Th,etoumoi of Gear Manufactur;,ng · PDF file · 2014-07-17Th,etoumoi of Gear...
52
Th,etoumoi of Gear Manufactur;,ng MARCH'! APRIL J 9,85 Hard Gear P,rcxessing with Skiving Involute Spline SI.ze' Inspection Austempered Nodular Cast Irons Tolerance for Overload S'tress Tooth Forms for Hobs Gear Grinding Techniques
Transcript of Th,etoumoi of Gear Manufactur;,ng · PDF file · 2014-07-17Th,etoumoi of Gear...

Th,etoumoi of Gear Manufactur;,ngMARCH'! APRIL J 9,85
Hard Gear P,rcxessing with SkivingInvolute Spline SI.ze' Inspection
Austempered Nodular Cast IronsTolerance for Overload S'tress
Tooth Forms for HobsGear Grinding Techniques

Guess\vho
moreIMU,_li'-almsCI__C hob ing.. chines f,or'autoMotive-size gears?
American, Plauler,of course,.For example, our new PE1S0 represents the best'of high production capability plus flexibility f,orhobblng gears up to 6-in. Because of high dynamicrigidity, it's capable of using the latest in TiN andcarbide tool technology. Setup timesare reducedas much as 85% because change gears andmechan/cal gear trains nave been replaced withtrouble-free electronic controls.Simple CNC operaUon is assured with a var,iety ofavailable software. Dialogue Iproglramming coversalii operational sequences, wal'ks the operatorthrough data entry and alerts him to confllictilngor illllogical data. A diagnostic program simpHfiesmaintenance procedures by detecting anddisplaying errors directly on the CRT.Flexible automa1tionl isa reality with the IPE150'sintegral workhandling system which combinesunsurpassed speed and versatiility-even wheremedium or small production lots dictatefr,equentretooling during one shift.
IFaster tool change is accomplished with the quick.hob change system which saves more than 90% oftool changingl time while assuring hob concentricityindependent of operator skill. A tool magazine withautomatic changer is also available.
Shorter machini,ng times. Shorter c'hangeovertimes. Faster tool change. Reduced idle times.Lower operating costs. All at a price no higher thanconventional hobbinq machines. For additionalinformation. contact American P1auter Ltd., 925East Estes Avenue, Elk Grove Viillage, IlL 160007U.S.A. (312-640-7500).
~~ooe;mm- DlJUUiIJOl]])World-class geair,makingl technology In hobblngl• grinding • shaping· ha'rd gear Unishing •Iinspection .•gear cells and systems
OIRCLE A~ll ON READERIREPLYCARD
----------------------------------------------------~------~--------------- --

~Yourbound edition of Ge r Proce•• Dynamic. isabsolutely first class. Us mer« Bx;istence-sets Amer:icanPfauter apart from aU competition,"-CompanyPresident
"The Gear Process Dynamics Clinic was the mostthorough pr,esentation of modem gear technology inthe industry. I highly recommend it to everyon9. H_
ShOPSuperintendent -
'Can you, 1,.,,answer these 2.,t,o,ugh gear 3.,p,roce,s:s,ln,'g 4.qu"estl,o,ns? 5,.
Ilf ,ou're' not sure, mak.e plans to, aflendthe Gear Process Dynamics Clinic on May191...,211or October 6-8,,1985. V:ou'lIlearn,how to apply the latest technology 10 yourcompany's g;ear manutaclurlng andmeasuring problems.
What subJects are cover:ed• soft, and hard gear dynamics.a.chievable g.ear accuracies. by machining me1hodi• AGMA and DIN! gear tooth element accuracy
classmcations• gear noise' sources and controls• measuring methods and practices• gear cuttjng/1inishing machine kinematics• multi-~hread !hoooing• tool inspection methods• ON 0 gear hobb] n9• flexible gear ma.nufacturing, systems, automation
and robetlcs• carbide milling and hobbl.ng small and large gears• hard gear carbide finish skiving• gear gr,inding systems -• OBN CNC controlled form grinding of gears and
splines .... and much more
Who should attendThe American IPfauter Gear Process Dynamics Clinicis a two-day intensive eourss on metal removal andmeasuring techniques for spur and neHcal gears. Tileclinic is structured for manufacturing and p-rocessmanagement who, havea basic understanding of 'geargeometry. nomenclature and some ,gear mani.dactur-ingl or gear quality assurance experience. The clinictakes, an in-depth look at modern methods, practicesand hardware' tn gear manufacturing and measuring,lincludingl in-plant demonstrations at AmericanPfauters EU('Grove Village plant
Wh - t clinic 'graduates say~The selection 01material covered was ,excellent. Thevisual ,aids, .handouts and ,actual demonstrations weI's'very good.~-Manufactur;ng' .Engineer
How to registerThe clinic will be held May 19-21 and October '6--8,1985 at I:ndian Lakes IResort, Bloomingdale, IlL IPleasecall 312-640-7500 early to reserve your place. Toenhance the Ilearning env.lronment, clinic attendancewill be st,ricUy IImit'ed to 60 people on aflrst-ceme,first-served !baSis.Fee of $450 per person covers clinicand all materials, but not hotel accommodations. Anacknowledgement letter with hotel and ground trans-portation 'information will be sent to all rieglstrants2 wee'ks before the clinic, Payment may !b6 made bycheck or purchase order to: American IPfauter Ltd.,925 lliast IEstes Avenue, Elk Grove Village, IL 60001.
II ........
Worid:-c'ls'l geannaklnglechnology lin hobblnge grindlnge, Ilhs'pln,1 • hSlld gesrnnlshlngl• Inspecll'one, gear ,ceD. ,and!-YI1em.
CH~CLE A-2 ON READER REPLYCAIRD


PUBLISHER &EDITOR--IN<HIEFMichael Goldstein
.ASSOCIATE PUBLISHER &MANAGING EDITORPeg Short
BUSINESS MANAGERDeborah A. Donigian
EDITORiAl ASSISTANTCarol Neufeldt
EDITORIAl SECRETARYNancy Diao
PUBLISHING CONSULTANTRay Freedman
ART CONSULTANTMarsha Feder
COVER DESIGN Katfly Micrer
BOOK CONCEPT DESIGN:Carol ZaleskiA to Z Creative ServicesChicago. IL
TYPOGRJlPHY.Kennc Grapt'lics. IncElk Grove Village. IL
SpeCial thanks to Jim Thompsonfor his past services In supplyour pnntlng needs,
COVER
The Advanced Technology ofLEONARDO DA VINCI
1452-1519
Many of Leonardo'S designs were improve-ments of existing Ideas, HIS mreresr in ac-curacy in all things led him to investigate themeasurement of surface distances, Themachine on the right is his sketch of theRoman system of measuring the distancetraveled by a wheel. The wheel was pushedliKea wheelbarrow and as It moved, Its pro-jecting teeth meshed with the horizontal gearabove. By a senes of redUCing gears. eachone turning slower than the one before. adial moved to show the distance the wheelhad covered, With each revolution, a peb-ble would drop into the box, The number ofpebbles was the measure of distance.
Leonardo simplified thiS hodometer and ar-ranged it for use on a wagon, On his designon the left, the wagon wheel axle. ratherthan the wheel itself. would be the first stepin the transmrsson. The gearing reduction ISso large that the honzontal wheel turns onlyonce for each mile covered,
GTEC!NOf!z:"RThe Journal of Gear Manufacturing
CONTENTS PAGE NO.
FEATURES
HARD 'GEAR PROCESSING WITH $·K'VJNG HOBSWilliam E, Loy, Barber-Colman Co.
INVOLUTE SPLINE SIZE INSPECTIONWilliam L. Jannick & John C. NIelsenITW IIlitron
AUSTEMPERED NODULAR CAST ,IRON.SJay F. Janowak & Robert O. BarrClimax Molybdenum Co.
TOLERANC.E FOR OVERLOAD STRESSD, E, Diesburg, AMAX Materials Research
TOOT,H FORMS FOR HOSSStarcut Sales, Inc.
26
'9
15
GEARGRINO,ING TECHNIQUES ,PARALLEL AXESGEA_RSJohn M. Lange, Miller Associates, Inc.
34
DEPARTMENTS
EDIT'ORfAL
.AND F,ROMTHE INDUSTRY
TECHNICAL CALENDAR
CLASSIFIEDS
V,IEWPOINT
5(,
6
47
47
March/Apfll 1985 Vol. 2, No.2SUBSCRIPnON INFORMATION: GE ....R TECHNOLOGY ISdlstnbuted free of charge to qualified ,ndlYlduals and firms In the gear IT1ifnUr~(·tUring Industry To COfl[U1Ue- rf'(f'IYln-g yo.ur subscription. comple[l!!, ,and manme apolcauon card round elsewnere In [htS magazine :5ub:5Cf!p-[ion rares tor nonauahfied Indlvtduals and firms are BO,OO In [he United States. \ 50 00 ror lorelgn counures Back I~!U('\ are S700 In t~Unlled 51a[el, S1.500 for lorelgn courunes Sul)scnptJon requests to R"'ND ....ll PUBLISHING CO . INC. P,O BOX 1426 EI~ Grove, Il 600J7
Mo\NUSc:.~!PTS; We are requ"SIlng [echnlcal papers of every sort from manuracrcred of gear maKing machinery and related equl~nturuversnes, and engineers "',ueles should be or an ecucaronat and lIalmng nature WIII1 general <lppeal 10 anyone haVing anylhln!l to dow~h the purchase of marenals or machinery. or the d."9n, manoractore. [e'tlng or proceSSing of gears SubjeC[S sought sre SOIUllOnStospe(lfl( problems. explanatIOns of new (echnology. rechnlquf.'i, de"'iilgm,. processes, and .alcernatlve manufactunng mefhOd'!. Tfif"_St' (an t-angrIrom the "How [0 .. of gear cunrng (BACK TO B....SICS) to the n1OS! advanced lechnology ...11manuscnprs submitted Will be ,.,.ruRycon~ered Howe ....er, [he Pl)t:JII-sher.a'i-SlIme:s. no re5pom.lblmy for tne s.af.eell.Yor rerum ot rnanuscnprs. M.anuscnpts must be accompanied bya se~oaddressed. self'Slampe<:lenvelope, and be sen[ [0 GEAR TECHNOLOGY. The Journal of Gear Manuf<!ffiHlng. P 0 80. 1426, Ell<Grove.Il bCl:XJ7
GEAR TECHNOLOGY IISSN 0743-68>81 IS published blmOn[hly as " rererence source of rechnologlCal ~velo~!s In the g.ar 'ndu>ll)'II welcomes ",dependent opmon, but me opinions expressed by authors and cont"butor~ to GE ....R TECHNOLOGY are no! nece~~"ly tho>l!01 the eoror or pul>ll,tllOg st,,". and we assume no re'flOll~blhty fOf [he vallClty 01claims In conreeron w,tn Items pl'lfUed @ConI!I1ISCOPYlightedby RANDALL PUBUSHING CO I.NC 19B.4. "'meles appearing In GE ...R TECHNOLOGY may nO[ be reproduced In wI'>OI< 01 In pan WIthoutthe e.pres, permlS"on or the publisher or the author Second class postage applied lor a[ Chicago, ILPOSTMASTER. Send address correcuoos 1.0 GE ....R TECHNOLOGY, PO Bo. 1426, Ell< Grove, IL b0007


EDITORIALBEING FAIR IS .A MA ITER OF PERSPECTIVE
Photo by Jennifer Short
I recently attended a briefing, arranged by the WhiteHouse, regarding the Treasury's tax simplification plan. ATreasury Undersecretary explained that their goal was tocome up with a tax code that was "fair" to everyone."For too long," he said, "the tax code has been unfairlyfavorable to capital intensive 'smokestack' industries" bygiving tax credits and fast depreciation." This ISmostadvantageous to companies which require largeinvestments in themselves. To be "fair", theyrecommended that the Investments Tax. Credit (lTC) beeliminated and the depreciation on capital equprnent bestretched to seventeen years.
While thiS obviously satisfies the Treasury's need for"fairness", it is clear that they have not givenconsideration to the economic consequences of theirplan. For example. they improperly try to equate theInvestment tax considerations for a fifty man law offcewith that of a fifty man CNC machine shop. In the realeconomic world. only one or two CNC machines mightequal the entrre Investment of the law office. Moreimportantly. the law firm only competes against otherlaw firms. which are operating under the sameinvestment rules. However. the machine shop ownermust also compete with foreign shops whosegovernments encourage investments to modernize theirindustries.
There has been a direct parallel between the rate ofinvestment in capital equipment and the availability ofInvestment Tax Credit. With machine tools having a lifeof twenty or more years. and investment decisions beingprojected over long periods of time, we are only nowstarting to see the positive results of the 1981 AcceleratedCost Recovery System (ACRS).which provided foraccelerated depreciation of capital equipment. The ,3thannual AMERICAN MACHINIST INVENTORY showed amarked increase In the percentage of Jessthan 10 yearold machine tools for the first time, except for World War
II. in the 60 year history of the mventory. ProductIVity.also increasing. was up 4.7 percent in J 984. the biggestone-year gain since 1973
It is economically imperative that we maintain theability to manufacture high quality goods at low cost forour own consumption. It ISbetter for tms country that aGeneral Motors has the tax incentives to invest fivebillion dollars in this country. for their Saturn ProJect. inorder to ensure that every year, 500.000 more cars willbe built in the U.s. rather than being Imported. Doesn't itseem "fair" that General Motors will employapproximately 20.000 workers In their new plant ratherthan have their cars built in far-off lands?
The harm that will be caused by the elimination of ITCand ACRS goes far beyond our heavy industries. Ourhigh technology industries, which have often been hailedas the best hope for shoring up the U.s. manufactunngbase. are starting to be eroded by these same investmentproblems. 1985 will probably be the first year that theJapanese semiconductor industry invests more money initself than the U.s. industry. although U.s. chipmakers stilimaintain a declining 56% to 38% share of worldproduction. For our economic welfare, we must providethe economic incentives for our nation to reinvest initself; otherwise, we will very shortly find that we havespent and consumed our heritage.
To compensate for the elimination of these investmenttax incentives. the Treasury Department stated that taxesfor aUcorporations will be reduced. It will. in reality,RAISEtaxes for about ninety percent of the activecorporations in the United States. According to theNational Small Business Association. 90.1 % of U,S.corporations have taxable income of less than S100,000.Those corporations will have their taxes INCREASED BYUP TO , 20%. The 9.9% of the corporations havinqincome of more than $ 100,000 will have their taxesDECREASED BY 28%.
For the near term. the administration is occupied withthe deficit but after that issue ISsettled, they will turntheir attention to tax simplification. If the ITC and ACRStax incentives are removed, our entire industry. ournation, will be severely and adversely affected. No matterwhat your job. whether employer or employee. manageror managed, your future is at stake. Now ISthe time towrite your Congressmen and the President and tell themhow important ITC and ACRS are to the viability andfuture of your business and our country,
Marchi April 1985 .S

