
Limiting Oxygen Index Apparatus & Smoke Density Apparatus Manufacturer

THIRD PARTY VERIFICATION
Witness and Verification of Bead Diagnostic Instrument Test Programme Control Point LLP Derbyshire Carrwood Rd Chesterfield S41 9QB
Report No.: 1 Rev V0.1
Date: 28.02.2017

2
Project name: Third Party Verification DNV GL
Technical Advisory
Holywell Park
Ashby Road
Loughborough
LE11 3GR
Tel: +44 (0)7891 050886
Report title: Witness and Verification of Bead Diagnostic Instrument Test Programme
Customer: Control Point LLP Derbyshire Carrwood Rd Chesterfield S41 9QB
Contact person: David Carey
Date of issue: 28.02.17
Project No.: PP176489
Organisation unit: Pipelines
Report No: 1, Rev. V0.1
Document No.: n/a
Applicable contract(s) governing the provision of this Report:
Prepared by: Verified by: Approved by:
Chris O’Connor Principcal Consultant
Andy Cummings Principal Consultant
Micheal Pritchard Section Head - Pipelines
[Name] [title]
[Name] [title]
[Name] [title]
[Name] [title]

3
Copyright © DNV GL 2014. All rights reserved. This publication or parts thereof may not be copied, reproduced or transmitted in any form, or by any means, whether digitally or otherwise without the prior written consent of DNV GL. DNV GL and the Horizon Graphic are trademarks of DNV GL AS. The content of this publication shall be kept confidential by the customer, unless otherwise agreed in writing. Reference to part of this publication which may lead to misinterpretation is prohibited.
DNV GL Distribution: Keywords:
☐ Unrestricted distribution (internal and external) polyethylene, pipe, pipeline, bead, butt fusion, weld, asset management, inspection, Failure
☒ Unrestricted distribution within DNV GL
☐ Limited distribution within DNV GL after 3 years
☐No distribution (confidential)
☐ Secret
Rev. No. Date Reason for Issue Prepared by Verified by Approved by
V.0.1 2017-02-28 Revision for Comment Chris O’Connor Andy Cummings Michael Pritchard
4
Table of contents
1 EXECUTIVE SUMMARY ................................................................................................... 5
2 SITE VISIT................................................................................................................... 5
2.1 Equipment and Materials 5
2.2 Experimental Methodology 5
3 CONCLUSIONS ............................................................................................................. 8
4 REFERENCES................................................................................................................ 8

5
1 EXECUTIVE SUMMARY
This is to confirm that at the request of ControlPoint LLP the undersigned Principal Consultant, representing DNV GL Technical Advisory Services attended the premises of ControlPoint LLP on the 24th & 25th January 2017 in order to witness the Bead Diagnostic Instrument Test Programme.
This does not constitute DNV GL Product certification. The testing prgramme was conducted out as per ControlPoint Report CP0031, Bead Diagnostic Verification Programme. Date 08/02/17. 2 SITE VISIT
2.1 Equipment and Materials
To facilitate the verification process, the following materials, equipment and apparatus were used to complete the components for the welding and test programme.
‐ Tinius Olsen 75 KN Tensometer serial number H75KS0058
‐ 250mm PE100 SDR17 pipe sections
‐ 250mm Gator 2 Butt Fusion Machine serial number GTR200908
‐ Contaminates
o SIGMA‐ALDRICH Talc – Powder, H2Mg3O12Si4.
o EP2 high load lithium grease
o Mud (generic creation from soil and water manual mixture)
o 180mm PE100 SDR11 pipe sections (10% polypropylene mix)
‐ Debeading tool, unit number 0001
‐ Bead Diagnostic Instrument (BDI) unit number BDI‐2‐0034
‐ Rothenberger RP50 manual pressure pump
2.2 Experimental Methodology
Chris O’Connor of DNV GL Technical Advisory Services attended ControlPoint LLP premises for the Verification Test Programme described in ControlPoint Report CP0031.
DNV GL confirm that all sample preparation, bead removal, assessment and hydrostatic testing was carried out as detailed in ControlPoint Report CP0031 (see Figures 1 – 6). All samples were clearly marked and identified for governance and traceability.

6
Figure 1: Preparation of Dummy Butt Fusion Weld
Figure 2: Preparation of Butt Fusion Welds
Figure 3: Debeading Butt Fusion Weld

7
Figure 4: Detached Beads
Figure 5: Assessment of Beads Using BDI
Figure 6: Integrity Assessment ‐ Hydrostatic Pressure Testing of Butt Fusion Weld
The tensile test programme was completed outside of the 2 day third party visit to ensure the sample preparation, conditioning and test process was completed in accordance with the identified specification ISO 13953. All tests were subject to risk assessment and carried out in a safe and well organised manner.

8
3 CONCLUSIONS
Based on the results of the test programme DNV GL is in agreement with the broad conclusions given in ControlPoint Report CP0031. DNV GL can verify that;
1. The Bead Diagnostic Instrument (BDI) can detect significant butt fusion weld defects due to contaminants i.e. talc particulate, soil based particulate, grease, inter‐dispersed polymer and process variance due to excessive dwell time.
2. There was a 100% correlation between the induced defects and the detection of said defects by the BDI device.
3. Hydrostatic and tensile testing are well established industry practices, however, the BDI provides an insight to potential latent defects inherent within a weld not necessarily detected by the more established methods.
4. The integrated system (BDI device, Bluetooth connectivity, smartphone app, website) is considered an operator friendly system, easily operated with relatively little training required.
5. The BDI integrated system provides a means of generating / accessing real time data for butt fusion joints during the polyethylene pipeline construction phase and provides a comprehensive asset quality assurance record.
4 REFERENCES
1. ISO 13953; 2001 Polyethylene (PE) pipes and fittings — Determination of the tensile strength and failure mode of test pieces from a butt‐fused joint.
2. WIS 4‐32‐08 Issue 4 June 2016. Specification for the Fusion Jointing of Polyethylene Pressure Pipeline Systems Using PE80 and PE100 Materials.
