To be Published in Proceedings of 36th Mechanical Working ... · the bainitic matrix sustains...
13
INTRODUcnON HOT DEFORMAnON, MICROSTRUCTURE, AND PROPERTIFS OF MEDIUM CARBON MICROALLOYED FORGING STEELS N.E. Aloi, Jr., G. Krauss, D.K. Matlock, C.J. Van Tyne, and Y.W. Cheng* Advanced Steel Processing and Products Research Center Colorado School of Mines Golden, Colorado * -National Institute of Standards and Technology Boulder, Colorado ABSTRACT Forging simulation tests were perfonned at various temperatures and cooling rates on ferriticlpearlitic (PIP) and nontraditional bainitic microalloyed steels containing 0.30% C, 1.46% Mn, 0.039% S and 0.098% V, and 0.24% C, 1.55% Mn,0.54% Si, 0.23% Mo,0.137% V, and 0.009% Ti, respectively. The effects of forging temperatures, between 850°C and 1250°C, and cooling rates on the flow Stress, microstructure, tensile properties, and toughness of the two types of steels are presented. An empirical model is developed and is demonstrated to give an accurate relationship between the maximum flow stress during hot deformation «1,..) and the Zener - Hollomon parameter (Z). Mechanical property results show the beneficial effect of low temperature forging and titanium microalloying, respectively, on austenite grain size refinement of the FIP and bainitic microalloyed steels. Decreasing the forging temperature from 1200°C to 900°C lowers the as -cooled Charpy ductile to brittle transition temperature (DBTT) from 55°C to -25°C and raises upper shelf absorbed energy from 75 I to 150 I for the FIP microalloyed steel, while decreasing the yield strength from only 540 MPa to 490 MPa. The bainitic microalloyed steel microstructure and properties are affected less by the forging temperature, consistent with an almost constant austenite grain size. However , specimens forged at 1200°c developed improved DBTf and upper shelf Charpy behavior (30°C, 105 I) compared to those forged at 900°C (50°C, 75 I) with yield strengths near 515 MPa. The crack tip opening displacement (CTOD) fracture toughness test, which utilizes a static strain cite more representative of those encountered in service, shows transition temperatures an average of 60°C below those detennined by dynamic Charpy V -notch testing for the two microalloyed forging steels. Direct cooling of medium -carbon microalloyed forging steels offers a cost advantage over the traditional processing of quenched and tempered forging steels (I, 2). This benefit has resulted in significant research devoted to the development of microalloyed forging steels in the automotive industry over the past fifteen years (3 -12). Applications that use microalloyed steels are increasing, and typical examples include connecting rods, steering knuckles, yokes, and crankshafts (I, 2). Two types of microalloy~ forging steels have been developed to utilize the direct cooling process. The first type is designed to produce a matrix microstructure of ferrite and pearlite. For the remainder of this paper , the ferritic/pearlitic microalloyed steels will be referred to as F/P. The matrix of the second type of microalloyed steel consists of a nontraditional bainitic (NTH) microstructure, with acicular ferrite, carbides, and a martensite/retained austenite (Ml A) constituent. Both steels achieve strength over that of the matrix by the precipitation of vanadium carbonitride particles during direct cooling. Recent developments of F/P microalloyed steels have focussed predominately on improving toughness. Toughness is usually reduced by the presence of precipitates and the inherent cleavage fracture mode associated with pearlite. Because of the decreased toughness as compared to quench and tempered steels, F/P microalloyed steels are primarily limited to applications where moderately high strength is required but high toughness is not essential. One design approach to increase toughness is to reduce or ecliminate the pearlite microconstituent, an approach which also has a detriment of decreasing the strength of the F/P steel. This has led to the development of the NTH steels. Microalloyed steels with NTH microstructures have superior room -temperature toughness values over F/P steels at similar strength levels. Retained austenite in the bainitic matrix sustains increased plastic deformation due to its low strength and strain -induced transformation to rnartensite. Thus, more energy is absorbed during deformation and fracture compared to austenite -free steels (13, 14). Grain refinement through control of the austenite grain size at forging temperatures is a method which can improve both the toughness and strength of steel. Fine austenite grain sizes result in fine ferrite grain sizes for steels of any microstructure types. Gladman, et al. have developed equations which relate microstructural parameters, including ferrite grain size, to the strength and toughness of steels (15). For F/P steels, the yield strength is given by: ~1/J[2.3+ 3.8(%Mn) + 1.13d.:lll] -fa1/J)(11.6 + 0.25 S)-lll uys(MPa) = 15.2 + (I + 4.1(%Si) [I] To be Published in Proceedings of 36th Mechanical Working and Steel Processing Conference,Iron and Steel Society, October 16-19, 1994,Baltimore, Maryland.
Transcript of To be Published in Proceedings of 36th Mechanical Working ... · the bainitic matrix sustains...

INTRODUcnON
HOT DEFORMAnON, MICROSTRUCTURE, AND
PROPERTIFS OF MEDIUM CARBON
MICROALLOYED FORGING STEELS
N.E. Aloi, Jr., G. Krauss, D.K. Matlock,C.J. Van Tyne, and Y.W. Cheng*
Advanced Steel Processing and ProductsResearch Center
Colorado School of MinesGolden, Colorado
* -National Institute of Standards and Technology
Boulder, Colorado
ABSTRACT
Forging simulation tests were perfonned at varioustemperatures and cooling rates on ferriticlpearlitic (PIP)and nontraditional bainitic microalloyed steels containing0.30% C, 1.46% Mn, 0.039% S and 0.098% V, and0.24% C, 1.55% Mn,0.54% Si, 0.23% Mo,0.137% V,and 0.009% Ti, respectively. The effects of forgingtemperatures, between 850°C and 1250°C, and coolingrates on the flow Stress, microstructure, tensile properties,and toughness of the two types of steels are presented.An empirical model is developed and is demonstrated togive an accurate relationship between the maximum flowstress during hot deformation «1,..) and the Zener -
Hollomon parameter (Z). Mechanical property resultsshow the beneficial effect of low temperature forging andtitanium microalloying, respectively, on austenite grainsize refinement of the FIP and bainitic microalloyedsteels. Decreasing the forging temperature from 1200°Cto 900°C lowers the as -cooled Charpy ductile to brittletransition temperature (DBTT) from 55°C to -25°C andraises upper shelf absorbed energy from 75 I to 150 I forthe FIP microalloyed steel, while decreasing the yieldstrength from only 540 MPa to 490 MPa. The bainiticmicroalloyed steel microstructure and properties areaffected less by the forging temperature, consistent withan almost constant austenite grain size. However ,specimens forged at 1200°c developed improved DBTfand upper shelf Charpy behavior (30°C, 105 I) comparedto those forged at 900°C (50°C, 75 I) with yieldstrengths near 515 MPa. The crack tip openingdisplacement (CTOD) fracture toughness test, whichutilizes a static strain cite more representative of thoseencountered in service, shows transition temperatures anaverage of 60°C below those detennined by dynamicCharpy V -notch testing for the two microalloyed forgingsteels.
