
Thermostable ultrafiltration and nanofiltration membranes from sulfonated poly(phthalazinone ether...
9
Journal of Membrane Science 188 (2001) 195–203 Thermostable ultrafiltration and nanofiltration membranes from sulfonated poly(phthalazinone ether sulfone ketone) Ying Dai a,∗ , Xigao Jian b , Shouhai Zhang b , Michael D. Guiver a a National Research Council of Canada, Institute for Chemical Process and Environmental Technology, Ottawa, Ont., Canada K1A 0R6 b College of Chemical Engineering, Dalian University of Technology, Dalian 116012, PR China Received 30 November 2000; received in revised form 6 February 2001; accepted 7 February 2001 Abstract Modification of poly(phthalazinone ether sulfone ketone) (PPESK) by sulfonation with concentrated or fuming sulfuric acid was carried out in order to prepare thermally stable polymers as membrane materials having increased hydrophilicity and potentially improved fouling-resistance. The sulfonated poly(phthalazinone ether sulfone ketone)s (SPPESK) were fabricated into ultrafiltration (UF) and nanofiltration (NF) asymmetric membranes. The effects of SPPESK concentration and the type and concentration of additives in the casting solution on membrane permeation flux and rejection were evaluated by using an orthogonal array experimental design in the separation of polyethyleneglycol (PEG12000 and PEG2000) and Clayton Yellow (CY, MW 695). One UF membrane formulation type had a 98% rejection rate for PEG12000 and a high pure water flux of 867 kg m −2 h −1 . All the NF membranes made in the present study had rejections of ≥96%, and one had a high water flux of 160 kg m −2 h −1 . Several of the NF membrane formulation types had ∼90% rejection for CY. When the membranes were oper- ated at higher temperatures (80 ◦ C), the rejection rates declined slightly and pure water flux was increased more than two-fold. Rejection and flux values returned to previous values when the membranes were operated at room temperature again. Mono- and divalent salt rejections and fluxes were studied on an additional NF membrane set. Published by Elsevier Science B.V. Keywords: Membrane preparation and structure; Microporous and porous membranes; Sulfonated membrane; Ultrafiltration; Nanofiltration 1. Introduction Currently, there is a significant interest in nanofil- tration (NF) separations which have applications as follows: (1) removal of organic compounds (100–1000 Da) from water; (2) separation of organic compounds having different MW; (3) separation be- tween divalent salts and monovalent salts; (4) sepa- rations between salts and their corresponding acids. NF separations occupy an area that lies between NRCC Publication 44362. ∗ Corresponding author. Fax: +1-613-991-2384. E-mail address: [email protected] (Y. Dai). reverse osmosis (RO) and ultrafiltration (UF) and one that has become an active research area in membrane separation [1]. Polypiperazineamide, sulfonated polysulfone, polyamide, polysulfone/polyamide and cellulose ac- etate are among the materials currently used in commercial NF membrane [2]. The development of new membrane materials requires not only an un- derstanding of membrane transport phenomena, but also a knowledge of polymer chemistry, morphology, mechanical and thermal properties, and polymer in- teraction in the solute–solvent–membrane system [3]. A series of poly(phthalazinone ether sulfone ke- tone) (PPESK) copolymers containing different ratios 0376-7388/01/$ – see front matter Published by Elsevier Science B.V. PII:S0376-7388(01)00379-9
Transcript of Thermostable ultrafiltration and nanofiltration membranes from sulfonated poly(phthalazinone ether...

