Thermoset Resins; Market Report
134
Thermoset Resins Market Report Ken L. Forsdyke and Trevor F. Starr
description
Market report about thermoset resin. Great for people, who work in industry
Transcript of Thermoset Resins; Market Report

Thermoset Resins Market Report
Ken L. Forsdyke and Trevor F. Starr


Thermoset Resins
A Rapra Market Report
by
Ken L. Forsdyke and Trevor F. Starr
November 2002
Rapra Technology Limited Shawbury, Shrewsbury, Shropshire, SY4 4NR, UK
Tel: +44 (0)1939 250383 Fax: +44 (0)1939 251118 http://www.rapra.net

The right of K.L. Forsdyke and T.F. Starr to be identified as the authors of this work has been asserted by them in accordance with Sections 77 and 78 of the Copyright, Designs and Patents Act 1988.
© 2002, Rapra Technology Limited
ISBN: 1-85957-355-X
All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means—electronic, mechanical, photocopying, recording or otherwise—without the prior permission of the publisher, Rapra Technology Limited, Shawbury, Shrewsbury, Shropshire, SY4 4NR, UK.
Typeset, printed and bound by Rapra Technology Limited.

Contents
1 About This Report ..........................................................................................................1 1.1 Introduction................................................................................................................1 1.2 Scope of the Report ...................................................................................................1 1.3 Geographical Focus...................................................................................................1 1.4 Methodology ..............................................................................................................1 1.5 Units and Terms Used in the Report ..........................................................................1 1.6 Authorship..................................................................................................................2
2 Executive Summary .......................................................................................................3 2.1 Market Share .............................................................................................................3 2.2 Production Capacity and Operating Rates .................................................................4 2.3 Developments............................................................................................................4 2.4 Material Substitution ..................................................................................................4 2.5 Environmental Issues.................................................................................................5 2.6 Recycling ...................................................................................................................5
3 Thermoset Resin Types – Production Outline .............................................................7 3.1 Acrylics ......................................................................................................................7 3.2 Alkyds ........................................................................................................................7 3.3 Amino Resins.............................................................................................................8 3.4 Bismaleimides............................................................................................................8 3.5 Epoxy.........................................................................................................................9 3.6 Furane .....................................................................................................................103.7 Hybrids ....................................................................................................................113.8 Phenolics .................................................................................................................113.9 Polyimides ...............................................................................................................123.10 Unsaturated Polyester............................................................................................12 3.11 Polyurethanes........................................................................................................15 3.12 Vinyl Esters............................................................................................................153.13 Other Thermosetting Resins ..................................................................................17
3.13.1 Cyanate Esters................................................................................................17 3.13.2 Silicone-Based ................................................................................................17 3.13.3 Resins Under Development.............................................................................18
References ....................................................................................................................194 Applications..................................................................................................................21
4.1 Introduction..............................................................................................................214.2 Adhesives ................................................................................................................21
4.2.1 Epoxy ................................................................................................................22 4.2.2 Unsaturated Polyesters .....................................................................................23 4.2.3 Phenolic ............................................................................................................23 4.2.4 Others ...............................................................................................................24
4.3 Buttons ....................................................................................................................244.4 Casting and ‘Solid Surface’ Applications ..................................................................24 4.5 Coatings ..................................................................................................................25
4.5.1 Arylzene Resins ................................................................................................25 4.5.2 Blocked Isocyanates..........................................................................................25 4.5.3 Epoxies .............................................................................................................26 4.5.4 Melamine Resins...............................................................................................27 4.5.5 Phenolic ............................................................................................................27 4.5.6 Polyesters .........................................................................................................27 4.5.7 Polyurethanes ...................................................................................................27 4.5.8 Powder Coating.................................................................................................28 4.5.9 Vinyl Esters .......................................................................................................29

4.5.10 Others ............................................................................................................. 30 4.5.11 Ultraviolet Cure ............................................................................................... 30
4.6 Composite Matrices................................................................................................. 30 4.6.1 Processing and Fabrication............................................................................... 31
4.6.1.1 Autoclave Moulding .................................................................................... 31 4.6.1.2 Contact-Moulding (Hand Lay) and Spray Deposition .................................. 31 4.6.1.3 Cold-Press and Vacuum Bag Moulding ...................................................... 31 4.6.1.3 Filament Winding........................................................................................ 32 4.6.1.4 Continuous Lamination ............................................................................... 32 4.6.1.5 Hot-Press Moulding .................................................................................... 32 4.6.1.6 Pultrusion ................................................................................................... 33 4.6.1.7 Resin Injection (Transfer) or Resin Infusion Moulding................................. 34
4.6.2 Fire Retardant Composite Applications ............................................................. 34 4.6.3 Matrices for Composites.................................................................................... 35
4.6.3.1 Acrylics ....................................................................................................... 35 4.6.3.2 Bismaleimides ............................................................................................ 36 4.6.3.3 Epoxy ......................................................................................................... 36 4.6.3.4 Furanes ...................................................................................................... 37 4.6.3.5 Hybrids ....................................................................................................... 37 4.6.3.6 Melamine and Urea Formaldehyde Resins (Aminos) .................................. 37 4.6.3.7 Phenolic...................................................................................................... 37 4.6.3.8 Polyimides .................................................................................................. 38 4.6.3.9 Modified Polyimides.................................................................................... 39 4.6.3.10 Unsaturated Polyesters ............................................................................ 39 4.6.3.11 Urethanes................................................................................................. 39 4.6.3.12 Vinyl Esters .............................................................................................. 40
4.6.4 Composite Applications..................................................................................... 40 4.6.4.1 Aerospace .................................................................................................. 40 4.6.4.2 Chemical and Corrosion ............................................................................. 40 4.6.4.3 Energy Generation ..................................................................................... 41 4.6.4.4 Infrastructure .............................................................................................. 41 4.6.4.5 Marine ........................................................................................................ 42 4.6.4.6 Transport .................................................................................................... 42
4.7 Encapsulation.......................................................................................................... 43 4.7.1 Epoxies ............................................................................................................. 43 4.7.2 Hybrids.............................................................................................................. 43 4.7.3 Others ............................................................................................................... 44
4.8 Flooring ................................................................................................................... 444.8.1 Epoxies ............................................................................................................. 44 4.8.2 Polyesters and Vinyl Esters............................................................................... 44 4.8.3 Phenolic and Furane ......................................................................................... 45
4.9 Gelcoats and Pigment Pastes.................................................................................. 45 4.10 Paints and Lacquers.............................................................................................. 45 4.11 Pastes and Putties................................................................................................. 46 4.12 Polymer Concrete.................................................................................................. 47 4.13 Printing Inks and Associated Applications.............................................................. 47 4.14 Tooling .................................................................................................................. 484.15 Friction Materials ................................................................................................... 48 4.16 Foundry and Refractory Products .......................................................................... 48 4.17 Wood Products...................................................................................................... 49 4.18 Foams ................................................................................................................... 494.19 Mineral Wool Insulation ......................................................................................... 50 4.20 Moulding Compounds............................................................................................ 50 4.21 Abrasives............................................................................................................... 504.22 Rubber Compounding Resins................................................................................ 51

4.23 High Pressure Laminates.......................................................................................51 4.24 Sports Goods.........................................................................................................52 4.25 Others....................................................................................................................52References ....................................................................................................................52
5 Market Development ....................................................................................................53 5.1 Introduction..............................................................................................................535.2 Market Issues ..........................................................................................................53 5.3 Epoxy Based Resins................................................................................................55 5.4 Epoxy Vinyl Ester Based Resins ..............................................................................55 5.5 Phenolic Resins .......................................................................................................56 5.6 Polyimide Based Resins ..........................................................................................56 5.7 Polyurethane Based Resins.....................................................................................57 5.8 Unsaturated Polyester Resin Systems .....................................................................57 5.9 Conclusions .............................................................................................................57
6 Consumption – Current and Future ............................................................................59 6.1 Composites Matrices ...............................................................................................59
6.1.1 North America ...................................................................................................60 6.1.1.1 Market Size.................................................................................................60 6.1.1.2 Comment ....................................................................................................62
6.1.2 Western Europe ................................................................................................63 6.1.2.1 Market Size.................................................................................................63 6.1.2.2 Comment ....................................................................................................63
6.1.3 Eastern Europe .................................................................................................65 6.1.3.1 Market Size.................................................................................................65 6.1.3.2 Comment ....................................................................................................65
6.1.4 Asia-Pacific........................................................................................................66 6.1.4.1 Market Size.................................................................................................66 6.1.4.2 Comment ....................................................................................................67
6.1.5 Latin America ....................................................................................................67 6.1.5.1 Market Size.................................................................................................67 6.1.5.2 Comment ....................................................................................................68
6.1.6 Rest of the World...............................................................................................68 6.1.7 Summary and Analysis ......................................................................................69
6.2 Unreinforced Unsaturated Polyester Resin: Applications .........................................70 6.2.1 North America ...................................................................................................70 6.2.2 Western Europe ................................................................................................71 6.2.3 Eastern Europe .................................................................................................71 6.2.4 Asia-Pacific........................................................................................................71 6.2.5 Latin America ....................................................................................................72 6.2.6 Rest of World.....................................................................................................72 6.2.7 Summary...........................................................................................................72
6.3 Value: Thermoset Resins for Composites and Associated Applications ...................73 6.4 Adhesives ................................................................................................................736.5 Encapsulation ..........................................................................................................75 6.6 Coatings, Flooring and Allied ...................................................................................76 6.7 Polyurethanes..........................................................................................................77 6.8 Other Thermosets – North America .........................................................................77 6.9 Overall Summary, Analysis and Conclusions ...........................................................77 References ....................................................................................................................80
7 Major Players and Company Profiles..........................................................................81 7.1 Acquisitions and Related Information.......................................................................81 7.2 Companies’ Directory...............................................................................................83 7.3 Company Profiles.....................................................................................................97
7.3.1 AOC ..................................................................................................................97 7.3.2 ASHLAND SPECIALTY CHEMICAL COMPANY...............................................97

7.3.3 BAKELITE AG................................................................................................... 98 7.3.4 BOYTEK ........................................................................................................... 99 7.3.5 BÜFA POLYURETHANE GmbH & Co. KG ..................................................... 100 7.3.6 CRAY VALLEY ............................................................................................... 100 7.3.7 DSM COMPOSITE RESINS ........................................................................... 100 7.3.8 DOW CHEMICAL COMPANY......................................................................... 101 7.3.9 HENKEL TEROSON GmbH............................................................................ 102 7.3.10 ITW PLEXUS ................................................................................................ 102 7.3.11 KÖMMERLING CHEMISCHE FABRIK GMBH & CO .................................... 103 7.3.12 LLEWELLYN RYLAND LTD.......................................................................... 103 7.3.13 LORD CORPORATION................................................................................. 104 7.3.14 LOCTITE CORPORATION ........................................................................... 104 7.3.15 REICHHOLD................................................................................................. 104 7.3.16 SCOTT BADER............................................................................................. 106 7.3.17 SIKA AG ....................................................................................................... 106 7.3.18 SP SYSTEMS ............................................................................................... 107 7.3.19 VANTICO LIMITED....................................................................................... 108
8 Standards and Legislation ........................................................................................ 109 8.1 Standards.............................................................................................................. 109 8.2 Legislative Matters................................................................................................. 113
8.2.1 Chemical Emissions........................................................................................ 114 8.2.2 Fire Hazards ................................................................................................... 115
9 Environment and Recycling ...................................................................................... 117 9.1 Introduction............................................................................................................ 1179.2 Composites Recycling ........................................................................................... 117
9.2.1 The Japanese Approach ................................................................................. 118 9.2.2 The French/German Approach........................................................................ 119 9.2.3 The Canadian Approach ................................................................................. 120
9.3 Recycling of Polyurethane ..................................................................................... 120 References.................................................................................................................. 120
Glossary of Terms ........................................................................................................ 121 Abbreviations and Acronyms ...................................................................................... 123

Thermoset Resins Market Report
1
1 About This Report
1.1 Introduction
Although the oldest is now well over 100 years old, the majority of thermoset resins are much younger, typically little more than 60. They are man-made materials forming part of the plastics or, more correctly, polymer family. It is interesting to see that, after nearly 110 years, phenolic resins, the oldest truly man-made resins, retain the largest production volume of all thermosets. These resins, both resol and novolak, solid, liquid and solution grades provide man with a wide spectrum of highly viable, useable and economic thermosetting materials which satisfy the requirements of a wide range of applications. Breadth of application is common to many thermosetting resins.
1.2 Scope of the Report
It is the purpose of this study to examine the different types of thermosets, to outline their respective methods of manufacture and conversion into finished products, to detail their many applications and, finally, to quantify their current and predict their future market status. The emphasis in this report is on materials where key developments are taking place or consumption is significant. Thus, the use of thermoset resins in the manufacture of fibre-reinforced composites well exceeds, in these pages what may be other, equally important applications for some readers.
This study looks primarily at those thermosetting materials which have made a significant market penetration. There are literally dozens of developmental or very specialist materials which, by virtue of their very small production quantity, have been deemed to have no real bearing on the market, about which this report is written.
Like other market reports published by Rapra Technology, the overall aim is to provide the reader with a summary of commercially relevant information. It is written for readers from all sectors of the thermoset resin industry.
1.3 Geographical Focus
The aim of this study has been to encompass the worldwide thermoset resin market place. However, data is more readily available on both the current and future Western European and North American situations, hence there is a greater emphasis on these areas. Nevertheless, as indicated in Chapter 6, which considers world statistics, the regions of Eastern Europe, Asia-Pacific and Latin America are not overlooked. As their industrialisation and/or economies improve, all three areas can be expected to play an increasing part in the development, manufacture and sales of all thermoset resin systems.
1.4 Methodology
An extensive but selective database has been employed in the preparation of this report. This has ranged from the examination of the relevant published material, as found in journals, textbooks and conference proceedings, as well as in technical and publicity literature, through both telephone and/or written, company and private interviews, and, finally, e-mails and traditional correspondence. The assistance of all those who have helped with the preparation of this study is acknowledged gratefully.
1.5 Units and Terms Used in the Report
Unless noted separately, the following statistical attributes apply throughout the study:

Thermoset Resins Market Report
2
• Monetary values are based on the US dollar value as at the time of publication and where necessary take into account inflation running at a typical average of 2.0% per annum;
• All tonnage output or consumption values employ the same unit, metric ktonnes, and accepting that this introduces some minor error, all final summary totals either by country or geographical region, are rounded to the nearest 5,000 tonnes.
A directory of company web addresses is supported by a carefully selected number of company profiles, summarised from Internet searching, or through interview or correspondence.
Finally, to supplement or explain any technical or industrial terms used, a short glossary and an abbreviations and acronyms section conclude the report.
1.6 Authorship
The authors of this report are consultants for Fortech, which specialises in fibre reinforced plastics (FRP) and was founded by Ken Forsdyke in 1990. This practice has clients worldwide and is involved in production processes for composites, expert witness work on composite products, applications of phenolic resins from friction materials to foundries, and composites marketing. Ken Forsdyke and Trevor Starr are also members of the group which founded the UK Composites Processing Association.
Kenneth L. Forsdyke is a Chartered Chemist, Fellow of the Institute of Materials, Minerals and Mining (IOM3) and Member of the Royal Society of Chemistry. He has spent forty years in the polymer industry. Since the 1970s he has worked on phenolic resins for wet lay composites, polyesters and other thermosetting resin materials. Ken has had over thirty papers published, is named as inventor on six patents and is currently Chairman of the South Wales Polymer Group of the IOM3.
Trevor F. Starr graduated in metallurgy and is a Chartered Engineer and Fellow of the Institute of Materials, Minerals and Mining. He has worked for over 30 years with the worldwide composites industry, particularly through his UK-based consultancy practice, Technolex, which became part of Fortech in 1999. Trevor has worked on several directories and data books covering the raw materials, such as thermoset resins, employed by the composites industry, including a profile of the global composites industry for Elsevier Advanced Technology. In 2000 he published Pultrusion for Engineers with Woodhead Publishing.

Thermoset Resins Market Report
3
2 Executive Summary
2.1 Market Share
Worldwide the current consumption of thermoset resins across the whole industrial spectrum totals a massive 27 million tonnes. Collectively, that industry continues to grow at a rate forecast to average marginally over 2.5% per annum. Taking that estimate, some five years from now the consumption will have risen to 31 million tonnes. For reasons discussed in this study, it has not been possible to put an exact value on this industry. If, however, an average price of US$1,250 per tonne is used, the value of the industry to the world economy is around US$34 billion, rising within five years to in excess of US$39 billion.
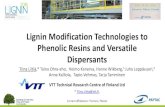
In other words, thermosets comprise a raw material output totalling virtually 25% of the world’s total plastics production. Polyurethanes (PU) at 34% comprise the major sector of that current consumption, with urea-formaldehyde (UF) at 32%, phenol-formaldehyde (PF) at 15%, unsaturated polyesters (UP) at 9%, epoxies at 5%, melamine-formaldehyde (MF) at 4% and the furanes (plus other unclassifieds) at 1% taking up the remainder. This is depicted in Figure 2.1. These percentage breakdowns are not expected to change significantly by 2007, although some resins, for example the epoxies, are expected to see growth in excess of the forecast 2.5% over the next five years at the expense of other thermosets.
Figure 2.1 Estimated market share of world thermoset resin production by material, 2002
Although, maybe in comparison to, e.g., the electronics industry, these consumption figures are not very impressive, they are an achievement for an industry which, with some exceptions, did not really exist until the Second World War. It is the same basic chemistry of those early phenolics, epoxies, polyesters and polyurethanes, that has spawned a growth industry manufacturing an ever increasing range of adhesives, sealants, coatings, composite matrices, refractories and an enormous range of other materials. All have become essential to the life of modern man and whether raw
PU34%
UF32%
PF15%
Epoxy5%
Other1%
MF4%
UP9%

Thermoset Resins Market Report
4
material or finished product, all remain open to further development and even greater commercialisation.
This worldwide industry is both thriving and growing and in a cost-effective manner continues to supply high performance, high quality products for an ever expanding range of applications and markets. Many industries now depend on the thermoset resin industry’s output and continued success and the future can only be summarised as both bright and exciting.
2.2 Production Capacity and Operating Rates
Production capacity and operating rates would be impossible to obtain for the high tonnage thermosets. Whilst there may be ten high density polyethylene (HDPE) plants in the world (or fewer) there are thousands of, e.g., polyester plants. In China for example, many moulders produce their own resins! There are some larger manufacturers but the total tonnage of all the small ones is probably as great. For example, the world capacity for polyester resins is probably about 3.0 million tonnes. The European industry is currently thought to be operating at ca. 70-75% capacity.
2.3 Developments
Progress has been rapid in this field. For example, adhesives used to be restricted to relatively low-performance applications, while today the range of formulations makes it possible to assemble aircraft and automotive components in situations where, formerly, welding or mechanical fixing was the only practical answer. Sealants have equally changed beyond all recognition from a few simple filler-like grades to a vast range of sophisticated products, whose cost and ease of application permits their use in highly critical industrial applications. Similar advances have been made in paints, lacquers and other coating materials, whether for application to timber, metal, concrete or other substrate. All have been developed to be more resistant to the environmental conditions to which they are subjected in use.
All of these advances illustrate the enormous progress which has been made in thermosetting resin chemistry. Probably the greatest and most visible growth application for thermosetting resins over the last thirty to forty years has been as matrix resins for composite materials. The tremendous growth in the acceptance of composites as first class, true engineering materials is arguably the main thermoset resin success story.
The high strength to weight ratio of engineered composites and the great improvements which have taken place in manufacturing techniques, allowing greater reproducibility and, therefore, greater confidence in mechanical and physical properties of finished components, has seen the advance of thermoset resins from heavy industry, such as foundries and friction materials to major mechanical components for industries such as aerospace.
2.4 Material Substitution
Thermosetting resins may be used in such a wide range of applications that almost any traditional material may be substituted by a thermoset, often to technical advantage. The principal limiting factor is usually temperature. Thermosetting resins are based on organic backbones and the toughest of these begin to degrade at around 300 °C, although some will take short-term exposure well above this. Metals operating at temperatures within the limits for the resin are often replaced to advantage by thermosetting composites offering weight saving, corrosion resistance, better specific stiffness and durability. Some thermosetting structures actually perform better in fire than metal equivalents. Natural products such as marble and other stone may be replaced by conglomerate stone or stone effect solid surfaces, which offer improved chemical resistance, improved impact resistance and better hygienic cleaning. Timber is limited as a structural material by natural faults and maximum sizes. Thermosetting resins may be used to laminate timber to sizes

Thermoset Resins Market Report
5
not seen in natural lumber, to increase strength and minimise the effects of natural weak spots. The ability of thermosetting resins to replace more traditional materials is endless. There is even woven phenolic cloth which unlike 'polyester' cloth which is thermoplastic, is fully thermoset.
2.5 Environmental Issues
The thermoset industry has not been remote from environmental issues. The need to reduce VOC emissions has had its effect on the whole range of applications from prepreg production to hand-lay composites manufacture or in the use of adhesives and sealants. This report shows that the manufacturers of thermoset resins are making rapid advances to improve where technically possible. One example of this would be the paints industry where water dispersed systems have taken over from solvent based in several areas and powder coating technology, using a whole range of resins, is growing rapidly.
2.6 Recycling
Although thermosets, by their irreversible chemical nature, pose much greater recycling problems when compared with some other materials, many thermosets can be used a ‘second’ time. This second use may well be entirely different from the first, but this provides an answer to environmental concerns. Thermoset-based composites cannot be remelted and reworked like a thermoplastic but production waste and redundant components may readily be granulated and reused. Applications include road surfacing products and traditional concrete, as well as use as fillers in other thermoset based materials for the production of building blocks, polymer concrete and moulding compounds. There is also energy to be recovered from redundant thermosets and use has been made of this in Japan.

