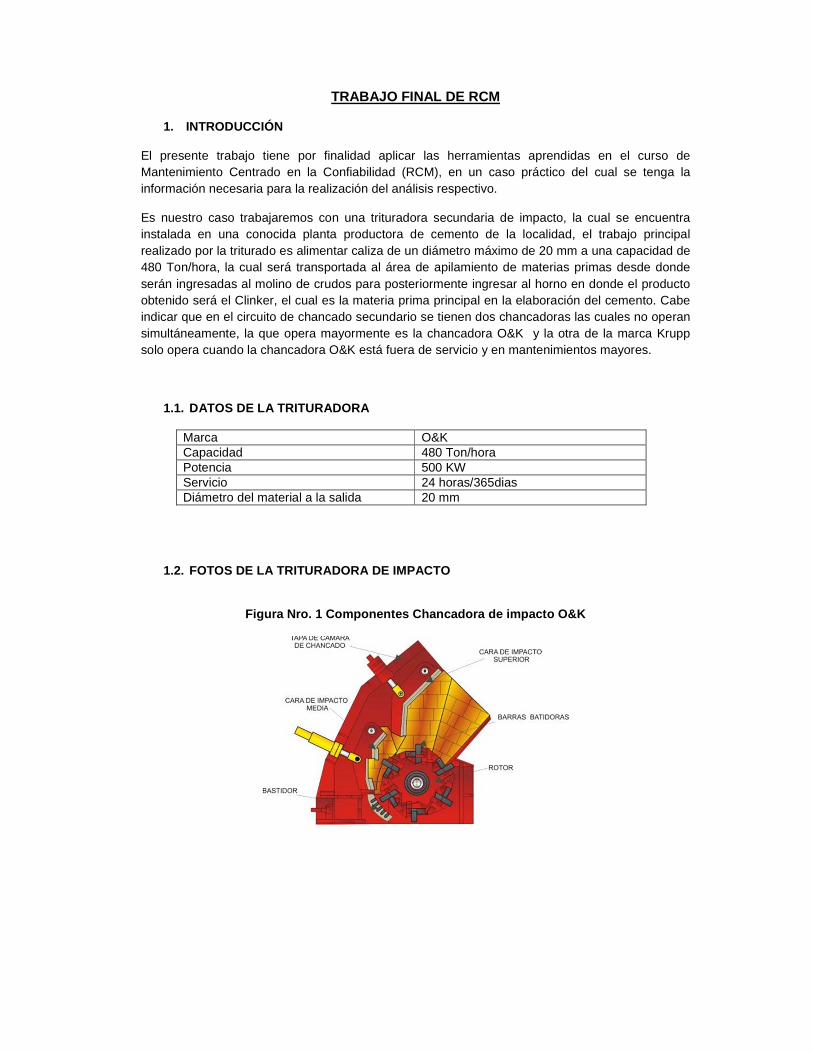
Figura Nro. 2 Tapas de cámara de la Chancadora O&K
Figura Nro. 3 Caras de impacto.
Figura Nro. 4 Rotor de la Chancadora de Impacto.
Figura Nro. 5 Rotor (Vista de planta).
Figura Nro. 6 Barras del rotor, placas del bastidor , pistón hidráulico
Figura Nro. 7 Barras batidoras
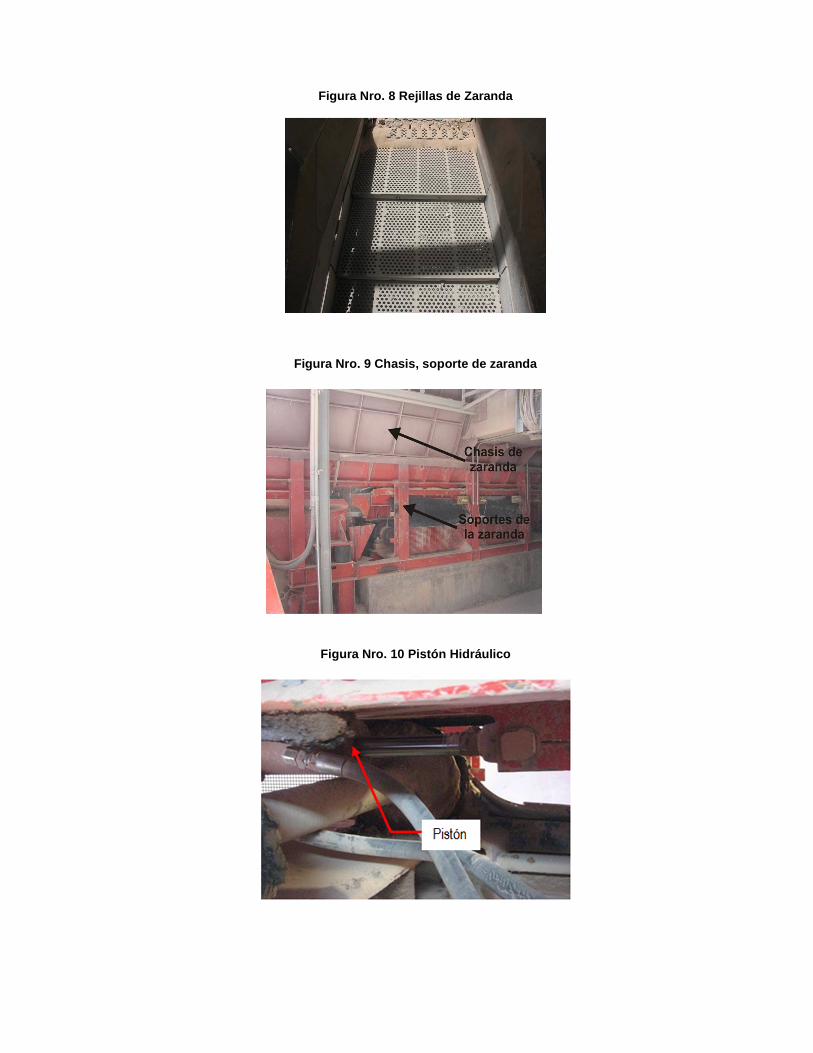
Figura Nro. 8 Rejillas de Zaranda
Figura Nro. 9 Chasis, soporte de zaranda
Figura Nro. 10 Pistón Hidráulico
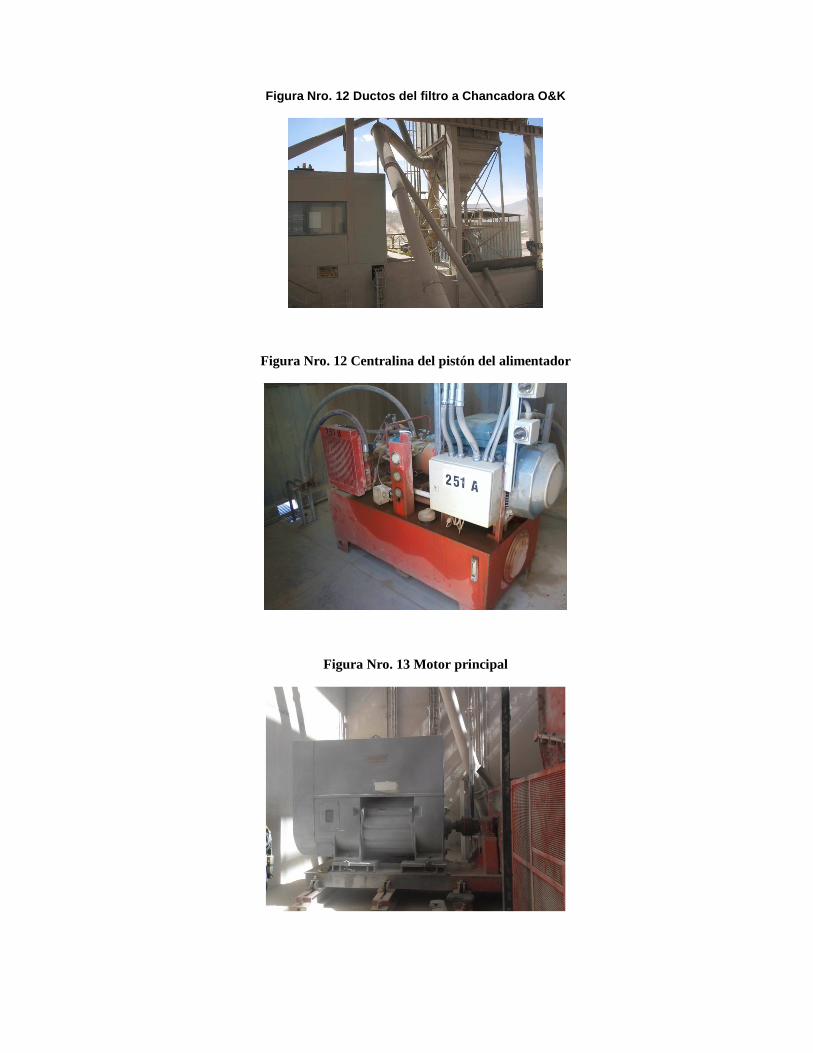
Figura Nro. 12 Ductos del filtro a Chancadora O&K
Figura Nro. 12 Centralina del pistón del alimentador
Figura Nro. 13 Motor principal
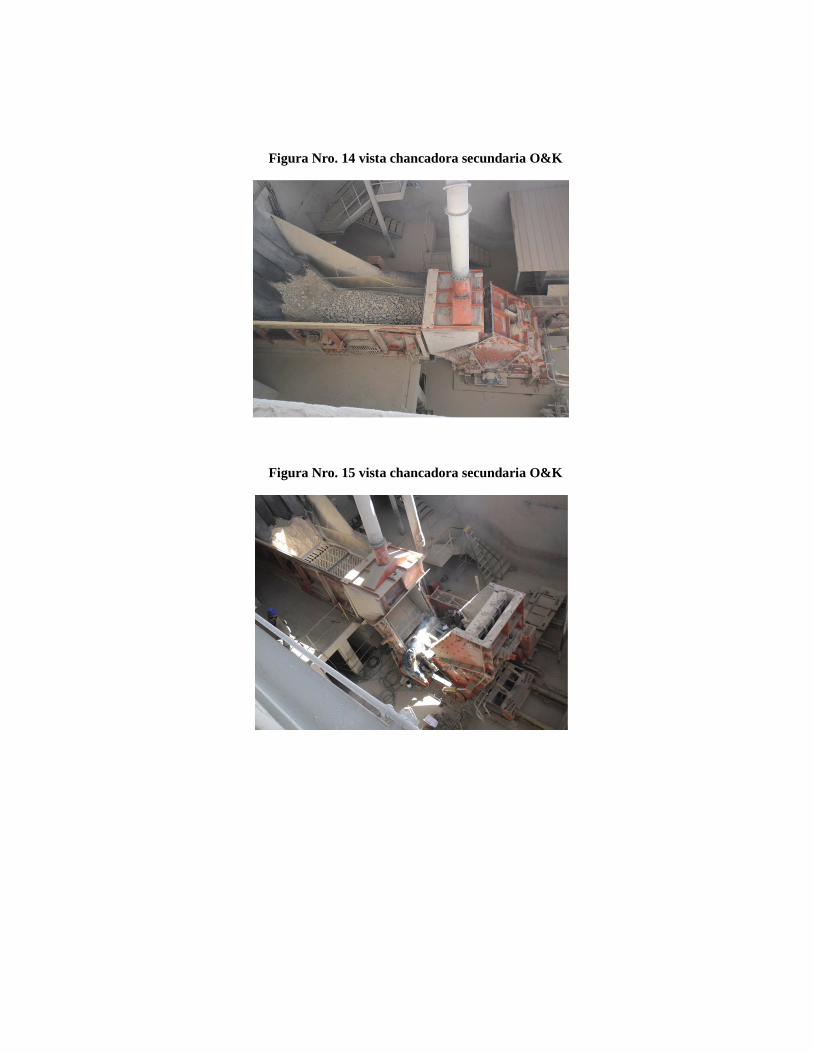
Figura Nro. 14 vista chancadora secundaria O&K
Figura Nro. 15 vista chancadora secundaria O&K
2. GESTIÓN DEL MANTENIMIENTO
ETAPAS PARA LA IMPLEMENTACIÓN DEL RCM
2.1. FORMACIÓN DEL EQUIPO NATURAL DE TRABAJO
El equipo natural de trabajo define y clasifica los objetivos y el alcance del análisis, requerimientos
y políticas de los criterios de aceptación con respecto a la Seguridad y medio ambiento dentro de
las políticas de la empresa.