Direct cooling of medium -carbon microalloyedforging steels offers a cost advantage over the traditionalprocessing of quenched and tempered forgingsteels (I, 2). This benefit has resulted in significantresearch devoted to the development of microalloyedforging steels in the automotive industry over the pastfifteen years (3 -12). Applications that use microalloyedsteels are increasing, and typical examples includeconnecting rods, steering knuckles, yokes, andcrankshafts (I, 2).
Two types of microalloy~ forging steels havebeen developed to utilize the direct cooling process. Thefirst type is designed to produce a matrix microstructureof ferrite and pearlite. For the remainder of this paper ,the ferritic/pearlitic microalloyed steels will be referred toas F/P. The matrix of the second type of microalloyedsteel consists of a nontraditional bainitic (NTH)microstructure, with acicular ferrite, carbides, and amartensite/retained austenite (Ml A) constituent. Bothsteels achieve strength over that of the matrix by theprecipitation of vanadium carbonitride particles duringdirect cooling.
Recent developments of F/P microalloyed steelshave focussed predominately on improving toughness.Toughness is usually reduced by the presence ofprecipitates and the inherent cleavage fracture modeassociated with pearlite. Because of the decreasedtoughness as compared to quench and tempered steels,F/P microalloyed steels are primarily limited toapplications where moderately high strength is requiredbut high toughness is not essential. One design approachto increase toughness is to reduce or ecliminate the pearlitemicroconstituent, an approach which also has a detrimentof decreasing the strength of the F/P steel. This has ledto the development of the NTH steels.
Microalloyed steels with NTH microstructureshave superior room -temperature toughness values overF/P steels at similar strength levels. Retained austenite inthe bainitic matrix sustains increased plastic deformationdue to its low strength and strain -induced transformationto rnartensite. Thus, more energy is absorbed duringdeformation and fracture compared to austenite -free
steels (13, 14).Grain refinement through control of the austenite
grain size at forging temperatures is a method which canimprove both the toughness and strength of steel. Fineaustenite grain sizes result in fine ferrite grain sizes forsteels of any microstructure types. Gladman, et al. havedeveloped equations which relate microstructuralparameters, including ferrite grain size, to the strengthand toughness of steels (15). For F/P steels, the yieldstrength is given by:
~1/J[2.3 + 3.8(%Mn) + 1.13d.:lll]
-fa1/J)(11.6 + 0.25 S)-lll
uys(MPa) = 15.2
+ (I
+ 4.1(%Si)[I]
To be Published in Proceedings of 36th Mechanical Working and Steel Processing Conference, Iron andSteel Society, October 16-19, 1994, Baltimore, Maryland.

where flY' is the yield strength in MPa, fa is the volumefraction proeutectoid ferrite, da is the proeutectoid ferritemean linear intercept grain size in mm, S is the pearliteinterlamellar spacing in mm, and Nf is the uncombined orfree nitrogen content. A similar equation is developed forthe ultimate tensile strength. The equation shows that thecharacteristics of {)e:arlite, namely interlamellar spacing,becomes increasingly more important as the volumefraction pearlite increases in medium carbon steels. Otherequations predicting the strength of F/P steels are alsobased on the pearlite content (16, 17). Additionalstrengthening by dispersion of the vanadium carbonitrideprecipitates is not accounted for in the Gladmanequations, and is increased by a larger volume fraction ofsmaller, closely spaced particles, as described byAsh by (18). Recently, Sawada, et al. have developedterms to account for the strengthening effect of vanadiumand niobium in a series of medium carbon microalloyedsteels (19). The Charpy V -notch (CVN) transitiontemperature of FIP microalloyed steels is given by:
300
AUSTENITIZINQ TEMPERATURE (.F)
2000 2100 2200 2300 2.00
L ~NO TI)
/.WITH TI250
200
150
100
JE~wNa;z<11:O
.",-/
.-/60
~---
0 1100 1160 1200 1260 1300
AUSTENITIZING TEMPERATURE (.C)
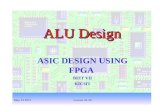
Austenite grain size as a function oftemperature for a 27MnSiVS6microalloyed steel, with and withouttitanium, showing the beneficial effect oftitanium on the restriction of grain growth
(21).
Figure
I(oC )= fa( -46 -11.5d~lll)
+ (1- fa)(-335 + 5.6S-1/2
-13.3 d;lll + 3.48 x 106 t )
+ 48.7(%Si) + 762(%NJlll [2] temperatures produces a finer austenite grain size by
retarding the large angle grain boundary migrationrequired for recrystallization and grain growth. Theeffect of forging temperature on the staticallyrecrystallized austenite grain size of a titanium -modifiedsteel is given in the following relationship (24):
[3]DRXN = 4.3 + 195.7 D~.IS £ (e 3SO.lm/RT)- 0.11
where DRXN is the calculated austenite grajn size afterdeformation in p.m, Do is the measured austenite grajnsize prior to hot deformation in p.m, £ is the true strain,R is the gas constant (8.314 Ilmole-K), and T is theabsolute temperature, in K. This empirical modelprovides good agreement with the data generated from theNTH microalloyed steel in this study (25).
Advantages of forging at lower temperatures in theaustenite phase field include increased dimensionalcontrol, reduced oxidation, and lower furnace energycosts (26). Forging at lower temperatures also increasesthe workpiece flow stress, leading to mechanical fatigueand reduced die life (27, 28). The temperaturedependence of flow stress at constant strain and strain rateis generally represented by an Arhennius type
equation (29):
Ur = CeO'IRT IB,t
[4]
where I is the impact transition temperature correspondingto a Charpy absorbed energy of 27 J in oC, d, is thepearlite colony size in mm, and t is the pearlitic cementiteplate thickness in mm. The solute contents in bothEquations [1] and [2] are in weight percent (15).
Steels with acicular ferritic and bainiticmicrostructures are more complex and difficult tocharacterize quantitatively. However, strength isobserved to be related mainly to the grain size,dislocations, carbide dispersion and solid solution (20).Bainitic ferrite packet boundaries or prioraustenite grainboundaries act as effective barriers to cleavage crackpropagation, so that finer austenite grain sizes result insteel that is tougher. It is readily apparent in the abovediscussion that the strength and toughness of steels can beimproved by a finer austenitic grain size.
Refinement of the austenite grCl.in size may beaccomplished by various methods. Recently, titanium, onthe magnitude of 0.01 percent, has been added to forgingsteels for the purpose of retarding the austenite graingrowth (21, 22). The titanium has very low solubility inthe presence of nitrogen and forms fine titanium nitrideparticles, below 0.1 p.m in size, and as shown inFigure 1, restricts the growth of austenite grains attemperatures as high as 1250°C (21 -23). The chemicaldesign of steels containing titanium and vanadium is suchthat all the titanium is combined with nitrogen uponcooling after casting, and excess nitrogen is left forvanadium carbonitride precipitation.