3. Bead Diagnostic Instrument: A Reliable and Simple Non‐Destructive Test for Polyethylene Butt Fusion Joints Technical Paper by Eric Bridgstock and David Carey December 2015.

9
About DNV GL
Driven by our purpose of safeguarding life, property and the environment, DNV GL enables organizations to advance the safety and sustainability of their business. We provide classification and technical assurance along with software and independent expert advisory services to the maritime, oil and gas, and energy industries. We also provide certification services to customers across a wide range of industries. Operating in more than 100 countries, our 16,000 professionals are dedicated to helping our customers make the world safer, smarter and greener.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Bead Diagnostic Instrument Verification Program
Report Number: CP0031
Date: 28th February 2017
Author: David Carey

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Background, Scope & Objectives
ControlPoint is a UK based business that helps utilities and their contractors to improve the long
term performance of their assets by eliminating poor installation on their pipelines -
www.controlpoint.co.uk.
Several of the suite of products and services offered by ControlPoint relate to the butt fusion of PE
pipelines – one particular product is called the Bead Diagnostic Instrument (otherwise known as the
“BDI”). This product is described in more detail on the ControlPoint website -
www.controlpoint.co.uk/controlpoint-technology/bdi.
The science is well established – when making a butt fusion weld on polyethylene (PE) pipes a weld
bead is formed, the ductility of the weld bead at any point around the circumference is consistent
with the ductility of the parent weld circumferentially adjacent to it. Removal of the bead by
specially prepared tooling and the checking of the ductility of the bead along the weld interface is a
well-established technique – however the ductility checking process is difficult, giving rise to the
following challenges:
Manual bending of beads is difficult and impossible to do over a significant proportion of the bead length – especially on larger bead sizes.
The output of the test is qualitative in that it is reliant on the assessment and vigilance of the person testing it.
Record keeping is invariably poor/non-existent.
The BDI tool, BDI app and JointManager website when used in conjunction with each other address
all of the above challenges.
Apart from rudimentary pressure testing processes, that are notoriously inconsistent in identifying
subtle/latent weld defects in PE pipes, or highly complicated and impractical ultrasonic/microwave
systems – there are no other plausible means of non-destructively testing a PE butt fusion weld
except for the BDI.
The BDI product has undergone extensive internal testing as part of the development and
production processes. This testing covered many aspects of the BDI function (pipe sizes, material
types, process variances, weld contamination types, etc.) – some 450 butt fusion joints were
produced, beads removed and then full tensile testing conducted on the associated welds. The
testing process confirmed the science – weld bead ductility directly correlates with weld ductility.
As part of the commercial launch of the BDI product there is a need to provide third party
accreditation to underpin its technical capability.
Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
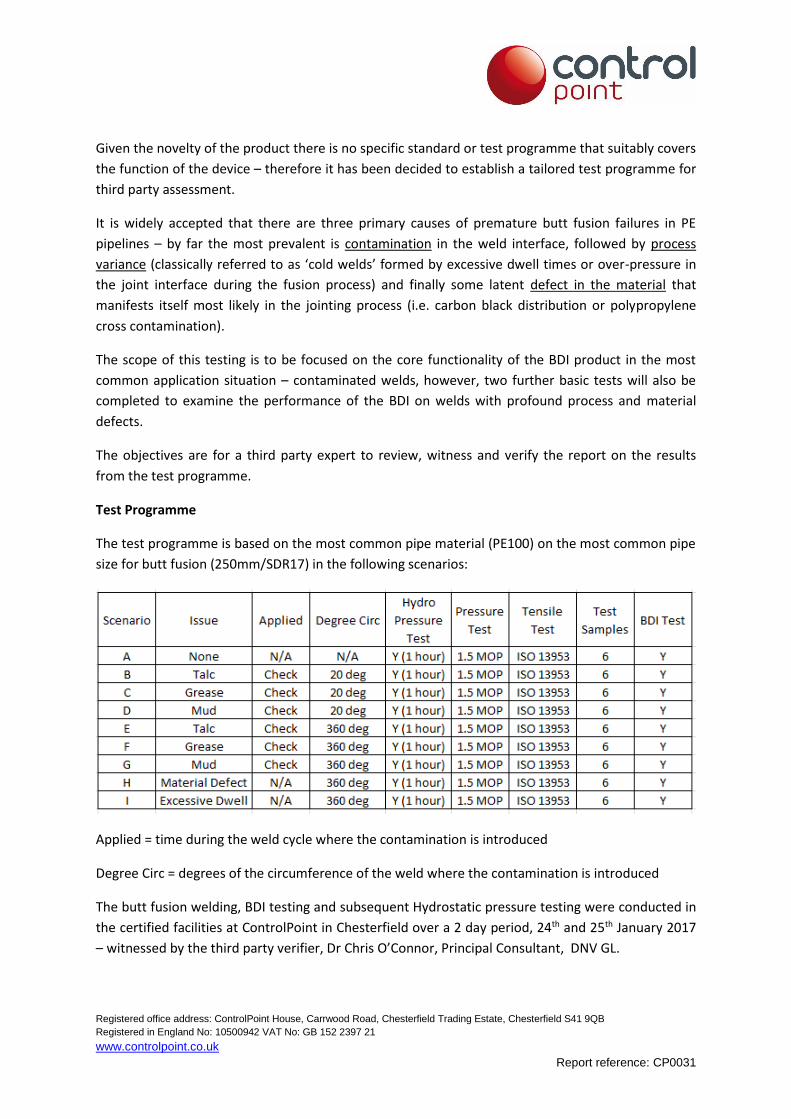
Given the novelty of the product there is no specific standard or test programme that suitably covers
the function of the device – therefore it has been decided to establish a tailored test programme for
third party assessment.