Journal of Membrane Science 188 (2001) 195–203
Thermostable ultrafiltration and nanofiltration membranes fromsulfonated poly(phthalazinone ether sulfone ketone)�
Ying Dai a,∗, Xigao Jian b, Shouhai Zhang b, Michael D. Guiver a
a National Research Council of Canada, Institute for Chemical Process and Environmental Technology,Ottawa, Ont., Canada K1A 0R6
b College of Chemical Engineering, Dalian University of Technology, Dalian 116012, PR China
Received 30 November 2000; received in revised form 6 February 2001; accepted 7 February 2001
Abstract
Modification of poly(phthalazinone ether sulfone ketone) (PPESK) by sulfonation with concentrated or fuming sulfuricacid was carried out in order to prepare thermally stable polymers as membrane materials having increased hydrophilicity andpotentially improved fouling-resistance. The sulfonated poly(phthalazinone ether sulfone ketone)s (SPPESK) were fabricatedinto ultrafiltration (UF) and nanofiltration (NF) asymmetric membranes. The effects of SPPESK concentration and the typeand concentration of additives in the casting solution on membrane permeation flux and rejection were evaluated by using anorthogonal array experimental design in the separation of polyethyleneglycol (PEG12000 and PEG2000) and Clayton Yellow(CY, MW 695). One UF membrane formulation type had a 98% rejection rate for PEG12000 and a high pure water flux of867 kg m−2 h−1. All the NF membranes made in the present study had rejections of ≥96%, and one had a high water flux of160 kg m−2 h−1. Several of the NF membrane formulation types had ∼90% rejection for CY. When the membranes were oper-ated at higher temperatures (80◦C), the rejection rates declined slightly and pure water flux was increased more than two-fold.Rejection and flux values returned to previous values when the membranes were operated at room temperature again. Mono-and divalent salt rejections and fluxes were studied on an additional NF membrane set. Published by Elsevier Science B.V.
Keywords: Membrane preparation and structure; Microporous and porous membranes; Sulfonated membrane; Ultrafiltration; Nanofiltration
1. Introduction
Currently, there is a significant interest in nanofil-tration (NF) separations which have applicationsas follows: (1) removal of organic compounds(100–1000 Da) from water; (2) separation of organiccompounds having different MW; (3) separation be-tween divalent salts and monovalent salts; (4) sepa-rations between salts and their corresponding acids.NF separations occupy an area that lies between
� NRCC Publication 44362.∗ Corresponding author. Fax: +1-613-991-2384.
E-mail address: [email protected] (Y. Dai).
reverse osmosis (RO) and ultrafiltration (UF) and onethat has become an active research area in membraneseparation [1].
Polypiperazineamide, sulfonated polysulfone,polyamide, polysulfone/polyamide and cellulose ac-etate are among the materials currently used incommercial NF membrane [2]. The development ofnew membrane materials requires not only an un-derstanding of membrane transport phenomena, butalso a knowledge of polymer chemistry, morphology,mechanical and thermal properties, and polymer in-teraction in the solute–solvent–membrane system [3].
A series of poly(phthalazinone ether sulfone ke-tone) (PPESK) copolymers containing different ratios
0376-7388/01/$ – see front matter Published by Elsevier Science B.V.PII: S0 3 7 6 -7 3 88 (01 )00379 -9

196 Y. Dai et al. / Journal of Membrane Science 188 (2001) 195–203
Fig. 1. Chemical structure representing a S/K 1:1 SPPESK repeat unit.
of sulfone and ketone units (S/K) were previously syn-thesized [4–6]. These polymers, whose glass transitiontemperatures are in the range of 263–305◦C and whichhave small linear coefficients of expansion, show ex-cellent comprehensive properties and outstanding ther-mostability. In the previous investigations, we reportedthat dense and asymmetric membranes made fromPPESK have shown good separation and permeationproperties for gas and liquid separation [6,7].
Sulfonation is commonly applied to modify poly-mers in order to increase their hydrophilic and ioniccharacter [8–11]. For example, sulfonated polysul-fones and polyetherketones have been reported tobe useful in desalination, ion exchange and fuel cellmembrane applications [1,12–19]. Based on our previ-ous synthetic and characterization studies of PPESK,SPPESKs were synthesized to improve the polymers’hydrophilicity and thereby utilize this type of polymeras membranes for their applications in water treat-ment [20]. The molecular structure representing a S/K1:1 SPPESK structural repeat unit is shown in Fig. 1.
In the present paper, UF and NF asymmetric mem-branes have been prepared from SPPESK (S/K 3:1)having a 24% degree of sulfonation (DS). The effectof different DS of SPPESK, SPPESK casting solutionconcentration, the type and concentration of additivesin the casting solution, and temperature for operationon membrane permeation flux and solution rejectionwere evaluated.
2. Experimental
2.1. Materials and methods
PPESK was synthesized having a S/K ratio of 3:1and then sulfonated to different DS according to a
similar synthetic procedure reported previously [20].Chloroform, N-methyl-2-pyrrolidinone (NMP), bu-tanone (BO), ethylene glycol dimethyl ether (EGME),diethyl ether (EE), tetrahydrofuran (THF) and otherchemicals were of analytical grade and used withoutfurther purification. PEG with MW of 12000 and2000, Clayton Yellow (CY, a sulfonated dye of MW695 also known as Thiazol Yellow G), Na2SO4 andNaCl were used as challenge solutes for the mem-brane characterization.