Forging of medium carbon steels is typicallyperformed at relatively high temperatures, around1200°C, in the austenite phase field. Forging at lower
where O'r is the flow stress and Q' is the apparentactivation energy in J/mole.
The CVN impact test, due to its low cost andrelative simplicity, is the most widely used technique for

EXPERIMENTAL PROCEDUREdetermining the toughness of a given metal. However,the high hammer velocity , approximately 5.2 m/s (30), inthe CVN test may render the test as an excessivelyconservative method of characterizing the toughness of asteel in forging applications. The CVN test has an elasticstress concentration factor, K., of 3.45, resulting in astrain rate of approximately 540 S.I (31). However,maximum strain rates under service conditions of forgingsused in heavy equipment, for instance, have beenmeasured to be only 0.06 S.I (31). A decrease in strainrate shifts the DBTf to lower temperatures, as shownschematically in Figure 2 (32). This shift in transitiontemperature between impact and static loading (for bothCVN and KK:-Km testing) has been approximated, forstructural steels with FIP and quenched and temperedmicrostructures, and yield strengths between 250 MPaand 965 MPa, by (33):
Characterization of the SteelsThe chemical compositions of the two steels are
presented in Table I. The 15R30V microalloyed steel isa high manganese carbon steel modified with vanadium.This steel is designed to produce a ferritic/pearliticmicrostructure after cooling to ambient temperature. Acarbon content of 0.30 percent provides improvedtoughness relative to higher carbon steels and the 0.039percent sulfur provides enhanced machinability oVer lowersulfur level steels. The steel designated as 1522MoVTiis a high -manganese carbon- steel, modified withmolybdenum and microalloyed with vanadium andtitanium, and is designed to produce a NTHmicrostructure after air cooling to ambient temperature.Both steels were melted in electric furnaces, continuouslycast, then hot rolled into round bar. The 15R30V steelwas initially rolled into 95 mm (3.75 in.) diameter bar 1then into 29 mm x 102 mm x 381 mm (1.125 in. x 4 in.x 15 in.) plate. The 1522MoVTi steel bar size was25 mm (1.0 in.) diameter .
T shin = 119 -O.12u)' [5]
where T ~ is the absolute magnitude of the shift in thetransition temperature between static and impact loading,oC, and q,. is the 0.2% offset yield strength at 25°C.
The current study describes the effect of forgingtemperature and cooling rate on the final microstructureand properties of a microalloyed F/P steel and amicroalloyed NfB steel. As -cooled microstructures arecharacterized and the influence of microstructure on thetensile and toughness properties is discussed. Results ofstatic crOD fracture toughness testing are presented andcompared to those obtained by dynamic CVN testing.The flow stress increase at lower forging temperatures isalso discussed and modeled.
Thermomechanic3.l Processor Stud):Hot compression tests of both steels were
performed on a thermomechanic3.l processor (fMP)hydraulic test system specific3.lly designed for high strainrate, highly controlled forging simulations (34). Samples
Table I -Sample Chemical Composition of 15R30Y and1522MoYTi Microa1loyed Steels, in Weight Percent
(Oxygen and Nitrogen in ppm)
ELEMENT 15R30V
0.30
1.46
1522MoVTi
0.24
1.55
c
Mn
1-C/)w1-Z>()
~>"11:wZw
awai11:OC/)ai<
p 0.010 0.010
0.024
0.54
s 0.039
0.23Si
Cr 0.13
0.10
0.13
0.10Ni
Ma 0.03
0.17
0.021
0.23
0.23
0.007
Cu
Al
TEST TEMPERATURE .So 0.011
0.098
N/A
0.011
0.137
0.009
vFigure 2 Schematic representation of shift in CVN
transition temperature and upper -shelfenergy due to strain rate, after Barsom andRolfe (32).
Ti
N (ppm)
O (ppm)
82 122
8 56

Both specimen sizes were machined to produce anorientation so that the longitudinal specimen axis wasparallel to the rolling direction of the bar or plate. Theschematic of Figure 3 shows the orientation of the forgingspecimens with respect to the original bar and plate.
All of the specimens for mechanical testing wereheated to temperatures of either 900°C, 1050°C, or1200°C in an air atmosphere box furnace, and held for 30to 60 minutes for the small and large specimens,respectively. The specimens were forged within5 seconds after removal from the furnace, then forged onedge so that the 30 mm (1.2 in.) anvil reduced the middledimension to 50% in height, resembling a "plane strain"condition (see schematic, Figure 3). Graphite sheets weretaped to the top and bottom anvils prior to forging forlubrication to reduce frictional effects.
The 1522Movri microa1loyed steel specimenswere cooled in still air, as were the 15R30V steelspecimens of the same size. The larger 15R30Vspecimens were buried in a sand -insulated medium toimpose a slower cooling rate. Sand insulation was chosenbecause the resulting cooling rates approximate aircooling rates achieved with larger industrial forging sizesin typical applications for the 15R30V steel (37).
Cooling rates were determined by averaging therate between 800°C and 500°C, the range in whichaustenite decomposition and vanadium carbonitrideprecipitation occur. Rates were calculated to be 1.44 oC/sand 0.33°C Is for the small size air cooled and large size
sand -insulated cooled forgings, respectively.
were machined from the as-received steel plate and barfor the 15R30V and 1522Movri microalloyed steels,respectively. The 18 mm long by 9 mm diametercylindrical samples were oriented so that the longitudinalaxes of the samples were parallel to the rolling directionof the wrought product. Some specimens were machinedinto 14 mm long by 7 mm diameter cylindrical samplesto reduce the load on the platens at lower deformation
temperatures.Both alloys were hot deformed at various
temperatures, ranging from 850°C to 1250°C, in theaustenite phase region. The 15R30V samples wereinduction heated to the deformation temperature, held forfive minutes, then compressed at an imposed strain rateof 1.0s-1 or 23s-1 and to an axial engineering strain of50% or 75%. The 1522MoVTi microalloyed steelspecimens were induction heated to 1200°C for tenminutes, cooled at a rate of approximately loC/s to thedeformation temperature, and compressed at a strain rateof 23s.1 and an axial engineering strain of 50%. Nolubrication was used between the platens and workpiece,but finite element modeling (FEM) analysis determinedthe amount of friction to have a negligible effect on themaximum flow stress (35). Selected samples of bothmicroalloyed steels were subsequently helium gasquenched at a calculated cooling rate of approximately21°C/s to achieve a fully martensitic structure for thepurpose of determining the prior austenite grain size.Load, displacement, and time data were collected duringcompression to observe the flow behavior and strain rateat the various temperatures.
Specimens were prepared for austenite grain sizemeasurements. The deformed samples were cut in halfthrough the transverse center axis, and tempered at 475°Cfor 24 hours in an air atmosphere box furnace. Thistreatment causes phosphorous to segregate to the prioraustenite grain boundaries, increasing the grain boundarysusceptibility to picric acid etchant attack. After thetemper treatment, the samples were metallographicallyprepared for grain size measurement, which included acombination of backpolishing and etching in a picric acidsolution with dodecylbenzenesulfonic acid sodium saltused as a wetting agent. Grain size measurements weremade by the mean linear intercept method (36).