Thermoset Resins Market Report
6

Thermoset Resins Market Report
7
3 Thermoset Resin Types – Production Outline
Several textbooks have been written describing thermoset resins in general [1, 2, 3]. It is important to recognise that the twelve classifications employed below as a means of aiding this essentially technological description of the variety of thermoset resins are limited and far from definitive. With both the past and current rapidity of resin development, there is an increasing chemical inter-relationship, one resin type to the next. As a consequence, there is a high potential for serious formulation confusion. This is suitably exemplified by the difficulty of accurately and thoroughly differentiating between say, epoxy, vinyl and epoxy vinyl ester resins, and polyurethanes and polyisocyanurates, where the latter two have simply been treated as polyurethanes. However, in a report which is market, rather than chemically orientated, the use of such a generalised outline grouping is considered justified.
Application examples outlined within each resin description are indicative of some of the areas in which the particular resin type may be used. A more comprehensive description is provided under respective application headings later in this study.
Examples of manufacturers of different resins are included in the text. The list is not definitive, nor does it aim to be, there are simply too many companies worldwide now involved in the manufacture of thermoset resins.
3.1 Acrylics
Polymers of the acrylic acids and their esters such as polymethylmethacrylate are thermoplastics and well-known materials. However, as a result of their acid and ester side groups, the monomers may be modified to produce molecules in which there is more than one reactive site. These in turn can be made into crosslinkable polymers and hence thermosetting materials. Typical of these are the urethane-acrylics marketed by Ashland Chemicals as ‘Modar’ resins, Dow ‘Derakane’ vinyl esters and Akzo ‘Spilac’ all of which are designed as laminating resins for the production of composites.
Companies which manufacture acrylics include:
Advanced Composites Pty Ltd Atofina Barentz N V BF Goodrich Euroresins UK Ltd FVH Polyester LV Lomas Ltd Singapore Highpolymer Chemical Products Pte Ltd
3.2 Alkyds
Alkyd resins are made by the reaction of a polyhydric alcohol such as glycerol with a polybasic acid such as phthalic acid or the fatty acids of natural oils such as linseed oil. The oils are triglycerides and have long chain unsaturated groups as part of their make-up. It is these groups which can air-oxidise and, in the presence of a suitable catalyst or ‘drier’ produce a crosslinked product. Because the crosslinking process is air oxidation, alkyds of this type are only satisfactory as thin coatings and hence their use in paints. Alkyds are in fact a specific type of polyester. Types crosslinking by addition polymerisation through unsaturation rather than air oxidation, have been used to produce moulding compounds.

Thermoset Resins Market Report
8
Alkyds are manufactured by the following companies:
Bayrakli (Dewilux) Dar-Tech Inc Eastech Chemical Eternal Chemical Co Ltd Lilly Industries Inc Nuplex Industries Ltd Resana S/A
3.3 Amino Resins
Amino resins is the collective term applied to urea- and melamine-formaldehyde resins. These materials are made by the condensation of the appropriate amine with formaldehyde in a two-stage reaction process.
Urea, CO(NH2)2, a white crystalline solid, is made by the reaction of liquid CO2 with ammonia under high pressure (100-200 atmospheres) at 135-195 °C. It is condensed with formaldehyde under neutral or slightly alkaline conditions to produce mono- and di-methylol ureas. This first stage product is then reacted further under acid conditions, with heating, to produce viscous syrup. The reaction is stopped before crosslinking occurs by changing the pH to a slightly alkaline one. The syrup can be used to impregnate paper for the production of decorative laminates.
Urea-formaldehyde moulding materials are made from the second stage product by the addition of fillers such as wood flour (often bleached for best colour), pigments, stabilisers (e.g., hexamethylenetetramine), hardeners (a latent acid which decomposes at moulding temperature to yield an acid) and other ingredients to aid processing.
Manufacturers such as BIP Limited supply urea-formaldehyde resins. Very large quantities of UF resins are made in-house be users such as particle board manufacturers.
Melamine (a six membered ring structure of alternating nitrogen and carbon atoms having -NH2
groups attached to the carbons) is prepared from urea at high pressure and temperature. Yields are low (30-35%) but the major by-product, ammonium carbamate, can be recycled to urea.
The resins are produced by condensation with formaldehyde under mildly alkaline conditions, the first stage being the production of methylolmelamines which can have from one to six methylol groups per melamine molecule. It is normal to use a molar ratio of formaldehyde to melamine of ca. 3:1. The resulting resin may be impregnated to paper or converted to moulding powder. Melamine resins may also be spray dried to extend their limited shelf-life in solution.
Manufacturers of melamine resins include Applied Polymer Systems Inc, BIP Ltd, CECA, Eternal Chemical Co. Ltd. and Helios.
3.4 Bismaleimides
Bismaleimides are the condensation products of a diamine with maleic anhydride. Typical diamines include methylene dianiline and methylene diamine. The products are very high temperature resistant materials which are used for heat resistant coatings, high performance printed circuit boards and as composite matrices in aerospace applications.
Bismaleimides are produced by Siber Hegner Ltd., CBC Europe Limited and HOS-Technik GmbH.

Thermoset Resins Market Report
9
3.5 Epoxy
Developed largely as a result of the Second World War, but only available commercially from around 1950, the very versatile family of thermosetting epoxy resins offer high-performance under raised temperature and corrosive environments. In other words, the epoxies are, in comparison to most other thermosets, sophisticated resin systems. They have, as a result of their wide molecular weight spectrum, a considerable application latitude, whether for adhesives, encapsulation, flooring or as composite matrices.
Epoxy resins are manufactured by the condensation of an epoxy containing molecule, such as epichlorohydrin, with a diphenol such as bisphenol-A (diphenylol propane) in the presence of an alkaline catalyst. The resulting molecule, the epoxy resin, is an alternating copolymer with secondary hydroxyl groups along the chain and epoxy terminal groupings. Depending on molecular weight, this can be a viscous liquid or a brittle, low melting solid. A typical structure for such a resin is shown in Figure 3.1.
O
H2C HC H2C O C
CH3
CH3
O CH2 CH CH2 O
OH
C
CH3
CH3
O CH2 CH CH2
O
n
Figure 3.1 Bisphenol-A based epoxy, general molecular structure
Consequently, an epoxy resin can be denoted by both its functionality value as well as by its molecular weight. When an epoxy resin contains two epoxy groups per molecule it is referred to as a ‘di’-functional resin, but if more than two, then as a multifunctional resin. The total concentration of epoxy groups can be expressed on a molecule weight basis known as the ‘weight per epoxy’(WPE), i.e., the weight of resin in grams to provide one molar equivalent of epoxy. Other expressions such as ‘epoxy equivalent weight’ (EEW) or ‘epoxy molar mass’ (EMM) are also used.
The resins may be crosslinked or ‘cured’ in many ways using both the terminal epoxy groups and the secondary hydroxyl groups on the polymer chain.
Table 3.1 indicates the range of bisphenol-A-based epoxy resins available in the market place. The description solid simply means that the resin is of sufficient molecular weight to be solid at room temperature and not that it is already crosslinked. Such resins are used at elevated temperatures as melts or as solutions.
Table 3.1 Properties of typical commercial grades of bisphenol-A-based epoxy resins [4]
Molecular weight WPE ‘n’ ViscosityPas @ 25 °C
350 182 0 8 380 188 0.12 14 600 310 0.9 Semi-solid 900 475 2.0 Solid 1400 900 3.7 Solid 2900 1750 9.0 Solid 3750 3200 11.9 Solid
There are many, alternative starting materials for the production of epoxy resins, epichlorohydrin and bisphenol-A is simply a common example. If the eventual epoxy resin was required to offer a degree of fire retardancy, then a halogenated starting material could be used such as tetra-bromobisphenol A. Equally, phenolic or alkylated phenolic novolaks, can be glycidated in an identical manner to bisphenol-A-based resins, to provide multifunctional epoxy resins. Many other

Thermoset Resins Market Report
10
starting materials are possible yielding a wide range of crosslinked resin properties which are reflected in the wide application range of these resins.
Applications range from structural composites for aircraft, yachts and sports equipment to coating of metals for industrial corrosion prevention and electronic encapsulation. Hence the need for the wide variety of properties which can be obtained from the multiplicity of possible chemistry.
The wide range of chemical compositions of commercial epoxy resins leads to an equally wide range of chemical co-reactants, catalysts or modifiers which may be used with them. In thermosets which crosslink principally by an addition reaction, a suitable weight proportion of a ‘free radical’catalyst is added to the desired quantity of resin, usually containing an accelerator, immediately before use. In epoxy resins, amine, acid anhydride or Lewis acids, are typically supplied compounded into one part of a two-part system. The correct weight or volume ratios of the two parts are brought together and mixed ready for use. It is also worth mentioning that the cure conditions are a sound indicator of the temperature performance of the final, crosslinked resin; room temperature cure systems are rarely, if ever, suitable for other than low-to-moderate in-service temperatures, whilst cure at say 120 °C or more indicates a resin exhibiting a much higher temperature resistance, sometimes above the cure temperature.
Epoxy resins in particular, allow the use of other non-chemical procedures to promote cure and these are finding increasing importance in a number of applications. For example, microwave energy, with or without the addition of a chemical promoter, can be employed successfully to enhance the cure of composite mouldings and cationic, ultraviolet photocure, is already well-established for those epoxies used in both dentistry and adhesive formulations. Powder coating as an alternative to spray-painting, with its associated VOC emission problem, is yet another major and from the view-point of reducing VOC emissions, a very important market sector where epoxy formulated systems are gaining ground.
There are many manufacturers of epoxy resins as illustrated by the following list:
Abatron Inc AdTech Plastic Systems Corp Amber Composites Chemres Gaches Chimie Gougen Brothers Inc Hexcel Composites Ltd Lonza Inc Resolution Performance Products LLC Vantico
3.6 Furane
Furane (or furan) resins are the product of the condensation of furfuryl alcohol and/or furfurylaldehyde (furfural). Furfural occurs in many plants and is extracted commercially from products such as oat husks and corn cobs. The alcohol is made by the catalytic hydrogenation of the aldehyde. The polymerisation reaction is carried out under acid conditions but is extremely exothermic and is stopped by neutralisation. Crosslinking, which can also be acid induced, is not fully understood but appears to be by an addition polymerisation reaction. This has been determined by detectable loss of unsaturation. The cured resins are used for heat resistant applications and are very resistant to chemical attack. They were used for tank lining in chemical plant but are somewhat brittle and have been replaced in many, but not all, applications by materials such as vinyl esters.

Thermoset Resins Market Report
11
Furanes are produced by a number of companies:
Ashland Italia SpA Beetle Plastics Inc Brace Exaton Composites (Pty) Ltd Univar plc Vidropol SA
3.7 Hybrids
Commercially the term ‘hybrid’ resins has been applied principally to urethane modified polyesters. These materials have been marketed heavily in the United States claiming to give benefits of toughness to polyester resin systems.
3.8 Phenolics
Phenolic resins [4] are the oldest completely man-made resins having been commercialised before the turn of the nineteenth century. Phenol was originally extracted from coal but is today made by the oxidation of cumene. In 1997 only 2% of the world’s phenol came from coal. Formaldehyde is manufactured from methanol over a silver catalyst. The methanol is made from CO and hydrogen, the latter from natural gas in today’s economy.
The term phenolic resin is used to describe a very large range of materials. In simple terms phenolic resins are the condensation product of a phenol with an aldehyde. The most common of these is the condensation product of phenol with formaldehyde. Phenol-formaldehyde resins are manufactured in two chemical groups, resol (also spelt resole) and novolak (also spelt novolac).
The resol resins are manufactured with a formaldehyde to phenol molar ratio greater than one, normally in the range 1.4 to 1.6. The resulting resin has more than one methylol group attached to each aromatic ring and these can be used for crosslinking. Hence the resin is a true thermoset as manufactured. Resol resins are made by the simple condensation of the starting materials in a stainless steel or glass lined vessel fitted with a condenser arranged both to reflux and distil. The usual catalyst is an alkaline material and may be caustic soda, ammonia, an amine, sodium carbonate, etc. Whilst the reaction will take place under either acid or alkaline conditions, acid catalysis is generally too violent for commercial resol production. Temperatures used are up to boiling, much of the heat of reaction being taken away by the condensers as well as a jacket on the reactor. The final product may be liquid, a solution in an added solvent (ketones and alcohols are most common) or, occasionally a solid. The production of solid resols is a hazardous business since the point at which the molecular weight is sufficiently high for the product to be solid and that at which it is effectively crosslinked and intractable are very close. Solid resols are emptied from the reactor in the molten state into a box filled with chilled plates, or a similar shock cooling device, where it freezes rapidly and the reaction stops.
Novolak resins, in which the formaldehyde to phenol molar ratio is less than one, may be made using an acid catalyst although even then the acid would be a weak organic acid and not a mineral acid. Because there is insufficient formaldehyde present to crosslink the product, the resulting polymer is a thermoplastic and usually solid, although, as with resols, it may be supplied as a solution directly from the plant. If solid, the resin is poured from the reactor as a melt, either via small holes to form ‘pastilles’ on a moving, cooled belt or as a continuous stream from whence it is broken up into crude lumps. Either way the resin is ground in a fine grinding plant usually with the addition of a formaldehyde donor such as hexamethylenetetramine (hexa). The resin, packed in bags or supplied as bulk powder in tankers, is then ready for use. The hexa provides the extra

Thermoset Resins Market Report
12
methylene bridges needed to complete the crosslinking reaction when the powder is heated to a melt again in processing.
In the great majority of phenolic resin applications, these polymers are cured by heat alone, although there are often traces of the original alkaline catalyst in resols, which, on heating, speeds the crosslink reaction. Typical cure temperatures are 120-170 °C. Suitably formulated resol resins can also be cured by the addition of an acid catalyst at room temperature. The reaction is highly exothermic but is used for the production of composites by both manual and machine techniques and for the production of phenolic foams. In most cases the application of some heat (40-70 °C) as a post cure or during cure is needed to ensure complete crosslinking.
Chemically modified phenolic resins are too numerous to list here. Typical modifications include the use of alkyl phenols, cresol, resorcinol, aryl phenols, urea, melamine, natural phenols such as cashew nut shell liquid, rubbers, other polymers as additive and co-reactants (e.g., polyvinylbutyral, polyvinylacetal), furfuraldehyde and other aldehydes, etc. Each modification has its own purpose and the range of materials which can be produced is very large indeed.
Phenolics are manufactured by many companies including:
AD Vershure VVK Bakelite AG Borden Chemical Chem-Materials Co Georgia-Pacific Resins Inc Huntsman Chemical Co TCR Composites
3.9 Polyimides
The first polyimides were made by the condensation of pyromellitic dianhydride with aromatic amines such as m-phenylenediamine. More recently the range of monomers used has broadened but all remain complex chemicals and hence the resins are expensive materials. As a commercial example, Du Pont’s ‘Kapton’ material is the condensation product of pyromellitic dianhydride and di-(4-aminophenyl)ether. These materials are moulded at high temperatures (ca. 300 °C) and post cured at 400 °C.
Polyimides are supplied by Algram Engineering Co Ltd, Applied Polymer Systems, Esspee and Stochem Inc.
3.10 Unsaturated Polyester
There is little doubt that the vast range of unsaturated polyester resins must be the best known of any commercial thermosetting resin system because of their association with the general purpose range of polyester/glass composites, usually known to the general public as ‘fibreglass’. This popularity stems from their relative ease of manufacture, their economics, their ease of processing or conversion into a finished product, their tolerance of processing, their range of ‘reactivity’ and ‘flexibility’ and moreover, their ability to be readily modified to answer specific use and finished product performance demands.
The term polyester resins is deemed, for the purposes of this study, to mean unsaturated polyesters. Polyesters are made by the condensation of a di-acid, or di-acid anhydride with a glycol. The most commonly used saturated acids are ortho-phthalic acid (normally in the form of phthalic anhydride) and iso-phthalic acid, and the commonest unsaturated acid is maleic acid. The most popular glycol is 1,2-propylene glycol. The purpose of the saturated acid is to spread the unsaturation in the

Thermoset Resins Market Report
13
molecule and hence prevent excessive crosslinking in the final product. The aromatic structures also impart stiffness to the chain and that stiffness is modified by the maleic acid. Polyesters are made to a very large number of formulations determined by the ultimate application. A typical formulation for a general purpose resin would be propylene glycol 145 parts, maleic anhydride 115 parts and phthalic anhydride 85 parts.
In principle manufacture begins by reacting either an unsaturated dibasic anhydride (e.g., maleic anhydride) or acid (e.g., fumaric acid) and a dibasic saturated anhydride (e.g., ortho-phthalic, chlorendic or tetrachlorophthalic anhydride) or acid (e.g., iso-phthalic, adipic or sebacic acid) with a suitable glycol (e.g., propylene, dipropylene or diethylene glycol). If fire retardancy is required in the finished resin, halogenated monomers have been used but, owing to the toxicity of the smoke generated when these materials are involved in fires, other methods of achieving improved fire properties, such as adding additives to the finished resin, are assuming greater importance. The ensuing, unsaturated polyester is then blended with a suitable active diluent, typically styrene but many others are possible, in the desired weight proportion, to provide a resin with the viscosity and reactivity suitable for the final application. The respective properties offered by each of these ‘building blocks’ is summarised in Table 3.2.
Table 3.2 The building blocks for unsaturated polyester resins [5] Building block Raw material Characteristics
Maleic anhydride Low cost, and provides a resin with a moderately high heat deflection temperature (HDT)
Unsaturated anhydrides and dibasic acids
Fumaric acid Imparts the highest reactivity (molecular crosslinking), a higher HDT, and more rigidity, but is a slower forming polyester
Phthalic (orthophthalic) anhydride
Lowest cost, moderately high HDT; provides stiffness, high flexibility and tensile strength
Isophthalic acid Provides high tensile and flexural strength, better chemical and weather resistance and high HDT
Adipic, azelaic and sebacic acid
Imparts flexibility (i.e., toughness, resilience and impact strength). Adipic acid is the lowest in cost of the flexibilising acids
Chlorendic anhydride Employed where flame retardance is demanded of the polyester resin
Terephthalic anhydride High heat deflection and high strength
Saturated anhydrides and dibasic acids
Tetrachlorophthalic anhydride
Confers flame retardancy to the polyester resin
Polypropylene glycol A low cost glycol, provides a resin with good water resistance and flexibility, plus compatibility with styrene
Dipropylene glycol Used where flexibility and toughness are required
Diethylene glycol Imparts greater toughness, impact strength and flexibility
Hydrogenated bisphenol-A Provides a resin with better corrosion resistance, a high HDT, high flexibility and tensile strength
Glycols
Tetrabromobisphenol-A For flame resistance