TECHNICALCALENDAR
March r r -14 SME - Flexible ManufacturingSystems ShowDallas, Texas
March 19-2 I SME - Metalworking CoolantsBoston, MA
March 26-27 SME - Buff, Brush & Polish TechniquesOrlando, FL
March 28-29 SME - Unique Processes of DeburringOrlando, FL
April 2-3 SME - Production of HolesItasca, IL
April 9-1 r SME - Tool & Manufacturing EngineeringConference & ExpositionHartford, Connecticut
April 22-25 SME - Superabrasives '85Rosemont. IL
May 7-8 SME - Machining CentersDetroit. MI
May 21-23 SME - Conventional & Wire EDMChicago,IL
June 2-5 AGMA Annual MeetingThe HomesteadHot Springs, VA
AGMA's 1985 Fall Technical Meeting wiil be held October14-16, 1985 in San Francisco.
AGMA is soliciting papers for this year's meeting now, toallow time for careful preparation and review.
The schedule for submission and review of papers is:
Submission of abstracts to Headquarters February 14, 1985.First draft of paper to Headquarters April 19, 1985.Review complete June 3, 1985.Complete revision of draft and return
to Headquarters July 3, 1985.Camera-ready copy to Headquarters August 16, 1985.
For further information contact:AGMA - Bob Brown (703) 525-1600SME - (313) 271-1500
6 Gear Technology
I,I' ... AND FROlq
THE INDUSTRY~ I
I
II
I
I
SEIREGELECfE,D PR,ESICENT GEAR RESEAiRCH INSTITUTEThe Gear Research Institute (GRIJreelected Dr. All Seireg to serve
as President of this organization at their November meeting inNaperville, Il. Dr. Seireg, a ProFessorat the University of Wiscon-sin. is known around the world for his expertise in gear technology.He has published over 150 papers in the field. He is best knownfor his Interest in computer utilization. vibrations and gear dynamics.Dr. Seireg is author of the book, Mechanical Systems Analysis,and has edited and contnbured to other books and published onfacets of automation. dynamic systems, friction. luoncanon andwear, design opttrruzation and biomedical engineering.
To serve with Dr. Seireg,all previous incumbents were reelected.They are Dr. Herbert Chen, Vice President; Mr. John Graham,Treasurer: Mr. Dale Breen. Secretary. At the same meeting, thefollowing were elected to serve as trustees: Walter F. Craig. MornsE. Fine. john Graham, Philip R.Visser, Kenneth F. Packer and DaleBreen Mr. Breen is also the director of GRI. GRI is a not-for-proftrorqaneanon dedicated to supporting Industry through the develop-ment of new. useful technologies. For further information on thisorganization, contact Dale Breen, GRI, N. Washington at E.W.Tollway. Box 353. Naperville, Il 60566. (312) 355-4200.
SPUNE GAUGES. lTD .•AC'QUIRED BY ACME-nEVELAND
Spline Gauges. Limited. a leading manufacturer of master gears.spline and thread gauges in England. has been acquired by Acme-Cleveland Corporation. Cleveland. Ohio.
S.G.L. has the only gauge laboratory in England approved byBritish Calibration Service and National Physics Lab for calibrationand certification of master gears and splines traceable to the UnitedStates Bureau of Standards.
Beginning March 1985, S.G.L. products will be marketed in thiscountry through M & M Precision Systemsof West Carrollton, Ohio(also an Acme-Cleveland owned company].
SME NAMES MARVIN F. DEVRIESPRESIDENT-ELECT FOR 1985-86
Dr. Marvin F. Devries. Professor of the Mechanical EngineeringDepartment. University of Wisconsin-Madison, is the 19B5-86President-Elect of the Society of Manufacturing Engineers (SME).Dr. DeVries will be Installed at SME's 1985 International Manufac-turing Engineering Conference and Exposition in Detroit May 6-9
An SME member since 1960. Dr. Devries has served onnumerous international administrative and technical committees.In addition to serving with SME. Dr. DeVries has been elected tothree honorary SOCietiesand ISlisted in five Who's Who directories.He is a longtime member of the American Society of MechanicalEngineers. serving in several capacities.
In 1983 he was selected as Director of the Master of Sciencedegree program in Manufacturing Systems Engineering. In 1979he was named to a Fulbright-Hayes lectureship and spent a yearas Visiting Professor at the Cranfield Institute of Technology.England.
SME sponsors a broad spectrum of continuing educationprograms to benefit manufacturing engineers and technologists in-cluding Certification and the Manufacturing Engineering Educa-tion Foundation.

Oosa is a major source lor com-plete gear manufacturing equip-ment. This full line of productionmachlnerylrom Cosa covers everyoperation: hobblng',shaplng,deburring. shaving, hard gear fin-ishing. hob sharpening, rightthrough inspection.Fine Pllo'h Gear HobblnglKoepfer TYpe, 143, 153, 113.' High precision'.' Flexiblily-suilable to produce
spur helica.1gears. worm wheels,worms
'.' Hydro copying device for crowning'. Universal automatiC loadingl mag-
azines.' Variety 01universal, hob headsGear Shaplng IHlghSpeedKaratau GSM·25• Hydrostatic culler spindle guide
and release mechanism providesrigidity for heaviest cuts
• Separate cutte~ rotary leed andradialleed motors
• Drive naln with dual lead masterindex worms and wheels
• ,All support systems, extemallymounted
• Auto-loading: capabilityGear ShavingK~nzakl GSf'400X.' Conventional, diagonal, under-
pass, and plunge shavingi'.' High sIalic and dynamic rigidity;
thermal stability• Specially designed for operator
,convenience• Pre-satiable cantrall panel, preci-
Sion digital readout for settingcutter
• Tunnel-type auto loading'Gear HobblngKashlfuJI KH·150 NC• Six axis control lor mass produc-
tion of gears'. NC control speeds set-up, stores
data for up 101'50 gears'.' Quick-change hob .s.ystem with
auto clamping'.' Available with automatic cycles,
loading and unloadmg
We also offer standard machinesand others such as the KH-1SO HDcarbide hobber, KG-250' hob shar-pener and ~1 gear deburringlchamfering machine.
Gear CheckingOsaka'Selmltsu GC-HP :Ser,lea.' These models cover sizes from
1mm to 2500mm pitch diameter• IFull CNC control• With options, will check all gear
elements, lincluding :prolile, lead.single flank and double flank roil-ing,. pitch (s.pacing). size, eceen-Iricity, and composite tooth action
• Several machines used in a fac-tory may be controlled by a hostcomputer to provide permanentrecord of the accuracy
Forlurther information, contactCOSA CQRPORATIION. 17 PhilipsParkway, Montvale, NJ 07645,(201) 391-0700.
Ouks SelmltauGC-HP Series
CNC GearChecking Machine
CIRCLE A-5 ON READER REPLY CAR,O

NOW you can assure hob Qualityb,efOre cutting your first gear
,sad hobs cut bad gears. That's a fact. ,sut.withour new Hob Check™ 2000 software system, you canassure hob quality before manufacturing bad gears.
The Hob Check™ 2000 is turnkey software whichworks in conjunction with our ac 2000-4 gear inspec-tion system. It directs completion of hob testing pro-cedures, and, test results can be stored, then analyzedthrough software procedures. Computer analysis oftest results to different standards (such as US andE.uropean) makes this system cost effective and flexible.
The Hob CheckTM2000 can provide hob and gearmanufacturers quality control using plant-tested,operational hardware.
• Tools can be qualified as accuratebefore release for use
• Troubleshooting becomes efficient• Reason fOf rejection can be identified• Software cost is a fraction of that
of a dedicated hob, checker
For Hob Check™ 2000 specifications and ourModell 200Q..4ac System brochure loaded with informa-tion and applications on true universal gear inspection.write or caU M & M Precision Systems, 300 ProgressRoad, West Carrollton. Ohio 45449. 51'3/8Sg..S273.
CIRCLE A-6 ON READER REPLYCARD
... 1-P-',....;....i-++-'4~.;..., L;"";"";J....;....;...;..-'....J....;.
'"
it jj ~ :
i ~I: t :j i j
,. j i i
.;: ) r···Lrn: !,' I,'
. : : :' I! :' ;' I'
M&M PRECISIONSYSTEMS
AN ACME ·CLEVELAND COMPANY

Hard Gear Processingwith Skiving Hobs
ByWilliam E. Loy
Barber-Colman Co.Rockford, Illinois
As we approach the problem of hard gear processing, itis wei] to take a look at the reason for discussing it at this'time. In our present economic atmosphere throughoul theworld, more and more emphasis is being placed upon effi-ciency which is di.ctated by higher 'energy costs. We also seemore regulations that encompass the personal environmentfor workers, which is being translated into more stringentrequirements, as far as gear noise is concerned. As we seemore activity in these areas, gear designers are being forcedto consider the advantages of higher loads, lighter weights,and noise reductions.
The strength and wear resistance in gear teeth may be in-creased by hardening the tooth and roof fillet surfaces,thereby, making it possible to reduce gear size and increasetransmitted load and speed. When going in this direction,there are normally three basic hardening processes that areused to obtain the strength and wear resistance needed in thegear teeth. This is through hardened alloy gears, case hard-ened gears, and carbunzed and hardened gears. In an in-stances, one is faced with either trying to predict thedistortions that are to be expected in the hardening process,or to do something to the gears after the hardening processis completed. Whi1e it is possible to predict hardened distor-tions with some degree of succcess where you have largequantities of smaller gears, such a prediction process doesnot lend i.tself to larger gears, as they are usually producedin smaller quantities, where some additional work must bedone on the gears after ha:rdening.
When discussing skiving by the hobbing process, questionsinvariably arise as to the meaning of the word "skiving". Theorigin of the word, as described in Webster's unabridged dic-tionary, was applied to smoothing hides and removing fleshwithout gouging or cutting the surface of the hide, To quoteWebster, skiving is "to slice, pare, to cut off in thin layersor pieces, shave, to form a smooth joint." This basically leadsus to the derivation of the term skiving, and as it applies toskiving hobs, is attributed to the cutting geometry whichenables one to cut hardened materials with a thin curled chipand produce a. smooth f:inish.
AUTHOR:
MR. W11UAM E. LOY is manager of special products at Barber-Colmarl Company, Machines and Tools Divisio«. He is a 25 yearmember of the Society of Manufacturing Engineers and was a memberof the AGMA Vehicle Gearing Committee.
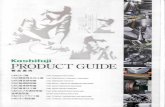
Fig. I - High Negative Rake of Skiving Hob
One of the first questions asked about finished gears bythe skiving hob process is, are the gears too hard] Normallywithin the range of the hardening processes being used, suchis not the case, as the application of the skiving hob cansatisfactorily be applied in 'the range of Rockwell C hardness40 through 65. It is important to consider tnat this is a newtechnology of finish or semi-finishing hardened gears, andthe economics of the process should not be compared tohobbingof gears in the soft condition, but rather to the otheralternative which is gear grinding. As more distortion ispresent in the gears, the economics become more and morefavorable to the skiving process, The skiving hob is to beused ina manner which allows the hob to cut only on theinvolute profile of the gear without cutting in the root filletarea of the gear. It is possible to cut the hardened. gears inthis manner because of a combination of the carbide usedand the high negative rake in the hobs (See Fig. 1).
The high negative rake, which imparts a shear cut cuttinggeometry to the hob, lessens the cutting resistance and shockand decreases vibration. The spiral formation of chips typic-ally insures a very smooth cutting operation. In Fig. 2, weare showing the comparison of the cutting acnon ofa nor-mal hob with zero degree rake and one with 30° negativerake which is the degree of negative rake normal1y appliedto skiving hobs. (On very coarse pitch hobs, 1-114 DP andcoarser, a negative rake of 25° is utilized.)
In reviewing Fig. 2,. note that the cutting edge of the hobmoves in an oblique line starts hobbing at the base cuttingedge thus producing curled chips. Figs. 3, 4 and 5 show chipsproduced at various feed rates utilizing a 2-1/2 DP hob.
Why should one beconcerned about the hob design. andthis newtechnology7 It all resolves itself into one simple sta.te-ment, 'To remain competitive." To do this one must avail.themselves of all new technology, and in so doing reduce partcost.
March/April 1985 9

Sklvl ng 11-1oil COllvellllollal Hob
fjg . .2 - Function of the Side Cutting Edge in Hobbing for the Finish
Application of HobsThe application of the skiving hobs should be applied as
a.pre-grind operation or as a finishing operation on carburizedor through-hardened gears. Most of the applicationsare onthrough-hardened gears 54 to 58 Rockwell C and in carbur-izedand hardened gears 58 to 63 Rockwell C. It is possibleto satisfactorily cut gears with a hardness as ~igh as RockwellC 65. The composition of the material in the gear blank doesnot have as much bearing on the feeds and speeds to he util-ized as does the hardness itself.
Gear Blank PreparationThe application of skiving hobs requires adequate prepara-
tion of the gear prier to skiving. When the gear is soft andcut to' the proper pre-skive tooth form, it is one that isdeveloped by a protuberance type hob, This is a hob thatwill adequately undercut the flank of the tooth at the gearroot radius to insure that the skiving hob cuts on the involuteportion of the tooth and not in the root. Normally such apre-skiving protuberance hob will have a hob addendum of1.250" or 1..350" + D.P. while the skiving hob has an ad-dendum of 1.15708" + D ..P. (See Fig. 6).
There is an alternative method which can be used, whichfor purposes of discussion, shall be identified as the "pressureangle increment" method. This employs a hob with a pressureangle that is slightly less than the finished specified pressureangle. Extra. depth is required and care must be taken to in-sure that the hob tip radius on the skiving hob is large enoughto accommodate the stock left at the last point of contact.Normally such a "pressure angle increment" hob has an ad-dendum of 1.350' + D.P. while the skiving hob has anaddendum of 1.15708" -+- D.P. (See Fig. 6A)'.
To obtain desired accuracies, the gear blank should befinished after hardening to insure that the locating face andthe runnmg bore or shaft are concentric one with the other.
Suggested Feeds and SpeedsAs in any type of cutting operation, there are a multitude
t o Gear Technology
t.., ~
-' \'i ""...
...
Fig.. 3- .047' feed/Revolution
•
Fi.g.4 - .063' FeedI Revolution
,
Fig. 5- .103' Feed/Revolution

Pre-skived Form
Fig. 6 - Protuberance Pre-skived Hob
of factors which must be considered when establishing feedsand speeds so that one might optimize the operation as muchas possible. The essential factors to consider are: rigidity ofthe machine, finish and accuracy requirements in the gear,gear blank preparation, work holding fixture, and conditionof the machine to be used.
Tablie 1. Suggested Speed RangesRockwell C H.ardne·ss, Sur1aceFeet Per !Minute
40-42 365-45043-45 300-40046-48 230-38049-52 190-36553-56 165-29557-59 150-26560-62 135-23063-65 130-190
Table 1lists speed ranges {surface feet per minute} depend-ing upon hardness. The broad range of speeds for varioushardnesses, is simply due to the various applications andrequirements,
When the skiving hob was initially introduced. the ncr-mal surface feet per minute was about 150 in the RockwellC 62 range. Laboratory testing has indicated that higherspeeds ave desirable when machine and cutting conditionswarrant the same, This conclusion, reached under laboratoryconditions, is being born out in the actual use on a commer-cial basis. Also, for the best life from the hobs, a heavier feedrate, ratherthan a lower feed :rate should be used. This is,,of course. dependent upon the accuracy and finish re-quirements that w.ill serve to constraint the feed rate. Table2 and Table 3 show the results of laboratory testing on thefeeds and speeds.
PilChDiameter
Fig. 6A- Pressure Angle Increment Hob
Surlace Feet/Minute164 295 492
004
tCiQI.
~E::IE...(11
2o
o 20 25
, l/ .~'/./ ~
,
'I.". i
,'/ v- I il.1 // II ,
//.JI " I
V Iv: ,
5 10 15
Table 2. Effect of S,peed on Ho,b Lilfe
Hob = 8 module (3 17 D.P.). R H . 9 gashes. 20° P.A..30° negative rake
Gear = 17 teeth. diameter 5.9". 1 968" face Width. 55 Rc.
Feed Per Revolution'" .236". wear land = 005"
004t I '\.,
, '\. I I
,,"""",,-
I I
IIr-
I
"-III
~E::I
ElieIII·
::Eo o 078 157 236 315 394
Feed/IRellol utlonTable 3. Enect ,of Feed on Hob ILlfe
Hob = 8 module (3.17 D.P.), R H. 9 gashes. 20° PA.30° negative rake
Gear = 17 teeth. diameter 5.9".1 96S"lace Width. 55 Re.
Cutting Speed = 328 SFM

