
TRADITIONAL ingots vs. REMELTED, Comparing Metallurgical Results
1 | P a g e
Metal Trade in the Baltic Sea:
The Copper Ingots from Mönchgut 92
A thesis written by
Joop Werson
With the aim of obtaining
and in partial fulfilment of the requirements for
the degree of
Master of Arts in Maritime Archaeology
June 2015
2 | P a g e
To Muriel, for her support and understanding
Written under the supervision of Prof. Dr Jens Auer at Syddansk Universitet's Maritime Archaeology Programme, Esbjerg
3 | P a g e
Abstract
Metal Trade in the Baltic Sea:
THE COPPER INGOTS FROM MöNCHGUT 92
Joop Werson
Syddansk Universitet, 2015
This paper is concerned with the presentation and analysis of the copper ingots found on the wreck site Mönchgut, Ostsee VII, Fundplatz 92. These ingots, showing strong similarities with so-called ‘Reißscheiben’ ingots, were discovered in the Baltic Sea in the summer of 2010, by an excavation team from the Landesamt für
Kultur und Denkmalpflege Mecklenburg-Vorpommern, Schwerin. Metallurgic and lead isotopic analyses on the ingots have confirmed that, what the majority is concerned, these originate from Sweden. So far, relatively little research has been done on Reißscheiben ingots. By analysis and interpretation of the ingots and their markings, the author aims to contribute to a better understanding of the Reißscheiben production process and trade networks during the Late Medieval period.
Keywords: Mönchgut 92, copper, ingots, metal trade, Reißscheiben, house marks, markings, Late Medieval period, Baltic, Sweden,

4 | P a g e
Acknowledgements
The road which ultimately lead up to this thesis was, in this particular case, a long one: After finishing my undergraduate as a journalist at the Academy of
Journalism and Public Relations in Tilburg, the Netherlands, in 1996, I wanted to continue studying underwater archaeology. My interest for this type of archaeology started in the early eighties with Jacques Yves Cousteau (although not exactly an archaeologist), George Bass and, at a later stage, continued to the books and publications of Fik Meijer and Thijs Maarleveld. Combined with my passion for diving, underwater archaeology was a natural choice. However, the unavailability of such a course at that point in time meant that it was not to be.
Over the years I stayed involved with professional and vocational underwater archaeologists, on an organisational as well as on a practical level. It was in 2008 as Rex Bangerter, a Field School director for the Sanisera Underwater
School, pointed out the possibility to study underwater archaeology in Denmark. For a couple of years this possibility milled around in my mind. After some correspondence with Jens Auer, I realised that after all, it wasn’t that impossible to join a full-time study program - even in combination with a seasonal full-time job. In the spring of 2012 this ultimately led to the decision to apply for admission. Like Jens said: “Man ist nie zu alt zum lernen.”
First and foremost I would like to thank my wife Muriel for enabling and supporting me in this decision and taking over my work load in our diving company, while I was submersing into a different life as a graduate student, 2500 kilometres north in rainy Denmark. Between us, it goes without saying that personal development should always be possible, although in this case it was a bit more extensive than the ‘average two-week course’. Thanks to Ryanair, I was able to divide my attention evenly between study and work, and to see Muriel on a two-weekly basis.
I also would like to thank my professor and thesis advisor Jens Auer, who came up with this subject when timbers from the Mönchgut 92 wreck arrived in Esbjerg for Faro-Arm recording. Jens has spared no effort to aid me with this thesis and bring me into contact with relevant sources, despite his extremely
busy schedule.
5 | P a g e
Furthermore I would like to thank my professor Thijs Maarleveld. First for allowing me into the program, as I finished my undergraduate degree in a time before such a thing as ETCS-points were known. “Ik heb je gematst!” - I’ll never forget these words during our first meeting at university. I hope I haven’t made him regret his decision. I also would like to thank Thijs for proof-reading parts of this thesis and for providing me with information on the Terschellinger
Gronden/Thomas Smit Gat site.
I also would like to thank Dr Jens-Peter Schmidt from the Landesamt für
Kultur und Denkmalpflege Mecklenburg-Vorpommern, Schwerin. Herr Schmidt has been extremely helpful in providing me with information, ranging from book articles to drawings of the ingots, always replying to my questions either verbally or by email, despite his busy schedule.
Also a big “thank you” to the following persons: Prof. Dr Thilo Rehren for his opinion on the metallurgic report, proofreading the subchapter about smelting and my questions regarding archeometallurgy in general. Mr Hans
Cappelen, JD, for proofreading chapter 5 on house marks. Prof. Dr Waldemar Ossowski from the National Maritime Museum in Gdansk, for sending me information on his work and that of his colleagues regarding the cargo of W-5 (the Gdańsk Copper Wreck) and the metallurgic analysis of the Reißscheiben before publication. Dr Sabine Schade-Lindig from the Landesamt für
Denkmalpflege Hessen, Wiesbaden for sending me relevant information and pictures on the finds from Braunfels-Philippstein and Wetzlar-Steindorf. Furthermore I’d like to thank Staffan von Arbin, Prof. Dr Johan Ling, Dr Michael Prange, Jan Öijeberg and Arne Sjöström for taking the time to reply to my e-mails.
I would like to thank my fellow students Alexander, Dan, Franzi, Jessica, Klara, Mihai, Nick, Nicky, Nicola, Niels, Petru and Uli for their friendship and the good laughs we have had.
Finally, and although often taken for granted, I would like to thank the Danish people for enabling me, and many other European students, to study in their country, which I have grown fond off - apart from the weather. But maybe that’s just Esbjerg.
6 | P a g e
Table of contents
Dedication 2 Abstract 3 Acknowledgements 4 Table of contents 6 List of Figures 8 List of Charts 9 List of Maps 10 1. Introduction 11 1.1 Aim and objectives 11 1.2 Literature review 13 1.3 Source review 14 1.4 Methodology and approach 15 1.5 Terminology and usage 17 1.6 The Mönchgut 92 wreck 17 2. Metallurgy 21 2.1 Origins of copper metallurgy 21 2.2 Properties of copper 22
2.3 Uses of copper in the Medieval period 24 3. The economy of copper 27
3.1 Sources of copper 27 3.2 Mining 29 3.3 Smelting 30 3.4 Transportation 37 4. The social context of copper mining and trade 43
5. Inscriptions and stamps 45
5.1 The house mark or personal mark 45 5.2 The use of inscriptions 46 5.3 Religion and runic marks 49 6. Analyses of the Mönchgut 92 ingots 51
6.1 Distribution 52 6.2 Morphological analysis - shape categorisation 54 6.3 Morphological analysis - dimensions and weight 57 6.4 Morphological analysis - length, width and thickness 59 6.5 Morphological analysis - surface and patina 61 6.6 Metallurgic- and lead isotope analysis (LIA) 69
7 | P a g e
6.7 The Mönchgut 92 markings 77 7. Analyses with other Reißscheiben finds 82
7.1 Reißscheiben finds in context 84 7.2 Metallurgic comparison 90 7.3 Comparative analysis 92 7.4 Markings, inscriptions and stamps 96 8. Conclusion 100 9. References 104
9.1 Primary sources 104 9.2 Secondary sources 107 9.3 Forthcoming or unpublished 112 9.4 Internet resources 113 9.5 Personal communication 113 Appendices
I. Glossary II. Metallurgic report and LIA of the Mönchgut 92 Reißscheiben III. Weigh list Mönchgut 92 ingots IV. Mönchgut 92 ingots with markings V. Mönchgut 92 ingots with plano-convex shape VI. Digitised drawing Mönchgut 92 wreck site - ingot distribution pattern VII. Digitised drawing Mönchgut 92 wreck site – distribution marked ingots
8 | P a g e
List of Figures
Page
Figure 1: Plano-convex shaped ingot 16
Figure 2: Ingot 14 - hole from lifting bar 16
Figure 3: Explosion on a ship near Neumühlen (copper etch) 25
Figure 4: The open pit of the Falun Gruva 29
Figures 5 and 6: Fire-setting in an underground mine and sorting of the ore 32
Figures 7 and 8: Roasting of copper cakes and an example of a water-wheel 33
Figure 9: Dividing of the tasks conducted at a shaft furnace 35
Figure 10: A Reißscheibe ingot being carried out of a workshop 35
Figure 11: Some basic house mark forms 45
Figure 12: A basic house mark from ‘De Groenwald’ and five variants 46
Figure 13: The medieval Latinised futhark 50
Figure 14: A cluster of copper ingots in the south-western quadrant 52
Figures 15 and 16: Half ingots 24 and 46 55
Figure 17: The ‘halved’ side of ingot 24 55
Figures 18 and 19: Ingots 51 and 67, former showing tap hole from furnace 56
Figures 20 and 21: Possible older cast on the underside of ingot 66 61
Figures 22 and 23: Examples of corrosion on the Mönchgut 92 ingots 62
Figures 24 and 25: Forceps imprint on ingots 24 and 20 63
Figures 26 - 27 - 28: Stamped markings on ingots 7, 22 and 33 64
Figures 29 and 30: Banana-shaped dent on ingot 36 and forceps dent on ingot 45 65
Figure 31: Difference between a Reißscheiben and a plano-convex ingot shape 65
Figures 32 and 33: Wood splinters and shells embedded in ingot 57 66
Figure 34: Reconstruction of a Reißscheiben cast 67
Figures 35 and 36: Charcoal embedded in ingots 47 and 9 68
9 | P a g e
Figures 37 and 38: Metal piece embedded and separated from ingot 62a 69
Figure 39: Overview of stamps and markings on the Mönchgut 92 ingots 78
Figures 40 and 41: Trident marking on ingot 14 and marking on ingot 33 79
Figure 42: The Reißscheiben production process visualised 82
Figures 43 and 44: Copper bars and Reißscheiben from the Elbewrack 83
Figure 45: The copper hoard found near Wetzlar-Steindorf 88
Figure 46: Reißscheiben find from the Terschellinger Gronden 89
Figure 47: A stack of Trelleborg Koppervraket ingots 94
Figures 48 and 49: Ingot similarities between Koppervraket and Heringsdorf 58 95
Figure 50 and 51: Reißscheiben ingots from the Heringsdorf 58 Wreck 95
Figures 52 and 53: Marking of Neusohl and the Paller merchant family 97
Figures 54 and 55: Markings found on the Elbewrack and wreck site Kent coast 98
Figures 56 and 57: Incisions on Mönchgut 92 ingot and Reißscheibe from Braunfels-
Philippstein 99
Figures 58 and 59: Markings of the Fugger Company 99
List of Charts
Chart 1: Distribution of the difference in shape 54
Charts 2 and 3: Shape distribution of cluster group 1 and 2 56
Chart 4: Weight distribution of the Mönchgut 92 ingots 57
Chart 5: Weight distribution of the Mönchgut 92 ingots - group 1 58
Chart 6: Weight distribution of the Mönchgut 92 ingots - group 2 58
Chart 7: Length distribution of the Mönchgut 92 ingots - groups 1 and 2 59
Chart 8: Trace and minor element concentrations 70
Chart 9: Dendrogram based on logarithmic element contents 71
Chart 10: Trace and minor element concentrations after cluster analysis 72
10 | P a g e
Chart 11: Lead isotope ratios 208Pb/206Pb vs. 207Pb/206Pb 73
Chart 12: Lead isotope ratios 204Pb/206Pb vs. 207Pb/206Pb 74
Chart 13: Estimation of the age of the ore 75
Chart 14: Comparison of the Mönchgut 92 ingots with samples from Bergslagen 76
Chart 15: Comparison of lead isotope ratios 204Pb/206Pb vs. 207Pb/206Pb 77
List of Maps
Map 1: The wreck site Mönchgut 92 in the Greifswalder Bodden 18
Map 2: Wreck site of Mönchgut 92 in the construction path of the pipeline 18
Map 3: The Hanseatic League around the 15th century 40
Map 4: Geological provinces in Scandinavia with approximate age estimation 75
Map 5: Copper Reißscheiben ingot finds in Europe 84
Map 6: Former harbour of Heligoland with find sites marked 93
11 | P a g e
1. Introduction
In the winter of 2012/13, the Maritime Archaeology Program (MAP) of the University of Southern Denmark in Esbjerg received over one hundred timbers, twenty-three potsherds and four barrels with a possibly iron concretion (Staude et al., 2011) from the wreck site Mönchgut, Ostsee VII, Fundplatz 92 (hereinafter: Mönchgut 92), popular known as the ‘Kupferwrack’. A fifth barrel that had been discovered was sent to the Deutsches Schiffahrtsmuseum (German Maritime Museum) in Bremerhaven for further analysis, from which no results are available as yet. The Landesamt für Kultur und Denkmalpflege Mecklenburg-
Vorpommern, Schwerin passed these items on to the MAP for FARO-Arm recording and further analysing.
A total of sixty-six copper ingots stay in storage with the aforementioned Landesamt, because of their volume and sheer weight, totalling 1.612 kg (Wiegeliste Inventarnummer 2010/1015, Landesamt, hereinafter weigh list; appendix III). A metallurgic- and lead isotope analysis (LIA) conducted by the Deutsches Bergbau-Museum (German Mining Museum) in Bochum, determined that the ingots originate from two different ore deposits. At least one deposit, containing the majority of the ingots, is from Swedish origin (Prange, 2015).
1.1 Aim and objectives
The subject of this thesis materialised after a horribly early trip to the Landesamt
für Kultur und Denkmalpflege Mecklenburg-Vorpommern, Schwerin, to pick up the remains of some casks that were aboard the Mönchgut 92 wreck. Here, the author had a first possibility to see the Reißscheiben in storage. Although there are references as to their manufacturing process in written sources (Agricola, 1556; Hänsel et al., 1980; Stühmer et al., 1978; Schade-Lindig, 2012), and despite earlier finds of Reißscheiben ingots, so far relatively little research has been done on them, neither on Baltic trade routes for copper (Staude et al., 2011). Land finds of this type of ingot are quite rare, as the raw copper represents a certain value as a metal and would soon be in use again (Schade-Lindig, 2008). The same applies, albeit to a lesser extent, to maritime finds, although this is more of a contemporary problem.
Good -and recent- exceptions in this case are W-5, the so-called ‘Gdańsk
Copper Ship’ or ‘Miedsiowiec’ (Garbacz-Klempka et al., 2014; Litwin, 1980; Ossowski et al., 2015), the Wreck from Wittenbergen, better known as the
12 | P a g e
‘Elbewrack’ (Bracker, 1986, 1987; North, 1984; Rehren, 1995; Westermann, 2002) and the Skaftö Wreck (Von Arbin, 2012, 2014).
As metallurgic and LIA analyses have determined that, due to considerable
differences, the ingots can be divided into two different groups, one of the objectives of this research is therefore the observation, analysis and subsequent comparison of both groups. It would be interesting to see if the marked and/or stamped ingots can be found in a certain group? Are there differences in shape, size and weight between the ingots in both groups? In how far are the metallurgic compositions between both groups different? And can the distribution of both groups on the wreck site give us more clues?
A second objective is the comparison of the Mönchgut 92 ingots with other Reißscheiben finds, by looking at the differences and possible similarities in shape, size, weight and surface appearance. It is sometimes striking to see the differences among them; a discoid, ovoid-shaped or irregular form; dissimilarities in weight and size, surface appearance, et cetera. And even so, they categorise as
Reißscheiben. Or possibly not?
Another objective is the analysis of the Mönchgut 92 inscriptions and stamps and a comparison will be attempted with other markings found in written sources. A total of twenty-three different markings, in the form of nineteen carvings and four stamps, have been observed on a total of eighteen ingots. The question arises as to why some ingots are marked and most not? Why some bear stamps and others carvings? Why do some ingots have two or even three markings? And why are all markings different? Do they belong to manufacturers or to merchants? As mentioned before, a comparison will be attempted, as most of the inscriptions found on the Mönchgut 92 ingots may be best described as ‘very basic’ and ‘in general use’, and as such can easily lead to a convenient, albeit wrong conclusion. However, by looking further into them and researching the
Swedish house marks of the Late Medieval period, it might be possible to get a better idea on the Baltic trade and trade networks of that time period. All too often, the study of copper production and trade in the Late Middle Ages has to be researched from the literature or by investigating raw materials found sporadically on land (Braunfels-Philippstein, Cracow, Heligoland, Wetzlar-
Steindorf). The varied cargo of sunken merchant ships such as Mönchgut 92, although maybe not always well-preserved, therefore provides, in combination with the ongoing development of maritime archaeology, an excellent means to investigate the raw metal production and trade in context. This also applies to
13 | P a g e
ship construction, as the number of archaeologically investigated wrecks from the 15th century is still very small (Von Arbin, 2009).
An additional point of focus lies on the analysis of the metallurgic and LIA
report from the German Mining Museum. Given the production of copper ore from German and Hungarian origin at that point in time, it raises the question as to why the copper was imported from Sweden. Was this occasional, or did other factors come into play? To investigate this aspect more closely, this thesis will examine the reports on other Reißscheiben finds and compare their metallurgic properties (as far as these are available) and seek for possible differences in quality and, in relation to that, perhaps, potential uses.
As discussed in the abstract, this thesis aims to contribute to a better understanding of the copper production process and trade networks in the Late Middle Ages, by the analysis and interpretation of the Mönchgut 92 ingots and its markings. Copper played an important role in the European trade as early as in the Middle Ages and economic progress was significantly connected with ore
excavation and trading (Garbacz-Klempka et al., 2014).
1.2 Literature review
In recent years, a number of more comprehensive articles dealing with Reißscheiben ingots have been published. These articles deal specifically about Reißscheiben ingots (Ossowski et al., 2015; Schade-Lindig, 2008, 2012; Westermann 2002) and their metallurgic composition (Von Arbin, 2009, 2014;
Garbacz-Klempka et al., 2014, 2015; Rehren, 1995). Before that, the only detailed publications were restricted to Schulz (1981), Stühmer et al. (1978), Hänsel et al. (1980) and, to a lesser extent qua detail, North (1984). Although the discovery of a ‘Copper Wreck’ would attract the attention of a wider public, in the articles published at the time the Reißscheiben ingots were merely mentioned as a side note. Instead, the authors concentrated on either the historical-economical background (Bracker, 1978) or the construction of the vessel in question (Litwin 1980; 1984).
So far, only two wreck sites with Reißscheiben ingots were ever subject to an extensive archaeological survey and excavation: W-5 (Garbacz-Klempka et al., 2014; Ossowski et al., 2015), and the Skaftö Wreck (Von Arbin, 2012, 2014). The remains and part of the cargo from the Elbewrack (Bracker, 1986, 1987; North,
1984; Rehren, 1995; Westermann, 2002) have been dredged up, and although the finds were quite rich and interesting, we cannot speak of an excavation as such.

14 | P a g e
Then there are two sites at Heligoland, but their context is not quite sure. The Reißscheiben found here may have been ship cargoes. However, they could also have been from smelting sites that have been flooded during a storm (Schulz, 1981). Numerous slag finds indicate the latter.
To date, due to different reasons, practically no information is available about three other wreck sites, except for photos and, in two cases, references in publications: the Heringsdorf 58 Wrack, the Trelleborg Koppervraket and the Selør 3 Wreck (Dehling, 2011; Nævestad, 1999; pers. comm. Öijeberg, 2014; pers. comm. Schmidt, 2014).
One of the earliest writers to describe mining and metallurgy was the German scientist Georgius Agricola. In his standard work De re metallica (1556), Agricola gives a detailed overview of the process of mining and extractive metallurgy. Agricola’s work is considered a classic document of metallurgy; unsurpassed for two centuries and certainly amongst the most quoted works in this field.
In a slightly more recent work, A History of Metallurgy, Tylecote (1976) does refer to Agricola, while the techniques and development of metal smelting from the Neolithic period to the 1950’s are being covered into detail, as well as the metallurgic composition of metals and alloys.
Hänsel in his articles Zur Bedeutung des Rohkupferfundes von Helgoland
(Stühmer et al., 1978) and Frühe Kupferverhütung auf Helgoland (Hänsel et al.,
1980), gives a detailed account of the production of Reißscheiben ingots, such as their diversity in size and differences in metallurgic composition, due to the position of the ingots in the mould.
The importance of Agricola’s work in the field of metallurgy may be compared to the work of Homeyer (1870) regarding house marks. By information derived from letters from Germany, Scandinavia, Switzerland, France and England, Homeyer categorised house marks according to region, supplemented by forty-four lithographics of house marks.
1.3 Source review
The metallurgic composition of the Mönchgut 92 ingots is examined using the LIA report from the German Mining Museum and compared with other finds, using a combination of primary and secondary sources. As outlined in the literature review, more comprehensive articles dealing with Reißscheiben ingots, their
15 | P a g e
metallurgic composition and the effects of corrosion on them (Garbacz-Klempka et al., 2008, 2014, 2015), have been published recently; adding substantially to the relatively small database of what we know about them and the trade networks involved. However, the size of said database is limited, due to the small number of (wreck) sites that have been excavated. As mentioned before, registered land finds of these ingots are extremely rare, although if they make it in the public record they are subsequently recorded and published. In the Wetzlar-Steindorf case, Reißscheiben fragments were erroneously categorised as Iron Age ingots, as these were found together with a plano-convex ingot typical
for that period (pers. comm. Schade-Lindig, 2015).
The situation between the databases for Reißscheiben and the so-called ‘house marks’ is a completely different one: House marks were in use in connection with farming, craft, trade, religion and magic and they can symbolise physical but also legal persons, such as authorities, corporations and other institutions, e.g. cities or churches (Cappelen, 2005). By being a part of daily life by the Middle Ages, quite an extensive literature list on them is available, with Homeyer (1870) being the most referenced one. Unfortunately, the geometric markings found on the Mönchgut 92 ingots prove to be very basic in form and type, and many similar designs have been in use by different owners. Apart from this, these markings have often been carved with little attention to detail, making it difficult to study them (Ossowski, 2015).
1.4 Methodology and approach
Considering the variety of designations which are used to describe the copper ingots such as found on the Mönchgut 92 wreck site in the published primary and secondary sources, a generic term for them had to be found. The term ‘copper ingots’ that is used sometimes can be considered too general, as ‘copper ingots’ can be everything from bars to rods, round or rectangular wrought plates to
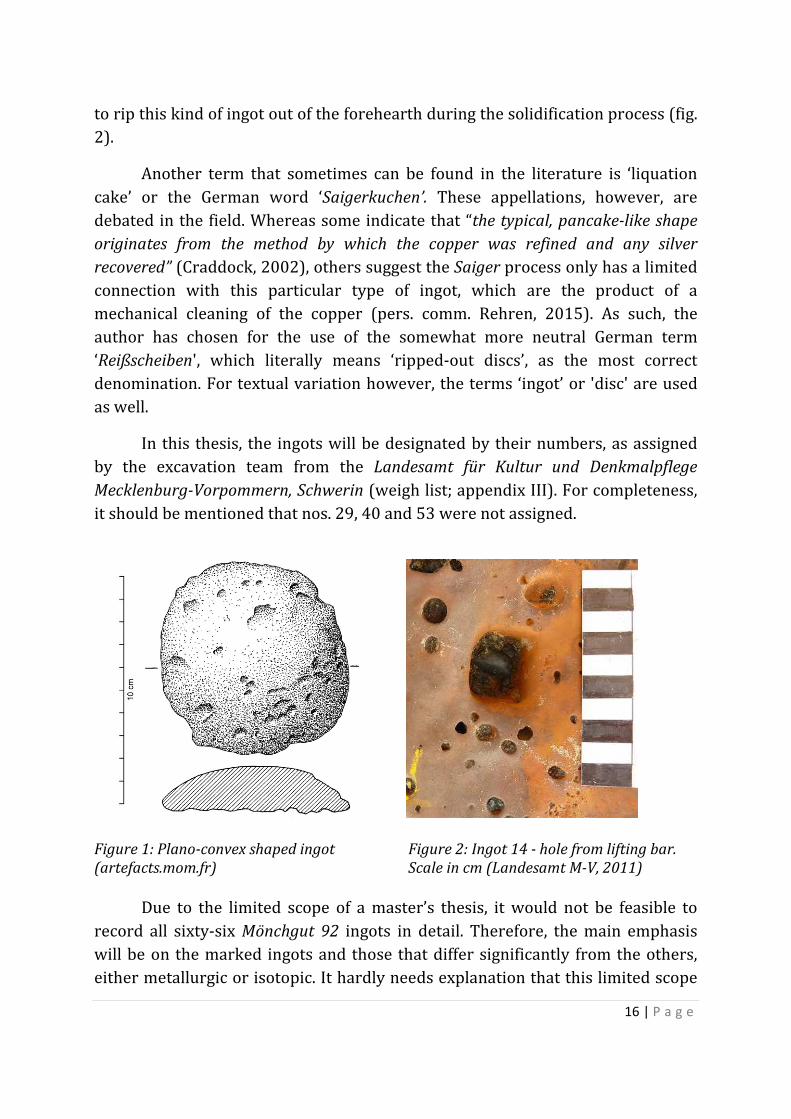
semi-spherical melon ingots, to name but a few. ‘Copper slabs’ or ‘Gusskuchen’, on the other hand, would be more appropriate, but this designation could also be used in regard to the so-called bun- and plano-convex shaped copper ingots (fig. 1).
What sets this particular type of copper ingot apart from all other types are its plano-concave shape in combination with a dent on the upper surface and/or the impression of a forceps on the side. A hooked lifting bar, “its iron handle two
feet long and the wooden handle eleven feet long” (Agricola, Hoover & Hoover trans., 1950, liber XI) and sometimes a forceps (Schade-Lindig, 2008) were used
16 | P a g e
to rip this kind of ingot out of the forehearth during the solidification process (fig. 2).
Another term that sometimes can be found in the literature is ‘liquation
cake’ or the German word ‘Saigerkuchen’. These appellations, however, are debated in the field. Whereas some indicate that “the typical, pancake-like shape
originates from the method by which the copper was refined and any silver
recovered” (Craddock, 2002), others suggest the Saiger process only has a limited connection with this particular type of ingot, which are the product of a mechanical cleaning of the copper (pers. comm. Rehren, 2015). As such, the author has chosen for the use of the somewhat more neutral German term ‘Reißscheiben', which literally means ‘ripped-out discs’, as the most correct denomination. For textual variation however, the terms ‘ingot’ or 'disc' are used as well.
In this thesis, the ingots will be designated by their numbers, as assigned by the excavation team from the Landesamt für Kultur und Denkmalpflege
Mecklenburg-Vorpommern, Schwerin (weigh list; appendix III). For completeness, it should be mentioned that nos. 29, 40 and 53 were not assigned.
Figure 1: Plano-convex shaped ingot Figure 2: Ingot 14 - hole from lifting bar. (artefacts.mom.fr) Scale in cm (Landesamt M-V, 2011)
Due to the limited scope of a master’s thesis, it would not be feasible to
record all sixty-six Mönchgut 92 ingots in detail. Therefore, the main emphasis will be on the marked ingots and those that differ significantly from the others, either metallurgic or isotopic. It hardly needs explanation that this limited scope
17 | P a g e
also applies to connective subjects such as the Hanseatic League, trade patterns and the historical and political background of a time era so extensive as the Late Middle Ages. As such, the author aimed to limit his choice for information to relevant examples as to provide some contextual background for the Mönchgut 92 ingots.
1.5 Terminology and usage
Throughout this thesis, British-English spelling according to the Oxford English
Dictionary was used for place names and technical terms (e.g. Cracow instead of Kraków, Copenhagen instead of København), with ‘Reißscheiben’ being the obvious exception here for reasons listed above. An exception had to be made for place names that are not known to have an English name; hence they are written in italics. In cases where a direct translation would have been unclear or ambiguous, the original term was used. Also original terms are written in italics (e.g. Landesamt). Names of individual wrecks, quotes and the titles of written works are shown in italics as well.
In primary and secondary sources, a multitude of designations is used for the ‘house mark’, such as personal mark, identity mark, identification mark, property mark, Hausmarke, Hofmarke or bomärke. In his book, Koch (1936) categorises the personal- and property marks as a separate type, whereas other writers use these terms as an all-encompassing one (Kits Nieuwenkamp, 1955; Homeyer, 1870). The author tends to the latter, as many of Koch’s classifications do pertain to the house marks. As a general rule, the general designation ‘marking’ is used throughout this thesis to refer to the incisions and stamps alike that were found on the Mönchgut 92 ingots. By not doing so, the author would need to categorise these as either producer- or merchant markings; designations, especially in the latter case, that cannot be substantiated as yet.
Metallurgy is a scientific branch with, like maritime archaeology, a whole array of terminology, and not all terms used may be instantly comprehensible. Therefore, the author would like to refer to the glossary (appendix I) for further clarification.
1.6 The Mönchgut 92 wreck
The Mönchgut 92 wreck was discovered and excavated in the summer of 2010 by the Landesamt für Kultur und Denkmalpflege Mecklenburg-Vorpommern, Schwerin, in connection with the planned construction of a gas pipeline through the
18 | P a g e
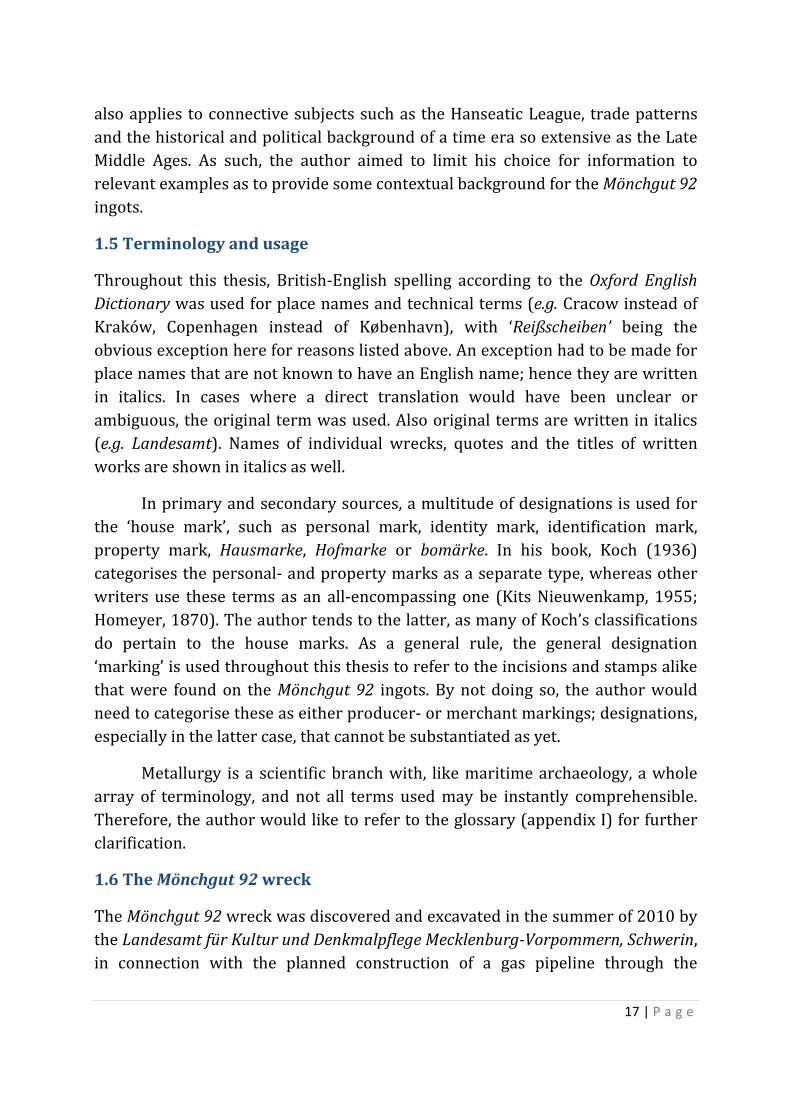
Greifswalder Bodden off the German Baltic coast, closest to the area known as Mönchgut on the island of Rügen (Mecklenburg-Vorpommern).
Map 1: The wreck site Mönchgut 92 in the Greifswalder Bodden. The island of Rügen is visible to the north and north-west, the Hanseatic City of Greifswald is located in the lower left corner (Google Earth, with alteration by author)
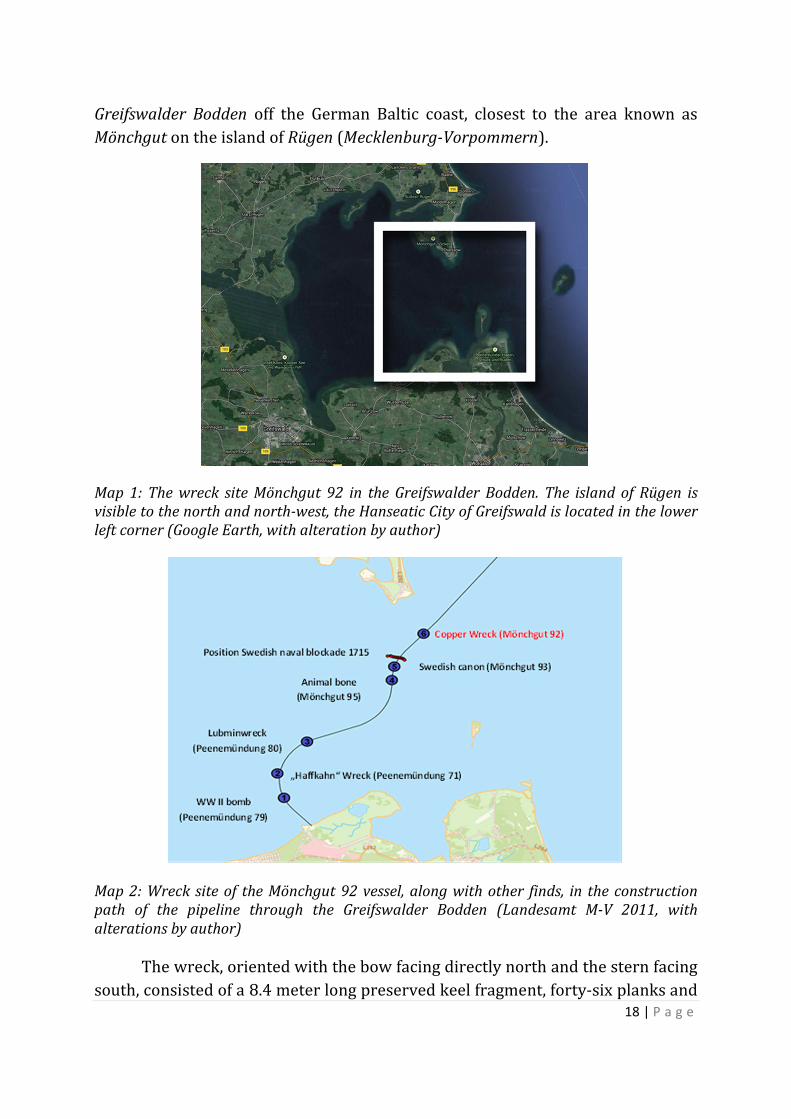
Map 2: Wreck site of the Mönchgut 92 vessel, along with other finds, in the construction path of the pipeline through the Greifswalder Bodden (Landesamt M-V 2011, with alterations by author)
The wreck, oriented with the bow facing directly north and the stern facing south, consisted of a 8.4 meter long preserved keel fragment, forty-six planks and
19 | P a g e
plank fragments (mainly from the lower port side), twenty-three frame elements and fragments, a fragment of a keelson and several other construction elements (Fiedler, 2015). The amount of timber excavated, in relation to her construction, indicates that only a small part of the ship, and possibly the cargo, has been found (pers. comm. Auer, 2015). The ship was made of oak and clinker-built, and five out of ten wood samples (planks) have been dendrochronological dated to winter or early spring AD 1448-49 (Dendro.dk report 35: Daly, 2010). The five remaining samples are from the ship’s keel and from framing timbers, and could not be dated as yet.
An estimated time frame for the sinking of the Mönchgut 92 ship cannot be given at present time. The only current indications available are that she was not brand new: Repair and maintenance works were discovered in several locations on the preserved hull, further supported by the use of a different caulking material, during Faro-Arming (Fiedler, 2015). The Gdańsk Copper Wreck for example, built in the first half of the 15th century, appears to have been between 40-60 years old when she sank (Litwin, 1980).
The wreck site expanded over 18 x 16m; 18 x 28m when considering a solitary ingot (disc 49) found twelve meters away from the main site to the south-west. Only an 8.4m x 3m section of the lower hull was preserved, but considering the extent of the site, the vessel is assumed to have been relatively large (Auer & Maarleveld, 2011). Her size of 20+ meters indicates that she was used on long-distance trade routes (pers. comm. Auer, 2014).
The ingots partially covered the Mönchgut 92 ship timbers and, apart from ingot 49, covered an area of 18 x 9 meters (Van Damme, 2013). The distribution of the ingots on the wreck site will be discussed in more detail in chapter 6. Apart from the ingots, the potsherds and, as part of the cargo, five barrels, the site also contained the ship’s ballast stones, a tin beaker, a copper handle and two iron
concretions.
The excavation of the Mönchgut 92 site took five weeks and was conducted from June 16th to July 21st, 2010. The wreck site, at a depth of 6.8 meters, was drawn ‘as found’ and documented by means of photographs and video recording. Measurements were taken from six baselines, spread 1-2 meters apart, running the whole length (north-south) of the site. The result was a total of eight A3-sized plans at scale 1:20, each covering an area of ca. 6 x 4 meters of the total 18 x 16 meter site area (Van Damme, 2013).

20 | P a g e
Together with five other sites found in connection with the gas pipeline construction, the Mönchgut 92 wreck site was post-processed by an excavation team from the Landesamt für Kultur und Denkmalpflege Mecklenburg-
Vorpommern, Schwerin, resulting in a final report (Staude et al., 2011).
During the post-processing, a sample of each ingot was sent to the German Mining Museum to determine their chemical composition and likely provenance. In the fall of 2013, the majority of the samples sent in for analysis were confirmed to originate from Northern Bergslagen (Hallberg, 2012) in Central Sweden, where the Falun Gruva (Falun Mine) is located (Prange, 2015).

21 | P a g e
2. Metallurgy
2.1 Origins of copper metallurgy
Today, metallurgy is described as the science of metals. But as recently as up to the 18th century, it was only concerned with the practice of metallurgy, which consists of the traditional methods of smelting, melting and working of the metals (Tylecote, 1976).
There remains debate among archaeologists regarding the development and spread of metal use in Eurasia. Without wanting to enter this discussion as argued by Theodore Wertime (1964, 1973) and as opposed by Renfrew (1969), and neither the different definitions of the Levant and the Levantine Paradigm (Thornton, 2010), the evolution of metallurgy in Western Asia began long before fire was used. The working of native copper ores for use as beads, pendants and
pigments by hammering, polishing and grounding is considered an important manifestation in the Neolithic and revealed itself at early agricultural sites dating from 11000 - 9000 BC (Roberts et al., 2009).
Until quite recently it was contemplated that the technique of copper smelting developed in Anatolia or Iran as early as 6000 BCE (Tylecote, 1976; Lynch 2002). More recent discoveries of 7th millennium BCE crucibles for either melting or smelting copper have been found at sites in Central Turkey, indicating that the use of metallurgy started much earlier (Craddock 2001, Roberts et al., 2009). However, these finds remain a contentious issue in Old World archeometallurgy. The best documented, and less controversial, early copper smelting sites occur in the late 5th millennium BCE in the Beersheba Valley
(Golden et al., 2001; Golden, 2009; Hauptmann, 1991).
The metallurgy of copper is believed to have developed as follows, although it is thought that some techniques may have appeared more or less simultaneously in different areas (Renfrew, 1990):
• Cold working of native copper
• Annealing
• Smelting
• The lost-wax casting method
During the Roman era, copper ore was principally mined on Cyprus since 3000 BCE (Rickard, 1932), hence the origin of the name aes сyprium (metal of Cyprus). This was later shortened to сuprum which led to the English ‘copper’.
22 | P a g e
The symbol for copper, Cu, was derived from its Latin name. The large-scale production of Roman copper mining is estimated to have been as high as 15.000 tonnes annually; an amount that would remain unequalled until the Industrial Revolution. Apart from Cyprus, large-scale mining took also place on the Iberian Peninsula and in Central Europe (de Callataÿ, 2005).
Contrary to the Roman period, very little is known of copper metallurgy in the immediate post-Roman period. The next evidence for copper mining in Central Europe is somewhere before the end of the 10th century, when Frankish miners started to work on the northern slopes of the Saxon Ore Mountains (Germany), while the eastern foothills of the Harz Mountains were worked from 1199 (Tylecote, 1976). At around the same time, German master miners were establishing their reputation abroad. Although Tylecote (1976) claims that -based on Swedish references from 1955- the Falun Copper Mine started to operate in 1220, it was definitely operative by 1080 and probably earlier, albeit on an insignificant scale (Rydberg, 1979).
Copper became one of the most widely used metals in the Medieval period. As such, it played an important role in the medieval economy and trade, and economic progress was closely intertwined with its excavation and trading (Garbacz-Klempka et al., 2014). Indeed, this was the case to such an extent that in the literature, the 15th and 16th centuries are also referred to as the ‘age of copper’ (Garbacz-Klempka et al., 2015). The Stora Kopparberget (Great Copper Mountain) may have known long periods of humble production figures. However, it is estimated that it fulfilled two thirds of Europe's copper demand in its heyday, and facilitated many of Sweden's wars throughout those years (Lynch, 2002).
Although copper mining has been practised since millennia, approximately 95% of all copper has been produced since the 1900’s, as a result of the Industrial Revolution. Due to the contemporary production potential, more than half of that
amount has been produced during the last two decennia (source: wikipedia.org/copper).
2.2 Properties of copper
The chemical element copper, with atomic number 29, has been extensively used for thousands of years because of several primary properties that have dictated its use throughout history. Among them we can count durability, strength and, as
a semi-noble metal, good resistance to corrosion. With a hardness of 3 on the Mohs scale, pure copper is relatively soft and malleable, which makes it an easy
23 | P a g e
metal to work with. Analyses of artefacts from lithic civilizations have shown that native copper had not only been hammered, but annealed as well (Tylecote, 1976).
Together with lead and tin, copper was one of the first metals to be smelted. With 1084 degrees Celsius it has a relatively low melting point; for annealing 800 degrees are needed. Iron, by comparison, has a melting point of 1538 degrees Celsius. Its low melting point makes copper easy to smelt, cast and remelt without special furnaces or a heavy investment of fuel. Another advantage of copper is that it can be recycled without any loss of quality.
As pure copper is too soft for structural elements or most practical appliances, it needs to be hardened and strengthened. It is therefore combined with other metals to make alloys, amongst which the most well-known are brass (copper and zinc) and bronze (copper and tin). Less well-known is cupronickel (copper and nickel), also known as ‘white copper’.
Because alloys are stronger than pure copper, they are an excellent metal for weapons. The alloys can be made even harder by hammering them, also known as ‘work hardening’. A combination of copper (88%), tin (10%) and zinc (2%) is strong enough to make guns and cannons, and is known as gunmetal.
