TPRS A 147843 1. - dep.ufscar.br proofs.pdf · AUTHOR QUERIES Journal id: TPRS_A_147843...
22
AUTHOR QUERIES Journal id: TPRS_A_147843 Corresponding author: H. H. YANASSE Title: Linear models for 1-group two-dimensional guillotine cutting problems Query number Query 1 Please supply “Received” and “in final form” dates 2 Please supply page range 3 Please supply place of publication 4 Please supply the date website accessed
Transcript of TPRS A 147843 1. - dep.ufscar.br proofs.pdf · AUTHOR QUERIES Journal id: TPRS_A_147843...
AUTHOR QUERIES Journal id: TPRS_A_147843 Corresponding author: H. H. YANASSE Title: Linear models for 1-group two-dimensional guillotine cutting problems
Query number Query
1 Please supply “Received” and “in final form” dates 2 Please supply page range 3 Please supply place of publication 4 Please supply the date website accessed

New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
International Journal of Production Research,Vol. ??, No. ?, Month?? 2006, 1–21
Linear models for 1-group two-dimensional
guillotine cutting problems
H. H. YANASSE*y and R. MORABITOz
yLaboratorio Associado de Computacao e Matematica Aplicada,
Instituto Nacional de Pesquisas Espaciais, 12227-010 – Sao Jose dos Campos – SP, Brazil
zDepartamento de Engenharia de Producao, Universidade Federal de Sao Carlos,
13565-905 – Sao Carlos – SP, Brazil
(Received 2222; in final form 2222)
In this study we present integer linear and non-linear models to generate 1-groupconstrained and unconstrained two-dimensional guillotine cutting patterns,including exact and non-exact cases. These patterns appear in different cuttingprocesses as, for example, in the furniture industry. The models are usefulfor research and development of more effective solution methods, exploringparticular structures, model decomposition, model relaxations, etc. They are alsohelpful for the performance evaluation of heuristic methods, since they allow(at least for problems of moderate size) an estimation of the optimality gapof heuristic solutions. To demonstrate the effectiveness of the proposed models,we compare them with models of the literature by solving a number of examplesrandomly generated and an actual example derived from a furniture company.Such results were produced using a well-known commercial software (themodelling language GAMS and the solver CPLEX) and they show that thecomputational efforts required to solve the models can be very different.
Keywords: Cutting and packing problems; 1-group guillotine cutting; Integerlinear models; Furniture industry
1. Introduction
Cutting problems are found in many industrial processes where paper and
aluminium rolls, glass and fibreglass plates, metal bars and sheets, hardboards,pieces of leather and cloth, etc., are cut in order to produce smaller pieces of ordered
sizes and quantities. The problem is to determine the ‘best’ way of cutting largeobjects to produce the ordered items so that an objective is optimised, for example,
with minimum trim loss. For surveys and special issues on cutting and packingproblems and their industrial applications, readers may consult Dyckhoff and
Waescher (1990), Lirov (1992), Dowsland and Dowsland (1992), Sweeney andPaternoster (1992), Dyckhoff and Finke (1992), Martello (1994a, 1994b), Bischoff
and Waescher (1995), Mukhacheva (1997), Dyckhoff et al. (1997), Arenales et al.(1999), Wang and Waescher (2002), Hifi (2002), Lodi et al. (2002) and SICUP (2004).
*Corresponding author. Email: [email protected]
International Journal of Production Research
ISSN 0020–7543 print/ISSN 1366–588X online � 2006 Taylor & Francis
http://www.tandf.co.uk/journals
DOI: 10.1080/00207540500478603
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
proofreader
Text Box
1
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
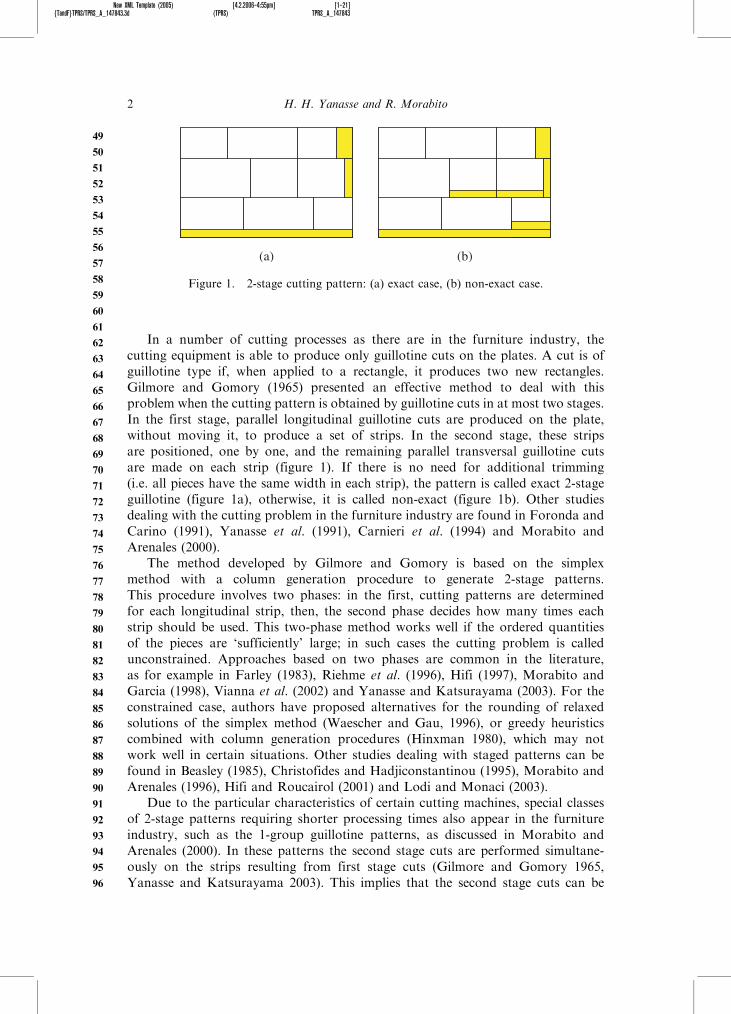
In a number of cutting processes as there are in the furniture industry, thecutting equipment is able to produce only guillotine cuts on the plates. A cut is ofguillotine type if, when applied to a rectangle, it produces two new rectangles.Gilmore and Gomory (1965) presented an effective method to deal with thisproblem when the cutting pattern is obtained by guillotine cuts in at most two stages.In the first stage, parallel longitudinal guillotine cuts are produced on the plate,without moving it, to produce a set of strips. In the second stage, these stripsare positioned, one by one, and the remaining parallel transversal guillotine cutsare made on each strip (figure 1). If there is no need for additional trimming(i.e. all pieces have the same width in each strip), the pattern is called exact 2-stageguillotine (figure 1a), otherwise, it is called non-exact (figure 1b). Other studiesdealing with the cutting problem in the furniture industry are found in Foronda andCarino (1991), Yanasse et al. (1991), Carnieri et al. (1994) and Morabito andArenales (2000).
The method developed by Gilmore and Gomory is based on the simplexmethod with a column generation procedure to generate 2-stage patterns.This procedure involves two phases: in the first, cutting patterns are determinedfor each longitudinal strip, then, the second phase decides how many times eachstrip should be used. This two-phase method works well if the ordered quantitiesof the pieces are ‘sufficiently’ large; in such cases the cutting problem is calledunconstrained. Approaches based on two phases are common in the literature,as for example in Farley (1983), Riehme et al. (1996), Hifi (1997), Morabito andGarcia (1998), Vianna et al. (2002) and Yanasse and Katsurayama (2003). For theconstrained case, authors have proposed alternatives for the rounding of relaxedsolutions of the simplex method (Waescher and Gau, 1996), or greedy heuristicscombined with column generation procedures (Hinxman 1980), which may notwork well in certain situations. Other studies dealing with staged patterns can befound in Beasley (1985), Christofides and Hadjiconstantinou (1995), Morabito andArenales (1996), Hifi and Roucairol (2001) and Lodi and Monaci (2003).
Due to the particular characteristics of certain cutting machines, special classesof 2-stage patterns requiring shorter processing times also appear in the furnitureindustry, such as the 1-group guillotine patterns, as discussed in Morabito andArenales (2000). In these patterns the second stage cuts are performed simultane-ously on the strips resulting from first stage cuts (Gilmore and Gomory 1965,Yanasse and Katsurayama 2003). This implies that the second stage cuts can be
(a) (b)
Figure 1. 2-stage cutting pattern: (a) exact case, (b) non-exact case.
2 H. H. Yanasse and R. Morabito
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96

New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
produced together with the first stage cuts, without moving the strips and, in thisway, save processing time. Gilmore and Gomory (1965) also discussed p-grouppatterns, p>1. The 1-group patterns can be non-homogeneous (a pattern ishomogeneous if it contains only pieces of the same type), and exact and non-exact depending on the need for additional trimming, as illustrated in figure 2(note in the exact patterns that there is no need for additional trimming, since allpieces have the same width in each horizontal strip and all pieces have the samelength in each vertical strip).