F,ee.d RatesThe suggested feed rates per revolution of the gear are as
follows:
IPitch RangeFeed Rates I,N/REV
IRoughing Fin,lshlng2 DP & Coarser 120- 160 080 1202-1 4 DP & Finer 080-140 060 100
In application, it is essential to remove the same amountof stock from each flank of the gear tooth. This requirescentering a hob tooth in the gear space, which can be donemanually. In a production operation, a fixture to center thegear teeth, after the first gear has been set into the hob, wouldb he1pful to the hobbing machine operator.
The maximum amount of stock that is normally recom-mended to be removed in one cut is as follows:
Table' 5. Stock Removal
Pitch Rang,eSt,ock Remo,va'i on
Tooth Thickness IIIN1-14 DP 016- 0241-1 2-20P 012- 0202-1 4 DP & Finer 012-016
EquipmentAny heavy-duty hobbing machine in good condition can
be utilized for skiving. However, one should bear in mindnot to overtax the machines; that is, do not go to the limitof the coarsest diametral pitch for which the machine is rated.There are two critical areas of any hobbing machine whenit comes to the skiving operation. The first is the amount ofbacklash between the index worm wheel and the index worm.This should be maintained to the manufacturer's minimumtolerance. The hob spindle should be of the anti-friction typeand should have no axial run-out in it. Among the popularmachines which can be utilized for skiving are Barber-Colman, Liebherr, Module, Pfauter, and Shibaura,
Maintenance of HobsResharpening of the nabs should take place where the wear
of the hob has reached about .OOS" on the wear flank of thehob. The resharpening should be performed utilizing a cup-type diamond grinding wheel on a precision hob sharpeningmachine with high rigidity. This should be done using a wetgrinding method to achieve the best possible surface qualityon the cutting face of the hob. The axis of the grinding wheelshould be offset about 10 minutes, so that the cup-type wheelis cutting only on its edge. A resin bonded diamond wheelwith a mesh of 220 to 230 is recommended. A light hand lap-ping of the cutting edge (if done without influencing toothprofile accuracy) does help to prevent some chipping. Thisis especially important if one is cutting without coolant. Acontrolled edge honing operation may be beneficial Inalleases, the sharpening machine must have the capability of
12 'Gear lechnol'og-y
a. large offset, the amount of which can be determined bythe following formula:
Hob 0.0..2
x Sine of the rake angle
EconomicsThere are more items to consider than merely tool cost
when reviewing the economics of this technology, The realcriteria is the actual cost of gears. Example #1 shows a sav-ing in skiving prior to a grinding operation. The other ex-amples which will be given are finish skive examples and arebeing done in lieu of grinding.
One small. part of the equation is an estimated life of theskiving hob. A "rule of thumb" estimate can be obtained byutilizing the factor of 165lineal feet per position of the hob.This would be calculated first of all by establishing thegenerating length of the hob which is the working depth ofthe hob divided by the tangent of the pressure angle. Thiswould be subtracted from the rest of the active face of thehob and shift, determined by 1/4 of the circular pitch minus1, to be sure that you would always have sufficient generatinglength on the last position and/or Ito compensate Ifor anyslight errors in the positioning of hob which might oecur. Thiswould then translate itself into the number of pieces expectedper sharpening of the hob, and the following is an exampleof the calculation of one such item:
Gear Data4 D.P.200 P.A.4-5/8" face widthSpur" 17 teeth
Hob Data5.9060.0.4.527 length3.740 active face2-112 bore
Generating lengthWorking Depth
tan P.A.
.500G.L =tan 200 P.A.
1.374"
17 X 4 62-5 6 ~. I· I f12· = .55 mea '.eet per gear
165 25 .. r/nersh .6.55 = . pes .. per position per s_arpemng
3.740 - 1.374 = 2.366"
N.C.P. = .78S4W
2.366 = 3.01 X 4 = 12 shifts - 1 = 11 + initial position.7854 = 12 positions
12 x 2S = 300 gears per sharpening x 20 sharpenings= 6,000 pes/life hob
*If helical, divide face width by cosine of the helix angle.
CeolaetsThe normal high viscosity type coolants, used f.or cutting
soft gears with high speed steel hobs, will simply not work.

The high viscosity film between the carbide hob and the workwill tend to make the skiving hob slip or scuff, thus crushingthe cutting edges and leading to severe cratering and chip-ping of the cutting edges. The gears should, therefore, be cutcompletely dry or by utilizing a special low viscosity cuttingfluid, which was designed especially for skiving hobs, Thiscutting fluid has organic molybdenum as its active ingredient.When uHlizing this oil, it is important that previous cuttingoils be drained and the machine completely flushed with asolvent before the addition of the new cutting oil. If themachine is not cleaned in this manner, there will be residuethat interacts with the new cutting oil which will causestickiness and gumminess throughout the machine.
Through the utilization of this special cutting oil, skivinghob life is extended, thus providing for economical nabbingwith the skiving hob.
The following are some 'examplesof actual production runsutilizing skiving hobs.
:EXAMPLE1(Skiving prior to grinding)
Gear DataDiametral pitch .Pressure angle .Number of teeth .Face width .Hardness ........•........................Hehx angle ..............•.................
,Application DataFinishing slack on tooth thickness. . . . • . . . . . .011"Hob RPM................................. 200Surface It / min ....................•........ 309Feed/rev , . . 1~O'Climb hobbed machine - Pfauter . ... . . . . . . .. P630
620°1292- 1/2"Rc58-62
ResultsSkive hob bed .Finish ground ...................•..........Total hard processmq lime .Previous gnndmg method .......•............Savings per gear .Average hob wear .Estimated life of hob .
Economic Justification$35 00 hour" (169 min + 60) .Less 1001 cost/gear , .Less sharpening cost/gear .
- 31 min.40 min
- 71 min- 240 min- 169 min006"1230 gears I
- $ 98.58302100
s 9456Total savmgs 1230'" 94 56 . .. .. . .. . .. . .. ... = $1 16,308 I
8'4-1/2°2927° 16't 250"Rc54-57
EXAMPLE 2(Finish Skiving)
Gear DataDiarnetral pitch , ,Pressure angle .N!Jmber of teeth .Hehx angle - RH , , .Face Width " , , .Hardness .
Application DataHob RPM ....................•.•..........SFM ........................•.•..........Feed/rev , .Conventional hobbed machine -
Barber-Colman .
162250080"
16·15Cycle time. . . . . . . . . . . • . . . . . . . . . . . . . . ... . . .. 4 12 min
ResultsAccuracy AGMA Class 12
(continued on next page)
CIRCLE A-7 ON! READER REPLY CARD
Marchi April 19851 3

2
Example 2-1nvolute Charts
.....If '+ 25 J I II
4 I 3..j.. I I '
*±I ~
I ~ I ,
" '~I
I gt - ~0002
I
, I
I' ~l ' I
I I
I ..L1-... I I
J!
,
I j 1, I I
I Il I I ILead i
1 I
! 'I
tt I,
i I,
,
I I I,
Example 2 - Lead Charts
14 GeClr Technology
Gear DataOiametral pitch, , , , . , , , , . ' .. , , , . 4Pressure angle. , . . . . . ... . . . . . . . . . . . ... . .. ... . 200
I Number of spur teeth 100Face width .. ,i i i, i, ~ ••••• , i, " ,' 4"Hardness. . . . ... . . . . . • . . . . . . . . . . . . . . . . . ... .. Rc53·56
AppUcatlo.n ID'stsHob RPM................................... 788FM 120Feed/rev ,...... . .. .. . .. .067"Finishing stock on tooth thickness. . . . . . ... . . . .010"
R'esultlFrrush smoothBearing pattern excellent (75% bearing required)
EXAMPLE 4
Gear DataOiametral pitch. . . . . . . . . . . . . . . . . . . . . . . . . . .. 254Pressure angle. . ... . . . . . . . . . . . . . . . . . . . . . . .. 250
Number of spur teeth 70Face wIdth ... " ..... "..................... 4·5/8"Hardness. . . . . . ... . . . . . . . . . . . . . . . . . . . . . .. .. Rc62
AppllcaUOIlIData,
, Hob RPM , . . . . . . . . . ... . . . . . ... . . . . . . . . . . .. 92SFM 180Feed/rev. . . . . . . . . . . . . . . .. .103"Conventional hobbed machine -
Barber-Colman ".. 40-15Cycle time ... , , . , , , , . . . . . . . . . . . . . . . . . . .. 40 min.
Results (See Example 4 Charts)
(continued on page 33)
PROFITS ARE BEING MAIDE... by advertising in GEARTECHNOLOGY, The Journal ofGear Manufactu ring's classifiedadvertising section. Advertiseyour specialty:
• Open time on special orunusual machines
• Unique capabilitie-s
• Machine quality
• Help wanted
• Subcontract workYour ad reaches
over 5,000 potential customers.Call GEAR TECHNOLOGY for details.
(312) 437-6604
CIRCLE A·30 ON READER REPLYCARD

Involute Spline Size Inspection
AbstractThis article describes anew technique Ior
the' size determination of external Involutesplin ,by using a span measuring method.It provides application performance informa-tion demonstrating how this method and itsmeasurements correlate with the 'traditionalsplin ring gage s~zing method.
Involute splines provide a positiverotational coupling betweena shaft withexternal teeth and related matingmember with internal spline teeth. Theiruse permits ease of assembly ordisassembly Ier replacement or servicing,and permits fixed or sliding connections.Other uses permit compact assembly ofparts, or by use of standardized fittings,the intereoupling of motors with gearboxes or other loads.
Since there is no l10lling action betweenthe mating members. as there is betweenmeshing gears. aU of the spline teeth areexpected Ito fit together. AI.thoughvarious internal andexter:nal fits areavailable, the final goal of involutesplines isto achieve a self centering con-dition with full contact bearing. Theresult oJ this would be equalized loadsharing and stress on all the teeth.
Various manufacturing induced errorsdiminish lhis idea] equalized condition upto the point where a spline may fail toproperly engage its mating member.Some typical factors which affect propermating are: tooth thickness, space width.index errors. profile variations. leadvariation and out of roundness. Amongthe manufacturing processes the onemost difficult to deal with is heattreating. It is particularly troublesome ifthe part is slender. 'thin walled or tubular.because distortion becomes extremelylikely and also probably irregular.
To screen out parts which witl1 notmate properly or not mate at all, it isnecessary to inspect the product pri'or tothe assembly operation. A very common
byWilliam L [anninck & John C. Nielsen
ITW lUitronIllinois Tool Works Inc.
way of doing this is by the use of solidtool steel gages. For external splines. thegages are internal toothed rings called"GO" and 'NO GO r. (See Fig. 1).
The "GO" ring is a composite gagehaving a full complement of teeth and isused to inspect maximum material con-ditions. minimizing the chance of fit in-terference. In other words, if the part fitsthe "GO" gage. there is a high probabilityof assembling with its mate later. The"GO" gage cannot measure the loosenesser size of'the part being gaged. It canonly reject those parts that will not enterthe "GO" gage.. The "NO GO" gage does not have afull compliment of teeth. but rather onlytwo diametrically opposed groups ofteeth. It is used to inspect minimummaterial conditions, thereby, governingthe maximum looseness. If the spline partis thin walled. or tubular. or heat treated.it is desirable to Itry the 'NO GOI' gagein at least two places 90 degrees apart.An ova] part. for example. may enter the'NO GO" gage at the low point, but notthe high. Ovality reduces the chances ofgetting the full use of all the teeth in thefinal assembly. At this point a few defini-tions would be in order. (See Fig. 2).
Profile Variation: Deviation fromspecified involute profile normal to theflank surface with zere established at thepitch line. Positive errors reduce clear-ance or increase interference. Negativeerrors increase clearance and reduce con-tact area.
Index Variation: The difference be-tween the actual and true spacing of anytwo teeth, adjacent or not.
Effect.ive Tooth Thickness: The spacewidth of a perfect mating internal splinefor a fit without looseness or int'erierence.
Actual Tooth Thickness: The actualmeasured tooth thickness on the pitchline which is equivalent to the effecnvetooth thickness. less width allowance forprofile and index errors.
The "GO" composite spline gage isused to inspect the effective tooth
thickness down to the form diameter,These gages must be very precise. sincethey are used as the perfect matingmember, and any tolerances allowedwould steal. from the part tolerance.
The ~NO GO" sector ring gage con-talning opposing sectors of about twoteeth is used to check the minimumactual tooth thickness.
Using these gages requires a degree ofmanual dexterity. The "GO" gage needsto be tried in only one angular position.but some skill is required to start 'the
AUTHORS:
MR. W. L. JANN]NCK is 'lechnicalManager for tlcle ITW-lIIitron Division ofllIinois Tool Works Inc. He has beenirlvolvedin the desigJl and application of many typesof metal cutting tools specializin.g jn the art>Qof tooling and gaging for the manufacturl:' ofgt>ar:s,splines and sprockets of both gf!!leratingand fanning types. He was Chief Engineer andManager of Product Engineering from 1979through 1984 for the Illinois Eclipse Division.He has served on various committees of theAGMA and MCTI and is Chainnan of theAGMA Cutting Tool Committee. He alsosensed 011 the SAE-ANSI Inool'ute Sp1im Com-mit:tee and the ASME-AN51 Committee orlPower Transmission Chail'15and Sprock:ets. Hehas written several articles on tooling subjecfsand has spoken at various SAE, 5ME, A5QCand AGMA meetings. He was educated' -atNorthwestern University.
MR. JOHN C. NIELSEN has been a staffmember of the lTW corporate machinedevelopment group for 10 years. Subsequentlyhe became supervisor of thegroup. fie hClSbeen respol'15ible for the design or projectmanagement of a wide variety of eq,uipmfmtrelating to new product entry or productivityimprovement for fastener. cutting tool andcapacitor manufacture and undenJ)ater cablehandling, He currently specializes in iJ15pectionil'15trument development.
Prior to ITW. his design experience was .inthe development of new .Dusinessmachi11es forBell {:, Howell - Ditto Qnd electroniccou.ntenneasures equipment for Northrop(HalIicrafters) .
He holds a Bachelor of Science .degree inMechanical Engineering from Purdue Univer-sity and is a member of the American Societyof Mechanical Engineers,
MarchjAprfll 19851.5