Contact angles of asymmetric membranes weredetermined by JY-82 Contact Angles Equipment(Chengde Experimental Equipment China) for 1 minin air. The concentration of PEG and CY were mea-sured using a Spectrophotometer-751 (Shanghai In-strument). Salt concentrations were determined by aDDS-11A Electrical Conductivity Instrument (Shang-hai Leichi Instrument China). The membrane feedsolution side was stirred magnetically to reduceconcentration polarization. A flat-sheet dead-endmembrane module (Ecological Environment Centerof Chinese Academy of Science) having an effec-tive separation area of 41 cm2 and a feed volumeof 550 ml was used in all membrane flux charac-terization and separation experiments as shown inFig. 2.
2.2. Membrane preparation
Several sheets of asymmetric membranes werecast from each of the SPPESK solutions in NMPonto glass at a temperature of 18◦C and a rela-tive humidity of 35%. Based on previous relatedwork [7], we chose an evaporation time of 15 s.in air. The cast solutions were precipitated by im-mersion into water at 6◦C for 36 h. This extended

Y. Dai et al. / Journal of Membrane Science 188 (2001) 195–203 197
Fig. 2. Experimental membrane test cell.
immersion time was to allow adequate time for thesolvent to be replaced by non-solvent water. Theresulting membrane sheets were rinsed after immer-sion and had a thickness of approximately 200 �meach. Selections of membranes were made fromSPPESK solution concentrations of 10, 12, 14, 16,18 wt.%. The types of additives used in casting solu-tion were butanone, ethylene glycol dimethyl ether,and tetrahydrofuran at concentrations of 12, 15,18 wt.%.
2.3. Membrane characterization
The membranes were characterized in the moduleafter pretreatment with pure water (distilled) under0.2 MPa pressure for 30 min. The pure water flux andthe rejection of PEG and CY 100 ppm solutions weremeasured under a pressure difference of 0.1 MPa at atemperature of 20◦C. In some experiments, the solu-tion fluxes were measured in addition to the pure wa-ter fluxes. Fluxes were determined by measuring thetime taken to collect 10 ml of permeate, following thepassage of an initial 30 ml permeate volume. SolutesNa2SO4 and NaCl were measured at 1000 ppm con-centration and a pressure difference of 0.25 MPa. Aminimum of three membrane disks cut from the castsheets was used to generate results for each test. Thewater fluxes and solution rejections given are averagevalues.
The permeation flux (F) is calculated as F = W/At,where W is the total weight of the water or solution per-meated during the experiment; A represents the mem-brane area; t denotes the operation time. Rejection (R)is calculated as R = 1 − Cp/Cf , where Cp and Cfare the concentrations of the permeate and the feed,respectively.
3. Results and discussions
3.1. Influence of the degree of sulfonation on UFmembrane properties
A series SPPESK polymers with different DS wasused to prepare a set of asymmetric membranes. Ul-trafiltration membranes were cast from NMP solutionscontaining 14 wt.% SPPESK with 17 wt.% EE addi-tive.
The contact angles between these SPPESK asym-metric membranes and water were determined for eachDS and are listed in Fig. 3. As expected, the contact an-gles decreased with the introduction of –SO3H groupand with increasing degree of sulfonation, giving anindication of increased membrane hydrophilicity. Themost significant reduction in contact angle occurredwhen DS > 20%.