The characteristic reddish-orange colour of copper can be polished to a bright finish. As such, in the Classical period, polished copper sheets were used in producing mirrors. Due to their colour and resistance against corrosion, copper
and its alloys have been very much in demand for jewellery, weapons and as status tools. Already around the 11th-9th millennium BCE, the eye-catching grains of native copper were in use as jewellery and ornaments (Roberts et al., 2009; Tylecote, 1976).
Another useful property of copper is its antimicrobial properties. From recent anti-microbial efficacy studies it is known that copper is effective to destroy a wide range of bacteria and fungi. Already the ancient Egyptians knew this, as they used copper for sterilizing drinking water, wounds and burns. Starting in the late 18th century, the Royal Navy used copper sheathing on her entire fleet. Not only to prevent attack by shipworm, but also to prevent the growth of various marine weeds on the hull, as the accumulation of marine life on the hull changes the hydrodynamic volume of a vessel and as such increases drag.
Due to its low chemical reactivity, copper is very corrosion resistant. It does not react with water, but it does react in moist air (atmospheric oxidation)
24 | P a g e
by forming a bright bluish-green copper oxide encrustation called verdigris, consisting of basic copper carbonate. This coating protects the underlying copper from more extensive corrosion. The Mönchgut 92 ingots with nos. 1, 12, 13, 17, 19, 21, 28, 35, 37, 48, 54, 55 and 56 show to some extent pitting due to corrosion. Reißscheiben ingots being a raw, semi-finished product, this corrosion is caused by the presence of trace elements (contamination) within the copper, which results in a heterogeneous structure. “Due to this heterogeneity, the areas with
foreign inclusions become the reason for the initiation of the corrosion process.” (Garbacz-Klempka et al., 2015).
2.3 Uses of copper in the Medieval period
The numerous industries in which copper and its alloys were used in the Middle Ages were widespread and varied. Brass quickly became the dominant copper alloy of the Medieval period, even to such an extent that the 15th century is also referred to as the ‘age of brass’ (Irsigler, 1979). Copper (and its alloys) were considered more important than iron (Kellenbenz, 1977). Brass replaced bronze
as the alloy of choice and was, like copper, extensively used for everyday life implements as well as for civil use and works of art (Rehren et al., 2008). Professional use such as by shipbuilders steadily required larger quantities of copper and copper alloys, as ships were becoming larger, more numerous and more sophisticated, as was their instrumentation (Lynch, 2002). Also in other industries, e.g. in the refining of raw sugar, the brewing of beer and in the distillation of brandy, copper was used (Irsigler, 1979).
Domestic uses of copper consisted of a variety of everyday items ranging from candle holders and cutlery to kitchenware and cauldrons. While domestic use may be regarded as a relative minor quantity individually, on a macro-scale it would certainly represent a certain demand. However, recycled metal likely satisfied a substantial portion of the requirement.
The construction industry was another consumer of copper: Building fashion, especially roofing, required copper where once lead had been used (Lynch, 2002). Also in the manufacture of church equipment, such as gates, bells (bronze), baptismal fonts, candlesticks, memorial plaques and liturgical vessels, copper was used intensively. Because of its resistance against corrosion and its attractive colour, copper was -and still is- well suited for decorative use. Statues and parts of buildings made from copper, brass or bronze remain attractive for hundreds of years.

25 | P a g e
Also the military depended heavily on copper alloys, as these are tough and well suited to being used for weaponry. A drastic increase in the production of bronze cannon was induced as European armies came to depend more and more on artillery when besieging opponents’ strongholds (Lynch, 2002). Because Swedish copper was considered particularly elastic, its primary use appears to have been for the casting of bronze cannon and firearms (Irsigler, 1979).
Although Europe enjoyed an era of relative peace and international harmony during the 12th and 13th centuries, warfare was never absent in the Middle Ages. The ravages of the Great Famine and the Black Death pandemic and its after effect of millions of deaths in the 14th century resulted in a broad economic decline and had dramatic influences on industry and trade, including metallurgy. This period was followed by unrest and civil wars, leading into the Hundred Years War and several other conflicts (Munro, 2013). The great demand for military material such as armour, cannon and small firearms could, due to a lack of miners and capital investment, not be met initially and was often interrupted by warfare. However, trade rapidly overcame these problems and maintained supply (Craddock et al., 2012).
Figure 3: Explosion on a ship loaded with gun powder near Neumühlen on July 2nd, 1622. Copper etch (Bracker, 1984)
Because of their application for military use, raw metals such as copper, tin and lead were (like fuses, gunpowder and muskets), considered strategic merchandise (Bracker, 1984; Maarleveld, 2012; Schade-Lindig, 2012; Westermann, 2002). With the outbreak of the Dutch War of Independence, the

26 | P a g e
copper route to Antwerp was permanently relocated to Hamburg via the Elbe River (North, 1984; Westermann, 2002). It was not acceptable for the Dutch Republic that from 1599 onwards, trade in strategic merchandise from ‘neutral’ Hamburg intensified with Spain. From written sources it is known, that in November 1599 the Amsterdam Admiralty was aware of around forty ships, loaded with war material, ready to sail from Hamburg to Spain (Bracker, 1984). In years to follow, several ships were seized by Dutch guard-boats in the German Bight and even on the Elbe River itself. That this trade with war materials increased rather than declined, in spite of the considerable risks involved for the
crews and the vessels can only be explained by the exceptionally high profits to be made (Bracker, 1984). On the evening of July 2nd 1622, “half-a-mile from
Hamburg near Neumühlen”, one of these ships on the Elbe, probably a “Kraweel
von ungefähr 70 Lasten”, exploded (figure 3; Bracker, 1984). It is thought that the Elbewrack may have suffered a similar fate, albeit some years earlier.
Copper also played an important role in currency. Not only for copper coins, but also as a commixture in silver and gold currency (Irsigler, 1979). With medieval commerce becoming more and more intense, coinage was much in demand (Lynch, 2002). As Spain decided to replace its inflated silver currency and replace it with copper coinage, the Central European mines could not fulfil the request at that moment. Aside from internal political strife in Hungary, the German mines were becoming too deep and too depleted of copper ore as to be
able to provide such a large quantity in such a short period of time. As such, Sweden’s expanding copper industry flourished from the 1580s onwards. To help meet the Spanish demand, mining equipment was modernized and, under the guidance of German master miners, became more efficient (Lynch, 2002). Due to the abundance of copper, also Sweden’s army would be paid entirely in copper currency in the future.
When the Spanish recoinage was achieved, Sweden’s prospering copper production had no place to go but the markets already being supplied by the mines from Central Europe. Due to the lower working costs of mining (a combination of open pit mining, modern equipment and rich ore deposits), Sweden was more than able to compete and as such, the Stora Kopparberget became a tough contestant for the Central-European mines (Lynch, 2002).
27 | P a g e
3. The economy of copper 3.1 Sources of copper
As may be obvious from the previous chapter, copper was of extreme importance for the medieval European economy. As such, mining attracted some of the greatest merchants of that period, such as the French royal banker Jacques Coeur, the Medici; the Florentine family of bankers and popes (Lynch, 2002) and the prominent Augsburg merchant families Fugger and Paller.
This precious metal came mostly from the Central European countries. The most important mining areas were located in the areas of the Lower and Upper
Harz (Mansfeld) and in the Upper-Hungarian Carpathian Mountains region (Neusohl, Ľubietová and Smolník), with some smaller mining areas being the Ore Mountains (Erzgebirge) in the Saxony-Bohemia region, the Tyrol, Moravia and Transylvania (Garbacz-Klempka et al., 2015; Irsigler, 1979; Lynch, 2002). This did not rule out the importance of the Stora Kopparberget: Already around 1370, both the Swedish and Hungarian copper production dominated the copper market in the Hanseatic area (Irsigler, 1979).
The Stora Kopparberget, with the Falun Gruva being the most important
mine, experienced its first peak in the period from 1280-1370, its second being at the end of the 15th century and its prime from around 1580. In the interval periods, alternately the mines of the Erzgebirge, Hungary, Thuringia and the Tyrol rose to a position of supremacy (Blanchard, 1998). From the end of the 13th to the
middle of the 14th century, around 500-600 Schiffspfund (approx. 85 tonnes) of copper was exported yearly almost exclusively from Stockholm to Lübeck (Irsigler, 1979). From Lübeck, the copper was transported to the processing locations of North-Western Europe, such as Braunschweig, Hildesheim, Cologne, Dinant and Nuremberg. Lübeck was able to maintain its position as the sole distributor for Swedish copper until 1620, while Gdansk was the most important partner for the export of Swedish iron (Irsigler, 1979; Kumlien, 1960). During the last decennia of the 14th century, Swedish copper export started to decrease significantly, due to the increasingly strong competition from Carpathian and Hungarian copper (Irsigler, 1979). But also the prosperous situation for the Central-European mines didn’t last much longer before it was, albeit temporarily, brought to a stop by a combination of the Hundred Years War, diminishing richness of the ore and the Black Death pandemic; all resulting in a broader economic decline (Lynch, 2002). It took until the middle of 15th century before
28 | P a g e
the invention of liquation (the so-called Saigerprozess) revived the feeble Central-European mining areas.
By the end of the 15th century, Portugal had become in need for large
quantities of copper for the extremely lucrative exchange of products with its colonies, and even freed the metal of customs duties. The Kopparberget yearly export figures for the period 1492-96 make mention of 2000 Schiffspfund (roughly 300 tonne), notably more than a century before. Although this peak existed only for a few years, it would take another century (ca. 1580) before these figures would be accomplished again and even surpassed (Irsigler, 1979).
In the literature, two main reasons are pointed out as to why Swedish copper could not compete with that of Central Europe: “One being the political
situation in the country until the 1520s; with Sweden virtually being a Danish
possession and an accompanying economic lethargy. The other reason is the
relative scarcity of silver in Swedish copper ore.” This was an economic disadvantage, as the smelting of copper ore was sometimes only lucrative
because of its silver content. This disadvantage ceased to exist only when large quantities of silver from the New World flooded the European market and the inflation of silver commenced on a continental scale (Lynch, 2002).
It was the Swedish regent Sten Sture den äldre who, in 1490, put the Falun
Mine under the control of the Crown. After the Swedish War of Liberation (1521–23), king Gustav Vasa realised from the onset the strategic importance of metals as a source for weapons as well as an export commodity. With his active involvement, also financially, Swedish metal mining and smelting started to flourish again (Lynch, 2002).
The heyday of the Stora Kopparberget would only start around 1580 (Irsigler, 1979), due to a timely combination of political and economic events. By the middle of the 16th century, a steady decline in mining in Central Europe had been taking place: Civil unrest in Germany, religious tensions in Hungary and the Spanish Habsburg occupation of the United Provinces, putting a halt to virtually all trading activity in the Dutch ports, caused a lapse in the demand for brass and therefore, mining (Lynch, 2002). In addition, the Central-European mines had become more expensive to run, due to an ever increasing depth of the ore and simultaneously its dwindling copiousness (Lynch, 2002). A third circumstance was the discovery of the patio process around 1550 (Lynch, 2002; Brading, 2008), causing a flow of silver coming onto the European market. As silver prices plummeted, realisation set in that the copper which came with the silver was
29 | P a g e
valuable. Looking for low-cost production and countries free from civil unrest, Central-European mining and smelting shifted to the periphery (Lynch, 2002). As a result, around 1580 the Stora Kopparberget came to prominence as never before. Swedish king Gustav Adolf den store (1611-1632) set out to create a Swedish empire, which eventually would include large swaths of territory in Scandinavia, the Eastern Baltic and Germany. It led to Sweden’s most glorious age, all of it financed with copper. For a century, Sweden would (together with Japan) dominate the copper supply of the world (Lynch, 2002).
3.2 Mining
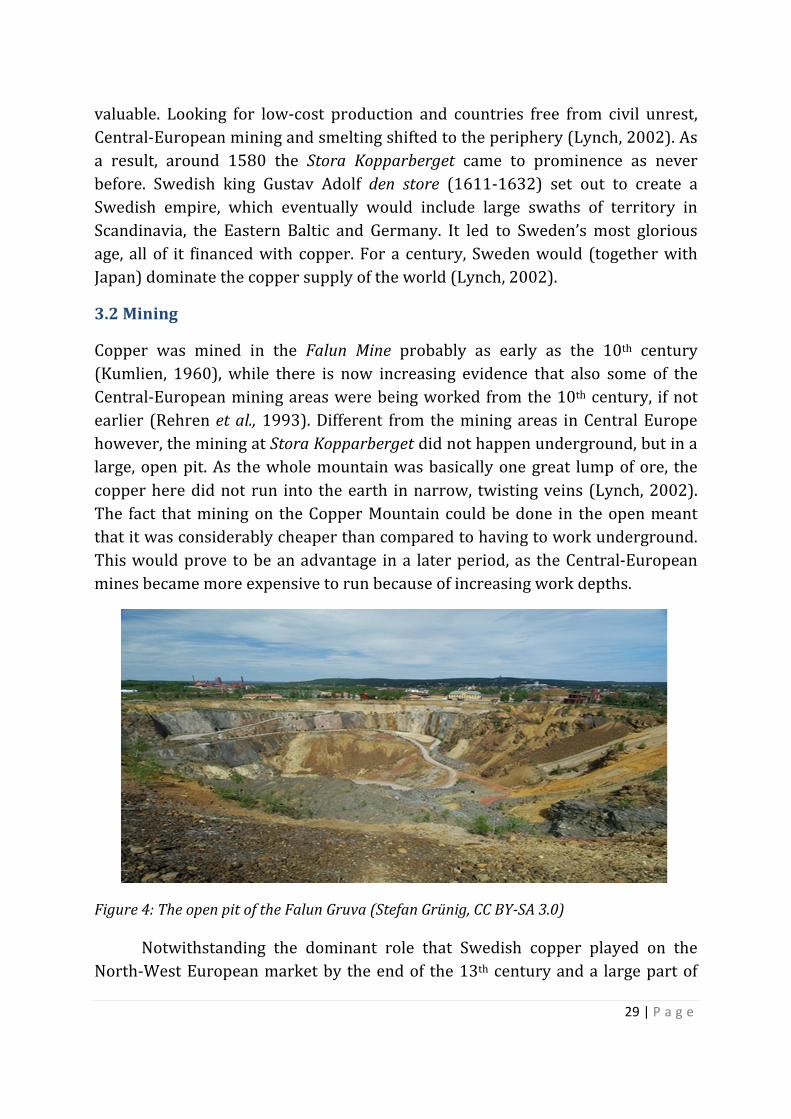
Copper was mined in the Falun Mine probably as early as the 10th century (Kumlien, 1960), while there is now increasing evidence that also some of the Central-European mining areas were being worked from the 10th century, if not earlier (Rehren et al., 1993). Different from the mining areas in Central Europe however, the mining at Stora Kopparberget did not happen underground, but in a large, open pit. As the whole mountain was basically one great lump of ore, the
copper here did not run into the earth in narrow, twisting veins (Lynch, 2002). The fact that mining on the Copper Mountain could be done in the open meant that it was considerably cheaper than compared to having to work underground. This would prove to be an advantage in a later period, as the Central-European mines became more expensive to run because of increasing work depths.
Figure 4: The open pit of the Falun Gruva (Stefan Grünig, CC BY-SA 3.0)
Notwithstanding the dominant role that Swedish copper played on the North-West European market by the end of the 13th century and a large part of
30 | P a g e
the 14th century it did not, compared to its Central-European rivals, reach great prominence until the end of the 16th century. Apart from the afore-mentioned political situation and the scarcity of silver in the Swedish copper, another reason, the financial strength of the Hanseatic League, in particular Lübeck, may have played a role: As Lübeck facilitated for considerable investments in Swedish mining (Irsigler, 1979) and in the building of large enough transport vessels, it obtained as such dominance in the matter of export (Kumlien, 1960). Kumlien (1960) considers the role of the Hanseatic towns of great importance for Sweden's economic development from the 13th century onwards. He regards
them, however, not as the creators of a flourishing medieval trade in Sweden, but rather as enabling an expansion of this trade on the international market, and even views the Hanseatic cities as exploiters in this regard. This situation lasted until Sweden grew stronger as a state and the dominant role of the Hanseatic League in trade and shipping gradually diminished.
Unlike neighbouring countries such as Norway and Denmark, Sweden needed a much longer period to come into closer contact with the European cultural world of the Middle Ages, as attested in commerce and urban life (Kumlien, 1960). This seems in consonance with the view of Peterson (2007), according to whom most of the mines in Medieval Sweden were not the kind of operations which we would associate with mining. He draws a comparison with 1800s gold miners of the Western United States: “Individuals, digging into bogs or
hillsides, perhaps excavating a shallow tunnel into a mountain to follow a
particularly rich vein of ore. Peasants working on their own or minor gentry with a
few servants that could be employed in the digging, washing and the refining of the
ore. The products of their efforts were traded in local markets for grain from the
plains provinces. They hunted and fished to supplement the earnings made from the
earth to pay their taxes and sustain their families” (Peterson, 2007). Insofar as the output of the mines found its way into foreign trade it was in the form of a semi-processed raw product (Scott, 1988).
The factors mentioned here, including an apparent lack of organisation, may very well be cause for the differences in e.g. appearance, weight and thickness of the Mönchgut 92 ingots compared to Reißscheiben ingots from Central-European smelting sites.
3.3 Smelting
Pure copper (natural copper) is occasionally found in nature. However, it is usually combined with other chemicals in the form of copper ores. The most
31 | P a g e
common copper ores are known as sulphide ores in which the copper is chemically bonded with sulphur. Other ore types are oxide ores, carbonate ores and mixed ores - subject to their chemical composition. Copper ore may contain trace elements such as gold, silver and zinc. Despite the potential value of these elements, they are considered contaminants in regard to copper purity. The most common sulphide ore is chalcopyrite, CuFeS2, also known as copper pyrite or yellow copper ore. Chalcocite, Cu2S, is another sulphide ore. Cuprite (red copper ore; Cu2O), is an oxide ore. Malachite, or green copper ore, Cu2CO3(OH)2, is an important carbonate ore, as is azurite, or blue copper carbonate, Cu3(CO3)2(OH)2.
In addition to the ores themselves, several other chemicals such as carbon and silica were used to process and refine copper.
In his monumental work De re metallica (1556), Georgius Agricola describes in great detail the mining operations and smelting sites operating in Poland and Slovakia, including the process to produce raw copper from ore. In several chapters, Agricola analyses the mining of the ore and tools used (libri II-VI), the roasting, crushing and washing of the ore (liber VIII), the preparation of fuels, fluxes and the methods of smelting and refining the ores (liber IX) and the separation of silver from copper, called Saigerkunst (liber XI).
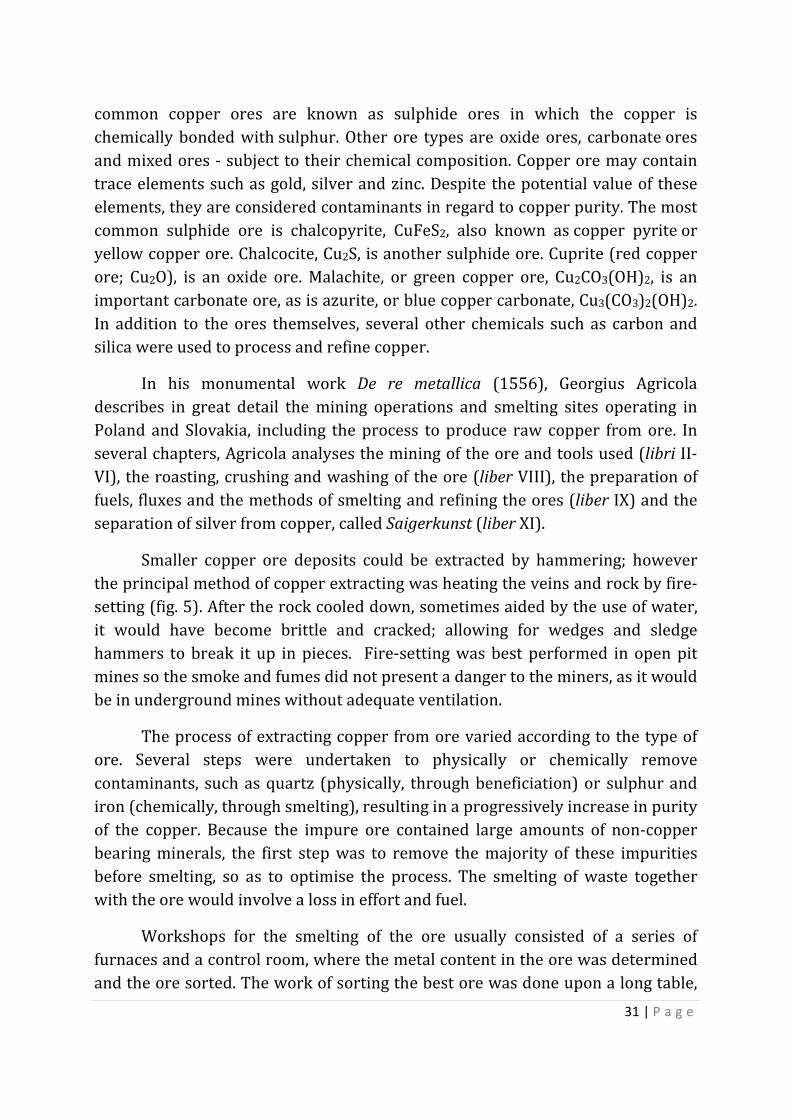
Smaller copper ore deposits could be extracted by hammering; however the principal method of copper extracting was heating the veins and rock by fire-setting (fig. 5). After the rock cooled down, sometimes aided by the use of water, it would have become brittle and cracked; allowing for wedges and sledge hammers to break it up in pieces. Fire-setting was best performed in open pit mines so the smoke and fumes did not present a danger to the miners, as it would be in underground mines without adequate ventilation.
The process of extracting copper from ore varied according to the type of ore. Several steps were undertaken to physically or chemically remove
contaminants, such as quartz (physically, through beneficiation) or sulphur and iron (chemically, through smelting), resulting in a progressively increase in purity of the copper. Because the impure ore contained large amounts of non-copper bearing minerals, the first step was to remove the majority of these impurities before smelting, so as to optimise the process. The smelting of waste together with the ore would involve a loss in effort and fuel.
Workshops for the smelting of the ore usually consisted of a series of furnaces and a control room, where the metal content in the ore was determined and the ore sorted. The work of sorting the best ore was done upon a long table,
32 | P a g e
“not only by men, but also by boys and women” (fig. 6; Agricola, Hoover & Hoover trans., 1950, liber VIII). After sorting, the lumps of ore were broken up by hammers into small pieces, and swept together with brooms.
Figures 5 and 6: Fire-setting in an underground mine (left) and sorting of the ore in a control room (Agricola, Hoover & Hoover trans., 1950, libri V and VIII)
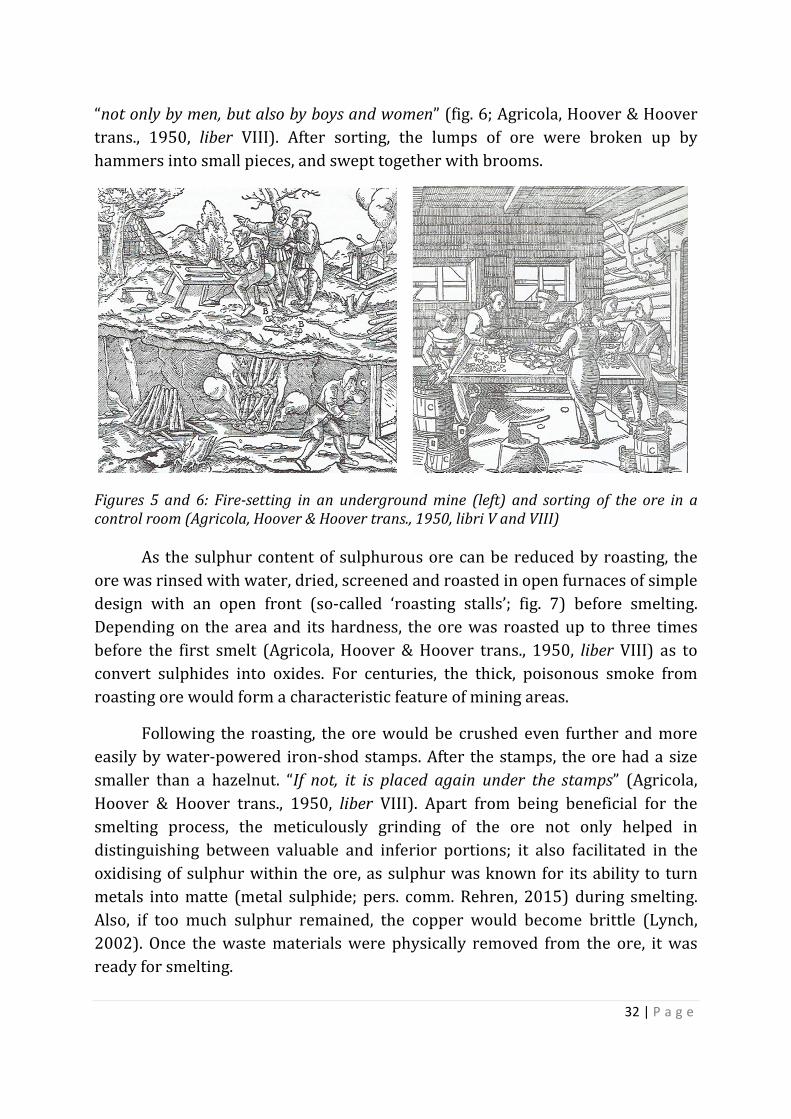
As the sulphur content of sulphurous ore can be reduced by roasting, the ore was rinsed with water, dried, screened and roasted in open furnaces of simple design with an open front (so-called ‘roasting stalls’; fig. 7) before smelting. Depending on the area and its hardness, the ore was roasted up to three times before the first smelt (Agricola, Hoover & Hoover trans., 1950, liber VIII) as to convert sulphides into oxides. For centuries, the thick, poisonous smoke from roasting ore would form a characteristic feature of mining areas.
Following the roasting, the ore would be crushed even further and more easily by water-powered iron-shod stamps. After the stamps, the ore had a size smaller than a hazelnut. “If not, it is placed again under the stamps” (Agricola,
Hoover & Hoover trans., 1950, liber VIII). Apart from being beneficial for the smelting process, the meticulously grinding of the ore not only helped in distinguishing between valuable and inferior portions; it also facilitated in the oxidising of sulphur within the ore, as sulphur was known for its ability to turn metals into matte (metal sulphide; pers. comm. Rehren, 2015) during smelting. Also, if too much sulphur remained, the copper would become brittle (Lynch, 2002). Once the waste materials were physically removed from the ore, it was ready for smelting.
33 | P a g e
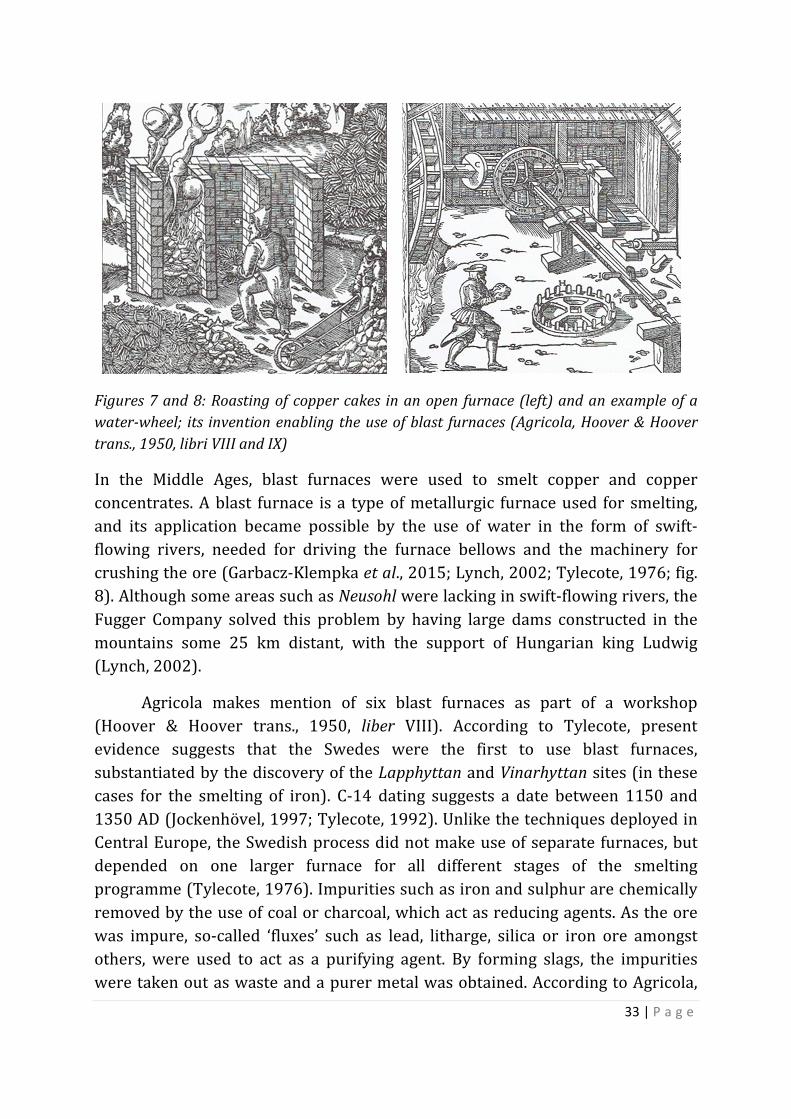
Figures 7 and 8: Roasting of copper cakes in an open furnace (left) and an example of a
water-wheel; its invention enabling the use of blast furnaces (Agricola, Hoover & Hoover
trans., 1950, libri VIII and IX)
In the Middle Ages, blast furnaces were used to smelt copper and copper concentrates. A blast furnace is a type of metallurgic furnace used for smelting, and its application became possible by the use of water in the form of swift-flowing rivers, needed for driving the furnace bellows and the machinery for crushing the ore (Garbacz-Klempka et al., 2015; Lynch, 2002; Tylecote, 1976; fig. 8). Although some areas such as Neusohl were lacking in swift-flowing rivers, the
Fugger Company solved this problem by having large dams constructed in the mountains some 25 km distant, with the support of Hungarian king Ludwig (Lynch, 2002).
Agricola makes mention of six blast furnaces as part of a workshop (Hoover & Hoover trans., 1950, liber VIII). According to Tylecote, present evidence suggests that the Swedes were the first to use blast furnaces, substantiated by the discovery of the Lapphyttan and Vinarhyttan sites (in these cases for the smelting of iron). C-14 dating suggests a date between 1150 and 1350 AD (Jockenhövel, 1997; Tylecote, 1992). Unlike the techniques deployed in Central Europe, the Swedish process did not make use of separate furnaces, but depended on one larger furnace for all different stages of the smelting programme (Tylecote, 1976). Impurities such as iron and sulphur are chemically
removed by the use of coal or charcoal, which act as reducing agents. As the ore was impure, so-called ‘fluxes’ such as lead, litharge, silica or iron ore amongst others, were used to act as a purifying agent. By forming slags, the impurities were taken out as waste and a purer metal was obtained. According to Agricola,
34 | P a g e
such a workshop, which usually employed twenty to thirty people, was able to produce up to a hundred kg of copper daily. When large amounts of ore were available, the work would go on for three days and nights continuously, and workers would change every twelve hours. (Agricola, Hoover & Hoover trans., 1950, liber IX; Garbacz-Klempka et al., 2015). When the ores were heavily contaminated, this process took longer time, was carried out by three workers-smelters and consisted of many different stages (Agricola, Hoover & Hoover trans., 1950, liber IX). Although it is believed that the smelting of the ore may have been conducted ‘on the spot’ near the mining site itself (Garbacz-Klempka et
al., 2008), on other occasions is also known to have been done at other locations. Lynch mentions the use of ox-drawn wagons for the transport of ore from Saxony and Bohemia to the city of Nuremberg, at the time one of Germany’s main centres for metal refining and fabrication (Lynch, 2002). A clue to where the smelting has been done might be the regularity of their shape: The Reißscheiben from the W-5
Wreck were made in moulds specially designed for the purpose, while the irregular shape of a Reißscheibe ingot found in Cracow would assume a pit made in the earth where the ingot had been moulded and left to solidify (Garbacz-Klempka et al., 2008). The use of perishable sand moulds also seems to apply to the Heligoland ingots, as some of them had sandstone and chalk embedded in them (Schulz, 1981).
Copper ore, crushed charcoal and flux were supplied through the top of the
furnace and lit. Slag was added at a later stage to ‘temper’ the furnace. Blasts of air from the water-driven bellows were blown into the lower part of the furnace through a tuyere. Any remaining sulphur in the ground and roasted ore chemically reacted and bonded with the oxygen that was blown in, and thus sulphur dioxide formed, which exited through the chimney of the furnace. The copper oxide from the roasting step reacted with the charcoal in the furnace to form carbon dioxide and copper metal. This chemical reaction changes the ore into metal. The copper ore and flux melted and liquid metal and slag collected in the bottom of the furnace. According to Agricola, the smelting of contaminated copper ore was done with the tap-hole always open (Hoover & Hoover trans., 1950, liber IX; Garbacz-Klempka et al., 2008; Tylecote, 1976). Although pure copper ores were smelted in a furnace with the tap-hole periodically closed or left open (Garbacz-Klempka et al., 2008), Agricola is mainly describing the treatment of sulphide (contaminated) ores. Iron in the ore chemically combined with the flux, forming a slag that had to be skimmed off the surface once the molten copper had flown into the forehearth; a pit at the front of the furnace. Due to the chemical reactions during smelting, the result of the first smelting was a so-called ‘raw
35 | P a g e
matte’; a mixture of copper and iron sulphides. The process of smelting was re-done three more times as to enrich the copper percentage within the matte and to flux away the iron as slag. After the fourth smelt the matte, in the form of cakes, was roasted with wood or peat four times in open furnaces. After roasting, the matte was re-smelted and, in order to remove all remaining unwanted materials (such as sulphur) completely, roasted three more times, followed by a final smelting. Agricola even makes mention of copper cakes occasionally being roasted nine times (Agricola, Hoover & Hoover trans., 1950, liber VIII). As a result of the repeated smelting and roasting of the matte, the purity of the copper was
progressively increased, as unwanted materials (impurities) were chemically removed and a raw copper (so-called ‘Schwarzkupfer’) with a purity of around 95%, was finally obtained (Tylecote, 1976). Further refinements took place at copper refining workshops elsewhere. This method of copper metallurgy, consisting out of smelting to obtain a matte, roasting and the reductive smelting of sulphide ores, spread in Europe in the 15th century and was used without any major change for several centuries (Garbacz-Klempka et al., 2015).
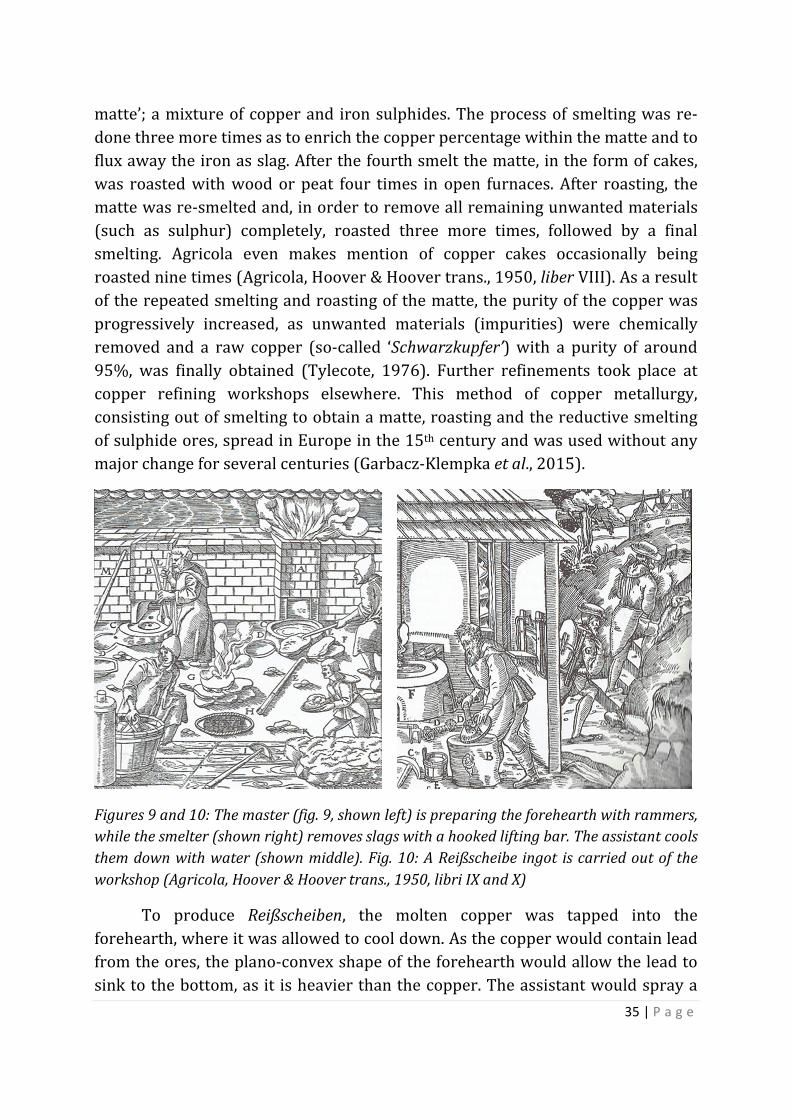
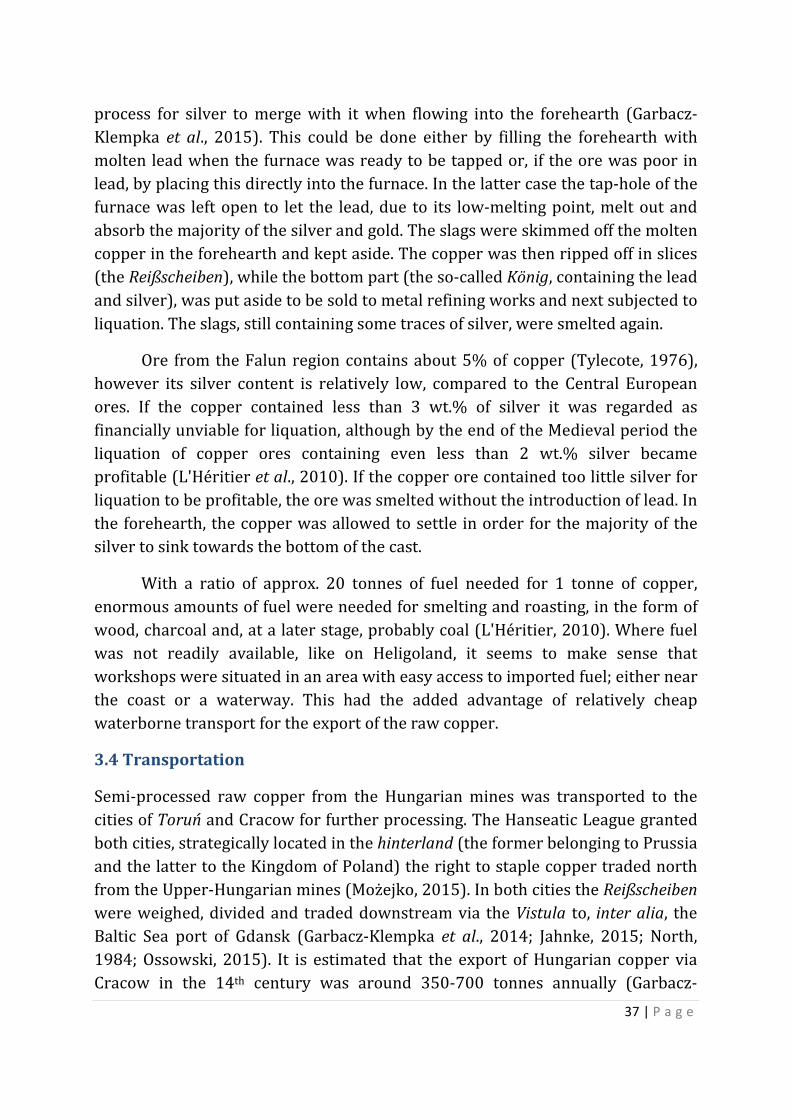
Figures 9 and 10: The master (fig. 9, shown left) is preparing the forehearth with rammers,
while the smelter (shown right) removes slags with a hooked lifting bar. The assistant cools
them down with water (shown middle). Fig. 10: A Reißscheibe ingot is carried out of the
workshop (Agricola, Hoover & Hoover trans., 1950, libri IX and X)
To produce Reißscheiben, the molten copper was tapped into the forehearth, where it was allowed to cool down. As the copper would contain lead from the ores, the plano-convex shape of the forehearth would allow the lead to sink to the bottom, as it is heavier than the copper. The assistant would spray a

36 | P a g e
little water on the furnace and tap hole, so that it could heat up before it ran into the mould, causing the molten copper on the surface to freeze. If the water would be sprayed directly into the mould it would “vomit out all the copper with a loud
noise like thunder, and whatever it touches it injures and sets on fire” (Agricola, Hoover & Hoover trans., 1950, liber XI). Then, with a hooked lifting bar, the frozen top layer or ingot was ripped out of the mould as a round or oval-shaped disc of purer metal (Craddock, 2002). Johann Heinrich Zedler mentions this process in chapter 34 of his ‘Grosses vollständige Universal-Lexicon Aller Wissenschafften und
Künste, welche bishero durch menschlichen Verstand und Witz erfunden und
verbessert worden’: ,,Scheiben, heisst in den Bergwercken, wenn vor einem Ofen
gestochen worden, welcher erkaltet, im Stich-Heerde von der Materie, die aus dem
Ofen dahin gelauffen, das Oberste, welches sodann, gleich einem Kuchen, mit der
Furckel abgehoben wird. Dies geschieht bey dem Rohsten- und Schwartz-Kupffer so
lange, bis nichts mehr im Heerde bleibt, als der König [= the lead]. Bey der Roh-
Arbeit heisst es: den Rohsten scheiben, bei der Kupffer-Arbeit aber: das Kupffer zum
Scheiben reissen (...)" and ,,Scheiben reissen, heisst bey dem Schmeltzen, wenn
abgestochen und die Schlacken abgehoben worden, so erkaltet der obere Theil des
Steins oder Kupffers und lässt sich wie ein Kuchen von dem noch heissen Theil
abnehmen (...). Desgleichen geschiehet auch bey dem Gahrkupfermachen" (Hänsel et al., 1980; Schade-Lindig, 2008, 2012; Stühmer et al., 1978; Zedler, 1742) “If the
copper is not perfectly smelted the cakes [ingots] will be too thick, and cannot be
taken out (…) easily (Agricola, Hoover & Hoover trans., 1950, liber XI). In regular intervals the ingots get ripped out of the forehearth, what makes them become smaller in diameter (Weisgerber, 1999). “These [the ingots], if the copper was of
good quality, should be thirteen or more in number; if it was not of good quality,
then fewer” (Agricola, Hoover & Hoover trans., 1950, liber XI). At this stage, before the copper solidified completely, the ingots were often stamped (Craddock,
2002). Agricola furthermore mentions that the first of the Reißscheiben ingots was usually placed aside for immediate re-melting, since some slags would still adhere to it and as such it was not as perfect as the consecutive ones. And: “If the
copper is not of good quality, he [the assistant] places the first two cakes aside” (Agricola, Hoover & Hoover trans., 1950, liber XI). Based upon De re metallica, Stühmer is of the opinion that round ingots were the common form for metal ingots (fig. 10) during the Late Medieval and Early Modern Period. This applies to silver as well as to copper (Stühmer et al., 1978)
Precious metals present in the ore, i.e. gold and silver, were passing to the smelted copper during ore reduction. When the ore contained a sufficient amount of silver (and/or gold), lead was introduced at the beginning of the smelting
37 | P a g e
process for silver to merge with it when flowing into the forehearth (Garbacz-Klempka et al., 2015). This could be done either by filling the forehearth with molten lead when the furnace was ready to be tapped or, if the ore was poor in lead, by placing this directly into the furnace. In the latter case the tap-hole of the furnace was left open to let the lead, due to its low-melting point, melt out and absorb the majority of the silver and gold. The slags were skimmed off the molten copper in the forehearth and kept aside. The copper was then ripped off in slices (the Reißscheiben), while the bottom part (the so-called König, containing the lead and silver), was put aside to be sold to metal refining works and next subjected to
liquation. The slags, still containing some traces of silver, were smelted again.