El equipo de trabajo debe ser multidisciplinario y altamente proactivo, conformado por personas de
los departamento de mantenimiento, operaciones y especialistas.
INTEGRANTE NOMBRE Y APELLIDO CARGO FUNCION
1 Jaime Perca Peralta Facilitador
2 David Delgado Herran Líder Mtto
3 Ramiro Choque Mamani Esp. Predictivo
4 Percy Huallpa Calizaya Operaciones
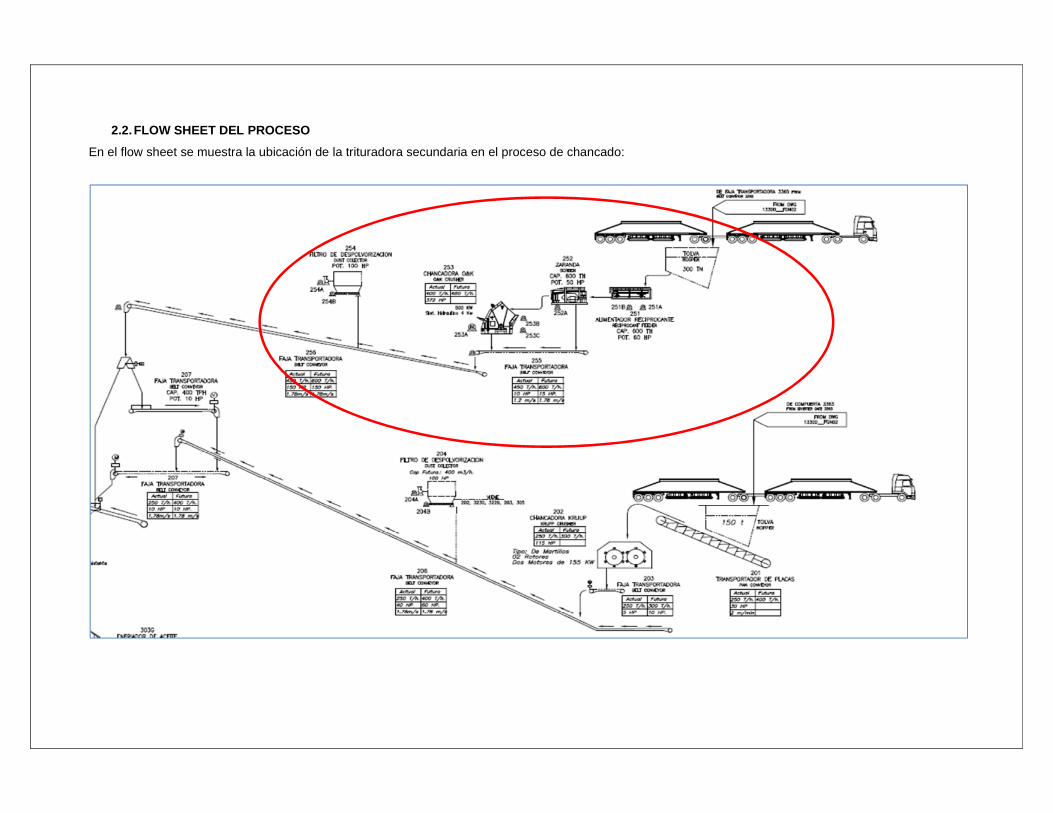
2.2. FLOW SHEET DEL PROCESO
En el flow sheet se muestra la ubicación de la trituradora secundaria en el proceso de chancado:
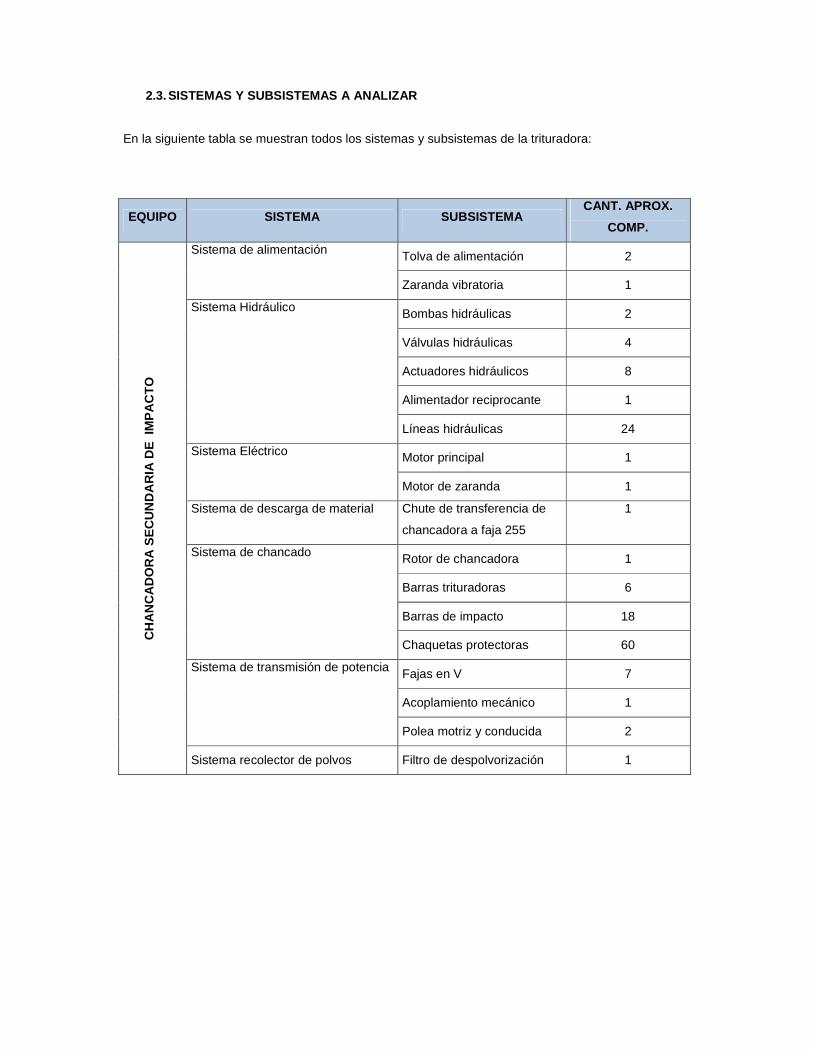
2.3. SISTEMAS Y SUBSISTEMAS A ANALIZAR
En la siguiente tabla se muestran todos los sistemas y subsistemas de la trituradora:
EQUIPO SISTEMA SUBSISTEMA CANT. APROX.
COMP.