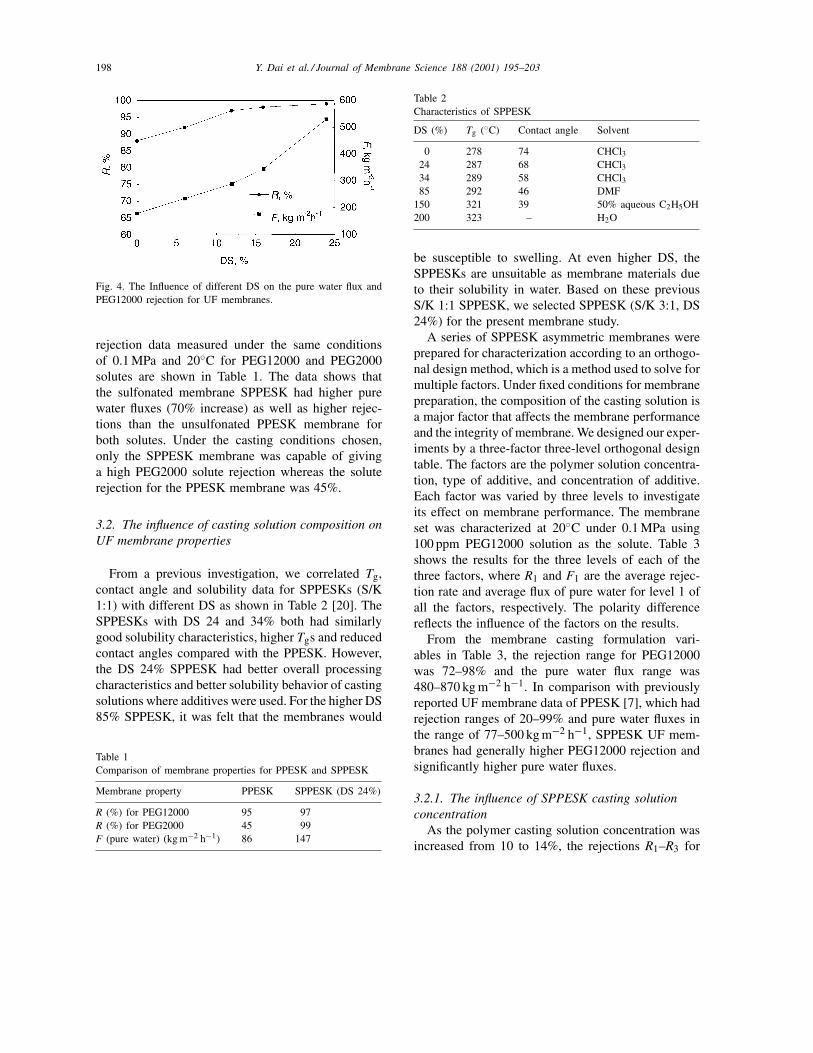
The pure water flux and PEG12000 rejection of theabove membranes were measured at 20◦C and at adriving pressure of 0.1 MPa. The results are shownin Fig. 4. In the DS range up to approximately 14%,both the flux and solute rejection increased steadily,with the rejection reaching over 97%. At DS > 14%,a sharp increase in flux value was observed, with therejection leveling off at 99%.
As a comparison between unsulfonated and sul-fonated polymers and their membrane properties,asymmetric membranes were prepared from PPESKand SPPESK (S/K 3:1, DS 24%). The casting formu-lation used in both membranes was 14 wt.% polymerin NMP and 12 wt.% EE additive. The flux and solute
Fig. 3. Contact angles of SPPESK UF membranes with differentDS.
198 Y. Dai et al. / Journal of Membrane Science 188 (2001) 195–203
Fig. 4. The Influence of different DS on the pure water flux andPEG12000 rejection for UF membranes.
rejection data measured under the same conditionsof 0.1 MPa and 20◦C for PEG12000 and PEG2000solutes are shown in Table 1. The data shows thatthe sulfonated membrane SPPESK had higher purewater fluxes (70% increase) as well as higher rejec-tions than the unsulfonated PPESK membrane forboth solutes. Under the casting conditions chosen,only the SPPESK membrane was capable of givinga high PEG2000 solute rejection whereas the soluterejection for the PPESK membrane was 45%.
3.2. The influence of casting solution composition onUF membrane properties
From a previous investigation, we correlated Tg,contact angle and solubility data for SPPESKs (S/K1:1) with different DS as shown in Table 2 [20]. TheSPPESKs with DS 24 and 34% both had similarlygood solubility characteristics, higher Tgs and reducedcontact angles compared with the PPESK. However,the DS 24% SPPESK had better overall processingcharacteristics and better solubility behavior of castingsolutions where additives were used. For the higher DS85% SPPESK, it was felt that the membranes would
Table 1Comparison of membrane properties for PPESK and SPPESK
Membrane property PPESK SPPESK (DS 24%)
R (%) for PEG12000 95 97R (%) for PEG2000 45 99F (pure water) (kg m−2 h−1) 86 147
Table 2Characteristics of SPPESK
DS (%) Tg (◦C) Contact angle Solvent
0 278 74 CHCl324 287 68 CHCl334 289 58 CHCl385 292 46 DMF
150 321 39 50% aqueous C2H5OH200 323 – H2O
be susceptible to swelling. At even higher DS, theSPPESKs are unsuitable as membrane materials dueto their solubility in water. Based on these previousS/K 1:1 SPPESK, we selected SPPESK (S/K 3:1, DS24%) for the present membrane study.