Ore from the Falun region contains about 5% of copper (Tylecote, 1976), however its silver content is relatively low, compared to the Central European ores. If the copper contained less than 3 wt.% of silver it was regarded as financially unviable for liquation, although by the end of the Medieval period the liquation of copper ores containing even less than 2 wt.% silver became profitable (L'Héritier et al., 2010). If the copper ore contained too little silver for liquation to be profitable, the ore was smelted without the introduction of lead. In the forehearth, the copper was allowed to settle in order for the majority of the silver to sink towards the bottom of the cast.
With a ratio of approx. 20 tonnes of fuel needed for 1 tonne of copper, enormous amounts of fuel were needed for smelting and roasting, in the form of wood, charcoal and, at a later stage, probably coal (L'Héritier, 2010). Where fuel was not readily available, like on Heligoland, it seems to make sense that workshops were situated in an area with easy access to imported fuel; either near the coast or a waterway. This had the added advantage of relatively cheap waterborne transport for the export of the raw copper.
3.4 Transportation
Semi-processed raw copper from the Hungarian mines was transported to the cities of Toruń and Cracow for further processing. The Hanseatic League granted both cities, strategically located in the hinterland (the former belonging to Prussia and the latter to the Kingdom of Poland) the right to staple copper traded north from the Upper-Hungarian mines (Możejko, 2015). In both cities the Reißscheiben were weighed, divided and traded downstream via the Vistula to, inter alia, the Baltic Sea port of Gdansk (Garbacz-Klempka et al., 2014; Jahnke, 2015; North, 1984; Ossowski, 2015). It is estimated that the export of Hungarian copper via Cracow in the 14th century was around 350-700 tonnes annually (Garbacz-
38 | P a g e
Klempka et al., 2014). The wealthy appearance of the Kupferhaus (Copper House) on the Main Market Square in Cracow may be considered as proof of the importance of the copper trade in the Medieval period (Garbacz-Klempka et al., 2014). The city of Villach, situated between the Hungarian mines and the port of Venice, enjoyed a similar status as Cracow on the trade route south (Lynch, 2002).
The Vistula River, used since the end of the 13th century, was considered the cheapest route for the Upper-Hungarian copper to reach Western Europe via the Baltic ports, given the substantial weight that was involved. But raw copper was also exported via fluvius to processing areas for further refining, of which amongst the most important were Brunswick, Cologne, Dinant, Aachen and Nuremberg (Garbacz-Klempka et al., 2015; Lynch, 2002). In the second half of the 14th century, Toruń’s privileges in copper trade came under pressure as merchants from Cracow explored the trade route via the Oder River and Szczecin and as such via Silesia instead of Prussia (Jahnke, 2015). Several Reißscheiben finds in the Dunajec River (pers. comm. Ostrowski, 2015), debouching into the Vistula and bypassing Cracow, chart another trade route from the Hungarian mines.
Notwithstanding the likely preference for transport over water - given the higher costs involved - also roads were used for its transportation (Irsigler, 1979). Nuremberg, being one of Germany’s main centres for metal refining and manufacturing, produced all manner of copper and brass utensils made from ore that arrived there in ox-drawn wagons from mines located in the Saxony and Bohemia regions (Lynch, 2002). Lynch further makes mention of a road across the Carpathian Mountains, especially constructed for the transport of ore, in order for the copper to reach the processing areas more speedily. It has become known as ‘Thurzo’s Road’, after Jan Thurzo, an entrepreneur and owner of a large Saigerhütte (liquitation work) in Cracow. The liquitation works, considered the “highest achievement of metallurgical art of the time”, soon became one of the principal industries for Cracow (Lynch, 2002). The city even managed to obtain a monopoly on trade and transit via Gdansk to Flanders and England (Rehren, 1995; Garbacz-Klempka et al., 2014).
Hanseatic cities such as Hamburg, Lübeck, Gdansk and Cracow played an important part in the copper trade. Gdansk is considered to be the most prominent amongst the Prussian Hanseatic towns and is known to have played an important role as a port for the trade in Hungarian and Silesian copper during the
39 | P a g e
15th century (Garbacz-Klempka et al., 2008). From Gdansk, the raw copper was either shipped directly to Holland, Flanders, France and England (Garbacz-Klempka et al., 2008; Jahnke, 2015; Lynch, 2002) or exported via Lübeck (Yrwing, 1966).
As opposed to the Central-European copper flow, the transport of Swedish copper took place exclusively via Hanseatic trade routes (Irsigler, 1979). However, not much is known about these trade routes before the 14th century. The first detailed descriptions on copper production on the Hanseatic routes date from the second half of the 14th century, as both Swedish and Hungarian copper dominated the Hanseatic copper trade (Irsigler, 1979). What is known is that the Hanseatic League was of significant importance to Sweden’s economic development (Kumlien, 1960). The Stora Kopparberget owed its first prime, which lasted until around 1370, to investments by merchant families from Lübeck and Stockholm (Irsigler, 1979). Lübeck, the capital of the Hanseatic League, and as such known as the ‘Queen of the Hanse’, dominated the trade with Stockholm and would remain to do so for several generations until the 1620s (Irsigler, 1979; Kumlien, 1960; Scott, 1988). By that time, Holland and Denmark had succeeded in securing almost half of Sweden’s copper export, due to Sweden’s deteriorating relationship with Lübeck (Kumlien, 1960). Gdansk only played a secondary role in the copper trade with Stockholm, and currently it is thought that its metal trade was mainly related to osmond iron (Garbacz-Klempka et al., 2015; Kumlien, 1960;
Ossowski, 2015). As opposed to osmond iron, Swedish copper was only traded in Gdansk in exceptional cases (Irsigler, 1979).
The Hanseatic League was heavily involved in trying to control shipping routes and make use of its influence regarding trade regulations. As part of this, safety measures, such as protection against pirates, were implemented to safeguard the crews, ships and their valuable cargo. In order to protect shipping from adverse weather conditions, sailing in the Baltic area was to be suspended between November 11th and February 22nd from 1403 accordingly (Możejko, 2015; Ossowski, 2015). Ships entering a Hanseatic port in that period were obliged to show proof that they had set sail for the return journey before November 11th, risking confiscation of the ship and its cargo if this demand could not be met. The only ships excluded from this obligation were those with a load
capacity of less than 30 lasts and ships sailing to or from Norway. Within the alliance however, these restrictions were considered undesirable, and as such, in 1425, the Prussian cities got their own way for winter shipping between Lübeck, Denmark and the island of Rügen (Możejko, 2015). Ossowski (2015) however
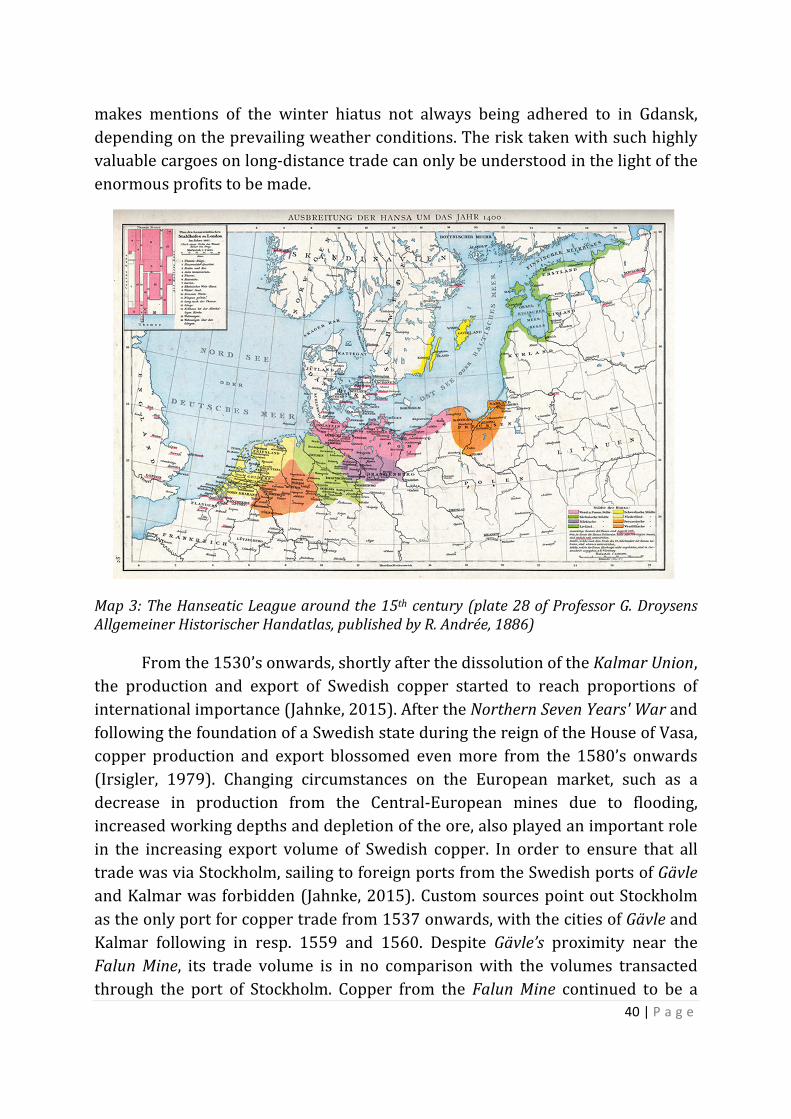
40 | P a g e
makes mentions of the winter hiatus not always being adhered to in Gdansk, depending on the prevailing weather conditions. The risk taken with such highly valuable cargoes on long-distance trade can only be understood in the light of the enormous profits to be made.
Map 3: The Hanseatic League around the 15th century (plate 28 of Professor G. Droysens Allgemeiner Historischer Handatlas, published by R. Andrée, 1886)
From the 1530’s onwards, shortly after the dissolution of the Kalmar Union, the production and export of Swedish copper started to reach proportions of international importance (Jahnke, 2015). After the Northern Seven Years' War and following the foundation of a Swedish state during the reign of the House of Vasa, copper production and export blossomed even more from the 1580’s onwards (Irsigler, 1979). Changing circumstances on the European market, such as a decrease in production from the Central-European mines due to flooding, increased working depths and depletion of the ore, also played an important role in the increasing export volume of Swedish copper. In order to ensure that all trade was via Stockholm, sailing to foreign ports from the Swedish ports of Gävle and Kalmar was forbidden (Jahnke, 2015). Custom sources point out Stockholm
as the only port for copper trade from 1537 onwards, with the cities of Gävle and Kalmar following in resp. 1559 and 1560. Despite Gävle’s proximity near the Falun Mine, its trade volume is in no comparison with the volumes transacted through the port of Stockholm. Copper from the Falun Mine continued to be a
41 | P a g e
mainstay of trade with Lübeck via Stockholm (Irsigler, 1979; Kumlien, 1960; Peterson, 2007).
The movement of raw copper was not only directed by traffic conditions
and transport costs, but also by economic policies, such as staple rights (Irsigler, 1979) and dues. In the latter half of the 16th century, the river route leading along the Elbe to Hamburg began to gain in significance. Due to improvements on the waterways between Oder and Elbe, tolls levied in Cracow, Gdansk and in the Danish Sound could be avoided as such (North, 1984; Ossowski, 2015). Denmark started to levy the so-called ‘Sound Toll’ from 1429 onwards, and although initially the Hanseatic League protested against this new toll, in 1432 it is recognized, followed by Holland in 1462 and England in 1465 (Hvidegaard, 2005). In 1567, the toll was raised to 1-2% of the cargo value, and as such customs revenue was providing for almost half of Denmark’s state income (Hvidegaard, 2005). Toll was also collected at the Great Belt and the Little Belt, however non-Danish vessels were forbidden to use any other waterways but the Sound, or otherwise risk confiscation or sinking of the vessel in question. Written sources give evidence that from 1570, possibly due to the increase of toll in the Sound, the Augsburg merchant Paller shipped his Hungarian copper to Hamburg via the Frankfurt/Oder- and Spree-Havel-Elbe route. This use as a trade route is further attested by the stamped cargo of the Elbewrack and the chance discovery of a Reißscheibe ingot in the Elbe River near Wedel (Schulz, 1981). The use of the
Elbe was continued up to the 17th century, until it became burdened by no less than seventeen tolls between Magdeburg and Hamburg (North, 1984). In the late Middle Ages, the early medieval development of increasingly using rivers for the transport of merchandise was partially reversed: In response to the growing number of toll stations and height of duties levied on rivers, some traders preferred to transport their merchandise over land with pack animals and wagons, whenever feasible (Kranz, 2003). The land-based Reißscheiben finds from Braunfels-Philippstein and Wetzlar-Steindorf may be examples of this practice.
Trade traffic between Sweden and the Baltic Sea ports, conducted by Swedish merchants and citizens, consisted mostly of smaller vessels, most likely due to a lack of investment capital. The ships on the trade routes between Sweden
and Lübeck as well as Gdansk however, seem to have consisted of mostly medium-sized vessels and were operated by German crews. 16th and 17th century customs records from Stockholm and Lübeck make mention of vessels with an average capacity of slightly more than 40 lasts, and with crews of between 5-7

42 | P a g e
men (Kumlien, 1960). As the commodity trade between Stockholm and Lübeck consisted mainly of trade goods that either required little space or which had a relatively high specific weight (such as cloth, furs, salt or copper and iron), it seems likely that the use of medium-sized vessels was sufficient (Kumlien, 1960).
The transportation of significant quantities of raw copper by sea is attested by shipwrecks like the Skaftö Wreck (estimated around 3 tonnes), the Trelleborg
Koppervraket (more than 10 tonnes), W-5 (1.3 tonnes) and Mönchgut 92 (1.6 tonnes).
43 | P a g e
4. The social context of copper mining and trade
Although Lynch (2002) and Scott (1988) hold the opinion that, around the beginning of the 12th century, German master miners must have played a significant role in the transfer of their knowledge and skills to Sweden, others such as Kumlien (1960) believe it possible that the Swedes developed their technique of copper smelting independently. As primitive wind furnaces existed since ancient times, Sweden may very well have developed its simpler forms of mining equipment, without too much influence from German miners. Mining at the Falun Copper Mine is thought to have started as early as the 10th century and possibly earlier (Kumlien, 1960; Rydberg, 1979), slightly later as its German counterpart the Rammelsberg (Kumlien, 1960). However, the scale of these activities remained insignificant until around 1200 (Tylecote, 1992).
Nonetheless, the more advanced skills of the German master miners, such as the digging of drainage tunnels, the construction and operating of water-driven stamping mills and bellows and their knowledge in operating the blast furnaces were much valued (Lynch, 2002). The organisation and use of new techniques would mean an increase in production and as such promised a rapid economic development, as was the case with the Serbian Brskvo mines (Fine, 2006; Lynch, 2002). The same applied to Sweden: Financed by the copper from Stora
Kopparberget, the House of Vasa was able to create a Swedish empire with large possessions around the Baltic Sea (Lynch, 2002). Metal mining being so closely associated with economic development and the power of a nation, may clarify the importance of the medieval metal trade. Or, as the Swedish government put it around the middle of the 17th century: “Sweden stands or falls with the Copper
Mountain” (Rydberg, 1979).
It also indicates the privileged status that the master miners, with their knowledge how to extract the ore, must have enjoyed (Fine, 2006). In Serbia, where the mining communities were located on-site, the German miners were self-governing under their own laws and had the right to worship at Catholic churches (Fine, 2006). Similar was the status of the German master miners in Sweden. A royal decree from 1347 acknowledged the decisive role that the mine played in the national economy, and master miners were allowed shares in the operation as well as extensive trading rights with other communities (Rydberg, 1979). As such, it can be stated that the organisational structure of the Falun Mine was advanced for its time. By the end of the 13th century, mineworkers started to band together in Knappschaften. As an enhancement to the craft guilds, a
44 | P a g e
Knappschaft had a range of purposes, such as a means for collective bargaining, keeping out unwanted cheap labour and providing a communal safety net as to offer some support to the widows of men killed during work (Lynch, 2002).
Apart from new techniques in mining, the German master miners also introduced new business methods and broadened business contacts (Scott, 1988). In Sweden, the middle of the 16th century is even referred to as the ‘German period’; due to the Germans dominating the king’s councils (Scott, 1988). In the same time-frame, the Tsardom of Russia requested the expertise of German master miners to assist in the location and working of ores, while Habsburg King Charles V even appealed for their dispatch to Mexico, because the Spanish were completely at a loss when it came to the skills needed to operate the (silver) mines profitably (Lynch, 2002). That the master miners remained a favoured group by the nobility was also manifested by the relatively lenient treatment they received during and after the German Peasant War revolts of 1525 (Lynch, 2002; Blickle, 1981).

45 | P a g e
5. Inscriptions and stamps
“Zeichen wenden Menschen an, die eines Mittels bedürfen, an dem sie sich
untereinander erkennen.” (Koch 1936)
So far, few archaeologists have dealt with markings on objects. As evidence of the medieval trade routes and the trading history of the Hanseatic area, they are of particular importance (Falk, 2003). In this chapter, the author is able to only scratch the very surface of this area, which is clearly much more complex in its textual sources than can be dealt with in the space of a thesis.
5.1 The house mark or personal mark
A house mark (also known as personal mark, identity mark, property mark, identification mark, Hausmarke, Hofmarke, bomärke or bumerke) is a distinguishing sign: They were used in connection with farming, foresting, signing documents, craft and trade (Cappelen, 2005). Similar markings were used in religion and for magic purposes.
The oldest forms of house markings are simple notches, consisting of straight and oblique lines, with or without serifs, as these were the easiest to apply. In a later phase, also curved lines were used, as they are more suitable for painting and writing (Kits Nieuwenkamp, 1955). House marks are different from a coat of arms, because they don’t have a fixed colour (Cappelen, 2005). House marks can refer to physical as well as legal persons, such as authorities, corporations and other institutions, e.g. cities or churches.
The use of a house mark tells us that a certain person (or representative, in case of an institution) has been there: Either by having signed a document, or as the proprietor of goods, weapons, tools, trees, timber and cattle as, in the latter case, it is still done (Kits Nieuwenkamp, 1955).
Hourglass Counter hook Grouse foot Pentagram Staff of mercury
(Wolfsangel) (variant of Christogram) Figure 11: Some basic house mark forms (Cappelen, 2005)
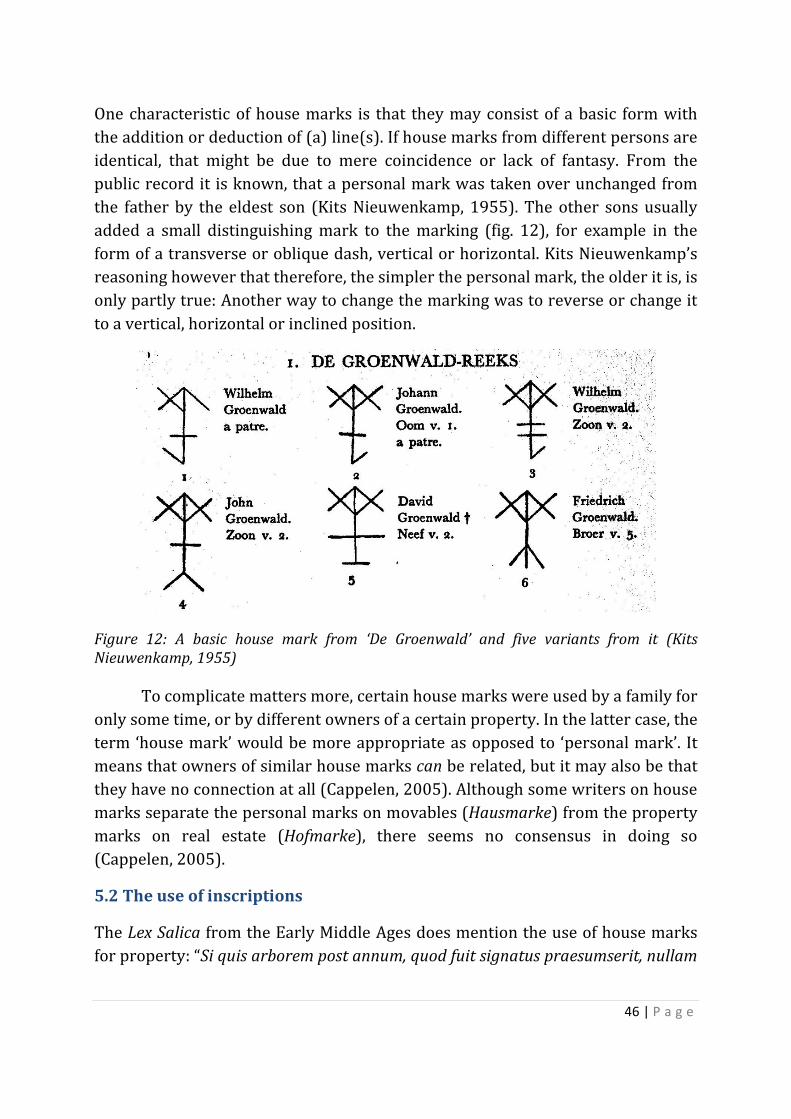
46 | P a g e
One characteristic of house marks is that they may consist of a basic form with the addition or deduction of (a) line(s). If house marks from different persons are identical, that might be due to mere coincidence or lack of fantasy. From the public record it is known, that a personal mark was taken over unchanged from the father by the eldest son (Kits Nieuwenkamp, 1955). The other sons usually added a small distinguishing mark to the marking (fig. 12), for example in the form of a transverse or oblique dash, vertical or horizontal. Kits Nieuwenkamp’s reasoning however that therefore, the simpler the personal mark, the older it is, is only partly true: Another way to change the marking was to reverse or change it
to a vertical, horizontal or inclined position.
Figure 12: A basic house mark from ‘De Groenwald’ and five variants from it (Kits Nieuwenkamp, 1955)
To complicate matters more, certain house marks were used by a family for only some time, or by different owners of a certain property. In the latter case, the term ‘house mark’ would be more appropriate as opposed to ‘personal mark’. It means that owners of similar house marks can be related, but it may also be that they have no connection at all (Cappelen, 2005). Although some writers on house marks separate the personal marks on movables (Hausmarke) from the property marks on real estate (Hofmarke), there seems no consensus in doing so (Cappelen, 2005).
5.2 The use of inscriptions
The Lex Salica from the Early Middle Ages does mention the use of house marks for property: “Si quis arborem post annum, quod fuit signatus praesumserit, nullam
47 | P a g e
habeat culpam” - a tree marked for the purpose of felling, may be taken by another person, if felling is not done within a year (Homeyer, 1870).
By the Middle Ages, the house mark was a part of daily life. Due to the
spread of the written word, people were gradually expected to sign contracts. Those who were illiterate, signed with their personal marking (signum pro
signato; Homeyer, 1870). Already Byzantine Emperor Justin I (518-527 AD) is known to have done the same: “Cutting out of a block of wood the shapes of the
four letters required to make the Latin word, they dipped a pen into the ink used by
emperors for their signatures, and put it in the Emperor's fingers…” (Atwater, 2003). The Danish Code (Danske Lov) of 1683 specified that ‘illiterates should sign contracts with their seal or, in lack of one, with their bomærke’ (house mark; Homeyer 1870).
The spatial use of only the Germanic house markings stretches from Scandinavia to the Tyrol and from England to the Eastern Baltic; a sign of its immeasurable wealth and enormity, further enhanced by the use of these
markings through all social classes (Homeyer, 1870). To cope with this massive amount on information on house marks, Homeyer divided his research, with certain arbitrariness, into the origins (location) where they were discovered, going from North, by West and East to the South.
In his work Das Zeichenbuch (1936), Koch categorizes markings in 14 different types:
• General marks • The cross • The monogram of Christ • Other Christian marks • The monogram • The mason mark • The four elements • Astronomical marks • Astrological marks • Botanical marks • Chemical marks • Personal- and property marks (Haus- und Hofmarken) • Undefined markings • Runic marks
48 | P a g e
Notable in Koch’s categorising is the fact, that he arranges the personal- and property marks as a separate type, whereas Kits Nieuwenkamp and Homeyer these terms use as an all-encompassing one. The latter seems to make sense, as the design of personal- and property marks do comprehend the other categories. Furthermore, there seems to be a degree of dissension on the origin of the house mark: Whereas some authors argue that the marks have their origin in relation to patrimony and land ownership and became personal marks thereafter (Kits Nieuwenkamp, 1955), others consider different origins (Cappelen, 2005).
Apart from serving as a property characteristic, the house mark might also serve as a sign for the manufacturer, like the marks from craftsmen, and thus effectively becoming a master sign or ‘mason mark’ (Cappelen, 2005; Koch, 1936). Other house marks are merchants’ trademarks or quality control signs. By the end of the 14th century, city authorities ordered increasingly that barrels and kegs, being the most important containers for transport, should be incised with the maker's mark (Meisterzeichen). This was considered necessary to minimise deceit and bad workmanship, which could reflect back upon the city as a trade partner (Falk, 2003). In medieval Norway, a statute law ordered shield craftsmen to stamp the shields they made with their manufacturer’s mark. Later Norwegian statute laws ordered similarly craftsmen to use manufacturer’s marks, marks of origin, control signs or other marks (Cappelen, 2005).
A general acceptance of the house mark was deemed a prerequisite for the effectiveness of using markings. First documented in the 5th century (Tønnesen 1968, 1985), the use of house marks established itself more and more in the following centuries. Their use in trade within the Hanseatic area soon gained general validity (Falk, 2003). Merchants were guaranteed the return of stolen property if they were somehow able to prove their ownership of the merchandise, for example through their house mark. To manage the risks of piracy or shipwreck, merchants often consigned a cargo to several vessels. As such, marked merchandise established legal ownership and avoided confusion. Apart from marking trade materials as a means of identifying property, it is also thought that by using them, merchants and shareholders could pursue their claims to commodities in the event of a disaster at sea or the seizure of a ship (Falk, 2003; Ossowski, 2015). To prove this, the merchant had either
documentation which verified the authenticity of his house mark or wore his house mark in a signet ring (Falk, 2003).
49 | P a g e
Sometimes, not only the mark of the owner or sender was incised on the merchandise; also the house mark of the recipient could be placed before the transport. This would be the case when the purchase contract had already been completed and the recipient had become owner of the merchandise. Two markings could also be incised when the seller, despite a sale contract, still had rights to the merchandise (Falk, 2003). The use of house marks on merchandise was not only done for labelling, but also to ask for the protection of their goods from God, as to ward off evil and bad luck. Some of the markings may have referred to quantities or batches of goods, or may have been related to the quality
control of products (Ossowski, 2015). This could also explain as to why not all ingots carry markings.
Whereas the Reißscheiben from the Elbewrack show identical stamps (i.e. the marking LP and/or a cross (Westermann, 2002)), the cargo from W-5 Copper Wreck shows 28 different markings on barrels filled with iron and wood tar and inside bundles of iron. No markings have been found on the copper Reißscheiben
ingots, possible due to their heavily corroded state (pers. comm. Ossowski, 2015). If the markings denote ownership, the W-5 archaeologists would be dealing with a group of 28 different merchants. At W-5, one identical mark was found on different types of merchandise, which seems to prove that merchantmen were shipping all manner of products at once (Ossowski, 2015).
5.3 Religion and runic marks
Looking at the house marks it may be obvious that religion played an important part in medieval times (Kits Nieuwenkamp, 1955). In many house marks, either a cross or the Christogram was used. The Christogram consisted out of the letter ‘P’, combined with an ‘X’; an ancient symbol adopted by the Romans which stands for the first two letters of ‘Christ’ in Greek. The (sometimes inverted) figure ‘4’, also known as the mystical ‘Sign of Four’ or ‘Staff of Mercury’, was a simplified
outgrowth of the ‘P’ in the Middle Ages. The ‘P’ often became a figure ‘4’, as this was easier to carve into hard materials (Kits Nieuwenkamp 1955).
Runic marks are another important marking, based on ritual, magic, kinship and religion. They are interpreted as characters that have turned into symbols (Kits Nieuwenkamp, 1955). In Old Norse, the word rune stands for ‘inscription’, while in Old Germanic it means ‘mystery’ or ‘secret’. These somewhat mystical markings symbolise the tribe and did not only include the living, but also the dead, as they were believed to be present at all important events (Kits Nieuwenkamp, 1955). Otherwise little is known about their origins.
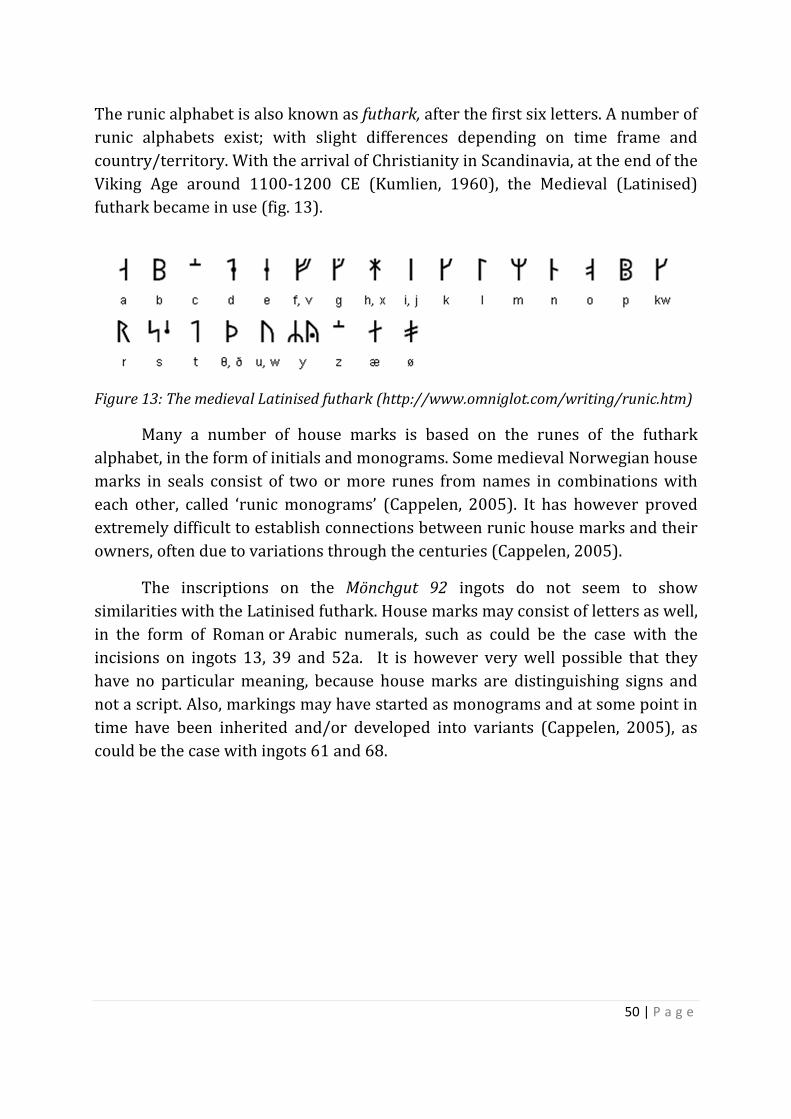
50 | P a g e
The runic alphabet is also known as futhark, after the first six letters. A number of runic alphabets exist; with slight differences depending on time frame and country/territory. With the arrival of Christianity in Scandinavia, at the end of the Viking Age around 1100-1200 CE (Kumlien, 1960), the Medieval (Latinised) futhark became in use (fig. 13).
Figure 13: The medieval Latinised futhark (http://www.omniglot.com/writing/runic.htm)
Many a number of house marks is based on the runes of the futhark alphabet, in the form of initials and monograms. Some medieval Norwegian house marks in seals consist of two or more runes from names in combinations with each other, called ‘runic monograms’ (Cappelen, 2005). It has however proved extremely difficult to establish connections between runic house marks and their owners, often due to variations through the centuries (Cappelen, 2005).
The inscriptions on the Mönchgut 92 ingots do not seem to show similarities with the Latinised futhark. House marks may consist of letters as well, in the form of Roman or Arabic numerals, such as could be the case with the incisions on ingots 13, 39 and 52a. It is however very well possible that they have no particular meaning, because house marks are distinguishing signs and not a script. Also, markings may have started as monograms and at some point in time have been inherited and/or developed into variants (Cappelen, 2005), as could be the case with ingots 61 and 68.
51 | P a g e
6. Analyses of the Mönchgut 92 ingots
In the Medieval period, all raw metals like tin, silver and copper were traded unmixed (Schade-Lindig, 2012). Reißscheiben ingots are usually categorised as a raw copper product from the Late Medieval to Early Modern Period (Rehren, 1995; Schade-Lindig, 2012; Schulz, 1981). An exception here might be the Reißscheiben ingots from Heligoland: With a C14 date from embedded charcoal from between 1140-1340 (Stühmer et al., 1978), this could suggest to a possible production date from the High Middle Ages. The Mönchgut 92 ingots as such are a representation of these raw materials and semi-finished products, in this case Schwarzkupfer, which were exchanged in the medieval metal trade to be refined elsewhere.
As to the distinctive Reißscheiben shape, two explanations are given in the literature: The use of progressively larger blast furnaces during the Middle Ages led to equally larger casts, which would have resulted in too large and too heavy, and thus difficult or even impossible to transport, ingots (Schade-Lindig, 2012). The other explanation involves a mechanical cleaning of the copper (Rehren, 1995). As their distinctive shape originates from the method by which the copper was refined (Craddock, 2002; Rehren, 1995), their appearance may have very well been a quality statement in itself; “(…) an indication that the metal was likely
to be of higher purity” (Craddock et al., 2012), as opposed to bar- and rod ingots (pers. comm. Rehren, 2015) which were in use from the Late Roman- and throughout the Medieval period (Bayley, 2014). A deceit in the form of mixing lead or slag with the copper is hardly possible with this type of ingot (Rehren, 1995), although there are examples of other Reißscheiben ingots that have been found to be less pure (Craddock et al., 2012). This is to some extent also visible within the Mönchgut 92 range, where purity differs from 84.6 wt.% (ingot no. 44; largely due to a high iron content of 10.4 wt.%) to 97.8 wt.% (ingot no. 39). If the Reißscheiben shape would be considered a quality statement in itself, this could
be an argument for interpreting the inscriptions and stamps found on some of them as owner marks, rather than manufacturer marks. However, although a manufacturer mark possibly may have been superfluous regarding the quality, it may possibly very well have served another purpose, like ownership.
In November 2011, an analysis of the Mönchgut 92 Reißscheiben was requested by the Landesamt für Kultur und Denkmalpflege Mecklenburg-
Vorpommern, Schwerin, where the ingots are stored. In order to identify the geographical region(s) where the Mönchgut 92 copper could have been produced,
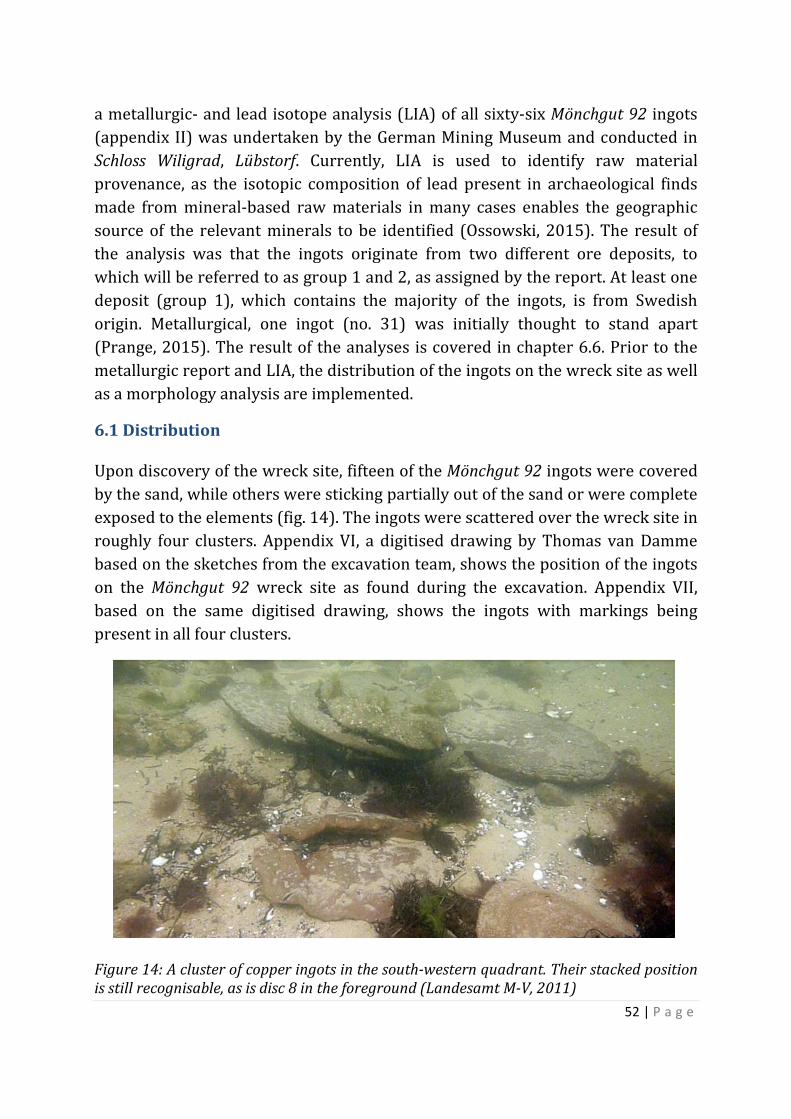
52 | P a g e
a metallurgic- and lead isotope analysis (LIA) of all sixty-six Mönchgut 92 ingots (appendix II) was undertaken by the German Mining Museum and conducted in Schloss Wiligrad, Lübstorf. Currently, LIA is used to identify raw material provenance, as the isotopic composition of lead present in archaeological finds made from mineral-based raw materials in many cases enables the geographic source of the relevant minerals to be identified (Ossowski, 2015). The result of the analysis was that the ingots originate from two different ore deposits, to which will be referred to as group 1 and 2, as assigned by the report. At least one deposit (group 1), which contains the majority of the ingots, is from Swedish
origin. Metallurgical, one ingot (no. 31) was initially thought to stand apart (Prange, 2015). The result of the analyses is covered in chapter 6.6. Prior to the metallurgic report and LIA, the distribution of the ingots on the wreck site as well as a morphology analysis are implemented.
6.1 Distribution Upon discovery of the wreck site, fifteen of the Mönchgut 92 ingots were covered by the sand, while others were sticking partially out of the sand or were complete exposed to the elements (fig. 14). The ingots were scattered over the wreck site in roughly four clusters. Appendix VI, a digitised drawing by Thomas van Damme based on the sketches from the excavation team, shows the position of the ingots on the Mönchgut 92 wreck site as found during the excavation. Appendix VII, based on the same digitised drawing, shows the ingots with markings being present in all four clusters.
Figure 14: A cluster of copper ingots in the south-western quadrant. Their stacked position is still recognisable, as is disc 8 in the foreground (Landesamt M-V, 2011)
53 | P a g e
The distribution, apart from one solitary ingot (disc no. 49 with a weight of 2.5 kg), covered an area of 18 x 9 meters. In the eastern quadrant, on the starboard side of the keel, a cluster composed of thirteen ingots was found, while to the south-west a cluster with twenty-two (including eight partially stacked ingots) was discovered. The remaining two clusters were situated roughly in the middle of the wreck site; tending towards the port side, with resp. seventeen and thirteen ingots from south to north (appendix VI). Fifteen of the eighteen ingots from (the metallurgic assigned) group 2 (83%) were found within the two clusters in the northern and middle quadrant. No traces of possible dunnage have
been discovered by the excavation team, as was the case in the W-5 Wreck (Litwin, 1985) and the Skaftö Wreck (Von Arbin, 2012; Litwin, 1985; Wazny, 2005). In the Skaftö Wreck, thin boards from quick-growing pine were observed next to a large copper concentration. They were most probably linked to the transport and handling of the copper ingots (Von Arbin, 2014). Between two ingots from the Selør 3 Wreck, corroded together, grain and straw were discovered (Nævestad, 1999).
The distribution as found suggests that the ingots were not stowed in just one area of the hull, but divided into smaller stacks and distributed amongst the other cargo. Apart from the theory of evenly weight distribution, it has been suggested that this manner of stowing may have to do with the varied ownership of individual parts of the cargo (Ossowski, 2015), possible common origins or the
quality of metal (Sibella, 1996). The distribution of the Mönchgut 92 ingots in several concentrations seems contrary to the stowing of the ingots on the Skaftö Wreck: Although these Reißscheiben were stowed in stacks as well, they were for the most part distributed in two major concentrations (pers. comm. Von Arbin, 2015). One concentration consisted of approximately seventy ingots, while the second showed at least thirty (Von Arbin, 2014). The Skaftö ingots seem to have been transported in stacks with equally sized ingots. Whether they were originally been tied together with rope or only been loosely stacked, remains an open question (Von Arbin, 2014). The ingots aboard the W-5 Wreck were piled one on top of the other, in stacks of approximately ten, positioned between the barrels and other commodities (Ossowski, 2015). With 226 ingots this would roughly mean around twenty stacks.