M,AJ'OR01,0.MIN
16 Gear Technologv
MEASUREMENT BETWEEN PINS(FOR SMALL DIAMETER SPLINES,USE MEASU'REMENTS WITHTHREE PIN,S)
d·I
~ CIRCULAR SPACEWIDTH- REF
FORMOlt.
Fig. I
'i}- f-- ---+--+
1$GO
-
I
~~~~
I
-
~ *Nor GO

CIRCULAF'ISPACE WIDTH
MAXACTUAL
MIN-ACTUAL
MAXEFFE.CTlVE
MIN
, NOT GO SECTOR PLUG GAGEOR MEASUREMENT BETwEEN
REFERIENCE DIMENSION
(MEASUREMENT BETWEENPIN,SI
NOT GO COMPOSITE PLUGGAGE
GO COMPOSITE PLUG GAGE
THE PUFECT eKTERN""l SPLINE WITHBAfolC TOOTH TH1CXNfSS INTU.fEtES AT x.
UAL SPACE wlDT H
+'-'--'--EHECT IvE SPACE WI DT HEQUALS TOOTH THICKNESS OFPERFECT EXTERNAL SPLINE
THE 'peu£CT UT'ERN ...l SPLINE FITS IN ""NY POSITION, IF ALL SPAC,ES Ale WIDENEDBY TH E""""O UNT OF Tli E INTEAFU[NCE.
I NT,EFlNAl
EACH SPACE IS .....$IC WIDTH.
EFFECT OF VARIATIONS ON INTERNAL SPUNE
CIRCULARTOOTH THICKNESS
MAX
-
EFFECTIVE GO COMPOSITE RING GAGE
MINEFFECTIVIE Nor GO COMPOSITE RIING
MAXACTUAL REFERHICE DIMENSION
(MEASUREMENT OVER IPIN,sl
MINNOT GO SECTOR RING GAGEOR MEASUREMENT OilERPINS
ACTUAL
CTUAL TOOTH' THICIKNESS
EFFECTIVE TOOTH THICKN'E.SSEOUALS SPACE WIDTH OFPERFECT INTERNAL SPLIN,IE
T·Hf PERF'ECT INTf·RNAl SPLINE fITS IN ""NY POSITION,IF AU TEETH OF TH EXTERNAl.ARE NARROWED BY fHE AMOUNT OF THE INTERFERENCE.
EFFECT OF VARlATIONS ON EXTERNAL SPLlNlE
Fig. 2
March/April 1985 17

MAJORD'IA
CIRCULAR TOOTHTHICKNESS'X ...fr. tz- RE'F
FIg. J
spline into the gage, especially when thefit betwee.n part and gage is close. If thespline won't enter ful1y, it is classed as anoversize reject. The "NO co. becauseof its limited teeth and usual non entrysituation, is more difficult to apply.Along with the difficuJty in use, industrystandards for this check are not consis-tent for either the number of places,which constitute a reject, nor for theforce required to attain engagement. Itis obvious that the use of "GO" and "NOGO" gages is tedious and labor and skillintensive ..
Another element necessary to consideris gage weal'. Allowances an! made forthis in making a new gage. Periodicallyactive gages must be monitored for size.This can be done with measurement be-tween pins, but usually a tapered masterplug is used. (See iFig. 3). Etched linesalong the plug indicate the fit or wearrange, This means splines accepted by aworn gage may be rejected by a new one.
Ring gage tolerances an! planned toabsorb no more than 25 % of the producttolerance .. In practice, byway of asampling ofactual gages in active use, itwas found that the measured accuracy
18 'GearTecMology
10------ SPU N E LENGTH -------1
LEAD W!EAR
DEPENDENT ON OVER-
SIZE ALLOWANICE ----
LENGTH- RANGE RANGE
RING GAGE wlTHllNFIT RAN,G,E
y z
xx ,YY AND ZZ
DETERMINED BY CALI,BRATION
of "GO" gages can absorb a higherpercentage.
For many years, the span or blockmeasurement system for sizing involutegears and splines has been used. It is a.simple procedure using a micrometer andreads over 3. group of teeth. (See FigA) .[t is independent from the outsidediameter variations or runout. A normalline to any tangent on an involute willlie in a plane tangent to the base cylinder.Therefore, two parallel span flanges willcontact opposing tooth profiles similar tothe measurement of a cylinder. Thismeans the micrometer can be rocked,reading from base diameter to tip for aconstant reading, in either direction. Asin measuring a cylinder, the check is in-dependent of runout.
A dynamic means for span measure-ment has been developed to duplicate theprinciple of 3. flange micrometer on blockmeasurement. This requires a support forthe piece part on its journals in a rollercradle or between centers. The workpiece is approached by a rotating spin-dle which is pivoted for access ..The spin-dle carries a pair of helical checking discswhich engage the work piece over anap-
propriate span of teeth as shown in Fig.S. One disc is fixed axially on the drivespindle and is keyed to rotate the splineon its axis, The second disc is also keyedto the drive spindle, but is free to slideaxially on the spindle. The sliding discis directed by a spring to close over thespan of spline teeth .. As the work pieceis rotated through one full revoletion, theaxial movement of the second disc sensesthe variation in spans progressively toothby tooth. A displacement transducerrecords the axial. movement of the sens-ing disc and provides a continuoussignal, which includes a succession ofspan readings equal to the number ofteeth in the part.
The number of teeth in the span for30 degree PA splines falls in approx-imat.ely a 60 degree sector, or for a 40tooth part the span is 7 teeth. In thecheck of this part. 40, 7 tooth spanreadings will occur.
The output of the displacementtransducer may be displayed on anoscilloscope, recorded on a strip chart ormade to trigger indicator lights. (See Fig.6). This shows a strip chart trace for spanmeasurement of a typical spline. Each

I nUIr -I I
Iffig. 4
LAX~L TFIAVEL
TIRANSDUCER
DRIVEN SUiDING DISC
SPLINE
---wr-- SPAN
amplitude excursion from one peak tothe next represents one span measure-ment. The 4S teeth in the spline ar,erepresented by 4.5 peak to peak spanmeasurements over 8 teet.h. One revolu-tion of the part is obvious as the cyclerepeats again after 45 peaks. Thesinusoidal record for this particular splineis an indication of piece part ovalirycaused by heat treat distortion of a thinwaned, tubular part.
Fig. 5
To relate the span measurement signalto the "GO" - "NO GO" acceptancelimits, the following paramaters havebeen established. To determine an over-size condition, the maximum spanreading plus the span variation in onerevolution of the part are compared toestablished preset limits. For determina-tion of an undersized spline the max-imum span is compared to an establishedlower limit. In addition, span variation
JEI~Automatic IOear H'obb'ngMachines, available in2 si:zes:
MODEL JDP·2: MODEL JDp·3 I
26" Gear Diameter 32 II Gear Diameter I
D,P.4 D.P.3$46,500 $64,200
Differential, Automatic two-cui. Ihobbin g cycle,Hydraulic support lift . .HydrauliCcrowning attachmsnt,Automatic hob shifting.
PICCO Unive";l Chamferingl andGear ,Rounding Machl'ne
MAX. MODULIE 15MAX. DIA. 24"
MODEL K15, $47,800
- 0- -' IH iBILOINHigh S;peed :Small'Gear Ho'b'blng! Machine
120-12 ~O.P.Dia. 0.118 - 6.299 II
Prices start at $44,200
*ILUES. AMERICA"INC"5420 Newport Drive
Rolling Meadows, ,ll1600083 1i2-577-1144
CI:RCLIE A·15 ON READER REPLYCARDMarch/April 1985, 19'

ILILITiR'ON'S M'OD:EL 9400 CNC GEAR INSiPECTIONSYSTEM
Technology for the bottom lineIn a world of ever gr,eatertechnoloqical achievements,differentiating ourselves, as asupplier, from the competition,requires a clear and dedicatedfocus on the bottom line-your bottom I'ine.
The Model 9400 CNCGear Inspection System is themost techooroqically advancedsystem on the market. But,most importantly, the 9400 wasdesigned to create economicadvantage for you - the user.
Consider the following:
o The lllitron Model' 9400 com-pletes inspection twice asfast as any other combina-tion gear measuringinstrument.
o Its superior dynamic rigidityand air bearing' design as-sure sustained accuracyover longl, trouble-free life.
o A four axis capabilityprovides maximum versa-tiHty for greater machineutil ization.
o Optional robotic loading, in-terfaced with the centralcontroHer provides mo%automation.
IIlitron has been theleading manufacturer of gearinspection equipment for 50years ..You expect the best fromlllltron, and the 9400.delivers it- an exceptional gear inspec-tion investment.
See the 9400 at Quality Expo TIME, Booth 2200. O'Hare ExpoCenter, Chicago, IL., April 16, 17, and 18. or contact us for thecomplete story on the machine designed for your advantage.
Gear Systems and Generating Tool~s3601 WEST TOUHY AVENUELINCOLNWOOD, ILLINOIS 60645PHONE: 3121761-2100
CIRCLE A-8 ON READER REPLYCARD

is compared to an established limit, Thesize category determination, that is com-parisian of the measured span to. limitsis accomplished in an electronic logicpackage accompanying the mechanicalinspection unit, The package incor-porates digital displays of the greatestspan measured and span variation as wellas indicator lights which classify the in-spected spline as OVERSIZE, GCXJD, orUNDERSIZE. Setting masters are used tocalibrate the instrument,
In the develapment of this spanmeasurement, three specific productionsplined shafts were studied thoroughly,(See Fig. 7). They were: turbine shaft,sun gear shaft and oil pump shaft. Theturbine and oil. pump were rack rolled,the sun shaft was broached.
With the assistance of an independentquality laboratory, samples of the threeproduction shafts and their ring gages forinspection were accurately measured forvarious elements. The results of some ofthe most important measured piece partelements are shown in TABLE J. Theresults ofcorresponding measurementsmade on the "CO~composite ring gagesfor these piece parts are shown in TABLEII.
The tabular information indicates thevariability within the parts and the gages.From the data it can be seen that a largeportion of the fit tolerance was used bythe ring gage itself. In the case of the oilpump shaft, the accuracy of the produc-tion piece parts was as good or betterthan the inspection ring gage.
A correlation study of span measure-ment to determine spline size, using ringgages, for the 40 tooth turbine shaft isshown in Fig. 8. It reveals a rather goodcorrelation, and in this case, the grayarea is only a few tenth thousandthsinches wide.
The span measurement system pro-vides a measurement for size determina-tion; whereas, the ring gages give asomewhat subjective size determination.In practice, it has been found that fromthe measurement resulting from the spansystem, ring gage Ht predictions can bemade.
Splines determined to be uGOOD" bythe span system, and new, unworn ringgages may be "REJECT', as determinedby worn, but still within tolerance ringgages. This disparity can be troublesometo a supplier of splines and a user of
TYPICAL SPAN MEASUREMENT TRACES
PRODUCTION PARTSGOOD UNDERSIZE
TABLE 1Measurement of Splined Product
ElementRange in inches
Turbine Sun Oil Pump
1) Total Index Variation .0036 - .01158 .000810- .001670..001 - .0029
2) Pitch Variation .00074- ,00190 .000'290- .00D830.00034 - .000873) Spacing Variation .000300- ,001090.00063- .00197.00032- .00111
TABLE 2Measurement of Ring Gages
("GO" Composites)
iElemenlRange in inches
Sun Oil PumpTurbine
1) Total Index Variation .00136 - .00162 .00175 - .00215
2) Pitch Variation .00075 - .00100 ,00037- ..00040.00021 - ,00025
3) Spacing Variation .00029 - .00038.00024 - .00037 .00143 - .00176
Mcrch/AprUI985 21

fig. '1
.5775
..5770
oo
0 e e e OVERSIZEe e o r0 e 000 ~ ~ I0~ ~ ~ o e ~~ (] ~ m e GJ~ t:JC!l f!l c:J tnGJ GJ ~ G o m1:;:1 a I!l I!l C!l C!lo o o
I [J [J IJ
I!
[;) o m 0 o e(J (J (J 0(J [J [J(;J 0 (J
0 (J
(J0 0 CDCD 000 0 UNDERSIZE0
SPL.IINIES
.5765
.5760
usWIJ:Qz .5755-
splines both checking parts with ringgages, but one using a worn set and oneusinga. new set. The span systemprecludes this possibility.
Furthera.pplication of the spanmeasurement system to a. broader rangeof products willeventuall'y determine thelimit of this process. In thefuture, ringgages may be merely a periodic check ofsize correlation much as tapered pluggages are a periodic check of ring gagesfor wear today.
Portions of this paper have been presented at the Fall1984 Technical Conferences for AGMA & SME.
E-2 ON READER REPLYCARD
Fig. 8 Turbine Shaft - 40 Tooth. Spline Correlation
Q
GOOD
0< ~ REJECT}t:J • GOOD . _ BY RING GAGE fiT
22 Gear Technology

With hardened and ground gears, drives can be de-signed smaller Bnd lighter" yet they will carry highertooth loads. In 'one instance, a IReishauer customerreports that imprevlnq spacing accuracy from0.0004 inch to 0.'0002 linch reduces tooth contactloads ,linone of thel!r drive systems, by slx times.It is well known that Reishauelf ,gear grinding rna-chilnes produce, spacing accuracy wlith ease.
Another Reishauet customer reports that 'g:eerdrives with IReishauer gmund gea'fS runcocler,
a process which might have to be repeated leveraltimes ~ or could be avoided by a few minutes ofgrinding on a Reishauer.
We would welcome an op-portunity to prepare a pro-duction estimate based onyour prints, 'or familiarizeyou w,liththe operation ofR,e:lish,auer gi'ear grindingmachines by ma1king a shortslide presentation.
REISHAUERAl' 300 E Electronic
Gear Grlndlng Machin:,
REISHAUER 'CO·RP. "525 Holmes RoadJ IElgln, illinois '601,20 Tel: (312) 888~3828 TWX,: 910251-4477CIRCLE A·9 ON READER ,REPLVCARD

The State of the Art...HURTH CNC HARD OE
The HURTH hard finishing process is anent;i'rely naw approach to gear manufactureand f,iinishing because it enables the rnanutac-tur,er toattar the geometry of the teeth whi'liesmoot:hiingl the toothftanksertacesot hardenedgears. This process can correct errors in pro-f,ille, spacing and lead, as well as such para-meters, as ra.dial runout, pitch and cumulativepitch. The end product is a mereaccurate,smoother, qu:ieter-runningl gea'r.
To accomplish this, the tool flank and thework qear flank being mac'h,inledare pOSitivelyguided in such a way that the workpiece andtool are ri'gidly linked dUlring machining with
the tool performing a plunge-feed motion rerstock removal. All right-hand nanks are finishedfirst, The machine then reverses and finishesleft· hand flanks. This singille-flank contactmeans no broken-out tool teeth due to work-piece defects and permtts correction or "re-design" of the workpiaee glear during finishingi•
The tool, eiit,her Borazon® or ceramic, ,iscondltlcned and profiled for the work geargeometry and dlesliredl stock removal by usiinga coated dresstna master. Dressing takes nolonger than the time required to finish oneworkpiece and each dressing removes a mini-mal amount of material from the tool surfaces.

FINISHING MACHINES
The hard' finishing process gives the widest rangeof a'pplications of all post-hiJrdening ,gear finishIngmethods. Adjacent shoulders or collars (aIl9.Il'voseserious problems. .
This illustration shows the too/ finishing the work-piec9' gear and the external master gears engagedto cont(,ol the operation.
Other advantages ofthe process:• A:GIMAClass l4achievable.• De,.inite'ly no grinding burns.• Tooll marks run diagonallilyto g,ear
diameter.• Permits machining ofgiearteeth adjacent
to shoulders,• IE'ClUiipmentis ideal fm automated work
handling ..
Plea'se write' Of phone' tor detaits on this,revolutionary new process:
STARCUTSUPPLIED PRODUCTSFOR PRODUCTIVITYStar Machine ToolsStandard and CNC Hob Sharpe'nersShape1rCuUer SharpenersStandard Gun Drilll,ing MachinesONe Drill and Reamer Sha1rpeners,K'eyseaters
Star 'Cuttl!ng Tool~sHobsF'OIrm-R:elii;ev,edCuttersGun DrillsGun FleameirsKeyseat Cuttera
Go!lldlSts;11I''Cosltiings
Hlulrth lMIachine ToolsStandard & Automat'ic K,eyway and
810,1 MUlling Machin,esAutomatic Splline Shaft Millilngi
Ma.chinesCINC Preclslcn Boriing and Milling
Ma.chinesCINC Gear Hobb'iing Machin,esCNC Gear Shaving Ma'chi,'ngsShavingl CuUer Grlndingl MachinesGear Testing MachinesCNC GearTooth Chamferingl MachinesGear Deburring lMachiines -eNC Hard G,eer Fini'shing Machines
Stiieber Precision, 'C,I'a,m,piiingToo,lsPlanrin'9 Flexible Machining
Syste,m.s -
Farming,ton Hills, M!II48024313/414-8200 Telex 230~411
OIRCLEA-lOON READER,REPLY CARD

Austempered Nodular 'Cast Ironsby
Jay F. JanowakClimax Molybdenum
&Robert Q. Batr
Communications Plus, Inc.
Fig .. 1-Representation of Austernpering Heat Treatment (- - )Imposed on Hypothetical Nodular Iron CCT Diagram