Thermoset Resins Market Report
14
Manufacture involves a simple, stainless steel reaction vessel fitted with an agitator, a temperature controlled heater, gas and raw material inlet/outlet ports and condensers, all connected to a final blending tank. In principle, the chemical reaction, which takes place between the respective raw materials in producing a polyester resin, is a reversible condensation reaction known as polyesterification. Water is produced as a by-product and the rate of this polyesterification is controlled by the reaction temperature and the rate at which the water is removed by the condensers. The use of an agitator and a slow bleed of inert gas through the vessels contents as the reaction proceeds, prevents the formation of hot-spots (which could cause pockets of differently reacted resin) and the development of colour-producing oxidation reactions. The process is carefully monitored throughout a number of distinct stages to ensure, commensurate with the raw materials introduced initially to the reaction vessel, that a polyester resin of the desired molecular weight, viscosity, acid and hydroxyl number results.
The simpler, orthophthalic resins employing both maleic and phthalic anhydride are single stage reaction products, whereas a two-stage process is essential in the manufacture of isophthalic resins.
With the last traces of water removed, and with polyesterification complete, the hot resin is passed to the blending tank for dilution with active monomer, which will be used in the crosslinking or curing process. Whilst styrene remains the most common of these, vinyl toluene, methyl methacrylate and many others may also be used. The unsaturated polyester resin industry has taken major steps over recent years to reduce the styrene level as a means of limiting volatile emissions during subsequent product manufacture. The increasing introduction by the industry of dicyclopentadiene (DCPD) containing resins, has a similar purpose.
As supplied to the fabricator, unsaturated polyester resins usually contain an accelerator. A low percentage addition of, e.g., a cobalt or zinc salt, is added to the resin to enhance or accelerate the production of free radicals when the organic peroxide initiator (catalyst) is added to cure the resina).Curing takes place by the linking of the unsaturation in one molecular chain of the polyester to that in another with a small number of molecules of the chosen active diluent (e.g., styrene), using free radical activated, addition polymerisation. The careful selection and use of accelerators and catalysts, to ensure the optimum mechanical and physical properties from the chosen unsaturated polyester resin, cannot be too highly stressed. The crosslinking process is highly time/temperature sensitive with cure being achieved over a range of temperatures from room ambient to >100 °C,depending on the process used and the product manufactured.
Unsaturated polyester resins can be tailored further by the use of non-reactive additives such as mineral fillers, to adjust the physical properties to those required for fabrication into products. For example, these additions can alter the viscosity and/or thixotropy of the resin, the cure rate and, by counteracting moulding shrinkage, the eventual surface appearance of the finished component. Pigments, opaque, translucent or transparent, can provide colour, and additions of ultraviolet absorbers offer marked improvement in the resistance to outdoor environment exposure.
There are many suppliers of unsaturated polyester as illustrated by the following list:
APOC Hawk Ltd Ashland Specialty Chemical Co Composites One Cray Valley Ltd De Yssel Coatings BV DSM Composite Resins
a) The term ‘catalyst’ is chemically incorrect when applied to an organic peroxide used to initiate addition polymerisation. ‘Initiator’ is the preferred chemical terminology for such a material. However, owing to the industry having, in general, adopted the term ‘catalyst’, it is used in this study to avoid confusion.

Thermoset Resins Market Report
15
Dulux-Resins Interplastic Corporation Lonza Spa Internmediates & Additives NCS Resins Neste Polyester Reichhold Inc Resinous Chemicals Scott Bader Co Ltd SIR Industriale Vianova Resins
3.11 Polyurethanes
Polyurethanes are probably unique among thermosetting resins in that there is no such thing as a ‘polyurethane resin’. The producer of urethane products purchases what are basically the chemicals from which the resin and the crosslinked thermoset will be made in one chemical process. A ‘urethane’ is the chemical group which results when an isocyanate is reacted with an alcohol.
R.NCO + HOR1 � R.NH.COOR1
isocyanate alcohol urethane
Polyhydroxy materials (polyols) will react with polyisocyanates to form polyurethanes with a large variety of degrees of crosslinking from a very large variety of possible starting materials. The commercially important isocyanates are: 2,4-tolylene di-isocyanate and 2,6-tolylene di-isocyanate in an 80:20 or 65:35 mixture (TDI), diphenylmethane di-isocyanate (MDI), naphthylene di-isocyanate, hexamethylene di-isocyanate and triphenylmethane tri-isocyanate. MDI and TDI are the most important. All of these materials are liquids and all are toxic in nature to varying degrees. Their handling in the production of polyurethanes must be very carefully controlled.
The nature of the polyurethane produced, rigid or flexible, is a function of the starting materials. There are a very wide range of polyols both polymeric and monomeric from which to choose. By careful selection of the polyol/isocyanate combination, the exclusion or otherwise of water, the choice of catalyst, etc., these thermosetting materials may be used to produce a range of products from rubbers to soft foams and from rigid insulation foams to rigid castings.
Many manufacturers supply polyurethanes including:
Ashland Distribution Co Dar-Tech Inc Elastogran HutchinsonPolymer Technologies Resin Systems Inc Technology Marketing Inc Vianova
3.12 Vinyl Esters
Many of the introductory remarks for the unsaturated polyesters also apply here, the major differences being the higher cost of vinyl ester raw materials and, hence, the resins. Vinyl esters provide improved toughness and greatly improved chemical resistance compared to polyesters.
Vinyl esters were commercialised in the early 1970s and the two major types are both based on an epoxy resin reacted with an acrylic monomer to form an unsaturated system capable of being

Thermoset Resins Market Report
16
crosslinked. The first is formed by the reaction of a diglycidyl ether bisphenol-A epoxy resin with methacrylic acid, followed by dilution in styrene monomer, whilst the second involves epoxy novolak resins, again reacted with methacrylic acid and diluted with styrene monomer. Two further types, polyester and urethane vinyl esters, are also manufactured but in much smaller quantities and only for specialist application. The structure of a typical bisphenol-A based vinyl ester is shown in Figure 3.2.
CH2 C C
OCH3
O CH2 CH
OH
CH2 O C
CH3
CH3
O CH2 CH CH2
OH
O C
CH3
CH3
O CH2 CH
OH
CH2 O C C
O
CH2
CH3
n
Figure 3.2 Typical bisphenol-A vinyl ester resin, general structure
The production equipment is very similar to that for unsaturated polyesters, although, because no water or indeed other condensation product is formed during the reaction, the condensers are not required. However, a much higher level of production control is essential. If for example, the epoxy/acid reaction is not properly cooled on completion, then a gelation of the unfinished resin can result. Further, the vinyl esters are more reactive than the unsaturated polyesters and, as self-polymerisation can readily occur, cure inhibitors are added in conjunction with the styrene or other monomer diluent.
This whole range of resins can be considered as a combination of the optimum characteristics of unsaturated polyesters and epoxies (Table 3.3). Like the unsaturated polyesters, the basic resins can be modified and one example, rubber-modified epoxy vinyl ester offers increased adhesive strength with superior resistance to abrasion and severe mechanical stress, combined with greater toughness and elongation at break.
Table 3.3 Cured resin property comparison, vinyl ester versus unsaturated polyesters [1] Vinyl esters Unsaturated polyesters Property Unit
Standard Modified Orthophthalic Isophthalic Density g.cm-3 1.12 1.13 1.19 1.19 Tensile strength MPa 80 72 55 65 Elongation at break % 5 8 1.8 3.5 Tensile modulus MPa 3300 3000 4300 3600 Flexural strength MPa 145 135 100 125 Flexural modulus MPa 3100 2900 4000 3300 Heat distortion temperature °C 102 80 67 100 Water absorption, 28 days seawater
mg/test piece
60 75 90 95
The polymerisation of vinyl esters is achieved using accelerators, and peroxide catalysts in a similar manner to polyesters.
Dow Composite Resins has announced the introduction of a new range of chemically resistant Atlac E-Nova resins based on a completely new vinyl ester urethane chemistry.
Vinyl ester resins are supplied by a variety of companies among them are:
Alchemie Ltd AOCDow Chemical DSM Composite

Thermoset Resins Market Report
17
Euroresins Italia Srl Gwill Industries Lonza SpA Nippon Shokubai Co Ltd Reichhold
3.13 Other Thermosetting Resins
The demand for higher and higher performance characteristics from thermosetting resins, particularly in their application as matrices for aerospace composites, has led to the development of a wide range of high performance, low tonnage, usually high cost materials over the years. Some of these materials are discussed briefly below.
3.13.1 Cyanate Esters
Early development work of these materials by Bayer was based on bisphenol-A or phenolic novolaks reacted with cyanogen chloride (ClCN). The reaction gives high yields of bisphenol-A dicyanate ester, which trimerises into a cyanurate ring structure at elevated temperatures. The early work was aimed at applications in aircraft brake friction components and electrical laminates. The ownership of the technology passed to Mitsubishi Gas Chemicals and Celanese and the former has commercialised a variant of the resin, known as the BT range. The Celanese activity was eventually acquired by Ciba (now Vantico), which has extended the range. Allied Signal also has a range of cyanate ester resins, known as Primaset PT, and these are based on phenolic novalaks.
Cyanate esters are used in high performance electrical applications with high Tg (>250 °C). They may be toughened with some high performance thermoplastic resins such as polyethersulphone (PES), polysulphone (PSF), polyphenylene oxide (PPO), etc., without loss of Tg.
Cyanate ester resins are supplied by Lonza, Ciba and Mitsubishi Chemical.
3.13.2 Silicone-Based
Renowned for their heat stability compared to their completely organic counterparts, silicone resins are relatively expensive and generally less strong mechanically. They are made by the hydrolysis of a mixture of chlorosilanes which, for the final product to be crosslinkable, must contain a proportion of trichlorosilane. Typically the R/Si ratio has to be in the region of 1.2-1.6:1 where R is the number of organic groups. These are most commonly methyl but may also be phenyl and the methyl:phenyl ratio is another important defining parameter for the resins.
In commercial preparation the chlorosilanes are dissolved in a suitable solvent and blended with water. Methyl silanes hydrolyse rapidly and with a high exotherm whereas phenyl silane may need to be heated to achieve complete hydrolysis. At the end of the reaction the polymer solution is separated from the aqueous layer and distilled to the required solids content. The polymer may be further polymerised by heating with an organic salt such as zinc octoate until the required molecular weight is achieved. The final crosslinking is carried out, when required, by heating in the presence of a suitable catalyst such as triethanolamine or zinc octoate.
The properties of the cured material are dependent largely on the nature of the chlorosilanes chosen initially. The largest uses are for high temperature electrical insulation often in the form of impregnated glass cloth.
Silicone manufacturers include Bayer, Dow Corning, Rhone Poulenc, Wacker-Chemie, Toshiba, Toray and Shinetsu.

Thermoset Resins Market Report
18
3.13.3 Resins Under Development
During October 2000 the Mitsubishi Chemical Corporation of Japan announced in ‘JapanChemical Weekly’, the development of a crosslinked polyolefin, provisionally named TRC Polymer, with the aim of commencing full-scale market development by the end of 2001. In spite of exhibiting thermosetting properties, this marvellous, heat reversible and recyclable, crosslinked polyolefin converts itself from a crosslinked resin to a heat reversible resin when heated at specific temperatures, a property said to be possible by grafting two kinds of functional groups onto the main polyethylene molecular chain. Ester bond reaction points transform themselves from crosslinking to dissociation, a reaction which occurs reversibly between 160-200 °C, enabling the resin to be moulded and recycled by melting at 250 °C. To the general-purpose, low specific gravity, bending and chemical characteristic properties of polyethylene, are therefore added those of crosslinked resins, such as improved heat, shock and creep resistance. Owing to the high degree of moulding flexibility and obvious heat-sealing properties, there is hope that even though costing several times more than polyethylene, there will be a respectable market demand for wire sheaths, under-floor heating pipes and automotive components.
Dow Automotive has entered into an alliance with the Cyclics Corporation to develop cyclic butylene terephthalate (CBT) resins for structural automotive applications. It is claimed that the material has the processing advantages of a thermoset (e.g., low viscosity) and the material properties of a thermoplastic when polymerised.
In other work, there is the potential for manufacturing rigid crosslinked thermosetting polymers from plant triglycerides (e.g., a modified acrylated epoxidised soy oil resin, epoxy and urethane resins from rape oil, etc.). These ‘natural’ resins are claimed to exhibit respectable mechanical properties and water resistance as well as being highly suitable to employ with flax or hemp fibre reinforcement in the resin transfer moulding of low-cost, high volume products. Mechanical properties have still some way to go to compare with traditional polyester/glass composites but could find application in motor vehicle interiors, for example, if the cost is economically acceptable. These developments demonstrate the beginning of longer term investigations into sustainable composites. This effort is receiving considerable research attention at the time of writing, both in the US and Europe. In Europe a group of researchers and other interested parties has founded SusCompNet (the Network for Sustainable Composites) based at The University of Wales, Bangor.
The requirements of the advanced sector of the composites industry are far from being overlooked. Phenylethnyl resins containing imide oliogomers, are under active development and commercialisation for the cost-effective resin transfer and resin infusion manufacture of composite components for high-performance aerospace application. Of particular interest is the Mach 2.4 civil transport development requiring long-term performance at 177 °C and resins of this type with their low viscosity, high melt stability, high Tg, acceptable toughness and good mechanical properties are showing excellent promise in meeting demands of that order. The American company, Raytheon Missile Systems is one advanced composites manufacturer hopeful of exploiting this type of thermoset resin advance in applications which are, and will increasingly be, beyond the capability of traditional metallic materials. Concepts under active discussion include fuselages, wings, fins, control surfaces and radomes. It is equally worth note that for reasons of both environmental protection and productivity, manufacturing methods are being aimed at reduced solvent use and the use of ultraviolet radiation or electron-beam curing. As has happened in the past, technological spin-off downwards is expected to eventually be of benefit to the more commercial sectors of the worldwide composites industry.

Thermoset Resins Market Report
19
References
1. J. Murphy, Reinforced Plastics Handbook, Second Edition, Elsevier Advanced Technology, 1998.
2. J.A. Brydson, Plastics Materials, Fifth Edition, Butterworth Heinemann, 1989.
3. T.F. Starr, Thermoset Resins for Composites, Second Edition, Woodhead Publishing Ltd., 1998.
4. A. Gardziella, L.A. Pilato and A. Knop, Phenolic Resins, 2nd Revised Edition, Springer Verlag, 1999.
5. T.F. Starr (Ed.), Pultrusion for Engineers, Woodhead Publishing Ltd., 2000.

Thermoset Resins Market Report
20

Thermoset Resins Market Report
21
4 Applications
4.1 Introduction
Table 4.1 indicates how phenolic and unsaturated polyester resins dominate in the wide-range of uses to which thermosetting polymer systems are applied. The majority are used as a matrix for fibre-reinforced composite materials, whether these be structural composites or composites with a very different function such as a friction element. Several resins grouped as ‘others’ at the start of this study, do not appear in this table but are discussed later in the text. It is also true to say that, for some applications, many different chemical species of thermoset resin may be employed to the same ultimate result. Some of the headings that follow refer to materials, some to the manner or application in which those materials are employed, an arrangement found preferable owing to the complex interrelationships which exist in this area.
Table 4.1 Summary of applications for thermoset resins Resin Application Acrylics Composites, sheeting, casting, paints Alkyds Paints Bismaleimide Composites Epoxy Adhesives, encapsulation, flooring compounds, castings,
coating materials - liquid and powder, advanced composites, polymer concrete, tooling
Furane Tooling Hybrids Composites Melamines and urea-formaldehydes
Moulding materials, laminate surfacing materials, foams
Phenolic Advanced composites, composites, moulding materials, rubber reinforcing, refractory, foundry, adhesives, coatings, friction elements, polymer concrete, insulation foam, floral foam, mineral wool binding, felt bonding, electrical insulation, abrasives, sealants, printing inks, fibre boards, plywood, timber laminates, etc.
Orthophthalic and isophthalic unsaturated polyester
Adhesives, buttons, castings, composites, encapsulation, flooring materials, gelcoats, filler pastes, pigment pastes, polymer concrete, putties, tooling, etc.
Urethane and isocyanurate Composites, paints, flexible foam, rigid foam, self-skinned mouldings
Vinyl ester Adhesives, coatings, composites, flooring materials, tooling
4.2 Adhesives
Of all the uses to which thermoset resins are now put, one of the most significant in respect of technological advance, has been adhesives. Whereas, not many years ago, welding or some form of mechanical fixture such as a simple nut, bolt and washer sufficed, today there is an increasing move towards the use of adhesives based on epoxy, phenolic, unsaturated polyester, polyisocyanates, vinyl ester resins or another thermosetting resin. Even rubber based ‘contact’adhesives nearly always include a phenolic resin as a tackifier. Whilst needing very careful selection and use, each has its place in joining carefully prepared and often primed surfaces to create the optimum bond, capable of uniformly distributing any load applied between those surfaces even under what may be severe environmental conditions. Cost-effective structural component assembly is thus enhanced in a technology which, in many ways, can be considered to have begun with the use of epoxy adhesive bonding in the joining of the Comet airframes. Much

Thermoset Resins Market Report
22
has obviously been learnt since then, a statement confirmed through the many disparate examples, grouped by adhesive type, which follow.
Major players in the adhesive manufacturing market include Ashland Chemicals, Vantico Limited, Scott-Bader Co. Limited, Permabond Limited, SP Systems Limited, Hexcel Composites, Vosschemie GmbH, Loctite Aerospace, ITW Plexus, Henkel, Nihon Handa, etc.
4.2.1 Epoxy
The Araldite series of epoxy adhesives manufactured by Vantico, are perhaps the most well known, typically two-part, systems. There are numerous specialist grades of epoxy adhesives and their application can range from simple use in the art world, to the sophisticated bonding of Kevlar fabric to ceramic body armour. In the former and in a process known as glass appliqué, large ‘stained glass’ panels are formed by the bonding, with a special clear adhesive, of two layers of glass, one clear, and the other constructed from interlocking and carefully tailored coloured glass pieces.
However, it is the aerospace industry which has always made great and successful use of epoxy resins not just as composite matrices, but also for adhesive bonding. The US Air Force and the University of Illinois are among the institutions working on this. In a still new development, the repair of composite aircraft panels and structures is being facilitated by the use of ‘patches’ of suitably pre-formed reinforcement pre-impregnated with selectively formulated epoxies. One problem retarding the increased use of this effective repair procedure, has been the difficulty of accurately securing these patches in place while the resin cures. Although obviously demanding the use of ‘keepers’ against the aircraft structure, it is a problem overcome by the addition of magnetic particles to both the adhesive and the pre-impregnated resin. These particles have a double advantage in that the adhesive can also be cured electromagnetically by exciting them with microwave energy. It is a development with clear spin-off potential into other application areas.
Such repairs, or indeed any aircraft structure repair, must retain 100% long-term effectiveness. The United States Air Force is developing an integrated system encompassing the design, analysis, surface preparation, installation, inspection, training and certification, covering the complete life cycle of a bonded repair.
Indeed the previously suggested spin-off is growing. A range of electrically conductive adhesives based on a silver-filled epoxy (for example, Tra-Duct 2902 from Tra-Con Inc. (USA) and Dohdent NH-070A and NH-041A-2 from Nihon Handa (Japan)) is becoming popular for electronic bonding and sealing applications where a combination of mechanical, electrical and/or thermal properties is required. Adhesive bonds offer high resistance to humidity and continuous service temperatures to 140 °C, completely replacing welded joints in that service scenario and being faster to manufacture than mechanical bonding. Such adhesives can be equally applicable whether bonding metals, glass, ceramics or plastics and many, such as Emcast 1505 or 1507 from Electronic Materilas Inc. (USA), have been developed for very specific purposes such as the joining of fibre optic telecommunication connections, a sector of rapidly growing interest.
However, many sophisticated aerospace and corrosion-resistant applications demand from the structural epoxy-based adhesive, a continuous temperature resistance of up to 200 °C. Here systems such as Permabond’s ESP 4582, which is also capable of induction cure within 30 seconds, come into their own. A specially formulated, room-temperature curing instrumentation ceramic-based epoxy adhesive from the UK company, Symonds Adhesives (Cotronics E 098), suitable for cementing, insulation and embedding applications, is reported as being resistant to 1650 °C.Cotronics E 098 can be employed for metals, glass, ceramics and a range of plastics and offers high bond strength, good thermal conductivity and electrical resistance as well as good chemical and solvent resistance.