It is unknown if the excavated ingots represent the complete original shipment, but it may be tempting to suggest that this is not the case, considering the size of the vessel in relation to the cargo found (pers. comm. Auer, 2015). The way they were found in situ, lying on the sea bed at a relatively shallow depth,
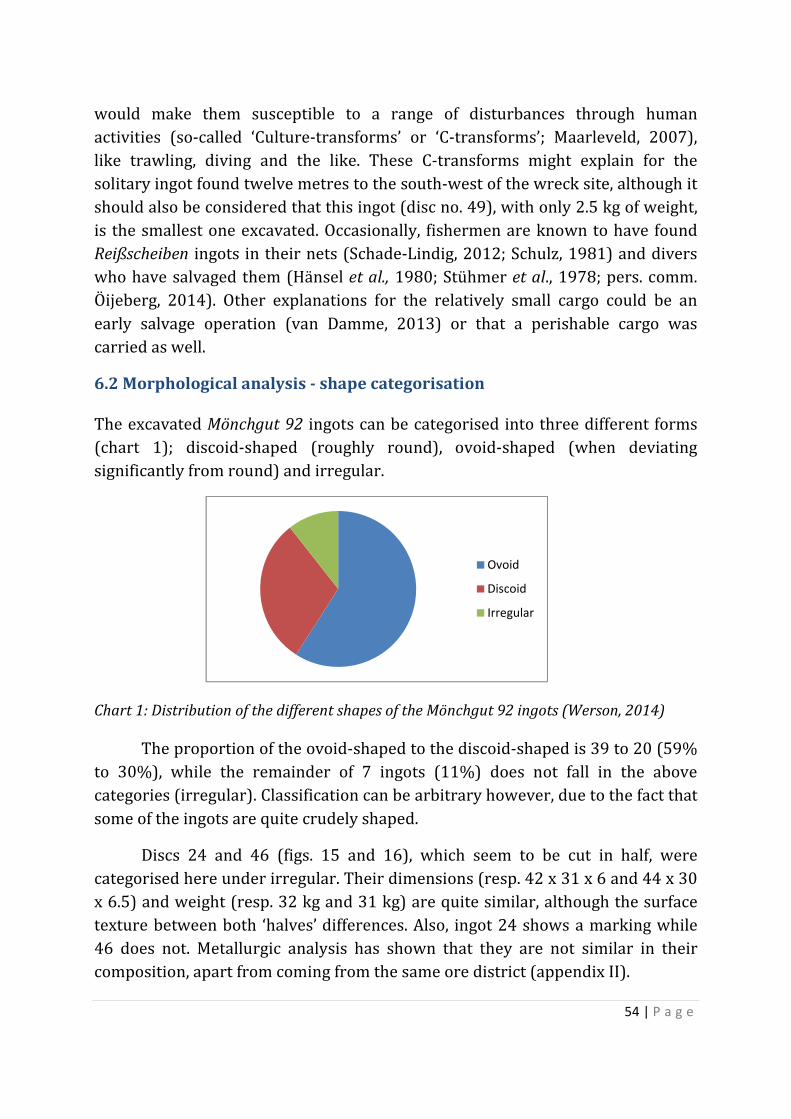
54 | P a g e
would make them susceptible to a range of disturbances through human activities (so-called ‘Culture-transforms’ or ‘C-transforms’; Maarleveld, 2007), like trawling, diving and the like. These C-transforms might explain for the solitary ingot found twelve metres to the south-west of the wreck site, although it should also be considered that this ingot (disc no. 49), with only 2.5 kg of weight, is the smallest one excavated. Occasionally, fishermen are known to have found Reißscheiben ingots in their nets (Schade-Lindig, 2012; Schulz, 1981) and divers who have salvaged them (Hänsel et al., 1980; Stühmer et al., 1978; pers. comm. Öijeberg, 2014). Other explanations for the relatively small cargo could be an
early salvage operation (van Damme, 2013) or that a perishable cargo was carried as well.
6.2 Morphological analysis - shape categorisation
The excavated Mönchgut 92 ingots can be categorised into three different forms (chart 1); discoid-shaped (roughly round), ovoid-shaped (when deviating significantly from round) and irregular.
Chart 1: Distribution of the different shapes of the Mönchgut 92 ingots (Werson, 2014)
The proportion of the ovoid-shaped to the discoid-shaped is 39 to 20 (59% to 30%), while the remainder of 7 ingots (11%) does not fall in the above categories (irregular). Classification can be arbitrary however, due to the fact that
some of the ingots are quite crudely shaped.
Discs 24 and 46 (figs. 15 and 16), which seem to be cut in half, were categorised here under irregular. Their dimensions (resp. 42 x 31 x 6 and 44 x 30 x 6.5) and weight (resp. 32 kg and 31 kg) are quite similar, although the surface texture between both ‘halves’ differences. Also, ingot 24 shows a marking while 46 does not. Metallurgic analysis has shown that they are not similar in their composition, apart from coming from the same ore district (appendix II).
Ovoid
Discoid
Irregular
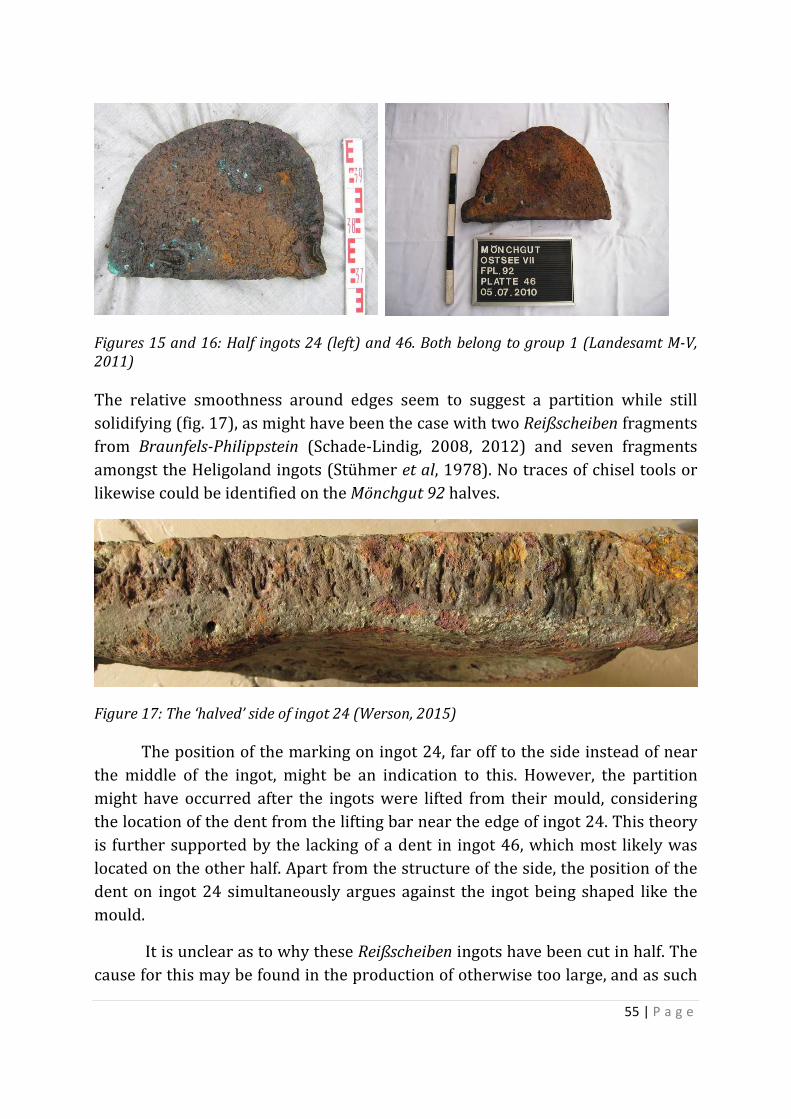
55 | P a g e
Figures 15 and 16: Half ingots 24 (left) and 46. Both belong to group 1 (Landesamt M-V, 2011) The relative smoothness around edges seem to suggest a partition while still solidifying (fig. 17), as might have been the case with two Reißscheiben fragments from Braunfels-Philippstein (Schade-Lindig, 2008, 2012) and seven fragments amongst the Heligoland ingots (Stühmer et al, 1978). No traces of chisel tools or likewise could be identified on the Mönchgut 92 halves.
Figure 17: The ‘halved’ side of ingot 24 (Werson, 2015)
The position of the marking on ingot 24, far off to the side instead of near the middle of the ingot, might be an indication to this. However, the partition might have occurred after the ingots were lifted from their mould, considering the location of the dent from the lifting bar near the edge of ingot 24. This theory is further supported by the lacking of a dent in ingot 46, which most likely was located on the other half. Apart from the structure of the side, the position of the dent on ingot 24 simultaneously argues against the ingot being shaped like the mould.
It is unclear as to why these Reißscheiben ingots have been cut in half. The cause for this may be found in the production of otherwise too large, and as such
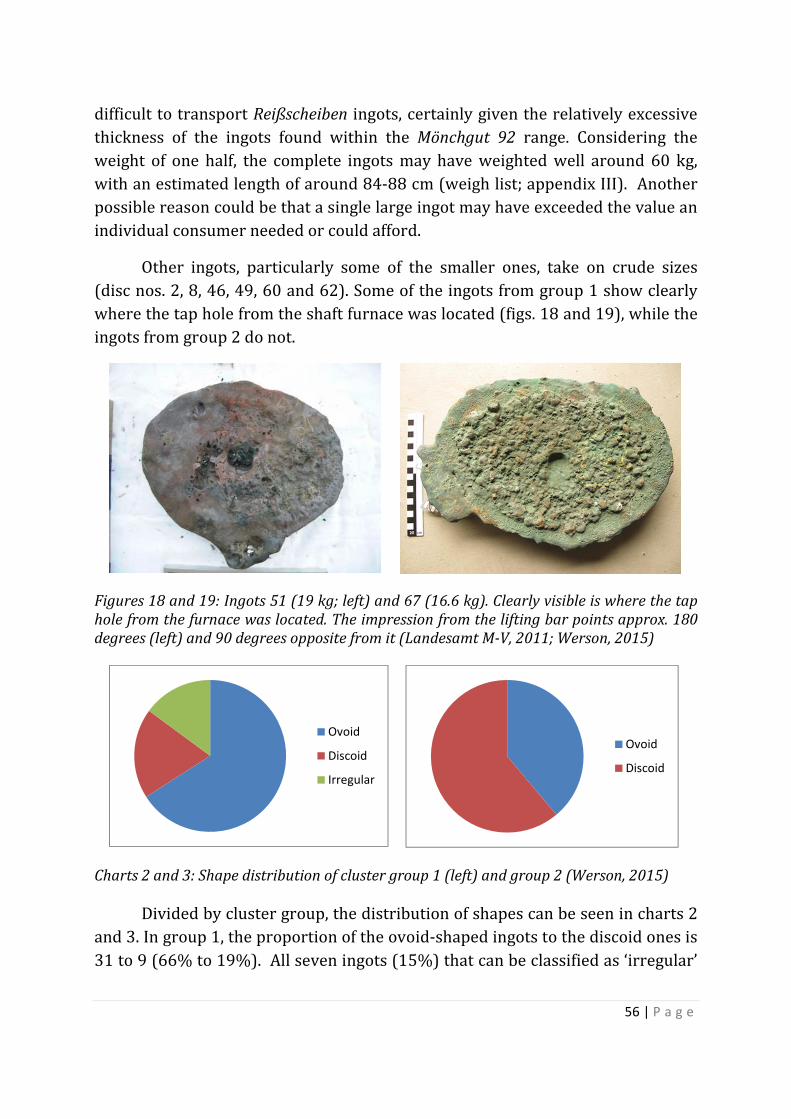
56 | P a g e
difficult to transport Reißscheiben ingots, certainly given the relatively excessive thickness of the ingots found within the Mönchgut 92 range. Considering the weight of one half, the complete ingots may have weighted well around 60 kg, with an estimated length of around 84-88 cm (weigh list; appendix III). Another possible reason could be that a single large ingot may have exceeded the value an individual consumer needed or could afford.
Other ingots, particularly some of the smaller ones, take on crude sizes (disc nos. 2, 8, 46, 49, 60 and 62). Some of the ingots from group 1 show clearly where the tap hole from the shaft furnace was located (figs. 18 and 19), while the ingots from group 2 do not.
Figures 18 and 19: Ingots 51 (19 kg; left) and 67 (16.6 kg). Clearly visible is where the tap hole from the furnace was located. The impression from the lifting bar points approx. 180 degrees (left) and 90 degrees opposite from it (Landesamt M-V, 2011; Werson, 2015)
Charts 2 and 3: Shape distribution of cluster group 1 (left) and group 2 (Werson, 2015)
Divided by cluster group, the distribution of shapes can be seen in charts 2 and 3. In group 1, the proportion of the ovoid-shaped ingots to the discoid ones is
31 to 9 (66% to 19%). All seven ingots (15%) that can be classified as ‘irregular’
Ovoid
Discoid
Irregular
Ovoid
Discoid
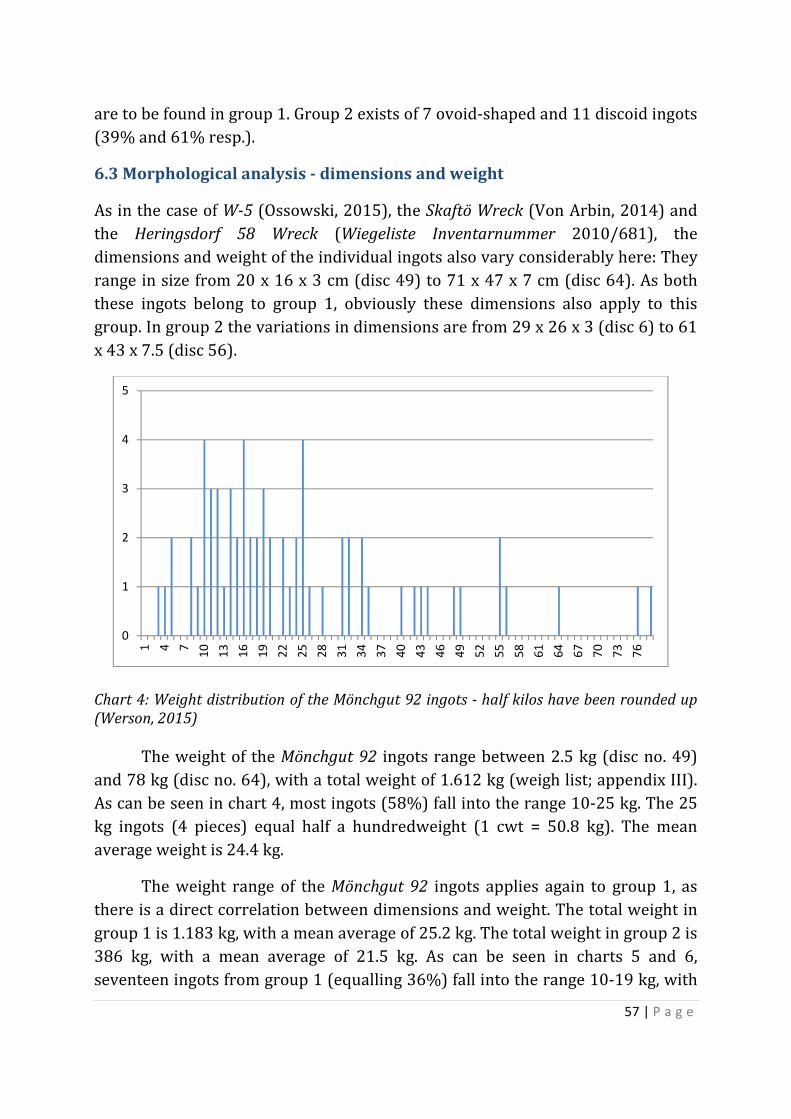
57 | P a g e
are to be found in group 1. Group 2 exists of 7 ovoid-shaped and 11 discoid ingots (39% and 61% resp.).
6.3 Morphological analysis - dimensions and weight
As in the case of W-5 (Ossowski, 2015), the Skaftö Wreck (Von Arbin, 2014) and the Heringsdorf 58 Wreck (Wiegeliste Inventarnummer 2010/681), the dimensions and weight of the individual ingots also vary considerably here: They range in size from 20 x 16 x 3 cm (disc 49) to 71 x 47 x 7 cm (disc 64). As both these ingots belong to group 1, obviously these dimensions also apply to this group. In group 2 the variations in dimensions are from 29 x 26 x 3 (disc 6) to 61 x 43 x 7.5 (disc 56).
Chart 4: Weight distribution of the Mönchgut 92 ingots - half kilos have been rounded up (Werson, 2015)
The weight of the Mönchgut 92 ingots range between 2.5 kg (disc no. 49) and 78 kg (disc no. 64), with a total weight of 1.612 kg (weigh list; appendix III). As can be seen in chart 4, most ingots (58%) fall into the range 10-25 kg. The 25 kg ingots (4 pieces) equal half a hundredweight (1 cwt = 50.8 kg). The mean average weight is 24.4 kg.
The weight range of the Mönchgut 92 ingots applies again to group 1, as there is a direct correlation between dimensions and weight. The total weight in
group 1 is 1.183 kg, with a mean average of 25.2 kg. The total weight in group 2 is 386 kg, with a mean average of 21.5 kg. As can be seen in charts 5 and 6, seventeen ingots from group 1 (equalling 36%) fall into the range 10-19 kg, with
0
1
2
3
4
5
1 4 7
10
13
16
19
22
25
28
31
34
37
40
43
46
49
52
55
58
61
64
67
70
73
76
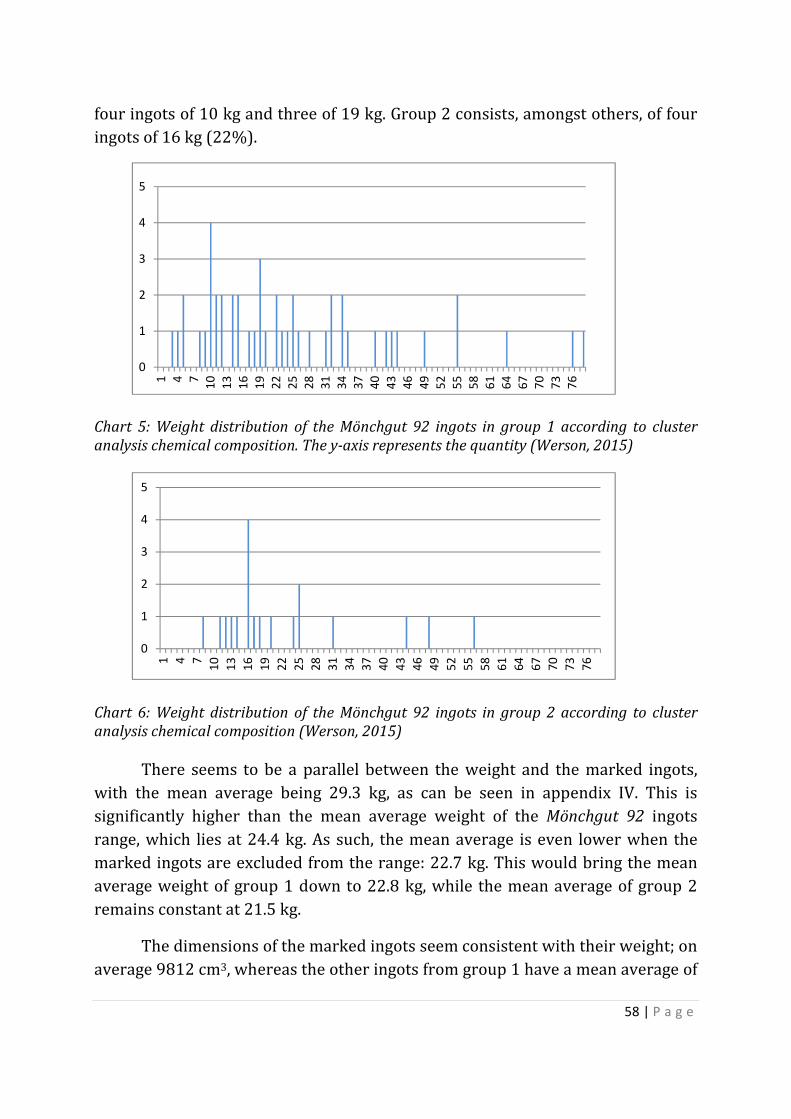
58 | P a g e
four ingots of 10 kg and three of 19 kg. Group 2 consists, amongst others, of four ingots of 16 kg (22%).
Chart 5: Weight distribution of the Mönchgut 92 ingots in group 1 according to cluster analysis chemical composition. The y-axis represents the quantity (Werson, 2015)
Chart 6: Weight distribution of the Mönchgut 92 ingots in group 2 according to cluster analysis chemical composition (Werson, 2015)
There seems to be a parallel between the weight and the marked ingots, with the mean average being 29.3 kg, as can be seen in appendix IV. This is significantly higher than the mean average weight of the Mönchgut 92 ingots range, which lies at 24.4 kg. As such, the mean average is even lower when the marked ingots are excluded from the range: 22.7 kg. This would bring the mean average weight of group 1 down to 22.8 kg, while the mean average of group 2 remains constant at 21.5 kg.
The dimensions of the marked ingots seem consistent with their weight; on average 9812 cm3, whereas the other ingots from group 1 have a mean average of
0
1
2
3
4
5
1 4 7
10
13
16
19
22
25
28
31
34
37
40
43
46
49
52
55
58
61
64
67
70
73
76
0
1
2
3
4
5
1 4 7
10
13
16
19
22
25
28
31
34
37
40
43
46
49
52
55
58
61
64
67
70
73
76
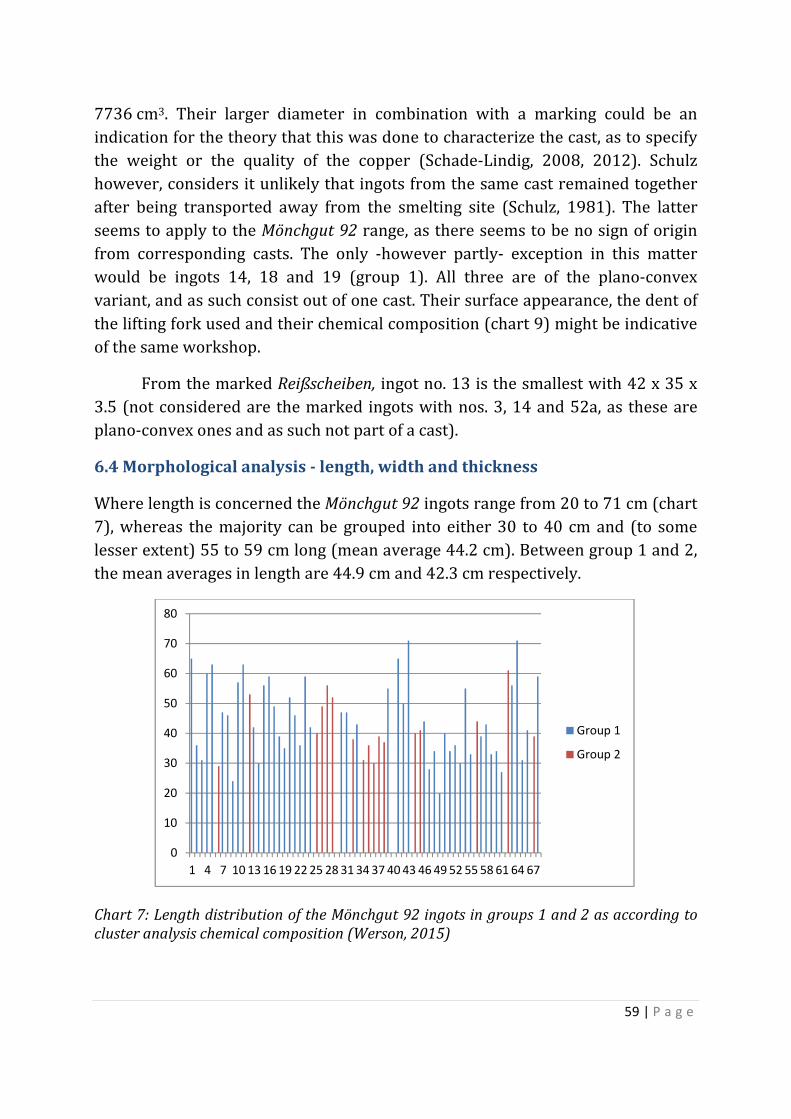
59 | P a g e
7736 cm3. Their larger diameter in combination with a marking could be an indication for the theory that this was done to characterize the cast, as to specify the weight or the quality of the copper (Schade-Lindig, 2008, 2012). Schulz however, considers it unlikely that ingots from the same cast remained together after being transported away from the smelting site (Schulz, 1981). The latter seems to apply to the Mönchgut 92 range, as there seems to be no sign of origin from corresponding casts. The only -however partly- exception in this matter would be ingots 14, 18 and 19 (group 1). All three are of the plano-convex variant, and as such consist out of one cast. Their surface appearance, the dent of
the lifting fork used and their chemical composition (chart 9) might be indicative of the same workshop.
From the marked Reißscheiben, ingot no. 13 is the smallest with 42 x 35 x 3.5 (not considered are the marked ingots with nos. 3, 14 and 52a, as these are plano-convex ones and as such not part of a cast).
6.4 Morphological analysis - length, width and thickness
Where length is concerned the Mönchgut 92 ingots range from 20 to 71 cm (chart 7), whereas the majority can be grouped into either 30 to 40 cm and (to some lesser extent) 55 to 59 cm long (mean average 44.2 cm). Between group 1 and 2, the mean averages in length are 44.9 cm and 42.3 cm respectively.
Chart 7: Length distribution of the Mönchgut 92 ingots in groups 1 and 2 as according to cluster analysis chemical composition (Werson, 2015)
0
10
20
30
40
50
60
70
80
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52 55 58 61 64 67
Group 1
Group 2
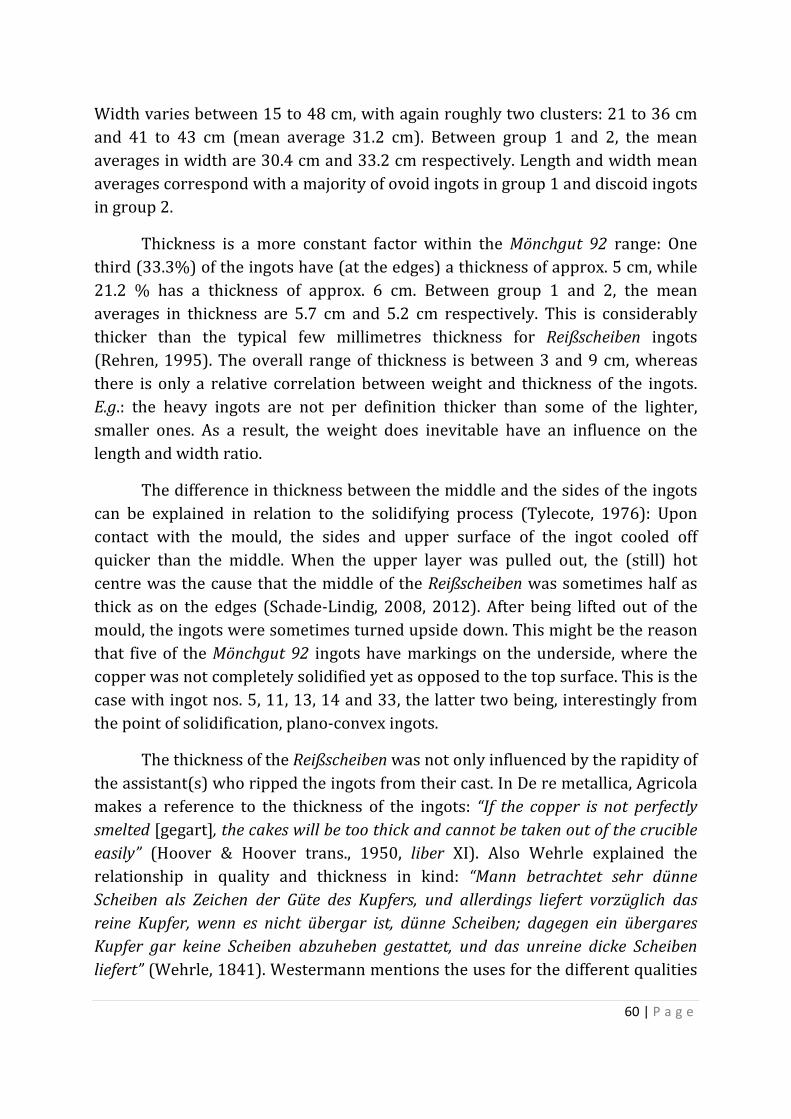
60 | P a g e
Width varies between 15 to 48 cm, with again roughly two clusters: 21 to 36 cm and 41 to 43 cm (mean average 31.2 cm). Between group 1 and 2, the mean averages in width are 30.4 cm and 33.2 cm respectively. Length and width mean averages correspond with a majority of ovoid ingots in group 1 and discoid ingots in group 2.
Thickness is a more constant factor within the Mönchgut 92 range: One third (33.3%) of the ingots have (at the edges) a thickness of approx. 5 cm, while 21.2 % has a thickness of approx. 6 cm. Between group 1 and 2, the mean averages in thickness are 5.7 cm and 5.2 cm respectively. This is considerably thicker than the typical few millimetres thickness for Reißscheiben ingots (Rehren, 1995). The overall range of thickness is between 3 and 9 cm, whereas there is only a relative correlation between weight and thickness of the ingots. E.g.: the heavy ingots are not per definition thicker than some of the lighter, smaller ones. As a result, the weight does inevitable have an influence on the length and width ratio.
The difference in thickness between the middle and the sides of the ingots can be explained in relation to the solidifying process (Tylecote, 1976): Upon contact with the mould, the sides and upper surface of the ingot cooled off quicker than the middle. When the upper layer was pulled out, the (still) hot centre was the cause that the middle of the Reißscheiben was sometimes half as thick as on the edges (Schade-Lindig, 2008, 2012). After being lifted out of the mould, the ingots were sometimes turned upside down. This might be the reason that five of the Mönchgut 92 ingots have markings on the underside, where the copper was not completely solidified yet as opposed to the top surface. This is the case with ingot nos. 5, 11, 13, 14 and 33, the latter two being, interestingly from the point of solidification, plano-convex ingots.
The thickness of the Reißscheiben was not only influenced by the rapidity of
the assistant(s) who ripped the ingots from their cast. In De re metallica, Agricola makes a reference to the thickness of the ingots: “If the copper is not perfectly
smelted [gegart], the cakes will be too thick and cannot be taken out of the crucible
easily” (Hoover & Hoover trans., 1950, liber XI). Also Wehrle explained the relationship in quality and thickness in kind: “Mann betrachtet sehr dünne
Scheiben als Zeichen der Güte des Kupfers, und allerdings liefert vorzüglich das
reine Kupfer, wenn es nicht übergar ist, dünne Scheiben; dagegen ein übergares
Kupfer gar keine Scheiben abzuheben gestattet, und das unreine dicke Scheiben
liefert” (Wehrle, 1841). Westermann mentions the uses for the different qualities
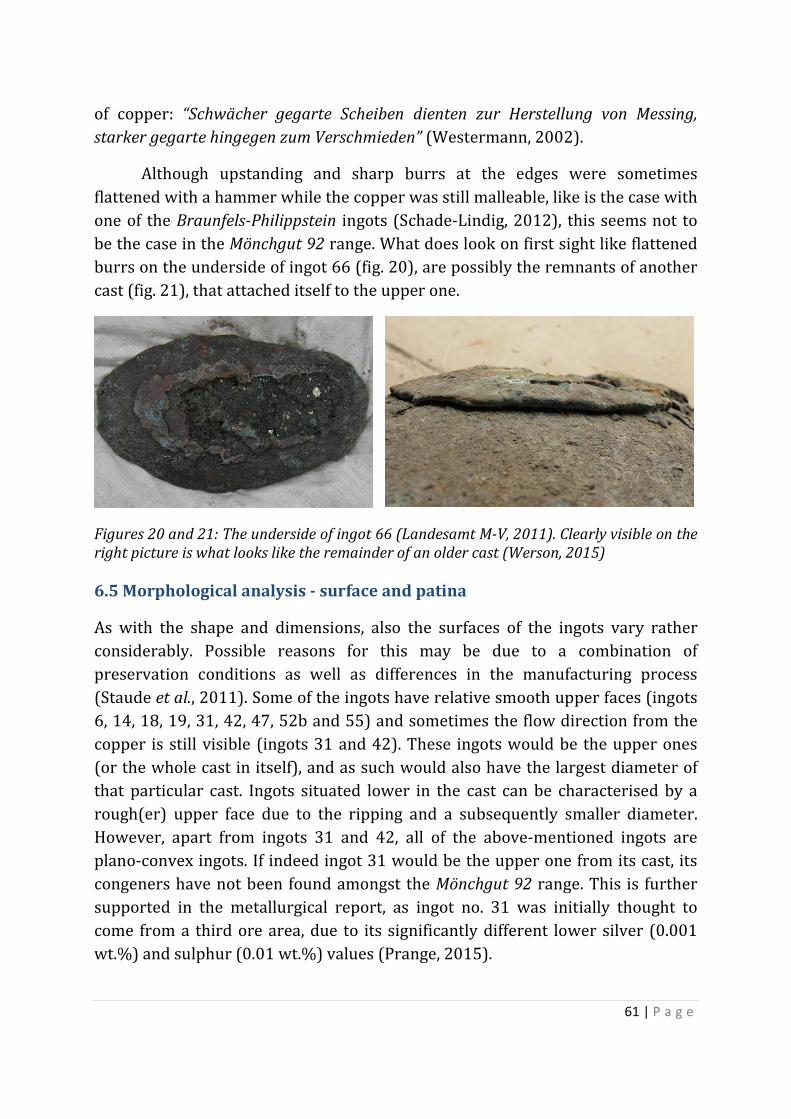
61 | P a g e
of copper: “Schwächer gegarte Scheiben dienten zur Herstellung von Messing,
starker gegarte hingegen zum Verschmieden” (Westermann, 2002).
Although upstanding and sharp burrs at the edges were sometimes
flattened with a hammer while the copper was still malleable, like is the case with one of the Braunfels-Philippstein ingots (Schade-Lindig, 2012), this seems not to be the case in the Mönchgut 92 range. What does look on first sight like flattened burrs on the underside of ingot 66 (fig. 20), are possibly the remnants of another cast (fig. 21), that attached itself to the upper one.
Figures 20 and 21: The underside of ingot 66 (Landesamt M-V, 2011). Clearly visible on the right picture is what looks like the remainder of an older cast (Werson, 2015) 6.5 Morphological analysis - surface and patina
As with the shape and dimensions, also the surfaces of the ingots vary rather considerably. Possible reasons for this may be due to a combination of preservation conditions as well as differences in the manufacturing process (Staude et al., 2011). Some of the ingots have relative smooth upper faces (ingots 6, 14, 18, 19, 31, 42, 47, 52b and 55) and sometimes the flow direction from the copper is still visible (ingots 31 and 42). These ingots would be the upper ones (or the whole cast in itself), and as such would also have the largest diameter of that particular cast. Ingots situated lower in the cast can be characterised by a rough(er) upper face due to the ripping and a subsequently smaller diameter. However, apart from ingots 31 and 42, all of the above-mentioned ingots are plano-convex ingots. If indeed ingot 31 would be the upper one from its cast, its congeners have not been found amongst the Mönchgut 92 range. This is further supported in the metallurgical report, as ingot no. 31 was initially thought to come from a third ore area, due to its significantly different lower silver (0.001 wt.%) and sulphur (0.01 wt.%) values (Prange, 2015).
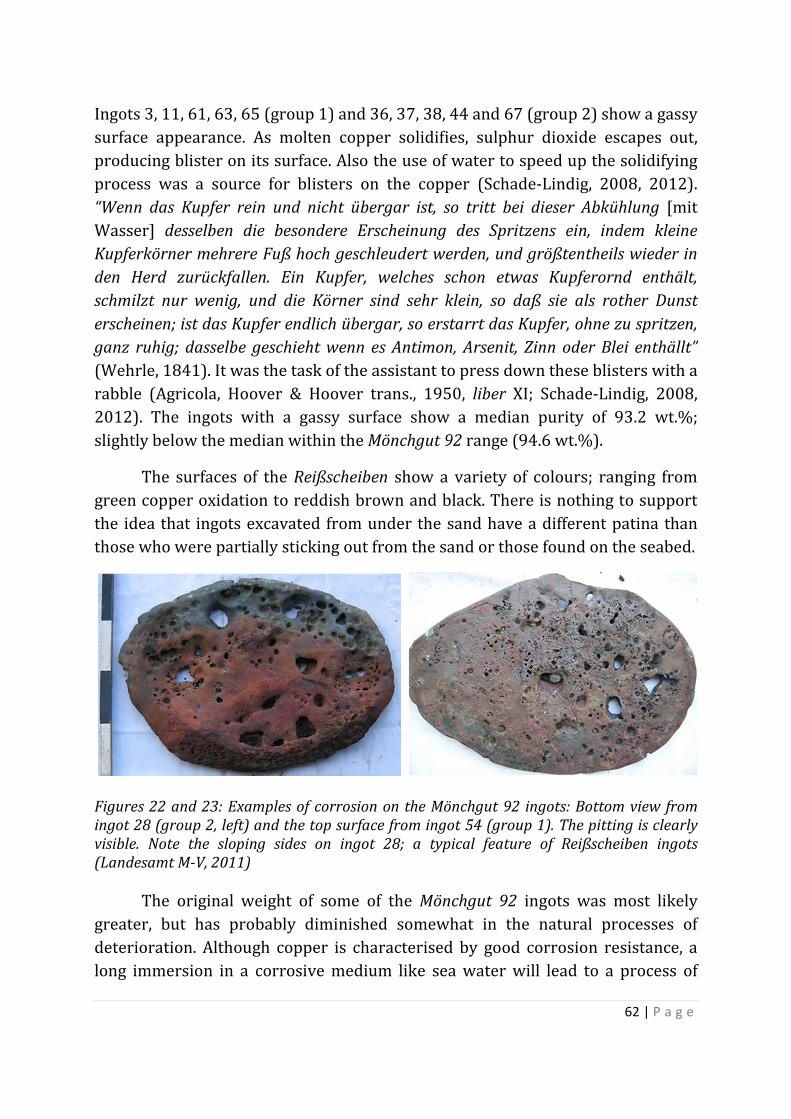
62 | P a g e
Ingots 3, 11, 61, 63, 65 (group 1) and 36, 37, 38, 44 and 67 (group 2) show a gassy surface appearance. As molten copper solidifies, sulphur dioxide escapes out, producing blister on its surface. Also the use of water to speed up the solidifying process was a source for blisters on the copper (Schade-Lindig, 2008, 2012). “Wenn das Kupfer rein und nicht übergar ist, so tritt bei dieser Abkühlung [mit Wasser] desselben die besondere Erscheinung des Spritzens ein, indem kleine
Kupferkörner mehrere Fuß hoch geschleudert werden, und größtentheils wieder in
den Herd zurückfallen. Ein Kupfer, welches schon etwas Kupferornd enthält,
schmilzt nur wenig, und die Körner sind sehr klein, so daß sie als rother Dunst
erscheinen; ist das Kupfer endlich übergar, so erstarrt das Kupfer, ohne zu spritzen,
ganz ruhig; dasselbe geschieht wenn es Antimon, Arsenit, Zinn oder Blei enthällt” (Wehrle, 1841). It was the task of the assistant to press down these blisters with a rabble (Agricola, Hoover & Hoover trans., 1950, liber XI; Schade-Lindig, 2008, 2012). The ingots with a gassy surface show a median purity of 93.2 wt.%; slightly below the median within the Mönchgut 92 range (94.6 wt.%).
The surfaces of the Reißscheiben show a variety of colours; ranging from green copper oxidation to reddish brown and black. There is nothing to support the idea that ingots excavated from under the sand have a different patina than those who were partially sticking out from the sand or those found on the seabed.
Figures 22 and 23: Examples of corrosion on the Mönchgut 92 ingots: Bottom view from ingot 28 (group 2, left) and the top surface from ingot 54 (group 1). The pitting is clearly visible. Note the sloping sides on ingot 28; a typical feature of Reißscheiben ingots (Landesamt M-V, 2011)
The original weight of some of the Mönchgut 92 ingots was most likely greater, but has probably diminished somewhat in the natural processes of deterioration. Although copper is characterised by good corrosion resistance, a long immersion in a corrosive medium like sea water will lead to a process of
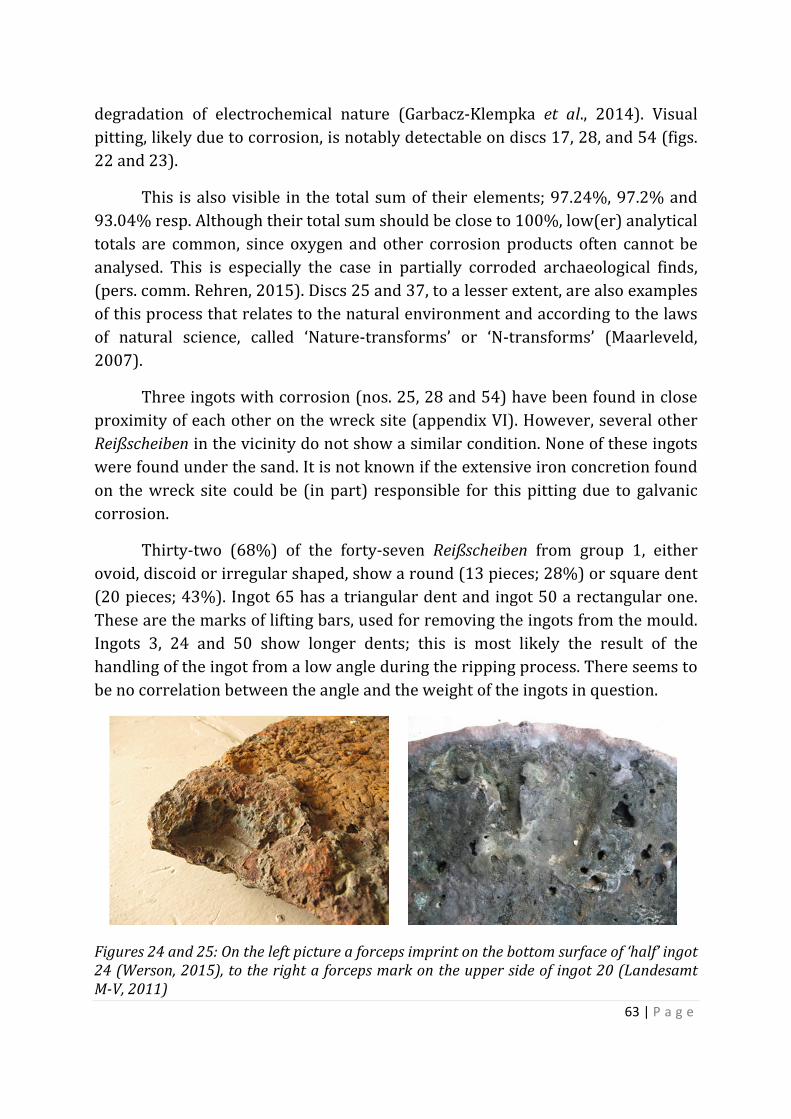
63 | P a g e
degradation of electrochemical nature (Garbacz-Klempka et al., 2014). Visual pitting, likely due to corrosion, is notably detectable on discs 17, 28, and 54 (figs. 22 and 23).