Austempering heat treatments(austeninzing followed by rapid coolingto the tempering temperature) have beenapplied to nodular irons on an experi-mental basis for a number of years, butcommercial interest in the process hasonly recently come to the surface.Research in the. sevemies jn Europe,Iapanand the United States has shownthat austempering is capable of produc-ing irons with strengths. over 1000 MPa(145 ksi), ductilities in the order of 10%and toughness levels approaching thoseof ferritk nodular irons.(1-5)
Austempering as atreatment for alloysteels was discovered in the 1930's as aresult of work on the sub critical transfor-mation of austenite. The principal ad-vantages are (1) good control of thetransformation process and (2) freedomfrom residual stress, distortion andcracking associated with rapid coolingfrom the austenitizing temperature toroom temperature.
26 Gear Techno'iogy
In steels, austempering results in abainitic structure consisting of acicularferrite with carbide needles. In irons,however, the high silicon content sup-presses precipitation of the carbide phase,and a. lamellar structure of acidular fer-rite and high carbon austenite is pro-duced. Fig. 1 schematically represents theaustempering treatment superimposed ona hypothetical nodular iron transforma-tion diagram. Rapid cooling from theaustenitizing temperature is necessary toavoid precipitation of ferrite or pearlite.UnaUoyed irons must be severelyquenched in oil or water, but alloyingthat moves the ferrite and pearlite regionsto longer times allows parts to be cool-ed at lower rates as, for example, in saltbaths or forced air systems. Thus alloy-ing is a necessity as section size increasesor when distortion and cracking fromrapid cooling rates cannot be tolerated ..Approximate alloy contents required toavoid pearlite formation on cooling
nodular irons to the austemperingtemperature have been proposed asfollows:(4)
Section Alloy Con!ent'mm(in.) Salt Quench, Forced Air8 (0.3)
10 (0.4)NoneNone 0.35% Mo + 1% Cu
or 0,48% Mo0.3% Mo + 1% Ni or0.3% Mo + 1.5% Cu0.5% Me + 2% Nior 0.7% Mo + 1% Cuor 1% Mo + 0,6% Ni0,5% Mo + 2.3% Ni
0.3% Mo
25 (1) 0.3% Mo.
37 (1.5) 0.35 % Mo.t 1% Cu or0,5% Mo
50 (2)•Alloy conten' roquir..! in typical nodular base irnl15 cont>if'mg3.4-3.8'11. C. 2,0-2,6'" 51. 0,1-0.4'1> Mn
Molybdenum is technically necessaryas an alloying element in austemperedirons in heavy sections, and it is costef-tective in light sections because it permitsthe use of lower cooling rates and/orbulk heat treating of parts.
To further pursue the effects of alloy-ing, it should be recognized that silicon,an element used to control carbides, hasa negative effect on hardenability, and itsegregates to the solid during solidifica-tion resulting in a gradient in the direc-tion of lower levels in the intercellularmaterial. Nickel. can be added to com-pensate for the hardenability loss due tosilicon, but the nickel content must be
AUTHORS:
MR. J. JANOWAK is currently Manager ofFoundry Development at ClimaxMolybdenum Co, He holds Ii B.S. and .anM.S. in Metallurgical Engineering from theUniversity of Wisconsin. Mr; lanowak is a freo-qwmt sp.eaker ,and author of numerous paperson cast iron techno.logy relnting to cost reduc-tion and product improvement. Currently heis Chairman of AFS High Temperature IronCommittee .5F, Chairman of the steering com-mittee for AFS research program onaustempered ductile iron, and he is a memberof AFS, SAE, ASM, DJ. S., STIM, and AIME.Prior to working at Climax, he was with GMin van'ous positions relating to the Implemen-tation of Ductile Iron technology for Costreduction.
MR. ROBERT BARR,. Pf'esident of Com-munications Plus. Inc. was formerly directorof technical information at· ClimaxMolybdenum Company. He is a graduate ofthe University of Michigan with Q degree inmetallurgical engineering. In addition to do-ing metallurgical research for Cli=. healsoworked for NASA.

AUSTElNm'ZE,D 900 C/1i HOUR +AUST'EMPEAEO 375 C ,(SALT)
Fig. 2 -Influence of Austempering Time on theMechanical Properties of Unalloyed Nodular Iron
limited because of its stabilizing effect onaustenite. Molybdenum is effective inaustempered nodular irons because (1) itretards pearlite formation while allowingthe acicular ferrite transformation to pro-ceed, (2) it segregates in an opposite man-ner to nickel, thereby, providing a bet-ter balanced rnicrohardenability withoutpromoting massive intercellular cemen-tite, and (3) it does not delay interrne-diate tra:lIsformations, thereby, keepingaustempering times reasonable.
Typically, austempering treatments fornodular iron components consist ofquenching from the austenitizing temper-ature to a tempering temperature in the175 to 42.5 C (300 to 800 F) range,holding at that temperature for apredetermined time, then cooling toroom temperature. Tempering at thehigh end of the range, above about 370C (700 F), produces a coarse structure ofacicular ~errite in austenite. At lowertempering temperatures, structures arefiner and resemble 'typical upper bainiteswith lath formations containing alternateplatelets of ferrite and austenjte,
Holding time at the austemperingtemperature is important from the stand-
point of microstructure and mechanicalproperties. Too short a holding timeresults in the formation of martensite onquenching to room temperature. and ex-tended holding can result in carbideprecipitation depending on the alloy con-tent (hence stability) of the austenite,Consequently optimum toughness isachieved by holding times sufficientlylong to suppress martensite, but not solong that carbide precipitation occurs.
Fig. 2 shows that ductility andtoughness of unalloyed austemperedirons decrease at longer holding timesbecause of carbide precipitation anddecreasing austenite content.
As shown in Fig. 3, austempering canbe described as a two-stage reaction. Inthe first, austenite decomposes to acicularferrite and carbon-enriched austenite. Inthe second, austenite further decomposesto ferrite and carbide. Most alloyingelements have been shown to retardaustenite decomposition, and, therefore,reduce sensitivity to austempering time,
The interesting properties of austern-pered nodular irons, particularly hightoughness and wear resistance, resultfrom the austenite content. The nature
STABILIZ'EDAUSTENITE
II
I
Fig.. 3 - Transformation of Austenite During Austempering
MarCh/AprU 1985 27

1 ANNEALED FERRITIC2 AUSiEMPERED 370 C 1700 F)3 AS-CASiFERRITE + PEA'RLITEo10ILQ&TAT595C(HOOF}
is= 952 MPa (138ksi)2
Fig. 4-Impact Properties of Indicated Nodular Irons
A FULL SERVICE COMPANY SUPPLYING THE AEROSPACEAND COMMERCIAL INDUSTRIES W]TH PRECISION PRODUCTS.
VINC()@ 8-1 RADIUS/ANGLE WHEEL DRESSERVINCO~ SPLINEDICATGRS® AND WEAR GAGES
VINCO~ GEAR MEASURING INSTRUMENTSGEAR COMPONENTS AND PARTSOPERATIONAL GEAR GRINDING
SPLINE GAGES AND ARBORSMASTER GEARS
TIFCO SPLINE, INC.VINC()t'I PRODUCTS
29905 ANTHONY DRIVE w]XOM, MICHIGAN 48096(313) 624-7902
SINCE 1963
CIRCLE A-15 ON READER REPLYCARD28 Gear Technology
of the austenite is markedly influencedby its carbon content. For example, workhardening rate, resistance to stress-induced martensite transformation, lowtemperature structural stability andtoughness are considered dependent on'the carbon content of the austenite,which, in turn, is controlled by theaustenitizing conditions and also in-fluenced by chemistry.
Fig. 4 shows impact transitiontemperature curves for nodular irons infour different conditions. The austem-pered iron, Curve 2, has by far the bestcombination of tensile strength, transi-Han temperature and upper shelf energy.
In applications requiring good wearresistance, service-induced work harden-ing of the austenite is the key to suc-cessful uses of anstempered nodularirons.
Austempered nodular irons are beingused or are beingcomtemplated for usein a number of applications formerlythought of as being in the exclusive pro-vince of wrought steels. Further, the in-teresting combinations of properties thatcan be achieved plus the inherent part-to-part uniformity that is possible arecertain to increase the uses of thesematerials.
ReferencesI. M. JOHANSSON, "Austenitic-Bainitic
Ductile Iron," AFS Trans. 85, 1977, pp.117-122.
2. E. DORAZrL,. "Zwischenstufe.numwan-deln von Gusseisen mit Kugelgraphit,"Cusseisen-Pr.axis, HeIt 18, 1979, pp,355-366.
3. T. SHIOKAWA,"On the Austemperingof Ductile Cast Irons, Their Mech-anicalProperties and Some Practical Applica-tions," 59th Japan Ductile Cast IronAssoc. Licensee Coni., Nov. 17, 1978.
4. J. DODD, "High Strength, High Ductil-ity, Ductile Irons," Modern Castings 68,No.5, 1978, pp. 6().66.
5. J. F. JANOWAK. R. B. GUNDLACH,G. T. EDS and K. ROHRIG. "TechnicalAdvances in Cast Iron Metallurgy," 48thInternational Foundry Congress, Varna,Bulgaria, October 4-7. 1981.
This article is reprinted here wilh pennission of till'
edl'tor of Molybdenum Mosaic and the ClimaxMolybdenum Company. ,1/ diuision of AMAXMinerals & Energy.
E-3 ON READER REPLYCARD

Tolerance for Overload 'Stressby
D. E. DiesbargAMAX Materials Research
Ann Arbor, MI
o
enen....~ 2000-enCI
~-IG:....;>o 1000...JCc,)
I-G:o
enen....300 G:
t;QCo
200 ~....s...JC
100 ~!::G:c,)
o~ ~~ ~~ ~~~~oo 1000 2000 3000
IMPACT FRACTURE STRESS, MPa
Fig, 1- Critical Overload Stress Obtained with Various Testing Conditions Compared withImpact Fracture Stress
The performance of carburized com-ponentscan be improved simply bychanging the alloy content of the steel,This fact is particularly useful when amanufacturer becomes tied into aspecifically designed assembly and sud-denly realizes that some componentwithin the assembly exhibits it higherthan desired frequency of failure.Eliminating the problem at this stage bysimply changing the steel.grade would bea far more economical solution than in-itiating a change in design. However, thedata. base available for the selection ofan improved grade ·of carburizing steeldoes not always make the proper choiceof a new grade crystal dear.
There have been several examples inthe last few years where the basis for
selecting an improved grade of carburiz-ing steel was a parameter definedo,2,31asthe impact fracture strength of the steel.In most of these situations, the failureswere thought to be fatigue related, 'thusmaking an alloy steel selection based onan impact property seem inappropriate.However, recent research has show:n aconnection between fatigue relatedfailure and impact fracture strength,(41 Itturns out that all carburizedcases havea critical value of stress which cannot beexceeded without causing irreversibledamage that, in turn, can result inpremature fatigue failure. The failureitself may appear to be fatigue relatedwhen, in fact, the initiation event was ac-tuaJ]y caused by an overload,
Attempts to measure the critical
March/April 1985 29
AUfHOR:
MR. DANIEL t, DlESBURG isResearch Supervisor, at Amax Maten'alsResearch Division, Arm Arbor, Michigan,Dr. Diesburg. received his BS and PhDfrom Iowa State University and his MSfrom Michig.an Technological University,At Amax he has serued as senior Tl!!searcnmetallurgist .and then staff metallurgistconducting research on cQrburizing .andother low-alloy steels, He isa member ofthe Ml!!tallurgical Society of AlME and theGear Research Inssitute, (GRl),

1-
20MoCr4
EX15--"
fig. 2-Impact Fracture Strength of Various Carburized Steels Plotted VersusCarbon Content of the Core (Reference 4)
overload (OLa.) fracture stress of car-burizedcases have revealed that this pro-perty is strain rate sensitive and also ex-hibits a damage accumulation effect suchthat the OLa value is dependent on thenumber of fatigue cycles. the steel has ex-perienced before the overload stress is ap-plied. The most. straightforward methodof measuring OLa is to slowly apply theload until crack initiation is detected.(4)Such a measurement of fracture resist-ance provides only a rela tive measure ofthe steel's ability to resist overloadstresses, and it must be realized thatfatigue exposure prior to overloadinglowers, the measured value of OLert ascan be seen in Fig. 1 where Olcr is cor-related with impact fracture strength. Fig.1also illustrates the strain rate sensitivityof OLa.., showing increasing values withincreasing strain rate ..A carburzied caseis more likely to initiate an overloadcrack, if the maximum load is reachedwith a slow stram rate, than if the sameload is applied in impact. Fig, 1 indicatesa consistent correlation. Although dif-fe.l'ent for each strain rate, between OL.:,.and the impact fractu~e strength. Steelshaving a high impact fracture strengthwill also exhibit a high OLcr; therefore,impact fracture strength provides a goodrelative measure of the steel's ability totolerate overload stresses during fatigue.
30 Gear Technology
The overload stresses that causedamage are generally above the fatiguelimit of the carburized case. Such stressesare not expected to occur, but have beenobserved to develop for several reasonssuch as gear misalignment, an object be-ing trapped between gear teeth, higherthan expected stress concentrationresulting from poor machining or goug-ing, high stresses encountered duringdrag start accelerations, and finally,mechanical phenomena such as torsionalexcitation amplitude stresses that exceedthe critical. Regardless of the source, ittakes only one application of stress ex-ceeding the critical value to result inpremature fatigue failure.
The more commonly used low alloycarburizing steels have OLcr stressvalues only slightly above the fatiguelimit. This fact makes failure analysis dif-ficult. In these situations, a transgranularcrackinitiation site, usuallycorrespond-ing to a pure fatigue initiation as dis-cussed previously, (5) is not likely to ex-ist because the OLcr stress, the stressnecessary for intergranular fracture, islow and easity exceeded. An example ofa steel having a low OLer value is SAE4027, and the intergranular nature of thefatigue surface of this steel has beendocumented.w' In steels having OLcrstress values significantly above the
fatigue limit, the fatigue crack iniUati.onsites are transgranular, thus makingfailure analysis much easier; l.e., a purefatigue crack initiation site is trans-granular and an overload crack initiationsite is intergranular. [51 The remedial ac-Han required to correct the situation re-mains the same for aU intergranula:r crackinitiation sites: Change toa grade of steelhaving a high impact fracture strength.
The magnitude of differences in impactfracture strength to be expected amongcarburizing steels can be seen in Figs ..2,3, and 4..SAE 8620 isa commonly usedautomotive steel, and it can be seen thatthere are several grades of steel havinghigher impact fracture strengths such asSAE 4620 + Mo, SAE 4320, EX32, SAE4817,and EX55, Thereare also gradesof steel having less impact fracturestrength than SAE 8620 such as EX59,EX60, EX61, 20MnCrS, and SAE 4028.
The conclusion can be made that, if agiven grade of carburizing steel is ex-hibiting a higher than desired frequencyof failure and the fracture appearance ofthe crack initiation sites are in-tergranular, the problem can be correctedsimply by up-grading to a steel with ahigher impact fracture strength. If thecrack initiation site is transgranular (ex-eluding microvoid coalescence sometimesobserved to occur with single impactfractures), it may be possible to correctthe problem sim.ply by shot peening orpolishing the surface. An alloy steel changewill not generally correct a pure fatigueproblem unless low fatigue limits wereencountered through severe surface ox-idation and subsequent alloy depletion ofthe matrix at the carburized surfaceJJ)