CH
AN
CA
DO
RA
SE
CU
ND
AR
IA D
E I
MP
AC
TO
Sistema de alimentación Tolva de alimentación 2
Zaranda vibratoria 1
Sistema Hidráulico Bombas hidráulicas 2
Válvulas hidráulicas 4
Actuadores hidráulicos 8
Alimentador reciprocante 1
Líneas hidráulicas 24
Sistema Eléctrico Motor principal 1
Motor de zaranda 1
Sistema de descarga de material Chute de transferencia de
chancadora a faja 255
1
Sistema de chancado Rotor de chancadora 1
Barras trituradoras 6
Barras de impacto 18
Chaquetas protectoras 60
Sistema de transmisión de potencia Fajas en V 7
Acoplamiento mecánico 1
Polea motriz y conducida 2
Sistema recolector de polvos Filtro de despolvorización 1

2.4. DETERMINACIÓN DE LOS CRITERIOS DE EVALUACIÓN
A continuación se muestran los criterios y pesos para la calificación necesarios para el análisis de
criticidad:
CRITERIOS PARA EL IMPACTO EN LA SEGURIDAD
CRITERIO PESO
1 Pérdida de vidas humanas 8
2 Lesiones permanentes 6
3 Daños severos 4
4 Lesiones menores 2
5 Incidentes menores 1
CRITERIOS PARA EL IMPACTO EN EL MEDIO AMBIENTE
CRITERIO PESO
1 Alto impacto al medio ambiente 8
2 Violación a normas ambientales 6
3 Impacto mínimo al medio ambiente 2
4 Ningún impacto al medio ambiente 0
CRITERIOS PARA EL IMPACTO EN LA PRODUCCION
CRITERIO PESO
1 Parada inmediata de toda la producción 8
2 Parada parcial de la planta 5
3
Efectos menores en los niveles
de producción 2
4
Sin efectos significativos
en la producción 1
CRITERIOS PARA EL IMPACTO EN EL NIVEL DE PRODUCCION MANEJADO
CRITERIO PESO
1 Afecta severamente la producción 6
2 Afecta medianamente la producción 4
3 Afecta mínimamente a la producción 2
4 No afecta a la producción 1

CRITERIOS PARA EL TIEMPO PROMEDIO PARA REPARAR
CRITERIO PESO
1 Pésimo mayor a 4 horas 6
2 Malo de 3 a 4 horas 4
3 Regular 2 a 3 horas 2
4 Promedio de 0 a 2 horas 1
CRITERIOS PARA LA FRECUENCIA DE FALLA
CRITERIO PESO
1 Pésimo mayor a 300 fallas/año 4
2 Malo de 250 a 300 fallas/año 3
3 Regular de 150 a 250 fallas/año 2
4 Promedio de 0 a 150 fallas/año 1
CRITERIOS PARA EL IMPACTO EN EL MANTENIMIENTO
CRITERIO PESO
1 Alto impacto, no existen repuestos 6
2 Moderado, tiempo de entrega de repuestos 3 días 4
3 Leve, tiempo de entrega de repuestos 1 día 2
4 Bajo, repuestos disponibles 1
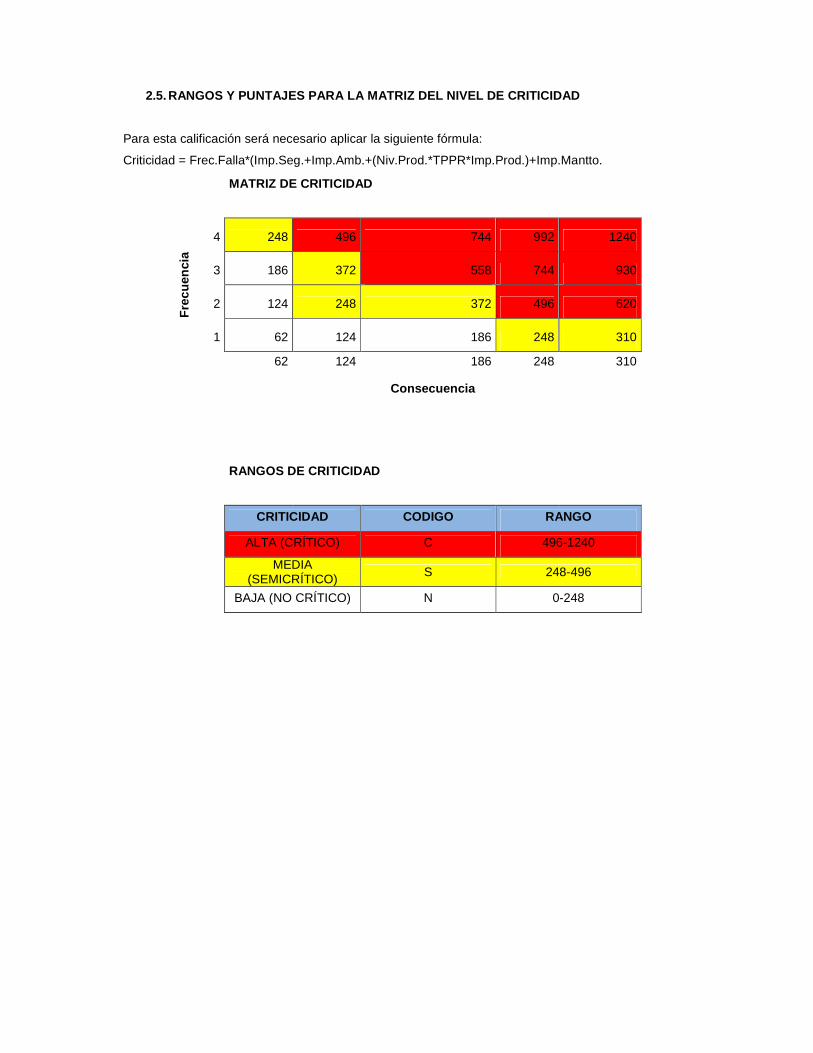
2.5. RANGOS Y PUNTAJES PARA LA MATRIZ DEL NIVEL DE CRITICIDAD
Para esta calificación será necesario aplicar la siguiente fórmula:
Criticidad = Frec.Falla*(Imp.Seg.+Imp.Amb.+(Niv.Prod.*TPPR*Imp.Prod.)+Imp.Mantto.
MATRIZ DE CRITICIDAD F
recu
enci
a
4 248 496 744 992 1240
3 186 372 558 744 930
2 124 248 372 496 620
1 62 124 186 248 310
62 124 186 248 310
Consecuencia
RANGOS DE CRITICIDAD
CRITICIDAD CODIGO RANGO
ALTA (CRÍTICO) C 496-1240
MEDIA (SEMICRÍTICO) S 248-496
BAJA (NO CRÍTICO) N 0-248
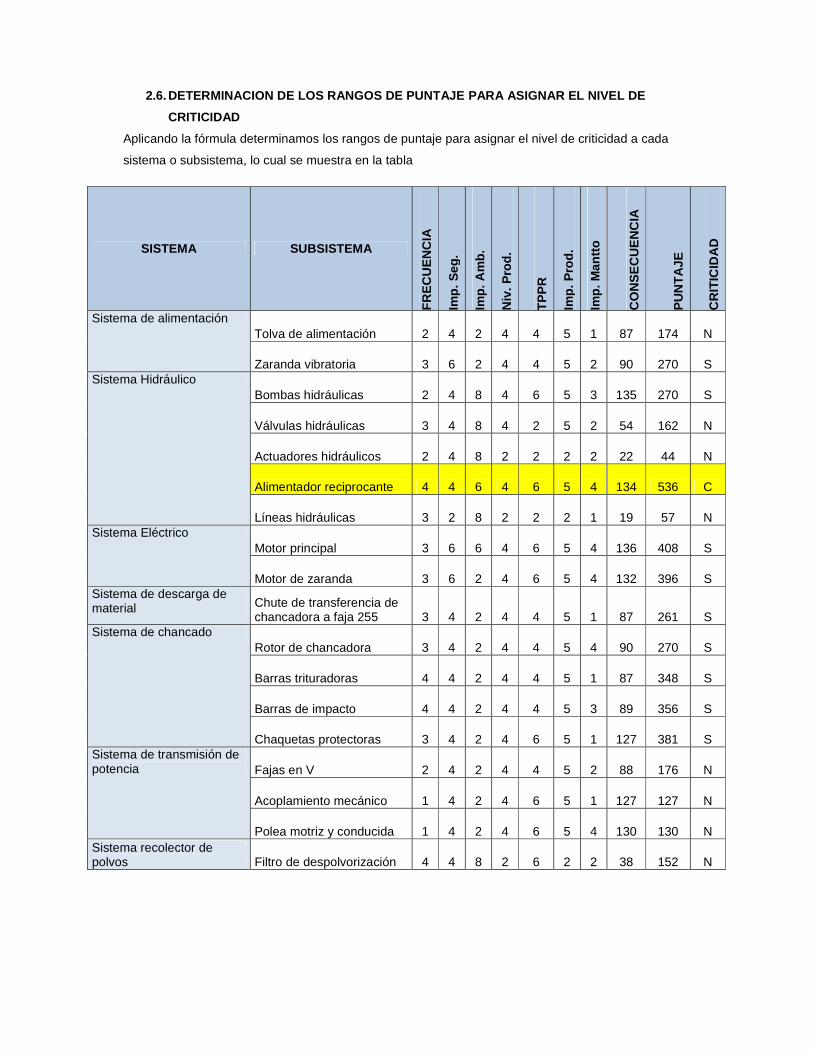
2.6. DETERMINACION DE LOS RANGOS DE PUNTAJE PARA AS IGNAR EL NIVEL DE
CRITICIDAD
Aplicando la fórmula determinamos los rangos de puntaje para asignar el nivel de criticidad a cada
sistema o subsistema, lo cual se muestra en la tabla
SISTEMA SUBSISTEMA
FR
EC
UE
NC
IA
Imp.
Seg
.
Imp.
Am
b.
Niv
. Pro
d.
TP
PR
Imp.
Pro
d.
Imp.