This is also visible in the total sum of their elements; 97.24%, 97.2% and 93.04% resp. Although their total sum should be close to 100%, low(er) analytical totals are common, since oxygen and other corrosion products often cannot be analysed. This is especially the case in partially corroded archaeological finds, (pers. comm. Rehren, 2015). Discs 25 and 37, to a lesser extent, are also examples of this process that relates to the natural environment and according to the laws of natural science, called ‘Nature-transforms’ or ‘N-transforms’ (Maarleveld, 2007).
Three ingots with corrosion (nos. 25, 28 and 54) have been found in close proximity of each other on the wreck site (appendix VI). However, several other Reißscheiben in the vicinity do not show a similar condition. None of these ingots were found under the sand. It is not known if the extensive iron concretion found
on the wreck site could be (in part) responsible for this pitting due to galvanic corrosion.
Thirty-two (68%) of the forty-seven Reißscheiben from group 1, either ovoid, discoid or irregular shaped, show a round (13 pieces; 28%) or square dent (20 pieces; 43%). Ingot 65 has a triangular dent and ingot 50 a rectangular one. These are the marks of lifting bars, used for removing the ingots from the mould. Ingots 3, 24 and 50 show longer dents; this is most likely the result of the handling of the ingot from a low angle during the ripping process. There seems to be no correlation between the angle and the weight of the ingots in question.
Figures 24 and 25: On the left picture a forceps imprint on the bottom surface of ‘half’ ingot 24 (Werson, 2015), to the right a forceps mark on the upper side of ingot 20 (Landesamt M-V, 2011)
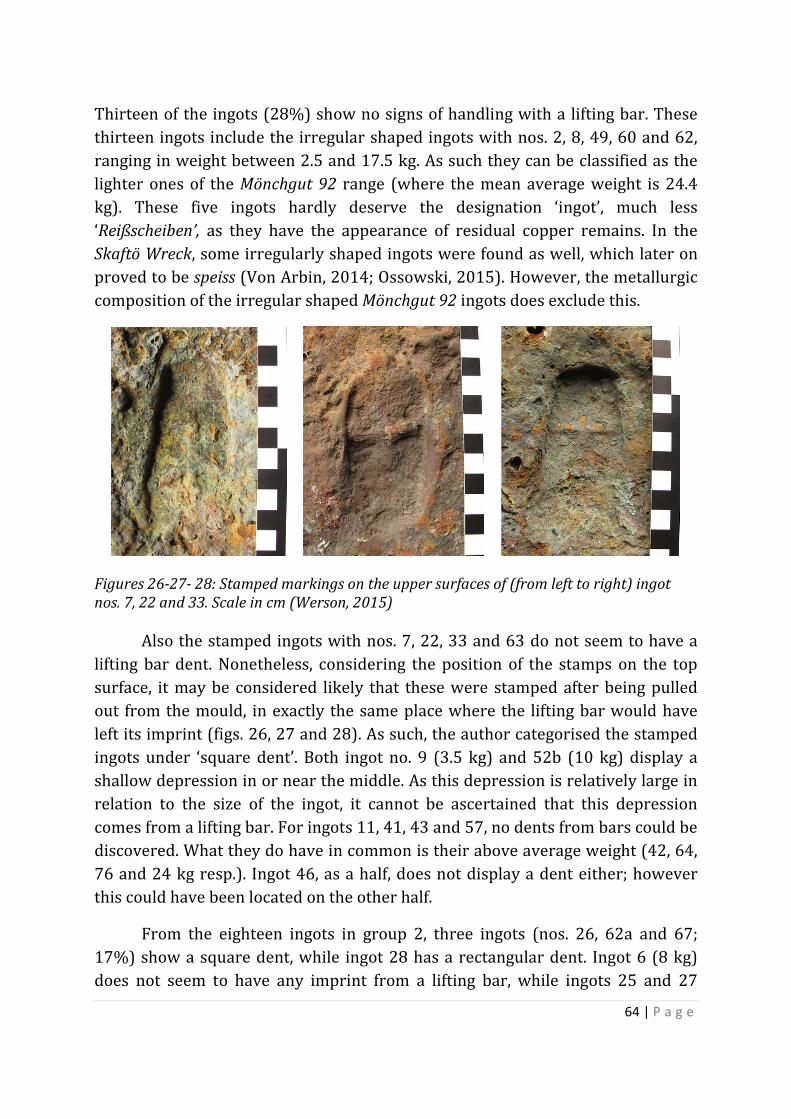
64 | P a g e
Thirteen of the ingots (28%) show no signs of handling with a lifting bar. These thirteen ingots include the irregular shaped ingots with nos. 2, 8, 49, 60 and 62, ranging in weight between 2.5 and 17.5 kg. As such they can be classified as the lighter ones of the Mönchgut 92 range (where the mean average weight is 24.4 kg). These five ingots hardly deserve the designation ‘ingot’, much less ‘Reißscheiben’, as they have the appearance of residual copper remains. In the Skaftö Wreck, some irregularly shaped ingots were found as well, which later on proved to be speiss (Von Arbin, 2014; Ossowski, 2015). However, the metallurgic composition of the irregular shaped Mönchgut 92 ingots does exclude this.
Figures 26-27- 28: Stamped markings on the upper surfaces of (from left to right) ingot nos. 7, 22 and 33. Scale in cm (Werson, 2015)
Also the stamped ingots with nos. 7, 22, 33 and 63 do not seem to have a
lifting bar dent. Nonetheless, considering the position of the stamps on the top surface, it may be considered likely that these were stamped after being pulled out from the mould, in exactly the same place where the lifting bar would have left its imprint (figs. 26, 27 and 28). As such, the author categorised the stamped ingots under ‘square dent’. Both ingot no. 9 (3.5 kg) and 52b (10 kg) display a shallow depression in or near the middle. As this depression is relatively large in relation to the size of the ingot, it cannot be ascertained that this depression comes from a lifting bar. For ingots 11, 41, 43 and 57, no dents from bars could be discovered. What they do have in common is their above average weight (42, 64, 76 and 24 kg resp.). Ingot 46, as a half, does not display a dent either; however this could have been located on the other half.
From the eighteen ingots in group 2, three ingots (nos. 26, 62a and 67; 17%) show a square dent, while ingot 28 has a rectangular dent. Ingot 6 (8 kg) does not seem to have any imprint from a lifting bar, while ingots 25 and 27
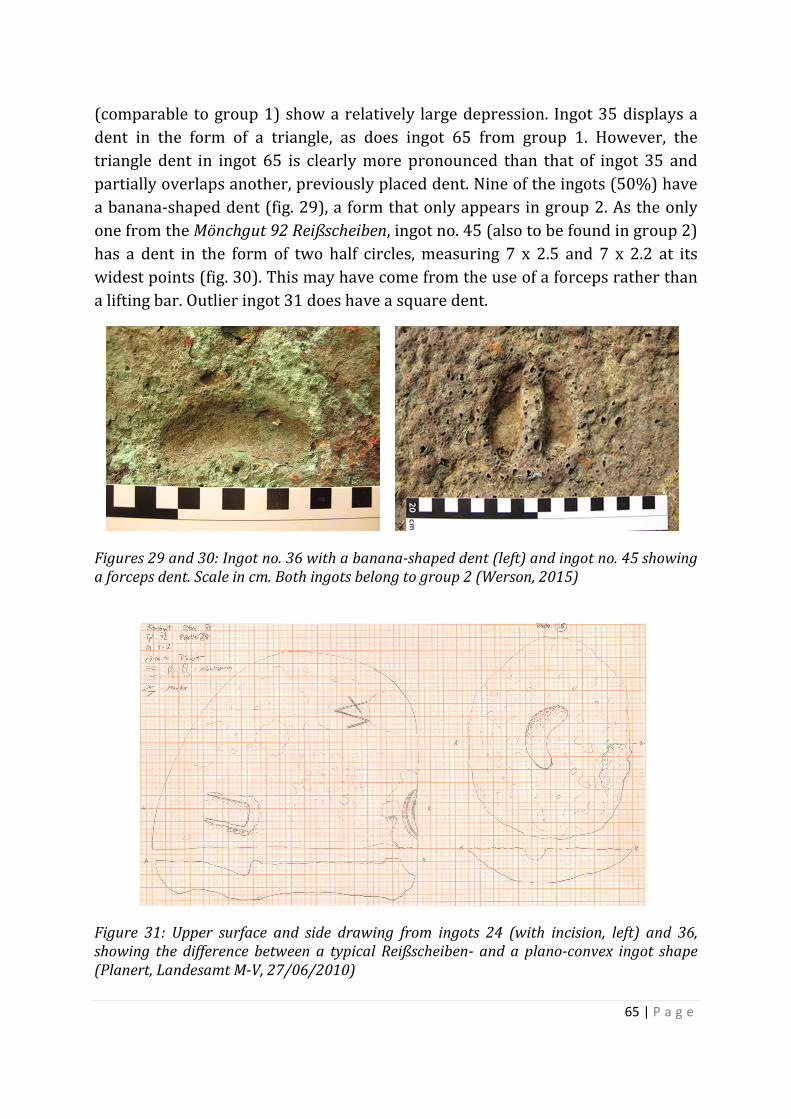
65 | P a g e
(comparable to group 1) show a relatively large depression. Ingot 35 displays a dent in the form of a triangle, as does ingot 65 from group 1. However, the triangle dent in ingot 65 is clearly more pronounced than that of ingot 35 and partially overlaps another, previously placed dent. Nine of the ingots (50%) have a banana-shaped dent (fig. 29), a form that only appears in group 2. As the only one from the Mönchgut 92 Reißscheiben, ingot no. 45 (also to be found in group 2) has a dent in the form of two half circles, measuring 7 x 2.5 and 7 x 2.2 at its widest points (fig. 30). This may have come from the use of a forceps rather than a lifting bar. Outlier ingot 31 does have a square dent.
Figures 29 and 30: Ingot no. 36 with a banana-shaped dent (left) and ingot no. 45 showing a forceps dent. Scale in cm. Both ingots belong to group 2 (Werson, 2015)
Figure 31: Upper surface and side drawing from ingots 24 (with incision, left) and 36, showing the difference between a typical Reißscheiben- and a plano-convex ingot shape (Planert, Landesamt M-V, 27/06/2010)
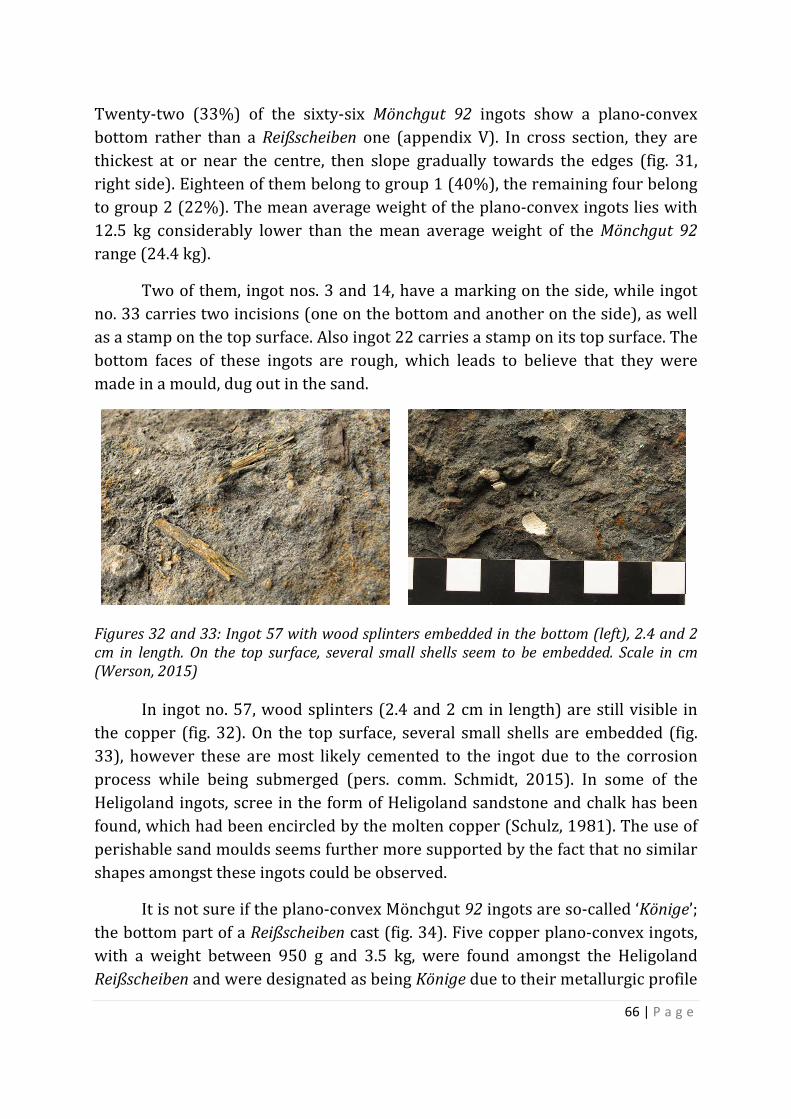
66 | P a g e
Twenty-two (33%) of the sixty-six Mönchgut 92 ingots show a plano-convex bottom rather than a Reißscheiben one (appendix V). In cross section, they are thickest at or near the centre, then slope gradually towards the edges (fig. 31, right side). Eighteen of them belong to group 1 (40%), the remaining four belong to group 2 (22%). The mean average weight of the plano-convex ingots lies with 12.5 kg considerably lower than the mean average weight of the Mönchgut 92
range (24.4 kg).
Two of them, ingot nos. 3 and 14, have a marking on the side, while ingot no. 33 carries two incisions (one on the bottom and another on the side), as well as a stamp on the top surface. Also ingot 22 carries a stamp on its top surface. The bottom faces of these ingots are rough, which leads to believe that they were made in a mould, dug out in the sand.
Figures 32 and 33: Ingot 57 with wood splinters embedded in the bottom (left), 2.4 and 2 cm in length. On the top surface, several small shells seem to be embedded. Scale in cm (Werson, 2015)
In ingot no. 57, wood splinters (2.4 and 2 cm in length) are still visible in the copper (fig. 32). On the top surface, several small shells are embedded (fig. 33), however these are most likely cemented to the ingot due to the corrosion process while being submerged (pers. comm. Schmidt, 2015). In some of the Heligoland ingots, scree in the form of Heligoland sandstone and chalk has been found, which had been encircled by the molten copper (Schulz, 1981). The use of perishable sand moulds seems further more supported by the fact that no similar shapes amongst these ingots could be observed.
It is not sure if the plano-convex Mönchgut 92 ingots are so-called ‘Könige’; the bottom part of a Reißscheiben cast (fig. 34). Five copper plano-convex ingots, with a weight between 950 g and 3.5 kg, were found amongst the Heligoland Reißscheiben and were designated as being Könige due to their metallurgic profile
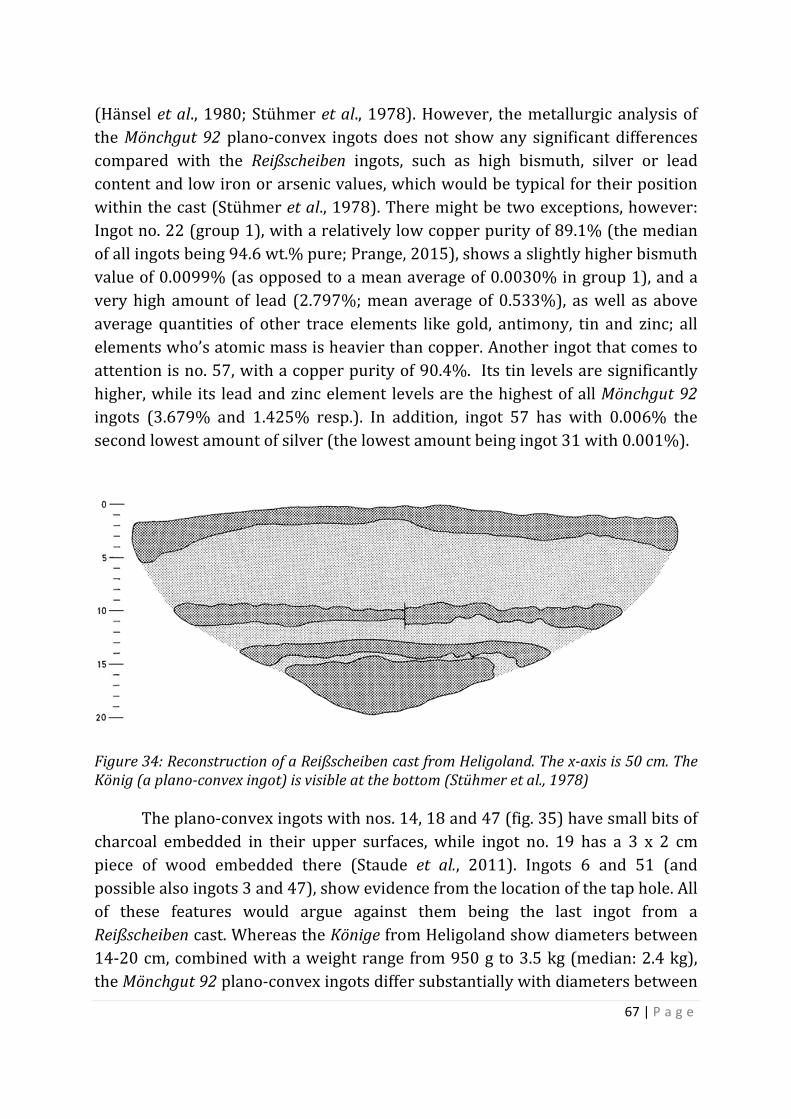
67 | P a g e
(Hänsel et al., 1980; Stühmer et al., 1978). However, the metallurgic analysis of the Mönchgut 92 plano-convex ingots does not show any significant differences compared with the Reißscheiben ingots, such as high bismuth, silver or lead content and low iron or arsenic values, which would be typical for their position within the cast (Stühmer et al., 1978). There might be two exceptions, however: Ingot no. 22 (group 1), with a relatively low copper purity of 89.1% (the median of all ingots being 94.6 wt.% pure; Prange, 2015), shows a slightly higher bismuth value of 0.0099% (as opposed to a mean average of 0.0030% in group 1), and a very high amount of lead (2.797%; mean average of 0.533%), as well as above
average quantities of other trace elements like gold, antimony, tin and zinc; all elements who’s atomic mass is heavier than copper. Another ingot that comes to attention is no. 57, with a copper purity of 90.4%. Its tin levels are significantly higher, while its lead and zinc element levels are the highest of all Mönchgut 92
ingots (3.679% and 1.425% resp.). In addition, ingot 57 has with 0.006% the second lowest amount of silver (the lowest amount being ingot 31 with 0.001%).
Figure 34: Reconstruction of a Reißscheiben cast from Heligoland. The x-axis is 50 cm. The König (a plano-convex ingot) is visible at the bottom (Stühmer et al., 1978)
The plano-convex ingots with nos. 14, 18 and 47 (fig. 35) have small bits of charcoal embedded in their upper surfaces, while ingot no. 19 has a 3 x 2 cm piece of wood embedded there (Staude et al., 2011). Ingots 6 and 51 (and possible also ingots 3 and 47), show evidence from the location of the tap hole. All of these features would argue against them being the last ingot from a Reißscheiben cast. Whereas the Könige from Heligoland show diameters between 14-20 cm, combined with a weight range from 950 g to 3.5 kg (median: 2.4 kg), the Mönchgut 92 plano-convex ingots differ substantially with diameters between
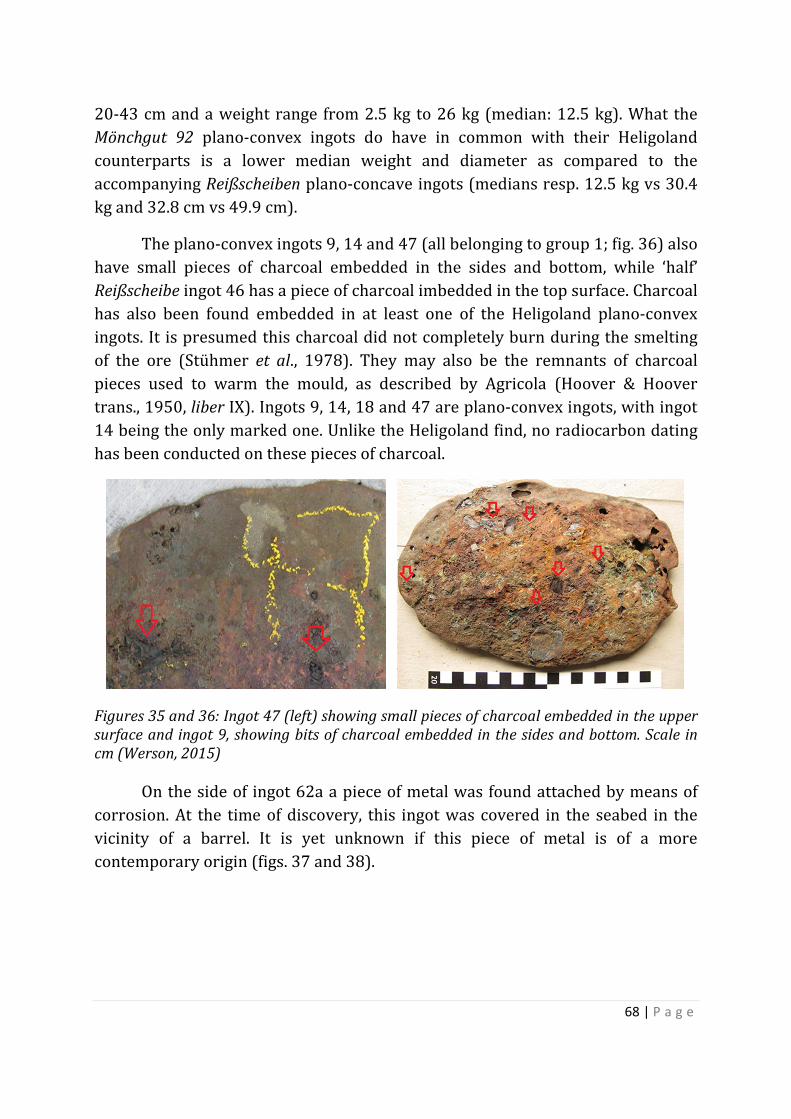
68 | P a g e
20-43 cm and a weight range from 2.5 kg to 26 kg (median: 12.5 kg). What the Mönchgut 92 plano-convex ingots do have in common with their Heligoland counterparts is a lower median weight and diameter as compared to the accompanying Reißscheiben plano-concave ingots (medians resp. 12.5 kg vs 30.4 kg and 32.8 cm vs 49.9 cm).
The plano-convex ingots 9, 14 and 47 (all belonging to group 1; fig. 36) also have small pieces of charcoal embedded in the sides and bottom, while ‘half’ Reißscheibe ingot 46 has a piece of charcoal imbedded in the top surface. Charcoal has also been found embedded in at least one of the Heligoland plano-convex ingots. It is presumed this charcoal did not completely burn during the smelting of the ore (Stühmer et al., 1978). They may also be the remnants of charcoal pieces used to warm the mould, as described by Agricola (Hoover & Hoover trans., 1950, liber IX). Ingots 9, 14, 18 and 47 are plano-convex ingots, with ingot 14 being the only marked one. Unlike the Heligoland find, no radiocarbon dating has been conducted on these pieces of charcoal.
Figures 35 and 36: Ingot 47 (left) showing small pieces of charcoal embedded in the upper surface and ingot 9, showing bits of charcoal embedded in the sides and bottom. Scale in cm (Werson, 2015)
On the side of ingot 62a a piece of metal was found attached by means of corrosion. At the time of discovery, this ingot was covered in the seabed in the vicinity of a barrel. It is yet unknown if this piece of metal is of a more contemporary origin (figs. 37 and 38).
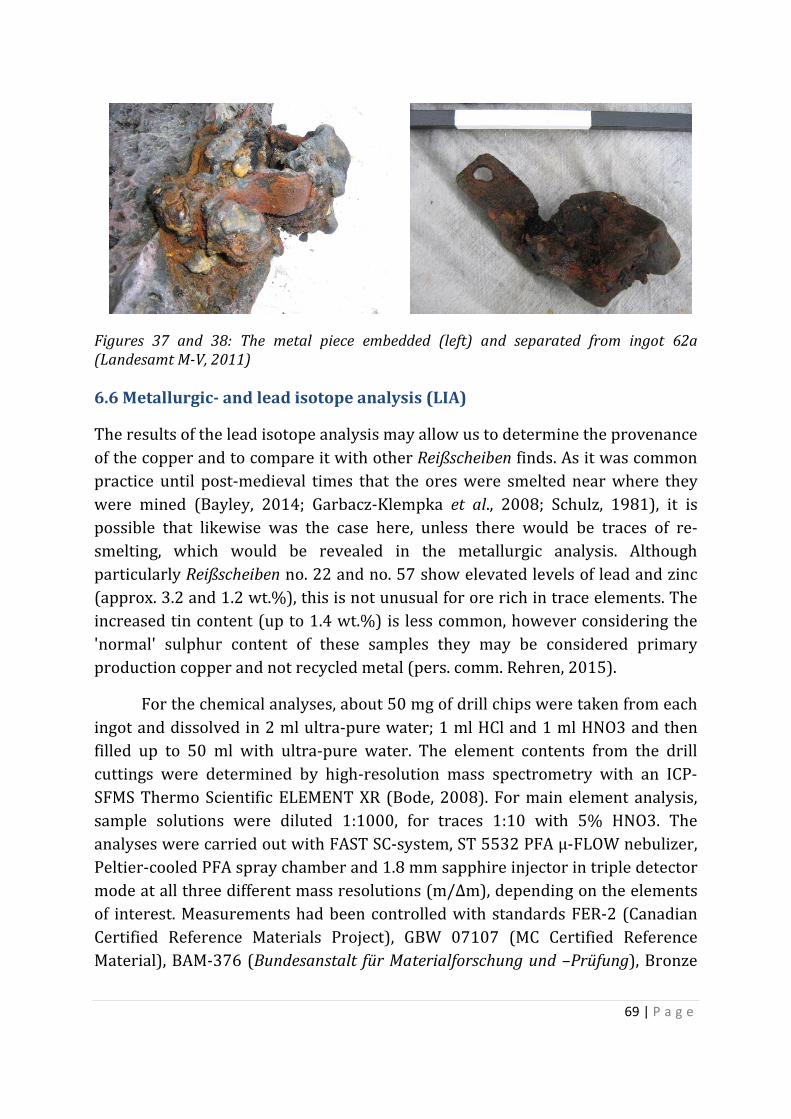
69 | P a g e
Figures 37 and 38: The metal piece embedded (left) and separated from ingot 62a (Landesamt M-V, 2011) 6.6 Metallurgic- and lead isotope analysis (LIA)
The results of the lead isotope analysis may allow us to determine the provenance
of the copper and to compare it with other Reißscheiben finds. As it was common practice until post-medieval times that the ores were smelted near where they were mined (Bayley, 2014; Garbacz-Klempka et al., 2008; Schulz, 1981), it is possible that likewise was the case here, unless there would be traces of re-smelting, which would be revealed in the metallurgic analysis. Although particularly Reißscheiben no. 22 and no. 57 show elevated levels of lead and zinc (approx. 3.2 and 1.2 wt.%), this is not unusual for ore rich in trace elements. The increased tin content (up to 1.4 wt.%) is less common, however considering the 'normal' sulphur content of these samples they may be considered primary production copper and not recycled metal (pers. comm. Rehren, 2015).
For the chemical analyses, about 50 mg of drill chips were taken from each
ingot and dissolved in 2 ml ultra-pure water; 1 ml HCl and 1 ml HNO3 and then filled up to 50 ml with ultra-pure water. The element contents from the drill cuttings were determined by high-resolution mass spectrometry with an ICP-SFMS Thermo Scientific ELEMENT XR (Bode, 2008). For main element analysis, sample solutions were diluted 1:1000, for traces 1:10 with 5% HNO3. The analyses were carried out with FAST SC-system, ST 5532 PFA μ-FLOW nebulizer, Peltier-cooled PFA spray chamber and 1.8 mm sapphire injector in triple detector mode at all three different mass resolutions (m/∆m), depending on the elements of interest. Measurements had been controlled with standards FER-2 (Canadian Certified Reference Materials Project), GBW 07107 (MC Certified Reference Material), BAM-376 (Bundesanstalt für Materialforschung und –Prüfung), Bronze
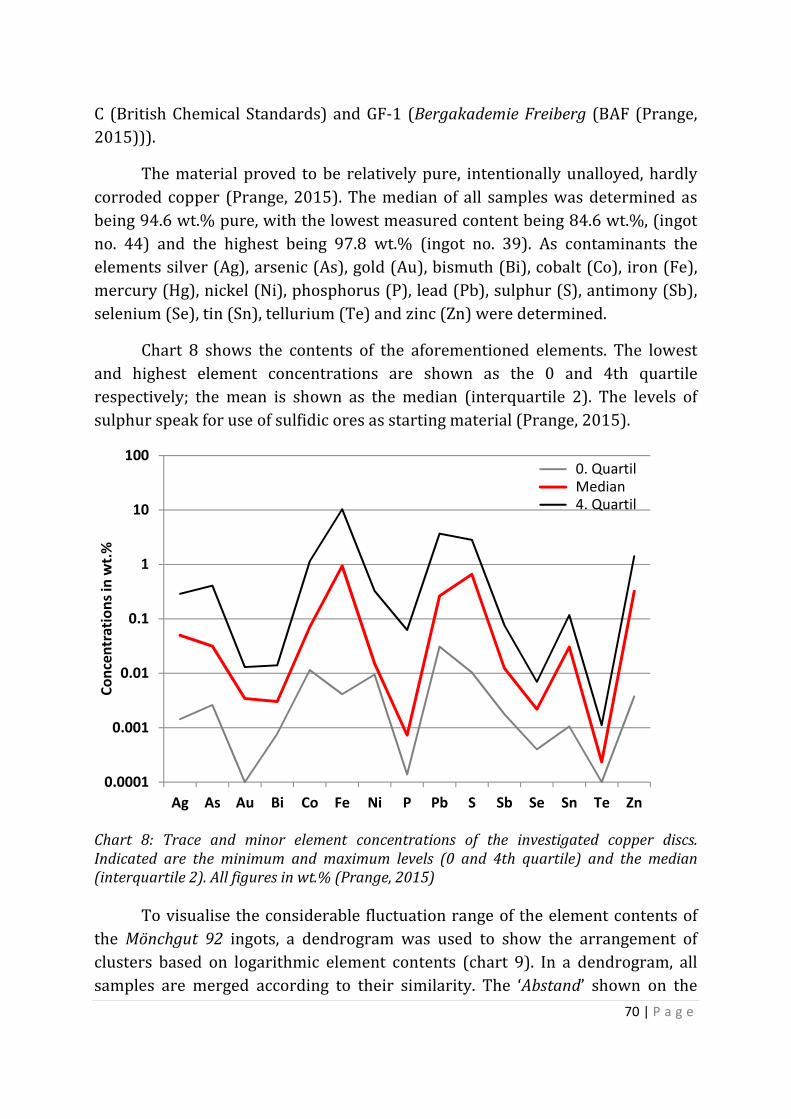
70 | P a g e
C (British Chemical Standards) and GF-1 (Bergakademie Freiberg (BAF (Prange, 2015))).
The material proved to be relatively pure, intentionally unalloyed, hardly
corroded copper (Prange, 2015). The median of all samples was determined as being 94.6 wt.% pure, with the lowest measured content being 84.6 wt.%, (ingot no. 44) and the highest being 97.8 wt.% (ingot no. 39). As contaminants the elements silver (Ag), arsenic (As), gold (Au), bismuth (Bi), cobalt (Co), iron (Fe), mercury (Hg), nickel (Ni), phosphorus (P), lead (Pb), sulphur (S), antimony (Sb), selenium (Se), tin (Sn), tellurium (Te) and zinc (Zn) were determined.
Chart 8 shows the contents of the aforementioned elements. The lowest and highest element concentrations are shown as the 0 and 4th quartile respectively; the mean is shown as the median (interquartile 2). The levels of sulphur speak for use of sulfidic ores as starting material (Prange, 2015).
Chart 8: Trace and minor element concentrations of the investigated copper discs. Indicated are the minimum and maximum levels (0 and 4th quartile) and the median (interquartile 2). All figures in wt.% (Prange, 2015)
To visualise the considerable fluctuation range of the element contents of the Mönchgut 92 ingots, a dendrogram was used to show the arrangement of clusters based on logarithmic element contents (chart 9). In a dendrogram, all samples are merged according to their similarity. The ‘Abstand’ shown on the
0.0001
0.001
0.01
0.1
1
10
100
Ag As Au Bi Co Fe Ni P Pb S Sb Se Sn Te Zn
Co
nce
ntr
ati
on
s in
wt.
%
0. Quartil
Median
4. Quartil
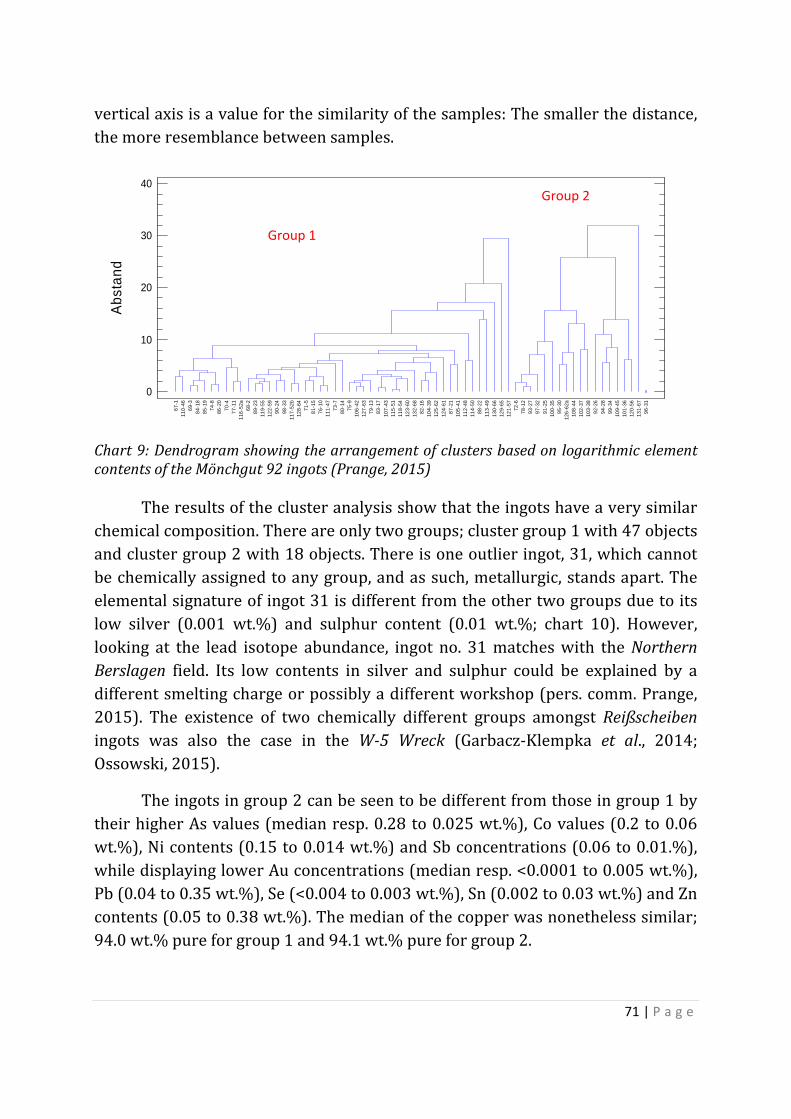
71 | P a g e
vertical axis is a value for the similarity of the samples: The smaller the distance, the more resemblance between samples.
Chart 9: Dendrogram showing the arrangement of clusters based on logarithmic element contents of the Mönchgut 92 ingots (Prange, 2015)
The results of the cluster analysis show that the ingots have a very similar chemical composition. There are only two groups; cluster group 1 with 47 objects and cluster group 2 with 18 objects. There is one outlier ingot, 31, which cannot be chemically assigned to any group, and as such, metallurgic, stands apart. The elemental signature of ingot 31 is different from the other two groups due to its low silver (0.001 wt.%) and sulphur content (0.01 wt.%; chart 10). However, looking at the lead isotope abundance, ingot no. 31 matches with the Northern
Berslagen field. Its low contents in silver and sulphur could be explained by a different smelting charge or possibly a different workshop (pers. comm. Prange, 2015). The existence of two chemically different groups amongst Reißscheiben ingots was also the case in the W-5 Wreck (Garbacz-Klempka et al., 2014; Ossowski, 2015).
The ingots in group 2 can be seen to be different from those in group 1 by their higher As values (median resp. 0.28 to 0.025 wt.%), Co values (0.2 to 0.06 wt.%), Ni contents (0.15 to 0.014 wt.%) and Sb concentrations (0.06 to 0.01.%), while displaying lower Au concentrations (median resp. <0.0001 to 0.005 wt.%), Pb (0.04 to 0.35 wt.%), Se (<0.004 to 0.003 wt.%), Sn (0.002 to 0.03 wt.%) and Zn contents (0.05 to 0.38 wt.%). The median of the copper was nonetheless similar; 94.0 wt.% pure for group 1 and 94.1 wt.% pure for group 2.
0
10
20
30
40
Abs
tand
67-1
68-2
69-3
70-4
71-5
72-6
73-7
74-8
75-9
76-1
0
77-1
1
78-1
2
79-1
3
80-1
4
81-1
5
82-1
6
83-1
7
84-1
885
-19
86-2
0
87-2
1
88-2
2
89-2
3
90-2
4
91-2
5
92-2
6
93-2
7
94-2
8
95-3
0
96-3
1
97-3
2
98-3
3
99-3
4
100-
35
101-
36
102-
3710
3-38
104-
39
105-
41
106-
42
107-
43
108-
44
109-
45
110-
46
111-
47
112-
48
113-
49
114-
50
115-
51
116-
52a
117-
52b
118-
54
119-
55
120-
56
121-
57
122-
59
123-
60
124-
6112
5-62
126-
62a
127-
63
128-
64
129-
6513
0-66
131-
67
132-
68
Group 1
Group 2
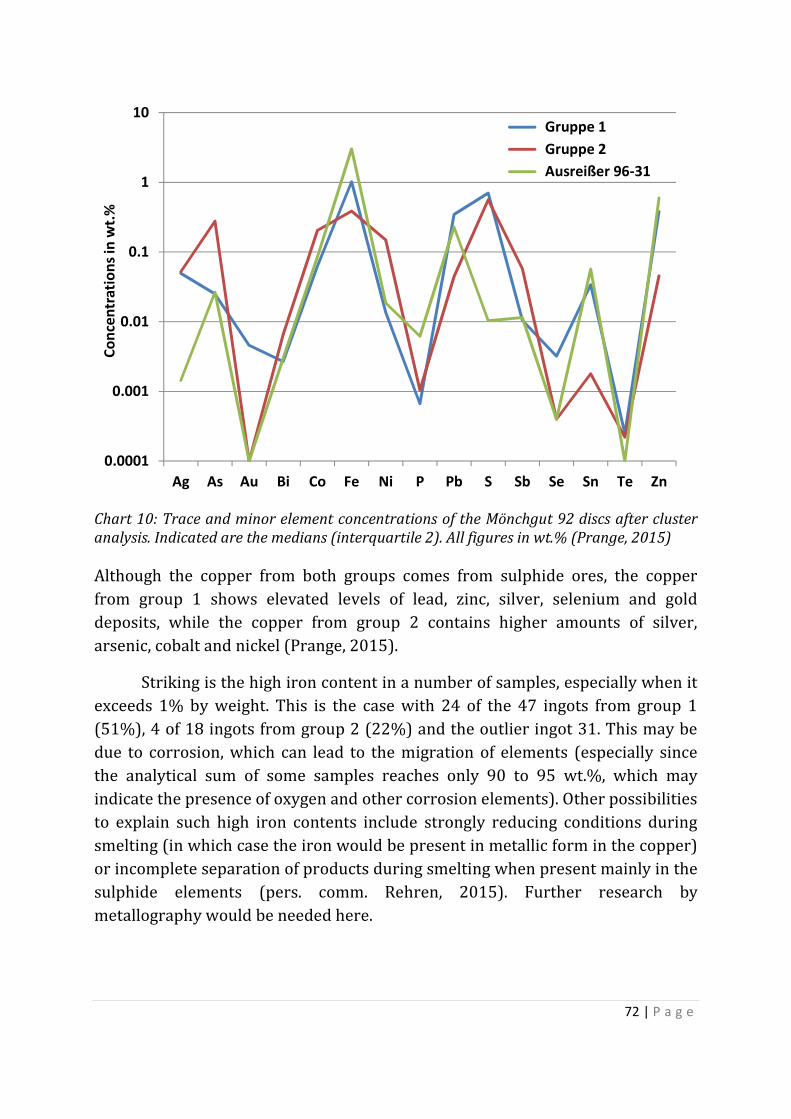
72 | P a g e
Chart 10: Trace and minor element concentrations of the Mönchgut 92 discs after cluster analysis. Indicated are the medians (interquartile 2). All figures in wt.% (Prange, 2015) Although the copper from both groups comes from sulphide ores, the copper from group 1 shows elevated levels of lead, zinc, silver, selenium and gold deposits, while the copper from group 2 contains higher amounts of silver, arsenic, cobalt and nickel (Prange, 2015).
Striking is the high iron content in a number of samples, especially when it exceeds 1% by weight. This is the case with 24 of the 47 ingots from group 1 (51%), 4 of 18 ingots from group 2 (22%) and the outlier ingot 31. This may be due to corrosion, which can lead to the migration of elements (especially since the analytical sum of some samples reaches only 90 to 95 wt.%, which may indicate the presence of oxygen and other corrosion elements). Other possibilities to explain such high iron contents include strongly reducing conditions during smelting (in which case the iron would be present in metallic form in the copper) or incomplete separation of products during smelting when present mainly in the sulphide elements (pers. comm. Rehren, 2015). Further research by metallography would be needed here.