A few studies were found in the literature presenting mathematical program-ming formulations for 1-group two-dimensional guillotine cutting problems(Morabito and Arenales 2000, Scheithauer 2002). Models for such problems areuseful for research and development of more effective solution methods, exploringspecial features and particular structures, model decomposition, model relaxations,etc. These models are also helpful for the performance evaluation of heuristicmethods, since they allow (at least for problems of moderate size) an estimationof the optimality gap of heuristic solutions. Thus motivated by this, the presentstudy proposes new integer linear and non-linear models to generate 1-group cuttingpatterns, including exact and non-exact cases, and constrained and unconstrainedcases. It is worth mentioning that we are not aware of exact algorithms forsuch problems in the literature. The only exception is the work by Yanasse andKatsurayama (2003), where an enumeration algorithm is proposed for the specialcase of exact and unconstrained 1-group two-dimensional guillotine cutting pattern.In theory, such algorithm could be extended to cover non-exact and constrainedcases by enumerating all possible combinations of strips and rejecting those solutionsthat do not satisfy the constraints. This procedure, however, is ineffective andtime consuming; hence, it was discarded by those authors. The 1-group models canbe used in the column generation procedure of Gilmore and Gomory’s approach,
(a)
(b)
(c)
(d)
Figure 2. 1-group cutting pattern: (a) and (b) exact cases, (c) and (d) non-exact cases.
Linear models for 1-group 2D guillotine cutting problems 3
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144

New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
or combined with repeated exhausted reduction heuristics (Hinxman 1980), to solvecutting stock problems.
This paper is organised as follows. In section 2 we review existing models andpropose new models for 1-group cutting problems. In section 3, to demonstrate theeffectiveness of the proposed models, we compare them with models of the litera-ture by solving a number of examples randomly generated and an actual examplederived from a furniture company. We chose to use the well-known commercialsoftware modelling language GAMS and the mixed integer linear programmingsolver CPLEX (Brooke et al. 1992). The results show that the computational effortsrequired to solve the models can be very different. Finally, in section 4 we presentconcluding remarks and discuss perspectives for future research.
2. 1-group cutting models
Without loss of generality, the models below assume that the orientation of thepieces is fixed, that is, the pieces cannot rotate. Consider the following parameters:
L, W length and width of the plateli, wi length and width of piece type i (i¼ 1, . . . ,m)
lmin, wmin minimum length and minimum width, respectively, of the pieceslmax, wmax maximum length and maximum width, respectively, of the pieces
vi, bi value (e.g. area) and demand of piece type i
2.1 Non-linear model
Initially we present an integer non-linear model for the non-exact case. Let:
J, K number of different lengths li and widths wi, respectively.vijk¼ vi, if li� lj and wi�wk
0, otherwise.
Variables:
�j number of times length lj is cut along L�k number of times width wk is cut along Waijk number of rectangles lj�wk containing a piece of type i (i.e. number
of type i pieces contained in all rectangles lj�wk)
maxXm
i¼1
XJ
j¼1
XK
k¼1
vijkaijk ð1Þ
XJ
j¼1
lj�j � L ð2Þ
4 H. H. Yanasse and R. Morabito
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
XK
k¼1
wk�k �W ð3Þ
Xm
i¼1
aijk � �j�k, for all j, k ð4Þ
XJ
j¼1
XK
k¼1
aijk � bi, for all i ð5Þ
with
�j,�k, aijk � 0, integer, i ¼ 1, . . . , m; j ¼ 1, . . . , J; k ¼ 1, . . . , K: ð6Þ
Note that �j�k corresponds to the number of rectangles lj�wk inthe pattern. The objective function (1) maximises the total value of the piecescut in the pattern, constraints (2) and (3) guarantee that the piece lengths and widthsdo not exceed the plate length and width, respectively, constraints (4) limit thevariables aijk to �j�k, constraints (5) refer to the availability of the pieces andconstraints (6) refer to the non-negativity and integrity of the variables.
Model (1)–(6) can be adapted to deal with the exact case by simply redefiningvijk as:
vijk ¼vi, if li ¼ lj and wi ¼ wk for any i ¼ 1, . . . ,m
0, otherwise:
In this case, if two piece types i1 and i2 have the same size (li1, wi1)¼(li2, wi2)¼ (lj, wk) and the same value vi1¼ vi2¼ vjk (e.g. the area of rectangle lj�wk),we can also reduce the number of model variables by defining ajk ¼
Pmi¼1 aijk, the
number of rectangles lj�wk containing a piece lj�wk (i.e. the number of pieceslj�wk). Model (1)–(6) reduces to:
maxXJ
j¼1
XK
k¼1
vjkajk ð7Þ
XJ
j¼1
lj�j � L ð8Þ
XK
k¼1
wk�k �W ð9Þ
ajk � �j�k, for all j, k ð10Þ
ajk � bi if li ¼ lj, wi ¼ wk for any i ¼ 1, . . . , m; for all j, k ð11Þ
with
�j, �k, ajk � 0, integer, j ¼ 1, . . . , J; k ¼ 1, . . . ,K: ð12Þ
Linear models for 1-group 2D guillotine cutting problems 5
193
194
195
196
197
198
199
200
201
202
203
204
205
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
221
222
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
240

New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
If the problem is unconstrained, we can eliminate constraint (10) and (11) of
model (7)–(12), and replace the variables ajk¼ �j�k, obtain the integer quadratic
model in Morabito and Arenales (2000):
maxXJ
j¼1
XK
k¼1
vjk�j�k
XJ
j¼1
lj�j � L
XK
k¼1
wk�k �W
with
�j, �k � 0, integer, j ¼ 1, . . . , J; k ¼ 1, . . . ,K:
To adapt this model for the non-exact case, it is enough to redefine:
vjk ¼ maxi¼1,...,m
vijli � lj,wi � wk
� �
Moreover, if rectangle lj�wk can contain more than one piece, vjk is redefined
as the value of the best homogeneous solution:
vjk ¼ maxi¼1,...,m
vi lj=li� �
wk=wi
� �� �
2.2 Linear model 1
These non-linear models can be linearised in the following way (Harjunkoski et al.
1997): consider for instance model (1)–(6) and let �j ¼Psj
s¼1 2s�1�js, where �js2 {0, 1}
and sj is so that: 2sj�1 � L=lj� �
< 2sj , that is, sj is the maximum number of bits for
a binary representation of �j (the same could be done choosing �k instead of �j).The non-linear constraint (4) is rewritten as:
Xm
i¼1
aijk �Xsj
s¼1
2s�1�js�k, for all j, k
which can be replaced by the following set of linear constraints:
Xm
i¼1
aijk �Xsj
s¼1
2s�1fjks, for all j, k
fjks � �k, for all j, k, s
fjks � �k �Mð1� �jsÞ, for all j, k, s
6 H. H. Yanasse and R. Morabito
241
242
243
244
245
246
247
248
249
250
251
252
253
254
255
256
257
258
259
260
261
262
263
264
265
266
267
268
269
270
271
272
273
274
275
276
277
278
279
280
281
282
283
284
285
286
287
288

New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
fjks �M�js, for all j, k, s
�js 2 f0,1g, for all j, s
where M is a sufficiently large number (e.g. W=wmin
� �). Note that if �js¼ 1 then
fjks¼�k, on the other hand, if �js¼ 0 then fjks¼ 0. Model (1)–(6) is rewritten as:
Model 1:
maxXm
i¼1
XJ
j¼1
XK
k¼1
vijkaijk ð13Þ
XJ
j¼1
ljXsj
s¼1
2s�1�js � L ð14Þ
XK
k¼1
wk�k �W ð15Þ
Xm
i¼1
aijk �Xsj
s¼1
2s�1fjks, for all j, k ð16Þ
fjks � �k, for all j, k, s ð17Þ
fjks � �k �Mð1� �jsÞ, for all j, k, s ð18Þ
fjks �M�js, for all j, k, s ð19Þ
XJ
j¼1
XK
k¼1
aijk � bi, for all i ð20Þ
with
�js 2 f0,1g, �k, aijk � 0, integer, fjks � 0, i ¼ 1, . . . , m; j ¼ 1, . . . , J;
k ¼ 1, . . . , K, s ¼ 1, . . . , sjð21Þ
Similarly to the integer non-linear model (1)–(6), the exact case can also be treated
by model 1 simply redefining vijk by:
vijk ¼ vi, if li ¼ lj and wi ¼ wk for any i ¼ 1, . . . , m
0, otherwise:
(or redefining vijk and aijk by vjk and ajk, respectively, as discussed above, to reduce
the number of variables).