Man
tto
CO
NS
EC
UE
NC
IA
PU
NT
AJE
CR
ITIC
IDA
D
Sistema de alimentación Tolva de alimentación 2 4 2 4 4 5 1 87 174 N
Zaranda vibratoria 3 6 2 4 4 5 2 90 270 S Sistema Hidráulico
Bombas hidráulicas 2 4 8 4 6 5 3 135 270 S
Válvulas hidráulicas 3 4 8 4 2 5 2 54 162 N
Actuadores hidráulicos 2 4 8 2 2 2 2 22 44 N
Alimentador reciprocante 4 4 6 4 6 5 4 134 536 C
Líneas hidráulicas 3 2 8 2 2 2 1 19 57 N Sistema Eléctrico
Motor principal 3 6 6 4 6 5 4 136 408 S
Motor de zaranda 3 6 2 4 6 5 4 132 396 S Sistema de descarga de material Chute de transferencia de
chancadora a faja 255 3 4 2 4 4 5 1 87 261 S Sistema de chancado
Rotor de chancadora 3 4 2 4 4 5 4 90 270 S
Barras trituradoras 4 4 2 4 4 5 1 87 348 S
Barras de impacto 4 4 2 4 4 5 3 89 356 S
Chaquetas protectoras 3 4 2 4 6 5 1 127 381 S Sistema de transmisión de potencia Fajas en V 2 4 2 4 4 5 2 88 176 N
Acoplamiento mecánico 1 4 2 4 6 5 1 127 127 N
Polea motriz y conducida 1 4 2 4 6 5 4 130 130 N Sistema recolector de polvos Filtro de despolvorización 4 4 8 2 6 2 2 38 152 N
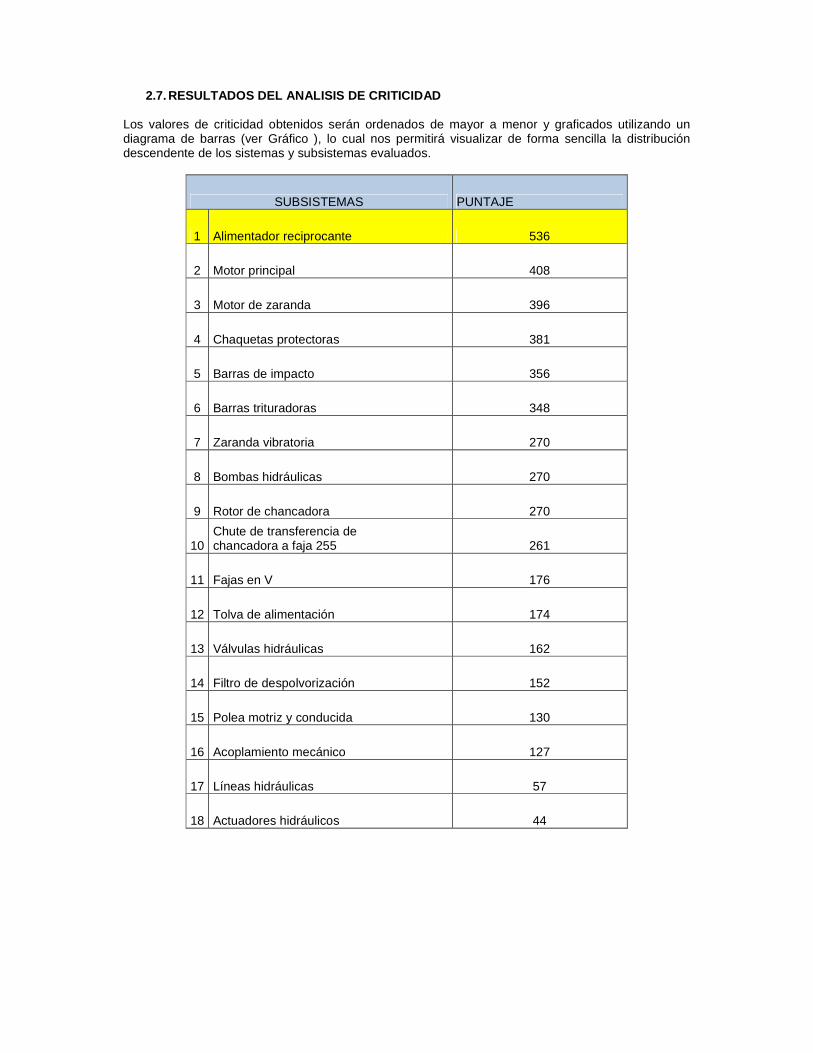
2.7. RESULTADOS DEL ANALISIS DE CRITICIDAD Los valores de criticidad obtenidos serán ordenados de mayor a menor y graficados utilizando un diagrama de barras (ver Gráfico ), lo cual nos permitirá visualizar de forma sencilla la distribución descendente de los sistemas y subsistemas evaluados.
SUBSISTEMAS PUNTAJE
1 Alimentador reciprocante 536
2 Motor principal 408
3 Motor de zaranda 396
4 Chaquetas protectoras 381
5 Barras de impacto 356
6 Barras trituradoras 348
7 Zaranda vibratoria 270
8 Bombas hidráulicas 270
9 Rotor de chancadora 270
10 Chute de transferencia de chancadora a faja 255 261
11 Fajas en V 176
12 Tolva de alimentación 174
13 Válvulas hidráulicas 162
14 Filtro de despolvorización 152
15 Polea motriz y conducida 130
16 Acoplamiento mecánico 127
17 Líneas hidráulicas 57
18 Actuadores hidráulicos 44
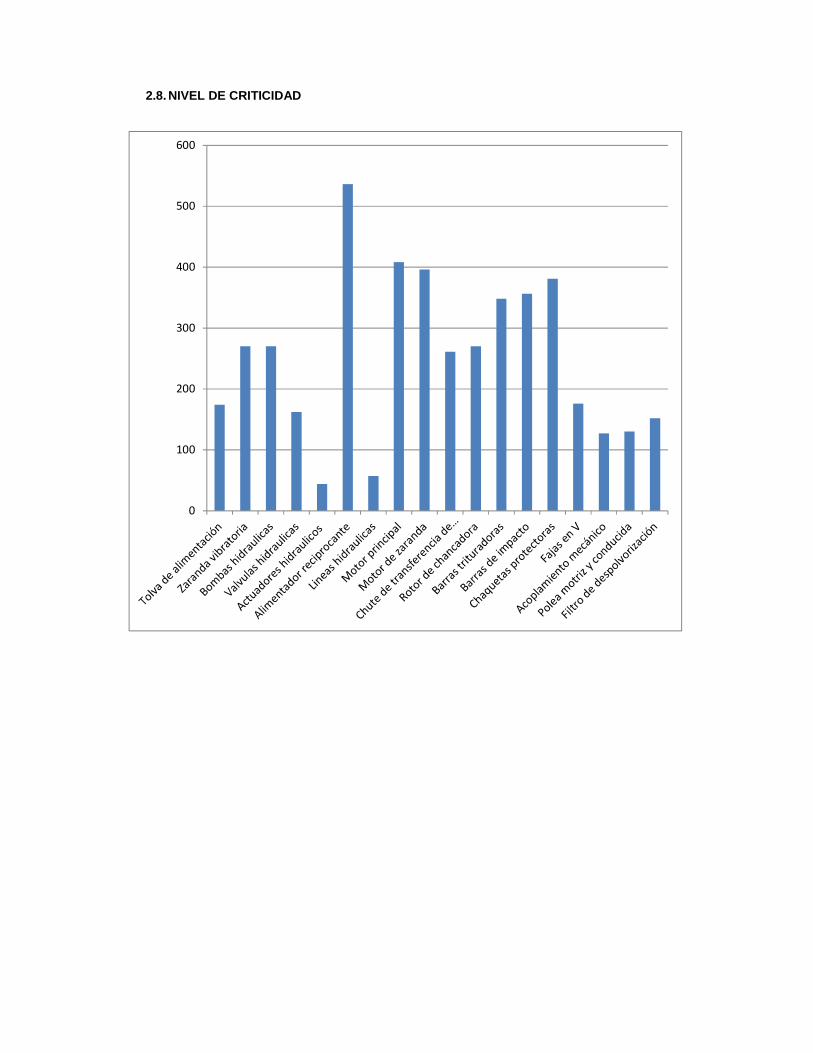
2.8. NIVEL DE CRITICIDAD
0
100
200
300
400
500
600
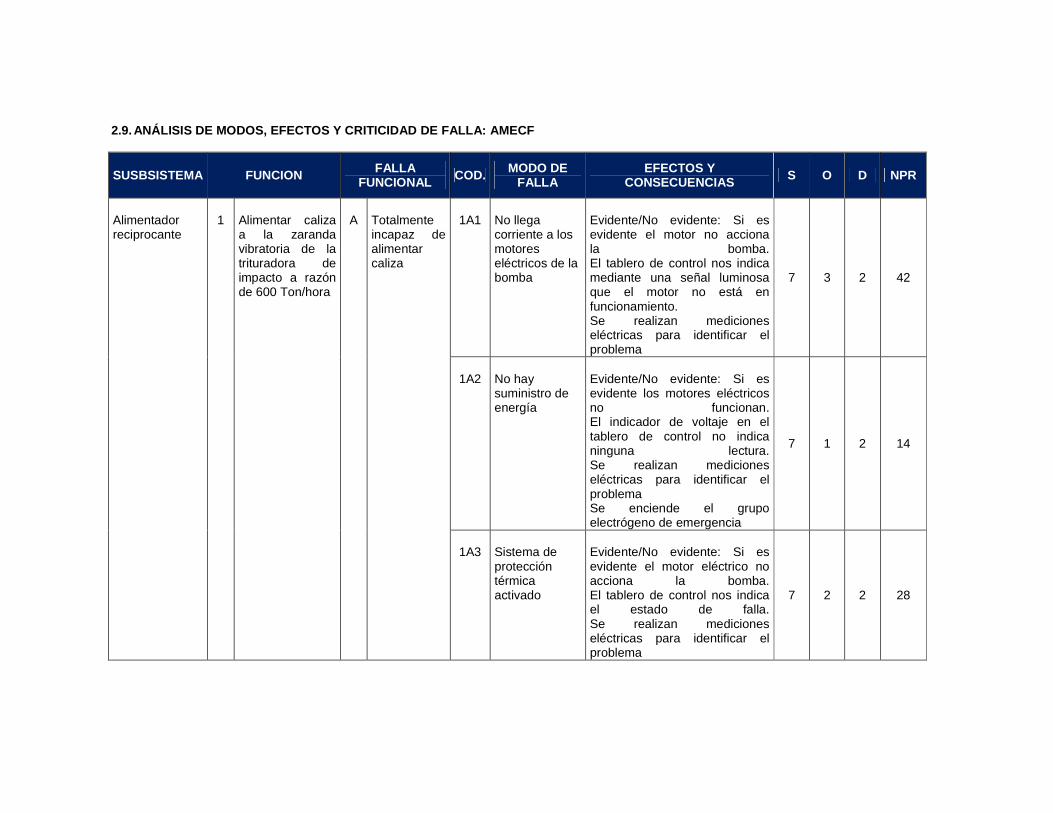
2.9. ANÁLISIS DE MODOS, EFECTOS Y CRITICIDAD DE FAL LA: AMECF
SUSBSISTEMA FUNCION FALLA FUNCIONAL COD. MODO DE
FALLA EFECTOS Y
CONSECUENCIAS S O D NPR
Alimentador reciprocante
1
Alimentar caliza a la zaranda vibratoria de la trituradora de impacto a razón de 600 Ton/hora
A
Totalmente incapaz de alimentar caliza
1A1
No llega corriente a los motores eléctricos de la bomba
Evidente/No evidente: Si es evidente el motor no acciona la bomba. El tablero de control nos indica mediante una señal luminosa que el motor no está en funcionamiento. Se realizan mediciones eléctricas para identificar el problema
7 3 2 42
1A2
No hay suministro de energía
Evidente/No evidente: Si es evidente los motores eléctricos no funcionan. El indicador de voltaje en el tablero de control no indica ninguna lectura. Se realizan mediciones eléctricas para identificar el problema Se enciende el grupo electrógeno de emergencia