A series of SPPESK asymmetric membranes wereprepared for characterization according to an orthogo-nal design method, which is a method used to solve formultiple factors. Under fixed conditions for membranepreparation, the composition of the casting solution isa major factor that affects the membrane performanceand the integrity of membrane. We designed our exper-iments by a three-factor three-level orthogonal designtable. The factors are the polymer solution concentra-tion, type of additive, and concentration of additive.Each factor was varied by three levels to investigateits effect on membrane performance. The membraneset was characterized at 20◦C under 0.1 MPa using100 ppm PEG12000 solution as the solute. Table 3shows the results for the three levels of each of thethree factors, where R1 and F1 are the average rejec-tion rate and average flux of pure water for level 1 ofall the factors, respectively. The polarity differencereflects the influence of the factors on the results.
From the membrane casting formulation vari-ables in Table 3, the rejection range for PEG12000was 72–98% and the pure water flux range was480–870 kg m−2 h−1. In comparison with previouslyreported UF membrane data of PPESK [7], which hadrejection ranges of 20–99% and pure water fluxes inthe range of 77–500 kg m−2 h−1, SPPESK UF mem-branes had generally higher PEG12000 rejection andsignificantly higher pure water fluxes.
3.2.1. The influence of SPPESK casting solutionconcentration
As the polymer casting solution concentration wasincreased from 10 to 14%, the rejections R1–R3 for

Y. Dai et al. / Journal of Membrane Science 188 (2001) 195–203 199
Table 3Three-factor three-level orthogonal design table for UF SPPESK membranes
Membrane number Factors Results
SPPESK concentration Additive types Additive conc. R (%)(PEG12000)
F (pure water)(kg m−2 h−1)
Level % Level Name Level %
UF1 1 10 1 EGME 1 12 93 692UF2 1 10 2 BO 2 15 72 804UF3 1 10 3 EE 3 18 93 710UF4 2 12 2 BO 1 12 77 788UF5 2 12 3 EE 2 15 98 593UF6 2 12 1 EGME 3 18 88 671UF7 3 14 3 EE 1 12 86 482UF8 3 14 1 EGME 2 15 98 867UF9 3 14 2 BO 3 18 97 509
Average rejection rate for all factorsR1 86 93 85R2 91 82 91R3 94 93 93Max R difference 8 11 8
Average flux rate for all factorsF1 732 743 654F2 684 700 755F3 619 595 630Max F difference 113 148 125
PEG12000 increased from 86% to above 94% for thethird level, while the water fluxes F1–F3 decreased. Itcan be expected that when the concentration of castingsolution increases, the density of the polymer networkincreases, resulting in a tighter skin layer and a largerresistance to water flow.
3.2.2. The influence of different additivesThe experimental results in Table 3 indicate that
the type of additive is the most important factorinfluencing solute rejection and pure water flux be-cause it generates the largest maximum differencefor the three factors tested. Of the three additivesselected, EGME had the best combination of rejec-tion and water flux, having the highest rejection of93% as well as the highest flux of 743 kg m−2 h−1.EE gave a similarly high rejection for PEG12000but had the lowest water flux. BO gave the low-est rejection of 82% but a reasonably good waterflux.
The mode of action of the additive on the casting iscomplicated, but two likely factors to be considered
are the additive volatility and difference in solubilitycoefficients between polymer, solvent and additive. Avolatile additive such as EE (bp 34.5◦C) evaporateseasily in air during the pre-gelation evaporation pe-riod. However, different results of the additive orderwere obtained in the case of unsulfonated PPESKmembranes [7], most likely due to the difference insolubility coefficients between the polymer and theadditives.
3.2.3. The influence of the additive concentrationTable 3 reveals that within the experiment range,
the higher additive content results in higher rejectionrate (R1–R3) and higher water flux (F1–F2). The mem-brane dense-layer structure could be loosened by in-creasing the additive concentration, because the num-ber of pores increases without an obvious change inthe pore size. However, the flux decreased significantlyfor 18% additive concentration in level 3, so under theabove conditions of preparation, the best performancewas obtained when the additive concentration was notgreater than 15%.