Linear models for 1-group 2D guillotine cutting problems 7
289
290
291
292
293
294
295
296
297
298
299
300
301
302
303
304
305
306
307
308
309
310
311
312
313
314
315
316
317
318
319
320
321
322
323
324
325
326
327
328
329
330
331
332
333
334
335
336

New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
2.3 Linear model 2
Scheithauer (2002) presented an integer linear model for the non-exact 1-group
problem. For convenience, we present below Scheithauer’s model here called
model 2. Let:
P, Q maximum number of strips from left to right and from bottom to top,
respectively, in the pattern (P¼ L=lmin
� �, Q¼ W=wmin
� �)
Variables:
Lj length of the jth strip (left to right) in the pattern ( j¼ 1, . . . ,P)Wk width of the kth strip (bottom to top) in the pattern (k¼ 1, . . . ,Q)
xijk¼ 1, if a type i piece is placed in rectangle Lj�Wk
0, otherwise.
Model 2:
maxXm
i¼1
XP
j¼1
XQ
k¼1
vixijk ð22Þ
XP
j¼1
Lj � L ð23Þ
XQ
k¼1
Wk �W ð24Þ
Xm
i¼1
xijk � 1, for all j, k ð25Þ
Xm
i¼1
lixijk � Lj, for all j, k ð26Þ
Xm
i¼1
wixijk �Wk, for all j, k ð27Þ
XP
j¼1
XQ
k¼1
xijk � bi, for all i ð28Þ
Lj � Ljþ1, for all j ð29Þ
Wk �Wkþ1, for all k ð30Þ
8 H. H. Yanasse and R. Morabito
337
338
339
340
341
342
343
344
345
346
347
348
349
350
351
352
353
354
355
356
357
358
359
360
361
362
363
364
365
366
367
368
369
370
371
372
373
374
375
376
377
378
379
380
381
382
383
384
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
with
xijk 2 f0,1g, Lj, Wk � 0, i ¼ 1, . . . , m; j ¼ 1, . . . , P; k ¼ 1, . . . , Q: ð31Þ
The objective function (22) maximises the total value of the pieces cut in thepattern. Constraints (23) and (24) guarantee that the lengths and widths of the stripsarranged in the pattern do not exceed the plate length and width, respectively.Constraints (25) impose that at most one piece is placed in each rectangle Lj�Wk.Constraints (26) and (27) guarantee that the piece lengths and widths in eachrectangle Lj�Wk, do not exceed the rectangle length and width, respectively.Constraints (28) refer to the availability of pieces and constraints (31) refer to thenon-negativity and integrality of the variables. Note that constraints (29) and (30)are included to eliminate symmetries (and reduce the solution space). Note alsoin (31) that the variables Lj and Wk need not to be integer.
Model (22)–(31) can also be adapted to deal with the exact case. For this, ina first impulse, one might think that it would be sufficient replacing inequalities (26)and (27) by the equalities:
Xm
i¼1
lixijk ¼ Lj, for all j, k ð32Þ
Xm
i¼1
wixijk ¼Wk, for all j, k ð33Þ
However, these constraints are valid only for the case where there is some pieceof type i placed in rectangle Lj�Wk. If there is no piece in such rectangle,these constraints need not to be satisfied. To impose constraint (32) only for thiscase, we add the following constraints:
Xm
i¼1
lixijk � Lj, for all j, k ð34Þ
Lj �Xm
i¼1
lixijk þM 1�Xm
i¼1
xijk
!, for all j, k ð35Þ
where M is a sufficiently large number (e.g. M¼ lmax). Similarly, to imposeconstraint (33) only when there is some piece of type i placed in rectangle Lj�Wk,we add constraints:
Xm
i¼1
wixijk �Wk, for all j, k ð36Þ
Wk �Xm
i¼1
wixijk þM 1�Xm
i¼1
xijk
!, for all j, k ð37Þ
where M is a sufficiently large number (e.g. M¼wmax). This way, the 1-group modelfor the exact case is obtained simply replacing in model 2 (formulation (22)–(31))constraints (26) and (27) by constraints (34)–(37).
Linear models for 1-group 2D guillotine cutting problems 9
385
386
387
388
389
390
391
392
393
394
395
396
397
398
399
400
401
402
403
404
405
406
407
408
409
410
411
412
413
414
415
416
417
418
419
420
421
422
423
424
425
426
427
428
429
430
431
432

New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
In table 1 models 1 and 2 (1-group cutting) are compared in terms of thenumber of variables and constraints for the non-exact case. For the exact casewe have the same number of variables and constraints, except that in model 2we have 2PQ additional constraints.
2.4 Other linear models
Vianna et al. (2002) presented an integer non-linear model for the non-exact 2-stagetwo-dimensional guillotine cutting problem, which can be linearised using the sameprocedure of section 2.1. Lodi and Monaci (2003) presented other two interestinginteger linear models for the 2-stage case, based on the restriction of packing(cutting) the pieces into shelves (i.e. rows forming levels). A shelf is a slice of theplate with length L and width coincident with the width of the widest piece cut offfrom it. Their observation is that each feasible solution of (such two-dimensionalpacking) with trimming is composed of shelves, and, vice-versa, each itempacked into a shelf can be cut off in at most two stages (plus trimming). It isworth mentioning that these models’ formulations cannot be extended (at leastin a straightforward manner) to the 1-group case, since there are difficulties inenforcing the constraint that the second stage cuts should be all in the samepositions, for all the strips.
3. Computational experiments
For the sake of illustration, in this section we present the computational resultsobtained by applying models 1 and 2 for some 1-group examples. The modelswere codified in the modelling language GAMS (Brooke et al. 1992) and solvedby the integer linear programming solver CPLEX (version 7) in a microcomputerPentium IV with 2.8GHz, 512Mb RAM. We use the standard default settingsof CPLEX, that is, we did not explore problem-oriented branching rules, initialheuristic solutions, problem-specific valid inequalities, etc. In the first set of examplesthe values of the pieces are equal to their respective areas (i.e. vi¼ liwi); this way,a simple upper bound equal to the plate area LW may be imposed on their models.The solution values presented in the tables below are in percentage of the plate areautilisation. In all the tests performed, the exact and non-exact results were obtainedusing the same problem by solving models 1 and 2 with the indicated alternativeconstraints as described in section 2.
Table 2 presents the input data of a simple constrained two-dimensionalguillotine cutting problem analysed in Vianna et al. (2002). We assume that the
Table 1. Comparison of the number of variables and constraints of models 1 and 2.
Number of variables Number of constraints
Model 1 mJKþ ðKþ 1ÞPJ
j¼1
1þ log L=lj� �� �
þ K 2þ JKþ 3KPJ
j¼1
1þ log L=lj� �� �
þm
Model 2 PþQþmPQ 2þ 3PQþPþQþm
10 H. H. Yanasse and R. Morabito
433
434
435
436
437
438
439
440
441
442
443
444
445
446
447
448
449
450
451
452
453
454
455
456
457
458
459
460
461
462
463
464
465
466
467
468
469
470
471
472
473
474
475
476
477
478
479
480

New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
orientation of the pieces is fixed, that is, the pieces cannot rotate. Table 3 presentsthe results obtained by models 1 and 2 with GAMS/CPLEX for such example.The 1-group optimal solutions were found in relatively small computer runtimes.We observe that the linear programming relaxation of the model (row LP relax)provides a quite loose upper bound for the problem. The gap between theLP relaxation and the final solution is over 100%. The LP relaxation value ofmodel 1 is tighter than the one of model 2 for the exact case, but it is larger forthe non-exact case. This result is observed in most of the experiments below.
Also, we can notice a difference in execution times when we impose the knownupper bound of 10 000 (i.e. the area LW of the plate) on the optimal value of theproblem (row UB¼LW), compared with the case where we do not set any bound(row No UB). It can be observed that the execution times were, in general, shorterwhen we do not impose any upper bound. These differences in model performanceand the large gap between the LP relaxation and the final solution are observedin other examples, as shown in the following computational text results.
We randomly generated constrained examples with plate (L,W)¼ (100, 100)and m¼ 5, 10, 20, 50 and 100 piece types (li,wi) sampled from uniform distributionsin the intervals [0.1L, 0.5L] and [0.1W, 0.5W], respectively (after being sampled, liand wi were simply rounded). The quantities bi were also sampled (and then rounded)from uniform distributions in the intervals [1, L=li
� �W=wi
� �]. For each value
of the parameter m, 10 instances were considered. We assume that the orientationof the pieces is fixed, that is, the pieces cannot rotate. We imposed a time limit of180 seconds for the computer runtime of each problem instance.