7 1 2 14
1A3
Sistema de protección térmica activado
Evidente/No evidente: Si es evidente el motor eléctrico no acciona la bomba. El tablero de control nos indica el estado de falla. Se realizan mediciones eléctricas para identificar el problema
7 2 2 28
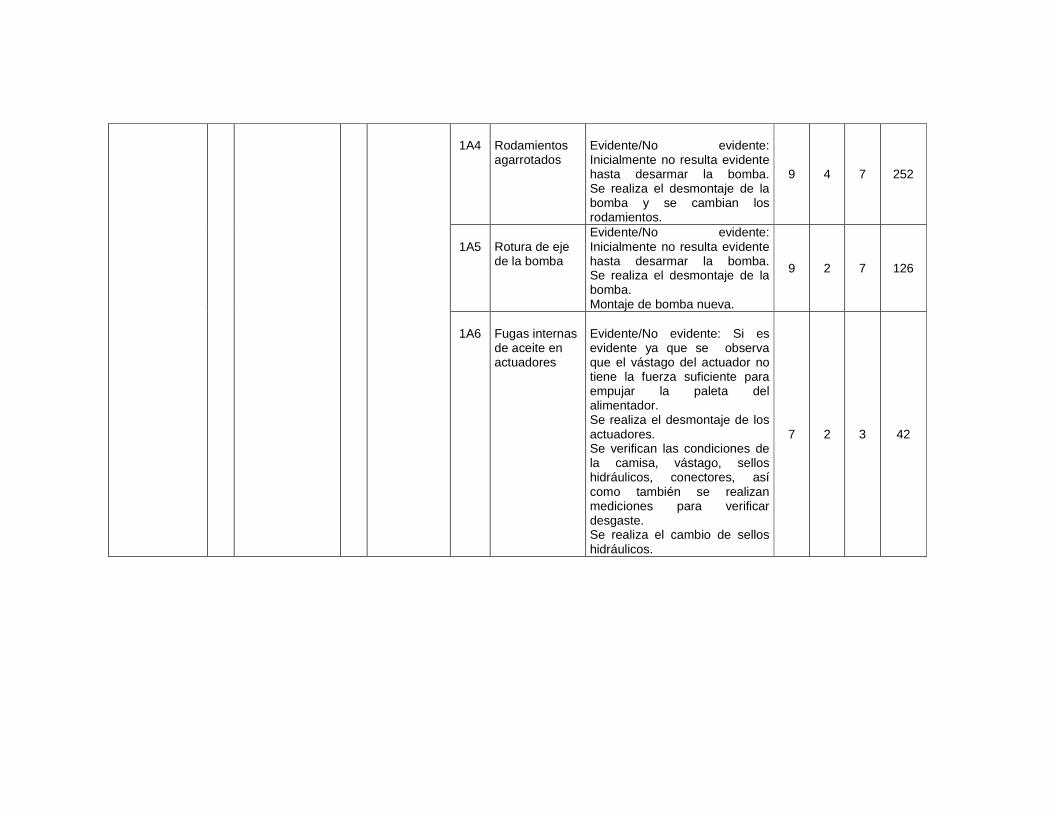
1A4
Rodamientos agarrotados
Evidente/No evidente: Inicialmente no resulta evidente hasta desarmar la bomba. Se realiza el desmontaje de la bomba y se cambian los rodamientos.
9 4 7 252
1A5
Rotura de eje de la bomba
Evidente/No evidente: Inicialmente no resulta evidente hasta desarmar la bomba. Se realiza el desmontaje de la bomba. Montaje de bomba nueva.
9 2 7 126
1A6
Fugas internas de aceite en actuadores
Evidente/No evidente: Si es evidente ya que se observa que el vástago del actuador no tiene la fuerza suficiente para empujar la paleta del alimentador. Se realiza el desmontaje de los actuadores. Se verifican las condiciones de la camisa, vástago, sellos hidráulicos, conectores, así como también se realizan mediciones para verificar desgaste. Se realiza el cambio de sellos hidráulicos.
7 2 3 42
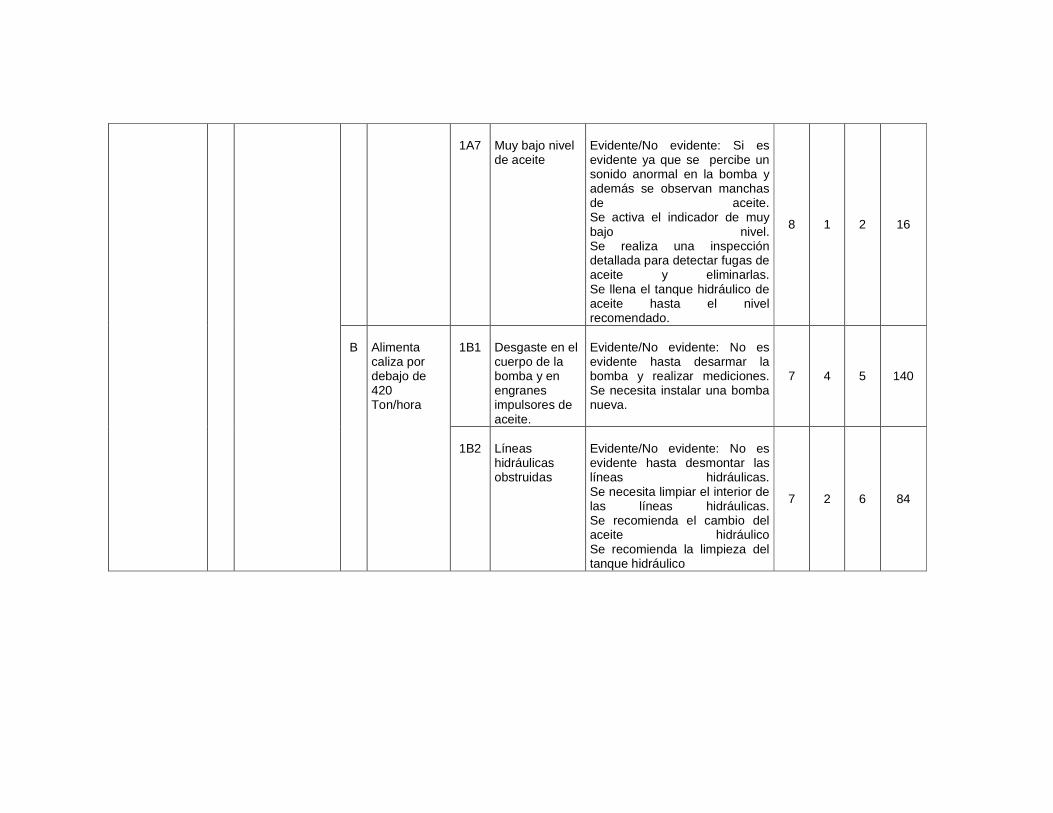
1A7
Muy bajo nivel de aceite
Evidente/No evidente: Si es evidente ya que se percibe un sonido anormal en la bomba y además se observan manchas de aceite. Se activa el indicador de muy bajo nivel. Se realiza una inspección detallada para detectar fugas de aceite y eliminarlas. Se llena el tanque hidráulico de aceite hasta el nivel recomendado.
8 1 2 16
B
Alimenta caliza por debajo de 420 Ton/hora
1B1
Desgaste en el cuerpo de la bomba y en engranes impulsores de aceite.
Evidente/No evidente: No es evidente hasta desarmar la bomba y realizar mediciones. Se necesita instalar una bomba nueva.
7 4 5 140
1B2
Líneas hidráulicas obstruidas
Evidente/No evidente: No es evidente hasta desmontar las líneas hidráulicas. Se necesita limpiar el interior de las líneas hidráulicas. Se recomienda el cambio del aceite hidráulico Se recomienda la limpieza del tanque hidráulico
7 2 6 84
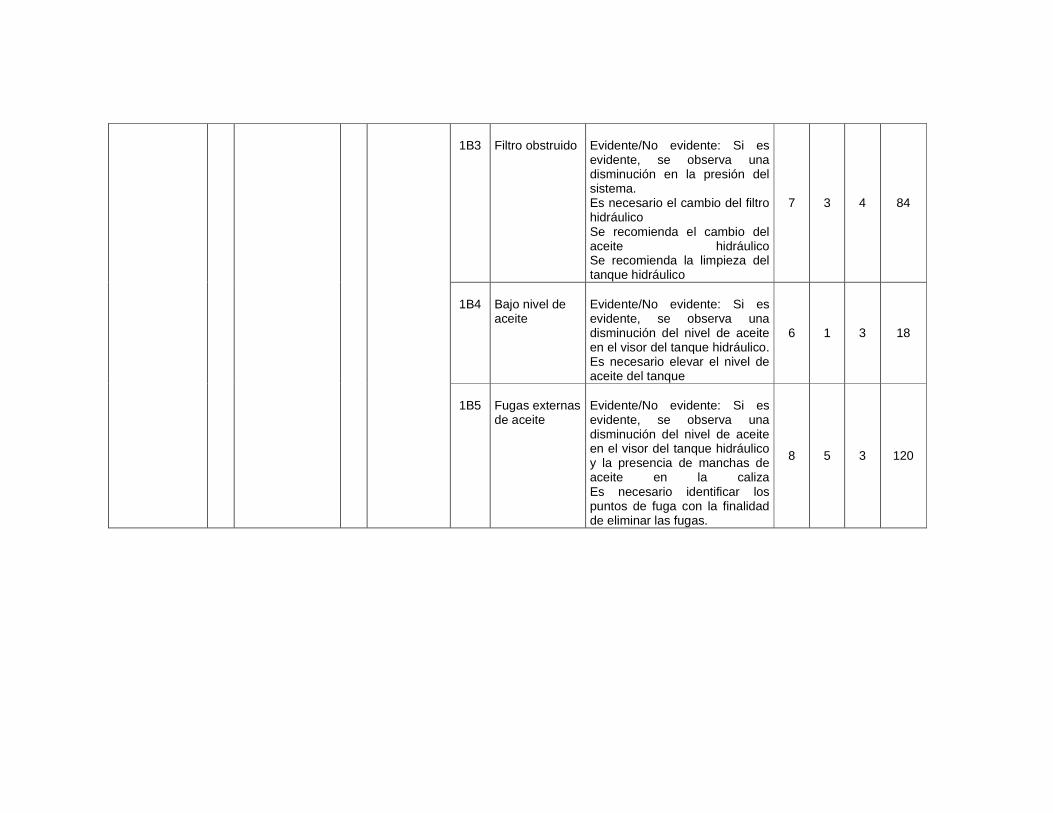
1B3
Filtro obstruido
Evidente/No evidente: Si es evidente, se observa una disminución en la presión del sistema. Es necesario el cambio del filtro hidráulico Se recomienda el cambio del aceite hidráulico Se recomienda la limpieza del tanque hidráulico
7 3 4 84
1B4
Bajo nivel de aceite
Evidente/No evidente: Si es evidente, se observa una disminución del nivel de aceite en el visor del tanque hidráulico. Es necesario elevar el nivel de aceite del tanque
6 1 3 18
1B5
Fugas externas de aceite
Evidente/No evidente: Si es evidente, se observa una disminución del nivel de aceite en el visor del tanque hidráulico y la presencia de manchas de aceite en la caliza Es necesario identificar los puntos de fuga con la finalidad de eliminar las fugas.