Metallo~ra~h~ of the For2in2sMetallographic specimens were machined from the
forging samples consistent with the mechanical propertyspecimen center axis location. Metallographic specimenswere taken from the center of the small forging samples,and specimens were removed from the quarter section ofthe large specimens. The metallographic specimens wereoriented such that the plane of polish was parallel to thelongitudinal axis of the original bar or plate rolling plane.Samples were ground, polished, and etched in a 2% nitalsolution for the purpose of observing the microstructure.The 1522Movri samples were measured for retainedaustenite by diffraction techniques using chromium K..x -rays on the polished and etched surface of the
metallographic specimens.For~in~ Ex~rimentsHot defonnation on larger specimens of the two
stecls was perfonned with a larger 500 kN (110 kip)
hydraulic thennomechanical simulator. This larger
specimen hot deformation testing will be referred to as
"forging" for the remainder of this paper to distinguish
this experimental work from TMP hot defonnation testing
of the smaller specimens. Specimens with rectangular
croSs sections measuring 15 mm x 22 mm x 89 mm
(0.60 in. x 0.850 in. x 3.5 in.) were machined from the
as -received bar and plate of the 1522Movri and
15R30V microalloyed steels, respectively. Larger15R30V steel specimens measuring 25.4 mm x 50.8 mm
x 101.6 mm (1.0 in. x 2 in. x 4 in.) were also machined
from the as -received plate.
Mechanical Testin~ of the For2in2sTwo round tensile specimens with a reduced
section gage diameter of 6.35 mm (0.25 in.) and gagelength of25.4 mm (1.0 in.) were tested per ASTM E8 forboth steels at each of the conditions (38). The cross -
head velocity was 0.05 in./min.Standard size CYN specimens were impact tested
according to ASTM E23 (30). Complete transition curveswere generated for both steels at each condition.Specimens were at temperature for a minimum of fifteenminutes and then broken within 5 seconds of leaving the
heating or cooling media.Crack tip opening displacement (CTOD) testing
was performed on fatigue precracked single edge notch

a~H
FORGE
~
/Lb,
h
/~
Ir
I,
FORGE
../ liE
/j
~tIE-
Figure 3 Schematic representation of mechanical specimen and notch orientation with respect to the forging and original
wrought product. Drawing not to scale; sizes of undeformed forging samples are: a) T = 25.4 mm,H = 50.8 mm, L = 101.6 mm, and b) t = 15 mm, h = 22 mm, I = 89 mm.
of deformation temperature, is presented for both steelsin Figure 4. Maximum flow stress levels double uponreducing the forging temperature from 1200°C to 900°C.No significant differences in maximum flow stress at thevarious temperatures were noticed between the twomicroalloyed steels. Therefore, modeling of themaximum austenitic flow stress with deformationtemperature was performed with all data points, asdiscussed below.
bend specimens with identical geometry to the CVNspecimens (10 mm x 10 mm x 55 mm). Samples testedincluded both microalloyed steels forged at 900°C and1200°C, and cooled at the two different rates. Thespecimens were precracked and tested in three pointbending. Specimens which were tested below ambienttemperature were immersed in a liquid media and werewithin :t 10°C of the testing temperature for a minimumof fifteen minutes prior to testing, and held to within:t 5°C during testing. Tests were run with clip gagedisplacement control at crack mouth integral knife edges,at a rate of 3.18 X 10-3 mm/s. CTOD values, 0, werecalculated from the plastic component of the critical crackopening displacement (COD) values based upon the pointof critical load measurements. Two types of behaviorthat were observed for the tests, where specimens achieveunstable crack growth before and after a maximum loadis attained, and are defined as 0. and 0.., respectively.Geometrical sizes, testing apparatus, fatigue precrackingmaximum loads, and testing rates were all performed perASTM E1290 (39), with minor exceptions (35).
The schematic of Figure 3 shows the orientationand sample location of the mechanical propertyspecimens, and the CVN and CTOD toughness testspecimen notch locations, with respect to the forgingsamples and the original- wrought product.
RESUL TSFigure 4 Maximum flow stress, as a function of
deformation temperature, at a strain rate of235-1 and axial engineering strains of 50%and 75%.
TMP Flow Stress Stud):Maximum flow stress at a strain rate of 23s-1 and
axial engineering strains of 50% and 75%, as a function

The following equation relating the maximum flowstress, deformation temperature, and strain rate was usedto model the data (40):
-Oz21-
2 ~
w~f1>
3 ~<~O
4 w1-Z
5 w1-0)--- ~ 8 :> 7 <
8 ~
0 , 112 ~
800 800 1000 1100 1200 1300
DEFORMATION TEMPERATURE rC)
E.:wNU;~<a:0w1-zw1-0:J<a:Oa:~
DEFORUATION TEUPERATURE (.F)
150018001700180018002000 210022002300200 , ., ., ..., ...
MlcrQ.IIQX8d 81881
---15R30V F.rrlllc/P.arIlllc
1522MQVTI Balnlllc
m
[6]
where <1pcat is the maximum flow stress in MPA, Z is theZener -Hollomon parameter (Z = teQ/RT ), t is the
measured steady state stJajn rate up to the point ofmaximum load, Q is the apparent activation energy inJlmole which is related to the activation energy Q' inEquation [4] by Q' = mQ, R is the universal gas constant
(8.314 Jlmole K), T is the absolute temperature in K, anda, A and m are constants. The value of a reported forhigh strength low alloy steels is 0.013 (41), andexperimental activation energies, Q, are reported to bearound 312 KJlmole for C-Mn steels (42). These valueswere used to determine the fitting constants, A, as4.16 x 1011 and m, as 0.270, by linear regression analysisof the data, using plots of log [sinh(a<1,..)] versuslog (Z). The analysis resulted in a R2 statisticalcalculation of 0.948, which indicates that the fit is verygood. The values of the fitted constants for A and m alsocompare favorably with values determined by otherresearchers (42).
.-1 ~-e-2Oa,.-'IV..
Figure 5 Effect of hot deformation temperature onaustenite grain size for l5R30V andl522Movri microalloyed steels, at 23s-1strain rate and 50% axial engineeringstrain.
increases dramatically near 1150°C for the 15R30V steel,consistent with the dissolution of aluminum nitride andvanadium carbonitride precipitates. The grain size isextremely fine (less than 10 JLm) at temperatures below950°C. The 1522MoVTi steel austenite grain sizeexhibits the beneficial effect of stable titanium nitrideprecipitates on inhibiting the grain growth of the
fd t-
fI."A :
...:,.
e ~~~,
~~~t::il; .