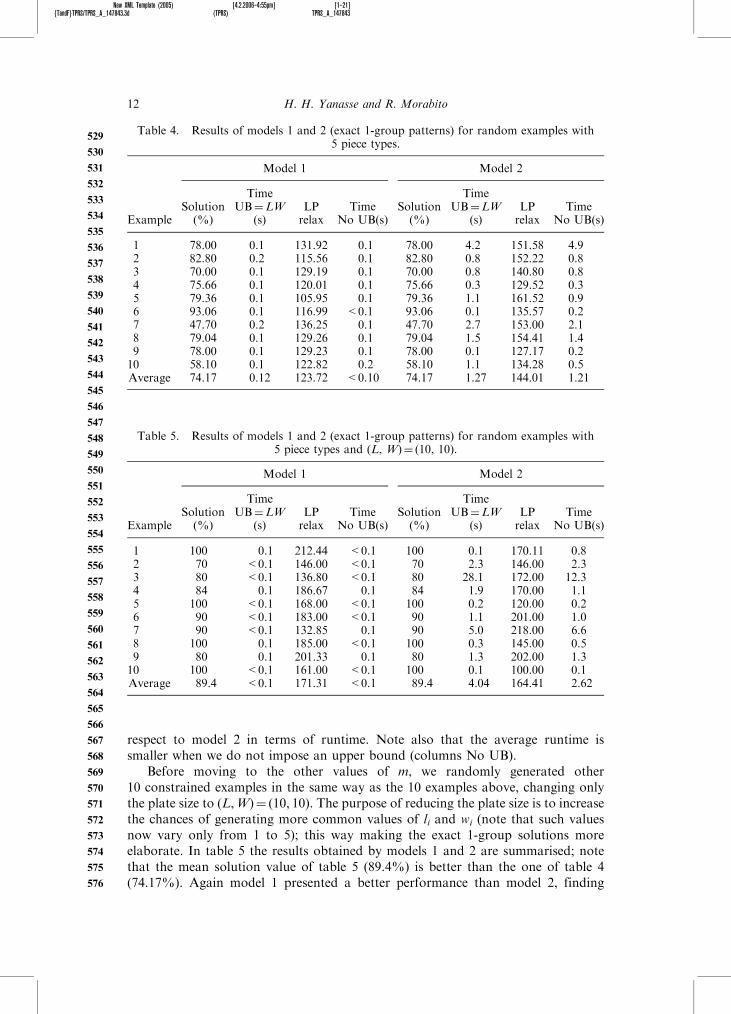
In table 4 the results obtained by models 1 and 2 with m¼ 5 are presented,considering the exact case. On average, the LP relaxation value of model 1 is tighterthan the one of model 2. Note that model 1 maintains its superior performance with
Table 2. Constrained example in Vianna et al. (2002) with(L, W)¼ (100, 100).
Pieces i li wi bi
1 33 14 82 20 38 43 15 43 44 40 43 35 31 44 3
Table 3. Results of models 1 and 2 (1-group patterns) for the example in Vianna et al. (2002).
Non-exact case Exact case
Example Model 1 Model 2 Model 1 Model 2
LP relax 185.68 171.13 142.73 171.13Solution 83.64 83.64 64.50 64.50Time (UB¼LW) (s) 0.5 1.0 0.1 1.2Time (No UB) (s) 0.3 0.6 0.1 0.5
Linear models for 1-group 2D guillotine cutting problems 11
481
482
483
484
485
486
487
488
489
490
491
492
493
494
495
496
497
498
499
500
501
502
503
504
505
506
507
508
509
510
511
512
513
514
515
516
517
518
519
520
521
522
523
524
525
526
527
528
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
respect to model 2 in terms of runtime. Note also that the average runtime issmaller when we do not impose an upper bound (columns No UB).
Before moving to the other values of m, we randomly generated other10 constrained examples in the same way as the 10 examples above, changing onlythe plate size to (L,W)¼ (10, 10). The purpose of reducing the plate size is to increasethe chances of generating more common values of li and wi (note that such valuesnow vary only from 1 to 5); this way making the exact 1-group solutions moreelaborate. In table 5 the results obtained by models 1 and 2 are summarised; notethat the mean solution value of table 5 (89.4%) is better than the one of table 4(74.17%). Again model 1 presented a better performance than model 2, finding
Table 4. Results of models 1 and 2 (exact 1-group patterns) for random examples with5 piece types.
Model 1 Model 2
ExampleSolution(%)
TimeUB¼LW
(s)LPrelax
TimeNo UB(s)
Solution(%)
TimeUB¼LW
(s)LPrelax
TimeNo UB(s)
1 78.00 0.1 131.92 0.1 78.00 4.2 151.58 4.92 82.80 0.2 115.56 0.1 82.80 0.8 152.22 0.83 70.00 0.1 129.19 0.1 70.00 0.8 140.80 0.84 75.66 0.1 120.01 0.1 75.66 0.3 129.52 0.35 79.36 0.1 105.95 0.1 79.36 1.1 161.52 0.96 93.06 0.1 116.99 <0.1 93.06 0.1 135.57 0.27 47.70 0.2 136.25 0.1 47.70 2.7 153.00 2.18 79.04 0.1 129.26 0.1 79.04 1.5 154.41 1.49 78.00 0.1 129.23 0.1 78.00 0.1 127.17 0.210 58.10 0.1 122.82 0.2 58.10 1.1 134.28 0.5Average 74.17 0.12 123.72 <0.10 74.17 1.27 144.01 1.21
Table 5. Results of models 1 and 2 (exact 1-group patterns) for random examples with5 piece types and (L, W)¼ (10, 10).
Model 1 Model 2
ExampleSolution(%)
TimeUB¼LW
(s)LPrelax
TimeNo UB(s)
Solution(%)
TimeUB¼LW
(s)LPrelax
TimeNo UB(s)
1 100 0.1 212.44 <0.1 100 0.1 170.11 0.82 70 <0.1 146.00 <0.1 70 2.3 146.00 2.33 80 <0.1 136.80 <0.1 80 28.1 172.00 12.34 84 0.1 186.67 0.1 84 1.9 170.00 1.15 100 <0.1 168.00 <0.1 100 0.2 120.00 0.26 90 <0.1 183.00 <0.1 90 1.1 201.00 1.07 90 <0.1 132.85 0.1 90 5.0 218.00 6.68 100 0.1 185.00 <0.1 100 0.3 145.00 0.59 80 0.1 201.33 0.1 80 1.3 202.00 1.310 100 <0.1 161.00 <0.1 100 0.1 100.00 0.1Average 89.4 <0.1 171.31 <0.1 89.4 4.04 164.41 2.62
12 H. H. Yanasse and R. Morabito
529
530
531
532
533
534
535
536
537
538
539
540
541
542
543
544
545
546
547
548
549
550
551
552
553
554
555
556
557
558
559
560
561
562
563
564
565
566
567
568
569
570
571
572
573
574
575
576
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
and proving all optimal solutions with runtimes much lower than the predefined time
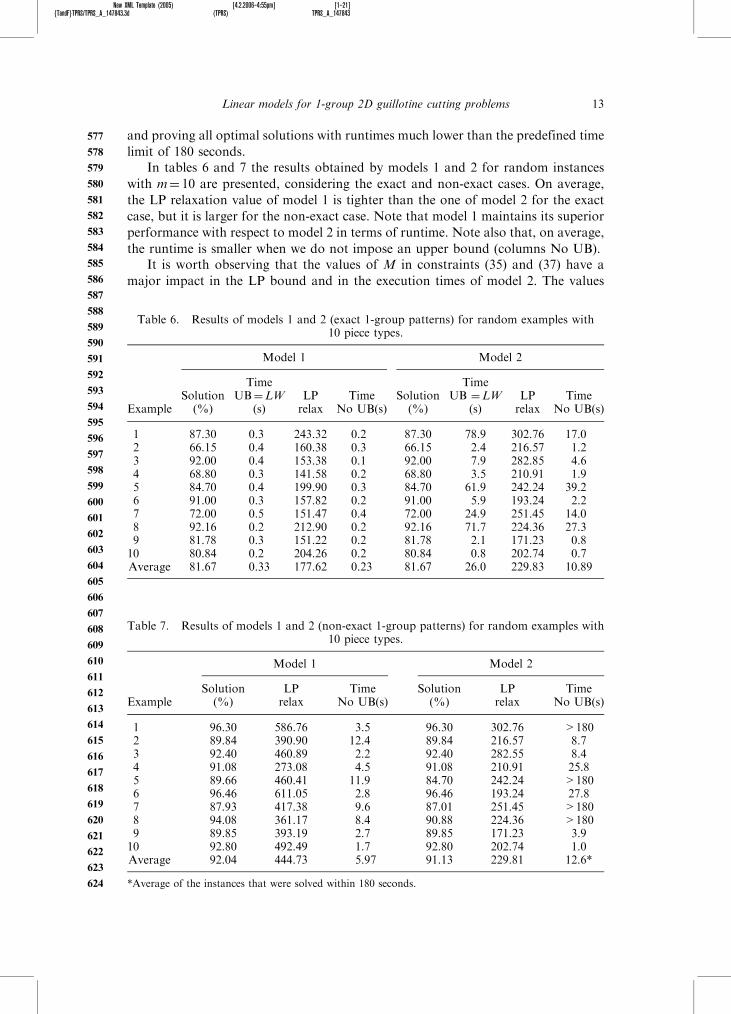
limit of 180 seconds.In tables 6 and 7 the results obtained by models 1 and 2 for random instances
with m¼ 10 are presented, considering the exact and non-exact cases. On average,
the LP relaxation value of model 1 is tighter than the one of model 2 for the exact
case, but it is larger for the non-exact case. Note that model 1 maintains its superior
performance with respect to model 2 in terms of runtime. Note also that, on average,
the runtime is smaller when we do not impose an upper bound (columns No UB).It is worth observing that the values of M in constraints (35) and (37) have a
major impact in the LP bound and in the execution times of model 2. The values
Table 6. Results of models 1 and 2 (exact 1-group patterns) for random examples with10 piece types.