8 5 3 120
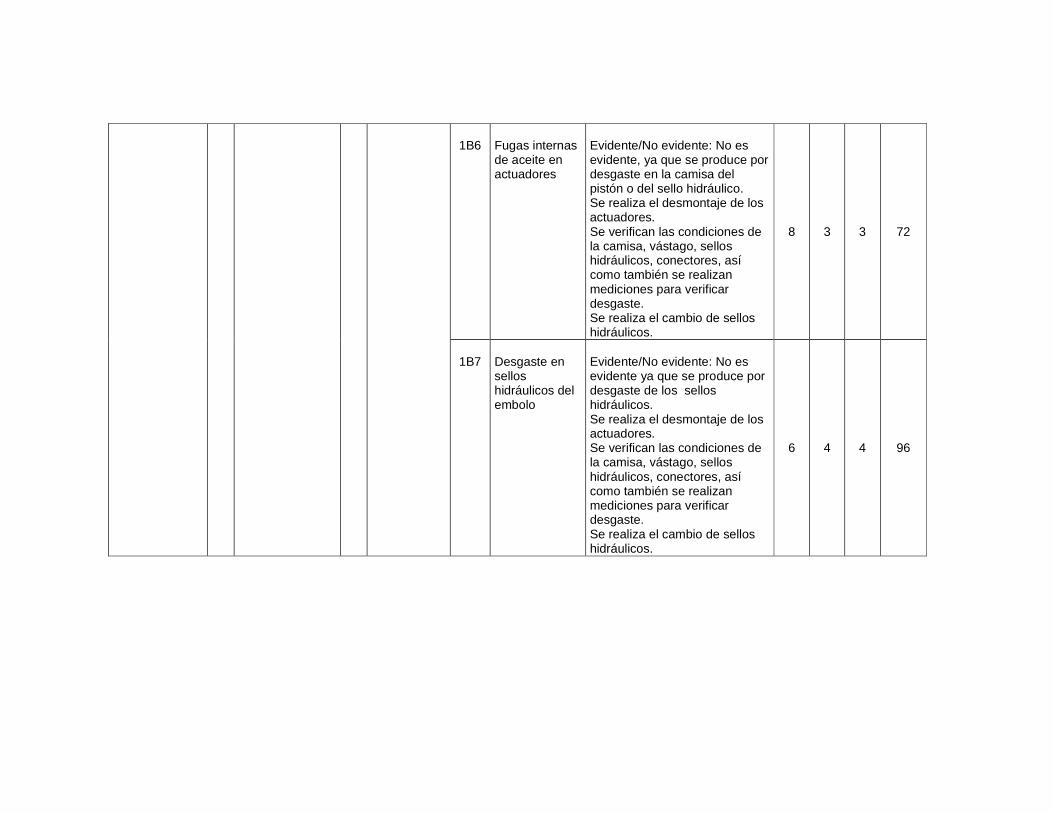
1B6
Fugas internas de aceite en actuadores
Evidente/No evidente: No es evidente, ya que se produce por desgaste en la camisa del pistón o del sello hidráulico. Se realiza el desmontaje de los actuadores. Se verifican las condiciones de la camisa, vástago, sellos hidráulicos, conectores, así como también se realizan mediciones para verificar desgaste. Se realiza el cambio de sellos hidráulicos.
8 3 3 72
1B7
Desgaste en sellos hidráulicos del embolo
Evidente/No evidente: No es evidente ya que se produce por desgaste de los sellos hidráulicos. Se realiza el desmontaje de los actuadores. Se verifican las condiciones de la camisa, vástago, sellos hidráulicos, conectores, así como también se realizan mediciones para verificar desgaste. Se realiza el cambio de sellos hidráulicos.
6 4 4 96
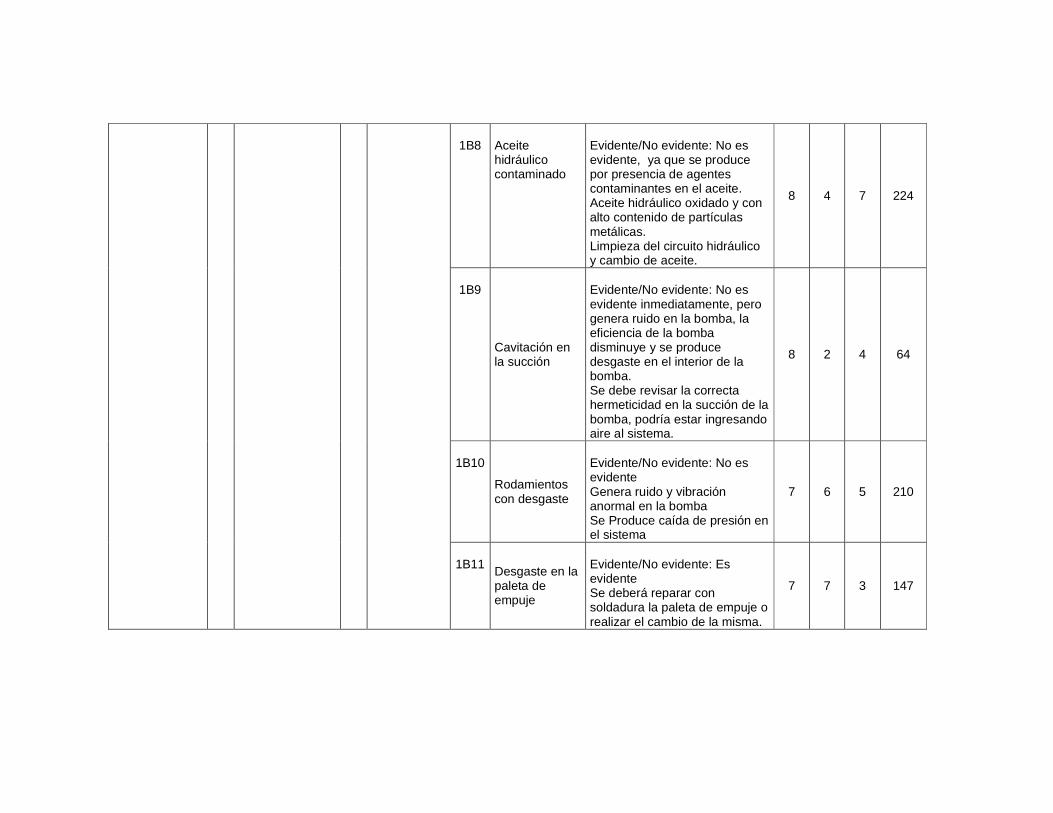
1B8
Aceite hidráulico contaminado
Evidente/No evidente: No es evidente, ya que se produce por presencia de agentes contaminantes en el aceite. Aceite hidráulico oxidado y con alto contenido de partículas metálicas. Limpieza del circuito hidráulico y cambio de aceite.
8 4 7 224
1B9
Cavitación en la succión
Evidente/No evidente: No es evidente inmediatamente, pero genera ruido en la bomba, la eficiencia de la bomba disminuye y se produce desgaste en el interior de la bomba. Se debe revisar la correcta hermeticidad en la succión de la bomba, podría estar ingresando aire al sistema.
8 2 4 64
1B10
Rodamientos con desgaste
Evidente/No evidente: No es evidente Genera ruido y vibración anormal en la bomba Se Produce caída de presión en el sistema
7 6 5 210
1B11 Desgaste en la
paleta de empuje
Evidente/No evidente: Es evidente Se deberá reparar con soldadura la paleta de empuje o realizar el cambio de la misma.