0.0001
0.001
0.01
0.1
1
10
Ag As Au Bi Co Fe Ni P Pb S Sb Se Sn Te Zn
Co
nce
ntr
ati
on
s in
wt.
%
Gruppe 1
Gruppe 2
Ausreißer 96-31
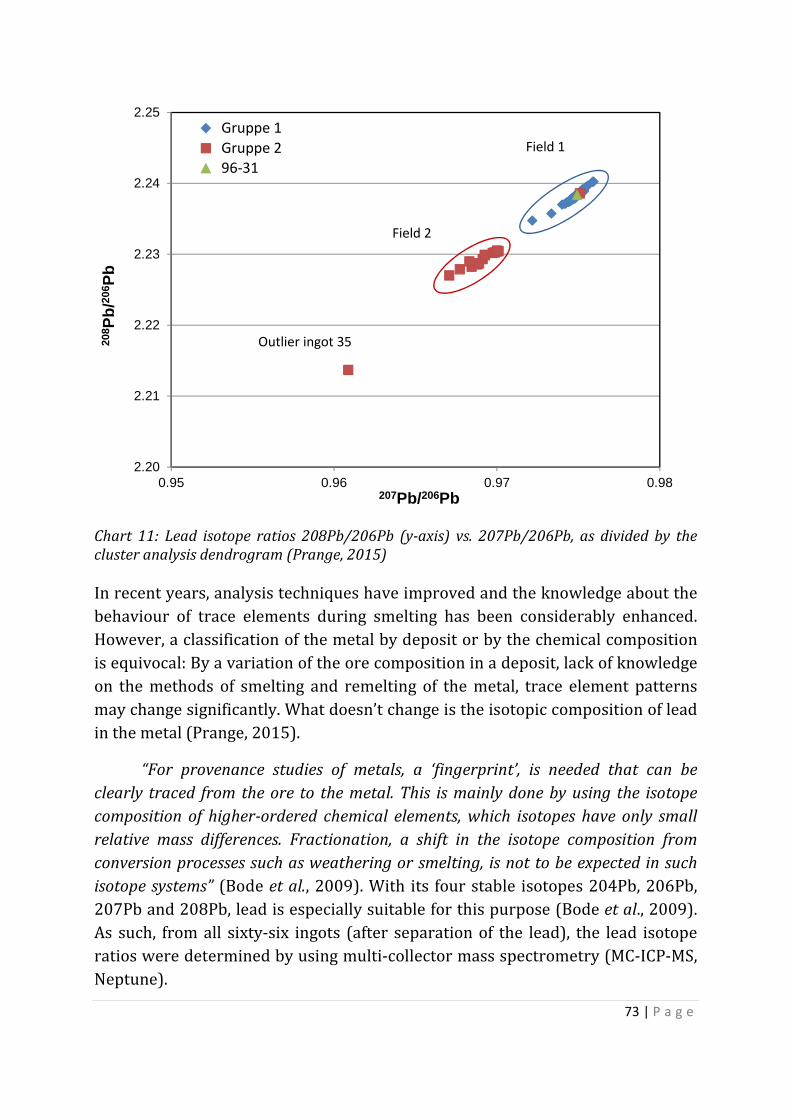
73 | P a g e
Chart 11: Lead isotope ratios 208Pb/206Pb (y-axis) vs. 207Pb/206Pb, as divided by the cluster analysis dendrogram (Prange, 2015) In recent years, analysis techniques have improved and the knowledge about the behaviour of trace elements during smelting has been considerably enhanced. However, a classification of the metal by deposit or by the chemical composition is equivocal: By a variation of the ore composition in a deposit, lack of knowledge on the methods of smelting and remelting of the metal, trace element patterns may change significantly. What doesn’t change is the isotopic composition of lead in the metal (Prange, 2015).
“For provenance studies of metals, a ‘fingerprint’, is needed that can be
clearly traced from the ore to the metal. This is mainly done by using the isotope
composition of higher-ordered chemical elements, which isotopes have only small
relative mass differences. Fractionation, a shift in the isotope composition from
conversion processes such as weathering or smelting, is not to be expected in such
isotope systems” (Bode et al., 2009). With its four stable isotopes 204Pb, 206Pb, 207Pb and 208Pb, lead is especially suitable for this purpose (Bode et al., 2009). As such, from all sixty-six ingots (after separation of the lead), the lead isotope ratios were determined by using multi-collector mass spectrometry (MC-ICP-MS, Neptune).
2.20
2.21
2.22
2.23
2.24
2.25
0.95 0.96 0.97 0.98
208 P
b/20
6 Pb
207Pb/206Pb
Gruppe 1
Gruppe 2
96-31
Field 1
Field 2
Outlier ingot 35
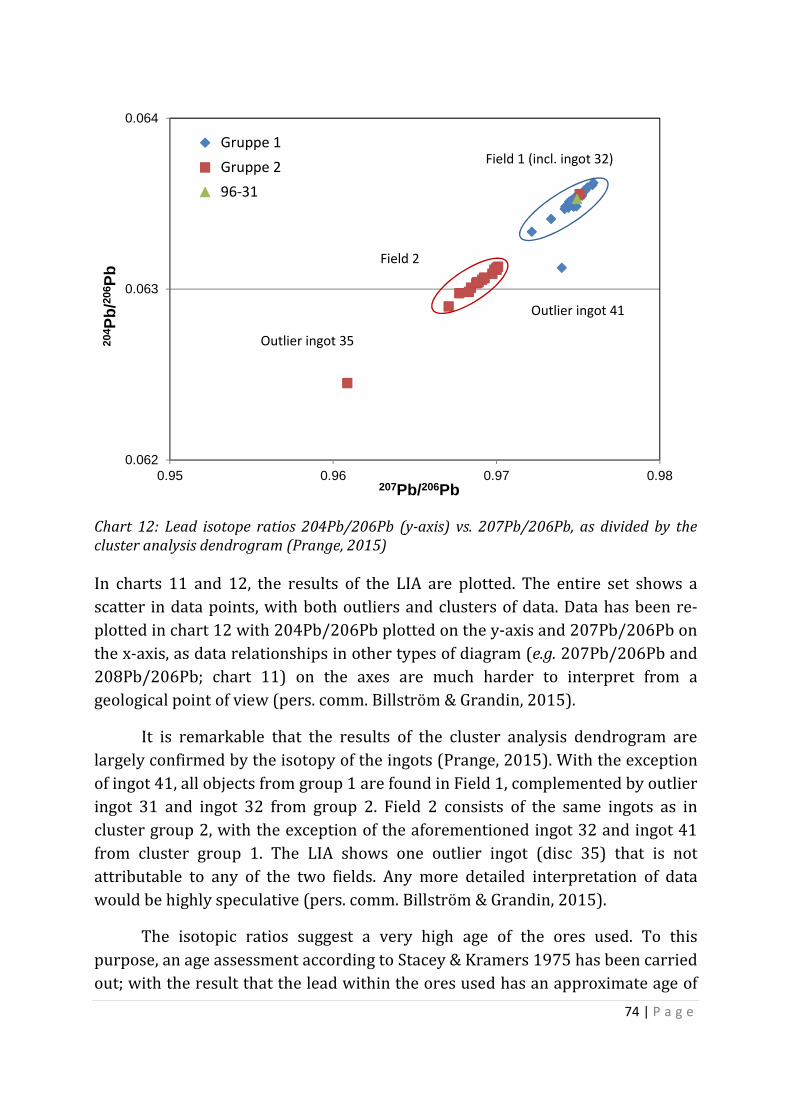
74 | P a g e
Chart 12: Lead isotope ratios 204Pb/206Pb (y-axis) vs. 207Pb/206Pb, as divided by the cluster analysis dendrogram (Prange, 2015) In charts 11 and 12, the results of the LIA are plotted. The entire set shows a scatter in data points, with both outliers and clusters of data. Data has been re-plotted in chart 12 with 204Pb/206Pb plotted on the y-axis and 207Pb/206Pb on the x-axis, as data relationships in other types of diagram (e.g. 207Pb/206Pb and 208Pb/206Pb; chart 11) on the axes are much harder to interpret from a geological point of view (pers. comm. Billström & Grandin, 2015).
It is remarkable that the results of the cluster analysis dendrogram are largely confirmed by the isotopy of the ingots (Prange, 2015). With the exception of ingot 41, all objects from group 1 are found in Field 1, complemented by outlier ingot 31 and ingot 32 from group 2. Field 2 consists of the same ingots as in cluster group 2, with the exception of the aforementioned ingot 32 and ingot 41 from cluster group 1. The LIA shows one outlier ingot (disc 35) that is not attributable to any of the two fields. Any more detailed interpretation of data would be highly speculative (pers. comm. Billström & Grandin, 2015).
The isotopic ratios suggest a very high age of the ores used. To this
purpose, an age assessment according to Stacey & Kramers 1975 has been carried out; with the result that the lead within the ores used has an approximate age of
0.062
0.063
0.064
0.95 0.96 0.97 0.98
204 P
b/20
6 Pb
207Pb/206Pb
Gruppe 1
Gruppe 2
96-31
Field 1 (incl. ingot 32)
Field 2
Outlier ingot 41
Outlier ingot 35
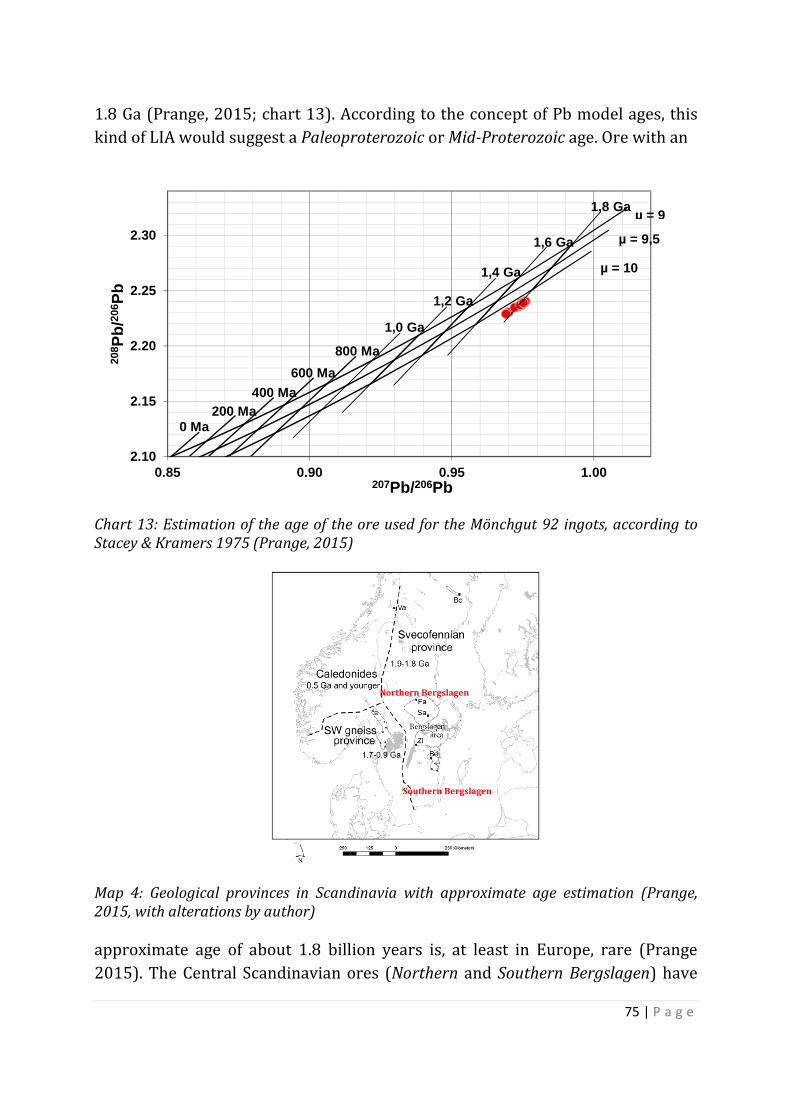
75 | P a g e
1.8 Ga (Prange, 2015; chart 13). According to the concept of Pb model ages, this kind of LIA would suggest a Paleoproterozoic or Mid-Proterozoic age. Ore with an
Chart 13: Estimation of the age of the ore used for the Mönchgut 92 ingots, according to Stacey & Kramers 1975 (Prange, 2015)
Map 4: Geological provinces in Scandinavia with approximate age estimation (Prange, 2015, with alterations by author) approximate age of about 1.8 billion years is, at least in Europe, rare (Prange 2015). The Central Scandinavian ores (Northern and Southern Bergslagen) have
2.10
2.15
2.20
2.25
2.30
0.85 0.90 0.95 1.00
208 P
b/20
6 Pb
207Pb/206Pb
µ = 9
µ = 9,5
0 Ma
µ = 10
200 Ma400 Ma
600 Ma
800 Ma
1,0 Ga
1,2 Ga
1,4 Ga
1,6 Ga
1,8 Ga
Northern Bergslagen
Southern Bergslagen
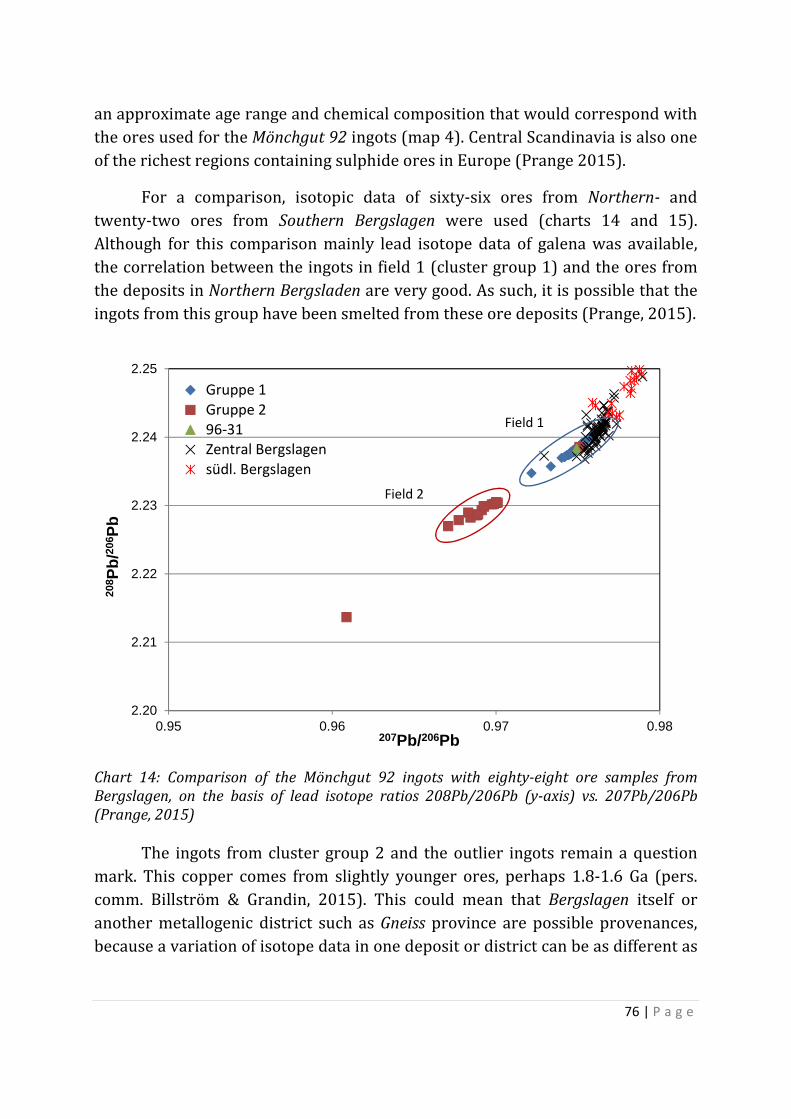
76 | P a g e
an approximate age range and chemical composition that would correspond with the ores used for the Mönchgut 92 ingots (map 4). Central Scandinavia is also one of the richest regions containing sulphide ores in Europe (Prange 2015).
For a comparison, isotopic data of sixty-six ores from Northern- and twenty-two ores from Southern Bergslagen were used (charts 14 and 15). Although for this comparison mainly lead isotope data of galena was available, the correlation between the ingots in field 1 (cluster group 1) and the ores from the deposits in Northern Bergsladen are very good. As such, it is possible that the ingots from this group have been smelted from these ore deposits (Prange, 2015).
Chart 14: Comparison of the Mönchgut 92 ingots with eighty-eight ore samples from Bergslagen, on the basis of lead isotope ratios 208Pb/206Pb (y-axis) vs. 207Pb/206Pb (Prange, 2015)
The ingots from cluster group 2 and the outlier ingots remain a question mark. This copper comes from slightly younger ores, perhaps 1.8-1.6 Ga (pers. comm. Billström & Grandin, 2015). This could mean that Bergslagen itself or another metallogenic district such as Gneiss province are possible provenances, because a variation of isotope data in one deposit or district can be as different as
2.20
2.21
2.22
2.23
2.24
2.25
0.95 0.96 0.97 0.98
208 P
b/20
6 Pb
207Pb/206Pb
Gruppe 1
Gruppe 2
96-31
Zentral Bergslagen
südl. Bergslagen
Field 1
Field 2
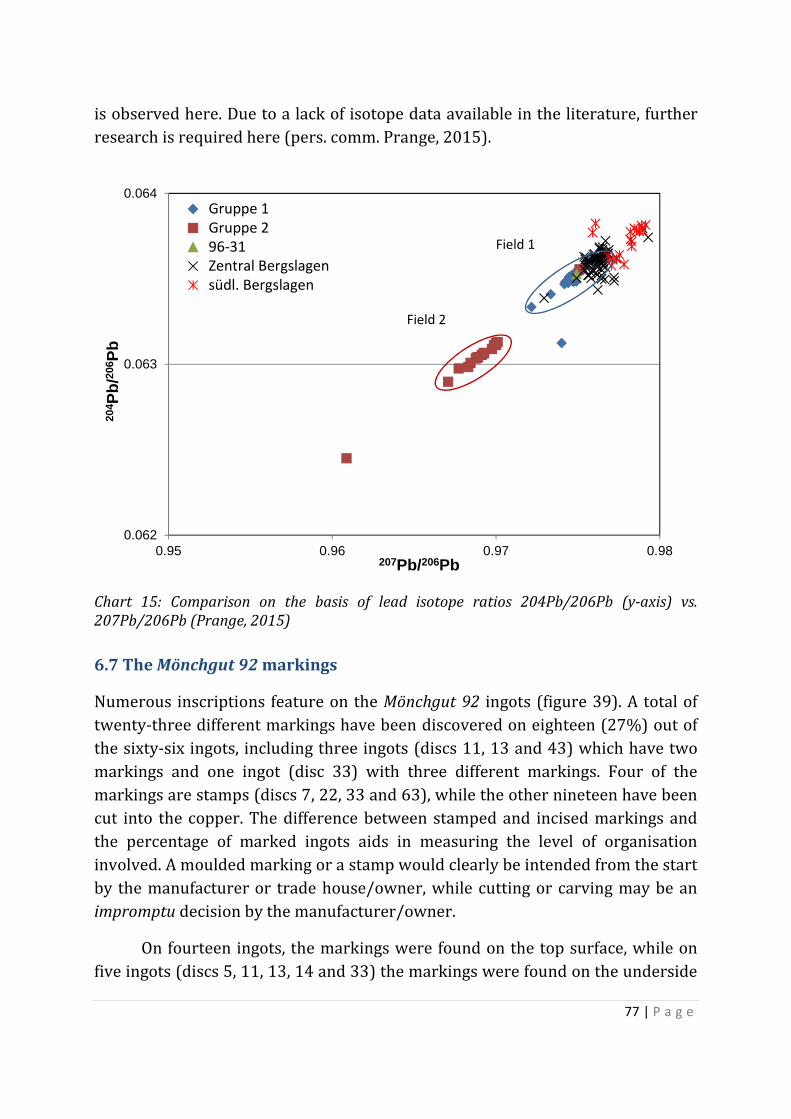
77 | P a g e
is observed here. Due to a lack of isotope data available in the literature, further research is required here (pers. comm. Prange, 2015).
Chart 15: Comparison on the basis of lead isotope ratios 204Pb/206Pb (y-axis) vs. 207Pb/206Pb (Prange, 2015)
6.7 The Mönchgut 92 markings
Numerous inscriptions feature on the Mönchgut 92 ingots (figure 39). A total of twenty-three different markings have been discovered on eighteen (27%) out of the sixty-six ingots, including three ingots (discs 11, 13 and 43) which have two markings and one ingot (disc 33) with three different markings. Four of the markings are stamps (discs 7, 22, 33 and 63), while the other nineteen have been cut into the copper. The difference between stamped and incised markings and the percentage of marked ingots aids in measuring the level of organisation involved. A moulded marking or a stamp would clearly be intended from the start by the manufacturer or trade house/owner, while cutting or carving may be an impromptu decision by the manufacturer/owner.
On fourteen ingots, the markings were found on the top surface, while on five ingots (discs 5, 11, 13, 14 and 33) the markings were found on the underside
0.062
0.063
0.064
0.95 0.96 0.97 0.98
204 P
b/20
6 Pb
207Pb/206Pb
Gruppe 1
Gruppe 2
96-31
Zentral Bergslagen
südl. Bergslagen
Field 1
Field 2

78 | P a g e
(Staude et al., 2011). In the case of ingot 11, one of the markings extends from the bottom part slightly over the side. So far, no identical stamps have been found on other Reißscheiben ingots. All the Reißscheiben with markings and stamps have turned out to belong, metallurgical, to cluster group 1 (Prange, 2015).
The markings are of varied designs. Some take the form of simple notches, while others have curved lines. None of them are the same, although the stamps on ingots 22 and 33 show similarities. However, the dimensions of the stamp marks with resp. 7.4 x 4 cm and 9.5 x 4.5 cm suggests different manufacturers/ workshops. If we were to assume that the markings denote a workshop, we would be dealing with a group of at least eighteen different manufacturers.
Figure 39: Stamps and markings on the Mönchgut 92 ingots. In the text the numbers are corresponding with the ones in the drawing; these refer to the number that was allotted to each ingot by the excavation team. Ingots 11, 13 and 43 show two markings each (Staude et al., 2011). The stamps of ingots 22 and 33 (the latter with three markings in total) are not shown here, as these were discovered by the author in April 2015 (figs. 27 and 28).
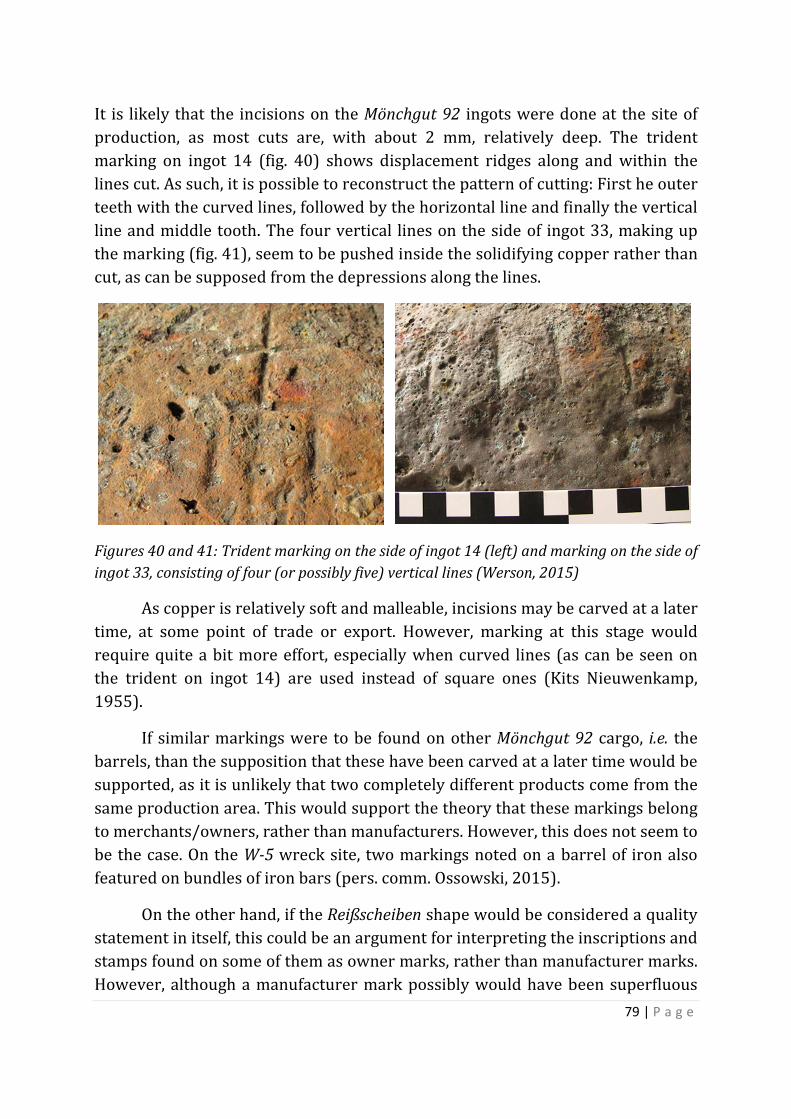
79 | P a g e
It is likely that the incisions on the Mönchgut 92 ingots were done at the site of production, as most cuts are, with about 2 mm, relatively deep. The trident marking on ingot 14 (fig. 40) shows displacement ridges along and within the lines cut. As such, it is possible to reconstruct the pattern of cutting: First he outer teeth with the curved lines, followed by the horizontal line and finally the vertical line and middle tooth. The four vertical lines on the side of ingot 33, making up the marking (fig. 41), seem to be pushed inside the solidifying copper rather than cut, as can be supposed from the depressions along the lines.
Figures 40 and 41: Trident marking on the side of ingot 14 (left) and marking on the side of
ingot 33, consisting of four (or possibly five) vertical lines (Werson, 2015)
As copper is relatively soft and malleable, incisions may be carved at a later time, at some point of trade or export. However, marking at this stage would require quite a bit more effort, especially when curved lines (as can be seen on the trident on ingot 14) are used instead of square ones (Kits Nieuwenkamp, 1955).
If similar markings were to be found on other Mönchgut 92 cargo, i.e. the barrels, than the supposition that these have been carved at a later time would be supported, as it is unlikely that two completely different products come from the
same production area. This would support the theory that these markings belong to merchants/owners, rather than manufacturers. However, this does not seem to be the case. On the W-5 wreck site, two markings noted on a barrel of iron also featured on bundles of iron bars (pers. comm. Ossowski, 2015).
On the other hand, if the Reißscheiben shape would be considered a quality statement in itself, this could be an argument for interpreting the inscriptions and stamps found on some of them as owner marks, rather than manufacturer marks. However, although a manufacturer mark possibly would have been superfluous
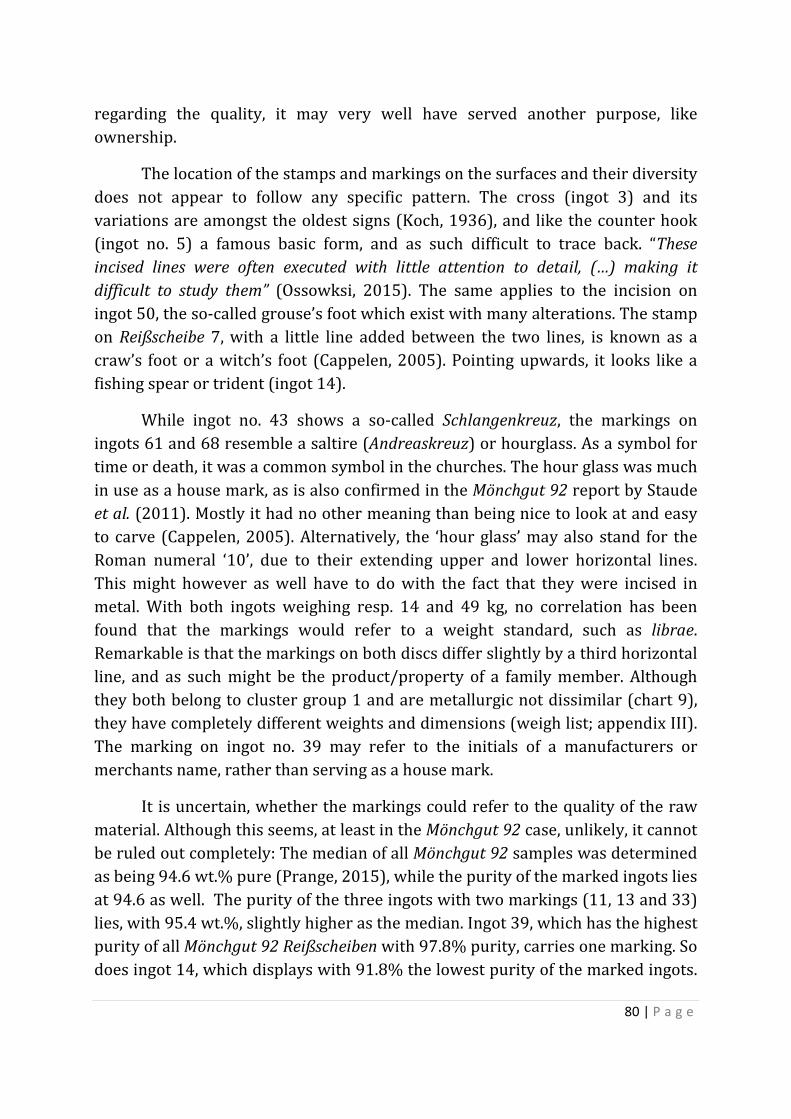
80 | P a g e
regarding the quality, it may very well have served another purpose, like ownership.
The location of the stamps and markings on the surfaces and their diversity
does not appear to follow any specific pattern. The cross (ingot 3) and its variations are amongst the oldest signs (Koch, 1936), and like the counter hook (ingot no. 5) a famous basic form, and as such difficult to trace back. “These
incised lines were often executed with little attention to detail, (…) making it
difficult to study them” (Ossowksi, 2015). The same applies to the incision on ingot 50, the so-called grouse’s foot which exist with many alterations. The stamp on Reißscheibe 7, with a little line added between the two lines, is known as a craw’s foot or a witch’s foot (Cappelen, 2005). Pointing upwards, it looks like a fishing spear or trident (ingot 14).
While ingot no. 43 shows a so-called Schlangenkreuz, the markings on ingots 61 and 68 resemble a saltire (Andreaskreuz) or hourglass. As a symbol for time or death, it was a common symbol in the churches. The hour glass was much
in use as a house mark, as is also confirmed in the Mönchgut 92 report by Staude et al. (2011). Mostly it had no other meaning than being nice to look at and easy to carve (Cappelen, 2005). Alternatively, the ‘hour glass’ may also stand for the Roman numeral ‘10’, due to their extending upper and lower horizontal lines. This might however as well have to do with the fact that they were incised in metal. With both ingots weighing resp. 14 and 49 kg, no correlation has been found that the markings would refer to a weight standard, such as librae. Remarkable is that the markings on both discs differ slightly by a third horizontal line, and as such might be the product/property of a family member. Although they both belong to cluster group 1 and are metallurgic not dissimilar (chart 9), they have completely different weights and dimensions (weigh list; appendix III). The marking on ingot no. 39 may refer to the initials of a manufacturers or merchants name, rather than serving as a house mark.
It is uncertain, whether the markings could refer to the quality of the raw material. Although this seems, at least in the Mönchgut 92 case, unlikely, it cannot be ruled out completely: The median of all Mönchgut 92 samples was determined as being 94.6 wt.% pure (Prange, 2015), while the purity of the marked ingots lies at 94.6 as well. The purity of the three ingots with two markings (11, 13 and 33) lies, with 95.4 wt.%, slightly higher as the median. Ingot 39, which has the highest purity of all Mönchgut 92 Reißscheiben with 97.8% purity, carries one marking. So does ingot 14, which displays with 91.8% the lowest purity of the marked ingots.

81 | P a g e
As such, there seems to be no obvious correlation between the presence and the amount of markings regarding quality, as was the case with rolls of tin excavated from the Aanloop Molengat Wreck (Maarleveld et al., 2012). Also Agricola makes mention of different qualities of tin and its quality control signs (Agricola, Hoover & Hoover trans., 1950, liber IX) as does Karsten regarding the quality of so-called Seifenzinn (Karsten, 1823).
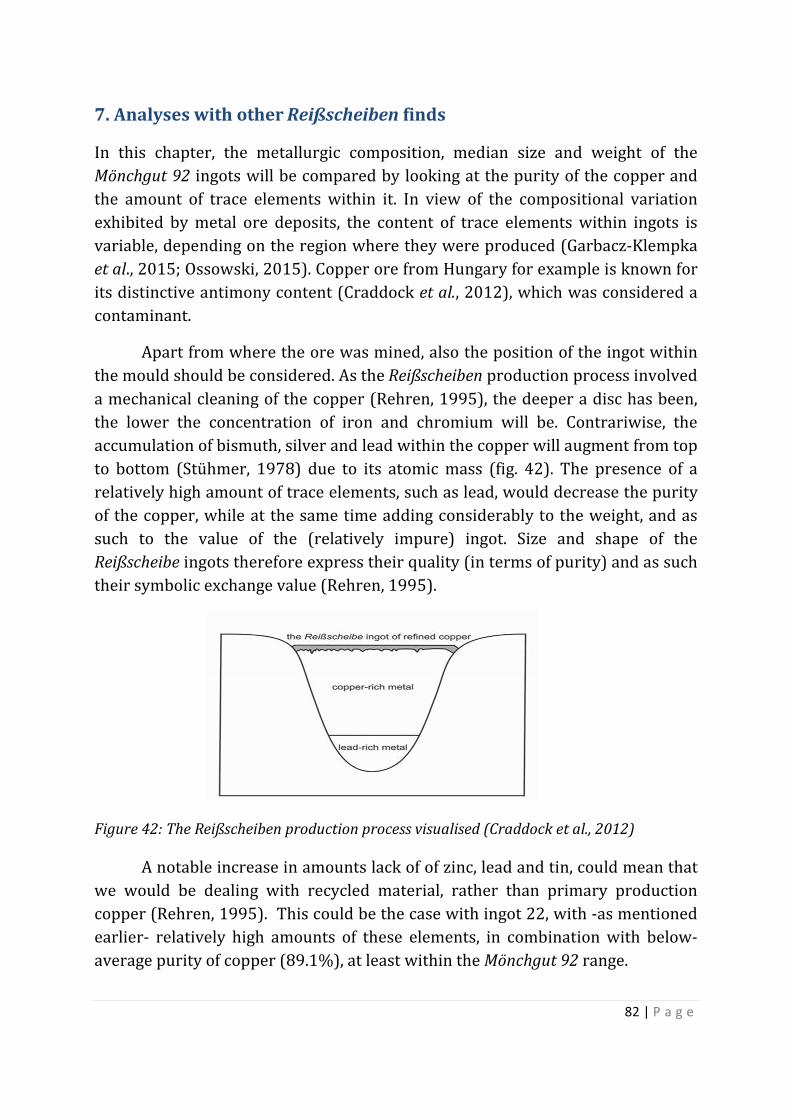
82 | P a g e
7. Analyses with other Reißscheiben finds
In this chapter, the metallurgic composition, median size and weight of the Mönchgut 92 ingots will be compared by looking at the purity of the copper and the amount of trace elements within it. In view of the compositional variation exhibited by metal ore deposits, the content of trace elements within ingots is variable, depending on the region where they were produced (Garbacz-Klempka et al., 2015; Ossowski, 2015). Copper ore from Hungary for example is known for its distinctive antimony content (Craddock et al., 2012), which was considered a contaminant.
Apart from where the ore was mined, also the position of the ingot within the mould should be considered. As the Reißscheiben production process involved
a mechanical cleaning of the copper (Rehren, 1995), the deeper a disc has been, the lower the concentration of iron and chromium will be. Contrariwise, the accumulation of bismuth, silver and lead within the copper will augment from top to bottom (Stühmer, 1978) due to its atomic mass (fig. 42). The presence of a relatively high amount of trace elements, such as lead, would decrease the purity of the copper, while at the same time adding considerably to the weight, and as such to the value of the (relatively impure) ingot. Size and shape of the Reißscheibe ingots therefore express their quality (in terms of purity) and as such their symbolic exchange value (Rehren, 1995).
Figure 42: The Reißscheiben production process visualised (Craddock et al., 2012)
A notable increase in amounts lack of of zinc, lead and tin, could mean that we would be dealing with recycled material, rather than primary production copper (Rehren, 1995). This could be the case with ingot 22, with -as mentioned earlier- relatively high amounts of these elements, in combination with below-average purity of copper (89.1%), at least within the Mönchgut 92 range.
83 | P a g e
Relatively low amounts of noble elements like gold and silver may indicate that possible refinements have been done to the ingots before they acquired their final shape. Silver cupellation (the Saigerprozess) is, considering the time frame, of special interest (Rehren, 1995). In this matter, ingot 57 stands out. With a copper purity of 90.4%, its tin levels are significally higher and its lead and zinc element levels are the highest of all Mönchgut 92 ingots, in combination with the second lowest amount of silver (0.006%). This could indicate that cupellation has been carried out; a liquation and drying process used to separate low amounts of silver from copper. Some authors are of the opinion that the relative scarcity of silver in
the Swedish ore could’ve hardly justified the technically complex cupellation process (Irsigler, 1979). Nonetheless, by the end of the Medieval period, many silver-rich lead mines in Central Europe were depleted, with the demand for silver being stable and that for copper even increasing. As such, the use of argentiferous copper ores containing less than 0.2 wt.% silver became profitable (L'Héritier et al., 2010). The first evidence of this process in historical sources goes back to 1453 in Nuremberg, with the mention of a ‘Saiger-Ofen’ in the city's archive (L'Héritier et al., 2010).
Figures 43 and 44: Incised copper bars from the Elbewrack (left) and six unmarked Reißscheiben from the same wreck (Andreas Franzkowiak, CC BY-SA 3.0)
In the Elbewrack (1622), Reißscheiben were found together with copper bars as part of the cargo. The different shapes of the two groups may be considered as an example of the change of times: The copper bars, the form of which is typical for today’s metal, became more common during the Early Modern Period. The Elbewrack bars were marked with stamps and markings (fig. 43) as a means of quality guarantee by the manufacturer and/or merchant (Rehren, 1995). Due to their standard form they were easier to count, and because of their fixed weight there was no need for further weighing, once the weight and size of
one bar were established.
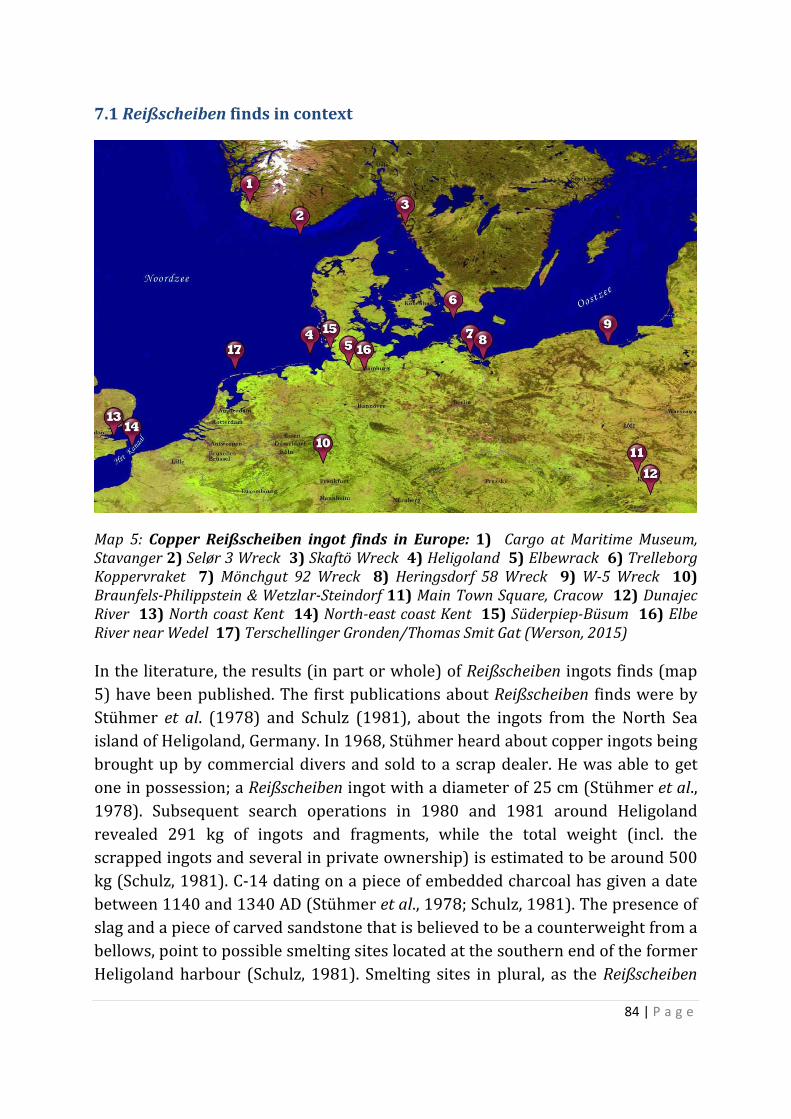
84 | P a g e
7.1 Reißscheiben finds in context
Map 5: Copper Reißscheiben ingot finds in Europe: 1) Cargo at Maritime Museum, Stavanger 2) Selør 3 Wreck 3) Skaftö Wreck 4) Heligoland 5) Elbewrack 6) Trelleborg Koppervraket 7) Mönchgut 92 Wreck 8) Heringsdorf 58 Wreck 9) W-5 Wreck 10) Braunfels-Philippstein & Wetzlar-Steindorf 11) Main Town Square, Cracow 12) Dunajec River 13) North coast Kent 14) North-east coast Kent 15) Süderpiep-Büsum 16) Elbe River near Wedel 17) Terschellinger Gronden/Thomas Smit Gat (Werson, 2015) In the literature, the results (in part or whole) of Reißscheiben ingots finds (map 5) have been published. The first publications about Reißscheiben finds were by Stühmer et al. (1978) and Schulz (1981), about the ingots from the North Sea island of Heligoland, Germany. In 1968, Stühmer heard about copper ingots being brought up by commercial divers and sold to a scrap dealer. He was able to get one in possession; a Reißscheiben ingot with a diameter of 25 cm (Stühmer et al.,
1978). Subsequent search operations in 1980 and 1981 around Heligoland revealed 291 kg of ingots and fragments, while the total weight (incl. the scrapped ingots and several in private ownership) is estimated to be around 500 kg (Schulz, 1981). C-14 dating on a piece of embedded charcoal has given a date between 1140 and 1340 AD (Stühmer et al., 1978; Schulz, 1981). The presence of slag and a piece of carved sandstone that is believed to be a counterweight from a bellows, point to possible smelting sites located at the southern end of the former Heligoland harbour (Schulz, 1981). Smelting sites in plural, as the Reißscheiben
85 | P a g e
excavated were found in two separate locations and proved to be completely different from each other in production style (see chapter 7.3 under ‘comparative analysis’).