Model 1 Model 2
ExampleSolution(%)
TimeUB¼LW
(s)LPrelax
TimeNo UB(s)
Solution(%)
TimeUB ¼LW
(s)LPrelax
TimeNo UB(s)
1 87.30 0.3 243.32 0.2 87.30 78.9 302.76 17.02 66.15 0.4 160.38 0.3 66.15 2.4 216.57 1.23 92.00 0.4 153.38 0.1 92.00 7.9 282.85 4.64 68.80 0.3 141.58 0.2 68.80 3.5 210.91 1.95 84.70 0.4 199.90 0.3 84.70 61.9 242.24 39.26 91.00 0.3 157.82 0.2 91.00 5.9 193.24 2.27 72.00 0.5 151.47 0.4 72.00 24.9 251.45 14.08 92.16 0.2 212.90 0.2 92.16 71.7 224.36 27.39 81.78 0.3 151.22 0.2 81.78 2.1 171.23 0.810 80.84 0.2 204.26 0.2 80.84 0.8 202.74 0.7Average 81.67 0.33 177.62 0.23 81.67 26.0 229.83 10.89
Table 7. Results of models 1 and 2 (non-exact 1-group patterns) for random examples with10 piece types.
Model 1 Model 2
ExampleSolution(%)
LPrelax
TimeNo UB(s)
Solution(%)
LPrelax
TimeNo UB(s)
1 96.30 586.76 3.5 96.30 302.76 >1802 89.84 390.90 12.4 89.84 216.57 8.73 92.40 460.89 2.2 92.40 282.55 8.44 91.08 273.08 4.5 91.08 210.91 25.85 89.66 460.41 11.9 84.70 242.24 >1806 96.46 611.05 2.8 96.46 193.24 27.87 87.93 417.38 9.6 87.01 251.45 >1808 94.08 361.17 8.4 90.88 224.36 >1809 89.85 393.19 2.7 89.85 171.23 3.910 92.80 492.49 1.7 92.80 202.74 1.0Average 92.04 444.73 5.97 91.13 229.81 12.6*
*Average of the instances that were solved within 180 seconds.
Linear models for 1-group 2D guillotine cutting problems 13
577
578
579
580
581
582
583
584
585
586
587
588
589
590
591
592
593
594
595
596
597
598
599
600
601
602
603
604
605
606
607
608
609
610
611
612
613
614
615
616
617
618
619
620
621
622
623
624
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
presented in tables 4, 5 and 6 were obtained using M equal to lmax and wmax in
constraints (35) and (37), respectively. If we use M equal to L and W in those
constraints, respectively, we would obtain much larger values for the LP relaxations
and longer execution times. For instance, the average LP relaxation value in table 5
would be 225.31 (instead of 164.41) and the average execution time would be
4.02 (instead of 2.62) and, in table 6, the average LP relaxation value would be
322.09 (instead of 229.83) and the average execution time would be 34.56 (instead
of 10.89).From table 7 we observe that in 4 out of the 10 instances tested, the upper
runtime limit of 180 seconds was reached when solving model 2 for the non-exact
case. The best objective value found when the model execution was interrupted is
indicated in the table within parentheses. We also carry out experiments with more
constrained random instances, that is, sampling (and then rounding) the quantities bifrom smaller intervals (e.g. [1, bL/licbW/wic/2]) than above ([1, bL/lic bW/wic]).
The relative performances of models 1 and 2 were similar to the ones observed in
tables 6 and 7 (in these experiments we use instances with 10 piece types).Before moving to random instances with larger values of m, we illustrate the
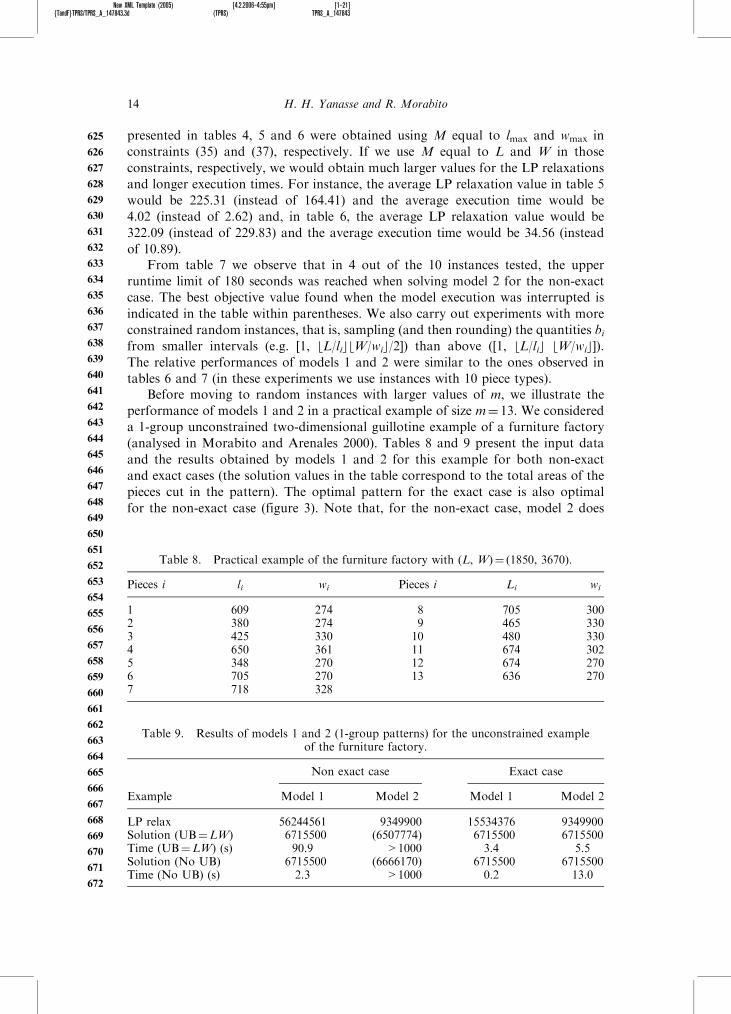
performance of models 1 and 2 in a practical example of size m¼ 13. We considered
a 1-group unconstrained two-dimensional guillotine example of a furniture factory
(analysed in Morabito and Arenales 2000). Tables 8 and 9 present the input data
and the results obtained by models 1 and 2 for this example for both non-exact
and exact cases (the solution values in the table correspond to the total areas of the
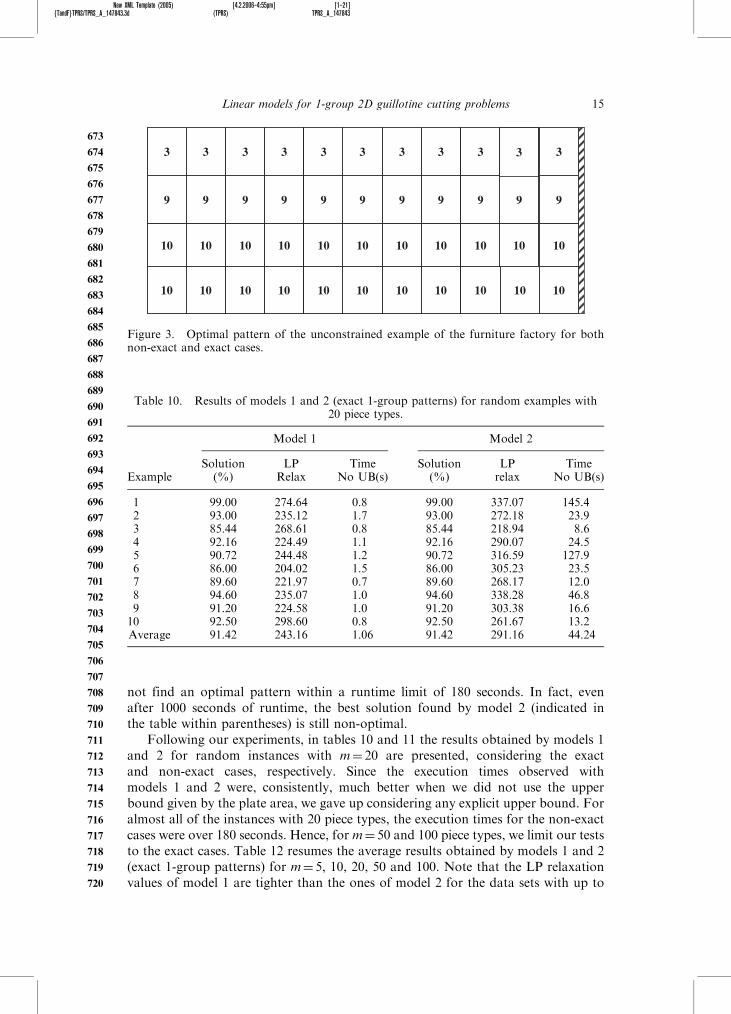
pieces cut in the pattern). The optimal pattern for the exact case is also optimal
for the non-exact case (figure 3). Note that, for the non-exact case, model 2 does
Table 8. Practical example of the furniture factory with (L, W)¼ (1850, 3670).