Thermoset Resins Market Report
23
Recent developments by EIC Laboratories include ElectRelease, an ingenious high-strength epoxy adhesive which debonds from a metal surface when an electric current is passed across the epoxy-metal interface. It is therefore a preferred replacement to the use of mechanical fasteners in those situations, such as the increasing use of aluminium for automotive application, where temporary bonding is an essential part of an assembly process. This suggests a new assembly technique with wider applications and a development therefore that can be expected to promote the formulation of perhaps a number of competitive systems.
As a result of the ultra-thin oxide always present on the surface, aluminium is both difficult to weld and to adhesive bond, and this has caused Permabond to develop their 6050 system which contains an adhesive promoter. It is equally suitable for other metals and also composites. No surface preparation is needed and bonding can take place in between 5 and 10 minutes.
In the automotive industry, sheet moulding compound (SMC) door and body panels, spoilers, tailgates and instrument panels, continue to employ adhesive bonding to other SMC/bulk moulding compound (BMC) components, or electro-coated and galvanised metal surfaces. One typical example needing no surface preparation or primer, is Pliogrip 5000/5020 from the Specialty Polymers & Adhesives Division of Ashland Specialty Chemicals. This is an area where there is increasing competition from long fibre, glass-reinforced thermoplastics, but adhesives based on thermoset resins will probably be used with these also.
The infrastructure in the civil engineering market, both new build or repair, is another sector reaping positive benefits from the use of epoxy adhesives. The secure bonding of composite structures to existing concrete is one area of particular importance. Concrete consists of sand and aggregate in calcium silicate hydrate cement and suitable adhesives need, in addition to respectable mechanical properties, the ability to bond with hydroxyl groups on the surface of the concrete. Equally they need a degree of water resistance and the ability to cure at low temperature. Specially formulated amine curing systems achieve this and the market for reinforcement of existing and new concrete structures is growing rapidly.
4.2.2 Unsaturated Polyesters
Whilst relatively little use of unsaturated polyester resins as adhesives can be reported, there is one important application for a fast-curing system. Employed as an alternative to timber for the shoring-up of mine roofs, Sandvik Rock Tools, Mine Bolt & Resin System (MBR) and similar systems are thin capsules consisting of two chambers separated by a polyester film barrier. One portion, the larger, contains the resin dissolved in a monomer, whilst a peroxide catalyst fills the other. After inserting a capsule into a previously drilled hole, a steel bolt is driven home and immediately rotated, rupturing both chambers and causing the two materials to mix together and cure to form an irremovable bonding grout. The resin and catalyst can also be mechanically blended together with coarse aggregate fillers, where a more putty-like grout is required. This market is also open to epoxy based systems and acid cure phenolic resins have been investigated for the same application.
4.2.3 Phenolic
Many of the very diverse applications of phenolic resins may be regarded, in the broadest sense, as adhesive applications. However, here, just a few of the more obvious adhesive uses will be mentioned.
Phenolic resins have been used as bonding agents since the earliest days. Resorcinol modified adhesives are the preferred structural timber adhesives and are used in the production of laminated timber structural members for building and construction purposes. Phenol/formaldehyde resols are also used as the bonding agent in external and high quality plywood production.

Thermoset Resins Market Report
24
Phenolic resins, modified with polyvinyl acetal or polyvinyl butyral or similar materials, are used for the high temperature bonding of steel to steel and have American military approval as metal to metal adhesives in aircraft and other structures. Phenolic resins are also used in the formulation of contact and other flexible adhesives based on, e.g., polychloroprene, and in nitrile rubber adhesives. Their use as tackifiers in rubber formulations, especially tyre stock, where they help to improve the adhesion of rubber to steel, may be regarded as an adhesive application also. Pressure sensitive adhesives frequently contain phenolic resin tackifiers.
4.2.4 Others
There are many other thermosetting resin based or containing adhesive systems. Blocked isocyanates, polyurethanes and many others have been developed in recent years as the advantages of adhesive bonding over traditional joining methods have become better appreciated in production engineering.
A typical example of a recent development is a still relatively new family of high-adhesion thermoplastic epoxy Blox polymers from Dow Chemical for hot-melt adhesives. These combine the adhesion and durability of epoxies with the flexibility and processability of thermoplastics. It is anticipated that these materials will find application as coatings, adhesion promoters and polymer additives.
Sika unveiled two new adhesive systems at the April 2002 JEC Composites Exhibition in Paris. Sikafast® is a new fast-setting flexible structural adhesive needing little or no surface preparation, whilst Sikaflex 660WM® is a one-component polyurethane adhesive intended for semi-structural and structural applications within the automotive industry.
The US based IPS Corporation has introduced several new Weld-On® structural methacrylate adhesives specifically designed for the bonding of structural assemblies.
4.3 Buttons
Often overlooked as a thermoset resin application, is the manufacture of a wide range of decorative buttons for clothing. Manufactured using a low reactivity orthophthalic or, occasionally, isophthalic grade of unsaturated polyester and casting rods of the required diameter, these systems allow for the introduction of colour or texture swirls and other effects. Resins of different viscosities or thixotropies are used to reduce mixing on pouring and curing. The buttons are then machined from the cast rods so produced, revealing the colours, etc., in the various resins used. The introduction of polyester buttons is one of several alternative technologies which have displaced, over the years, early versions of other plastics such casein, phenolic and cellulose acetate. These had themselves displaced hand-crafted bone, ivory, wood, etc. Like every material which, after commercialisation, peaks to a steady plateau before falling out of favour following the introduction of an improved competitor, polyester-based buttons are declining in favour of moulded thermoplastic, often highly decorated alternatives.
4.4 Casting and ‘Solid Surface’ Applications
Casting and encapsulation (Section 4.7) are clearly similar applications, somewhat difficult to differentiate. Here, the former is taken to concern larger objects rather than the smaller castings encapsulating electrical and electronic components for insulation and easier assembly purposes. The latter most commonly uses epoxy resins.
Slow-curing unsaturated polyesters can be employed for cast sculptured shapes and the use of a wide range of mineral fillers can produce artificial versions of natural minerals such as marble, onyx and granite. The use of such materials for the production of sinks, wash basins, counter tops,

Thermoset Resins Market Report
25
etc., in recent years has seen the advent of the ‘solid surface’ industry which this type of product describes. Cultured onyx is perhaps the upper end of such material in that it is possible, by careful formulation and chemistry, to produce lamps, vases and other decorative wear with the same translucency as the real material at a fraction of the cost. This ability to add opaque and translucent pigmentation and to create a high, glass-like readily polished surface finish offers particular attraction in many applications. Solid surface kitchen surfaces may also be produced with acrylic resin systems and others are under development.
There is also the extensive, worldwide use of ‘water-white’, long gel time, low exotherm, low shrinkage, polyesters in the manufacture of decorative shapes encapsulating and in turn protecting, some artefact ranging from a watch component, through coins, flowers, leaves, to medals, stamps and model cars. Such items are generally sold as paperweights to the gift-wear and business promotion industries. Although small in size, the overall number produced annually consumes a not inconsiderable tonnage of resin.
The use of, usually polyester based, highly filled material for the casting of decorative objects and statuary for internal and external use has grown rapidly in the last decade. New systems such as those based on water-soluble acrylic systems have also been introduced and will doubtless grow as the demand for lower VOC emissions in production increases. These types of materials are also a common feature of theme parks.
4.5 Coatings
The term coatings now covers a multitude of applications from paints for car bodies or timber, brick and stonework protection and decoration, through flooring and high performance and corrosion-protection uses, to say nothing of finishing treatments for paper and cardboard and a whole range of both domestic and industrial items. Very few of the diverse range of components that man now requires to employ on a daily basis, escape some form of finishing or coating treatment.
As a consequence there is an equally large range of finishing or coating materials and many of these are based on thermoset resin chemistry. Paints and lacquers, although also capable of classification as coating materials, are considered under a separate heading, as is encapsulation, which in some instances as explained later, could equally be classed as a coating.
Many manufacturers are active in this field, among them Ashland Chemicals, Hawkeye Industries, Lonza SpA, Chemval SRL, BUFS Polyurethane, Rust-Oleum, Fosroc International, Trimite Limited, E. Wood Limited, etc.
4.5.1 Arylzene Resins
As well as finding application in the formulation of air-drying coatings, arylzene resins such as those manufactured by Georgia Pacific Resins, find numerous other applications such as crosslinkable additives for melamine, phenolic resol and urea-formaldehyde based systems. They can also be used as building blocks for alkyds, epoxies, polyesters, powder coatings, uralkyds, urethanes, UV curable resins and waterborne coatings. As noted later the development of high-quality, viable and cost-effective UV curing resins and waterborne systems is becoming increasingly important as replacements for coatings and other applications exhibiting high VOC emission loss.
4.5.2 Blocked Isocyanates
Blocked isocyanates, which are designed to be compatible with hydroxy-terminated acrylates, epoxy, phenolic, polyester and polyether-based resins, are under active development by, for

Thermoset Resins Market Report
26
example, the Specialty Division of Baxenden Chemicals. Their application in the manufacture of high performance coatings is appreciated for their ability to withstand severe environmental conditions, including wear and abrasion. These materials also find use in adhesive systems.
4.5.3 Epoxies
Low viscosity epoxy resins are employed in a wide-range of surface coating formulations, worldwide. The ambient cure segment uses standard liquid diglycidyl ethers of bisphenol A (DGE-BA) and bisphenol F (DGE-BF), liquid epoxy novolaks (EPN), aliphatic and cycloaliphatic epoxy resins. Recent developments are indicating better performance is obtained by the use of trimethylpropaneglycidyl ether and polyoxpropylenediglycidyl ethers.
However, perhaps the most important epoxy coating development is the rapidity with which waterborne, organic solvent free systems, often designed for ambient temperature cure, are becoming increasingly commercialised. Although first introduced some thirty years ago, the reason for their current rise in importance is the increase in demand for reduction in VOC emissions during processing and cure. A wide range of solventless systems is available for most applications.
For example, low viscosity, solventless epoxy-based resins, curing agents and modifiers, were developed several years ago by Shell Chemical (now Resolution Performance Products) specifically for railway wagons, a particularly severe application both in the context of the initial coating condition and the eventual use of the wagon.
In another steel-based substrate situation, Tohpe has announced the use of a specially modified waterborne epoxy containing carefully selected additives and rust preventers, to provide a heavy duty, thin but pinhole free, anti-corrosive coating system for industrial structures and bridges.
Other work by the Shell Chemical Company has shown that waterborne, two-component, ambient cure systems formulated from non-ionic stabilised dispersions of a solid epoxy resin and an amine curing agent, have shown superior water and salt spray resistance in comparison to the former, still competitive, solvent-based coatings. Formulations at optimum amine-to-epoxy stoichiometry, have lower VOC emissions, faster hardness development, better gloss and impact resistance.
As one resin system example taken from many, the long-term enhancement of the chemical resistance of concrete floors, is benefiting from the commercialisation of water-based epoxy coatings, as typified by Waterpoxy 751, from the Coating & Inks Division of the Italian company, Cognis, which also offers good compression properties under load.
The use of UV radiation or electron beam curing is also gaining ground, not just for epoxy coatings, now that the necessary equipment and production procedures are being simplified.
In the automotive industry, although composites continue to find greater use, lightweight, high-strength aluminium alloys are also finding favour in competition to steel; reduced weight can result in considerable fuel consumption and therefore environmental benefits. However, there is a potentially serious corrosion problem with high copper content aluminium alloys when used adjacent to steel items. Consequently, a possible answer appears to lie with the use of an anticorrosive ‘double-strand’ conductive polymer additive in a waterborne epoxy system. Such a combination would enhance the primer’s ability for inhibiting corrosion of the aluminium alloy, without compromising its ability to protect the steel, but equally is capable of being applied using the currently dominant electrophoretic technology.
Although having a relatively high cost, epoxy-based coatings offer a viable and economic answer to some infrastructure rehabilitation requirements. This is demonstrated by an amine-based curing system found suitable for the rehabilitation of potable water pipes and tanks. One such ‘turnkey’system, Nitoline WP was announced in 1998 by the UK company, Fosroc International and

Thermoset Resins Market Report
27
included the necessary coating and ancillary equipment. Further epoxy-based coatings receive comment under the powder-coating heading (Section 4.5.8).
4.5.4 Melamine Resins
Unlike the other coating resins considered under this heading, melamine is not applied as a liquid. It is used as a pigmentable powder for high-pressure moulding, and is noted for its high skin hardness, strong arc and abrasion resistance in the manufacture of household and tableware and in decorative laminates onto a variety of substrates. Melamine surfaces are the most common on decorative laminates for use in domestic kitchens where products with well known names such as ‘Formica’, consist largely of phenolic resin impregnated paper with surface layers of urea-formaldehyde paper containing the colour or pattern and melamine-formaldehyde as the ultimate, wearing surface layer.
4.5.5 Phenolic
Another coating application of major importance is the coil coating of steel for food packaging, an elevated temperature (or baked) application which demands the production of a thin barrier film exhibiting a balance between flexibility and chemical resistance. Here crosslinking phenolic resins, such as the GPRI 7500 series produced by Georgia Pacific, come into their own, because of their ability to be blended with a wide range of polymers to answer numerous coating requirements. Initially developed as crosslinkers for high molecular weight, linear epoxy resins, this type of phenolic also finds use with other hydroxyl-containing polymers, such as polyesters, vinyls and acrylics.
Other traditional coating uses for phenolic resins include the coating of copper wire for coil winding, a process that remains a very large user.
4.5.6 Polyesters
Ortho- and isophthalic unsaturated polyesters are employed in the production of coating materials, and are often manufactured by those companies who are majors in the development, manufacture and sale of traditional composite matrix systems. Polyester coatings are used in many applications including paints.
All grades of unsaturated polyester are used as a pigmented or unpigmented resin-rich flow or finishing coat, onto the reverse or non-exposed face of contact or spray deposited composite mouldings. Such coatings, which often contain a small addition of wax to prevent ‘air-inhibition’on polymerisation, are applied to enhance the appearance and environmental resistance, or seal any porosity and/or exposed fibres from the reinforcement, present on the surface.
There is a wide range of unsaturated polyester gelcoats, which form the outer, decorative and protective exposed-face film of contact, spray deposited, cold-press, resin transfer moulded and pultrusion moulded composites. These are considered further under gelcoat and pigment paste (Section 4.9).
4.5.7 Polyurethanes
Polyurethane coatings, for example from Bayer AG, for use on plastic substrates for automotive application, can be solvent borne, high solids, or waterborne, to suit specific circumstances, with the latter obviously affording a high reduction in VOC emissions. Further, low temperature curing polyurethane systems also offer a real alternative to pure thermoset acrylic systems because of the resulting improvement in the properties of the film coat.

Thermoset Resins Market Report
28
Another company supplying a wide-range of polyurethane dispersions and urethane-acrylic hydrids for resins and additives in the formulation of architectural and industrial coatings, is the Hauthaway Corporation. These are claimed to offer enhanced abrasion and impact resistance as well as improving the toughness of most acrylic emulsion formulations.
Work has also shown that in competition to, e.g., epoxy mastic formulations, high-build moisture curing urethane protective coatings are preferable on steel structures exposed to marine environments. Trials were undertaken on both alternatives, applied over ‘near white’ blasted steel first treated with a water-based inorganic, zinc-rich primer. The urethane system is more user friendly and offers a faster cure with low VOC emissions.
As a final example, following work by BASF and Polycon, waterborne coatings based on urethane linkages created from polyol and isocyanate reactants, provided the solution for a flexible, cost-effective, easily colour-matched coating required to protect and glamorise a large, complex-shaped, engineered thermoset fascia employed by General Motors for their F-car line.
4.5.8 Powder Coating
Any review in the context of thermoset resin systems and their use as a coating system, will clearly indicate that powder coating is increasingly usurping other application techniques [1]. As a result there are commensurate developments in both the equipment and the processing conditions employed, in the substrates that can now be successfully and economically powder coated as well as in the materials now suitable for the process.
However, it is important to recognise that although powder coating systems demonstrate several major advantages in competition with other, more environmentally friendly coatings and, moreover, can be considered a major success story of the last decade, there are downsides. Complicated formulations, poor coating wet-out, and the high level of energy and resource consumption have predominated but, as already suggested, alternative powder manufacturing routes, new powder formulations and radiation curing are already providing viable answers. In fact powder coating systems generally are being considered increasingly as engineered materials. Although both thermosetting- and thermoplastic-based powders are available, the former (at >90%) is the major portion of the market.
Initially, the process was material limited to basic epoxy and epoxy-polyester systems, whereas today, materials specific to customer applications are becoming increasingly common. These include pigmentable carboxyl-terminated polyester resins, crosslinked with either a triglycidyl isocyanurate or hydroxyalkylamide type hardener, offering excellent flexibility and outstanding external durability. As a result, the process has gained an ever-greater share of the general industrial coatings market particularly in Europe, where Scott-Bader is a major player.
Some systems suitable for general metal coating are based on glycidyl methacrylate (GMA) acrylic-cured polyester hydroid technology as a replacement for triglycidyl isocyanurate (TGIC)-cured polyester powders.
In other work to broaden the commercial viability and acceptance of powder coating for coil coating and in the production of food containers, DSM Resins and Michel Huber of Munich, Germany, have developed a new high speed metal coating process, known as Electro-Magnetic Brush (EMB) Technology.
During 2000, Dow Chemical introduced what they called a new family of Blox polymers, claimed to combine the adhesion and durability of epoxies with the flexibility and processability of thermoplastics. There are two types, high-adhesion barrier resins and adhesive resins, with the latter suitable for powder coating applications, plus other coating applications. Dow also lists several new epoxy or acrylated epoxy powder coating resins. As another example, Resolution

Thermoset Resins Market Report
29
Performance Products offer a high molecular weight polyamine adduct having a target solids level of 57%.
The external corrosion protection of steel pipes, even those exposed to severe conditions, high service temperatures, hot and damp environments, is understood to be enhanced by the use of a new epoxy powder primer, Eurokote 7988 from Eurocoat. This primer, owing to its special chemistry, behaves differently in its application parameters from conventional powder primers but can also be employed on conventional coating lines. Another primer, 716, offers a solution to certain application constraints, such as reduced energy costs and the preservation of substrates that could be damaged by excess heat, plus a better operating flexibility when the substrate is heated in a non-homogeneous manner.
The problem of reducing the damaging effects of heat during the cure of any surface coating, or indeed during the exothermic polymerisation of any thermoset resin, is resulting in an increasing availability of low-temperature and UV curable systems. These systems are also being developed to be free from the VOC emission disadvantages that plague otherwise traditional coatings. The decorative powder coating of composites, high pressure laminates and medium density fibreboard (MDF) are particular applications susceptible to heat damage.
Whilst environmental considerations generally predominate, other applications, such the automotive sector, are driving the development of powder coating technology in another important direction, namely the need for improved performance and productivity or, in other words, better process economics. As recently as 1997, BMW began applying heat-cured powder clearcoats and PPG has since introduced a new ‘wet’ system, Powder-Prime that allows motor manufacturers to apply both first and second coats in dip tanks.
Powder coating applied by spray, is increasingly finding application for the in-mould coating of hot, compression-moulded composite components. Not only is complete part coverage better guaranteed but, as a result of a chemical reaction between the coating and the fibre reinforced composite substrate, an extremely durable finish is obtained. Both conductive and paintable grades are available, with the latter specifically designed to fill any surface porosity that may be present, as well as providing an excellent interfacial bond between the subsequent paint finish and the component surface. Following the development of coating systems that cure at 105 °C rather than the former 150 °C, new coating opportunities for low pressure and temperature moulded composites have also been created.
Finally, commensurate with advances in powder coating resins, comes alternative and improved ‘de-binding’ devices used to ‘unbind’ agglomeration in powders for powder coating. These are based on a combination of ultrasound and conventional vibration, during the sieving of electrostatic powder coatings, particularly those employed for automotive clearcoat application. Typical is Russell Finex’s Vibtrasonic technology which employs an acoustically developed titanium transducer or probe which applies an ultrasonic frequency to the separator mesh of the sieve, via a velocity transfer plate. This breaks down the surface tension, effectively making the stainless steel wires of the mesh, friction-free.
4.5.9 Vinyl Esters
Vinyl esters can be considered as offering a combination of the best properties of both unsaturated polyester and epoxy resins and are best considered as coating materials under the heading of gelcoats (Section 4.9). They can be employed as resin-rich flowcoats, applied as a final surface coat to composite mouldings, but this use is less typical than for the unsaturated polyesters.