200 Y. Dai et al. / Journal of Membrane Science 188 (2001) 195–203
3.3. SPPESK NF membrane
Another group of SPPESK (S/K 3:1, DS 24%) NFasymmetric membranes were prepared according tothe three-factor three-level orthogonal design table,utilizing data from the previous UF membrane results.The factors used for the NF membrane set were alsothe same as for the UF membrane set, i.e. polymercasting concentration, type of additive, and concen-tration of additive. In this case, the SPPESK polymerconcentration was changed to a higher range in or-der to achieve denser skin layers necessary for NFmembrane formation. Three different types of addi-tive were used: EE, THF/EE (1:2 vol.%), and THF,and the concentration range of the additives was thesame as for the UF membrane set. The NF membraneset was characterized at 20◦C under 0.1 MPa pressurefor pure water flux and PEG2000 (100 ppm) and CY(100 ppm) solutes.
Table 4 shows the results for the three levels ofeach of the three factors. Only the rejections of CYwere used to calculate the differences in R1–R3 in the
Table 4Three-factor three-level orthogonal design table for NF SPPESK membranes
Membrane number Factors Results
SPPESK concentration Additive types Additive concentration R (%)(PEG2000)
R (%)(CY)
F (pure water)(kg m−2 h−1)
Level % Level Name Level %
NF1 1 14 1 EE 1 12 97 67 147NF2 1 14 2 THF/EE 2 15 97 65 169NF3 1 14 3 THF 3 18 96 80 160NF4 2 16 2 THF/EE 1 12 98 82 68NF5 2 16 3 THF 2 15 96 87 20NF6 2 16 1 EE 3 18 99 90 30NF7 3 18 3 THF 1 12 99 88 16NF8 3 18 1 EE 2 15 96 89 48NF9 3 18 2 THF/EE 3 18 99 91 45
Average rejection rate for all factorsR1(CY) 70 85 78R2(CY) 86 81 80R3(CY) 89 79 87Max R difference 19 6 9
Average flux rate for all factorsF1 159 84 77F2 46 70 84F3 36 94 84Max F difference 123 24 7
results, since those of PEG2000 for the different levelsare too close to analyze.
3.3.1. The influence of casting solution concentrationWith increasing polymer casting solution concen-
tration from 14 to 18%, the rejections for PEG2000were maintained above 96%, but the rejections R1–R3for CY increased from 70 to 89%. The water fluxesF1–F3 correspondingly decreased significantly from159 to 36 kg m−2 h−1. The pure water fluxes weremuch lower in the second and third level than in thefirst level. For the polymer concentration range se-lected for the fabrication of NF membranes, the con-centration factor resulted in the largest maximum Rand F differences, suggesting that it is the factor hav-ing the greatest effect.
3.3.2. The influence of the additive typeFor the preparation of the NF membrane set, THF,
EE and THF/EE (1:2) were used as additives. Asshown in Table 4, the rejection for CY decreased inorder of EE > THF/EE > THF and the pure water

Y. Dai et al. / Journal of Membrane Science 188 (2001) 195–203 201
Table 5The effect on membrane properties of thermal treatment at 100◦C
Membrane number Before thermal treatment After thermal treatment
R (CY) (%) F (solution) (kg m−2 h−1) R (CY) (%) F (solution) (kg m−2 h−1)
NF4 84 56 85 57NF9 84 11 88 12
flux decreased in order of THF > EE > THF/EE. Thehighest water flux and the lowest rejection for CY wasobtained for membranes prepared with THF as the ad-ditive. The more volatile EE resulted in membraneshaving the highest rejection and reasonably good wa-ter flux. In the NF membrane set studied, the additivemixture THF/EE did not give good results.
3.3.3. The influence of the of additive concentrationTable 4 reveals that within the experiment range
of 12–18% concentrations, a higher additive contentis beneficial in increasing the NF membrane perfor-mance. For levels 1–3, R1–R3 for CY increased from78 to 87%, but at the same time the fluxes F1–F3 alsoincreased from 77 to 84%. This result is somewhatdifferent from the UF membrane set summarized inTable 3, where the solute rejection increased and theflux F3 was lower than F1. Under the range of mem-brane formulations studied, the best performance wasfor a 18 wt.% additive concentration.