Parameters other than alloy contentsuch as surface carbon (surfaee hardnessand retained austinite) , core carbon (corehardness) and case depth can change theimpact fracture strength. The abovediscussion of relative impact fracturestrength presupposes: 1- that the steelsbeing used have adequate hardenabilityfor the section size and quench, .2 - thatthe surface carbon results in adequatecase hardness, and 3 - that the casedepth is sufficient to avoid subsurfacecrack initiation. The magnitude ofchange in impact fracture strength,resulting from case depth differences andminor variations in surfa.ce carbon andretained austenite, are on the order ofthat exhibited by changing the core car-bon shown in Fig. 2,

£X 32(l.OUl)
Refer nees1. D. E. DIESBURG, "High-CycleaJ'ld. Im-
pact Fatigue Behavior of CaiburizedSteels." SAE Publication 780771,September 1978.
2. D. E. DIESBURG and Y. IE. SMITH."Fracture Resistance in CarburizingSteels, Part II: Impact Fracture." Metal.Progress, 115 (6), June 1979,. p. 35.
3. T. B. CAN1:ERON, D. E. DIESBURG.and C. KlM, "Fatigue and Ov, rIo adFractur~ of Carburized Steels," J01.Lmaiof Metals, Vol. 35 ..No.7, July 19S3, p.37.
4. T. B. CAMERON and D. E.D[ESBURG, "The Significance of the Im-pact Fracture Strength of a CarbunaedCase," Proceedings of Symposium En-titled Case-Hardened Steels; Microstruc-tural and Residual Stress Ef/;ects,TM5-.AlME. Apri11984, pp. 17-33.
S.. D. E. DlESBURG, "Cnck Initiation Frac-ture Appearance," Transmissions, GearResearch Institute, Vol. 1. Winter 83/M,p. 4.
6. N. LAZARIDIS, F. J. WORZALA. andB. I.SANDOR, "Fractography of FatigueFractures in Carburized Steel," MaterialsScienoe and Engineering, Vol. 30',1977,p.23.
IIISI 8620
Fig. J - (Above) Impact Fracture Stress of Carburized Steels Containing VariousCombinations of Molybdenum and Nickel. Open data. points are for vacuum-
melted heats; solid data points are Ear air-melted heats. (Reference 3)
This article was reprinted with permission from theGear Research Institute, Naperville. lUi"ois.
E-4 ON READER REP,LYCARD
Fig. 4 (Below) - Relationship Between Impact Fracture Stress and the Number of Impacts Requiredfor Crack Initiation Under Repeated Impacts at an Energy Level of 4.0 J (35 in-lb) (Reference 2)
March/Aprill 19853:'!'

The gear hobbing process is a generat-ingtype of production operation. For thisreason, the form of the hob tooth isalways different from the form of thetooth that it produces. For example, aninvolute form of gear tooth is producedby a hob having angular straight sides.A straight-sided spline tooth is produced
r-LEAD ..-----TOOTHcf:oF'LE
'""I", PRESSlJRE IIlNCilE
HUHFACI;
HuBIJIAII,IEtER
THREAD .- .....
Hob Nomencla.ture
The conventional method 01 hobbing a gear is tohave the root. of the hob clear the outside diarn-eter Of the gear blank. This is called a non-top-ping hob.
Non- Toppi:ng
Topping hobs cut the outside diameter of t.he gearblank at the same lime that the gear tooth isgenerated. This :prov!des a gear blank with theoutside diameter concentric with the gear teeth.
Topping
32 Gear Technology
Tooth Forms for Hobsby
Starcut Sales, Inc.Farmington Hills, Michiga_n
by a hob having a curved tooth shape.The amount of fillet radius that a hobwill produce is normally different fromthe radius on the tip of the hob.
It is not necessary for users of hobs tobe students of hob generation or to delvedeeply into the complexities of suchstudies. They can specify on the draw-
looTH It:FIOFILE.
ORpRE:SSUAE ANGLE
~AC.EQ ""I[WOF" HOB rOOTH
Tooth Nomenclature
UNDERCUTPRODUCED BY HOBWITH PROTUBERANCE
When habbing operations aretouowed by gearshaving operations. It IS e.lrt.remely important thatthe tip of the shaving cutter does not dig into thegear tooth li11etand leave a 'shavinq step'. Thrscan be avoided by a protuberance- type hob withprojections on the tip of the teeth. These protu-berances actually undercut the gear tooth profilein such a manner that the shaving operation canproduce a blended fillet profile. The protuberancedepth must be carefully calculated so that theactive profile 01 the tooth 15 not desttoyed rn thebottom portion of the gear teeth.
Protuberance Type
A hob can be designed to chamfer the outsidecorners of the gear teeth at the same lime thatIhe teeth are generated. These chamfers areextremely beneficial In avoiding handling nicksthaI interfere· w~h correct tooth action. Called semi·topping hobs, it is extremely important that noM'Of the chamfer goes down tar enough to interfere·with tooth action. (No. 01 teeth in contact).
Semi- Topping
ing what is desired ona particular gear,spline or special tooth form, and the hobmanufacturer can develop the tool,
The following illustrations of hob teethand produced forms are given to a.id hobusers in understanding the basic relation-ships between hob and produced part.
Proper fit of straight-sided spline members isachieved by hobbmq a clearance groove' in thearea where the stnl!ght side meets the minordiameter of the spline. Small projections can beprovided on the corners of the hob teeth 'to pro-vide able nded clearance groove.
Angular-.s!ded splines are produced with hobshaving curved tooth forms. The true angular sideis produced at only one depth 01 cut Feeding Ina. hob of this type 10 reduce tooth thickness hasthe detrimental eNect of distorting the looth form.
ROUND BOTTOM
Straight· sided splines have maxjrrum strength whena lull-fillet design is utiliz.ed. Such 'lyll 'fillets (round-:b9ltoms) can be s!mply reprooueed by \he hobbingtool. The fillel on the IDoi diNers from thaI oflheptllCfuced fillet on the spline,.
Straiight Side Round BoHom
A sen'II-1Opping hOb can be used on SlTaight-sidedsplines to produce acl1amler on the outside COf-ners of the spline teeth.
Semi- Toppi:ng IFIlat Roo,t

HARD GEAR ...(continued from page 15)
Example 4 -lnvol.ute Charts
P
I II I I II I
l 00,
I
,J __
,
I
I
D I
I.1
I
I I,
3 1r-4
I II I ,
I ,I ,
II II
P ""-, ":;(JO?i~,
,
SA
SIF
Example 4 Lead Charts
TOP I I JI
"
II
I
, ,
,
0005I
,
I
I
I I
, ,4 3+--1
,
III
Il.ett ~
I FI<ln~ --,,
I
, I,
t ,
......J
I4 t .~
II I
BOTTOM ·-±:b f~~-I.....:
The worth of any new technology canbe best determined by its acceptance inthe marketplace. It is apparent that byhaving the skiving hob available, moreand more uses are being found for thisbridge between the extremely accurateground gears, and those that had previ-ously been ground only because therewas no way to correct distortions, eventhough an AGMA class 8 to 10 gear
would be acceptable. The technology hasthus advanced from one of being essen-tially a "pre-grind technology" to one thatnow enccmpassesalse "finishing of hardgears by skiving",
This article was reprinted from the Americlifl CearMal1ufact!lrer:s Association. Technical Paper.
E-l ON READER REPLYCARD
NAYOUR,CUTI
No matt'er how you cut it; keyway, slot" serratlon,special form ...anyint'emal oonfig.uratiol'l ... noone has a Keyseater like Mlltts & Menill. With90 years of experience behind every pi.ece of precision machinery, ourengineers can recommend the right IKeyseater that will give you both,economy,. and long service-life, Cut it with the best.
Dept. GT·9, P.O. 80.x 151, Carthage, 'NY 13619 (315) 493-2380 Telex 9,37.378
CIRCLE A-12 ONi READER REPLY CARD March/April 1985 33

BACK TO BASI'CS ...
Gas turbine manufactu.rersemployabrasive machining to effect considerablesavings in the manufacture of splines andkeyed through-hardened spacer rings.The solid through-hardened ring blanksare stacked on an arbor, then the splines,keyways and peripheral grooves areform ground from the solid. These ringswere formerly made by cutting in thesoft-blank, heat treating and then finishgrinding individually. Form grindingfrom the solid blanks after hardening ef-fected savings in excess of 50% of theoriginal cost.
Gear Grinding TechniquesParallel Axes Cears
The fundamental purpose of geargrinding is to consistently and econom-ically produce "hard" or "soft" gear toothelements within the accuracy required bythe gear functions. These gear elementsinclude tooth profile, tooth spacing, leador parallelism, axial profile, pitch linerunout, surface finish, root fillet profile,and other gear geometry which con-tribute to the performance of a geartrain.
The strength and wear resistance ofgear teeth may be increased by harden-ing the tooth and root surface. Hardenedgear teeth make it feasible to reduce thegear size and increase the transmittedload and speed ..This is highly desirablefrom the standpoint of economy as wellas the product efficiency. However,distortions OCCUI during the hardendingprocess which can be corrected only byabrasive machining or grinding.
AUTHOR:
MR. JOHN M. LANGE is the Vice Presi-dent of Miller Associates lnc., the United StatesAgent for Maag Gear lI\IheelCo. Ltd .. Zurich.Switzer/and. Mr. Lange joined MillerAssociates in 1969 after graduating fromCarthage College in Kenosha. WI with a BAin Business. His gear training began throughenrolling in an apprentice program at Maagsplant in Zundl in 1971. and has continued eversince through his exposure to the Geartechnology of hundreds of customers nation-wide. Mr. !.ange has presented papers at SMEsGear Processing Manufacturing Seminars andAGMAs Gear Manufacturing Semposiums.He is presently ,active in AGMA as a memberof.the Gear Manufacturing Committee and theChairma» of the Metric Resource and Ad-visory Committee.
34 Gear Jechnol'ogy
byJohn M. lange
Miller Associates, Inc.
Ground Unhardened GearsLow hardness or "soft" gears. in the
range of Rockwell C 25 to 40 are usual-ly cut by a gear shaper, Shear-speed, orhobber, and then finish shaved to obtainill relatively high degree of accuracy, i.e ..AGMA 1~11 (American Gear Manu1ac-turers Association quality no.), In someapplications, it may be more economicalto grind the "soft" teeth in the solid gearblank or bar stock, especially in therange of 16 diarnetral pitch and finer.
High Anoy Gears Ground .FromSolidThe high temperature high aHoy gears
and splines afford an excellent area inwhich the economics of abrasive rnachin-ing of gear teeth may be realized. It hasbeen demonstrated that a 16/32 DP in-ternal spline, which required 12 hours toshaper cut ina very high nickel-chromealloy, could be form ground from thesolid i.napproximately 4 hours. In addi-tion to the time saved, a more accuratespline was produced at considerably lesscost.
Medjum Hardness Ground GearsThrough-hardened alloy gears in the
range of Rockwell C 4S to 55 are usual-ly cut, hardened and then finish groundor honed as required to obtain specifiedaccuracy and surface finish. Althoughgears harder than Rockwell C 40 are notusually cut, it is possible to shaper cutthrough hardened gears up to aboutRockwell C so. This procedure is verycostly due to rapid cutter wear andshould be restricted to those applicationswhere grinding after hardening is notpossible ..
Case Hardened Ground GearsCase hardened gears are usually
employed in high speed and high loadunits which require maximum durabilityand reliability as well as high power per-formance. Aircraft, missile systems,truck and automotive transmissions,marine speed reducers, gas turbine gear-ing, farm and off-the-road equipment.and machining tools are typical ofdurable reliable high performance casehardened gear applications.
Gear tooth and root surfaces may behardened locally by carburizing,nitriding, induction hardening, (and a.number of shallow surface hardeningmethods which improve resistance towear, but not the bending strength offatigue life at the critical root filletsection.)
Carburized And HardenedGround Gears
Due to their high impactand bendingload capacity and their good wear resis-tant properties, carburizedand hardened

gears are the most widely used casehardened gears, where rugged high per-formance is required. 'Gears may behardened all over, or masked off duringcarburizing to, prevent hardening of thehub, web, and rim areas, Carburizedgear blanks are frequently copper platedall-over prior to cutting the teeth andfinish machining those surfaces to behardened, such as functional bearing ormounting surfaces. The gear is thenheated above the critical temperature,approximately 1700DF. in a carbon pack,sah bath or a carbon atmosphere, andheld for the time required for the exposedmachined surfaces to absorb carbon tothe desired depth. The carburized casedepth may vary from 0.010 to 0.020 inchfor 20 diametral pitch gears, up to 0.025to 0.035 inch depth for U diametralpitch, and 0.075 to 0.100 inch depth forgears of 2 diametral pitch and coarser.
A carburized gear may be hardened byquenching directly from the carburizingfurnace, or it may be slew ceo led in aprotective atmosphere, then reheated ina. protective atmosphere and quenchedfor grain refinement and case hardening.The case wiU quench out at aboutRockwell C 63 to 65 and is then temperedto RockweU C 58 or 60 te 63 before finishgrinding or honing. Since about 85% ofthe distostion takes place during car-hurizing, it issomet.imes advantageous totemper the carburized gear belowRockwell C 40, then finish shave priorto hardening. This procedure may makeit possible to hone for surface finish only,or mlnimizethe necessarygrinding stock.
Most automotive transmission gearsare small and of simple design, whichmakes it possible to shave them prior tocarburizing and hardending. They onlyrequire honing to correct minor heat treatdistortions. Unljke grinding, honing isnot a meta] removing process and shouldhe used only to improve surface finishand correct very miner thermal distor-tions. Honing will also remove handlingnicks and burrs.
Other high speed high performancegears are cut, carburized. hardened, andfinish ground, The grinding stock shouldnot exceed 0'.005 to 0.007 inch for casedepths up to 0.025 to 0.035 inch and0.010 inch in the 0.075 to 0.100 inchdepth range ..
In order to minimize the grinding stockremoval. the nominal pitch circle of the
Fig. lA-Shallow case depth in root fillets.
Fig. ] B - Excessive case removal in .root fillet reducesbending sf rength.
gear can be indicated after hardendingand used to locate the centers, the bore,or the operating journals which willdetermine the gear axis during additionaloperations including gear tooth grinding.Since the pitch circle. distored in car-burize and hardening, may be difficult todefine, a proof circle near the rootdiameter, and a reference face perpen-dicular to the axis, should be providedto facilitate optimizing the concentricityand squareness of the gear teeth beforefinish grinding. Another popular ap-proach is to use a pitch line chuck witheither three or six pins to re-establish thecenter line in relation to the pitch circle.
It is absolutely essential that excessivecase removal in. the root fillet be avoided.Fig. I(A) illustrates the shallow casewhich occurs in a sharp root fillet asaresult of the small entrance area in thefillet during carburizing. View l(B)
shows the resulting removal of most .ofthe case hardened fillet during grinding.Note the thinness of the hardened sectionat the root fillet of the gear tooth whichwill fail in bending fatigue due to insuf-ficient case depth in this cnticalarea.Sharp root fillets or steps should beavoided whenever possible, especially oncase hardened gears ..