~
tI'
#
"lL1,'.~ ..k -"'-
.~;;.:-
--i: .1 ~
I.-.~ .~
&: .../
Figure 6
../
150
100
50
TMP Prior Austenite Grain Size Stud~Figure 5 shows the austenite grain size dependence
on ho! deformation temperature for both of themicroalloyed steels. The prior austenite grain size
Microstructures of ferritic/pearlitic 15R30V microalloyed steel after forging at the indicated temperatures and
cooling rates, respectively: a) 900°C, 0.33°C/s, b) 1050°C, 0.33°C/s, c) 1200°C, 0.33°C/s,d) 900°C, 1.44°C/s, e) 1050°C, 1.44°C/s, and f) 1200°C, 1.44°C/s. Light micrographs, 2% nital etch.

austenite. Prior austenite grain size measurements rangedfrom 12.6 Ilm (ASTM No. 9.5) at 950°C, to 26.5 Ilm(ASTM No.7 .2) at 1200°C.
Microstructural CharacterizationFigure 6 shows the F/P microstructures of the
15R30V microalloyed steel. Increased amounts of ferriteare observed after forging at lower temperatures,consistent with reduced hardenability because of theextremely fine prior austenite grain sizes resulting fromthe lower temperature deformation. Similarly, reducedferrite content and coarse pearlite colonies produced inspecimens deformed at higher temperatures are attributedto the larger prior austenite grain sizes. Large austenitegrains of the F/P 15R30V steel also transform to bainiticmicrostructures at the cooling rate of 1.44 OC/s,Figure 6(e) and (f).
The fine prior austenite grain size of thel522MoVTi steel shown graphically in Figure 5 results ina consistently fine transformed microstructure which isrelatively independent of deformation temperature,Figure 7. Figure 7 also shows an increase in the amountof dark patches, believed to be martensite, for lowerforging temperatures. Banding, due to microsegregationduring the casting of the steel, is also observed afterforging at 900°C in Figure 7(a).
The retained austenite values for the NTH1522MoVTi steel are reported in Table II. Retainedaustenite amounts increased slightly with forging
temperature.
Figure 7 Microstructures of 1522Movri NTBmicroalloyed steel after forging at thefollowing temperatures and cooling at0.33°C Is: a) 900°C, b) 1050°C, andc) 1200°C. Light micrographs, 2% nitaletch.
Table II -Retained Austenite Measurements forthe 1522MoVTi Microalloyed Steel Forgings
FORGING
TEMPERATURE (OC)
RET AlNED
AUSTENITE (%)
Mechanical Pro~niesData from tensile specimens machined from the
forging test samples are shown in Figure 8. The 0.2%offset yield strength is highest for the faster (air) cooled15R30V specimens at all forging temperatures, as shownin Figure 8(a). The yield strength is optimal for bothsteels and cooling rates at 1050°C. Yield strength valuesare comparable for the 1522MoVTi 1.44 oC/s cooling rateand 15R30V 0.33°C/s cooling rate steel forgings.
Ultimate tensile strength roTS) values are highestfor the 1522Mo VTi NTB microalloyed steel after aircooling, Figure 8(b). The UTS decreases withjncreasingforging temperature for the 1522MoVTi microalloyedsteel, yet increases with increasing deformationtemperature for the FIP microalloyed steels. Thebehavior of the NTB steel is explained by decreasingamounts of martensite, and the FIP steel behavior isexplained by increasing amounts of peArlite withincreasing temperature. The 15R30V steel shows a 25 to75 MPa increase in UTS for the air cooled over the sandcooled samples. Lower yield strength to UTS ratio valuesfor the 1522MoVTi steels are typical for the continuousyielding behavior of NTB steels.
Figure 8(c) shows that percent total elongationdecreases with increasing forging temperature for the15R30V FIP microalloyed steel at both cooling rates, butincreases for the 1522MoVTi NTB microalloyed steel.The total elongation is improved by approximately 2% forthe slower (sand) cooled samples over the faster (air)cooled 15R30V samples at all forging temperatures.
900 10.7
1050 12.2
1200 13.6

FORGING TEMPERATURE (.F)
1000 1700 1800 1800 2000 2100 2200700 , , ..
TE8T TEMPERATURE (.F)
.1eO .80 0 80 1eO 2~0 3201 eo 1~0
100
95
90
85
80
75
70
&5
&0
110
100
go
80
70
SO
50
~o
30
20
10
a.
~-;~
~
120
~
100
80
80 /
.0
."-~~ S50II-0
~ SOOa:1-(/)c 550-'w>1- 500w(/)u.u.O 460~"!0
a 20
110
100
80
80
70
80
50
40
30
20
10
-;;w-'~0~>OwII:wzwawmII:O~~0(
140
135
130
125
120 0~115 -(/)1-
110 :J
105
100
85
80
950
800
~ 850.
no
~ 800
(/)
1-
:) 760
700
850
;- .110
100
go
BO
70
.eo
A 50 40 . 30 ..
..15R30V 20
/ ~ t- 0.33.C/. 10
0 , ~ ., 0
.120 .BO .40 0 40 .0 120 180
TE8T TEMPERATURE ("C)
c140 /28
120
loo
80
~feo
40
zO~<Oz0-'w-'<1-01-
~ 20
c10
.1522MOVTI (1 C/.)
.15R30V (1 C/I)
.15R30V (0.33.C/I)
14 '-'-'-"'-' , , , , , eoo 860 1000 1060 110011501200
FORGING TEMPERATURE rC)Figure 9 Charpy v -notch transition curves for the
microalloyed steels forged at varioustemperatures, and cooled at the indicatedrates, a) 1522Movri NfB steel, 1.44 °C/s,b) 15R30V FIP steel, 1.44°C Is, c)15R30V FIP steel, 0.33°C Is.
Figure 8 Tensile behavior as a fun(;tion of forgingtemperature of 15R30V and 1522MoVTimicroalloyed steels, a) 0.2% offset yieldstrength, b) ultimate tensile strength, and
c) percent elongation.
Total elongation is lower for the 1522MoVTi steel thanthe 15R30V steel for either cooling rate at the 900°Cforging temperature, but. is higher at the 1200°C forging
temperature.Figure 9 shows CVN transition curves for the two
microalloyed steels forged at the three temperatures. The1522MoVTi NTH microalloyed steel shows improvedupper shelf energy over the 15R30V F/P microalloyedsteel after air cooling from forging temperatures of1200°C and 1050°C. However, the NTH microalloyedsteel unexpectedly has improved transition temperature
behavior and upper shelf energy for higher forgingtemperatures. This result is opposite for the FIPmicroalloyed steel at both cooling rates. The slower(sand) cooled upper shelf and transition temperaturebehavior is improved over the faster (air) cooledspecimens, as expected. This difference is greatest withthe 900°C forged and sand cooled (0.33 OC/s) condition inwhich the upper shelf energy reaches 150 J versus 90 Jfor the 15R30V steel air cooled.