Thermoset Resins Market Report
30
4.5.10 Others
Blocked isocyanates, designed to be compatible with hydroxyl-terminated acrylates, epoxy, phenolic, polyester and polyether resins to provide high performance coatings, are under active development. The Specialty Division of Baxenden Chemicals is one company understood to be involved.
4.5.11 Ultraviolet Cure
Although not a material for coating, UV curing is a development of major and growing importance for the coatings industry. However, the wide availability and realisation of a truly commercial UV cured coating process applicable to all substrates, awaits further development. Even so, it is already clear that the combination of an environmentally friendly system and UV cure could offer advantages over current thermosetting powders. Current disadvantages include complicated formulations, (e.g., acrylic, cationic and free radical resins, solid unsaturated polyester, solid urethane acrylate hardener and maleate-vinyl ether systems), poor wetting and finally, of major importance, problems in ensuring an even distribution of the UV radiation particularly for highly complex shapes.
Nevertheless development proceeds apace because, given optimum solutions, the result can be much better process economics and thinner and more consistent coatings, with superior weathering properties. Much of the work is being concentrated on photoinitiators (e.g., bisacylphosphine oxide) and light stabilised additives and also on the application of the process to externally exposed timber. In this instance epoxy acrylate resins are claimed as ideal. A typical formulation for a transparent system would have a primer consisting of a water-soluble, bifunctional, aliphatic polyurethane acrylate and a topcoat of a bifunctional, aliphatic polyurethane acrylate. The latter would contain a UV absorber such as 2-hydroxyphenyltriazine (Tinuvin 400 from Ciba-Geigy AG) and a hindered amine light stabiliser (e.g., Tinuvin 292), combined with a light converting dye.
Among the companies involved are Ciba Specialty Chemicals (initiators), Fusion UV Limited (UV lamps and source systems) and UCB Specialty Chemicals Division (Belgium).
4.6 Composite Matrices
A large percentage of the world’s thermoset resin production is consumed by the multinational and steadily growing composites industry. The relative global consumption in different applications is shown in Table 4.2. Three subheadings, processing and fabrication, matrix type and applications have been employed in this section.
Table 4.2 Relative global consumption of composites in different applications GLOBAL
(1998 Figures) EUROPE
(1998 Figures) JAPAN
(1997 Figures) Construction/building 30% 30% 56% Electrical 13% 17% 12% Marine 10% 10% 6% Pipes & silos 11% 10% 5% Transportation 24% 24% 5% Unclassified 12% 9% 16%

Thermoset Resins Market Report
31
4.6.1 Processing and Fabrication
4.6.1.1 Autoclave Moulding
This process is the preferred route for the processing of very high reinforcement fraction components to mouldings. It is most popular with the aerospace sector and the principal resins used are epoxy and phenolic. Reinforcement material (glass, carbon, aramid) which has been pre-impregnated with resin and the resin allowed to partially cure (‘B’-stage) is termed ‘prepreg’ by the industry. This material is cut to shape and laid on an open mould to the required thickness and reinforcement pattern, before being covered with a flexible bag and placed in a heated, pressurised autoclave to consolidate the laminate and flow and cure the resin. The method is capital intensive and fairly labour intensive but the highest mechanical properties for a moulded composite are normally achieved in this manner.
4.6.1.2 Contact-Moulding (Hand Lay) and Spray Deposition
The last ten years have seen these two labour-intensive composites moulding processes begin to lose some favour with competition from the low-capital entry techniques such as resin infusion processes resin injection or resin transfer moulding (RTM). Nevertheless, there is no expectation that either will, even in the long-term future, be totally usurped. Both techniques, although suffering from the vagaries always present in any labour-intensive manufacturing operation, are in many respects ideal for prototypes, short-run production and the massive type of one-piece moulded constructions not open to any other means of fabrication. Contact-moulding (also known as hand-lay) is the process on which the whole of the now worldwide composites industry was founded.
In the same way, there is no reduction in the number or range of thermoset resins formulated for both. Indeed, with the urgent need to reduce VOC emissions markedly in some countries, their number has increased with the development and commercialisation of low styrene and dicyclopentadiene (DCPD)-based unsaturated polyesters, still the principal resin type for both processes.
Processing machinery, such as that available from R.W. Rolf Wolfangel GmbH (Germany) and others around the developed world, has made the conversion to closed mould techniques easier for those wishing to take this course. At the same time the same manufacturers have modified and updated spray machinery to reduce the emissions from that equipment during use and Venus-Gusmer (USA) have been very much involved with this. Process machines such as roller impregnators are also available to reduce emissions during hand lay.
Phenolic resins may be both hand-laid and spray deposited. Vinyl esters are sometimes hand laid as are epoxy resins but these two systems are more commonly used in other processes.
4.6.1.3 Cold-Press and Vacuum Bag Moulding
The last five years have seen cold-press moulding diminish somewhat in importance as a process.
The popularity of vacuum bagging may explain the rapid growth of resin infusion processes as hand-lay has declined. However, vacuum bagging, in which it remains necessary to wet out the reinforcement with the resin before the application of the vacuum bag, only saves emissions on the cure part of the cycle. This is a relatively low emission part of the process and cold-press moulding, in which the compression of the press onto the resin and reinforcement achieves consolidation, is cleaner in this respect. The capital cost for cold-press, or low pressure press as it is more accurately known, is greater than with vacuum bagging because the latter needs only one tool, usually female,

Thermoset Resins Market Report
32
coupled with suitable vacuum bagging materials. Depending on the number of items to be manufactured and the materials used, some vacuum bagging films are reusable.
In the case of cold-press moulding a product with two good faces is produced from a two part tool. However, although cycle times can be shorter, tooling costs are higher and there may be little or no advantage over resin-injection/transfer techniques.
The most frequently used resin systems for these processes are the polyesters but phenolic, vinyl esters, epoxy and acrylic urethanes can be processed in this manner also.
4.6.1.3 Filament Winding
This selective process for the manufacture of closed or open-ended cylindrical components can be considered a highly capital-intensive composites fabrication technique. Consequently products made by filament winding should either be required in large quantities, e.g., pressure pipe, sewerage pipe, ventilation ducting, etc., or be of a design nature such that filament winding is the only practical manufacturing technique. Under that latter category would be found a wide range of vessels from very large liquid bulk storage tanks to LPG cylinders. There are also specialist military applications for filament winding such as hand-held rocket launchers and rocket engine components.
For the construction of simple tanks and low performance pipe and tube, isophthalic polyesters are the most common resins. Where chemical resistance is required vinyl esters are used and for high mechanical performance, such as pressure pipe and pressure vessels, epoxy resins are the most popular. Phenolic resins can be filament wound using acid catalysis and these resins are used where fire performance is of importance such as mining ducting and some factory exhaust systems.
4.6.1.4 Continuous Lamination
Continuous lamination, most commonly applied to polyester resins but also possible with phenolic and vinyl esters, is, as the name suggests, a method for the continuous production of laminated sheet products. The most common application for such products are truck side panels and roofing sheets, profiled or flat, opaque or transparent. Capital costs are relatively high for the plant for this process but output is high and continuous, one of the very few composites manufacturing processes which is.
4.6.1.5 Hot-Press Moulding
Hot-press compression moulding (between relatively massive and expensive matched metal tool-sets), has been used successfully for many years. It is used for quantity applications demanding good mechanical performance, complex shapes with critical dimensions and good chemical and corrosion resistance. Applications range from electrical ‘white goods’ mouldings, through modular panels for liquid storage tank construction to automotive and truck bodywork. The continued development of the generally unsaturated polyester based BMC/DMC (bulk or dough moulding compounds) and SMC (sheet moulding compounds) used in this process, owes much to the ever-growing customer demands. Today, SMC mouldings, particularly those used for automotive applications, cost less than their steel or aluminium counterparts and, to further advantage in a world of mobile phones and GPS location systems, are virtually invisible to radio waves.
DMC/BMC are short fibre (4-8 mm) compounds, supplied as a lump or ‘sausage’ of dough from which an appropriate quantity is cut for the moulding to be made. They flow well and deep draw parts are easily moulded.

Thermoset Resins Market Report
33
SMC has much longer (40-50 mm) glass reinforcement. It is made and supplied as sheets between non-adhering films. The possible draw of a moulding is far less than that available with DMC/BMC and the flow is less in the tool. However, the mechanical properties of SMC products are considerably better than those of the doughs.
Developments include new next-generation UV-stable, pigmentable Ekadure 2001 polyesters developed by the Specialty Polymers & Adhesives Division of Ashland Chemical in co-operation with Plasticolors and Union Carbide. The resulting SMCs eliminate the need for post-moulding painting on structural and exterior application mouldings. Then for bath and vanitory, as well as traditional SMC end-use mouldings, comes the recent development of the world’s first thermoset-modified acrylic resin from Mitsubishi Rayon. Enhanced weatherability, hot-water resistance, gloss retention and transparency is claimed, when compared to polyester versions.
The development of the fuel cell, particularly that using hydrogen as fuel, is a potential application for a very large amount of thermoset materials. DMC/BMC bipolar plates and end plates could be an essential part of any fuel cell powered vehicles on a large scale. Although not expected to have major impact until the end of the present decade, this application could give a new meaning to volume in hot press moulding.
Through improved mould design, better processing techniques and improved thermosets, BMC mouldings (well-known for their creep resistance at elevated temperature (100 °C and above), fire retardancy and dielectric strength), are now being seen as low-cost and better alternatives to high temperature/engineering thermoplastics that often demand secondary coating and other operations. This is typified, for such applications as circuit breaker housings, headlamp reflectors and many other automotive components, by BIP’s new range of flexible polyester based moulding compounds (called FMCs), which exhibit flexural moduli as much as 42% lower than conventional grades but without detriment to other recognised properties.
Hot-press moulding is normally a high pressure process with pressures of up to 15 MPa (1 ton.in-2).This brief assessment would not be complete without some mention of low pressure moulding compounds (LPMC), a largely National Chemical, Scott Bader development. This composition, around 15 years old, seeks to marry the advantages of SMC with a much reduced equipment cost and better process economics. The lower moulding pressure employed (typically 500 kPa compared to 3 MPa and above), allows the use of much less expensive, sometimes even composites tooling operating at a lower temperature (90 °C, compared to 150 °C) and requiring lower tonnage presses for a given platen size. Although both SMC and LPMC are pre-compounded materials, typically employing unsaturated polyester resin, they differ in that the first relies on a chemical thickening process whereas the latter on a physical thickening process. Vinyl ester and phenolic based moulding compounds complete the material selection available.
4.6.1.6 Pultrusion
The technique for the continuous manufacture of composite moulded sections, or profiles, by means of a process known as pultrusion has, arguably, been the fastest growing sector of the composites industry in recent years [2]. In this process, reinforcement, in a range of formats, is pulled through a die with the cross-section of the finished profile. The reinforcement ‘bundle’ is either pre-impregnated with resin by dipping in a bath prior to entering the die or the resin is pumped under pressure into the die a short distance from the start. In either case, the resin is cured as it travels through the heated die and is pulled from the back of the die and sawn to length. With the growing use of ‘standard’ (i.e., ‘off the shelf’) or ‘custom-moulded’ profiles for the civil engineering/infrastructure, as well as other markets, the growth situation is very unlikely to change in the near future. As a consequence, every manufacturer of epoxy, phenolic, urethane-methacrylate, or principally, unsaturated polyester resin, is able to offer grades specifically formulated for pultrusion.

Thermoset Resins Market Report
34
Until recently, one of the problems with the use of epoxy when compared to any unsaturated polyester, was the reduced line-speed of the pultrusion machine to allow for the slower cure reactivity. Reichhold claim to have introduced a new epoxy for pultruded profile manufacture that fully resolves this problem whilst remaining stable at room temperature.
From the specifier point of view, standard pultruded profiles can be ordered and treated as for metal profiles using the definitions laid down in prEN 13706 (Reinforced plastic composites. Specification for pultruded profiles).
4.6.1.7 Resin Injection (Transfer) or Resin Infusion Moulding
Over recent years, the worldwide composites industry has begun to realise the potential for introducing, by means of an injection procedure, the requisite thermoset resin matrix into a reinforcement ‘pack’ held within a closed male/female tool set.
Resin transfer moulding, employing a variety of injection pressure systems, sometimes aided by the creation of a partial vacuum within the tool set, was among the first. Since then, there has been a multitude of minor or major ‘liquid-moulding’ process developments. These have included, for example, SCRIMPTM (Seeman Composites Resin Infusion Moulding Process), which has patent protection, Resin Infusion under Flexible Tooling (RIFT) and many others which are very similar and are simply termed ‘resin infusion processes’. All are claimed to offer particular advantages but, naturally, also disadvantages. The principal difference between resin transfer moulding (RTM) and the infusion processes is in the tooling set-up. For RTM a matched pair of rigid tools is required to resist the positive injection pressure of the liquid resin, whereas in the infusion processes only one rigid tool is required, the other face being a flexible film or semi-flexible thin moulding. The mould ‘cavity’ is below atmospheric pressure when moulding. RTM produces two ‘good’ surfaces. The reverse surface on infusion moulded products is ‘fair’.
As a consequence, there has been the commensurate development of a wide-range of thermoset resins, principally based on unsaturated polyester chemistry, specifically formulated in terms largely of viscosity and reactivity, to uniquely satisfy each of these liquid moulding processes. Indeed there is one class of thermosets, the acrylic-urethanes, now well known by the trade name Modar that, although now used largely for the manufacture of pultruded profiles, was initially developed and fully commercialised for resin transfer moulding.
Although a low initial viscosity resin is obviously important in any injection or infusion moulding process, that property is equally advantageous when there is a need to incorporate fillers in the moulding to impart for example, fire retardancy. Many systems, for example Reichhold’s Polylite 31507, a fast curing hybrid unsaturated polyester, offer low viscosity, easy pumping and good reinforcement ‘wet-out’, even when filled to 60 or 65% by weight.
4.6.2 Fire Retardant Composite Applications
Although clearly not a composites fabrication technique, procedures for gaining acceptable levels of fire retardancy in composites components, effectively in the matrix resin employed, is of supreme importance.
Fire test methods vary throughout the world and specifying authorities place varying degrees of importance on the resistance to fire and reaction to fire performance of materials which they use. All organic polymer matrix composite materials will burn. The ease with which these matrices ignite varies vastly from materials which are quite flammable to very fire hard resins such as the phenolics. Their performance once alight also varies. They may be self extinguishing, they may give off smoke and toxic gases or they may continue to burn, adding to the fire intensity and spreading flame. In Europe, fire testing is being standardised around the classifications of prEN

Thermoset Resins Market Report
35
13501-1 which involves three tests. The most important of these for thermosetting resin matrix composites is prEN 13823, the so called ‘SBI’ test. This test measures fire growth rate by heat release, smoke generation, spread of flame and flaming droplet formation. However, it is not sensitive in respect of smoke and the spread of flame criterion is simply whether there is a spread of one metre or more. As a result certain specific authorities have their own test criteria such as those for railway rolling stock in the UK specified by BS 6853. Tests in the USA tend to be very different and generally speaking it is very difficult to equate performance levels in different national or even international tests.
Formerly the unsaturated polyesters that found application in, for example, building and construction components or the mouldings required in the manufacture of railway carriages, had to employ of necessity filled or chemically modified systems. Whilst these were able to offer a varying degree of flame or fire retardancy, those using chemical modifications such as the incorporation of halogens were associated often with the production of potentially toxic products of combustion.
Such systems are still employed but are being superseded steadily by preferred matrices offering better fire hardness and much less potential toxic evolution. Some of this has been related to the successful development of extensive high-speed rail networks across Europe, where construction demanded the cost-effective use of lightweight composite mouldings satisfying the improved aerodynamic design of locomotives and aesthetic appeal of rolling stock interiors. However, the major developments have been the result of investment in underground railway systems in large cities where escape in the event of fire is difficult in the extreme. Demands for improvement in the fire performance of aircraft interiors have also resulted in a move away from the traditional epoxy materials, which have controlled this area for so long.
Along with this improvement in fire hardness, ease of processing and a high-quality surface finish, even if painted, were both essential. Consequently the matrix resin competition has been severe. Phenolic resins, either in traditional hot-cure prepreg form or as low temperature cure, acid-catalysed systems have, without question, the best fire performance properties of any unmodified or unfilled resin and can be processed by all the conventional processing techniques. However, modified or filled polyesters, acrylic-urethanes and epoxies have been developed whose fire performances are far superior to the simple resins on which they are based and which satisfy many of the application fire specifications in place.
At the same time there has been competition between the form of reinforcement employed and the fabrication technique, principally contact-moulding, spray-deposition, resin-transfer moulding and pre-impregnated techniques to achieve the best fire performance in the finished product. These are developments which will undoubtedly spin-off into other composite market sectors.
The Hexcel company, is just one supplier that has concentrated on supplying the pre-impregnated fabrics demanded by this market sector, for example in their M34 system, a self-extinguishing epoxy resin/glass/carbon prepreg for large structures, including rail application. M34 demonstrates a comparatively long shelf-life, cures at 75 °C and can be processed by vacuum bag moulding, to satisfy standard S3-SR2-ST2 of DIN 5510, and is classified M2 F1 according to NF 1601.
4.6.3 Matrices for Composites
4.6.3.1 Acrylics
In the true sense of the word, acrylics, polymethylmethacrylate and other polymers of acrylic or substituted acrylic acid, are thermoplastic materials. However, they can be used in conjunction with other polymers, to produce several thermosetting resin systems, suitable for use in composites. The most important of these, the urethane-methacrylate prepolymer dissolved in methyl methacrylate monomer (MMA) has already been considered in Section 3.