It is widely accepted that there are three primary causes of premature butt fusion failures in PE
pipelines – by far the most prevalent is contamination in the weld interface, followed by process
variance (classically referred to as ‘cold welds’ formed by excessive dwell times or over-pressure in
the joint interface during the fusion process) and finally some latent defect in the material that
manifests itself most likely in the jointing process (i.e. carbon black distribution or polypropylene
cross contamination).
The scope of this testing is to be focused on the core functionality of the BDI product in the most
common application situation – contaminated welds, however, two further basic tests will also be
completed to examine the performance of the BDI on welds with profound process and material
defects.
The objectives are for a third party expert to review, witness and verify the report on the results
from the test programme.
Test Programme
The test programme is based on the most common pipe material (PE100) on the most common pipe
size for butt fusion (250mm/SDR17) in the following scenarios:
Applied = time during the weld cycle where the contamination is introduced
Degree Circ = degrees of the circumference of the weld where the contamination is introduced
The butt fusion welding, BDI testing and subsequent Hydrostatic pressure testing were conducted in
the certified facilities at ControlPoint in Chesterfield over a 2 day period, 24th and 25th January 2017
– witnessed by the third party verifier, Dr Chris O’Connor, Principal Consultant, DNV GL.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
The tensile test programme was completed outside of the 2 day third party visit in order to ensure
the sample preparation, conditioning and test process was completed in accordance with the
identified specification ISO 13953.
Equipment & Materials
To facilitate the verification process, the following materials, equipment and apparatus were used to
complete the components for the welding and test program:
250mm PE100 SDR17 pipe sections.
180mm PE100 SDR11 pipe sections (10% Polypropylene mix).
250mm Gator 2 Butt Fusion Machine serial number GTR200908.
Debeading tool, unit number 0001.
Bead Diagnostic Instrument (BDI) unit number BDI-2-0034.
Rothenberger RP50 manual pressure pump.
Tinius Olsen 75 KN Tensometer serial number H75KS0058.
Defect application
It is vital to control the introduction of the defect into the butt fusion weld to correctly correlate
bead performance against any subsequent testing.
The identified contaminates:
SIGMA-ALDRICH Talc – Powder, H2Mg3O12Si4.
EP2 HIGH LOAD LITHIUM GREASE.
Mud (generic creation from soil and water, manual mixture).
Where 20 degree circumference contamination defects were introduced, a new 50mm ‘paint brush’
was used to apply the identified contaminate to each pipe end face at directly opposite positions,
during the check stage of the welding process prior to offering the pipe faces to the heater plate.
The area of contamination was marked and identified through the welding process, BDI test, hydro
pressure test and tensile test processes.
The material defect element of the test program required the production of pipe sections with a
recorded mix of 90% PE100 and 10% polypropylene materials.
Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
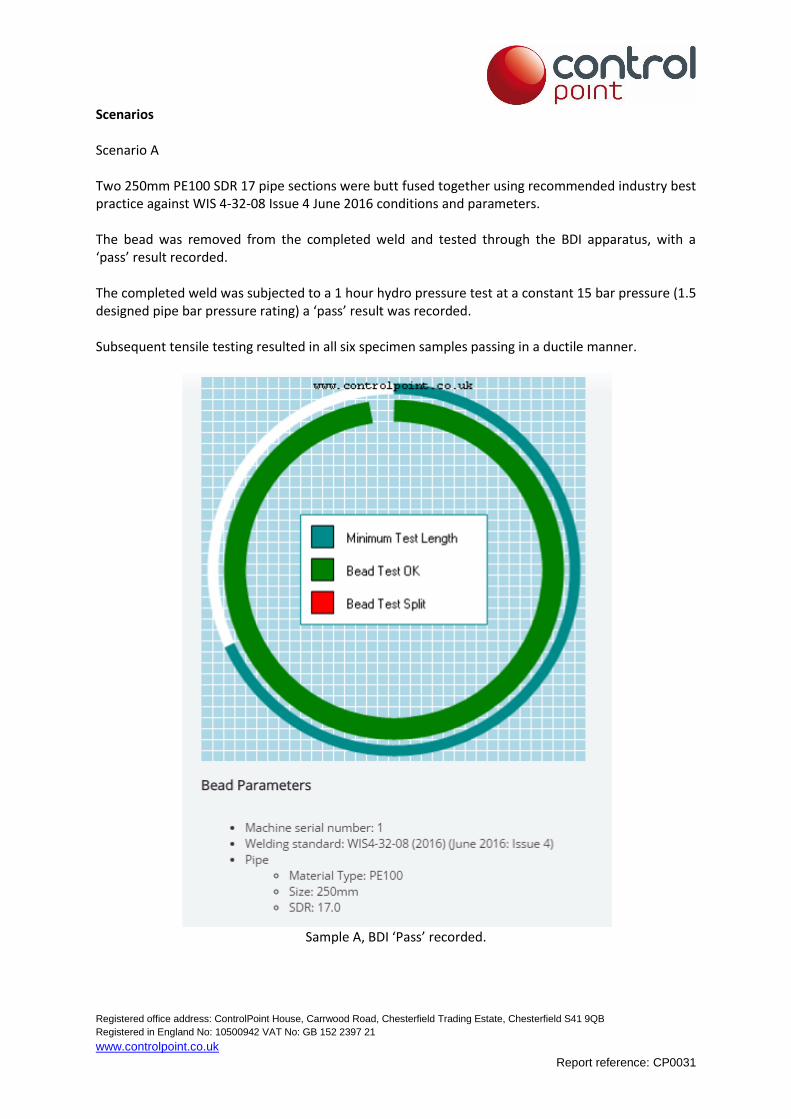
Scenarios Scenario A Two 250mm PE100 SDR 17 pipe sections were butt fused together using recommended industry best practice against WIS 4-32-08 Issue 4 June 2016 conditions and parameters. The bead was removed from the completed weld and tested through the BDI apparatus, with a ‘pass’ result recorded. The completed weld was subjected to a 1 hour hydro pressure test at a constant 15 bar pressure (1.5 designed pipe bar pressure rating) a ‘pass’ result was recorded. Subsequent tensile testing resulted in all six specimen samples passing in a ductile manner.