Pieces i li wi Pieces i Li wi
1 609 274 8 705 3002 380 274 9 465 3303 425 330 10 480 3304 650 361 11 674 3025 348 270 12 674 2706 705 270 13 636 2707 718 328
Table 9. Results of models 1 and 2 (1-group patterns) for the unconstrained exampleof the furniture factory.
Non exact case Exact case
Example Model 1 Model 2 Model 1 Model 2
LP relax 56244561 9349900 15534376 9349900Solution (UB¼LW) 6715500 (6507774) 6715500 6715500Time (UB¼LW) (s) 90.9 >1000 3.4 5.5Solution (No UB) 6715500 (6666170) 6715500 6715500Time (No UB) (s) 2.3 >1000 0.2 13.0
14 H. H. Yanasse and R. Morabito
625
626
627
628
629
630
631
632
633
634
635
636
637
638
639
640
641
642
643
644
645
646
647
648
649
650
651
652
653
654
655
656
657
658
659
660
661
662
663
664
665
666
667
668
669
670
671
672
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
not find an optimal pattern within a runtime limit of 180 seconds. In fact, evenafter 1000 seconds of runtime, the best solution found by model 2 (indicated inthe table within parentheses) is still non-optimal.
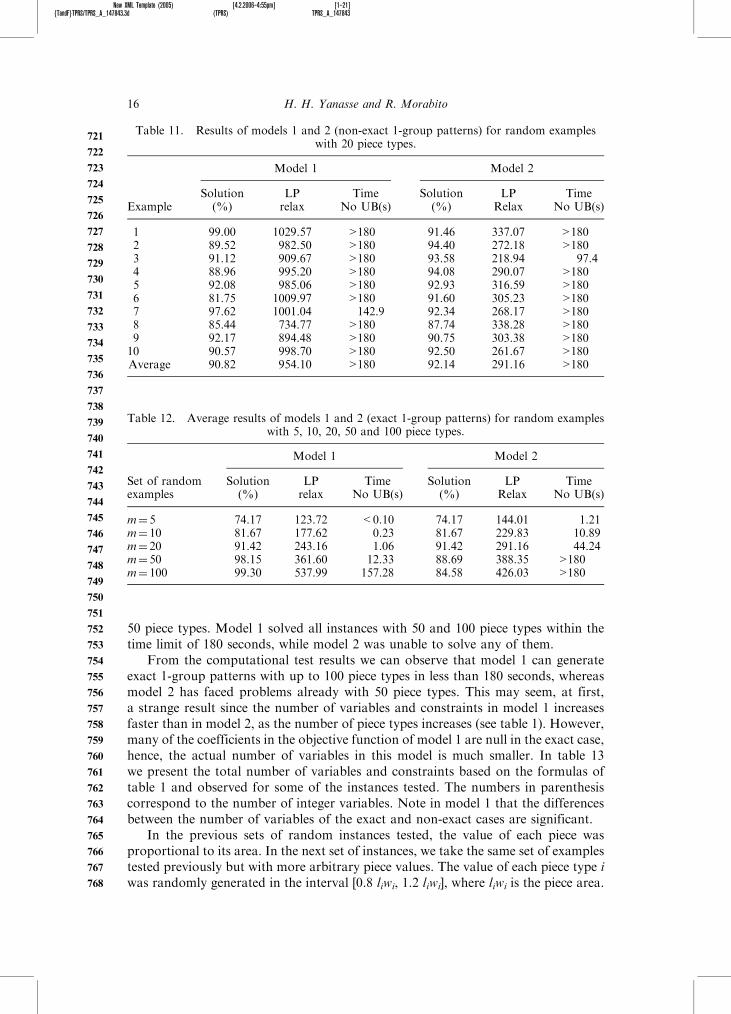
Following our experiments, in tables 10 and 11 the results obtained by models 1and 2 for random instances with m¼ 20 are presented, considering the exactand non-exact cases, respectively. Since the execution times observed withmodels 1 and 2 were, consistently, much better when we did not use the upperbound given by the plate area, we gave up considering any explicit upper bound. Foralmost all of the instances with 20 piece types, the execution times for the non-exactcases were over 180 seconds. Hence, for m¼ 50 and 100 piece types, we limit our teststo the exact cases. Table 12 resumes the average results obtained by models 1 and 2(exact 1-group patterns) for m¼ 5, 10, 20, 50 and 100. Note that the LP relaxationvalues of model 1 are tighter than the ones of model 2 for the data sets with up to
10 10 10 10 10 10 10 10 10 10 10
10 10 10 10 10 10 10 10 10 10 10
9 9 9 9 9 9 9 9 9 9 9
3 3 3 3 3 3 3 3 3 3 3
Figure 3. Optimal pattern of the unconstrained example of the furniture factory for bothnon-exact and exact cases.
Table 10. Results of models 1 and 2 (exact 1-group patterns) for random examples with20 piece types.
Model 1 Model 2
ExampleSolution(%)
LPRelax
TimeNo UB(s)
Solution(%)
LPrelax
TimeNo UB(s)
1 99.00 274.64 0.8 99.00 337.07 145.42 93.00 235.12 1.7 93.00 272.18 23.93 85.44 268.61 0.8 85.44 218.94 8.64 92.16 224.49 1.1 92.16 290.07 24.55 90.72 244.48 1.2 90.72 316.59 127.96 86.00 204.02 1.5 86.00 305.23 23.57 89.60 221.97 0.7 89.60 268.17 12.08 94.60 235.07 1.0 94.60 338.28 46.89 91.20 224.58 1.0 91.20 303.38 16.610 92.50 298.60 0.8 92.50 261.67 13.2Average 91.42 243.16 1.06 91.42 291.16 44.24
Linear models for 1-group 2D guillotine cutting problems 15
673
674
675
676
677
678
679
680
681
682
683
684
685
686
687
688
689
690
691
692
693
694
695
696
697
698
699
700
701
702
703
704
705
706
707
708
709
710
711
712
713
714
715
716
717
718
719
720
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
50 piece types. Model 1 solved all instances with 50 and 100 piece types within thetime limit of 180 seconds, while model 2 was unable to solve any of them.
From the computational test results we can observe that model 1 can generateexact 1-group patterns with up to 100 piece types in less than 180 seconds, whereasmodel 2 has faced problems already with 50 piece types. This may seem, at first,a strange result since the number of variables and constraints in model 1 increasesfaster than in model 2, as the number of piece types increases (see table 1). However,many of the coefficients in the objective function of model 1 are null in the exact case,hence, the actual number of variables in this model is much smaller. In table 13we present the total number of variables and constraints based on the formulas oftable 1 and observed for some of the instances tested. The numbers in parenthesiscorrespond to the number of integer variables. Note in model 1 that the differencesbetween the number of variables of the exact and non-exact cases are significant.
In the previous sets of random instances tested, the value of each piece wasproportional to its area. In the next set of instances, we take the same set of examplestested previously but with more arbitrary piece values. The value of each piece type iwas randomly generated in the interval [0.8 liwi, 1.2 liwi], where liwi is the piece area.
Table 11. Results of models 1 and 2 (non-exact 1-group patterns) for random exampleswith 20 piece types.
Model 1 Model 2
ExampleSolution(%)
LPrelax
TimeNo UB(s)
Solution(%)
LPRelax
TimeNo UB(s)
1 99.00 1029.57 >180 91.46 337.07 >1802 89.52 982.50 >180 94.40 272.18 >1803 91.12 909.67 >180 93.58 218.94 97.44 88.96 995.20 >180 94.08 290.07 >1805 92.08 985.06 >180 92.93 316.59 >1806 81.75 1009.97 >180 91.60 305.23 >1807 97.62 1001.04 142.9 92.34 268.17 >1808 85.44 734.77 >180 87.74 338.28 >1809 92.17 894.48 >180 90.75 303.38 >18010 90.57 998.70 >180 92.50 261.67 >180Average 90.82 954.10 >180 92.14 291.16 >180
Table 12. Average results of models 1 and 2 (exact 1-group patterns) for random exampleswith 5, 10, 20, 50 and 100 piece types.