Thermoset Resins Market Report
36
Unlike, for example, the unsaturated polyesters, urethane-methacrylates are produced by only two manufacturers, Ashland Chemical and Ineos Acrylics. That situation suggests, correctly, that they have a much more limited application. They are not for example, suitable for open-mould processing but they do have a very important part to play in closed mould technology, particularly resin transfer moulding (RTM) and pultrusion. Indeed the first systems of this type, under the trade name Modar, with their low initial viscosity, good toughness and flexibility, were specifically developed during the first half of the 1980s, for RTM.
Continued formulation and processing development has resulted in success in a number of important composites applications. Their low, as supplied, viscosity enables high mineral filler loadings to be employed, which brings the fire properties of mouldings from these resin systems within the performance criteria demanded by several specifying authorities in the railway industry. Exterior panels, interior mouldings and seat shells have all been made from acrylic-urethane resin systems with suitably high mineral filler levels. In this respect, they offer some competition to the usually preferred, naturally ‘firehard’ phenolics. Pultruded alumina-trihydrate filled Modar cableways, were selected and extensively built-into the Channel Tunnel.
4.6.3.2 Bismaleimides
Even compared to the epoxies, the bismaleimides (BMI) comprise high-performance, continuous high temperature resistant (200-240 °C) resins. Being also more expensive, their use as composite matrices is currently restricted to advanced applications such as aerospace and military aircraft composites components. Another restriction is their solid state at ambient temperature, leading to obvious processing restrictions, although their typical viscosity at elevated temperature could, with processing development, make them suitable for resin injection type techniques should the call-off volume prove sufficient. Work in this direction continues and a new BMI was announced recently based on allyl methyl phenol and diallyl bisphenol A chemistry as reactive diluents and co-monomers. Although there is a reduction in the permissible service temperature (180 °C under dry conditions), such a resin can be injected at around 75 °C and can exhibit a useful pot-life of 12 hours or more.
BMIs also find application in printed circuit board manufacture and as heat-resistant coatings.
4.6.3.3 Epoxy
Owing to their excellent viscoelastic characteristics, epoxy resin systems are eminently suited to the manufacture of high-strength composite structures operating at either low or elevated temperature. Although solvent-containing systems retain their popularity for certain applications, hot melt resins and epoxy prepregs are available to answer environmental concerns. For example, the latter have become increasingly indispensable for the construction of some large scale wind energy blades and performance yachts. Optimum mechanical properties are readily achievable without over-designed or unnecessarily heavy structures, a situation assisted by several new pre-impregnated fabrics employing the latest epoxy chemistry with both fast and extra slow hardeners. A typical example is Ampreg 22 from SP Systems, a well-recognised worldwide supplier.
It is worthy of note however, that like all the ‘sophisticated’ thermosets and, to a lesser degree, with general purpose, unsaturated polyesters, the operating temperature is not the only factor delineating the permissible in-service conditions. Many factors, such as chemical attack, must be considered but of much greater importance is whether those conditions are ‘dry’ or ‘wet’. High levels of humidity can often cause fairly pronounced reductions in mechanical properties.
Commensurate with the increasing development of higher performance epoxies and rubber-modified epoxies is the application of microwave curing systems. Here the objective is to control the temperature throughout the crosslinking reaction and during the physicochemical

Thermoset Resins Market Report
37
transformation undergone by the moulded component. That control is of particular importance in the curing of large epoxy-based composite structures, of the type of particular interest to the aerospace, land and sea transportation industries.
4.6.3.4 Furanes
Furane resins produced by a self-condensation reaction of furfuryl alcohol with furfural, have found application in the manufacture of composites tooling and for components subjected to chemical attack under oxidising conditions. However, they have processing disadvantages with somewhat difficult to control reactions using acidic catalysts. Therefore, with the commercialisation of other thermosets better formulated for these two applications they have now fallen out of favour.
4.6.3.5 Hybrids
Hybrid thermosets are a major development area for the industry. These two or more polymer component systems combine, by clever chemistry, the salient advantages of those starting-point raw materials, without any major loss of property. It is seen as likely, therefore, that most major thermoset developments in the future will be centred around this hybrid approach. Equally, the most successful of these often novel hybrids, must enable the composites industry to penetrate new market areas or extend their feasibility within sectors already penetrated.
The resin system most commonly referred to as simply ‘hybrid’, is a two-part polyester-polyurethane resin suitable for RTM and other techniques where the matrix is injected into the fibre reinforcement. The first portion consists of an isocyanate with the second being a low molecular weight unsaturated polyester typically dissolved in styrene monomer, but where both A and B components also contain carefully selected additives. The final, fully crosslinked molecular structure offers strength and stiffness from the combination of properties achieved in the chemistry.
Following from the development of polyurethane/polyester hybrids, polyurethane/vinyl ester systems are equally possible, although work suggests that the system and the catalyst employed can produce a greater property variation both in terms of the initial matrix and the finished component. Finally, there are systems based on isocyanates and epoxies being developed to offer the desirable properties of high glass transition temperatures, good long-term heat resistance, good dimensional stability, low thermal expansion coefficient and some flame retardancy.
4.6.3.6 Melamine and Urea Formaldehyde Resins (Aminos)
These resin systems are used principally in moulding compounds, but do find application in paper reinforced laminates for the decorative and wear surfaces of domestic worktops and the like.
4.6.3.7 Phenolic
Phenolic resins are the oldest of man-made polymers and, in some respects, all their multifarious applications could be seen as being matrices for composites. However, this report will restrict itself to the application of phenolic resins as matrices for structural composites where their application is usually to take advantage of their excellent, inherent fire resistance present without the need for any additives or modifications to the chemistry of the resin. Phenolic composites applications may be divided into two distinct types of composite product.
Firstly there is the traditional, high pressure, high temperature (120-170 °C) cure laminate. These are produced by the prepreg route where suitable reinforcements are impregnated with phenolic resol resin in solution. The solvent, usually a ketone or alcohol, is driven off and the cure of the resin advanced, thermally, to the point where the resol is solid but not crosslinked. The resulting

Thermoset Resins Market Report
38
sheet material is simply impregnated reinforcement, which may be glass, carbon or aramid. This material is used (as described in Section 4.6.1.1) for the production of aerospace and other components where maximum achievable mechanical properties are required, combined with high fire resistance. In recent years, phenolic materials have replaced epoxies for passenger aircraft interior fittings to improve the fire ratings in the cabins.
The second type of laminate are those produced, as with polyesters, by the whole range of composites production techniques described in Section 4.6.1. Phenolic resins may be cured with acid catalysts at low temperature (50-70 °C) and systems have been developed which, by careful selection of resin viscosity and catalyst reactivity, allow all processing techniques. Delayed action catalysts are also available which do not react at any appreciable rate until the temperature of the laminate is raised to, e.g., 60 °C. The excellent fire, smoke and smoke toxicity performance of these materials have led to their selection as matrices of preference for authorities such as London Underground. For certain processing techniques, phenolics are the only resin system available which meet that authority’s requirement for internal components for underground rolling stock.
For pultrusion, thermal cure systems are preferred to acid catalysed since the temperature necessary to cure thermally is available and the acid catalysts tend to corrode the pultrusion dies.
Phenolic resins suffer from one major disadvantage and that is that they cannot be reliably coloured in a manner which is stable. All phenolic mouldings need painting or otherwise surface finishing if a decorative effect is required. Fortunately paints are available to meet the fire requirements.
Polybenzoxazine resins are highly modified phenolics and are produced by the reaction of a diphenolic compound, a primary amine and aqueous formaldehyde. The resins have been reported as having very high glass transition temperatures (Tg), up to 350 °C, and could become lower cost, competing materials for expensive aerospace matrices such as PMR-15. Work continues by companies such as Hitachi.
4.6.3.8 Polyimides
Polyimide resins are a very different material to most of the matrices discussed here. Polyimides are really thermoplastics, which have a very lightly crosslinked structure under normal processing conditions. However, the small degree of crosslinking makes their processing by traditional thermoplastic means very difficult and, processed more akin to thermoset materials, they are becoming increasingly favoured and employed for cryogenic and aerospace applications. To obtain high performance crosslinked products, polyimides need to be moulded at ca. 300 °C and post cured at 400 °C. The resins produce water as a by-product during cure, which, at the curing temperatures, is a further complication.
Polyimides have high heat resistance, up to 540 °C is quoted for short periods, good high temperature stability, good impact and tensile performance and an inherent resistance to combustion. However, although a number of systems are available (some in the form of preimpregnated fabrics), and there has been some penetration beyond the advanced applications into, for example, tubes and electronic component manufacture, both their cost and their processing difficulty appear to limit any early increase in their consumption by the composites industry. Under licence from NASA, work is nevertheless proceeding in a number of locations such as Culver City Composites, Cytec Engineered Materials and the Georgia Institute of Technology, to extend both their aerospace but, more particularly, their commercial application.

Thermoset Resins Market Report
39
4.6.3.9 Modified Polyimides
There is a range of modified polyimide resins available for the advanced technology industries such as aerospace. These include polybismaleinimide, a high temperature curing material (200-260 °C) which can be used for filament winding. Suppliers include DuPont, Amoco and Rhone-Poulenc.
4.6.3.10 Unsaturated Polyesters
Irrespective of the competition from both well-established and recently introduced composites matrices, the unsaturated polyesters remain and will long remain the workhorses of the composites industry. Literally thousands of different commercial systems are available, whether based on ortho-, or iso- phthalic chemistry, and their success has long been proven. Whatever the finished component application, from simple enclosures, through automotive components to massive tanks or components operating under a wide range of temperature and environmental conditions, there will be a number of standard, off-the-shelf, first-quality resins to call upon, all competitively priced.
At the same time they exhibit viscosities, gel times, reactivity and pot lives suited to any chosen fabrication technique and moreover are available in both standard and accelerated condition, UV stabilised and also offering a varying degree of fire retardancy. Most are surprisingly tolerant to the processing and environment of the shopfloor and, finally, all may be used with a wide range of catalyst systems to promote cure.
Manufacturers continue to work at reducing VOC emission levels during processing and curing. Effective low styrene emission (LSE) resins with acceptable processing properties are now available as standard and the introduction of dicyclopentadiene (DCPD) grades is another alternative for the fabricator to consider in this context. Other than this benefit and reduced monomer content, the latter offer additional advantages to the fabricator, such as lower shrinkage during polymerisation, a smoother surface showing less ‘print-through’ of the underlying reinforcement, improved curing and quicker demoulding.
4.6.3.11 Urethanes
The urethanes (PU or PUR) are a very versatile range of thermosetting resins when cured. Unlike, polyesters or epoxies, the moulder does not buy ‘polyurethane resin’ but the starting materials for the manufacture of that resin, isocyanates and polyols. Hence their processing is totally different from that of any other thermoset resin.
The production of composites from polyurethanes is usually by means of a high pressure impingement mixing machine. The two components are mixed at high pressure by impingement and fed to a mould where the chemistry of polymerisation and crosslinking takes place and the product is formed in one process. The reinforcement is usually in the form of short glass fibres suspended in one or both of the components of the reaction. The process is known as RRIM (reinforced reaction injection moulding). There are also processes known as RIM where the urethane is moulded unreinforced, and SRIM (structural reaction injection moulding), which produces a product closer in nature to a true composite since long reinforcement, usually glass, is placed in the tool before injection of the reactants. This is similar in principal to RTM with more conventional matrices. Moulding cycle times are low, often less than one minute. The finished components, frequently employed for a large range of automotive under-the-bonnet, external body parts and decorative components, can vary in nature from rigid, reinforced parts to flexible, foamed components for the tops of dash boards, etc. The other very useful and functional property of urethane systems (formulated for the purpose) is the ability to self skin. Hence a component with a reinforced foam as the bulk of the moulding can leave the mould with a uniform solid skin.

Thermoset Resins Market Report
40
Improvements in machinery and in the ability to inject longer fibres are speeding the process for the production of structural materials from urethane moulding processes. One example is Fiberim from Huntsman Polyurethanes Automotive of Belgium. With this system it is claimed to be practical to directly inject glass reinforcement in lengths of up to 10 cm, as well as rovings. The result is that the reinforcement is more accurately distributed across the entire moulding cross-section, producing a finished component with equal mechanicals to a traditional SRIM component but at lower weight, reduced wall thickness and producing significantly less glass scrap and a reduced total cycle time.
4.6.3.12 Vinyl Esters
Vinyl esters are becoming increasingly attractive thermoset composite matrices because they can be considered as combining the best resin and finished property characteristics of both the unsaturated polyesters and the epoxies, at lower cost than the latter whilst not much higher than the former. They are easier to process than the epoxies but their mechanical properties lie between those of polyesters and epoxies.
However, it is their high laminate strength and excellent chemical resistance at elevated temperature that are particularly attractive, together with their good electrical and thermal insulation and their resistance to impact, fatigue and water absorption. It is the latter characteristic and, hence, resistance to blistering, which makes them a popular choice in the fabrication of swimming pools and liquid storage tanks.
Like most other thermosets considered by this study, the vinyl esters can readily be modified either chemically or by the use of additives, such as rubber-modified epoxy, to secure benefits in adhesion, wear resistance, toughness and elongation. Indeed some modifications can result in effective cost savings, although at the expense of certain properties.
The synthesis of a new class of commercial vinyl esters based on aliphatic oliogomers and methacrylate terminated aromatic oliogomers, diluted with low molecular weight reactive monomers such as styrene, was announced recently by B. Starr and co-workers at Virginia State University. These are expected to find increased application in civil engineering structures as they offer improved long-term degradation resistance, enhanced corrosion resistance and intrinsic low UV absorption.
4.6.4 Composite Applications
4.6.4.1 Aerospace
First utilised for the defence sector but, latterly, extending in a more comprehensive manner into the commercial sector, composites are playing an ever-increasing part in the design and construction of aircraft and other aerospace items. The performance expectations of these markets can only really be satisfied by the epoxies, vinyl esters, BMIs and similar thermosets. As with all high-tech applications there is major advantage to the remainder of the worldwide composites industry and, hence, to all the standard resin systems through the amount of downward spin-off that has resulted, in terms of materials, equipment and processing technology. With wings, control surfaces and tail assemblies already largely of composites construction, the day of the all-composites airliner cannot be too far off; a development that will boost the whole thermoset resin industry.
4.6.4.2 Chemical and Corrosion
There is truism in the statement that the chemical plant and corrosion-resistance industry would be very much the poorer without the advent of composites over 60 years ago and the development,

Thermoset Resins Market Report
41
principally by Dow Chemical, of Derakane vinyl ester/bisphenol resins some 30 years ago. Composites have had a major influence on the ability to contain successfully, process and move, by tanks, pipes and in other ways, all manner of chemically active, corrosive liquids, solids and gases.
Nevertheless, it is a market sector that only accounts for around 7% of the total output of composites, a figure that suggests room for a respectable growth rate, as track-record, education and life-cycle benefits are better recognised.
4.6.4.3 Energy Generation
Unsaturated polyester and epoxy resin composites have had considerable success over recent years in the manufacture of evermore massive wind turbine blades for wind-energy generation. Many composites solutions to this new challenge have been tried with reinforcement ranging from glass to carbon and laminated timber. Indeed much of the new success which is claimed for wind energy is the direct result of the steady replacement of the earlier all-wooden blades by composites. Blades have been fabricated by a range of techniques: contact moulding, RTM, autoclave and, most recently, resin infusion. As the blade length continues to grow with 40 metres working and 50 metre blades being built, the latter is becoming the favoured fabrication route. Whilst initially it was thought that the high tip speeds and aerofoil design of these blades would lend themselves to aerospace, autoclave manufacturing techniques using prepreg, the sheer size has prevented this. The cost of an autoclave to take such blades would be prohibitive.
Taking into account their often highly corrosive locations (sea-salt laden atmospheres), widely varying operating temperatures (–15 °C or less to +45 °C), together with a high probability of lightning attack, wind energy blades can be an unexpectedly severe application for composites. Consequently, there is now little doubt that this is an application from which many design, manufacturing and technology principles will spin-off downwards, to be of particular benefit, for example, to the infrastructure market sector.
In the same way, there are a number of alternative energy-generation systems, such as wave and tidal power, whose increasing success will, with time, owe much to techniques developed by workers in the wind-energy generation field.
4.6.4.4 Infrastructure
The building and construction industry has always been a major composites market, typically consuming, irrespective of country or geographical area, over 20% of the annual output. However, including the whole of the civil engineering sector, infrastructure has, over the last 5-10 years, begun to show that this sector will have a major influence on the future appearance of the worldwide composites industry. The expected annual growth rate is estimated to be around 4-5%. This massive growth will be reflected over the whole of the thermoset resin industry. The infrastructure sector includes adhesives, coatings and almost every other application type considered by this study.
Examples are included throughout this report. However, new-build pedestrian and road bridges, transmission pylons, marine pilings, structural assemblies, pipes, tanks and enclosures are worth emphasis as to the way in which composites for infrastructure application are moving. In situinfrastructure repair is also important, for example, by the use of epoxy resin impregnated multidirectional carbon fabrics, in carefully tailored pieces, for the repair of prefabricated prestressed concrete beams. One of the first of such repairs was in November 1996 on the A10 motorway in France, between Paris and Chartes. The ‘repair patches’ were simply roller-pressed over a pre-cleaned defective area and heat cured in situ, with the epoxy acting as not only the matrix but equally the adhesive and the working surface coating. More recently, bridge enhancement and repair has tended to use prefabricated, pultruded carbon/epoxy elements stuck

Thermoset Resins Market Report
42
into place on the concrete with epoxy adhesives. This had the advantage of more control over both the cure and the fibre placement of the repair ‘patch’.
A further infrastructure application, which is being accepted slowly in the market place, is the use of composites reinforcing bars for reinforced concrete in place of the traditional mild steel. The problems which are being seen today with reinforced concrete buildings, only 40 or 50 years old, failing as a result of reinforcement corrosion within the concrete have turned attention to this non-corroding alternative. The full technology has still to be developed but the potential is very large.
Once life-cycle economics and associated benefits are much better recognised, then an explosion of interest will be generated in infrastructure applications for thermoset resins in composites.
4.6.4.5 Marine
A visit to any marina will indicate clearly the supremacy of composites for the construction, both below and above the water-line, of all types of vessel, from small dinghy through to ocean cruisers, fishing and work boats. Timber, steel, aluminium or other materials are now rarely seen among leisure and smaller work boats. This worldwide success and proven long-term, maintenance-free service has undoubtedly helped to promote the use of composites in perhaps every other market-application sector. The situation has undoubtedly been helped by the designer’s ability to create clean, sculptured moulded lines in composites together with the readily noticeable resistance to mechanical and environmental attack; and the sea environment can be severe. Perhaps the ultimate example of marine use are the fleets of mine hunters used by the UK Royal Navy and other navies around the world. These vessels, up to 68 metres (220 feet) in length, are warships and demonstrate the confidence which naval architects have in the material.
In non-ship, marine applications, there has been an increase recently in the use of composites in quays, jetties and similar structures, where the lack of corrosion puts the life expectancy of a composites structure well ahead of those in timber or steel. Furthermore, timber requires treatment with chemicals to prevent biological attack and these can leach into the water with subsequent environmental problems.
4.6.4.6 Transport
Examples of land, sea and air transport, which increasingly employ composites successfully, can be found throughout this study. Collectively, over the years, they have consumed high tonnages of most of the commercial thermoset resins available and, as the need for lightweight, high strength, cost-effective, environmentally resistant materials for use in transportation grows, that tonnage can only increase. The expected annual growth rate for composites in this sector is 5%. Another reason for this success, demonstrated by the mouldings required by the railway industry, is the ability to manufacture large one-piece assemblies. The phenolic composite front-end mouldings used in the construction of the motive power units of the Channel Tunnel vehicle shuttle trains are a particular and noteable example, as are the polyester examples used on the Eurostar passenger trains and many other railway passenger surface trains throughout the world, and the phenolic cabs on many London Underground trains.
Figure 4.1 depicts a considered estimate of the market shares for composites in transport applications.

Thermoset Resins Market Report
43
Figure 4.1 Estimated market share for composites in transport applications
4.7 Encapsulation
4.7.1 Epoxies
As the range of applications grows, it is becoming increasingly difficult to differentiate between what is a true encapsulation, or even casting, and what is only a coating. The increasing use of UV curing epoxy systems as ‘sealants’ to cover or encapsulate microchips on, for example, credit and ‘smart’ cards, is one particular example. Whilst the consumption per card is small at less than 1 g, the consumption is growing through the use of resins which offer enhanced card security, ‘water-white’ colour and minimal ‘coating’ thickness at optimum viscosity, tensile strength, elongation at tear and coefficient of thermal expansion.
The largest encapsulation use of epoxy resins is in the electronics industry where parts of or complete circuits are encapsulated to ensure electrical insulation and make handling and installation processes easier.
Similar epoxy systems also find increasing application as ‘sealants’ for a wide variety of electrical items from coils and cable connectors, through strain-sensitive circuitry, to transformers. In addition, if carefully chosen, re-entry access to encapsulated components for adjustment and/or repair, may also be possible.
4.7.2 Hybrids
Encapsulation as a means of enhancing electrical insulation and/or creating more readily handleable electrical assemblies is nothing new and now commonly applied to semiconductors, transistors and microchips. However, as the severity of their operating condition increases, so does the need for improved heat resistance, for example, without alteration to the initial processing
Automotive25%
Trucks and buses20%
Railways30%
Shipping10%
Aerospace15%

Thermoset Resins Market Report
44
conditions. This has spawned the development of a range of suitable hybrid resins and one example is Sumitomo Bakelite’s, silicone-modified polyimide blended with a special epoxy resin.
4.7.3 Others
Low molecular weight aromatic thermosetting polymers based on polynapthalene or polyphenylene (such as Dow Chemical’s new SiLK resins), are being used in the manufacture of faster, smaller and higher performance integrated circuits. Thin films of low dielectric constant after cure (at 400 °C or higher), are applied by conventional spin-coating equipment (illustrating the dilemma between coating and encapsulation).
4.8 Flooring
4.8.1 Epoxies
Epoxy resins have long been employed successfully in the formulation of usually unreinforced systems suitable for coating concrete, other flooring materials and substrates such as timber. These coatings provide decoration, perhaps with pigment and/or aggregate additives, and enhance their skid resistance as well as their durability to pedestrian and vehicle traffic or protection from harsh environments such as oils, petrol and salt. With the advent of lightweight bridge decks and similar structures employing composites, epoxy overlays are the preferred alternative to the former cementitious formulations. The latter typically suffer from significant fracture and delamination from the substrate when subjected to flexural loading. Such epoxy overlays, which markedly reduce the overall dead load on the structure as a result of their lower density and thinner film application, have also been used successfully on concrete-filled steel grid and steel orthotropic decks.
For reasons of VOC reduction, these overlays are beginning to move from solvent to water-based systems, as typified by EPOXYShield, a two-part, low odour epoxy from Rust-Oleum. Excellent adhesive properties are claimed and the overlay, onto which vinyl acetate ‘chips’ can be sprinkled whilst wet to provide decoration, cures, touch-dry, in twenty minutes.
4.8.2 Polyesters and Vinyl Esters
Where the environmental conditions permit, both the unsaturated iso-polyesters or, preferably, the vinyl esters, can be successfully employed for ‘flooring’ type applications. Furthermore, ‘walling’must be included in the term ‘flooring’, as typified by the in situ application of glass fibre reinforced linings employing either polyesters or vinyl esters to timber, concrete, brick or stone substrates, to provide an easily cleaned, biological, fungoid and chemically inert, but often self-decorated, surface. Industrial kitchens, food manufacturing and processing factories and abattoirs, are typical applications, competitive to ceramic tiles as a result of their ease and ready application. Like true composites mouldings, all these usually employ a resin-rich top coat. Application to the substrate may be by hand or spray techniques.
With polyesters, unlike the epoxies, adhesion, irrespective of substrate, needs to be noted as a possible long-term in-service problem. This has been addressed by resin manufacturers and those employed in the application of this type of lining and is now much improved.
Swimming pool linings, both domestic and commercial, also need inclusion under this ‘flooring and walling’ heading even if they are of modular composites moulding design. It is a thermoset resin application that, at best, is surprisingly severe. Basically, pools can be considered as chemical tanks. The ease of obtaining patterned, different coloured decoration is one of several reasons for the competitive attraction of thermoset resins over ceramic tiling.