3.4. The effect of membrane operation temperature
The thermal stabilities of two membrane types ofcomposition NF4 and NF9 were tested by exposure ofthe membranes to boiling water for a period of 15 min.The CY solute rejections and the solution fluxes (notpure water fluxes) were first measured at 20◦C before
Table 6The effect of membrane operation temperature
Operatingtemperature(◦C)
NF3 NF7 NF7 (repeat test)
R (CY) (%) F (solution)(kg m−2 h−1)
R (CY) (%) F (solution)(kg m−2 h−1)
R (CY) (%) F (solution)(kg m−2 h−1)
20 84 72 89 8 90 740 77 104 83 11 86 1060 70 141 81 13 78 1480 69 182 74 17 72 18
temperature treatment, then measured again at 20◦Cfollowing treatment so as to determine whether themembrane performance was restored to original val-ues. The results shown in Table 5 indicate that for bothNF4 and NF9 compositions there was no observedloss in CY solute rejection and solution flux followingtreatment at 100◦C.
The effect of different operational temperatures onCY rejections and the solution fluxes was measuredfor four different temperatures. For this test, two mem-brane types having NF3 and NF7 composition wereselected for testing at operation temperatures in therange of 20–80◦C. The results in Table 6 show a trendthat rejection for CY decreased but the solution flux in-creased more than two-fold within the operation tem-perature range increase. One membrane type NF7 wassubjected to a repeat test cycle to determine the repro-ducibility of the data for each operational temperature.The data for the second cycle was closely similar tothe first cycle, indicating that the membrane operatespredictably under each temperature range.
3.5. The properties NF asymmetric membranes forseparation salt
Another set of three NF asymmetric membraneswere prepared having different formulations in order totest for mono- and divalent salt rejection. The polymer

202 Y. Dai et al. / Journal of Membrane Science 188 (2001) 195–203
Table 7The performance of NF asymmetric membrane for separation salt
Membrane number SPPESK concentration (%) Additive types 12% R (%) F (pure water) (kg m−2 h−1)
Na2SO4 NaCl
NF10 22 EE 42 13 5NF11 22 THF/EE 41 13 10NF12 29 THF/EE 68 27 2
casting concentration of the solution was increased to22 and 29% and the additive concentrations for EEand THF/EE were fixed at 12%, with the expectationof making tighter membranes capable of salt rejection.Three NF membrane types (NF10, NF11, and NF12)were prepared and their salt rejection (1000 ppm) andpure water fluxes measured under 0.25 MPa are listedin Table 7.
The membranes showed an expected Donnan effectarising from the interaction of ions with the chargedmembrane, since the rejection for divalent salts wasgreater than monovalent salts. The membrane setM1–M3 were not optimized for best performance butwere prepared to demonstrate the utility of low DSSPPESK membranes for NF as well as UF applica-tions. This work was also performed as a basis forhigher performance thin film composite membranesusing high DS SPPESK.
4. Conclusions
UF and NF asymmetric membranes have been pre-pared successfully from SPPESK (S/K 3:1) having aDS of 24%. The effects of SPPESK casting concen-tration and the type and concentration of additives inthe casting solution on membrane permeation flux andsolute rejection were evaluated using a three-factorthree-level orthogonal design. Three solutes were usedfor the evaluation: PEG12000, PEG2000 and ClaytonYellow dye (MW 695). For SPPESK UF membranesoperating at 0.1 MPa pressure and room temperature,one membrane formulation type UF8 had a 98% re-jection rate for PEG12000 and a pure water flux of867 kg m−2 h−1. All the NF membranes made in thepresent study and operating under the same conditionshad rejections of ≥96%, and NF3 had one of the bestwater fluxes of 160 kg m−2 h−1. NF membrane formu-lation types NF6–NF9 had ∼90% rejection for CY.
When the membranes were operated at higher tem-peratures (80◦C), the rejection rates declined slightlyand pure water flux was increased more than two-fold.Rejection and flux values returned to previous valueswhen the membranes were operated at lower temper-atures again. Mono- and divalent salt rejections werestudied on an additional NF membrane set NF10 toNF12. For one membrane NF12, the Na2SO4 andNaCl rejection rates were 68 and 27%, respectively,while the solution flux was 2 kg m−2 h−1under an op-eration pressure as low as 0.25 MPa at room tempera-ture.
Acknowledgements
Part of this work was supported by the NationalScience Foundation of China (NSFC).
References
[1] R.J. Petersen, Composite reverse osmosis and nanofiltrationmembranes, J. Membr. Sci. 83 (1993) 81.
[2] W.R. Bowen, A.W. Mohammad, Characterization andprediction of nanofiltration membrane performance — ageneral assessment, Trans. IchemE.: Part A 76 (1998) 885.