Model 1 Model 2
Set of randomexamples
Solution(%)
LPrelax
TimeNo UB(s)
Solution(%)
LPRelax
TimeNo UB(s)
m¼ 5 74.17 123.72 <0.10 74.17 144.01 1.21m¼ 10 81.67 177.62 0.23 81.67 229.83 10.89m¼ 20 91.42 243.16 1.06 91.42 291.16 44.24m¼ 50 98.15 361.60 12.33 88.69 388.35 >180m¼ 100 99.30 537.99 157.28 84.58 426.03 >180
16 H. H. Yanasse and R. Morabito
721
722
723
724
725
726
727
728
729
730
731
732
733
734
735
736
737
738
739
740
741
742
743
744
745
746
747
748
749
750
751
752
753
754
755
756
757
758
759
760
761
762
763
764
765
766
767
768

New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
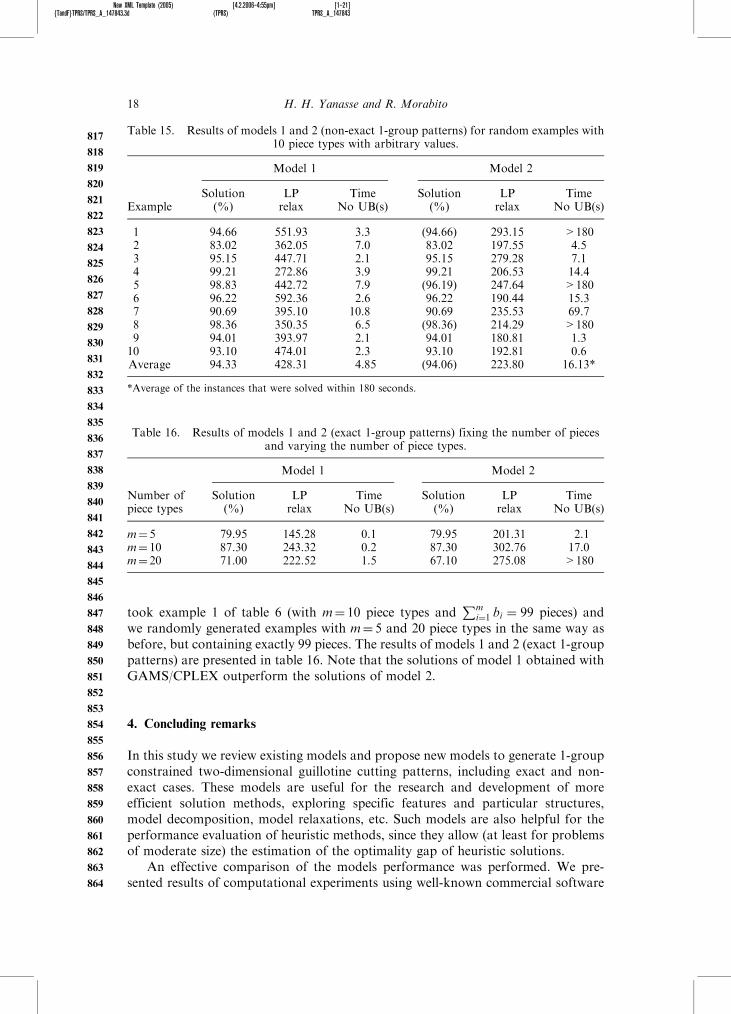
We tested the models with instances with m¼ 10 piece types. In tables 14 and 15the results obtained by models 1 and 2 are presented considering the exact andnon-exact cases, respectively. Analysing the results of tables 14 and 15, we observeno significant difference compared with the results of tables 6 and 7. In fact, theexecution times seem to be slightly shorter, perhaps indicating that the case ofarbitrary values is easier to be solved. Also, no noticeable difference was identifiedin the LP relaxation bounds.
Finally, given that the size of model 1 depends on the number of differentlengths and widths, we tested the case where the total number of pieces (
Pmi¼1 bi)
remains the same and we vary only the number of piece types (m). We arbitrarily
Table 13. Number of variables and constraints in models 1 and 2 (exact andnon-exact cases).
Model 1 Model 2
Example Variables Constraints Variables Constraints
Vianna, m¼ 5, exact 69 (21) 171 223 (210) 228Vianna, m¼ 5, non-exact 164 (116) 171 223 (210) 144Ex. 1, m¼ 5, exact 88 (23) 227 367 (350) 372Ex.1, m¼ 5, non-exact 208 (143) 227 367 (350) 232Ex. 1, m¼ 10, exact 185 (38) 509 1020 (1000) 530Ex. 1, m¼ 10, non-exact 734 (588) 509 1020 (1000) 330Furniture, m¼ 13, exact 382 (62) 1072 999 (980) 383Furniture, m¼ 13, non-exact 1712 (1392) 1072 999 (980) 243Ex. 1, m¼ 20, exact 559 (69) 1674 2020 (2000) 540Ex. 1, m¼ 20, non-exact 4179 (3689) 1674 2020 (2000) 340Ex. 1, m¼ 50, exact 2089 (146) 6664 5020 (5000) 570Ex. 1, m¼ 50, non-exact 41189 (39246) 6664 5020 (5000) 370Ex. 1, m¼ 100, exact 3570 (226) 11502 10020 (10000) 620Ex. 1, m¼ 100, non-exact 140270 (136926) 11502 10020 (10000) 420
Table 14. Results of models 1 and 2 (exact 1-group patterns) for random examples with10 piece types with arbitrary values.
Model 1 Model 2
ExampleSolution(%)
LPrelax
TimeNo UB(s)
Solution(%)
LPrelax
TimeNo UB(s)
1 84.92 249.25 0.2 84.92 293.15 22.22 60.65 154.65 0.5 60.65 197.55 1.33 92.01 163.33 0.1 92.01 279.28 5.34 78.37 141.11 0.2 78.37 206.53 3.05 74.65 183.20 0.4 74.65 247.64 58.26 91.07 160.87 0.1 91.07 190.44 2.57 67.32 156.22 0.5 67.32 235.53 11.88 97.73 208.80 0.2 97.73 214.29 26.29 81.78 393.97 0.1 81.78 180.81 0.810 85.48 193.94 0.1 85.48 192.91 0.6Average 81.40 200.53 0.24 81.40 223.81 13.19
Linear models for 1-group 2D guillotine cutting problems 17
769
770
771
772
773
774
775
776
777
778
779
780
781
782
783
784
785
786
787
788
789
790
791
792
793
794
795
796
797
798
799
800
801
802
803
804
805
806
807
808
809
810
811
812
813
814
815
816
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
took example 1 of table 6 (with m¼ 10 piece types andPm
i¼1 bi ¼ 99 pieces) andwe randomly generated examples with m¼ 5 and 20 piece types in the same way asbefore, but containing exactly 99 pieces. The results of models 1 and 2 (exact 1-grouppatterns) are presented in table 16. Note that the solutions of model 1 obtained withGAMS/CPLEX outperform the solutions of model 2.
4. Concluding remarks
In this study we review existing models and propose new models to generate 1-groupconstrained two-dimensional guillotine cutting patterns, including exact and non-exact cases. These models are useful for the research and development of moreefficient solution methods, exploring specific features and particular structures,model decomposition, model relaxations, etc. Such models are also helpful for theperformance evaluation of heuristic methods, since they allow (at least for problemsof moderate size) the estimation of the optimality gap of heuristic solutions.
An effective comparison of the models performance was performed. We pre-sented results of computational experiments using well-known commercial software
Table 15. Results of models 1 and 2 (non-exact 1-group patterns) for random examples with10 piece types with arbitrary values.
Model 1 Model 2
ExampleSolution(%)
LPrelax
TimeNo UB(s)
Solution(%)
LPrelax
TimeNo UB(s)
1 94.66 551.93 3.3 (94.66) 293.15 >1802 83.02 362.05 7.0 83.02 197.55 4.53 95.15 447.71 2.1 95.15 279.28 7.14 99.21 272.86 3.9 99.21 206.53 14.45 98.83 442.72 7.9 (96.19) 247.64 >1806 96.22 592.36 2.6 96.22 190.44 15.37 90.69 395.10 10.8 90.69 235.53 69.78 98.36 350.35 6.5 (98.36) 214.29 >1809 94.01 393.97 2.1 94.01 180.81 1.310 93.10 474.01 2.3 93.10 192.81 0.6Average 94.33 428.31 4.85 (94.06) 223.80 16.13*
*Average of the instances that were solved within 180 seconds.
Table 16. Results of models 1 and 2 (exact 1-group patterns) fixing the number of piecesand varying the number of piece types.
Model 1 Model 2
Number ofpiece types
Solution(%)
LPrelax
TimeNo UB(s)
Solution(%)
LPrelax
TimeNo UB(s)
m¼ 5 79.95 145.28 0.1 79.95 201.31 2.1m¼ 10 87.30 243.32 0.2 87.30 302.76 17.0m¼ 20 71.00 222.52 1.5 67.10 275.08 >180
18 H. H. Yanasse and R. Morabito
817
818
819
820
821
822
823
824
825
826
827
828
829
830
831
832
833
834
835
836
837
838
839
840
841
842
843
844
845
846
847
848
849
850
851
852
853
854
855
856
857
858
859
860
861
862
863
864
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
such as the modelling language GAMS and the solver CPLEX (with standarddefault settings). These results showed that the computational efforts to solve themodels are very different. Using GAMS/CPLEX model 1 (extension and linearisa-tion proposed here of the non-linear model in Morabito and Arenales, 2000) hada superior performance rather than model 2 (linear model in Scheithauer, 2002) forthe exact 1-group case. Instances up to 100 piece types were solved to optimalityin less than 180 seconds. For the non-exact case, the performance of model 2 seemsto become better than that of model 1 as m increases, but instances with 20 piecetypes take already more than 180 seconds to be solved to optimality. To the bestof our knowledge, there are no exact algorithms for the constrained exact andnon-exact 1-group pattern generation problem in the literature.