Fishermen with trawling nets bring up between five and ten Reißscheiben ingots from the North Sea near Süderpiep-Büsum (Schleswig-Holstein, Germany), of which two have been analysed and published (Schulz, 1981). Their metallurgic analysis revealed that these are identical to the Heligoland ingots (Schulz, 1981). It is not known if the ingots originate from a wreck site or from a possible storage location after their arrival from Heligoland (Schulz, 1981).
No data is published about the ingot from the Elbe near Wedel, as it is in private ownership. However, it is known that the composition is different from the Heligoland finds (Schulz, 1981).
During dredging operations between 1976 and 1981 in the Elbe near
Wittenbergen (Germany), weaponry, ship’s cargo and personal artefacts were brought up. This included an estimated 8 tonnes of copper ingots, of which 3.5 tonnes went to a scrap dealer. More than three hundred Reißscheiben ingots (Westermann, 2002) with a mean average weight of 7 kg (Rehren, 1995) adding up to 2.200 kg (North, 1984), 1.100 kg of copper bars and 900 kg of wrought rectangular and round plates could be secured (North, 1984; Westermann 2002). Several of the wrought plates and bars bear stamps that could be identified as the coat-of-arms of the city of Neusohl in former Upper Hungary and the trademark of the Augsburg Paller family (North, 1984). The dimensions of the ship are believed to have been around 30 m in length (based on a keel length of approx. 23 m) with a carrying capacity of about 200 lasts (Bracker, 1984). A dendrochronological test on a gun carriage, made of oak, revealed a felling date of 1588 (Westermann, 2002). The year of foundering is thought to be between 1590 and 1609 (Westermann, 2002).
The W-5 ‘Copper Wreck’ in the Bay of Gdansk (Poland) was excavated during a number of investigations in 1972, 1974, 1975, 1976, 1981, 2011 and 2012, after the initial find and salvage of a substantial part of the cargo in 1969. Between 213 and 226 copper ingots were recovered (of which 212 could be weighed; amounting to a total of 1.277 kg), with an estimated total weight of approx. 1.362 kg (Ossowski, 2015). W-5 is as such the biggest find of medieval raw materials in Poland to date (Garbacz-Klempka et al., 2014). Apart from the Hungarian Reißscheiben, bundles of iron bars, iron billets, oak planks and what are thought to be raw barrel staves, were excavated (Ossowski, 2015). Analysis
86 | P a g e
based on the oak planks as part of the cargo has determined that the vessel most probably went down in the spring of 1408 and the immediate cause of the ship’s sinking being a fire. The hull length of the Copper Ship is estimated at 24 m (based on analysis of the preserved keel) and a width of 8 m. Its load-capacity has been calculated between 86-114 lasts, (Możejko, 2015). The excavations of the Copper Wreck and its cargo have been widely published over the years, cumulating into ‘The Copper Ship’ publication in 2015 with over 400 pages, making it the best documented copper cargo to date.
Several copper ingots have been discovered by chance in the Dunajec River, indicating a trade route from the Hungarian mines (North, 1984; Ossowski, 2015). The ingots are now in possession of the Cracow Archaeological Museum. No details about these ingots have been published (pers. comm. Ossowski, 2015).
The Skaftö Wreck, a clinker-built vessel almost entirely constructed from oak, was discovered near Gåsöfjorden (Sweden) and inspected by maritime archaeologists in 2009 and has been published by Von Arbin (2009, 2014). A
limited test excavation of the wreck was conducted in 2005, followed by excavations in 2006 and 2008 and concluded in 2009 with measures to protect the wreck site in situ. An analysis of the ingots revealed that these were produced from so-called Fahlerz ore, which could potentially originate from several regions in Central Europe. A smaller amount of irregularly shaped ingots known as speiss was discovered as well, however with a different chemical composition (Von Arbin, 2014). Besides the ingots, the main cargo consisted of barrels containing lime and tar, as well as a big pile of bricks. Twenty-two dendrochronological samples, all of oak, have been dated. Eleven samples were taken from the vessel, seven from the plank cargo and the remaining four from barrel staves. Thanks to preserved sapwood in four of the samples, the vessel’s construction could be established to the late 1430s, with a likely provenance in present-day Poland (Von Arbin, 2009). The vessel is likely to have measured around 25 meters in length and may have had a beam of more than eight meters. A preliminary calculation indicates a cargo capacity exceeding 300 m³ (Von Arbin, 2014).
Excavations carried out on the Main Market Square in Cracow between 2005-2007 revealed, apart from waste products in the form copper chips, one complete Reißscheibe ingot of 25 cm in diameter as well as a quarter fragment of another (Garbacz-Klempka et al., 2008). Located on the square is a weighing house, the Grand Scale or Great Weigh, where the raw copper was weighed and transported to, among others, Gdansk for export. Annual exports of Hungarian
87 | P a g e
copper via Cracow in the 14th century have been estimated at some 350-700 tonnes (Garbacz-Klempka et al., 2008). It is thought that smelting was carried out at the weighing house to recover noble elements, such as gold and silver, from the raw material, i.e. where the raw copper, as an intermediate product, was re-melted (Garbacz-Klempka et al., 2008).
Two single Reißscheiben ingots have been discovered on as yet unidentified wrecks off the north and north-east coast of Kent (UK). One wreck is thought to be from the 17th century, the other wreck is presumed to be from the late 16th to early 17th century (Craddock et al., 2010, 2012). The former ingot is unmarked, 45 cm in diameter and about 2.5 cm thick with a weight of 9 kg. The latter one is 36 cm in diameter, has a thickness of 4 cm and a weight of approx. 19 kg. The ingot carries a merchant’s mark as well as a smelters mark (Craddock et al., 2010, 2012). A significant detail is that the marked ingot proved to be of lesser purity than the unmarked one (Craddock et al., 2010). Although England imported most of its copper from either Sweden or the Central European mines during the Late Medieval and Early Modern Period, these solitary finds are hitherto the only Reißscheiben ingots that have been found in British waters. It is presumed that the vessels were bound for London (Craddock et al., 2010, 2012).
The land-based find from Braunfels-Philippstein (Hessen, Germany) was discovered in 2008 and has been described in detail by Schade-Lindig (2008, 2012). The find entailed one complete Reißscheiben ingot (diameter 36.8 cm, a weight of 11.6 kg and thickness at the edges 3.6 cm), two half ingots (one marked, with a weight of 10.9 kg and thickness 6.1 cm, the other 3.7 kg and 3.5 cm thickness) and a small fragment (374 g and 2.4 cm thickness). Considering the dimensions of the pit they were found in it must have been dug for the purpose (Schade-Lindig 2008, 2012). As the publishing rights for the metallurgic composition are in private hands, no data is available on them. It is known however, that the ingots’ provenance is from local ore (pers. comm. Schade-Lindig, 2015).
The Wetzlar-Steindorf hoard was discovered in 1904 and consists of one marked plano-convex ingot with a diameter of 21.3 cm and a weight of 6.2 kg and two Reißscheiben fragments of resp. 1.6 and 2 kg (fig. 45; Dehn, 1967). Until January 2015 it was thought that this was a find dating back to the La Tène
culture, until a re-analysis by Schade-Lindig identified the fragments as Reißscheiben parts. Both finds, 10 km distance from each other as the crow flies,
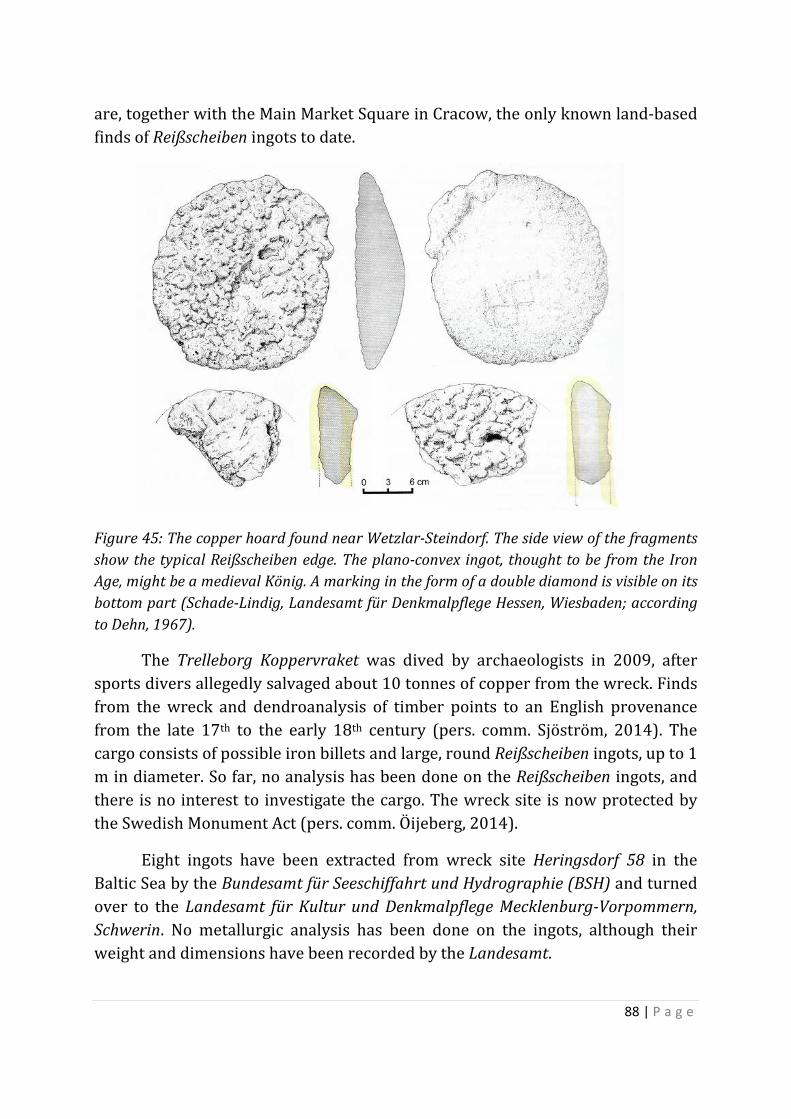
88 | P a g e
are, together with the Main Market Square in Cracow, the only known land-based finds of Reißscheiben ingots to date.
Figure 45: The copper hoard found near Wetzlar-Steindorf. The side view of the fragments
show the typical Reißscheiben edge. The plano-convex ingot, thought to be from the Iron
Age, might be a medieval König. A marking in the form of a double diamond is visible on its
bottom part (Schade-Lindig, Landesamt für Denkmalpflege Hessen, Wiesbaden; according
to Dehn, 1967).
The Trelleborg Koppervraket was dived by archaeologists in 2009, after sports divers allegedly salvaged about 10 tonnes of copper from the wreck. Finds from the wreck and dendroanalysis of timber points to an English provenance from the late 17th to the early 18th century (pers. comm. Sjöström, 2014). The cargo consists of possible iron billets and large, round Reißscheiben ingots, up to 1 m in diameter. So far, no analysis has been done on the Reißscheiben ingots, and there is no interest to investigate the cargo. The wreck site is now protected by the Swedish Monument Act (pers. comm. Öijeberg, 2014).
Eight ingots have been extracted from wreck site Heringsdorf 58 in the Baltic Sea by the Bundesamt für Seeschiffahrt und Hydrographie (BSH) and turned over to the Landesamt für Kultur und Denkmalpflege Mecklenburg-Vorpommern,
Schwerin. No metallurgic analysis has been done on the ingots, although their weight and dimensions have been recorded by the Landesamt.
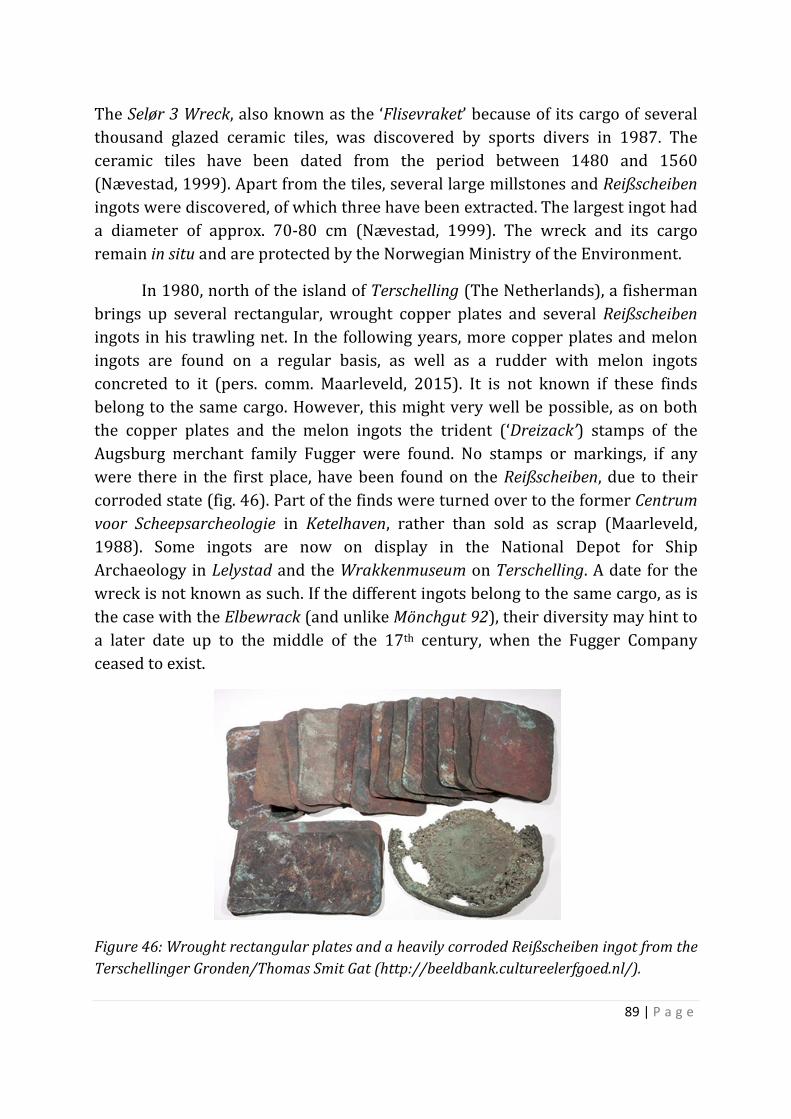
89 | P a g e
The Selør 3 Wreck, also known as the ‘Flisevraket’ because of its cargo of several thousand glazed ceramic tiles, was discovered by sports divers in 1987. The ceramic tiles have been dated from the period between 1480 and 1560 (Nævestad, 1999). Apart from the tiles, several large millstones and Reißscheiben ingots were discovered, of which three have been extracted. The largest ingot had a diameter of approx. 70-80 cm (Nævestad, 1999). The wreck and its cargo remain in situ and are protected by the Norwegian Ministry of the Environment.
In 1980, north of the island of Terschelling (The Netherlands), a fisherman brings up several rectangular, wrought copper plates and several Reißscheiben ingots in his trawling net. In the following years, more copper plates and melon ingots are found on a regular basis, as well as a rudder with melon ingots concreted to it (pers. comm. Maarleveld, 2015). It is not known if these finds belong to the same cargo. However, this might very well be possible, as on both the copper plates and the melon ingots the trident (‘Dreizack’) stamps of the Augsburg merchant family Fugger were found. No stamps or markings, if any were there in the first place, have been found on the Reißscheiben, due to their corroded state (fig. 46). Part of the finds were turned over to the former Centrum
voor Scheepsarcheologie in Ketelhaven, rather than sold as scrap (Maarleveld, 1988). Some ingots are now on display in the National Depot for Ship Archaeology in Lelystad and the Wrakkenmuseum on Terschelling. A date for the wreck is not known as such. If the different ingots belong to the same cargo, as is
the case with the Elbewrack (and unlike Mönchgut 92), their diversity may hint to a later date up to the middle of the 17th century, when the Fugger Company ceased to exist.
Figure 46: Wrought rectangular plates and a heavily corroded Reißscheiben ingot from the
Terschellinger Gronden/Thomas Smit Gat (http://beeldbank.cultureelerfgoed.nl/).
90 | P a g e
7.2 Metallurgic comparison
Fifty-seven samples from the Heligoland Reißscheiben have been analysed (Schulz, 1981). The purity of the raw copper ranges from 73.9 wt.% to 96.5 wt.%,
with a median of 87.6 wt.%. This median may be considered low for a production process that involves a mechanical cleaning of the copper and when compared to other Reißscheiben finds (the Mönchgut 92 ingots show a median of 94.6 wt.%). Analysis of the W-5 ingots has shown that the metal is of a relatively high purity and the copper content even reaches 99 wt.% (Garbacz-Klempka, 2014). The same applies to the single ingot find (99.2 wt.%) from the 17th century wreck of Kent (Craddock et al., 2012). It is possible that the time frame for the production of the Heligoland Reißscheiben, between 1140 and 1340 AD, lies at the cause for this relatively low purity. A high purity of the raw material “means that the metal
could be used for many alloys and purposes” (Maarleveld, 2012).
As with the Mönchgut 92 Reißscheiben, two different groups (from the west and from the east side of the island) showed differences in copper purity with
medians of resp. 90.8 wt.% and 84.8 wt.%. The chemical analyses of the samples show some significant variations in the accompanying trace elements (Schulz, 1981). Noteworthy for Heligoland are the -for unalloyed material- relatively high silver and arsenic concentrations, the former most likely due to the inhomogeneity of the ore (Schulz, 1981).
Two of the estimated five to ten salvaged ingots from Süderpiep-Büsum have been analysed and published (samples Büsum 1 & 2), with copper purities of 90.6 wt.% and 92.2 wt.% and thus a median of 91.4 wt.%. From their metallurgic analysis it has been found that these have the same composition as the Heligoland ingots, indicating a trade route (Schulz, 1981).
Seven samples (31/24 - 31/30) of six Reißscheiben ingots from the Elbewrack have been analysed (Rehren, 1995). The purity of the raw copper is not published. The total sum of the impurities amongst the trace elements was determined to be slightly over 2 wt.% (of which lead contributed to some 80%). The six examined ingots show a very high homogeneity of the trace elements, and as such must derive from one singular copper deposit (North, 1984; Westermann, 2002). It is not sure if the relatively high lead concentrations have to do with cupellation or are due to lead-rich, low-argentiferous ores. It is however sure, due to the differences in trace elements, that the accompanying wrought copper bars from the Elbewrack (approx. 1.100 kg) are not the end-product of the Reißscheiben ingots or vice versa (Rehren, 1995).
91 | P a g e
Twenty-five samples from the W-5 Reißscheiben have been analysed (CMM-W1A - CMM-M10A). The metallurgic analyses exhibited a noteworthy purity of the copper with only a small amount of contaminants such as lead, arsenic and antimony; evidence of the considerable knowledge on the copper and iron metallurgy in the Middle Ages (Garbacz-Klempka et al., 2015; Ossowski, 2015). The study resulted in the distinguishing of two groups amongst the ingots, with differences in terms of colour, the quality of the surface as well as of chemical composition (Garbacz-Klempka et al., 2015; Ossowski, 2015). The first group (type A) consists of Reißscheiben with a relatively high purity of copper, ranging
from 92.9 wt.% to 98.6 wt.%, with a median of 97.3 wt.%. The copper values in the second group (type B), made up by seven samples, range from 90.4 wt.% to 95.1 wt.%, with a median of 92.9 wt.%. These different values are attributable to an admixture of tin in the type B ingots, introduced deliberately in order to change the properties of the copper (Garbacz-Klempka et al., 2015). This admixture of tin, ranging from 1 wt.% to 3.8 wt.%, improved the fluidity of the material, among other things, but was also characterized by an increased fragility and a decreased resistance to corrosion. As such, according to contemporary terminology, this part of the cargo may be designated as alloy copper (Garbacz-Klempka et al., 2015). It may be possible that additional technological processes were utilized by individual manufacturers or workshops, in order to improve the quality of the copper, such as increasing its casting properties. As the W-5 ship transported copper coming from various towns and belonging to different owners, the diversity of the analysed material may be explained to some extent (Garbacz-Klempka et al., 2015). The isotopic composition of the W-5 Reißscheiben
is currently being compared with ores from mines in the Tatra Mountains, and it is predicted that this will confirm that this was the provenance region of the copper found (Ossowski, 2015).
Together with the twenty-five samples from W-5, two samples (KRG-P1 - KRG-P2) from slices of copper excavated on the Main Market Square in Cracow were analysed as well; showing a considerable similarity with the W-5 Reißscheiben, possibly indicating their common origin (Garbacz-Klempka et al., 2015; Ossowski, 2015).
More than a hundred copper ingots have been observed on the Skaftö
Wreck (Von Arbin, 2009; Ossowski, 2015). Metallurgic samples have been taken from three of the Reißscheiben; samples 29-31 (Von Arbin, 214). The purity of the copper ranges from 86.8 wt.% (sample 29) to 93.9 wt.% (sample 30), with a median of 90.8 wt.%. The chemical analyses show substantial quantities of
92 | P a g e
arsenic and antimony, with median values of resp. 4.6% and 4.5%. It is thought that the Reißscheiben from the Skaftö Wreck were most likely intended for casting (Von Arbin, 2009). During the Middle Ages, copper alloys with an elevated level of antimony and sometimes arsenic amongst others, were used for the casting of big domestic vessels, as both antimony and arsenic improve the casting qualities of copper (Von Arbin, 2009). The analysis report on the Skaftö Reißscheiben concluded that the alloy may be regarded as natural, i.e. neither antimony nor arsenic have been added afterwards (Grandin, 2009). The arsenic and antimony element contents of the Mönchgut 92 ingots are significantly lower (< 0.407 wt.%
and < 0.076 wt.% resp.), so there is no indication that these were intended for casting purposes.
The two solitary Reißscheiben found in British waters proved to be very different, not only in appearance, but also chemically: XRF analysis of sample on drillings showed the metal of the 16th/17th century (marked) ingot (sample PE 2008,8040.1) with 94.2 wt.% to be less pure than its 17th century congener (sample PE 2008,8040.2), with 99.2 wt.% (Craddock et al., 2012). A 3.5 wt.% of lead in the former ingot may be considered the main cause for its lesser purity. This value, in combination with 0.15 wt.% of silver suggests, according to Craddock, that the copper has not been particularly well refined and some of the lead with which the copper has been desilvered remained in the ingot (Craddock, 2002; (Craddock et al., 2010). No such parallel could be observed amongst the
Mönchgut 92 ingots. Although some of them contain a moderate to high amount of lead (ingots 22 and 57), their silver contents are much lower with 0.057 wt.% and 0.006 wt.% respectively. The level of antimony (0.7 wt.%) and sulphur (1.5 wt.%) in ingot PE 2008,8040.1 suggests a provenance from the central European mines (Craddock et al., 2010, 2012).
7.3 Comparative analysis
Like with the Mönchgut 92 ingots, significant differences are visible in the production style of the ingots from Heligoland: The Reißscheiben from the
Schülver-Riff are consistently compact, discoid and regularly shaped, whereas the majority of the Reißscheiben from the Süder-Riff are thin, ovoid and incomplete discs; some of them consisting only of segments (Schulz, 1981). If indeed the Heligoland ingots originate from smelting sites, as argued by Schulz, it is interesting to see the diversity between two workshops within practically the same area (map 6).
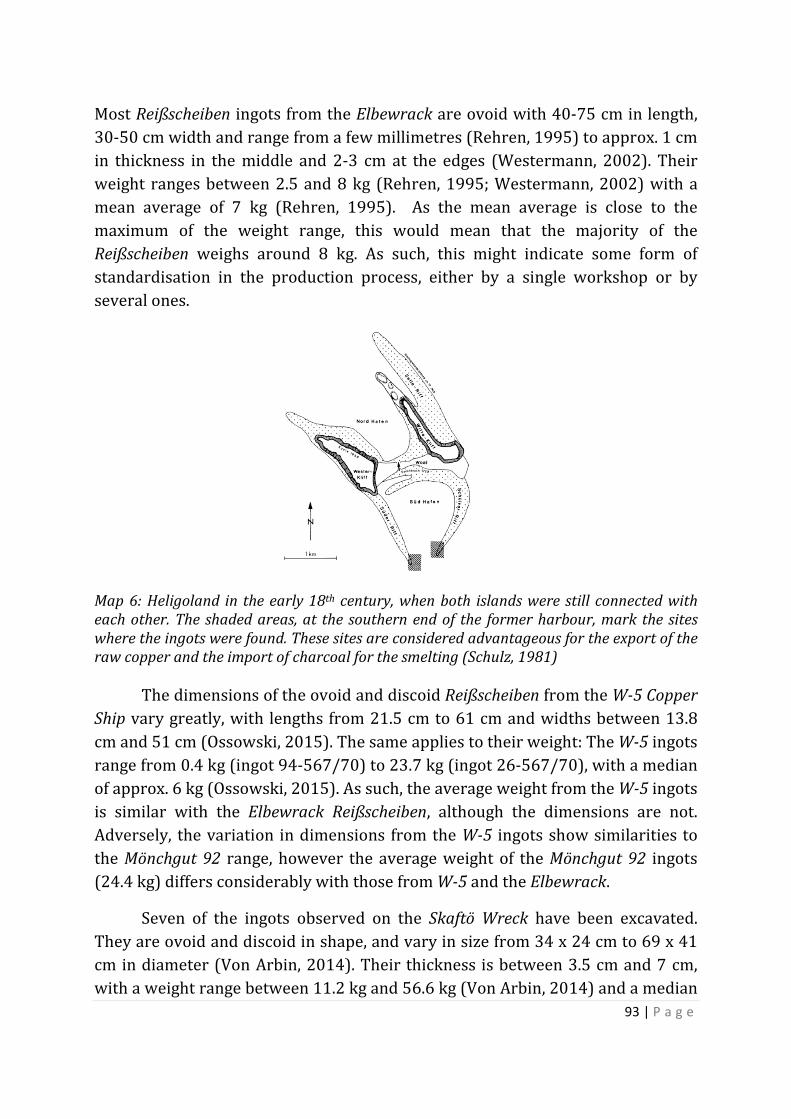
93 | P a g e
Most Reißscheiben ingots from the Elbewrack are ovoid with 40-75 cm in length, 30-50 cm width and range from a few millimetres (Rehren, 1995) to approx. 1 cm in thickness in the middle and 2-3 cm at the edges (Westermann, 2002). Their weight ranges between 2.5 and 8 kg (Rehren, 1995; Westermann, 2002) with a mean average of 7 kg (Rehren, 1995). As the mean average is close to the maximum of the weight range, this would mean that the majority of the Reißscheiben weighs around 8 kg. As such, this might indicate some form of standardisation in the production process, either by a single workshop or by several ones.
Map 6: Heligoland in the early 18th century, when both islands were still connected with each other. The shaded areas, at the southern end of the former harbour, mark the sites where the ingots were found. These sites are considered advantageous for the export of the raw copper and the import of charcoal for the smelting (Schulz, 1981)
The dimensions of the ovoid and discoid Reißscheiben from the W-5 Copper
Ship vary greatly, with lengths from 21.5 cm to 61 cm and widths between 13.8
cm and 51 cm (Ossowski, 2015). The same applies to their weight: The W-5 ingots range from 0.4 kg (ingot 94-567/70) to 23.7 kg (ingot 26-567/70), with a median of approx. 6 kg (Ossowski, 2015). As such, the average weight from the W-5 ingots is similar with the Elbewrack Reißscheiben, although the dimensions are not. Adversely, the variation in dimensions from the W-5 ingots show similarities to the Mönchgut 92 range, however the average weight of the Mönchgut 92 ingots (24.4 kg) differs considerably with those from W-5 and the Elbewrack.
Seven of the ingots observed on the Skaftö Wreck have been excavated. They are ovoid and discoid in shape, and vary in size from 34 x 24 cm to 69 x 41 cm in diameter (Von Arbin, 2014). Their thickness is between 3.5 cm and 7 cm, with a weight range between 11.2 kg and 56.6 kg (Von Arbin, 2014) and a median
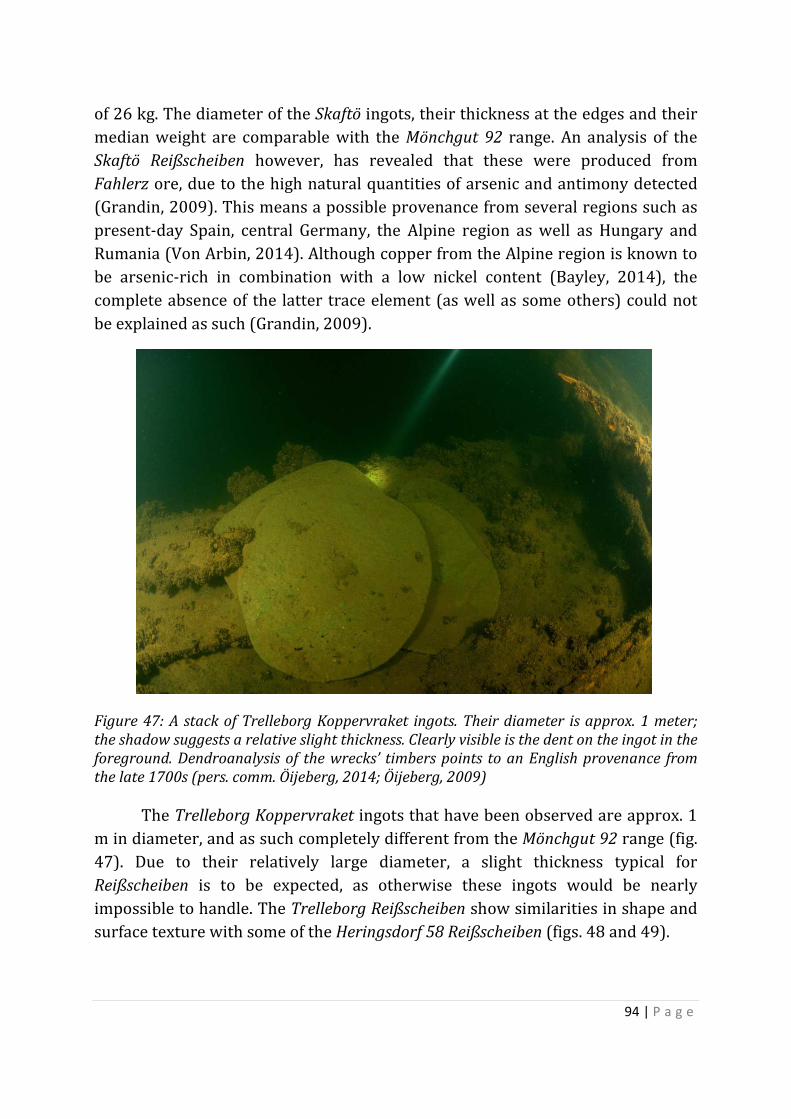
94 | P a g e
of 26 kg. The diameter of the Skaftö ingots, their thickness at the edges and their median weight are comparable with the Mönchgut 92 range. An analysis of the Skaftö Reißscheiben however, has revealed that these were produced from Fahlerz ore, due to the high natural quantities of arsenic and antimony detected (Grandin, 2009). This means a possible provenance from several regions such as present-day Spain, central Germany, the Alpine region as well as Hungary and Rumania (Von Arbin, 2014). Although copper from the Alpine region is known to be arsenic-rich in combination with a low nickel content (Bayley, 2014), the complete absence of the latter trace element (as well as some others) could not
be explained as such (Grandin, 2009).
Figure 47: A stack of Trelleborg Koppervraket ingots. Their diameter is approx. 1 meter; the shadow suggests a relative slight thickness. Clearly visible is the dent on the ingot in the foreground. Dendroanalysis of the wrecks’ timbers points to an English provenance from the late 1700s (pers. comm. Öijeberg, 2014; Öijeberg, 2009)
The Trelleborg Koppervraket ingots that have been observed are approx. 1 m in diameter, and as such completely different from the Mönchgut 92 range (fig. 47). Due to their relatively large diameter, a slight thickness typical for Reißscheiben is to be expected, as otherwise these ingots would be nearly impossible to handle. The Trelleborg Reißscheiben show similarities in shape and surface texture with some of the Heringsdorf 58 Reißscheiben (figs. 48 and 49).
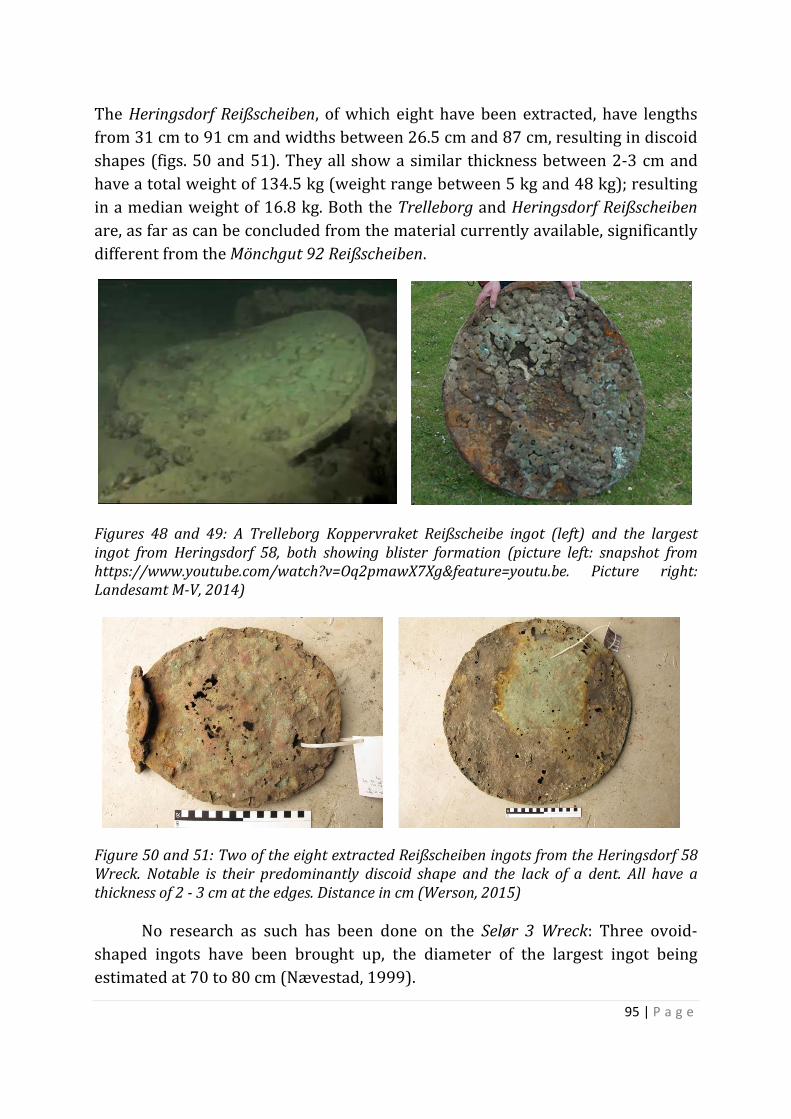
95 | P a g e
The Heringsdorf Reißscheiben, of which eight have been extracted, have lengths from 31 cm to 91 cm and widths between 26.5 cm and 87 cm, resulting in discoid shapes (figs. 50 and 51). They all show a similar thickness between 2-3 cm and have a total weight of 134.5 kg (weight range between 5 kg and 48 kg); resulting in a median weight of 16.8 kg. Both the Trelleborg and Heringsdorf Reißscheiben are, as far as can be concluded from the material currently available, significantly different from the Mönchgut 92 Reißscheiben.
Figures 48 and 49: A Trelleborg Koppervraket Reißscheibe ingot (left) and the largest ingot from Heringsdorf 58, both showing blister formation (picture left: snapshot from https://www.youtube.com/watch?v=Oq2pmawX7Xg&feature=youtu.be. Picture right: Landesamt M-V, 2014)
Figure 50 and 51: Two of the eight extracted Reißscheiben ingots from the Heringsdorf 58 Wreck. Notable is their predominantly discoid shape and the lack of a dent. All have a thickness of 2 - 3 cm at the edges. Distance in cm (Werson, 2015)
No research as such has been done on the Selør 3 Wreck: Three ovoid-shaped ingots have been brought up, the diameter of the largest ingot being estimated at 70 to 80 cm (Nævestad, 1999).

96 | P a g e
Not much information is available on the Reißscheiben ingots from the Terschellinger Gronden/Thomas Smit Gat. Their diameter varies between 50 cm and 77 cm, with a thickness at the edges of approx. 3.5 cm. Like some of the ingots from Heligoland, they are heavily corroded. Their (residual) weight ranges from 18 to 32.5 kg (Maarleveld, 1988).
7.4 Markings, inscriptions and stamps
It is a curious fact that markings occur on some of the Mönchgut 92 Reißscheiben, with some of them showing two markings and one single ingot (plano-convex ingot 33) even three, whilst others are entirely unmarked. It is not yet sure what the Mönchgut 92 markings denote. It seems to be the case that the stamps and incisions were placed at a workshop, when the copper was still solidifying, and as such can be classified as production markings, as opposed to post-production markings. Although it is likely that the stamps refer to a producer, both types of markings, stamps and incisions alike, may have been used as a combined producer/owner mark, at least in the Mönchgut 92 case. Several possible
explanations are taken into consideration currently, such as that the markings incised on trade materials were a means of identifying goods: By using these, in the event of a disaster at sea or the seizure of a ship, merchants and shareholders could pursue their claims to commodities (Ossowski, 2015). Another possible explanation is that their use was not limited solely to commercial transactions, but that these marks denoted ownership, identifying either the merchants who exported them or those who were to receive them (Ossowski, 2015) or both. It may very well be that a single merchant used several different marks rather than just one (Ossowski, 2015). Another explanation may be that a second (or third) marking represents the merchant(s) purchasing an ingot either directly from the manufacturer or from another merchant.
Staude goes one step further by stating that because of the dissimilarity of
the Mönchgut 92 markings, their meaning as producer marks can be excluded, and therefore they should be interpreted as house- or real estate markings (Hofmarken), hence as ownership markings (Staude et al., 2011). With this theory in mind, attempts have been undertaken by Staude et al. to locate the possible origin of these house marks on German, Polish and even Dutch territory (Staude et al., 2011). However, the author holds the opinion that no conclusions can be derived from this. What may be likely ruled out however, considering the diversity of the markings (as well as the obvious lack of standardisation within the Mönchgut 92 range), is their interpretation as trademarks.
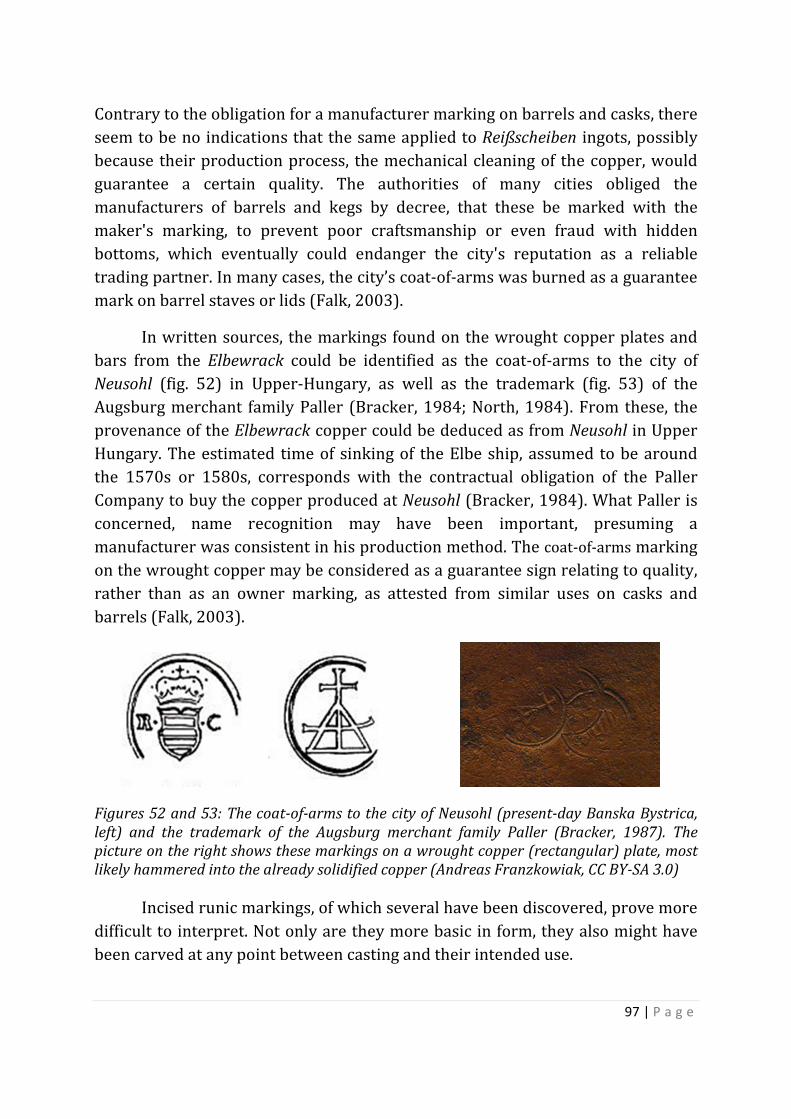
97 | P a g e
Contrary to the obligation for a manufacturer marking on barrels and casks, there seem to be no indications that the same applied to Reißscheiben ingots, possibly because their production process, the mechanical cleaning of the copper, would guarantee a certain quality. The authorities of many cities obliged the manufacturers of barrels and kegs by decree, that these be marked with the maker's marking, to prevent poor craftsmanship or even fraud with hidden bottoms, which eventually could endanger the city's reputation as a reliable trading partner. In many cases, the city’s coat-of-arms was burned as a guarantee mark on barrel staves or lids (Falk, 2003).
In written sources, the markings found on the wrought copper plates and bars from the Elbewrack could be identified as the coat-of-arms to the city of Neusohl (fig. 52) in Upper-Hungary, as well as the trademark (fig. 53) of the Augsburg merchant family Paller (Bracker, 1984; North, 1984). From these, the provenance of the Elbewrack copper could be deduced as from Neusohl in Upper Hungary. The estimated time of sinking of the Elbe ship, assumed to be around the 1570s or 1580s, corresponds with the contractual obligation of the Paller Company to buy the copper produced at Neusohl (Bracker, 1984). What Paller is concerned, name recognition may have been important, presuming a manufacturer was consistent in his production method. The coat-of-arms marking on the wrought copper may be considered as a guarantee sign relating to quality, rather than as an owner marking, as attested from similar uses on casks and
barrels (Falk, 2003).
Figures 52 and 53: The coat-of-arms to the city of Neusohl (present-day Banska Bystrica, left) and the trademark of the Augsburg merchant family Paller (Bracker, 1987). The picture on the right shows these markings on a wrought copper (rectangular) plate, most likely hammered into the already solidified copper (Andreas Franzkowiak, CC BY-SA 3.0)
Incised runic markings, of which several have been discovered, prove more
difficult to interpret. Not only are they more basic in form, they also might have been carved at any point between casting and their intended use.