Fig. 2(A) illustrates schematically aprotuberance-cut full-fillet gear tooth andshows that the tendency towards a leancase in the fillet is greatly reduced. View2(8) shows that adequate case depth re-mains after grinding in the root and Hlletof a carburized protuberance-cut full-fill et gear.
Fig. 3(A) and 3(8) Illustratea pro-tuberancecutand a full .fillet after grin-ding only the tooth profiles. These rootsremain unground . .fully hardened and.
Moren/April 11985 35

Fig. 2A - Protuberance cut full fillet improves case depth in fillet.
fig. 2B-Grolllnd protuberance cut fillet showing sufficient case in ground root fillet.
Fig. JA - Gro1.U1dtooth profile with unground protuberance cut full fillet TOOt.
therefore,at rnaxiumum strength.However, care must be taken to removeall residual heat treat scale from the rootand fillet. If not removed, the scale mayact as a stress riser, or flake off in opera-
tion and abrade the tooth and hearingsurfaces. Scale may be removed by gritblasting the gear teeth and fillet surfacesprior to finish grinding the tooth profiles.Grit blasting may be followed by shot-
36 Gear Jechnology
peening the tooth and fillet surfacesbefore finish grinding of the tooth pro-file, only,
Nitrided Case Hardenedand Ground! Gears
Nitriding steels contain nitride-formingelements such as aluminum, chromium,molybdenum, vanadium or tungstenwhich combine with atomic nitrogen (N)when heated from 925°F to llOO°F in anatmosphere of dissociated ammonia. Thenitriding cycle requires 25 to 48 hours toproduce a 0.015 to 0.022 inch deep case,which is very hard - Rockwell 15N 90to 93 - and highly resistant to wear. Thehardness of the relatively thin case dropsoff rapidly leaving a hard surface whichis not well suited for application whereimpact loadings will be encountered.
Since nitriding is done at a temperaturebelow the critical, heat treat distortionsare minimum. In many cases, grindingafter nitriding would not be necessary ex-cept to insure removal of the "whitelayer" from the tooth and fillet surfaces.The white layer is a. brittle, weak, over-rich nitride which forms during nitridingand ranges in thickness from 0 ..005 to0.003 inch depending upon 'the nitridecycle used.
Nitrided gears are processed to takemaximum advantage of the small ther-mal distortions. The gear blanks are nor-rnalized at l800oP, annealed, roughmachined, quenced from 1725°P,tempered for core properties, finishmachined and gear teeth finish cut orshaved prior to nitriding. After nitriding,the grinding stock removal should belimited to 0.003", and extra care shouldbe taken to avoid excessive case removalin the root fillets,
Gear Grinding MethodsThe two basic methods used to grind
gear and spline teeth are the form grind-ing method and the generating method .
.Form grinding employs a disc-typegrinding wheel, contoured by diamonddressing tools to. grind the complete geartooth space profile. This type of grindingis illustrated in Fig. 4. There are severaldifferent generating methods as shown inFigs. 5, 6 and 7., Each of the generatingmethods is identified in the industry bythe name of the manufacturer whooriginally developed the particularmethod. All of the generating methods

Fig. 38 - Ground tooth profile wi th ungrou nd full fillet root.
Fig. 4 - Fanned-wheel gear grinding method. Fig. 5-Conical wheel gear grinding method.
WHEELS SET TO PRESSURE ANGLE
F"lg. 6-Saucer·r.haped wheel gear grinding method.
March/April1985 37

Fig. 7 - Threaded wheel gear grinding method.
oFig. 8 - Involute tooth profilegeneration.
employ the straight profile rackgenerating principle illustrated in Fig. a.While the straight profile rack grindingwheel and the gear reciprocate relativeto each other, the gear simultaneouslyrolls en its pitch circle, in timed relationto ,the ra.ck without slipping, thereby,generating the involutelcoth profile.
form Gear GrindersExamples of brand names areNational Broach Company.
Liebherr, Kapp,Form gear grinders are capable of
grinding beth external and internal spurand helical. gears up to 36 inch diameterand larger. (See Figs. 9A and 96) Themachi:nes have a capacity fer diarnetralpitches from approximately 64 to 2. Anautomatic grindjngcyde is providedwhich reduces the necessary reliance onoperator skill and, at the same time, in-creases the ,accuracy of the gears ground
38 Gear Techno!og,y
on the production basis by insuringrepeatability of the selected optimumgrinding cycle. The gear to be ground iscarried between centers in the index headand the tailstock.. The index head,tailstock, and the dresser are mounted onthe work table which reciprocates underthe grinding wheel. The grinding wheelhead is mounted on column ways andsupported by a grinding feed mechanismwhich raises the grinding wheel afterautomatic dressing at finish size.
The two diamond tools which dressthe grinding wheel are actuated bytemplates through reduction cams orpantographs, (Also see comments underCNC applicanon.) The grinding wheel isdressed wtih sufficient accuracy to pro-duce tooth profiles ground within attolerance band of .0002 of an inch. Sincethe dresser is cam actuated. non-involutetooth forms such as cydoidal teeth,Wildhaber-Novikov gears. straigh] sided
splines, and parallel sided splines, as wellas half-round bearing grooves. call beproduced with equal ease and accuracy.(See Fig. 10 fonn grinding wheel contourdresser).
The gear is indexed by accuratelyground hardened index plates with thenumber of gashes corresponding to thenumber of teeth in the gear to be ground.(See Fig. 11) Gears are normally groundwith a maximum tooth spacing variationbetween adjacent teeth ,.of ,0002 inch anda maximum variation on the gear .0006of an inch. The lead produced is within.000'1 of an inch per inch of facewidth.
The grinders are also equipped withcrowning or axial modification devices.The vertical motion of the grinding wheelis superimposed on !thegrinding feed. andproduces a fu]Jy crowned tooth or 'endease-off designed to prevent end loading.or the teeth due to mounting supportdeflections under varying operatingloads.
The automatic grinding cycle helpseliminate the hazard of surface temper-ing. However, additional. insurance canbe had and better finishes obtain d byusing a high grade, well filtered.sulphurized or chlorinated grinding oil,Oil mist extractors are suggested toeliminate contaminatlon of oil mistingthe surrounding area ..
Recommended grinding wheels arevitrified aluminum oxide wheels, 29Asemi-friable or hard brittle universal 38Aabrasive .. The grain sizes vary from 46to SO for combined rough and finishgrind. The hardness varies from H to 1.and the structure from a medium 5 to 9.The grinding wheel range is (29A138A)(46/80) (HIJ) (5/9) V. These machineshave been adapted to Borazongrindwheels as will be discussed later,
Saucer-Shaped Wheel Gear GrinderExamples of Brand Names;
(Maag and Hurth)The generating gear grinding machine.
shewn in Fig. 12, employs two saucershaped grinding wheels as shown in Fig,6. Maag grinders are suitable for grindingexternal and internal spur and helicalgears with various models havingcapacities up to 198 inches, and diametralpitch ranges varying f:rom as fine as25DP to as coarse as .63DP.
On a vertical type Maag grinder, theaxis of the workpiece is vertical. Theplanes established by the rim of the

fig. 9A-Form ,grinding on an external gear.
F"!;g.. 9B - Form gtinwn,g 0.11, internal ring gear.
saucer-shaped grinding wheels representthe straight profile rack tooth on whichthe work gear rolls duringtbe grindingcycle. The gear generating motion is pro~duced by a rotary motion imparted
Ithrough a change gear train driving thework table/work piece and a transatorymotion of the workpiece with a leadscrew change gear drive train. The gear,in eHect, rolls across a single tooth rack
with a tooth of the rack being replacedby reciprocating grind~ng wheels, i.e. oneright and one left flank gl'o~nd pet a roll-ing pass.
The vertical column, which can beswivelled to the desired helix ngle, sup-ports the two separately powered grind-ing whel heads. The grinding head slidecan 'be adjusted vertically to accom-modate different gear faoewidths andgear locations. The individual grindingheads can be swiveHed to the angle ccr-responding to the gear pressure angle.The grinding heads are al 0 displc,edlaterally for various pitches.
Theoretically, the rim ,of the saucer-shaped grinding wheel contact th toothflanks at one or two points dependingupon the angle setttingof the wheels. Thepoint generation method. removesm talover a small area, generating less heatand, thereby, an viaHng the need IForgrinding coolants or oils. 'Gr:inding dustis removed by a dust collector providedwith the machine.
The horizontal Maag grind r also usestwo saucer type wheels, but ,they are setat a zero degree grinding pressare angle.The generating principle can be likenedto the basic mechanical construction ofan involute, i.e. a circular disc with astring wrapped around it, and unwindil'\8the taut string produces a series of'tangents to the "base circle" prooucLng aninvolute curve. Replace that base circledisc with a. segment "'roUing block"andsteel bands for string, and you have thefundamental operating principle ofaMaag horizontal. grinder. (See Fig 13).
One of the most important factorsabout a Maag gear grinding rna hine isthat the active face of the grinding wheelmust stay in a set position. This is ac-complished by a grinding wheel wearcompensating device that senses as littleas .000041)1' wear in the face of the ac-tive grinding wheel. Through a mech-anical drive train, the grinding whee[ ismoved back into i'ls correct positionaU'lomatically.
Inorder to rompensa'te for tooth beamdeHections under varying loads, it isdesirable to relieve the tooth profiJe atthe tip and on the Hanks. Profile andlongjtudinal modifications are achievedby a hydromechanical cam operatedsystem or a CNC controlled unit whichmoves, the grinding spindles laterally intimed relation with the generating stroke

and axial feed slide. (Fig. 14A and B).Helical gears require that an additional
rotation be superimposed on thegenerating motion, the magnitude anddirection of which is dependent upon thehelix angle. On the horizontal machines,this is effected by a helical guide disc andsliding block arrangement which impartsa transverse motion to the tape supportstand in proportion to the axial feed mo-tion .. The lateral movement of the tapestand is converted by the pitch block andtapes into additional rotary motion asrequired.
Both horizontal. and vertical grindersare fitted with automatic Weed controls,indexing systems, wheel wear compen-sating units and diamond operated dress-ing devices for complete automaticoperation.
Maag type grinders use vitrified bondtype grinding wheels having a. composi-tion of aluminum oxide or silicone car-bide. Grain sizes normally fall in therange oJ 46-80, depending upon diarn-etral pitch, and also are in the soft rangesof F to L Balancing of this type of grind-ing wheel is not that critical. Therefore,only a set of parallel bars and adjustableweights are used for balancing. It shouldbe pointed out that Borazon grindingwheels are presently in use on Maaggrinders for grinding of tool steel gradematerials, i.e. shaving cutters and roil-ing dies. (See later comments regardingBorazon grinding).
Threaded-Wheel Cear GrindersExamples: Reishauer and OkamotoReishauer and Okamoto gear grinders
are fast precision machines employing a3lf4 inch diameter threaded grindingwheel as illustrated in Fig. 7. Operatingprinciples of this type of grinder are il-lustrated in Fig .. 15. A section of thethreaded-wheel is an involute rack. Thesemachines are designed for external spuror helical gears up to 28 inch diameterwith helix angles up to 45°. Pitch andhelix angle determine the maximumfacewidth of helical. gears. This type ofgrinder is capable of grinding Dr's in therange of 3-48, depending on the size ofthe machine. The principle ·0£ thethreaded-wheel generating grinder is thesame as the gear hobbing machine. Thegear is mounted vertically and moves ax-ially in both directions during grinding
40 Gem Technology
Iitillfll/19 roDf11MproM,
Fig. 10 - Form grinding wheel contour dressing,
a) Indexing position, notch 1
b) Indexing
d) Mak.ing contact notch 2
-,~~.
~"'" "';"'"~Fig. 11- Mechanical indexing head (CNC indexing is also used),

8--------------~~~~~~,8+7--------------~~~~~
Fig. 12- (Upper left) Kinematics of saucer shapedwheel gear grinding machine, grinding wheelssetto pressure angle of the gear,
GrindingHeads
column radial slide2 column3 swivel head ( ~ )4 crossbsarn5 ram6 grinding wheel7 grinding wheel8 wheel head motor9 module change gears10 index change gears11 work table with central hole12 generating drive motor13 ram drive reversing motor14 hydraulically operated instrument table (lor
ES-401 and ES-430 measuring systems)
Ores.singDevices-
RolhngBlock
Fig. 13 - (Right) Kinernatics of saucer-shaped wheelgear grinding machine.
Marchi Apr,jJ~985 ,41

Fig. 15 - (Below) Operating principle ofthreaded-wheel gear grinder.
Fig. 14B -Kinematics of profile and longitudinal correction system.
4.2 Gear Technology
Fig. lilA - Correction cam forprofile modification.

cycle ..The grinding wheel is fed into thework at the end of each pass. The grind-ing feeds and speeds are automaticallychanged from rough to' finish. A hy-draulicallyactuated, collet type clampingdevice can be disengaged to allow theworkpiece to free wheel for exceptionally
Spur Gear
Helical Gear IR.H.I
Helical Gear IL.H.I
)
WHf l$HlftiNGn'Ol
WH-[IELTRulPrIIGSl'O[
WHEt ..INfEEDSLID!
fine finishes. (See kinematic drawing, Fig.16 for mechanical drive train machine).
Crush formi.ng a new grinding wheelthread can be a relatively lengthy pro-cess, especially when it's done on themachine. Off machine dressingap-paratus' are available that reduce thisdressing cycle without interfering withgrinding machine productivity. Further-more, pre-formed wheelsare availablef:romthe grinding machine manufac-turer. Dressing a pre-crushed wheel re-quires only about 20 minutes. However,if profile modifications are required, itcould take somewhat longer. A univer-sal truing attachment can dress the wheelto produce involute profile or modifedtips and flanks to a type of diamondplated rolls mounted on motorizedspindles available for dressing the grind-ing wheels, A single roll requires a veryprecise roll, and it dresses both sides ofthe grinding wheel at one time. The twofOU methods have two diamond rollsmounted on independent spindles andmakes it easier to adjust for diamond rollwear.
As the work passes axially through 'thegrind:ing wheel, the gear rocks axially toproduce crowning. The magnitude andlocation of the axial profile modificationis controlled by cams mounted on thework slide. Gene.rally, the best results are
Fig. 16-Kinematics of mechanical. machine drivetrain.
obtained with a good grinding o,il and avitrified aluminum oxide grinding wheelwith a specification of 38A (1501180)(H0l9V.Reishauer does have available an. NCcontroUed machine that eliminates index-ing change gear drives and other driveelements. Quicker set-up times are possi-ble w:ith this new machine and higher ac-curacies are daimed. (See kinematicdrawing. Fig. 17)
Coni.cal Whee] Gear GrinderExample Brand Names: Pratt & Whitney
w11l'c11 is no longer mal1ufactur;ed,Hofler and Niles
These grinders are available with max-imum diameter capacity up to U7.Sff
,
diametral pitch ranges from .8 t08.S,and helix angles up to 35°. The machinesare capable of grindJng external spur andhelical gears only.