Sample A, BDI ‘Pass’ recorded.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Scenario B, C & D Two 250mm PE100 SDR 17 pipe sections were butt fused together using WIS 4-32-08 Issue 4 June 2016 conditions and parameters. Talc, Grease and Mud contamination were introduced into the weld at three identified positions, covering a 20 degree section of the weld interface. The bead was removed from the completed weld and tested through the BDI apparatus, with a ‘fail’ result recorded in the three specific areas with contamination introduced. The completed weld was subjected to a 1 hour hydro pressure test at a constant 15 bar pressure (1.5 designed pipe bar pressure rating) a ‘pass’ result was recorded. Subsequent tensile testing resulted in three specimen samples failing in a brittle manner corresponding to the specific areas where contamination was introduced, the remaining specimen samples passed in a ductile manner.
Samples B, C & D with a BDI ‘fail’ recorded at three specific points.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Scenario E Two 250mm PE100 SDR 17 pipe sections were butt fused together using WIS 4-32-08 Issue 4 June 2016 conditions and parameters. Talc contamination was introduced into the weld, covering the full circumference of the weld interface. The bead was removed from the completed weld and tested through the BDI apparatus, with a ‘fail’ result recorded. The bead parted in a complete brittle manner when the BDI initiated the first recorded split, negating the remaining section of the bead from being processed. The completed weld was subjected to a 1 hour hydro pressure test at a constant 15 bar pressure (1.5 designed pipe bar pressure rating) a ‘pass’ result was recorded. Subsequent tensile testing resulted in all six specimen samples failing in a brittle manner.