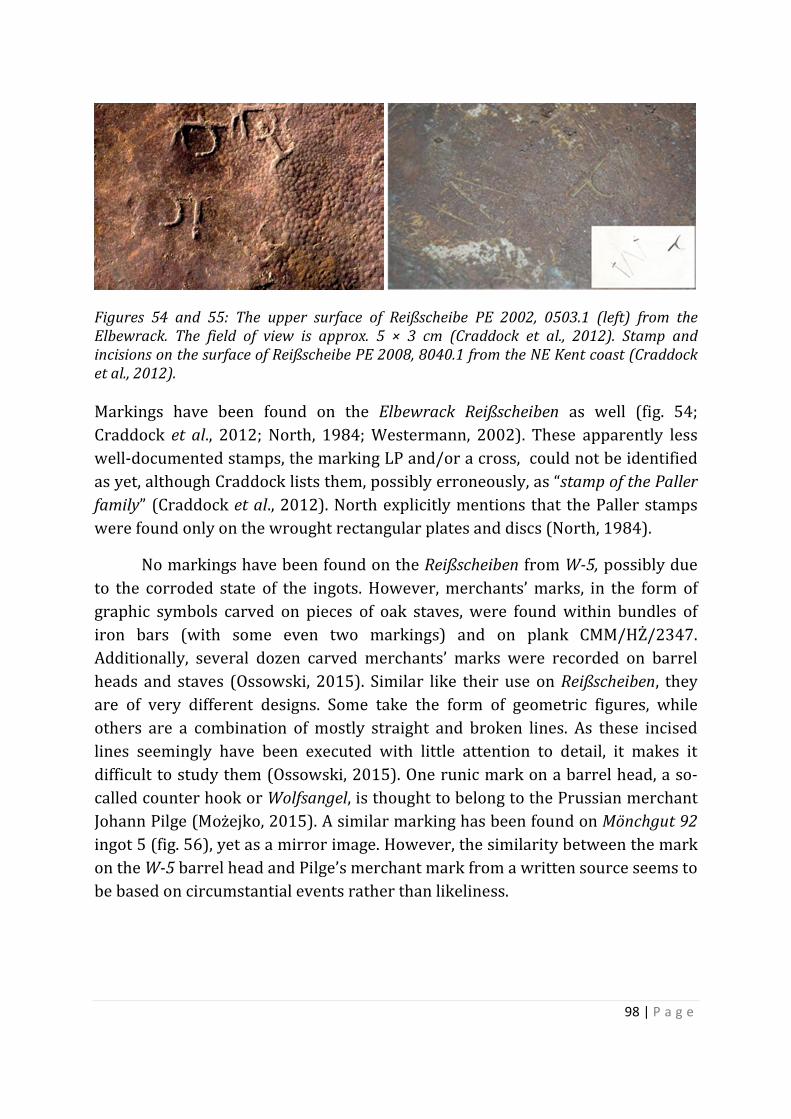
98 | P a g e
Figures 54 and 55: The upper surface of Reißscheibe PE 2002, 0503.1 (left) from the Elbewrack. The field of view is approx. 5 × 3 cm (Craddock et al., 2012). Stamp and incisions on the surface of Reißscheibe PE 2008, 8040.1 from the NE Kent coast (Craddock et al., 2012). Markings have been found on the Elbewrack Reißscheiben as well (fig. 54; Craddock et al., 2012; North, 1984; Westermann, 2002). These apparently less well-documented stamps, the marking LP and/or a cross, could not be identified as yet, although Craddock lists them, possibly erroneously, as “stamp of the Paller
family” (Craddock et al., 2012). North explicitly mentions that the Paller stamps were found only on the wrought rectangular plates and discs (North, 1984).
No markings have been found on the Reißscheiben from W-5, possibly due
to the corroded state of the ingots. However, merchants’ marks, in the form of graphic symbols carved on pieces of oak staves, were found within bundles of iron bars (with some even two markings) and on plank CMM/HŻ/2347. Additionally, several dozen carved merchants’ marks were recorded on barrel heads and staves (Ossowski, 2015). Similar like their use on Reißscheiben, they are of very different designs. Some take the form of geometric figures, while others are a combination of mostly straight and broken lines. As these incised lines seemingly have been executed with little attention to detail, it makes it difficult to study them (Ossowski, 2015). One runic mark on a barrel head, a so-called counter hook or Wolfsangel, is thought to belong to the Prussian merchant Johann Pilge (Możejko, 2015). A similar marking has been found on Mönchgut 92 ingot 5 (fig. 56), yet as a mirror image. However, the similarity between the mark on the W-5 barrel head and Pilge’s merchant mark from a written source seems to be based on circumstantial events rather than likeliness.
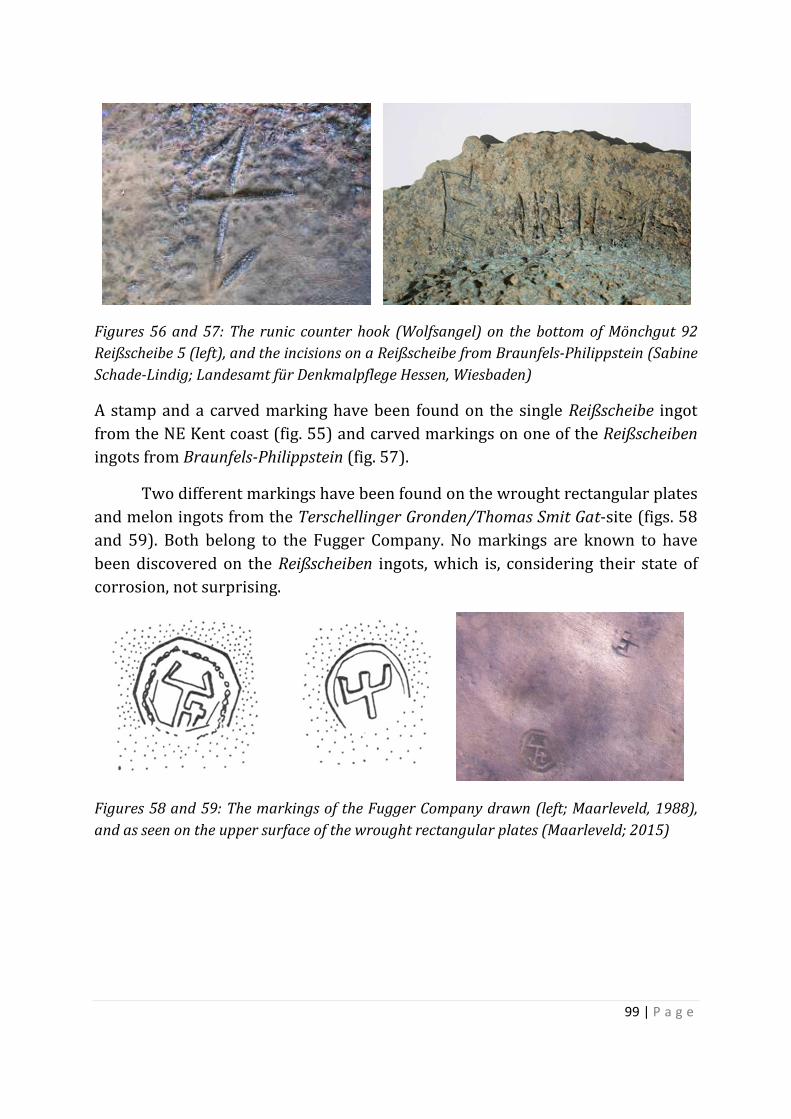
99 | P a g e
Figures 56 and 57: The runic counter hook (Wolfsangel) on the bottom of Mönchgut 92
Reißscheibe 5 (left), and the incisions on a Reißscheibe from Braunfels-Philippstein (Sabine
Schade-Lindig; Landesamt für Denkmalpflege Hessen, Wiesbaden)
A stamp and a carved marking have been found on the single Reißscheibe ingot from the NE Kent coast (fig. 55) and carved markings on one of the Reißscheiben
ingots from Braunfels-Philippstein (fig. 57).
Two different markings have been found on the wrought rectangular plates and melon ingots from the Terschellinger Gronden/Thomas Smit Gat-site (figs. 58 and 59). Both belong to the Fugger Company. No markings are known to have
been discovered on the Reißscheiben ingots, which is, considering their state of corrosion, not surprising.
Figures 58 and 59: The markings of the Fugger Company drawn (left; Maarleveld, 1988),
and as seen on the upper surface of the wrought rectangular plates (Maarleveld; 2015)
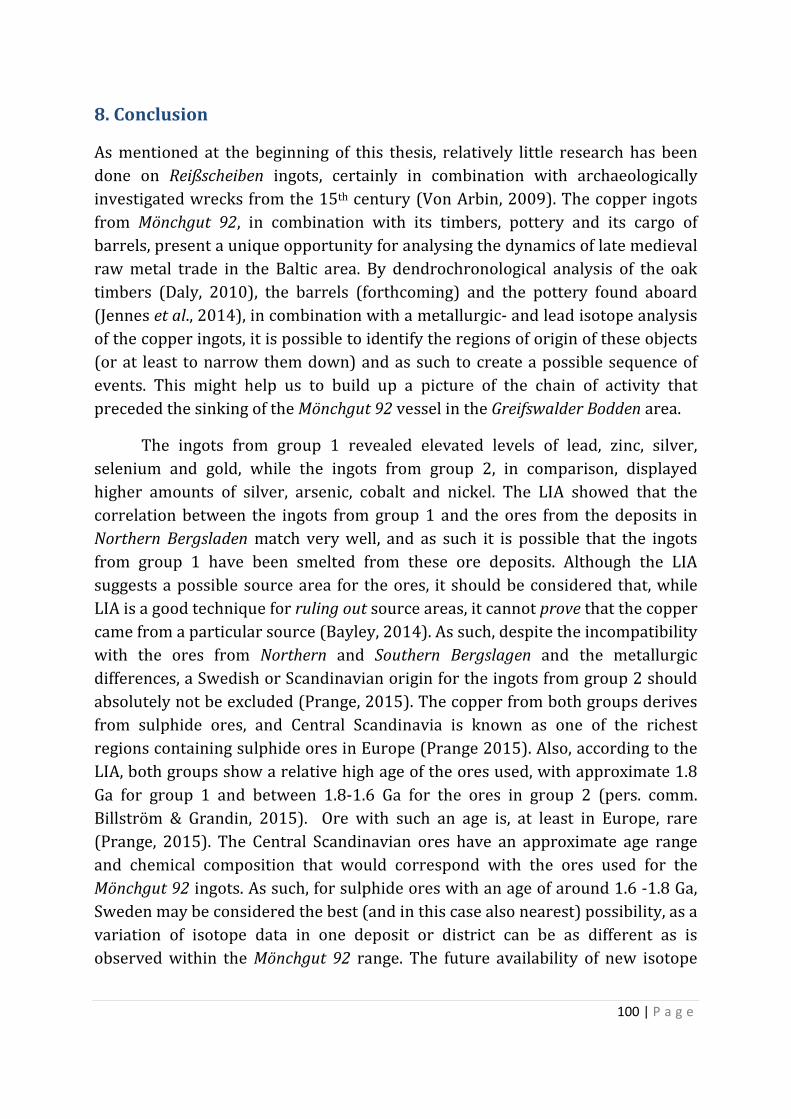
100 | P a g e
8. Conclusion
As mentioned at the beginning of this thesis, relatively little research has been done on Reißscheiben ingots, certainly in combination with archaeologically investigated wrecks from the 15th century (Von Arbin, 2009). The copper ingots from Mönchgut 92, in combination with its timbers, pottery and its cargo of barrels, present a unique opportunity for analysing the dynamics of late medieval raw metal trade in the Baltic area. By dendrochronological analysis of the oak timbers (Daly, 2010), the barrels (forthcoming) and the pottery found aboard (Jennes et al., 2014), in combination with a metallurgic- and lead isotope analysis of the copper ingots, it is possible to identify the regions of origin of these objects (or at least to narrow them down) and as such to create a possible sequence of events. This might help us to build up a picture of the chain of activity that preceded the sinking of the Mönchgut 92 vessel in the Greifswalder Bodden area.
The ingots from group 1 revealed elevated levels of lead, zinc, silver, selenium and gold, while the ingots from group 2, in comparison, displayed higher amounts of silver, arsenic, cobalt and nickel. The LIA showed that the correlation between the ingots from group 1 and the ores from the deposits in Northern Bergsladen match very well, and as such it is possible that the ingots from group 1 have been smelted from these ore deposits. Although the LIA suggests a possible source area for the ores, it should be considered that, while LIA is a good technique for ruling out source areas, it cannot prove that the copper came from a particular source (Bayley, 2014). As such, despite the incompatibility with the ores from Northern and Southern Bergslagen and the metallurgic differences, a Swedish or Scandinavian origin for the ingots from group 2 should absolutely not be excluded (Prange, 2015). The copper from both groups derives from sulphide ores, and Central Scandinavia is known as one of the richest regions containing sulphide ores in Europe (Prange 2015). Also, according to the LIA, both groups show a relative high age of the ores used, with approximate 1.8
Ga for group 1 and between 1.8-1.6 Ga for the ores in group 2 (pers. comm. Billström & Grandin, 2015). Ore with such an age is, at least in Europe, rare (Prange, 2015). The Central Scandinavian ores have an approximate age range and chemical composition that would correspond with the ores used for the Mönchgut 92 ingots. As such, for sulphide ores with an age of around 1.6 -1.8 Ga, Sweden may be considered the best (and in this case also nearest) possibility, as a variation of isotope data in one deposit or district can be as different as is observed within the Mönchgut 92 range. The future availability of new isotope
101 | P a g e
data will hopefully enable to determine the provenance of the group 2 ingots (pers. comm. Prange, 2015).
The results of the metallurgic analysis and the LIA report that concludes
the ingots originate from different production areas seem to be further supported by the morphology of the discs:
• The ingots with markings all belong to group 1; no markings have been found within group 2.
• Some of the ingots from group 1 show clearly where the tap hole from the shaft furnace was located, while the ingots from group 2 do not.
• Five ingots from group 1 have charcoal imbedded in them; no charcoal has been discovered in group 2.
• Seven ingots that can be classified as ‘irregular’ are to be found in group 1 exclusively.
• Nine ingots show a banana-shaped dent from a lifting fork (fig. 29), a shape that only appears in group 2 (50%).
Notwithstanding, the likelihood that both groups have similar origins seems to be supported by their differences in form, thickness and surface appearance as compared to other Reißscheiben finds. Also the copper purity between both groups proved to be similar; with a median of 94.0 wt.% for group 1 and 94.1 wt.% for group 2. Further the mixture of Reißscheiben and plano-convex ingots (with 40% plano-convex ingots in group 1 and 22% belonging to group 2) may be considered a resemblance.
It is not sure if these plano-convex ingots are indeed so-called Könige. Metallurgical, there is no data to support this: No significant differences in the concentrations of iron on the one hand and bismuth, silver and lead on the other hand have been ascertained to suggest as such, as was the case with the Heligoland ingots (Hänsel et al., 1980; Stühmer et al., 1978). Furthermore, their weight (up to 26 kg) and morphologic features (such as dimensions and surface texture) does nothing to suggest that we are dealing with the bottom part of a Reißscheiben cast.
102 | P a g e
If these Mönchgut 92 ingots are indeed created as a single cast from the furnace (rather than being part of a cast), then it is tempting to suggest that their size was possibly related to the capacity of the furnace. Given the extensive variety in weight among the plano-convex examples, this may suggest that several furnaces, and as such several workshops, were involved in their manufacturing. This would be further supported by the variety of markings and stamps, of which none is identical, their differences in shape and the different types of lifting forks used.
Due to their differences in weight, dimensions, size and copper purity, the Mönchgut 92 Reißscheiben do hardly categorise as examples of a standardized raw metal product made for export. Their mean average weight is quite high compared to other Reißscheiben finds, mainly due to their thickness at the edges with up to 9 cm and a mean average of almost 6 cm, which could explain for the ‘halving’ of ingots no. 24 and 46. Already in the Medieval period, thick ‘cakes’ were known as not perfectly smelted copper (Agricola, Hoover & Hoover trans., 1950, liber XI). Also Wehrle (1841) mentions thick slices as ‘impure’ copper.
Apart from the well-documented stamps in use by trade families or known merchants, or the coat-of-arms belonging to a city, the majority of the markings remain of unknown origin. Even when the provenance of the copper is known there is no guarantee that this will reveal the owner(s), if no documentation of some sort is available. This applies particularly to the incised markings, which might refer to a house mark, a number or even to initials, although it is not always possible to identify even this much. A secondary issue that comes into play is the common use of the same markings by various owners from different towns.
Multiple markings might indicate shared ownership or the possibility that the ingot changed ownership. Another possibility is that some are manufacturer markings while others serve as owner markings. It is however essential to keep in mind the complexity of the raw copper trade and the variety of explanations
possible for even the simplest of symbols preserved on Reißscheiben ingots. Until a larger number of markings can be attributed to specific areas or merchants, our comprehension of these markings will remain inconclusive for the time being.
If one accepts the assumption that ingot shape is tied to workshop (Schulz, 1981), the overall impression of the Mönchgut 92 assemblage is that it represents a collection of output from several manufacturers. The plano-convex shapes, thickness and high median weight of the ingots encountered (compared to other Reißscheiben finds), seem typical for a lack of the sharing of technological knowledge, resulting in a low level of standardisation. At the same time it also
103 | P a g e
hints at an absence of centralised control over mining and smelting operations (that would take until after the Swedish War of Liberation), which one might call remarkable considering the strategic importance of raw metal production and -trade. Centralised control would imply large, full-time production sites, export via designated harbours, import/export duties, et cetera. Particularly the thickness of the Mönchgut 92 ingots, suggesting an inferior product, seems to support this theory. Another possibility could be that the Mönchgut 92 copper is (partially) the product of an ore area with low produced tonnage. The overall considered, the possibility of a product from small-scale operations cannot be fully ignored. It is
tempting to imagine that, as Peterson (2007) put it, most of the miners of that time period in Sweden consisted of “peasants working on their own or minor
gentry, who traded their efforts at local markets for grain in order to sustain their
families.”
The substantial colonial demand of Portugal for copper by the end of the 15th century, leading to a significant increase of copper export from the Falun
Gruva between 1492-1496, may very well have been a reason for the presence of the ingots aboard the Mönchgut 92 vessel. The low silver content was of no influence on its profitability and the Swedish copper was likely cheaper due to the exhaustion of the mines of Central Europe.
Available archaeological and dendrochronological data suggest that the Mönchgut 92 ship may have been on its way from Sweden, when for some reason it foundered en route. Possibly it was heading for the Hanseatic towns of Greifswald or Stralsund. Combining the miscellaneous analyses from the timbers and pottery, Jennes has suggested an economic origin of the ship and crew in one of the Hanse towns in Mecklenburg-Vorpommern (Jennes et al., 2014).
104 | P a g e
9. References
9.1 Primary sources
Agricola, G. (1556) De re metallica. H. Hoover & L. Hoover (trans.). Dover Earth Science, 1950.
Arbin, S. von (2009) A 15th-century bulk carrier wrecked off Skaftö, Western
Sweden. In: Between continents. Proceedings of the twelfth Symposium on Boat and
Ship Archaeology, pp. 67-74. Istanbul 2009.
Arbin, S. von (2014) Skaftövraket - ett senmedeltida handelsfartyg. In: Bohusläns
museum Rapport, 11. Bohusläns museum.
Bracker, J. (1987) Das Wrack eines Waffenschmugglerschiffs aus der Elbe bei Wittenbergen. In: Hamburg – Von den Anfängen bis zur Gegenwart. Wendemarken
einer Stadtgeschichte. Hamburg 1987, pp. 98-104.
Cappelen, H. (trans., 2005) Bumerker I Norge. Oslo 2005.
Craddock, P. (2002) De-silvered copper ingots from Central Europe. In: Journal of
the Antique Metalware Society 10, pp. 43-46.
Craddock, P. et al. (2010) Ingots from the shipwrecks for the British Museum Collection. In: Historical Metallurgy Society 74, Spring 2010, pp. 4-5.
Craddock, P. et al. (2012) An economic history of the post-Medieval world in 50 ingots: the British Museum collection of ingots from dated wrecks. In: The British
Museum - Technical Research Bulletin, volume 6.
Dehling, Th. (2011) Sicherheit der Schifffahrt und Archäologie - Aspekte der Wracksuche beim Bundesamt für Seeschifffahrt und Hydrographie (BSH). In: Archäologisches Nachrichtenblatt 16, pp. 159-162.
Falk, A. (2003) Fässer mit Marken. Ein Beitrag zur Transport- und Handelsgeschichte. In: Die Deutsche Gesellschaft für Archäologie des Mittelalters
und der Neuzeit e.V. Mitteilungsblatt 14, 2003, pp. 45-49.
Garbacz-Klempka, A. et al. (2008) Corrosion of old copper slabs revealed by archaeological explorations and metallographic examinations. Manuscript submitted to the conference ‘Corrosion Today’, 23-26 April 2008.
Garbacz-Klempka, A. et al. (2014) Metallographic and corrosion research of copper from archaeological sites. In: Metalurgija 54 (2015) 1, pp. 217-220.
105 | P a g e
Garbacz-Klempka, A. et al. (2015) The cargo of the Copper Ship in the light of metallurgical research. In: W. Ossowski (ed.) The Copper Ship. A medieval
shipwreck and its cargo, pp. 301-335. National Maritime Museum in Gdańsk, 2014.
Hallberg, A. (2012) Metallogenic areas in Sweden. In: P. Eilu (ed.) Geological
Survey of Finland, Special Paper 53, pp. 139–206. Espoo 2012.
Hänsel, B. et al. (1980) Frühe Kupferverhütung auf Helgoland. In: Spektrum der
Wissenschaft, Februar 1980, pp. 11-20.
Homeyer, C. (1870) Die Haus- Und Hofmarken. Verlag der Königlichen Geheimen Ober-Hofbuchdruckerei. Berlin, MDCCCLXX.
Irsigler, F. (1979) Hansischer Kupferhandel im 15. und in der ersten Hälfte des 16. Jahrhunderts. In: Hansische Geschichtsblätter Bd. 97 (1979), pp. 15-35.
Jahnke, C. (2015) The Baltic Trade. In: D. J. Harreid (ed.) A Companion to the
Hanseatic League, pp. 194-240. Brill, Leiden/Boston.
Jahnke, C. (2014) Die Hanse. Reclam Sachbuch, Stuttgart.
Kellenbenz, H. (1977) Schwerpunkte der Kupferproduktion und des Kupferhandels in Europa 1500-1650. Ergebnisse eines Kolloquiums. In: Ders.,
Schwerpunkte der Kupferproduktion, pp. 290-351. Böhlau Verlag, Wien/Köln, 1977.
Kits Nieuwenkamp, H. (1955) Het raadsel der huismerken. Proeve van verklaring van huismerken, meestertekens, grafmerken, analphabetentekens, Koopmans-merken, notaristekens, poortersmerken en vissersmerken, Amsterdam.
Koch, R. (1936) Das Zeichenbuch. Insel Verlag, Frankfurt am Main 1984, 2. Auflage 1985.
Kumlien, K. (1960) Schweden und Lübeck zu Beginn der Hansezeit. In: Hansischen Geschichtsverein (ed.) Hansische Geschichtsblätter 78. Jahrgang, pp. 37-66. Böhlau Verlag, Köln/Graz, 1960.
L'Héritier, M. et al. (2010) From copper to silver: Understanding the Saigerprozess through experimental liquation and drying. In: Historical Metallurgy 44 (2) 2010, pp. 136-152.
106 | P a g e
Ling, J. et al. (2012) Moving metals or indigenous mining? Provenancing Scandinavian Bronze Age artefacts by lead isotopes and trace elements. In:
Journal of Archaeological Science 40 (2013), pp. 291-304.
Lynch, M. (2002) Mining in World History. In: J. Black (series ed.) Globalities. Chicago University Press.
Maarleveld, Th. et al. (2012) Aanloop Molengat – Maritime archaeology and intermediate trade during the Thirty Years’ War. In: Journal of Archaeology in the
Low Countries, Vol. 4, No. 1, pp. 95-149.
Możejko, B. (2015) Shipping and maritime trade in Gdańsk at the turn of the 14th
century: The maritime and commercial background of the sinking of the Copper Ship in 1408. In: W. Ossowski (ed.) The Copper Ship. A medieval shipwreck and its
cargo, pp. 57-76. National Maritime Museum in Gdańsk, 2014.
North, M. (1984) Early Modern Copper Trade and Transport. The Copper Finds of the Elbe. In: J. Haarmann & J. Bracker (eds.) 5th International Congress of
Maritime Museums Proceedings, 1984, pp. 63-66. Hamburg.
Ossowski, W. (2015) The Copper Ship’s cargo. In: W. Ossowski (ed.) The Copper
Ship. A medieval shipwreck and its cargo, pp. 241-300. National Maritime Museum in Gdańsk, 2014.
Prange, M. (2015) Mönchgut 92. Bericht zur Analyse der Kupferscheiben von Mönchgut, Ostsee VII, Fundplatz 92. Deutsches Bergbau-Museum, Bochum.
Rehren, T. (1995) Kupfer vom Tor zur Welt. In: S. Lux & R. Althoff (eds.)
Kissipenny und Manila, pp. 59-64. Stadt Historische Museum, Duisberg..
Schulz, H. (1981) Die Kupferverhüttung auf Helgoland im Mittelalter. In: Berichte
und Mitteilungen zur Urgeschichte, Frühgeschichte und Mittelalterarchäologie, pp. 365-376. Bremerhaven, Pangaea.
Staude, K. et al. (2011) Abschlussbericht zur taucharchäologischen Betreuung der Bauarbeiten im Trassenverlauf der Nord-Stream Erdgasleitung im Ostseegebiet
vor Mecklenburg-Vorpommern. Lübstorf, Landesamt für Kultur und Denkmalpflege Mecklenburg-Vorpommern, Schwerin.
Schade-Lindig, S. (2008) Lahn-Dill-Kreis: Wertvoller Barrenhort des hohen Mittelalters oder der frühen Neuzeit: Kupferne Reißscheiben aus Braunfels Philippstein. In: Hessen-Archäologie, pp. 132-137.
107 | P a g e
Schade-Lindig, S. (2012) Ein Hort aus ‘Reißscheiben’ bei Braunfels-Philippstein (Lahn-Dill-Kreis). Ein spektakulärer Kupferbarrenfund aus dem hessischen Eisenland. In: Denkmalpflege & Kulturgeschichte 3-2012, pp. 7-14.
Scott, F. (1988) Sweden. The Nation’s History (Enlarged Edition). Southern Illinois University.
Stühmer, H. et al. (1978) Rohkupferfunde vor Helgoland In: Offa - Berichte und
Mitteilungen zur Urgeschichte, Frühgeschichte und Mittelalterarchäologie. Band 35 - 1978.
Tylecote, R. (1976) A History of Metallurgy. The Metals Society. London, Third
Impression 1984.
Yrwing, H. (1966) Metallhandel. In: Kulturhistoriskt lexikon för nordisk medeltid. Band XI, pp. 566-574. Malmö.
Weisgerber, G. (1999) Helgoland, Paragraph 3: Kupferfunde. In: Reallexikon der
germanischen Altertumskunde, Volumen 14, pp. 295-296.
Westermann, E. (2002) Kupferfabrikate vor dem Tor zur Welt. Zum Hamburger Kupfermarkt an der Wende vom 16. zum 17. Jahthundert. In: R. Gömmel et al. (eds.) Weltwirtschaft und Wirtschaftsordnung. Festschrift für Jürgen Schneider zum
65. Geburtstag, pp. 85-100. Franz Steiner Verlag, Stuttgart.
9.2 Secondary sources
Alopaeus, H. et al. (2004) Avaldsnesskipet - et ‘nordisk’ skip fra Polen? In: A. Kongshavn (ed.), Tormod Torfæus - mellom Vinland og ‘Ringens herre’.
Anderson, C. (2012) The metallurgy of antimony. In: Chemie der Erde 72 S4, pp. 3-8.
Atwater, R. (trans., 2003) Secret History of Procopius, p. 76. New York, Covivi-Friede, publishers.
Auer, J. et al. (2007) The ‘Gresham Ship’: an interim report on a 16th-century wreck from Princes Channel, Thames Estuary. In: Post-Medieval Archaeology
41/2, pp. 222–241.
Fieldwork Report Skjernøysund 3 Wreck (2011). In: J. Auer & T. Maarleveld (eds.) Esbjerg Maritime Archaeology Reports 5. Maritime Archaeology Programme, University of Southern Denmark.
108 | P a g e
Bayley, J. et al. (2014) A Saxon brass bar ingot cache from Kingsway, London. In: J. Cotton et al. (eds.), Hidden histories and records of Antiquity: Essays on Saxon and
Medieval London, pp. 121-128. London: LAMAS (Special Paper 17).
Blanchard, I. (1998) Paper on ‘The Long Sixteenth Century,’ circa 1450-1650. XIIth International Congress held at Madrid 24 to 28 August 1998.
Blickle, P. (1981) The Revolution of 1525: The German Peasant War from a New Perspective, pp. 120-121. Baltimore.
Bode, M. (2008) Archäometallurgische Untersuchungen zur Blei-/Silber-gewinnung im Germanien der frühen Römischen Kaiserzeit. Dissertation,
Münster.
Bode, M. et al. (2009) Tracing Roman lead sources using lead isotope analyses in conjunction with archaeological and epigraphic evidence - a case study from Augustan/Tiberian Germania. In: Archaeological and Anthropological Sciences
(2009), pp. 177-194. Springer-Verlag, 2009.
Bracker, J. (1986) Ein Wrackfund aus der Elbe bei Wittenbergen. In: H. Stobb
(ed.), See- und Flußhäfen von Hochmittelalter bis zur Industrialisierung, pp. 229-260. Institut für Städtegeschichte, Köln/Wien.
Brading, D. (2008) Miners and Merchants in Bourbon Mexico 1763-1810. Cambridge University Press, 1971.
Callataÿ, F. de (2005) The Graeco-Roman Economy in the Super Long-Run: Lead, Copper, and Shipwrecks. In: Journal of Roman Archaeology 18, pp. 361–372.
Ćirković, S. (1981) The Production of Gold, Silver, and Copper in the Central Parts of the Balkans from the 13th to the 16th Century. In: Hermann Kellenbenz (ed.) Precious Metals in the Age of Expansion, pp. 41-69. Stuttgart.
Craddock, P. (2001) From hearth to furnace: Evidences for the earliest metal smelting technologies in the eastern Mediterranean. In: Paléorient 26, pp. 151-165.
Damme, van T. (2013) The Mönchgut 92 Hull Plan and Overall Site Plan. Maritime Archaeology Programme, University of Southern Denmark.
Dehn, W. (1967) Der Hortfund von Steindorf, Kreis Wetzlar. In: Fundberichte aus
Hessen, 7. Jahrgang 1967, pp. 55-70. Rudolf Habelt Verlag, Bonn.
109 | P a g e
Dungworth, D. (2001) Seventeenth Century Copper Alloy Working from Head Street, Colchester, Essex. In: Centre for Arhaeology Report 53/2001, English Heritage 2001.
Dungworth, D. et al. (2004) Caldarium? An antimony bronze used for medieval and post-medieval cast domestic vessels. In: Historical Metallurgy 38 (1), pp. 24–34.
Fiedler, K. (2015) Large clinker built cargo vessels in Northern Europe in the Late Medieval period - The Mönchgut 92 wreck in context. Maritime Archaeology Programme, University of Southern Denmark.
Fine Jr., J. (2006) Chapter 4: The Second Half of the Thirteenth Century. In: The
Late Medieval Balkans. A Critical Survey from the Late Twelfth Century to the
Ottoman Conquest, pp. 199-200. University of Michigan, 1987.
Förster, T. (2001) Kogge, Holk und Schnigge. Zeugnisse der Hanse auf dem Meersgrund. In: J.Bracker (ed.), ‘Gottes Freund – Aller Welt Feind’ von Seeraub und
Konvoifahrt. Störtebeker und die Folgen, pp. 126-151. Hamburg.
Fries-Knoblach, J. (1999) Sheet Metal Working in the Bronze Age and Iron Age in Southern Central Europe. In: Sheet Metal 1999. Proceedings of the SheMet’99, Sept.
27-28, 1999.
Golden, J. et al. (2001) Recent Discoveries Concerning Chalcolithic Metallurgy at Shiqmim, Israel. In: JAS 28, pp. 951-963.
Grandin, L. (2009) Koppartackorna i en medeltida skeppslast. In: UV Uppsala
Rapport 2009:18 Geoarkeologisk Undersökning. Utvärdering av kemiska analyser. Bohuslän, Lysekils kommun, Skaftövraket
Hachenberg, K. (1990) Brass in Central European instrument-making from the 16th through the 18th centuries. In: Historic Brass Society Journal, pp. 229-252.
Hauptmann, A. (1991) From the Use of Ore to the Production of Metal. In: J-P Mohen et al. (eds.), La Découverte du Métal, pp. 397-412.
Hauptmann, A. (2008) The Archaeometallurgy of Copper: Evidence from Fayan. In: B. Herrmann & G. A. Wagner (series eds.) Natural Science in Archaeology. Springer, Berlin Heidelberg.
Hvidegaard, T. (2005) Øresundstolden. In: Dansk-Skånsk Tidsskrift nr. 2 maj 2005.
110 | P a g e
Jennes, N. et al. (2014) Analysis of the Mönchgut Wreck Pottery. An Emphasis on the Study of Pottery found in an Underwater Context. N. Jennes & B. Gornik (eds.) Maritime Archaeology Programme, University of Southern Denmark.
Jockenhövel, A. (1997) Archaeological Investigations on the Beginning of Blast Furnace-Technology in Central Europe. In: P. Crew and S. Crew (eds.) Early
Ironworking in Europe: Archaeology and Experiment: Abstracts of the International
Conference at Plas Tan y Bwlch, 19–25 September 1997, pp. 56–58.
Karsten, C. (1823) Archiv für Bergbau und Hüttenwesen, Sechster Band (e-book). Berlin, 1823
Kowalski, W. (2006) Chapter 11: Poland. In: Legal protection of the underwater
cultural heritage - national and international perspectives, pp. 229-246. The Hague, Martinus Nijhoff Publishers.
Kranz, H. (2003) Auf Schultern, Achse und Kiel. Kohlentransport in Spätmittel-alter und früher Neuzeit. In: Mitteilungen der Deutschen Gesellschaft für
Archäologie des Mittelalters und der Neuzeit 14, pp. 71-79.
L'Héritier, M. et al. (2010) From copper to silver: Understanding the Saiger-prozess through experimental liquation and drying. In: Historical Metallurgy 44 (2), pp. 136-152.
Litwin, J. (1980) The Copper Wreck. The wreck of a medieval ship raised by the Central Maritime Museum in Gdansk, Poland. In: International Journal of Nautical
Archaeology, volume 9, issue 3, pp.217-225.
Litwin, J. (1984) The Copper Ship of Gdansk Bay: recent discoveries from the wreck, cargo and site. In: J. Haarmann & J. Bracker (eds.) 5th International
Congress of Maritime Museums Proceedings, 1984. Hamburg, Druckerei Herman Kampen, pp. 42-49.
Litwin, J. (1989) Some remarks concerning medieval ship construction. In: C. Vilain-Gandossi et al. (eds.), Medieval Ships and the Birth of Technological
Societies, vol I. Northern Europe.
Maarleveld, Th. (2007) Fish and ‘Chips of Knowledge’: Some Thoughts on the Biases of the Archaeological Record. Proceedings of the international workshop on ‘Nets and fishing gear in classical antiquity: A first approach’. Cádiz, November 15-17, 2007.
111 | P a g e
MacLeod, I. (1982) Formation of marine concretions on copper and its alloys. In: International Journal of Nautical Archaeology, volume 11, issue 4, pp. 267–275.
Mäss, V. (1991) Prospects for underwater archaeology in the Eastern Baltic. In:
International Journal of Nautical Archaeology 20, pp. 313 - 320.
Miller, H. (2007) Archaeological Approaches to Technology, pp. 144-159. Boston, Elsevier.
Nævestad, D. (1999) Lokaliserte middelaldervrak i Øst-Norge: Oversikt og status for kyststrekningen fra svenskegrensen til Rogaland. Norsk Sjøfartsmuseum, 1999.
Ossowski, W. (2015) The Copper Ship excavations. In: W. Ossowski (ed.) The
Copper Ship. A medieval shipwreck and its cargo, pp. 77-120. National Maritime Museum in Gdańsk, 2014.
Peterson, G. (2007) Warrior Kings of Sweden. The Rise of an Empire in the Sixteenth and Seventeenth Centuries. McFarland & Company, Inc.
Rehren, T. et al. (2008) Naturam ars imitata: European Brassmaking between Craft and Science. In: M. Martinón-Torres et al. (eds.) Archaeology, History and
Science Integrating Approaches to Ancient Material, pp. 167-188. Left Coast Press.
Renfrew, C. (1990) Before civilization: The radiocarbon revolution and prehistoric Europe. Edition Penguin Books.
Rickard, T. (1932) The Nomenclature of Copper and its Alloys. In: Journal of the
Royal Anthropological Institute 62, p. 281.
Roberts, B. et al. (2009) Development of metallurgy in Eurasia. In: Antiquity 83, pp. 1012–1022.
Roberts, B. et al. (eds., 2014) Archaeometallurgy in Global Perspective: Methods and Syntheses.
Rydberg, S. (1979) Stora Kopparberg - 1000 years of an industrial activity. Gullers International AB, Stockholm
Scott, F. D. (1988) Sweden: The Nation's History. Southern Illinois University.
Sibella, P. (1996) The Copper Oxhide & Bun Ingots. In: Institute of nautical
Archaeology Quarterly. Volume 23 - No. 1, Spring 1996.
112 | P a g e
Skånberg, T. (2003) Glömda gudstecken. Från fornkyrklig dopliturgi till allmogens bomärken. Lund Universitets Kyrkohistoriska Arkiv.
Thornton, C.P. et al. (2010) A Chalcolithic Error: Rebuttal to Amzallag 2009. In:
American Journal of Archaeology 114, pp. 305-315.
Tipping, C. (1994) Cargo handling and the medieval cog. In: The Mariner’s Mirror
80, pp. 3-15.
Tønnesen, A. (1985) Bomerker og runer. In: Heraldisk Tidsskrift 51/23, pp. 23-34. København, 1985.
Tønnesen, A. (1968) Helsingörs bomærker. København, 1968.
Treue, W. (?) The medieval European copper trade. In: Copper NA, Hamburg Centenary Volume, p. 95
Wazny, T. (2005) The origin, assortments and transport of Baltic timber. In: C. Van de Velde et al. (eds.) Constructing wooden images: proceedings of the
symposium on the organization of labour and working practices of late Gothic
carved altarpieces in the Low Countries: Brussels, 25-26 October 2002, pp.115-126. Brussels, VUB Brussels University Press.
Wehrle, A. (1841) Lehrbuch der Probier- und Hüttenkunde als Leitfaden für akademische Vorlesungen, 3. weiter Band. Wien, Carl Gerold, 1841.
Wertime, T. (1964) Man’s first encounters with metallurgy. In: Science 146, pp. 1257-1267.
Zedler, J.H. (1742) Grosses vollständige Universal-Lexicon Aller Wissenschafften und Künste, welche bishero durch menschlichen Verstand und Witz erfunden und verbessert worden. Band 34, Halle, Leipzig 1742, p. 562. Digital version 2.9, Deutschen Forschungs-gemeinschaft.
Żrodowski, C. (2015) An attempt to create a digital reconstruction of the Copper Ship. In: W. Ossowski (ed.) The Copper Ship. A medieval shipwreck and its cargo, pp. 197-240. National Maritime Museum in Gdańsk, 2014.
9.3 Forthcoming or unpublished
Maarleveld, Th. (1988, not published) A 17th century metal-trader in the North Sea. A testcase for Dutch ancient monuments legislation; its background, its handling and its potential.
113 | P a g e
Rehren, T. (not published) The archaeometallurgy of copper and lead and their related alloys.
Van Damme, T. (2013, not published) The Mönchgut 92 Hull Plan and Overall Site
Plan. Maritime Archaeology Programme, University of Southern Denmark.
Wiegeliste für die Kupferplatten vom Wrack Heringsdorf, Fpl. 58, Ostsee VIII. Gesamt-Inventarnummer 2010/681 (not published).
9.4 Internet resources http://en.wikipedia.org/wiki/Falun_Mine https://en.wikipedia.org/w/index.php?title=Copper&oldid=682151341 http://www.gd.se/gastrikland/gavle/gavle-stads-privilegier http://www.omniglot.com/writing/runic.htm
9.5 Personal communication
Von Arbin, Staffan. Maritime archaeologist, Bohusläns Museum, Uddevalla.
Auer, Prof. Dr Jens. University of Southern Denmark, Maritime Archaeology, Esbjerg.
Billström, Dr Kjell. Senior Curator Naturhistoriska Riksmuseet, Stockholm.
Cappelen, JD, Hans. Heraldry geneticist and partner at law firm Cappelen &
Krefting, Oslo.
Grandin, Dr Lena. Mineral chemist Geoarkeologiskt Laboratorium (GAL), Statens
Historiska Museer (SHMM), Uppsala.
Ling, Prof. Dr Johan. University of Gothenburg, Department of Archaeology and Ancient History.
Maarleveld, Prof. Dr Thijs J. University of Southern Denmark, Maritime Archaeology, Esbjerg.
Öijeberg, Jan. Curator/maritime archaeologist, Malmö Museum.
Ossowski, Prof. Dr Waldemar. National Maritime Museum Gdansk.
114 | P a g e
Prange, Dr Michael. Leiter Bereich Materialkunde, Materialkundliches Labor,
Deutsches Bergbau-Museum, Bochum.
Rehren, Prof. Dr Thilo. University College London, director of UCL Qatar, Doha.
Schade-Lindig, Dr Sabine. Landesamt für Denkmalpflege Hessen, Wiesbaden.
Schmidt, Dr Jens-Peter. Landesamt für Kultur und Denkmalpflege Mecklenburg-
Vorpommern, Schwerin.
Sjöström, Arne. Department of Archaeology and Ancient history, Lund University.











![IS 318 (1981): Leaded Tin Bronze Ingots and Castings · IS 318 (1981): Leaded Tin Bronze Ingots and Castings [MTD 8: Copper and Copper Alloys] Title: IS 318 (1981): Leaded Tin Bronze](https://static.fdocuments.in/doc/165x107/5f05e8477e708231d415513f/is-318-1981-leaded-tin-bronze-ingots-and-castings-is-318-1981-leaded-tin-bronze.jpg)