A typical crOD transition plot is shown for the15R30V FIP microalloyed steel after forging at 1200°Cand air cooling at 1.44 oC/s in Figure 10. At low
0~:1:1-0zwa:1-(0
0-'w
>
1-W(/)10.10.O
~"!0
u;m.J
tt.>0«wzwOwm«O0m<
140'
120
100
80
eo
40
20
24
22
20
18

limited CTOD data (less than an average of seven datapoints per condition) makes the DBlT estimationchallenging. Hence, DBlT values are conservativelyestimated by implementing the lower bound approach asshown in Figure 10. Charpy inflection point DBTrvaluesare also included in Table III for comparison.
DISCUSSION
Figure 10 Typical CTOD data: 15R30V FIP steelafter forging at 1200°C and air cooling at1.44°C/s.
temperatures, CTOD 6. values are characterizerl by brittleor combinations of brittle and ductile fracture. The brittlefracture is indicated by sharp drops in load due tounstable cracking. Greater amounts of plasticdeformation prior to unstable crack growth occur athigher temperatures, and are reflected by higher ~uvalues. At high temperatures, the fracture becomescompletely ductile and the CTOD is represented by ~.values.
The above results show that flow stress foraustenite during high temperature deformation, for bothmicroalloyed steels, increases by a similar magnitude withdecreasing deformation temperature. Due to similar flowstress levels for the austenite of both microa1loyed steels,a relationship of maximum flow stress to the Zener -
Hollomon parameter has been developed, and has a goodcorrelation with the experimental data.
Prior austenite grain size of the 15R30Vmicroalloyed steel is shown to increase substantiallyabove 1150°C, after TMP hot deformation. Below1150°C, aluminum nitride and vanadium carbonitrideparticle dispersion restrain grain growth. The prioraustenite grain size becomes extremely refined, less than10 p.m, at hot deformation temperatures below 950°C.The grain boundary inhibiting effect of the titaniumnitride particles on the austenite grains of the 1522Movristeel is apparent, with grain sizes measuring from12.6 p.m to 26.5 p.m, after deformation at 950°C and
1200°C, respectively.The 15R30V FIP steel exhibits higher ductility,
lower strength, and improved toughness behavior afterforging at lower temperatures and cooling at slower rates.These mechanical properties are consistent with theobserved increased amounts of ferrite associated withthese processing parameters. The slower sand -cool ratespecimens forged at 900°C exhibit high upper shelfenergy and decreased transition temperature, as shown inthe Charpy curves in Figure 9. This is consistent with areduced amount of pearlite, an increased amount offerrite, and coarse distribution of vanadium carbonitrideprecipitates expected at slower cooling rates. The slowercooling rate sample micrographs in Figure 6(a) show that
Transition behavior for the 15R30V steel forged at900°C and cooled at the 0.33°C Is rate was not observedat the lowest temperatures capable of being tested with theapparatus used, and therefore a plot of CTOD values forall forging conditions together can not be accomplished.Instead, estimated DBTT values, taken as the inflectionpoint in the Ou behavior region, are tabulated forcomparison purposes (see Table III). The DBTT valuefor the 15R30V forging sample, which did not exhibittransition behavior at the temperatures tested, is reportedas being less than that of its lowest test temperature. The
Table III -DB1T Values of the crOD and Charpy Toughness Tests for the Various Conditions
Calculated
Temperature
Shift, T- (OC)
Measured
Temperature
Shift, ~T- (OC)
CVNDBTT (OC)
MicroalloyedSteel
ForgingTemperature (oq
Cooling Rate
(OC/s)
-60
-48
0.33
crODDBTr (OC)
< -105 -25 -80900
1.44 40 -15 -2515R30V
-540.33 10 55 -45
1200-10 65 -75 -491.44
-58900
1200
1.44 -25 50 -751522MoVTi
-25 30 -55 -571.44

the increased time for transformation during coolingresults in increased amounts of ferrite.
The 1522MoVTi NTH microalloyed steel showsdecreased ductility .higher strength, and decreasedtoughness values after forging at lower temperatures. Anincreased amount of martensite is observed in the low -
temperature forged microstructures. The increasedamount of martensite may be partly due to a faster coolthrough the transition region, after forging at 900°Cversus 1200°C, and partly due to increased partitioning ofcarbon to austenite which coexists with equiaxed ferriteformed in the specimens forged at the lower temperatures.Banding is more prevalent in the 900°C forging samplesbecause of the decreased rate of diffusion needed toreduce microsegregation at that temperature. The bandedregions were observed to contain a greater amount ofmartensite due to the increased hardenability of the alloy-rich microsegregated areas. Some pearlite and equiaxedferrite was also observed in the 900°C forging, possiblydue to reduced hardenability of the alloy -depleted areasof microsegregation.
Toughness is plotted as a function of yield andtensile strength in Figure II. The fine dislocationstructure of the increased amount of untemperedmarten site observed in the 900°C 1522MoVTi steelforgings results in higher strength and lower toughnessvalues. The strength increase of the NTH microalloyedsteel after forging at lower temperatures is primarily dueto the increased amounts of untempered martensite in themicrosegregated alloy -rich banding regions previouslydiscussed. Slightly faster cooling rates obtained bycooling after forging at 900°C versus 1200°C wouldproduce finer precipitates, also increasing the strength andlowering the toughness of the steel. The higher amountsof retained austenite detected after forging the
1522Movri at higher temperatures were not significantenough to result in higher strength from transformation -
induced plasticity .The retained austenite may havecontributedI however, to the increased toughness resultsof the 1522Movri forged at the higher temperatures.
Figure II shows the NTB microalloyed steel hasthe best combination of ultimate tensile strength andCharpy toughness than the FIP microalloyed steel afterforging at temperatures of 1050°C and 1200°C. The FIPsteel has the highest upper shelf energy and lowesttransition temperature of any condition in both steels afterforging at 900°C and cooling at a rate of 0.33 oC/s. Theextremely fine grain size and increased ferrite percentageof the 15R30V F/P microalloye(J steel after forging at900°C versus 1200°C produce dramatically improvedtoughness. However, Figure 11 also shows a yieldstrength loss of 540 MPa to 490 MPa and a tensilestrength loss of 790 MPa to 690 MPa are realized afterforging at 1200°C and 900°C, respectively.
Table ill lists the experimental values of theDBTT shift to lower temperatures for the static CTODtest versus the dynamic CVN test, fJ. T cxp. Also includedin Table ill is the shift difference calculated byEquation [5], TIbiA. The experimental temperature shiftvalues correspond closely to the predicted values.Interpretation of the CTOD DBTT and CVN DBTT, thelimited CTOD data, and the geometrical differences of thetwo test specimens all add to the error involved in thetemperature shift magnitude. Despite the errorI the totalaverage experimental and predicted temperature shiftvalues for the forging conditions tested were 59°C and
54°C,respectively.It must be emphasized that no direct correlation
between the mechanical properties of the twomicroalloyed steels can be made. Chemical compositionand sampling differences in addition to the quite differentmicrostructures of the two steels must be noted. Theoxygen level of the steels greatly differ, and result in asignificant difference in the level of oxide inclusions (35).This difference, however, would at most affect uppershelf energies, and would not affect the transitiontemperature differences due to the fine -scale matrixmicrostructure. Sampling location is also of detriment tothe 1522MoVTi steel versus the 15R30V steel. Thelocation of the microstructure, notch, or gage diameter ofthe 1522MoVTi samples are taken at, or very close to,the center of the bar (see Figure 3). This may explain thehigher degree of segregation observed in the 1522MoVTisteel versus the 15R30V steel, in which the center line ofthe wrought bar was avoided when producing samples.