Sample E, BDI ‘fail’ recorded
Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
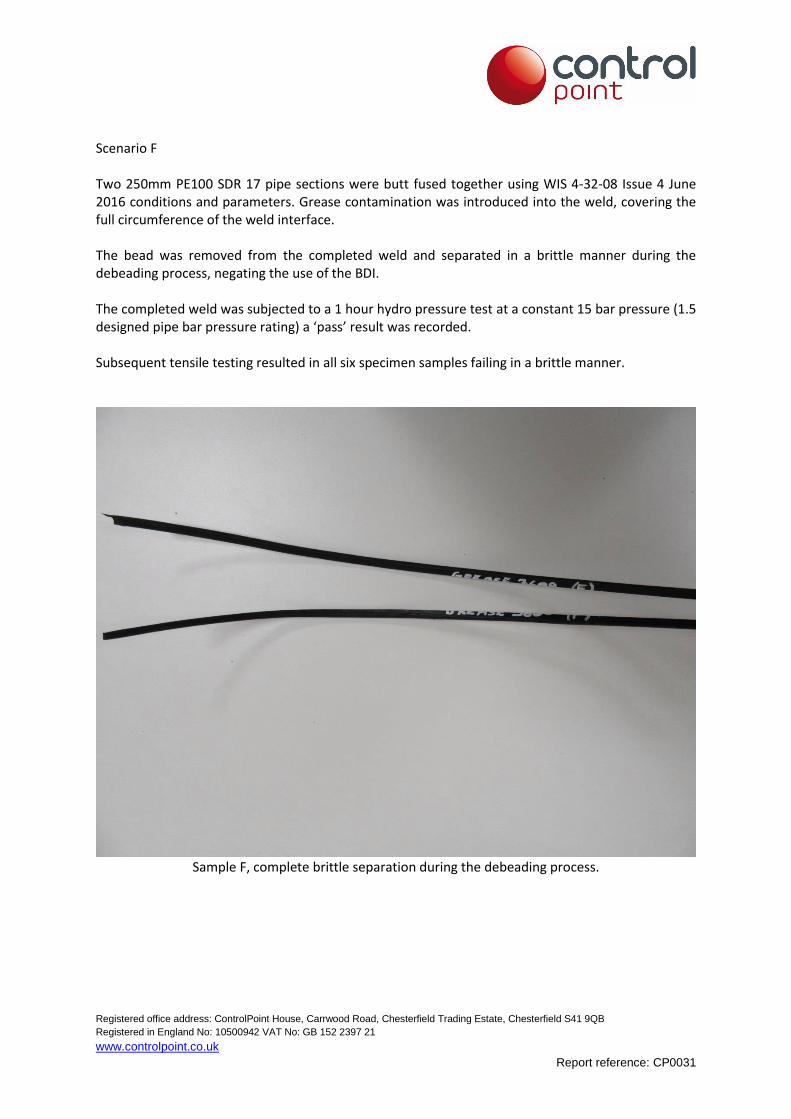
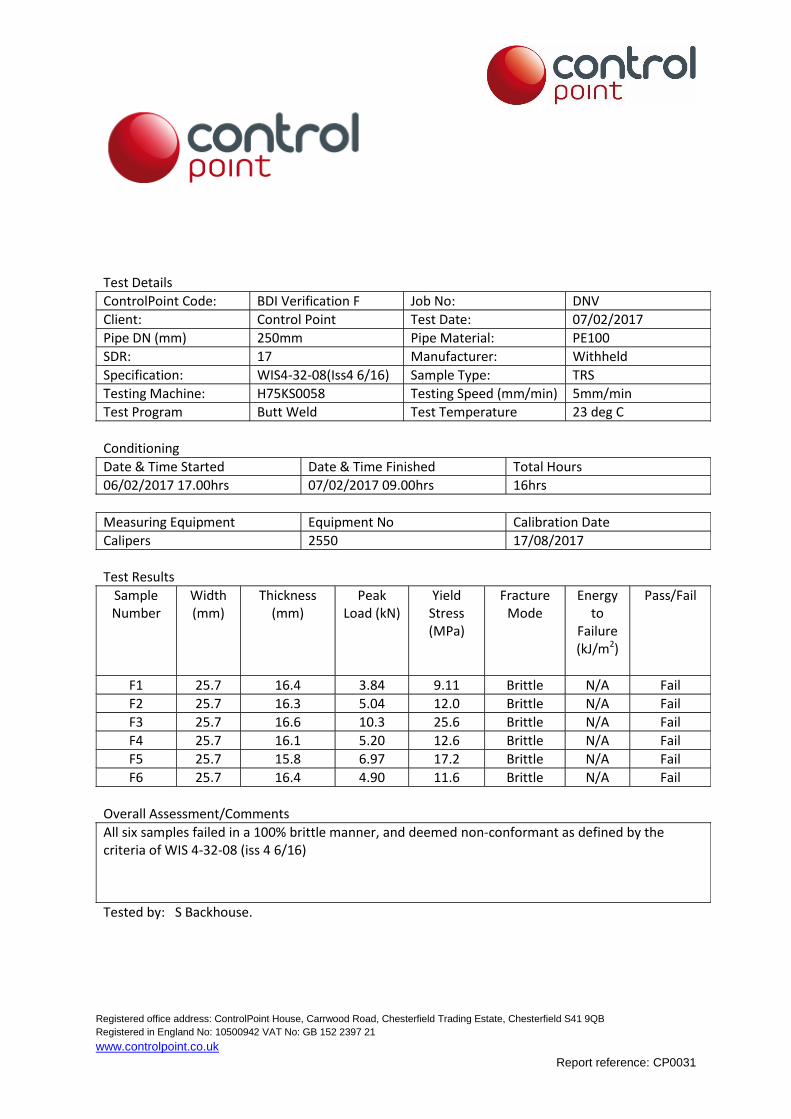
Scenario F Two 250mm PE100 SDR 17 pipe sections were butt fused together using WIS 4-32-08 Issue 4 June 2016 conditions and parameters. Grease contamination was introduced into the weld, covering the full circumference of the weld interface. The bead was removed from the completed weld and separated in a brittle manner during the debeading process, negating the use of the BDI. The completed weld was subjected to a 1 hour hydro pressure test at a constant 15 bar pressure (1.5 designed pipe bar pressure rating) a ‘pass’ result was recorded. Subsequent tensile testing resulted in all six specimen samples failing in a brittle manner.
Sample F, complete brittle separation during the debeading process.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
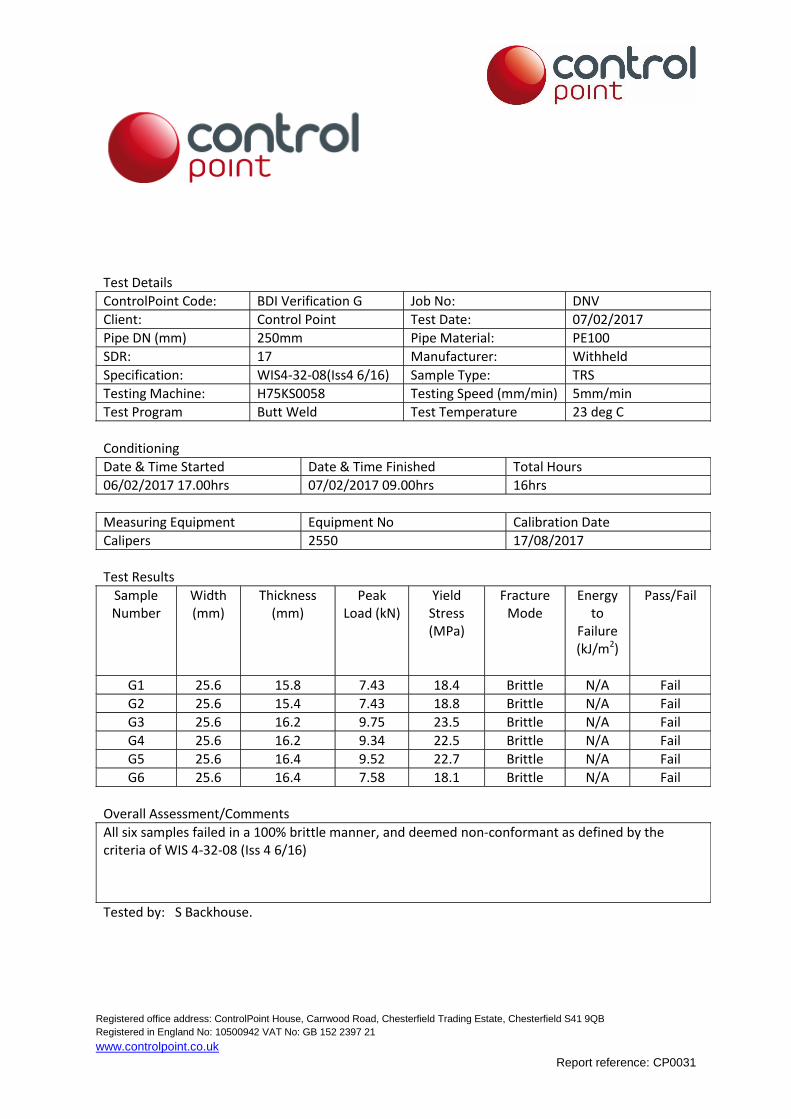
Scenario G Two 250mm PE100 SDR 17 pipe sections were butt fused together using WIS 4-32-08 Issue 4 June 2016 conditions and parameters. Mud contamination was introduced into the weld, covering the full circumference of the weld interface. The bead was removed from the completed weld and tested through the BDI apparatus, with a ‘fail’ result recorded. The bead parted in a complete brittle manner when the BDI initiated the first recorded split, negating the remaining section of the bead from being processed. The completed weld was subjected to a 1 hour hydro pressure test at a constant 15 bar pressure (1.5 designed pipe bar pressure rating) a ‘pass’ result was recorded. Subsequent tensile testing resulted in all six specimen samples failing in a brittle manner.