7 7 3 147
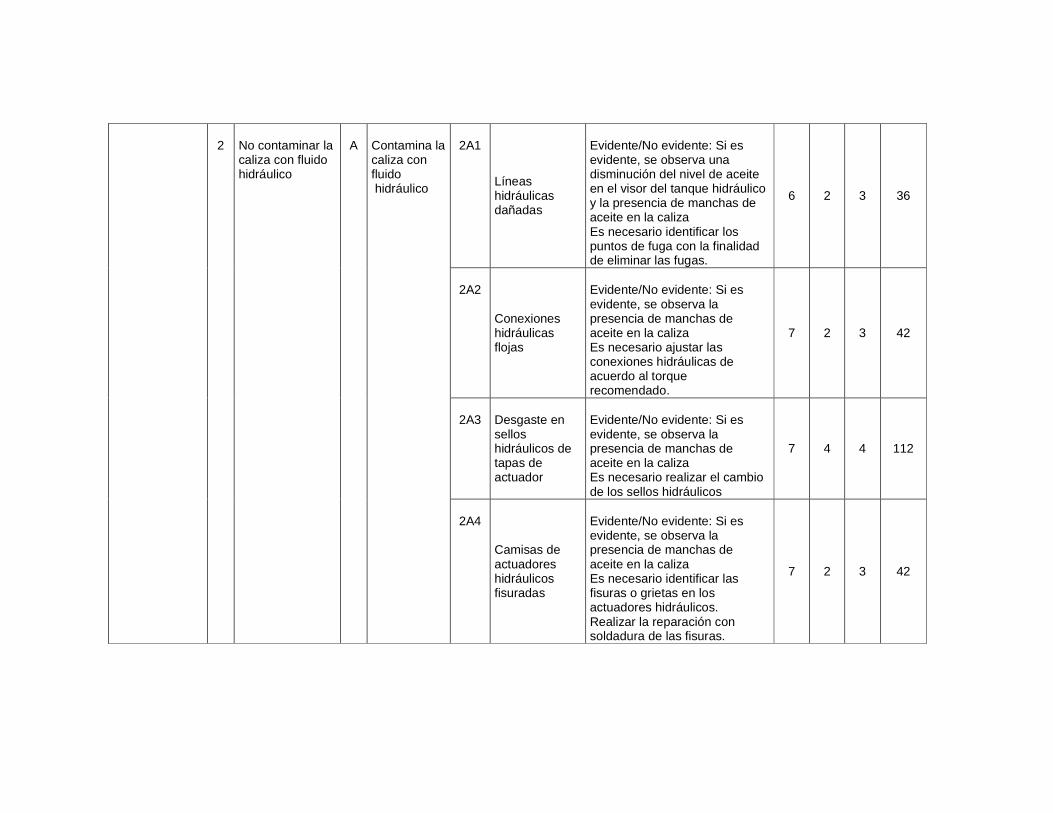
2
No contaminar la caliza con fluido hidráulico
A
Contamina la caliza con fluido hidráulico
2A1
Líneas hidráulicas dañadas
Evidente/No evidente: Si es evidente, se observa una disminución del nivel de aceite en el visor del tanque hidráulico y la presencia de manchas de aceite en la caliza Es necesario identificar los puntos de fuga con la finalidad de eliminar las fugas.
6 2 3 36
2A2
Conexiones hidráulicas flojas
Evidente/No evidente: Si es evidente, se observa la presencia de manchas de aceite en la caliza Es necesario ajustar las conexiones hidráulicas de acuerdo al torque recomendado.
7 2 3 42
2A3 Desgaste en
sellos hidráulicos de tapas de actuador
Evidente/No evidente: Si es evidente, se observa la presencia de manchas de aceite en la caliza Es necesario realizar el cambio de los sellos hidráulicos
7 4 4 112
2A4
Camisas de actuadores hidráulicos fisuradas
Evidente/No evidente: Si es evidente, se observa la presencia de manchas de aceite en la caliza Es necesario identificar las fisuras o grietas en los actuadores hidráulicos. Realizar la reparación con soldadura de las fisuras.
7 2 3 42
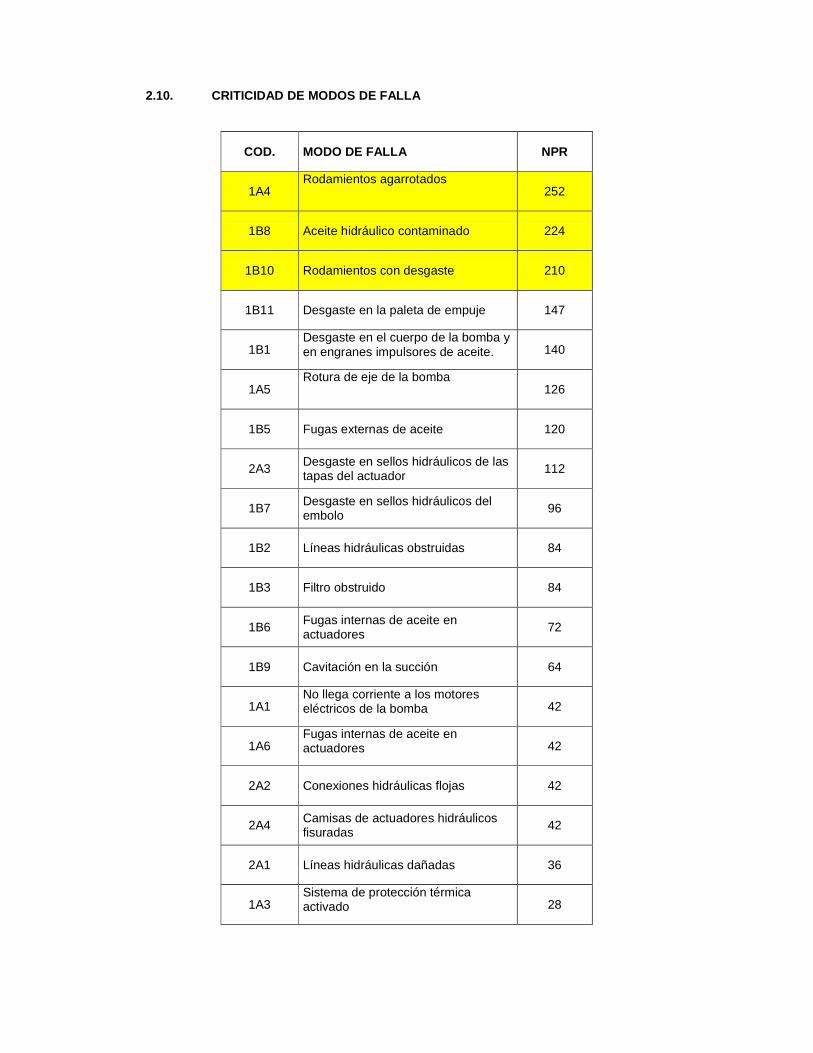
2.10. CRITICIDAD DE MODOS DE FALLA
COD. MODO DE FALLA NPR
1A4 Rodamientos agarrotados
252
1B8 Aceite hidráulico contaminado 224
1B10 Rodamientos con desgaste 210
1B11 Desgaste en la paleta de empuje 147
1B1 Desgaste en el cuerpo de la bomba y en engranes impulsores de aceite. 140
1A5 Rotura de eje de la bomba
126
1B5 Fugas externas de aceite 120
2A3 Desgaste en sellos hidráulicos de las tapas del actuador 112
1B7 Desgaste en sellos hidráulicos del embolo 96
1B2 Líneas hidráulicas obstruidas 84
1B3 Filtro obstruido 84
1B6 Fugas internas de aceite en actuadores 72
1B9 Cavitación en la succión 64
1A1 No llega corriente a los motores eléctricos de la bomba 42
1A6 Fugas internas de aceite en actuadores 42
2A2 Conexiones hidráulicas flojas 42
2A4 Camisas de actuadores hidráulicos fisuradas 42
2A1 Líneas hidráulicas dañadas 36
1A3 Sistema de protección térmica activado 28
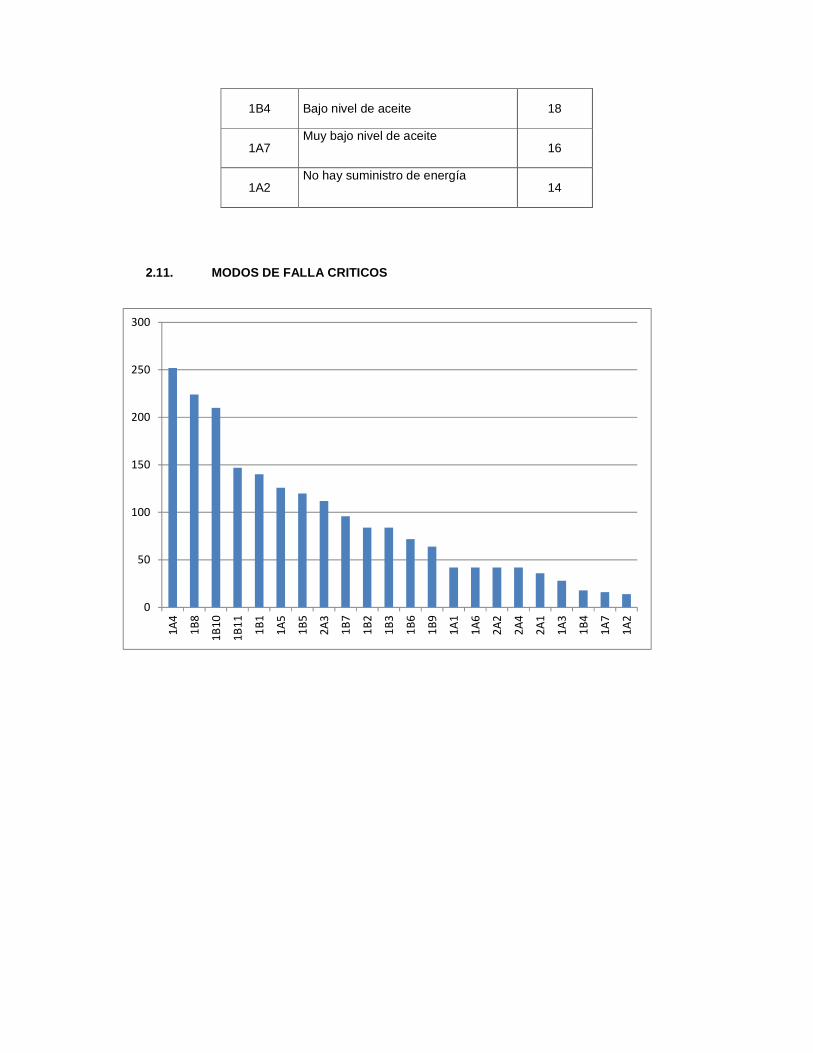
1B4 Bajo nivel de aceite 18
1A7 Muy bajo nivel de aceite
16
1A2 No hay suministro de energía
14
2.11. MODOS DE FALLA CRITICOS
0
50
100
150
200
250
300
1A4
1B8
1B10
1B11
1B1
1A5
1B5
2A3
1B7
1B2
1B3
1B6
1B9
1A1
1A6
2A2
2A4
2A1
1A3
1B4
1A7
1A2
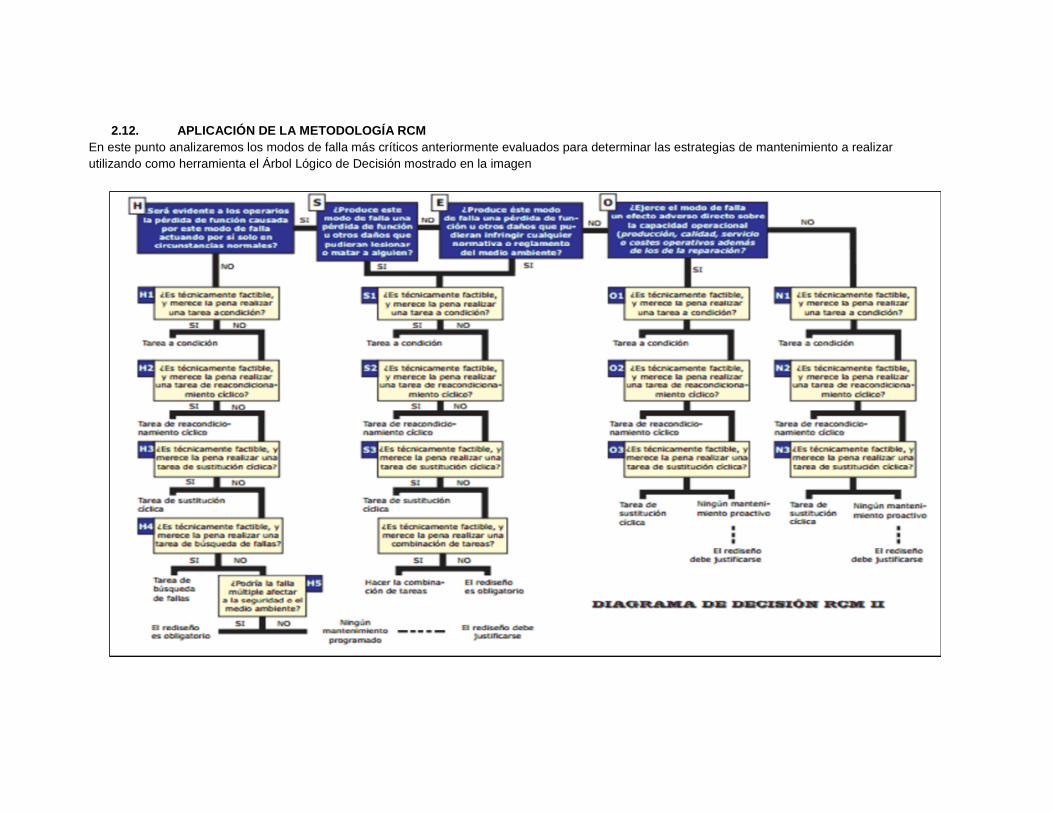
2.12. APLICACIÓN DE LA METODOLOGÍA RCM En este punto analizaremos los modos de falla más críticos anteriormente evaluados para determinar las estrategias de mantenimiento a realizar utilizando como herramienta el Árbol Lógico de Decisión mostrado en la imagen