Fig. 5 shows the cross section of thconical grinding wheel as a straight pro-file rack tooth, The overhead grindingwheel head ram reciprocates rapidly athe work table feeds slowly back andforth at a right angle to the gear axis. Thereciprocation of the ram is accomplishedeither via mechanical. means or by ahydraulic piston. The generation of thetooth profile on this type of gear grind-ing machine is based on the principle ofrolling a gear along a rack, The grindingwheel has a trapezoidal cross section, cor-f' spending to an individual rack tooth,The involute is produced by the rollingmotion of the workpiece alonga straightflank of the grinding wheel. For helicalgears, the grinding wheel slide completewith grinding wheel. is swivelled to thehelix. angle of the workpiece. The rna-chinr produces the involute profile bygrinding thtooth flanks along straightlines. These lin s correspond to the con-tact line with the mating gear. The pro-duction oj the involute profile requiresthe work table and its slide to carry outa positively controlled generating rollingmovement, i.e. the linearand rota:ry mo-Ilion must be synchronized. This syn-chronization is achieved by change gears,The right hand flank isground while thework table mov s in one direction, andthe left hand flank is ground duringmovement in the return direction. Thedifference between the thickness of thegrinding wheel and the width of thtooth space isc:ompensated via two posi-
Mcrchl/Aprill985 43

honing elements. The indexing process ofthe machine, i.e, the indexing motion ofthe workpiece from tooth to tooth, takesplace automatically through a changegear drive using a spur gear differential.(See Fig. 18).
The grinding wheel is dressed orshaped by means of dressing diamondslocated ina dressing unit mounted on thegrindingcarriage. There isa single dia-mond dressing the 0,0. of the conicalwheel, and two side diamonds are re-quired to dress the flanks of the grindingwheel. These side diamonds are adiustedto the required angle by spindles withgraduated positioning scales, i.e, set tothe required pressure angle. During thedressing process, the grinding wheel andits dressing units are moved radially inrelation to the workpiece, the dressingunit being fed at a 45° angle, Thisoperating procedure is necessary so thegrinding wheel diameters are automat-ically compensated to remain in the sameradial. relationship to the workpiece, (SeeFig. 19).
44 Gear Technology
w
Fig,.17- Threaded-wheel gear grinder electronic drive train.
Fig. 20 illustrates how profile andlongitudinal corrections are accomplish-ed. For tip and root relief and the in-volute modifications, the grinding wheelis corrected by means of adjustabletemplates that alter the straight motionof the earlier mentioned side dressers.The rack tooth now contains the neces-sary tip and root relief corrections whichare reproduced on the tooth profile dur-ing the grinding operation.
longitudinal correction, crowning, isachieved during the stroke motion of thegrinding slide with the tool slide follow-ing the adjustable template. The templatedevice creates an addtional movement ofthe grinding wheels in a radial. planewhich results in a longitudinal correction.The amount of the correction depends onthe form of the template and the mag-nification of the lever ratio. (See Fig. 2D).Grinding wheel balancing, especiallyrunout of the grinding wheel, is impor-tant in this grinding process. Some of themachines have built-in balancing devices.
As with any gear grinding machine, it
is important that heat from the grindingprocess is not absorbed by 'the workpieceor the machine. Therefore, the hydraulicsrequired for the machine drive and con-trol is normally installed separately fromthe machine with a temperature controlsystem. A considerable amount of heatis generated in this grinding processwhich normally dictates the need for agrinding oil coolant. Selection of thegrinding oil is particularly importantbecause the surface quality of the groundtooth is effected by the degree of purityof the oil. Both magnetic or continousband filter cleaning systems are neededto assure the coolant grinding oil remainsdean. In most cases, an oil mist extrac-tor is also required because of theunavoidable misting of the oil. from thegrinding operation.
CBN GrindingCubic Boron Nitride, also known
under the trade name "Borazon" is thehardest material known to man, next to

© I @
8---------VVJ@
~®
Grinding wheel is introduced into tooth space'. Grindingof left hand flank.
Grinding of left hand flank completed.
Grinding acuon is changed over to right hand flank withcompensation for flank clearance.
Grinding of Iright Ihand flank begins.
Gri.ndingl of right hand flank completed.Retraction of grinding wheel from tooth space 1. Index-ing is initiated.
Index'ingl whilst workslide is stationary.
Reversal of feed motion, compensation for flank clearance',grinding wheel is introduced trno tooth space .2. Grindingof left hand flank.
(A)
(8)
(C)
(D)
(E)
(IF)
(G)
Rs. ]8,- ~nl!rating process ·of it conical wheel gear grinder.
a diamond. Its mechanical strength ismore than double that of corundum,CBN also has the capacity to withstandthermic loads twice as high as that of adiamond .. Furthermore. its cubic shaperesults in grains having a very pro-nounced cutting edge. All these featurescreate an ideal condition for use as anabrasive in gear grinding. (See Fig. 21).
These attractive features can be lookedat both positively and negatively. Dress-ing or forming the wheel can be very dif-
ficu.!t because of the desirableabrasiveness of CBN. On the other hand,once the desired shape of the grindingwheel has been obtained, frequent dress-ing is not necessary. if not impossible.CBN grain size and bonding agent is asimportant as it is with conventionalsilicon carbide or aluminum oxide grin-ding wheels.
CBN grinding wheels can cost as muchas 20-30 times more than conventionalgrinding wheels. This substantial dif-
.LJ
Fig. ]9'-0.D. and side dressers for requiredpressure angle dressing.
ference in cost relates to the CBN rawmaterial and thegrinding wheel blank.Normally, a thin layer of CBN coatingis applied to a steel wheel base. Ofcourse, the wheel. design relates to thegrinding technique being used. Thismeans that some grinding techniques caninherently benefit more than others fromthe use of CBN wheels. That benefitdepends upon the increase inproduct-ivity in relation to the higher cost of thegrinding wheel and the lot sizes.
CBN grinding has been ,effect.ively ap-plied to the followed grinding techniques,
Form gear grinding, especially in thesmaller diameter ranges, i.e. 12" andsmaller. and finer pitches. i.e. 5 andup - a steel based wheel is formed Ito therequired involute form and 3. thin layerof CBN is applied to the involute profileportion of the wheel. (See Fig. 22).
Saucer shaped wheel. as shown in Fig.23 - CBN has been used quite extensivelyfor the manufacture and sharpening of
Marchi Apnll 198545

Tooth and grinding wheel profile modification
Schematic representation of crowning mechanism
Fig. 20 - Profile dressing for correction, longitudinalcorrection (crowning) by radial movement of grind-ing wheel head with a template.
rolling dies and for shaving cutters madeof high speed steel. Recently, it has beenapplied to larger case hardened largergears, i.e. 60" and coarser pitches, 2DP.
Conical wheel gear grinders - CBNgrinding is possible with this type of amachine and development work has beendone in this area. The writer is not awareof any machine being used in productionwith CBN wheels.
Threaded-wheel gear grinders: Devel-opment work continues with thesemachines, as well as a variation of thethreaded grinding wheel. However,rather than cylindrical. an hour glassdesigned wheel is used.
The Application of CNC(computer numerically controUed)CNC has found its way into gear
grinding machines only in the ast cou-ple of years. One would associate CNCwith gear grinding machines in severalways. First, as a controller used to setand monitor feeds and speeds. Second,in the case of a saucer type gear grinding
46 Gear Technology
Fig. 21.- Cubic boron nitride grain.
eliminated tooth indexing plates. In eithercase, set-up changes and tooling costshave been substantially reduced. Un-doubtedly, CNCcontrolIed machinesand in-process inspection equipment willlead to the installation of gear grindingmachines in flexible manufacturing cellsor systems.
machine, it is used to program profileand longitudinal modifications or, witha form gear grinder, control the profiledressers.
Fig. 24 illustrates the history of toothmodifications, while Fig. 2S showstopological modification which can onlybe accomplished through the use of aCNC controller.
The third application has been theelimination of change gear drive trains,as in the case of the threaded-wheel typegrinding machine. (See Fig. 17) In thecase of form grinding machines, it has
Grinding Time EstimateEstimating, Production Control, Man-
ufacturing and other departments, fre-quently require estimates of the time re-quired for a specific gear grinding opera-
Fig. 22 - A thin coating of CBN applied to a. steelbased wheel.
(Continued on page 48)

, ,LeHersfor this column should beaddressed 10 Lett rsto,cheEdltorr GEAR TECHN'OLOGY ..P.O'.,Box 1426. Elk Gro·y Village.IL 60007~ Letters submitted tothis column b com-' the prope.rty0' ,GEAR'TEC'HNDLOGY,. !Nameswilli ,be wUhheldl Iuponl request;howeyerr ,no anonymous: letterswilli Ibe published. O,pl'nlons ,ex~pressed Iby'contributors are notnecessarny those ot the editor 'orpubl.lshlngstall.
HELP WANT,ED
G,E.ARPERS,ONNEL
PROCESS ENGINEERS
SHOP SUPERINTENDENT
OPERATIONS M.ANAGER
MACHINISTS
NjC PROGRAMMERSUPERVISOR
PlANT MANAGER
MANUFAC~URINGREPS_
Applicants must have gear experience and beambitioos. These are new posilioos createdby internal grCN./th at both our San Diego.California.and Roseville. Mlchig;mplants.
ACR INDUSTR:I,ES292001 Calaha.n
Roseville" Michigan 48066
313·773.0450
Rates: Classified Display-$100 per inch(minimum 3 "),Type will be set to advertiser'slayout or Gear Technofog-y will set Iy-pe at noextra charge. Word Count: 35 charactersper line, 7 lines per lneh.
VIEWPOINTDear Editor:
The cost of teaching salesmen the insand outs of gearing hJS proven to be ex-pensive. Your journal is Just what wehave been looking for. We found yourarticle on lubrication analysis on geanngvery interesting. More on the basicsandmore on lubrication would be appreci-ated.
WilliJm G. Lengenfelder, PresidentModern Machine Works
Congratulations on your bold move Inpublishing a magazine devoted to gear
rnanutacrunnq. In my opinion, trus ISsomething that hJS been needed for along time, and I admire your courageand convicnons InJumping mto such aventure.
Borh issues have been outstanding.and if future issues maintain the samehigh standard. I am absolutely certaineveryone in the industry will benefit.
Keep up the good work, and we lookforward to your continued successin thepublication of this fine journal.
Robert Cragg, PresidentEarle Industries. Inc.
CLASSIFmo
SPIR'Al BEVELG:,EARS
Protype or production up to 34!!Breakdown work -last turnaround
Complete machining, heat treat,lapping and testing
CALL USI'
B&R' MACHINIINIG,PO Bo)( 536
Sharon, TN 382551-800-238-0651
There's stllli tim •••closing date for a classifiedadin the MaylJune Issue isM,arch ,25th.,
P,ayment: Full payment must accompanyclassified ads. Mail copy 1.0 Gear Technology,.P.O. Box. 1426, Elk Grove Village, IL 60007.Agellcy 'CommissIon: No agency commis-sion on classifieds.
ACCESSORIES
SPLINE GAGESMASTER GEARS
SPUR - HELICALVARIABLE SPLINE GAGES
SPLINEARBORS & CHUCKS
WESTERN SPLINE GAGE INC.P.O. Box 702, 285 James Str, t
Holland, Ml 49423616-399-4021Telex 226.305
TEll OURADV,ER'TIISERS
YOU SAW11 liN
,G:EARTECHNOLOGY
Closing date: Ads must be ,received by the25th ollhe' month, two months prior to'publication. Acceptance: Pub'lisher reservesthe right to accept or reject classified adver-tlsementsat his discretion.
Morch/Apr,jJI'985 47

fig. 2J - CBN saucer shaped wheel for shaving cut-ter sharpening.
Fig. 25 - NEW: Topological Modification variablernodification'Z" of 'tooth profile across facewidth"X' as well as along profile "YH.
tion, Many grinding machine manufac-turers have published references that canassist a user in determining grindingtimes, Unfortunately, many of thesereferences are old and no longer valid.Most manufacturers now have computerprograms that will accurately calculategrinding times based on basic gear datainput as well as grinding stock allowanceper flank. However, production timeestimates must be used with caution, Ap-preciable deviations from the estimated
48 Gear Techno'iogy
H'i.tory of T,ootih Modifications
1 involute tooth profile without any modifications
2 crowning (Ionqltudmal corrections) withplain mvotutetcoth profile
3 modified involute tooth profile uniformacross facewidth
" combination of (2) longitudinal correctionand (3) uniform modified profile
Fig. 24 - New topological modification variablemodification "z" of tooth profile" across facewidth"x· as well as along profile "y"o
grinding times can occur because of gearblank quality, runout, grinding stock,grinding wheels used, tooling, loadingfixtures, blank distortion due to the heattreating process, etc. Unfortunately, inquite a few cases, trial grinding is theonly means possible to accurately deter-mine grinding times.
A direct comparison of gear grindingcycle time with cycle time of other geartooth finishing methods, such as finishcutting, shaving, honing and skiving,
does not reflect the true relative cost ofproducing ground gears with the cost ofproducing qualityunground gears. Geargrinding can ·effect substantial cost sav-ings in cutting, perishable tools and in-spection. Studies have shown thathardended and ground precision gearsmay cost less to produce than com-parable unground gears.
E-6 ON READER REPLYCARD

'. Large diameter master worm wheel and high accuracyball screws results to high accuracy gear products.
• Heavy duty construction and high power motor enablesto generate gears up to module 10 IDP 2.5}.
'. Preset tapered hob arbor makes hob changing fasterwith ease.
T'HE iUN'BEATAB,LE ,GHi400NC10_ ApIPEARI~~GI -;r' BEN:SENV'ILLE
IBased on iits 25 year history of manufacturing gear hobbingmachines, Mitsubishi has oompleted its full CNC 5-axis gear hob-ber, the GH400NC.NCMlfield plO\len il11hedomestic market in Japan, tile GH400NCmakes its debut here in the U.S.A. The machine will be displayedat tihe Mitsubishi show 100m at Bensenville. Mitsubishi has open-ed iit's new office here.
FEATURES.Set-lip time reduced to 1/10th compared to conven-
tional type machines.'.Simple programming. Computer memory stores up to
100 different kinds of programs..Capable of tapered gear hobbing and crowning under
CNC. No templates required.
BRIEF SPECIFICATIONSMaximum workpiece diameterMaximum moduleMinimum number ofleethMaximum number of teethRadial travel XAxial travel ZHob shift YHob head swivel angle AMaximum table rotation CHob speed range
400mm (40")10 (DP 2.5)6120250mm (10")300mm (12")150mm (6")±45°27rpm8O-350rpm
For more details please write us 10 the address below or call(312) 860-4220
• MIITSUB,ISNI.... H AVY INDUSTRIES. LTD.
51, Mitrunouchl 2'Chorne CMlyoda ku Tokyo JapallCable Addr ... HISHIJU TOKYO
Mitsubishi, He8.vy Industries America, Inc.873 Supreme Drive. Bensenville. It 60106, Phone: (312) 860-A22Q
CIRCliE A·13 ON READER REPLYCA_RD