Sample G, BDI ‘fail’ recorded

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Scenario H Two 180mm PE100 SDR 11 pipe sections were butt fused together using WIS 4-32-08 Issue 4 June 2016 conditions and parameters. The pipe sections used to create this weld were a composite of 90% PE100 and 10% polypropylene material. The bead was removed from the completed weld and tested through the BDI apparatus, with a ‘fail’ result recorded. The completed weld was subjected to a 1 hour hydro pressure test at a constant 24 bar pressure (1.5 designed pipe bar pressure rating) a ‘pass’ result was recorded. Subsequent tensile testing resulted in all six specimen samples failing in a brittle manner.
Sample H, a BDI ‘fail’ recorded.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Scenario I Two 250mm PE100 SDR 17 pipe sections were butt fused together using WIS 4-32-08 Issue 4 June 2016 conditions and parameters. A dwell time of 30 seconds was applied during the welding process, the standard requires a maximum of 10 seconds dwell to be achieved. The bead was removed from the completed weld and tested through the BDI apparatus, with a ‘fail’ result recorded. The completed weld was subjected to a 1 hour hydro pressure test at a constant 15 bar pressure (1.5 designed pipe bar pressure rating) a ‘pass’ result was recorded. Subsequent tensile testing resulted in all six specimen samples passing in a ductile manner.
Sample I, a BDI ‘fail’ recorded.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Pressure test procedure The completed butt fusion joints A through to I, were placed into three weld assemblies to facilitate a hydrostatic pressure test procedure to be completed and witnessed by the DNV GL representative. 250mm PE100 SDR17 end caps were attached to the weld assemblies containing samples A, B, C and D, with a separate assembly containing samples E, F, G and I. Sample H was pressure tested on an independent assembly due to different pipe diameter and maximum design pressure rating. A 180mm PE100 SDR11 end cap and flanged end plate were used to seal the weld assembly. The weld assemblies were pressurised to 15bar (SDR17) and 24bar (SDR11) pressure respectively, for a period of one hour to induce failure where defects were introduced into the jointing process. All three weld assemblies held pressure without failure for the one hour period.
Hydrostatic pressure test summary results table.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Weld assembly containing samples A, B, C and D.
Weld assembly containing samples E, F, G and I.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Weld assembly containing sample H.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Tensile Testing Upon completion of the pressure test procedure, samples A through to I were sectioned and prepared in accordance with ISO 13953; 2001 Polyethylene (PE) pipes and fittings — Determination of the tensile strength and failure mode of test pieces from a butt-fused joint. ISO 13593 is the required test standard referenced for use with butt fusion welded joints within WIS 4-32-08 Issue 4 June 2016. Specification for the Fusion Jointing of Polyethylene Pressure Pipeline Systems Using PE80 and PE100 Materials. The following test results represent the tensile performance of each butt fusion weld produced for the verification program.
Tensile test summary results table.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Test Details
ControlPoint Code: BDI Verification A Job No: DNV
Client: Control Point Test Date: 07/02/2017
Pipe DN (mm) 250mm Pipe Material: PE100
SDR: 17 Manufacturer: Withheld
Specification: WIS4-32-08(Iss4 6/16) Sample Type: TRS
Testing Machine: H75KS0058 Testing Speed (mm/min) 5mm/min
Test Program Butt Weld Test Temperature 23 deg C
Conditioning
Date & Time Started Date & Time Finished Total Hours
06/02/2017 17.00hrs 07/02/2017 09.00hrs 16hrs
Measuring Equipment Equipment No Calibration Date
Calipers 2550 17/08/2017
Test Results
Sample Number
Width (mm)
Thickness (mm)
Peak Load (kN)
Yield Stress (MPa)
Fracture Mode
Energy to
Failure (kJ/m2)
Pass/Fail
A1 25.6 16.2 10.3 24.8 Ductile N/A Pass
A2 25.6 16.3 10.4 24.9 Ductile N/A Pass
A3 25.6 15.8 10.3 25.5 Ductile N/A Pass
A4 25.6 16.2 10.4 25.1 Ductile N/A Pass
A5 25.6 16.3 10.4 24.9 Ductile N/A Pass
A6 25.6 16.2 10.5 25.2 Ductile N/A Pass
Overall Assessment/Comments
All specimens passed in a ductile manner, and therefore deemed conformant as defined by the criteria of WIS4-32-08 (Iss4 6/16).
Tested by: S Backhouse.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample A, specimens prepared for tensile test.
Sample A, specimens displaying ductile failure mode.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample A, specimens displaying ductile failure mode.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Test Details
ControlPoint Code: BDI Verification B,C&D Job No: DNV
Client: Control Point Test Date: 07/02/2017
Pipe DN (mm) 250mm Pipe Material: PE100
SDR: 17 Manufacturer: Withheld
Specification: WIS4-32-08(Iss4 6/16) Sample Type: TRS
Testing Machine: H75KS0058 Testing Speed (mm/min) 5mm/min
Test Program Butt Weld Test Temperature 23 deg C
Conditioning
Date & Time Started Date & Time Finished Total Hours
06/02/2017 17.00hrs 07/02/2017 09.00hrs 16hrs
Measuring Equipment Equipment No Calibration Date
Calipers 2550 17/08/2017
Test Results
Sample Number
Width (mm)
Thickness (mm)
Peak Load (kN)
Yield Stress (MPa)
Fracture Mode
Energy to
Failure (kJ/m2)
Pass/Fail
B 25.5 15.7 5.47 13.7 Brittle N/A Fail
C 25.5 15.7 5.23 13.1 Brittle N/A Fail
D 25.5 15.4 7.77 19.8 Brittle N/A Fail
Good 1 25.5 16.6 10.4 24.6 Ductile N/A Pass
Good 2 25.5 16.2 10.2 24.7 Ductile N/A Pass
Good 3 25.5 16.3 10.2 24.6 Ductile N/A Pass
Overall Assessment/Comments
Three controlled contaminated samples failed in a 100% brittle manner, and therefore non-conformant as defined by the criteria of WIS 4-32-08 (iss 4 6/16) The remaining uncontaminated samples passed in a ductile manner.
Tested by: S Backhouse.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Samples B, C & D, specimens prepared for tensile test.