It is important to observe that the exact 1-group case is of major interest inhigh production practical settings like in the furniture and hardboard industries(Morabito and Arenales, 2000). The constrained exact 1-group case is also ofparticular interest in the stone industry (Scheithauer, 2002). In practice, the non-exact pattern is less attractive as the exact pattern for it requires trimmings thatare machine expensive. The non-exact 1-group patterns compete with the two-stagedpatterns if cut in the same machine. However, we have observed wood productionsettings where the trimmings of the non-exact patterns are made in another(less expensive) saw machine, making it more attractive to be used in a cutting plan.
It is worth noting that for the case where the orientation of the pieces is not fixed,it is sufficient to add more pieces to the model corresponding to the original onesrotated. The constraint on the limitation on the number of pieces is adjustedaccordingly, that is, we limit the sum of the pieces that are rotated in addition tothe ones in their original orientation. An interesting line of research is the study ofeffective upper and lower bounds, branching strategies and problem-specific validinequalities in order to reduce the computer runtimes required to solve the models.
Acknowledgements
The authors thank the two anonymous referees for their helpful comments andsuggestions. This research was partially supported by CNPq (grants 477255/2001-9,522881/96-3, 522973/95-7) and FAPESP (grants 2001/02972-2).
References
Arenales, M., Morabito, R., Yanasse, H. (eds.), Special issue: cutting and packing problems.Pesquisa Operacional, 1999, 19(2), 107–299.
Beasley, J., Algorithms for unconstrained two-dimensional guillotine cutting. J. Op. Res. Soc.,1985, 36, 297–306.
Bischoff, E. and Waescher, G. (eds.), Special issue: cutting and packing. Euro. J. Op. Res.,1995, 84(3), 22–22.
Brooke, A., Kendrick, D., Meeraus, A. and Rosenthal, D., GAMS:A User’s Guide, Release2.25 (The Scientific Press, 222, 1992).
Carnieri, C., Guillermo, A. and Gavinho, L., Solution procedures for cutting lumber intofurniture parts.. Euro. J. Op. Res., 1994, 73, 495–501.
Christofides, N. and Hadjiconstantinou, E., An exact algorithm for orthogonal 2-D cuttingproblems using guillotine cuts.. Euro J. Op. Res., 1995, 83, 21–38.
Linear models for 1-group 2D guillotine cutting problems 19
865
866
867
868
869
870
871
872
873
874
875
876
877
878
879
880
881
882
883
884
885
886
887
888
889
890
891
892
893
894
895
896
897
898
899
900
901
902
903
904
905
906
907
908
909
910
911
912
proofreader
Text Box
2
proofreader
Text Box
3
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
Dowsland, K. and Dowsland, W., Packing problems. Euro. J. Op. Res., 1992, 56, 2–14.Dyckhoff, H. and Finke, U., Cutting and Packing in Production and Distribution: Typology
and Bibliography, 1992 (Springler-Verlag Co.: Heidelberg, Germany).Dyckhoff, H., Scheithauer, G. and Terno, J., Cutting and packing, in Annotated Bibliographies
in Combinatorial Optimisation, edited by M. Amico, F. Maffioli, and S. Martello(John Wiley & Sons, New York, NY, 1997)393–414.
Dyckhoff, H. and Waescher, G. (eds.), Special issue: cutting and packing. Euro. J. Op. Res.,1990, 44(2), 22–22.
Farley, A., Practical adaptations of the Gilmore-Gomory approach to cutting stock problems.OR Spectrum, 1983, 10, 113–123.
Foronda, S. and Carino, H., a heuristic approach to the lumber allocation and manufacturingin hardwood dimension and furniture manufacturing. Euro. J. Op. Res., 1991, 54,151–162.
Gilmore, P. and Gomory, R., Multistage cutting stock problems of two and more dimensions.Op. Res., 1965, 14, 94–120.
Harjunkoski, I., Porn, R., Westerlund, T. and Skifvars, H., Different strategies forsolving bilinear integer non-linear programming problems with convex transformations.Computers & Chem. Eng., 1997, 21, 487–492.
Hifi, M., The DH/KD algorithm: a hybrid approach for unconstrained two-dimensionalcutting problems. Euro. J. Op. Res., 1997, 97(1), 41–52.
Hifi, M. (ed), Special issue on cutting and packing. Studia Informatica Universalis, 2002,2, 1–161.
Hifi, M. and Roucairol, C., Approximate and exact algorithms for constrained (un)weightedtwo-dimensional two-staged cutting stock problems. J. Combin. Optim., 2001, 5,465–494.
Hinxman, A., The trim-loss and assortment problems: a survey. Euro. J. Op. Res., 1980,5, 8–18.
Lirov, Y. (ed), Special issue: cutting stock: geometric resource allocation, Math. & Comp.Mod., 1992, 16(1), 22–22.
Lodi, A., Martello, S. and Monaci, M., Two-dimensional packing problems: a survey.Euro. J. Op. Res., 2002, 141, 241–252.
Lodi, A. and Monaci, M., Integer programming models for 2-staged two-dimensionalknapsack problems. Math. Prog., 2003, 94, 257–278.
Martello, S. (ed), Special issue: knapsack, packing and cutting. Part I: One-dimensionalknapsack problems. INFOR, 1994a, 32(3), 22–22.
Martello, S. (ed), Special issue: knapsack, packing and cutting. Part II: Multidimensionalknapsack and cutting stock problems. INFOR, 1994b, 32(4), 22–22.
Morabito, R. and Arenales, M., Staged and constrained two-dimensional guillotinecutting problems: an and/or-graph approach. Euro. J. Op. Res., 1996, 94, 548–560.
Morabito, R. and Arenales, M., Optimising the cutting of stock plates in a furniture company.Int. J. Prod. Res., 2000, 38(12), 2725–2742.
Morabito, R. and Garcia, V., The cutting stock problem in a hardboard industry: a case study.Computers & Operations Research, 1998, 25(6), 469–485.
Mukhacheva, E.A. (ed), Decision making under conditions of uncertainty: Cutting–packingproblems, 1997 (The International Scientific Collection: Ufa, Russia).
Riehme, J., Scheithauer, G. and Terno, J., The solution of two-stage guillotine cuttingstock problems having extremely varying order demands. Euro. J. Op. Res., 1996, 91,543–552.
Scheithauer, G., On a two-dimensional guillotine cutting problem. Presented at IFORS 2002,Edinburgh, UK, 2002.
SICUP, Special interest group on cutting and packing, 2004. Available online at: http://www.apdio.pt/sicup/(accessed 22222).
Sweeney, P. and Paternoster, E., Cutting and packing problems: a categorised, application-oriented research bibliography. J. Op. Res. Soc., 1992, 43, 691–706.
Vianna, A.C., Arenales, M. and Gramani, M.C., Two-stage and constrained two-dimensionalguillotine cutting problems. Working paper, Universidade de Sao Paulo, Brazil, 2002(submitted for publication).
20 H. H. Yanasse and R. Morabito
913
914
915
916
917
918
919
920
921
922
923
924
925
926
927
928
929
930
931
932
933
934
935
936
937
938
939
940
941
942
943
944
945
946
947
948
949
950
951
952
953
954
955
956
957
958
959
960
proofreader
Text Box
2
proofreader
Text Box
2
proofreader
Text Box
2
proofreader
Text Box
2
proofreader
Text Box
2
proofreader
Text Box
2
proofreader
Text Box
4
New XML Template (2005) [4.2.2006–4:55pm] [1–21]{TandF}TPRS/TPRS_A_147843.3d (TPRS) TPRS_A_147843
Yanasse, H.H. and Katsurayama, D.M., Checkerboard patterns: proposals for its generation.Int. Trans. Op. Res., 2005, 12, 21–45.
Yanasse, H.H., Zinober, A. and Harris, R., Two-dimensional cutting stock with multiplestock sizes. J. Op. Res. Soc., 1991, 42(8), 673–683.
Waescher, G. and Gau, T., Heuristics for the integer one-dimensional cutting stock problem:a computational study. OR Spectrum, 1996, 18, 131–144.
Wang, P. and Waescher, G. (eds.), Special issue on cutting and packing problems. Euro. J.Op. Res., 2002, 141, 239–469.
Linear models for 1-group 2D guillotine cutting problems 21
961
962
963
964
965
966
967
968
969
970
971
972
973
974
975
976
977
978
979
980
981
982
983
984
985
986
987
988
989
990
991
992
993
994
995
996
997
998
999
1000
1001
1002
1003
1004
1005
1006
1007
1008