Thermoset Resins Market Report
45
Flat roof covering (a floor on the roof) is another polyester application that has grown in recent years. Having suffered from a number of ‘cowboy’ contractors in its early years, the advantages of the application of polyester/glass laminates, either by hand application using glass mat or spray deposition, are becoming recognised once again. It is a perfect way to ensure that there are no leaks in a flat roof. The result is a single roof sheet, sealed to the edges and incapable of leaking if the job is done correctly and a huge advantage over felt or asphalt type finishes.
4.8.3 Phenolic and Furane
Low temperature or ‘cold’ cure phenolic systems are used for acid and chemical resistant flooring screeds and are probably the oldest of such formulations. Such systems offer good mechanical and thermal resistance and are therefore ideal in the repair of cracked or otherwise damaged surfaces. Additional applications include chemical process equipment, acid resistant constructions, conduits, gas scrubbers, chimneys, acid towers and effluent treatment equipment.
4.9 Gelcoats and Pigment Pastes
Gelcoats and pigment pastes are essential raw materials consumed by the composites industry. Both employ every type of unsaturated polyester and vinyl ester resin and, occasionally, bisphenol-A based epoxies in their formulation. Although gel and rear-face flow coats may be unpigmented, pigmentation is much more typical. Pigment paste is the vehicle by which pigmentation is introduced into either a gelcoat or the matrix, laminate resin.
Gelcoats form the exposed or working surface of a thermoset composite moulding. Usually unreinforced, this thin (0.40-0.90 mm (0.016-0.035")), resin-rich, usually pigmented surface coat applied by hand or spray, provides a hard decorative and protective finish, the resistance of which to fading or ultraviolet attack is related to the base resin but may be enhanced by the addition of stabilisers. It is not unusual for the gelcoat to be textured, taking a low profile pattern, if required, direct from the mould-tool surface.
Specialist gelcoat grades, typically formulated with neopentyl glycol (NPG) offer superior resistance to osmosis (surface blistering as a result of continued water immersion), chemical or other more severe corrosive attack. In this context, ongoing development work is important, in view of the part that the gelcoat plays in protecting the underlying laminate. One example is the recent announcement by Scott Bader of Microban®, the world’s first and so far only ‘sanitary’gelcoat, which provides long-term built-in antibacterial protection where hygiene, such as in the wall-coating of industrial kitchens, is of vital importance.
Finally mention should be made of other types of gelcoat, perhaps better classed as ‘surfaceimprovers’ or ‘surface pastes’ that find application for the surface coating of phenolic laminates. These materials are not normally pigmented but serve to improve the quality of the moulded object surface to aid painting.
4.10 Paints and Lacquers
This is a vast subject with more types of resins, thermoset and thermoplastic, involved than with almost any other application except, perhaps, adhesives. It is therefore too great a task in a study which is, by definition, a summary, to discuss all of these and a few systems have been selected for inclusion. Many man-made materials such as alkylphenol resins are used to modify natural thermosetting materials in paint systems. These are not included.
Not too many years ago, industrial and domestic paints and lacquers, were based on boiled (polymerised) linseed oil technology. Then came the alkyds, the urethanes and, in certain cases, the epoxies, systems which have all undergone considerable chemical and formulation development as

Thermoset Resins Market Report
46
the need for solvent-less paints and lacquers has grown commensurate with the need to reduce, or even eliminate, VOC emissions. At the same time, as far as industry is concerned, there is considerable interest in UV radiation curable systems and equipment offering marked productivity improvement.
The Japanese company, Dainippon Ink & Chemicals is one of many helping to ease the VOC emission problem when painting timber, perhaps still the most common substrate for paints and lacquers. Their entirely styrene monomer-free unsaturated polyester based paint systems also boast equal or superior film properties and surface texture, with rapid room or even lower temperature cure.
Protective paints and surface coatings account for some 20% of the European consumption of alkyd resins and a significant proportion of that is employed in the painting of electricity pylons. Consequently, this is one application which, if a viable alternative was available, offers a large potential for reducing the quantity of liberated volatiles. Work by DSM Resins and the UK-based, EA Technology, has shown the effectiveness of such an alternative, employing an emulsified D4-epoxyester and an emulsified urethane alkyd for the finishing coat.
High solids content (80% or even 90%), epoxy-based paints offer the same VOC emission reduction potential, although sometimes at the cost of application characteristics and the important long-term stability of the system. Relatively high molecular weight epoxy plus phenolic-based systems, are also important in the manufacture of lacquers used for the coating of metal packaging, as in for example, food and beverage cans and larger capacity drums and canisters. As well as protecting both contents and container from corrosion and other potential damage, such coatings (typically only 6-� �� ������ �� ���� �� ���� ������� ��� ��������� � ���� � ����������� ���
manufacturing conditions first employed to produce the container. Other industrial ‘lacquers’ based on the same thermoset resin chemistry, have applications such as anti-corrosion protection for heat exchangers, tanks, ducts and piping and are employed for the coating or even impregnation of electrical equipment such as the windings of electric motors. Whilst the majority need only satisfy ambient and mildly elevated temperature conditions, environments of perhaps 150 °C are not unusual.
The whole land transport vehicle market, cars, buses, trucks and railway wagons is, like electricity pylons, a massive paint and coatings user. This market sector is beginning to benefit from the development of aqueous two-component polyurethane systems, which better satisfy the increasingly severe environmental regulations, without any loss in coating and drying speed or long-term in-service weather and colour resistance. The same is true for UV curable paints for the same range of applications, which can offer a complete cure in less than 2 minutes, and occasionally within seconds, even in ‘shadow areas’.
Finally, a whole range of other ‘paints and lacquers’ for a wide spectrum of applications from flooring to furniture, is changing steadily to water-borne systems based, for example, on aliphatic, fatty-acid modified polyurethane dispersions, or aliphatic self-crosslinking urethane/acrylic copolymers.
4.11 Pastes and Putties
Like the adhesive market, the ever-growing use of a wide and diverse variety of pastes and putties has usurped many otherwise traditional materials formerly employed as gap-fillers, for repair, for sealing or as a ‘thick’ adhesive application. Indeed, there is good indication that with time it will become even more difficult in some situations to differentiate between what is an adhesive and what is a paste or putty.
As far as thermoset resins for pastes and putties are concerned, the supremacy of the orthophthalic and isophthalic unsaturated polyesters in their manufacture, cannot be questioned or challenged.

Thermoset Resins Market Report
47
Since their introduction, as carefully blended compounds with critically selected and particle-sized mineral fillers, circa. 1960, the consumption has grown, thousands fold. With justification, as confirmed by the trade statistics appearing elsewhere in this study, it has become a major market for the unsaturated polyesters. Hence the continual introduction of new, improved grades now often also incorporating glass fibre reinforcement, can be expected. It is a growth industry, which has also spawned new manufacturers owing to the relatively low capital investment required.
Much of this success, can be put down to the ease with which these materials can be employed and the tolerance there is in the quantity of catalyst necessary to achieve cure under a temperature environment from 5-30 °C and with an equally wide humidity variation. They are true DIY materials, and indeed this is the market to which they owe much of their success. Although the repair of car bodies undoubtedly predominates, under either commercial or home conditions, the cost-effective availability of these polyester pastes and putties in a wide-range of container sizes, from a wide-range of sources and offering a guaranteed long-term in-service life has opened numerous applications. Only one other example needs high-lighting in confirmation. Not too many years ago, many painters and decorators judged the water-based filler/plaster compounds to be optimum surface preparation materials, even for external application. Today they have recognised the advantages offered by using thermoset-based versions and these now predominate, at least in the professional market.
Finally, however, it is necessary to recognise that where higher temperature and enhanced corrosion resistance is demanded, then epoxy and even phenolic and furane-based pastes and putties, perhaps used as bonding or grouting materials with ceramic tiles or carbon bricks, become increasingly essential. Although not as easy to use as the polyesters, and the epoxies are more expensive, the improved bonding properties may also be accompanied with much better abrasion and wear resistance. Many industrial plants are exposed to highly aggressive environments and these typically cold-curing, two-component thermoset systems containing mineral fillers such as quartz sand and flour or pitch coke, are essential in securing a long in-service life.
Suppliers of pastes and putties include BUFA Reactive Resins, Hawkeye Industries, U-Pol, etc.
4.12 Polymer Concrete
Although water remains the most typical and widespread dispersion medium in the production of sand and aggregate-based cementitious formulations and products, the alternative use of epoxy, unsaturated polyester and phenolic resins, is far from unusual for specialised applications. These include grouts, adhesive pastes, screeds and in rock fixing devices, mine-bolts and similar. All are applications that utilise the higher strength and markedly enhanced chemical resistance of the product.
One of the largest user of this type of product is the resin bonded roof tile and artificial slate product. The roof tile offers higher surface attrition resistance than its Portland cement bonded equivalent, although at a higher price, whilst the latter offers excellent appearance, almost indistinguishable from the real thing, at a fraction of the price of a real slate.
Other applications for polymer concrete include machine bases for very accurate cutting and turning machines (the polymer concrete has higher mechanical damping than steel or cast iron) and decorative items such as statuary and artificial stone facings for buildings, etc.
4.13 Printing Inks and Associated Applications
Many resin systems are involved in the production of printing inks and associated materials, but probably the most frequently found is the phenolic group. These are used to modify colophonium resins (a wood gum) to produce systems which will meet the extremely high drying speeds required

Thermoset Resins Market Report
48
for modern magazine presses. The resins produced by this modification have the ability to lose solvent very rapidly and, although only being perhaps 15% of the ink formulation, a considerable amount of resin is consumed in this way.
Carbonless copy paper uses zinc or aluminium salts of aryl or alkyl-phenol-formaldehyde novolak resins in combination with other chemicals as colour developers. The carbonless copy paper market is in excess of 500,000 tonnes per year of which ca. 10% is chemicals. It is easy to see that an apparently insignificant application can consume a lot of resin.
4.14 Tooling
One advantage of the low-capital/labour-intensive sector of the composites industry, is the ability to employ both ‘open’, male or female, and ‘closed’, male and female, tooling, itself cost-effectively fabricated as a composite moulding. It is a technique which has been able to extend into other manufacturing sectors, simply because, as in composites moulding, a wide variety of thermoset resins, both reinforced and unreinforced, can be employed. Initially the furanes tended to dominate but, with time, other more suitable more readily processed and improved epoxies and isophthalic unsaturated polyesters were developed, specifically as tooling systems.
4.15 Friction Materials
Friction materials are the group of materials that are designed to have a high coefficient of friction, and include all types of brake pads and shoes for road and rail vehicles and machines and clutch facings for vehicles and other applications. These materials were, for many years, manufactured from a phenolic resin binder and asbestos fibre. Clearly, in recent times, the use of asbestos has ceased but phenolic resins remain the almost universal binder for the glass, aramid and metal fibres that have replaced the asbestos.
Phenolic resins are ideal for this application since they may be relied on to have excellent high temperature properties. The energy absorbed in a braking system or when engaging a clutch is very high indeed and it is not unusual for these materials to reach temperatures of 800 °C plus. Many types of resin are used, simple phenol/formaldehyde, cresol/formaldehyde, rubber modified resins, cashew nut shell liquid resins and many others depending on the operating conditions of the material to be manufactured. Most are added to the dry mix, prior to high pressure moulding and curing, as a powdered novolak with hexamethylenetetramine as the curing agent.
Cashew nut shell liquid polymers, crosslinked with formaldehyde and ground to dust are an important constituent of most vehicle friction materials. This material, known in the industry as ‘friction dust’, stabilises the friction coefficient of the pad or lining as the temperature rises in use.
4.16 Foundry and Refractory Products
Moulds for the casting of ferrous metals are traditionally made from silica sand, bound together with a phenolic resin. There are many methods of achieving this using both novolaks and resols. The investment process involves a novolak and a curing agent in solution poured onto and evaporated from the sand before curing on a former to produce a ‘shell’ mould. Alternatively, a liquid resol with or without a catalyst may be coated onto sand, which is then moulded either by packing into a suitably shaped box to produce a ‘core’ or placed in an open box, and a pattern used to make the cavity for the metal in the sand. The resin is then cured with heat, or at room temperature if a catalyst is used, to bind the sand. There are many variations on this using gaseous catalysts, etc. When the metal is cast the resin burns out and the sand may be simply knocked from the casting and is often recycled. This is a completely destructive use of a thermoset resin system and consumes high volumes in countries which retain a foundry industry.

Thermoset Resins Market Report
49
In more modern times, some of the phenolic binders have been replaced with other thermosetting materials such as epoxies, aminos in combination with phenolics and acrylate resins but furane, an older resin binder, retains a share of the market. The reason for this has usually been a new process where the chemistry allows faster cycling using gaseous catalysts such as SO2.
Refractories are those parts of the metal making process that are used for the handling of the molten metal during casting. These are made by binding suitable mineral powders, such as bauxite, with phenolic resin and reducing the phenolic resins, in a very low oxygen atmosphere, to glassy carbon. The products are capable of use at temperatures well in excess of 1,000 °C. An estimate of the resin usage worldwide for this type of application was 35,000 tonnes in 1993. A final, but important refractory use for phenolic, furane and some other resins is ‘tap hole clays’, putty like materials used to block holes in furnaces where molten metal has been allowed to flow out.
4.17 Wood Products
The use of thermosetting resins for the manufacture of boards of various types from timber is a very old industry. Typically urea/formaldehyde resins have been used to bind together either particles of wood in products such as chipboard or particle boards or laminates of timber to make plywood. Urea-formaldehyde retains its place as a major resin for this application for products for internal use, but the tendency of the resin to degrade under the influence of moisture means that, for external use products such as marine grade plywood, phenolic resin binders are used. Hardboard in it most basic form is made by compressing and heating saw dust without a binder other than the natural resins in the wood. This product is not of high quality and phenolic resins are often added to the saw dust to improve the strength of the final board.
Structural timber, in its natural state suffers from two problems. The first is the maximum size available and the second is the variability of the product. In recent years the use of resorcinol resins to produce laminated timber products for structural use has seen a rapid growth. Such beams, ‘glued’ together with resorcinol/formaldehyde resin, have guaranteed mechanical properties because the knots and other imperfections can be removed, and the product can be made much larger than any single piece of timber that is available. More recently still, pultruded plates of glass or carbon fibre with resorcinol/phenolic resin have been laminated into the timber between the plies to add stiffness to the finished product.
4.18 Foams
Thermosetting foams are the dominion of polyurethanes with two main types. The first is the flexible foam, so well known for seating, mattresses, etc., and the second the rigid, insulation foam found in industrial installations, pipe lagging, refrigerator insulation, etc. Flexible foam is generally produced on a continuous belt with free rise for applications such as mattresses and the furniture industry. The automotive industry however, uses moulded seat components, often with complicated dual density technology, and accounts for over 670,000 tonnes per annum for seating alone. The automotive industry consumed over 1 million tonnes of polyurethanes in total in 1998.
Rigid urethane foams are manufactured by continuous, controlled thickness lamination for industrial insulation such as the production of steel faced panels for cold stores, etc. They may also be made in large blocks and cut into sections for, e.g., pipe insulation. Industrial uses are high at about 1.3 million tonnes per year in Europe alone. In situ foaming, largely for refrigerator and freezer insulation, used 740,000 tonnes in 1998. Polyisocyanurates are a chemical variant on the urethane theme and have improved fire properties. They are, at present, a small part of the overall rigid foam scene.
The other thermoset resin, which is starting to penetrate the industrial sector in the urethane world of foams, is phenolics. Phenolic foam is rigid but has a lower thermal conductivity than

Thermoset Resins Market Report
50
polyurethane meaning that thinner sections will give the same effective insulation. Its fire properties are also considerably better than the urethanes and applications where this is important are growing. World consumption of phenolic insulation foam is probably around 10,000 tonnes.
One final application of thermosetting resins in foam applications is floral and horticultural foams. Phenolic resins, formulated with suitable wetting agents since the normal foam is highly hydrophobic, is used for the very low density (20-22 kg.m-3) foam used for the arranging of cut flowers. A lower density variant is also used for hydroponic growing systems for the commercial production of, e.g., salad crops.
4.19 Mineral Wool Insulation
Phenolic resins are used as the binder in mineral wool insulation such as rock wool and glass wool. These resins, particularly in the case of the type made from rock fibres, are often modified with urea to reduce cost. The resin binder content ranges from as low as 3% to as high as 15% for some moulded high density products, but the vast majority is at the low end of this range. Resin consumption in Europe alone is probably around 400,000 tonnes. The mineral wool insulation market in Europe is dominated by Rockwool International.
4.20 Moulding Compounds
Phenolic resins and the aminos (urea and melamine) had their first applications as moulding compounds. These materials, consisting of a novolak resin, a hardener such as hexamethylenetetramine (hexa) and a wide range of fillers give properties as desired within the limitations of the basically brittle matrices. ‘Bakelite’ the traditional, usually brown, material, from which electrical plugs and fittings were made for many years, is a phenolic moulding powder. At the present time phenolic and urea moulding materials have about equal market share at just over 40% each with melamine at ca. 8% and unsaturated polyester moulding compound at ca. 6%.
These materials are moulded in steel tools under high pressure and at relatively high temperatures, normally in vertical presses. There is some injection moulding, particularly of the unsaturated polyester compounds. Both phenolic and urea compounds have substantial uses in household/electrical appliances with phenolics more dominant in electrical engineering. Urea-formaldehyde is used for toilet seats and comprises virtually the whole thermoset market for this application. Phenolic remains brown in colour and hence is not used for decorative purposes. Urea is white and can be pigmented.
4.21 Abrasives
Abrasive wheels are made by bonding cutting material such as bauxite with phenolic or modified phenolic resins. As many as three different resins may be used to obtain the correct wetting of the grinding medium, the correct processing properties and the final performance, (hardness, temperature resistance) of the finished wheel. Cut-off wheels may contain reinforcement, in the form of open weave glass cloth, to reinforce the finished product and prevent centrifugal disintegration.
Abrasive papers have the abrasive materials bonded to the backing paper or cloth with urea resins for commodity papers and phenolic resins or, sometimes, epoxy resins for heavier use industrial grades and ‘wet and dry’ applications. The production of industrial grade papers usually involves two resins, one as a base coat on the paper or cloth and the other as a coating resin.