Samples B, C & D, displaying brittle failure mode in contaminated sections.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Samples B, C & D, displaying brittle failure mode in contaminated sections.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Test Details
ControlPoint Code: BDI Verification E Job No: DNV
Client: Control Point Test Date: 07/02/2017
Pipe DN (mm) 250mm Pipe Material: PE100
SDR: 17 Manufacturer: Withheld
Specification: WIS4-32-08(Iss4 6/16) Sample Type: TRS
Testing Machine: H75KS0058 Testing Speed (mm/min) 5mm/min
Test Program Butt Weld Test Temperature 23 deg C
Conditioning
Date & Time Started Date & Time Finished Total Hours
06/02/2017 17.00hrs 07/02/2017 09.00hrs 16hrs
Measuring Equipment Equipment No Calibration Date
Calipers 2550 17/08/2017
Test Results
Sample Number
Width (mm)
Thickness (mm)
Peak Load (kN)
Yield Stress (MPa)
Fracture Mode
Energy to
Failure (kJ/m2)
Pass/Fail
E1 25.4 16.2 4.84 11.8 Brittle N/A Fail
E2 25.4 16.3 10.3 24.8 Brittle N/A Fail
E3 25.4 15.6 8.39 21.2 Brittle N/A Fail
E4 25.4 16.2 9.11 22.1 Brittle N/A Fail
E5 25.4 16.2 10.5 25.4 Brittle N/A Fail
E6 25.4 15.9 5.06 12.5 Brittle N/A Fail
Overall Assessment/Comments
All six samples failed in a 100% brittle manner, and deemed non-conformant as defined by the criteria of WIS 4-32-08 (iss 4 6/16)
Tested by: S Backhouse.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample E, specimens prepared for tensile testing.
Sample E, displaying a brittle failure mode in all specimens.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample E, displaying a brittle failure mode in all specimens.
Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Test Details
ControlPoint Code: BDI Verification F Job No: DNV
Client: Control Point Test Date: 07/02/2017
Pipe DN (mm) 250mm Pipe Material: PE100
SDR: 17 Manufacturer: Withheld
Specification: WIS4-32-08(Iss4 6/16) Sample Type: TRS
Testing Machine: H75KS0058 Testing Speed (mm/min) 5mm/min
Test Program Butt Weld Test Temperature 23 deg C
Conditioning
Date & Time Started Date & Time Finished Total Hours
06/02/2017 17.00hrs 07/02/2017 09.00hrs 16hrs
Measuring Equipment Equipment No Calibration Date
Calipers 2550 17/08/2017
Test Results
Sample Number
Width (mm)
Thickness (mm)
Peak Load (kN)
Yield Stress (MPa)
Fracture Mode
Energy to
Failure (kJ/m2)
Pass/Fail
F1 25.7 16.4 3.84 9.11 Brittle N/A Fail
F2 25.7 16.3 5.04 12.0 Brittle N/A Fail
F3 25.7 16.6 10.3 25.6 Brittle N/A Fail
F4 25.7 16.1 5.20 12.6 Brittle N/A Fail
F5 25.7 15.8 6.97 17.2 Brittle N/A Fail
F6 25.7 16.4 4.90 11.6 Brittle N/A Fail
Overall Assessment/Comments
All six samples failed in a 100% brittle manner, and deemed non-conformant as defined by the criteria of WIS 4-32-08 (iss 4 6/16)
Tested by: S Backhouse.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample F, specimens prepared for tensile testing.
Sample F, displaying a brittle failure mode in all specimens.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample F, displaying a brittle failure mode in all specimens.
Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Test Details
ControlPoint Code: BDI Verification G Job No: DNV
Client: Control Point Test Date: 07/02/2017
Pipe DN (mm) 250mm Pipe Material: PE100
SDR: 17 Manufacturer: Withheld
Specification: WIS4-32-08(Iss4 6/16) Sample Type: TRS
Testing Machine: H75KS0058 Testing Speed (mm/min) 5mm/min
Test Program Butt Weld Test Temperature 23 deg C
Conditioning
Date & Time Started Date & Time Finished Total Hours
06/02/2017 17.00hrs 07/02/2017 09.00hrs 16hrs
Measuring Equipment Equipment No Calibration Date
Calipers 2550 17/08/2017
Test Results
Sample Number
Width (mm)
Thickness (mm)
Peak Load (kN)
Yield Stress (MPa)
Fracture Mode
Energy to
Failure (kJ/m2)
Pass/Fail
G1 25.6 15.8 7.43 18.4 Brittle N/A Fail
G2 25.6 15.4 7.43 18.8 Brittle N/A Fail
G3 25.6 16.2 9.75 23.5 Brittle N/A Fail
G4 25.6 16.2 9.34 22.5 Brittle N/A Fail
G5 25.6 16.4 9.52 22.7 Brittle N/A Fail
G6 25.6 16.4 7.58 18.1 Brittle N/A Fail
Overall Assessment/Comments
All six samples failed in a 100% brittle manner, and deemed non-conformant as defined by the criteria of WIS 4-32-08 (Iss 4 6/16)
Tested by: S Backhouse.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample G, specimens prepared for tensile testing.