[3] D.R. Lloyd, L.E. Gerlowski, C.D. Sunderland, Poly(aryl ether)membranes for reverse osmosis, J. Membr. Sci. 153 (1981)327.
[4] X.G. Jian, Y.Z. Meng, H.B. Zheng, Preparation ofpoly(phthalazinone ether sulfone), Chinese Patent 93109180.2(1993).
[5] X.G. Jian, Y.Z. Meng, H.B. Zheng, Preparation ofpoly(phthalazinone ether ketone), Chinese Patent 93109179.9(1993).
[6] X.G. Jian, Y. Dai, L. Zheng, R.X. Xu, Application ofpoly(phthalazinone ether sulfone ketone)s to gas membraneseparation, J. Appl. Polym. Sci. 71 (1999) 2385.
[7] X.G. Jian, Y. Dai, G.H. He, Preparation of UF and NFpoly(phthalazinone ether sulfone ketone) membranes for hightemperature application, J. Membr. Sci. 161 (1999) 185.
Y. Dai et al. / Journal of Membrane Science 188 (2001) 195–203 203
[8] A. Bunn, J.B. Rose, Sulphonation of poly(phenylene ethersulphone)s containing hydroquinone residues, Polymer 34(1993) 1114.
[9] M. Ueda, H. Toyota, T. Ouchi, J.I. Sugiyama, K. Yonetake,T. Masuko, T. Teramoyo, Synthesis and characterizationof aromatic poly(ether sulfone)s containing pendant sodiumsulfonate groups, J. Polym. Sci. Part A: Polym. Chem. 31(1993) 853.
[10] H.S. Chao, N.Y. Watervliet, D.S. Kelsey, N.J. Hillsborough,Process for preparing sulfonated poly(aryl ether) resins, USPatent 4,625,000 (1986).
[11] A. Noshay, L.M. Robeson, Sulfonated polysulfone, J. Appl.Polym. Sci. 20 (1976) 1885.
[12] N. Sivashinsky, G.B. Tanny, Ionic heterogeneities in sulfo-nated polysulfone films, J. Appl. Polym. Sci. 28 (1983) 3235.
[13] R. Nolte, K. Ledjeff, M. Bauer, R. Mülhaupt, Partiallysulfonated poly(arylene ether sulfone) — a versatile protonconducting membrane material for modern energy conversiontechnologies, J. Membr. Sci. 83 (1993) 211.
[14] D.R. Lloyd, L.E. Gerlowski, C.D. Sunderland, J.P. Wightman,J.E. McGrath, M. Igbal, Y. Kang, Synthetic membranes,in: A.F. Turbak (Ed.), ACS Symposium Series 153,American Chemical Society, Washington, DC, 1981, Vol. 1,Desalination, Chapter 22, pp. 327–350.
[15] S.M.J. Zaidi, S.D. Mikhailenko, G.P. Robertson, M.D. Guiver,S. Kaliaguine, Proton conducting composite membranes frompolyether ether ketone and heteropolyacids for fuel cellapplications, J. Membr. Sci. 173 (2000) 17.
[16] Y. Matsumoto, M. Sudoh, Y. Suzuki, Separation ofbonito extract by composite UF membranes of sulfonatedpolysulfone coated on ceramics, J. Membr. Sci. 157 (1999)139.
[17] S. Koter, P. Piotrowski, J. Kerres, Comparative investi-gations of ion-exchange membranes, J. Membr. Sci. 153(1999) 83.
[18] J. Kerres, W. Cui, R. Disson, W. Nenbrand, Developmentand characterization of crosslinked ionomer membranes basedupon sulfinated and sulfonated PSU crosslinked PSU blendmembranes by disproportionation of sulfinic acid groups, J.Membr. Sci. 139 (1998) 211.
[19] D. Möckel, E. Staude, M.D. Guiver, Static protein adsorp-tion, ultrafiltration behavior and cleanability of hydro-philized polysulfone membranes, J. Membr. Sci. 158 (1999)63.
[20] Y. Dai, X.G. Jian, X.M. Liu, M.D. Guiver, Synthesisand characterization of sulfonated poly(phthalazinoneether sulfone ketone) for ultrafiltration and nanofiltrationmembranes, J. Appl. Polym. Sci. 79 (2001) 1685.


