~1-1-ma>~a:-<x()..,..."'
SUMMARY
Prior austenite grain refinement is accomplishedby hot deforming at temperatures below 1100°C in the15R30V FIP microalloyed steel, and Charpy upper shelfand DB1T toughness levels substantially improve afterforging at 900°C versus 1200°C. The fine prior austenitegrain size achieved at 900°C results in a fine transformedmicrostructure and increased amounts of proeutectoid
Figure II Ductile to brittle transition temperatureversus yield strength and ultimate tensilestrength, for both microalloyed steels andcooling rates. Each data point is labeledwith its corresponding forging temperaturein °C.

3. Recl)'stallization '92, International Conference on
Recrystallization and Related Phenomena,
San Sebastian, Spain, Aug.-Sept., 1992, edited by
M. Fuentes and J. Oil Sevillano, Trans Tech
Publications, Brookfield, VT , 1993.
4. Proceedings of the Inlernarional Conference on
Processing, Microstructure and Propenies of
Microalloyed and Other Modem High Strength
Low A/loy Steels, June, 1991, Pittsburgh, PA,
155, Warrendale, PA, 1992.
5 Microalloyed Bar and Forging Steels, Proceedings
of Microalloyed Bar and Forging Steels,
Hamilton, Ontario, Canada, Aug., 1990, The
Canadian Institute of Mining and Metallurgy,
Montreal, Quebec, Canada, 1990.
Microalloyed HSLA Steels , Proceedings of
Microalloying '88, Chicago, Illinois, Sept., 1988,ASM International, Metals Park, OH, 1988.
6.
7. Processing. Microstrocture and Properties ofHSLA. Steels, lntemational Conference onProcessing, Microstructure and Properties ofHSLA Steels, Pittsburgh, PA, Nov., 1987,TMS/AIME, Warrendale, PA~ 1988.
8. Fundamentals of MicroaIloying Forging Steels.Proceedings of an International Symposium, July.1986. edited by G. Krauss and S.K. Banelji,Golden, CO. TMS/AIME, Warrendale, PA, 1987.
ferrite. Slower cooling rates provide for larger amountsof proeutectoid ferrite which result in even highertoughness. However, a {ffS decrease of approximately100 MPa is also realized after forging at 900°C versus1200°C.
Prior austenite grain refinement of the 1522Mo VTiNrB steel is maintained at all deformation temperaturesup to 1200°C by the presence of titanium nitrideparticles. The 1522MoVTi achieves its highest toughnessafter forging at 1200°C due to transformation to auniform microstructure consisting of equiaxed andacicular ferrite. Specimens forged at 900°C have lowerhardenability a result of fine grain Sil.e. Therefore,ferrite forms, rejecting carbon into austenite whichsubsequently transforms to martensite upon cooling,especially in banded regions. The low toughness in the900°C specimens is attributed to the martensite. Thehighest ultimate tensile strength and toughnesscombination is realized for the 1522MoVTi over the15R30V rnicroalloyed steels after forging: at 1050°C and1200°C, due to titanium grain refinement and amicrostructure consisting of nontraditiorull bainite.
Maximum austenitic flow stress doubles during hotdeformation upon reducing the forging te.mperature from1200°C to 900°C. A relationship relating the maximumflow stress during deformation to strain rate andtemperature is developed, and gives good results for bothmicroalloyed steels studied.
The static crOD fracture toughness test shifts theDB1T to temperatures an average 59°C lower than thosemeasured by dynamic CVN toughness testing, a shiftmagnitude near expected values. The S14tiC strain ratesshould be more representative of loading ratesencountered in service.
9. Conference: HSLA Steels: Metallurgy andApplications, Beijing, China, Nov., 1985, ASMInternational, Metals Park, OH, 1986.
ACKNOWLEDGEMENTS 10. HSU Steels, Technology and Applications,Conference Proceedings of InternationalConference on Technology and Applications ofHSLA Steels, Oct., 1983, Philadelphia, PA,ASM, Metals Park, OH, 1984.
We thank The Timken Company and ChaparralSteel for contributing the steels used in this investigation.This project was funded by the Advanced Steel Processingand Products Research Center, a National ScienceFoundation Industry/University Cooperative ResearchCenter, at the Colorado School of Mines. We alsoappreciate a.'!sistance and the use of the thennomechanicalprocessing and forging facilities at the National Instituteof Standards and Technology.
11. Thennomechanical Processing of MicroalloyedAustenite, Proceedings of the InternationalConference on the Thermomechanical Processingof Microalloyed Austenite, Pittsburgh, PA, Aug.,1981, edited by A.I. DeArdo, G.A. Ratz, andP.I. Wray, TMS/AIME, Warrendale, PA, 1982.
12, vanadiwn in High Strength Steel, Proceedings of
Seminar, Chicago, Ill., Nov., 1979, VANITEC,London, England, 1979.
REFERENC~
G. Krauss, "Microalloyed Bar and ForgingSteels, " in Proceedings of the 29th Mechanical
Working and Steel Processing Conference, ISS,Warrendale, PA, 1987, pp. 67-77.
13. K.J. Grassl, S. W. Thompson, D.K. Matlock andG. Krauss, "Toughness of Medium-CarbonForging Steels with Direct Cooled BainiticMicrostructures," in Proceedings of the 31stMechanical Working and Steel ProcessingConference, ISS, Warrendale, PA, 1989, pp. 137-143.
"New Options in Automotive Steels," AutomotiveEngineering, vol. 97, No.5, May, 1989,
pp.71-79.

14 24.T.C. Tschanz, "Short Rod Fracture Toughness ofBar Steels," M.S. Thesis No. T-3993, ColoradoSchool of Mines, Golden, CO, 1990.
15
25.
16.
26.
W. Roberts, A. Sandberg, T. Siwecki and T .Werlefors, "Prediction of MicrostructureDevelopment During Recrystallization Hot Rollingof Ti-V Steels," in HSU Steels: Technology andApplicOlions. Conference Proceedings, edited byM. Korchynsky, ASM, Metals Park, OH, 1984,pp. 67-84.
N.E. Aloi, Jr., G. Krauss, C.J. Van Tyne, andy .W. Cheng, "The Effect of Forging Conditionson the Flow Behavior and Microstructure of aMedium Carbon Microalloyed Forging Steel, "
SAE Technical paper Series #940787, 1994.
R.J. Shipley, T.G. Kalaasz, W.S. Darden andD.J. Moracz, "Research on the EnergyConservation Potential of Warm Forging
Technology," DOEReportDE-ACO7-841Dl2528,1985.