Sample G, displaying a brittle failure mode in all specimens.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample G, displaying a brittle failure mode in all specimens.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Test Details
ControlPoint Code: BDI Verification H Job No: DNV
Client: Control Point Test Date: 07/02/2017
Pipe DN (mm) 180mm Pipe Material: PE100-PE100/PP
SDR: 11 Manufacturer: Withheld
Specification: WIS4-32-08(Iss4 6/16) Sample Type: TRS
Testing Machine: H75KS0058 Testing Speed (mm/min) 5mm/min
Test Program Butt Weld Test Temperature 23 deg C
Conditioning
Date & Time Started Date & Time Finished Total Hours
06/02/2017 17.00hrs 07/02/2017 09.00hrs 16hrs
Measuring Equipment Equipment No Calibration Date
Calipers 2550 17/08/2017
Test Results
Sample Number
Width (mm)
Thickness (mm)
Peak Load (kN)
Yield Stress (MPa)
Fracture Mode
Energy to
Failure (kJ/m2)
Pass/Fail
H1 25.9 16.9 7.52 17.2 Brittle N/A Fail
H2 25.9 17.4 9.76 21.6 Brittle N/A Fail
H3 25.9 18.1 7.85 16.7 Brittle N/A Fail
H4 25.9 17.3 7.92 17.7 Brittle N/A Fail
Overall Assessment/Comments
All four samples failed in a 100% brittle manner, and deemed non-conformant as defined by the criteria of WIS 4-32-08 (Iss 4 6/16)
Tested by: S Backhouse.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample H, specimens prepared for tensile testing.
Sample H, displaying a brittle failure mode in all specimens.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample H, displaying a brittle failure mode in all specimens.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Test Details
ControlPoint Code: BDI Verification I Job No: DNV
Client: Control Point Test Date: 08/02/2017
Pipe DN (mm) 250mm Pipe Material: PE100
SDR: 17 Manufacturer: Withheld
Specification: WIS4-32-08(Iss4 6/16) Sample Type: TRS
Testing Machine: H75KS0058 Testing Speed (mm/min) 5mm/min
Test Program Butt Weld Test Temperature 23 deg C
Conditioning
Date & Time Started Date & Time Finished Total Hours
07/02/2017 17.00hrs 08/02/2017 09.00hrs 16hrs
Measuring Equipment Equipment No Calibration Date
Calipers 2550 17/08/2017
Test Results
Sample Number
Width (mm)
Thickness (mm)
Peak Load (kN)
Yield Stress (MPa)
Fracture Mode
Energy to
Failure (kJ/m2)
Pass/Fail
I1 25.7 15.4 10.3 26.0 Ductile N/A Pass
I2 25.7 16.2 10.4 24.9 Ductile N/A Pass
I3 25.7 16.5 10.2 24.0 Ductile N/A Pass
I4 25.7 16.2 10.2 24.5 Ductile N/A Pass
I5 25.7 16.2 9.98 24.0 Ductile N/A Pass
I6 25.7 15.7 10.1 25.1 Ductile N/A Pass
Overall Assessment/Comments
All specimens passed in a ductile manner, and therefore deemed conformant as defined by the criteria of WIS4-32-08(Iss4 6/16).
Tested by: S Backhouse.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample I, specimens prepared for tensile testing.
Sample I, all specimens failed in a ductile mode.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Sample I, all specimens failed in a ductile mode.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Summary A control sample was produced, scenario A, to calibrate the performance of the Bead Diagnostic Instrument (BDI) when processing a ‘good’ butt fusion weld. The removed bead remained intact when processed through the BDI, and therefore deemed a ‘pass’. The BDI provided a 100% correlation when identifying defects within beads removed from butt fused welded pipe joints:
Talc contamination.
‘Mud’ contamination.
Grease contamination.
Material defect (10% Polypropylene mix).
Excessive dwell time (30 seconds versus 10 seconds). The accuracy of the BDI identified specific localised areas of an affected weld, as demonstrated in scenarios B, C and D, where a 20 degree circumferential section of the weld interface was subject to an introduced contaminant. The BDI device initiated a ‘split’ within the removed bead at the identified points along the weld interface, with the remaining sections proving ductile. Where full face contamination was introduced within scenarios E, F and G the BDI initiated complete failure along the removed bead weld interface in all cases. For each scenario a set of sample specimens were prepared for tensile test evaluation. In scenarios A through G the tensile performance of each sample specimen produced a brittle or ductile failure mode in direct correlation to the BDI recorded evaluation. The presence of a material defect, pipe sections with a controlled mix of 10% polypropylene and 90% PE100 ln scenario H also resulted in a significant ‘split’ across a large section of weld interface of the removed bead. For scenario I, excessive dwell time of 30 seconds, the BDI produced a ‘split’ in a localised section of the removed bead. The tensile test evaluation of this weld produced a ductile failure in all sample specimens, despite a major process variation. The bead produced during production of this weld was smaller than would be achieved using correct welding conditions. Despite the recorded performance of both the BDI and tensile testing processes, each scenario was subject to a hydrostatic pressure test, with a pressure of 1.5 times the maximum operating pressure of the pipe applied for a 60 minute period, in an attempt to induce premature joint failure. In each scenario the weld assemblies held pressure, and remained intact with no identified issues.

Registered office address: ControlPoint House, Carrwood Road, Chesterfield Trading Estate, Chesterfield S41 9QB
Registered in England No: 10500942 VAT No: GB 152 2397 21
www.controlpoint.co.uk
Report reference: CP0031
Conclusions The test programme allows the following broad conclusions to be drawn:
· The Bead Diagnostic Instrument (BDI) is capable of detecting all major butt fusion pipe weld
defects in polyethylene pipes (contaminants, manifest process error, material issues).
· There was a 100% correlation between the induced defects and the detection of said defects by
the BDI device.
· Hydrostatic and tensile testing are well established industry practices, however, the BDI provides
an insight to potential latent defects inherent within a weld not necessarily detected by the
more established method.
· The integrated system (BDI device, Bluetooth connectivity, smartphone app, and website) is easy
to use and provides a real time, comprehensive asset quality assurance record for butt fusion
joints in polyethylene pipe systems.
References
ISO 13953; 2001 Polyethylene (PE) pipes and fittings — Determination of the tensile strength and failure mode of test pieces from a butt-fused joint.
WIS 4-32-08 Issue 4 June 2016. Specification for the Fusion Jointing of Polyethylene Pressure Pipeline Systems Using PE80 and PE100 Materials.
Bead Diagnostic Instrument: A Reliable and Simple Non-Destructive Test for Polyethylene Butt Fusion Joints Technical Paper by Eric Bridgstock and David Carey December 2015.


