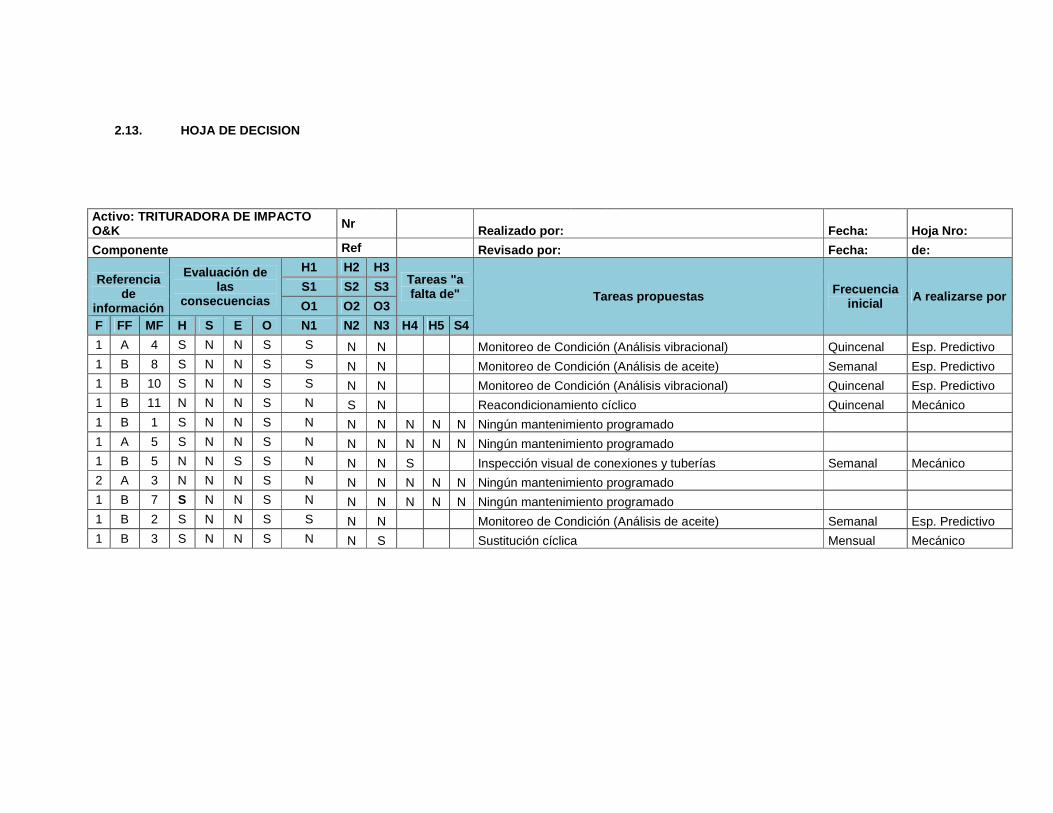
2.13. HOJA DE DECISION
Activo: TRITURADORA DE IMPACTO O&K Nr Realizado por: Fecha: Hoja Nro:
Componente Ref Revisado por: Fecha: de:
Referencia de
información
Evaluación de las
consecuencias
H1 H2 H3 Tareas "a falta de" Tareas propuestas Frecuencia
inicial A realizarse por S1 S2 S3
O1 O2 O3
F FF MF H S E O N1 N2 N3 H4 H5 S4
1 A 4 S N N S S N N Monitoreo de Condición (Análisis vibracional) Quincenal Esp. Predictivo 1 B 8 S N N S S N N Monitoreo de Condición (Análisis de aceite) Semanal Esp. Predictivo 1 B 10 S N N S S N N Monitoreo de Condición (Análisis vibracional) Quincenal Esp. Predictivo 1 B 11 N N N S N S N Reacondicionamiento cíclico Quincenal Mecánico 1 B 1 S N N S N N N N N N Ningún mantenimiento programado 1 A 5 S N N S N N N N N N Ningún mantenimiento programado 1 B 5 N N S S N N N S Inspección visual de conexiones y tuberías Semanal Mecánico 2 A 3 N N N S N N N N N N Ningún mantenimiento programado 1 B 7 S N N S N N N N N N Ningún mantenimiento programado 1 B 2 S N N S S N N Monitoreo de Condición (Análisis de aceite) Semanal Esp. Predictivo 1 B 3 S N N S N N S Sustitución cíclica Mensual Mecánico

2.14 TABLA DE COSTOS DE PRODUCCION Y MANTENIMIENTO
COSTOS DE CONSECUENCIAS
DESCRIPCIÓN CODIGOS DE MODOS DE FALLA
1A4 1B8 1B10 1B11 1B1 1A5 1B5
COSTOS POR PÉRDIDA DE PRODUCCIÓN
S/. 48,000.00 S/. 16,000.00 S/. 0.00 S/. 24,000.00 S/. 16,000.00 S/. 32,000.00 S/.
16,000.00
COSTO MANO DE OBRA HH S/. 30.00 S/. 30.00 S/. 120.00 S/. 30.00 S/. 30.00 S/. 30.00 S/. 30.00
HORAS HOMBRE 24 4 2 12 4 8 4
COSTOS DE REPUESTOS S/. 3,500.00 S/. 2,600.00 S/. 350.00 S/. 1,450.00 S/. 4,800.00 S/. 4,200.00 S/. 1,200.00
COSTOS DE MANTENIMIENTO S/. 720.00 S/. 120.00 S/. 240.00 S/. 360.00 S/. 120.00 S/. 240.00 S/. 120.00
COSTO TOTAL $ S/. 52,220.00 S/. 18,720.00 S/. 590.00 S/. 25,810.00 S/. 20,920.00 S/. 36,440.00 S/.
17,320.00
COSTOS DE CONSECUENCIAS
DESCRIPCIÓN CODIGOS DE MODOS DE FALLA
2A3 1B7 1B2 1B3 1B6 1B9 1A1 COSTOS POR PÉRDIDA DE PRODUCCIÓN
S/. 24,000.00 S/. 24,000.00 S/. 8,000.00 S/. 4,000.00 S/. 24,000.00 S/. 8,000.00 S/. 8,000.00
COSTO MANO DE OBRA HH S/. 30.00 S/. 30.00 S/. 30.00 S/. 30.00 S/. 30.00 S/. 30.00 S/. 30.00
HORAS HOMBRE 12 12 2 1 6 2 1
COSTOS DE REPUESTOS S/. 950.00 S/. 1,200.00 S/. 680.00 S/. 3,200.00 S/. 1,200.00 S/. 600.00 S/. 250.00
COSTOS DE MANTENIMIENTO S/. 360.00 S/. 360.00 S/. 60.00 S/. 30.00 S/. 180.00 S/. 60.00 S/. 30.00
COSTO TOTAL $ S/. 25,310.00 S/. 25,560.00 S/. 8,740.00 S/. 7,230.00 S/. 25,380.00 S/. 8,660.00 S/. 8,280.00


