17.
T. Gladman, I.D. Mclvor, and F.B. Pickering,-Some Aspects of the Structure-PropertyRelationships in High-Carbon Ferrite-PearliteSteels,- Jouina1 of the Iron and Steel Institute,vol. 210, 1972, pp. 916-930.
M.E. Bumett, "Correlation of Forging Parametersto Microstructure and Mechanical Properties inVanadium Modified 0.40 Percent Carbon Steels,"in Fundamentals of Microalloying Forging Steels,edited by G. Krauss and S.K. Banelji, TMS,Warrendale, PA, 1986, pp. 601-625.
P.T. Purtscher, Y:W. Cheng, and R.P. Foley,"Composite Deformation Theory Applied to thePrediction of the Strength Properties ofPlain-Carbon and Vanadium Micro-AlloyedFerrite-Pearlite Steel," to be published in theProceedings of the 36th Mechanical Working andStee/ Processing Conference, ISS, Warrendale,PA, October 16-19, 1994.
27. H. Haferkamp, F.-W. Bach and K. Peters,"Improved Tool Life of Forging Dies byModifying Hot Work Tool Steels," Proceedings ofNew MaJerials Processes Experiencesfor Tooling,edited by H. Bems, M. Hofmann, L.-A.NorstrOm, K. Rasche and A.-M. Schindler,International European Conference on ToolingMaterials, Mat. Search, Andelfingen, Gennany,1992, pp. 275-287.
18. M.F. Ash by, "The Deformation of PlasticallyNon-homogeneous Alloys, " in Strengthening
Methods in. Cryslals, by A. Kelly and R.B.Nicholson, John Wiley & Sons, 1971,pp 137-193. 28. Ro Seidel and Ho Luig, "Friction and Wear
Processes in Hot Die Forging, .Proceedings ofNew Materials Proct'SSt'S Experienct'Sfor Tooling,edited by H. Bems, M. Hofmann, L.-A.Norstrom, K. Rasche and A.-M. Schindler ,Inrernational European Conference on ToolingMaterials, Mat. Search, Andelfingen, Germany,1992, pp. 467-480.
19. Y. Sawada, R.P. Foley, S.W. Thompson, and G.
Krauss, "Microstructure-Property Relationships inPlain-Carbon, and Y and Y + Nb MicroalloyedMedium Carbon Steels, " in Proceedings of the
35th Mechanical Working and Steel Processing
Conference, ISS, Warrendale, PA, 1994,pp. 263-286.
29. G.E. Dieter, Mechanical Metallurgy, SecondEdition, McGraw-HiU, New York, NY , 1976,pp. 355-356.
20. T. Gladman, "The Effect of Grain Size on theMechanical Properties of Ferrous Metals, " in
Yield, F/ow and Fracture of Polycrysrals, edited
by T. N. Baker, Elsevier Science, New York, NY,
1983, pp. 141-198.
30.
M. Korchynsky and J.R. Paules, "MicroalloyedForging Steels -A State of the Art Review, " SAE
Technical Paper S~ries #89081, 1989.
22 P.A. Oberly, C.J. Van Tyne and G. Krauss,wGrain Size and Forgeability of a TitaniumMicroalloyed Forging Steel, w SAE Technical
Paper Series #91~146, 1991.
31
Specification ASTM E23-94a, "Standard TestMethods for Notched Bar Impact Testing ofMetallic Materials, " in ]994 Annual Book of
ASTM Standards, vol. 3.01, American Society forTesting and Materials, Philadelphia, PA, 1994,pp. 140-160.
P.B. Babu, D.R. Gromer, D.J. Lingenfelser, andG.P. Shandley, "Design for Fracture Resistance inMicroalloyed Steel Components, " in Fundamentals
of Microal/oying Forging Steels, edited byG. Krauss and S.K. Banerji, TMS,r Warrendale,PA, 1986, pp. 389-423.23. P .H. Wright, "High-Strength Low-Alloy Steel
Forgings, " in Metals Handbook, Tenth Edition,
Properties and Selection: Irons, Steels, and HighPerformance Alloys, vol. 1, ASM International,Materials Park, OH, 1990, pp. 358-362.
32. J.M. Barsom and S. T. Rolfe, Fracture andFatigue Control in Structures, Second Edition,Prentice-Hall, Englewood Cliffs, NJ. 1987.
pg.128.

Barsom and Rolfe, pg. 558.33
Y.W. Cheng, Y. Rosenthal, and H.I. McHenry,"Development of a Computer-Controlled HotDeformation Apparatus at NIST , " NIST Report
NIS'llR 89-3925, 1989.
34
N.E. Aloi, ]r.: "Hot Deformation,Microstructure, and Properties of Ferritic/Pearliticand Bainitic Microalloyed Forging Steels," M.S.Thesis No. T-4617, Colorado School of Mines,Golden, Colorado, November 1994.
35.
Specification ASTM El 12-88, WStandard TestMethods for Determining Grain Size, w in 1994
Annual Book of ASTM Standards, vol. 3.01,American Society for Testing and Materials,Philadelphia, PA, 1994, pp. 227-252.
36.
M.E. Bumett, "Laboratory Simulation ofTMS-80Microalloy Steel in Heavy Forgings," inProceedings of the 31st Mechanical Working and
Stee/ Processing Conference, ISS, Warrendale,PA, 1989, pp. 219-225.
37.
38.
39.
40,
Specification ASTM E8-94a, "Standard TestMethods of Tension Testing of MetallicMaterials, " in 1994 Annual Book of ASTM
Standards, vol. 3.01, American Society forTesting and Materials, Philadelphia, PA, 1994,pp. 60-80.
Specification ASTM EI290-93, "Standard Test
Method for Crack- Tip Opening Displacement(croD) Fracture Toughness Measurement," in]994 Annual Book of ASTM Standards, vol. 3.01,American Society for Testing and Materials,Philadelphia, PA, 1994, pp. 846-855.
C.M. Sel1ars and W .J. McG. Tegart, "On theMechanism of Hot Deformation," ActaMetallurgica, vol. 14, No.9, Sept., 1966,
pp.1136-1138.
D.L. Baragar, "The High Temperature and HighStrain-Rate Behavior of a Plain Carbon and anHSLA Steel," Journal of Mechanical WorkingTechnology, vol. 14, 1987, pp. 295-307.
41
A. l..aasraoui and J .J .Jonas, -Prediction of SteelFlow Stresses at High Temperatures and StrainRates,- Met. Trans., vol. 22A, July, 1991,
pp.1545-1558.
42





![Thermodynamic analysis and isothermal bainitic ...Thermodynamic analysis and isothermal bainitic transformation kinetics in lean medium-Mn… 1713 13 researchofNavarro-Lopezetal.[15],theauthorsshowed](https://static.fdocuments.in/doc/165x107/60cef82ff3529d050f7f528c/thermodynamic-analysis-and-isothermal-bainitic-thermodynamic-analysis-and-isothermal.jpg)