Thermoset Resins Market Report
51
4.22 Rubber Compounding Resins
The use of thermoset resins in rubber compounding, particularly phenolic and modified phenolic resins, is standard practice. The resins serve three functions:
• an alkylphenol resol may be used to actually react with the rubber and aid vulcanisation
• a novolak alkyl phenol resin behaves as a tackifyer, a purely physical effect (strictly speaking the resin is a thermoplastic in that state)
• thirdly, a phenolic novolak plus hexa cures during the vulcanisation and reinforces the rubber.
The use of phenolics in rubber, largely tyre stock, accounts for about 14,000 tonnes a year in western Europe alone.
4.23 High Pressure Laminates
Laminating of layers of a wide range of materials, pre-impregnated with a resin system (under high pressure and thermal conditions suitable for the cure of the resin) is one of the oldest uses of thermosetting resins. For that reason, for many years phenolics dominated the market and, in total tonnage terms they still do.
A wide range of sheet materials are used. For printed circuit board laminates craft paper is the traditional material, impregnated with a phenolic resol in solution. The solvent is driven off and the resin taken to a state of cure where it is still able to flow but is solid at room temperature. The usual resins are alkyl-phenols often modified with oils such as tung oil to improve the final properties of the laminate such as cold punching. In more recent times, for more sophisticated electronic applications, the resin may be epoxy and the paper replaced by glass cloth. Paper is also the basis of the decorative laminates used as kitchen worktops and a whole range of other applications. The resin for the bulk of the laminate is also phenolic but the surface usually has two or more ‘special’layers. The first, within the laminate, is a urea-formaldehyde impregnated paper which is printed with the pattern required on the finished product. The final, top surface is a tissue paper impregnated with melamine-formaldehyde resin to give a hard wearing finish. This final layer is transparent when cured allowing the printed pattern to show through.
Cotton cloth is the material impregnated, usually with phenolic resin, to manufacture industrial laminates known by the trade name ‘Tufnol’ which has become generic. These laminates contain one or more phenolic resins to impregnate the cloth and are often made in thick sheets; the final products are machined from the sheets. Typical applications are gear wheels (popular in the food processing and cloth making industries since they can be lubricated with water, keeping the workplace clean), cams and a wide variety of mechanical parts for the aerospace and other industries.
Glass cloth laminates, particularly with epoxy resins but also phenolic and others, are used to make high performance mechanical laminates and have found uses for such items as insulated fish plates for railway track.
One traditional use of the high pressure laminating application is phenolic/wood laminates. These are made with thin veneers of wood cured under high pressure (not as for particle and plywood discussed above). The wood veneers are impregnated with a solution resin and pressed to high density products from which components are machined. Typical products are as diverse as high voltage insulators, handles for cutlery and nuts and bolts.
In most of the above laminate types it is possible to use a wide range of thermosetting resins, but only the most commonly used for the application have been mentioned here.

Thermoset Resins Market Report
52
4.24 Sports Goods
The use of carbon fibre reinforced epoxy resins in what are high tech or regarded as high tech sports goods is a growing market sector. The manufacturing method is often autoclave from prepreg but may be vacuum bagging, resin transfer moulding or even hand lay. Products range from tennis racquets to skis, surf boards to fishing rods and many others.
Many of the products started life as polyester/glass products and those for the casual use market so remain. Typical of this are surf boards where the advantages of the expensive carbon/epoxy product could only be realised by the professional user. However, the press and peer pressure, along with the relative wealth of the first world nations, has given the expensive composites sector an alternative market, away from aerospace with its political uncertainties.
4.25 Others
The in situ, automatic repair of certain thermoset and thermoset-based composite structures is a unique ability that clearly has important implications for those concerned with the selection of these modern materials. Receiving mention elsewhere in this study, it is a ‘competitive edge’property that is not duplicated by any other group of materials. The continued and growing development of such resin systems can therefore, be expected.
Among them is a new electromagnetic transparent and tough polymer, named Automend, recently announced by chemists and engineers at the University of California in Los Angeles (UCLA), which is solid at room temperature and exhibits similar mechanical properties to epoxy resin. If a product, such as an electronic device that heats and cools frequently, employing Automend in its construction, cracks or fractures while in use, then it automatically repairs itself next time it is heated to 120 °C. The subsequent repair is invisible and the mechanism has an infinite life, with some 60% of the initial strength being retained. Many applications are envisaged from large lenses to radomes.
In confirmation of the manner and speed in which thermosets are extending their application, there are the following two developments. National Starch & Chemical has patented a range of Sycar high performance organosilicone resins which their wholly owned subsidiary, Ablestik Laboratories aims to develop into a number of products. Then there is a new insulation material, formed by the blending of a silicone-modified polyimide and a special epoxy resin, developed by Sumitomo Bakelite. The resin exhibits high heat resistance and good processability at low temperatures, with the encapsulation of semiconductors envisaged as an initial application.
Equally important is the development of resin systems suitable for composites application, from natural, renewable sources. The Composite Polymers Division of Ashland Specialty Chemical Co. is one company involved, with their soyabean and corn based, Envirez 500 system, which has been employed in the manufacture of a sheet moulding compound (SMC) and already found application in the transportation, agricultural, off-road and construction industries.
In Europe, a group has been formed to further the use of renewable materials in composites. Called the Sustainable Composites Network (SusCompNet) it is based at the University of Wales, Bangor and is involved with natural fibre reinforcement and resins and matrices from natural, usually plant, sources.
References
1. Z.W. Wicks, F.N. Jones and S.P. Pappas, Journal of Coatings Technology, 1999, 71, 895, 67.
2. T.F. Starr (Ed.), Pultrusion for Engineers, Woodhead Publishing Ltd., 2000.

Thermoset Resins Market Report
53
5 Market Development
5.1 Introduction
The research necessary for the preparation of this report was carried out using recently published information, standard texts in their latest editions, correspondence and face to face and telephone interviews. However, when it came to the discussion of what may be on the horizon in thermosetting materials, many companies were reluctant to talk. It was clear, however that the principal developments in both new materials and applications were aimed at the composites market, with particular emphasis on the more lucrative ‘advanced’ composites sector.
Overall the aim of this independent technology, industry and market report is to assess what the industry has achieved over the last 100 years and where the whole and various parts of that now essential and still expanding industry are going, and why. Five years from now, there will undoubtedly be more dramatic changes.
Although the greatest interest is being paid to developing matrix systems for composites, these sections show equally that that industry’s needs are not exclusive. There is much technology interchange, a polyurethane advance originally intended for say, foam manufacture, could well be also applicable to a composites or moulding need and polyester chemistry developed for composites could find use in an adhesive.
5.2 Market Issues
Whatever sector of the thermoset industry is examined, two words currently predominate, ‘infrastructure’ and ‘environment’. A large, if not the largest percentage of adhesives, coatings, sealants and resin systems, find application under what can be termed infrastructure in the broadest sense. There is a diverse range of finished products that continue to satisfy, in a very successful, cost-effective and first-quality manner, the often high-performance specification demanded.
At the same time however, although these adhesives, coatings, sealants and resins typically offer excellent environmental resistance, whether in respect of for example chemical, corrosion or temperature condition, some of the initial thermoset raw materials and the finished products can themselves pose environmental problems. These problems can be paramount either before or during manufacture, in use or, ultimately, in disposal either as production waste or redundant components. Many of the chemicals and resins involved are toxic to a greater or lesser degree, demanding careful handling at each of those stages where they are used. This slightly negative factor, opposing all the great benefits in application available from thermosets, is not unique to those materials. Much development work in progress at the time of writing is designed to address the environmental issues of the materials.
Indeed, one of the major environmental problems which receives virtually continual comment is the matter of VOC emissions, or the measure and control of the quantity of volatiles evolved from the organic solvents or active diluents frequently associated with thermoset materials. Their presence ensures a degree of ‘workability’ in the finished product, also, like the styrene monomer added during the manufacture of unsaturated polyester resins, some of these volatile organic chemicals play a part in the molecular crosslinking common to all thermosets. The release of volatiles is now governed by increasingly restrictive regulations, which affect every facet of thermoset technology from handling through production to eventual disposal. Considerable development work is now well in hand on alternative systems. Some of these involve water dispersions in place of the previous resin solutions for various applications but this is far from being possible universally. There is every expectation that within five years organic solvents will have lost their predominance in favour of water in some industries, particularly adhesives and surface coatings. Such change must, however, ensure no loss of application or market opportunity.

Thermoset Resins Market Report
54
Another major difference which the thermoset resin industry of today will face increasingly over the next five years is the question of both the raw material and finished product cost, whether that be in adhesives, coatings, sealants or matrix resins. Nevertheless, in view of the many advantageous properties offered by many thermosets over former and/or current competitive products, those cost increases are judged as highly unlikely to adversely affect the 2.5% annual consumption increase forecast.
The bulk of the thermoset materials discussed in this document depend for their raw materials on oil and natural gas. The political situation at the time of writing, with a probable involvement of areas of the Middle East in some form of conflict or political upheaval could have a short term, adverse effect on prices for these. Indeed, further small but indicative price increases have already begun or are in the pipeline. However, it is hoped that, in the medium term, the resulting period of relative political stability in the major oil producing areas of the world, and a possible return to production of some nations currently under sanctions, could lead to a period of considerable price stability.
Many of the more common resins are commodity materials and supply and demand determine prices more than any other factor. Indeed, a wide range of prices are offered to different customers at different times and for different volumes for the same resin. For this reason alone, absolute price stability cannot be assured. Oil and gas dependence will continue for the foreseeable future, and certainly for the useful life of this report, but efforts to move away from this are already being made by a number of bodies in their quest for using plant products as raw materials for resin production. Even if successful technically, this could become a political/sociological problem with the crops required for the raw materials often grown most efficiently in less developed/stable areas of the world.
A further important environmental issue equally related to the matter of market opportunity, is recycling. Although often, but somewhat incorrectly, judged relatively easy for the thermoplastics, the thermosets are completely different. Whilst not impossible, the recycling of thermosets is often impractical or uneconomic in the current economic climate, with the preferred answer perhaps being a more lateral ‘re-use’ approach. Obviously adhesives, coatings and sealants being so thinly ‘spread’ in use, can certainly be listed as impossible to recycle. The same is not true for applications such as composite mouldings or thermoset polyurethane foam.
There are no easy, ready solutions but the ‘recycling’ of production waste and redundant mouldings must now be faced by the worldwide composites industry as an ultimate factor in determining the future market size. A totally effective, universal, workable and moreover economically worthwhile procedure for each and every thermoset, whether as raw material, production scrap or finished product, still awaits discovery and commercialisation. However, with the filling and closure of landfill sites, the need becomes increasingly urgent, particularly in the context of redundant composites. There currently seems insufficient urgency to suggest resolution within the next ten let alone five years.
Similarly it is difficult to forecast the new materials, within the whole thermoset resin spectrum, which might be developed and commercialised within an equivalent time frame. Although a small selection of recent developments follows, there are really no ready pointers, no suitable crystal ball. What can however be offered with surety is an expectation for the continued development and refinement of every one of the already well established thermoset based resin systems and their application.
One final market conclusion is however very clear. The worldwide thermoset resin industry is here to stay, it is thriving and growing, it is satisfying in a cost-effective and high performance, first quality manner, an ever-increasing range of applications and markets. Many industries now depend totally on its output and continued success and the future for the thermoset resin industry has therefore to be summarised as both bright and exciting.

Thermoset Resins Market Report
55
5.3 Epoxy Based Resins
The demand for thermosetting resins offering high elongation and toughness with good thermal properties continues to grow as exampled by a new epoxy, Derakane 800 introduced by Dow Chemicals. In addition, Derakane 470HT is designed for difficult high temperature applications exceeding 180 °C and DER 329 is suitable for low viscosity applications fabricated by vacuum-assisted resin infusion.
Nanocomposites consisting of reactive epoxy resins and mono-dispersed SiO2 nanoparticles, are beginning to demonstrate slowly increased productivity, plus improved modulus and fracture toughness, which this new innovative technology can offer. Even with very high nanosized particle loadings, lower viscosity and still water-clear systems are practical, compared to the use of conventional particle reinforcement.
The growing introduction of resins, not just epoxies, offering enhanced productivity by being photocureable by UV irradiation, is demonstrated by an additive developed by Autex, which the company is calling a ‘photo-latent polymerisation initiator’. In addition, there are associated improvements in corrosion and temperature resistance, as well as outgassing.
Adhesives and also insulating materials, particularly for high-voltage engineering, constituted the initial, successful applications for epoxy resins. Over the last half-century and with the use of alternative raw materials for resin manufacture, that has all changed. There is now a massive variety of both resin systems and curing agents, all carefully and precisely tailored in terms of their final processing and cured properties, to meet a growing number of high-volume aerospace and even industrial applications.
Although the phenolics continue to demonstrate through actual case history, their fire hardness and low toxicity supremacy as composite matrices, work continues on the commercialisation of fire retardant additives. Epoxies are far from being overlooked in this context and the traditional non-reactive retardants like aluminium trihydrate, magnesium hydroxide and zinc borate, which demand relatively high levels of addition and also act in the manner of fillers, are now finding increasing competition from reactive versions. These are particularly important where, as in adhesives, a good retention of the enhanced mechanical properties offered by the epoxies is vital. Tetrabromobisphenol A (TBBA) is one typical reactive retardant, often used in conjunction with antimony trioxide, which acts as a synergist. However, the problems of the formation of toxic brominated dioxins in a serious fire remains. Consequently there has been the development of new halogen-free firehard protection such as that provided by the pre-reacted phosphorus organics, which, as with TBBA, are chemically-linked to the molecular structure of the epoxy.
A new epoxy resin, manufactured by Cuyahoga Plastics, is designed to win back some of the ground lost to the more high performance thermoplastics by thermosets in recent years. EMC 2900 is claimed to have equivalent tensile strength, higher impact and lower water absorption than the polyetherimide Ultem 2212 from GE Plastics, for example, although it is somewhat reduced in flexural strength and has a 50% higher SG. The latter probably counters some of its claim to be half the price. The new material is injection mouldable at relatively low pressure and has a very long barrel life.
5.4 Epoxy Vinyl Ester Based Resins
Like the epoxies, the number of epoxy vinyl ester systems commercially available continues to rise. One of the major suppliers is Dow Chemicals who several years ago introduced a range of Momentum resins. These had the same strong chemical backbone and therefore offered identical corrosion-resistance properties, to the much earlier and still available, Derakane resins. These Derakane Momentum resins are claimed to offer enhanced performance resulting from their improved reaction kinetics and production process control. Shelf-life is also said to be around twice

Thermoset Resins Market Report
56
as long as previous grades and a shorter gel-to-cure property results in moulding cycles which are improved by some 20%. Momentum 640-900 is designed for the high speed manufacture, by pultrusion, of optical fibre tension members, an application which over recent years has seen massive expansion. Momentum 470HT has been specifically designed for difficult high temperature applications, exceeding 180 °C.
5.5 Phenolic Resins
Syntactic phenolic foam components, as well as ordinary phenolic composites, have become well-established in the offshore oil and gas industry, through their inherent fire stability, low toxicity and good thermal characteristics. They do not require (in comparison with every other commercial thermoset resin) chemical modification nor mineral filler fire retardant additives, to guarantee high fire performance. This is a particular and important advantage. Public safety in aerospace, marine, mass transit, and railways generally, is benefiting from that same advantageous property. Indeed, very few, if any, extreme fire scenarios cannot now be answered by some from of phenolic composite system, irrespective of the size of the structure or the ambient conditions, which are often harsh. This change from the traditional uses of phenolic resins has been brought about by the ability to control the reactivity of the resin to the acid or latent acid catalysts used and the selection of those catalysts to meet the demands of the processing conditions. The latter may now be any of the processes used for thermoset composite material production from hand lay to pultrusion, RTM to filament winding.
Innovative high temperature injection moulding systems, such as high temperature moulding (HTM) and runnerless injection compression (RIC), for improving the moulding of phenolic moulding materials for automotive components like solenoid caps, brake calliper pistons, power-brake booster valve bodies and power-steering pulleys are moving from development into full-scale use. Such new and faster processes in this sector are required as manufacturing competition becomes intense. The utilisation of these processes together with advances in the technology of computerised production control, can reduce manufacturing costs and, in turn, help to maintain profit levels.
5.6 Polyimide Based Resins
It is the firm belief of NASA, who have been closely concerned with the development of polyimide resin technology, that polyimide matrix material will eventually downspin into more commercial applications from the present advanced engine component, aerospace uses. Suggested ultimate uses include some of the power-train, under-the-bonnet and exhaust system component requirements of the automotive industry. This belief is based on their patented RP 46 resin now available commercially and manufacturing licence opportunities are being offered. Because the imide ring remains very stable under attack by heat and chemicals RP46 can, it is claimed, be used up to 350 °C for 200 hours and can even withstand 410 °C for a short period. Kilogram for kilogram, RP46 is stronger than aluminium, steel or even titanium. Compared with other polyimide resins developed by NASA, such as PMR-15 and AFR-700B, RP46 offers better moisture resistance, chemical and microcracking resistance. In addition, the resin offers a lower curing temperature (300 °C, compared to 370 °C for example for AFR-770B) and is more ‘biologically and environmentally friendly’ than any other widely used high temperature matrix resin. It is claimed that it can be manufactured at a significantly lower cost than other polyimides (stated to be 22 times cheaper than AFR-700B). NASA sees the eventual application spectrum for RP46 ranging from its greater use as a high-temperature composite matrix resin, through a wider variety of aircraft components, adhesives and mould coatings, foam and film adhesives as well as commercial requirements much wider than just those of the automotive industry.

Thermoset Resins Market Report
57
5.7 Polyurethane Based Resins
A recent announcement by Bayer involves the use of water dispersible polyisocyanate crosslinkers for urethanes used in adhesives. These consist of hydrophilically modified aliphatic and aromatic polyisocyanates with the preferred material based on the trimer of hexamethylene di-isocyanate (HDI). This development is a further illustration of the move towards water dispersed materials where the chemistry permits.
5.8 Unsaturated Polyester Resin Systems
Perhaps the most important advance in unsaturated polyester resin supply, and one that is likely to grow in importance, is the availability of resins that offer considerably reduced VOC emissions, principally for open-mould processes. The most important of these are based on dicyclopentadiene (DCPD) chemistry. Owing to complex changes in their molecular structure, these resins require less styrene to achieve the same processing condition, but most importantly, without any under-mining of their curing performance. In addition they also exhibit better water resistance which in turn allows a reduced molecular weight while still retaining a ‘better than orthophthalic unsaturated polyester resin resistance to blistering’ and allowing further styrene reduction. Other methods of reducing styrene emission which do not impair the essential interlaminate adhesion are available but are not as favoured.
Elsewhere in this text the use of unsaturated polyesters, and other thermoset systems, for the finishing of walls and floors, is described. One disadvantage in the use of the former is the potential for the development of mould and fungoid growths. This has had a limiting effect on the use of polyesters, in favour of more expensive alternatives, in applications such as food factories and medical units. It may have also affected, to a lesser extent, use in domestic shower trays, a major market area.
Consumer demand for improved hygiene conditions generally, has lead the Scott Bader Company to develop a gelcoat with built-in antibacterial protection, achieved with the addition of Microban®. Microban®, an American company, is an acknowledged world leader in antibacterial additives for incorporation into any plastic, textile or liquid base to provide the continuous protection required against the growth of harmful, odour and stain-causing bacteria. A claimed advantage is that the additive continues to work even if the surface is scratched or damaged. The development is a major first for both companies and could help to progress the use of composites in such applications.
5.9 Conclusions
The development opportunities open to the thermoset resin chemist and in turn to both the user and the market consumer are massive and exciting. The competition from thermoplastics will undoubtedly continue to grow in areas where they are acceptable and as their performance improves. This is particularly apposite in terms of composite matrices as the application of the newer engineering materials grows. However, continuing developments in thermosetting technology, some aimed directly to ward off the thermoplastic challenge, continue and, for higher temperature applications in particular, thermosets can be expected to grow their markets. The development of so-called ‘nanotechnology’ in composites has enormous implications in respect of material development generally, a development that is extending from computers to aerospace systems. Structures which really do ‘heal themselves’ are mentioned elsewhere in this report and such developments could extend through every market sector for which thermoset resins are currently employed.

Thermoset Resins Market Report
58

Thermoset Resins Market Report
59
6 Consumption – Current and Future
Whatever the material, whatever the technology, the compilation of any statistical data on a worldwide basis, is extremely difficult. Experience shows that where consumption tonnage figures do exist, they rarely compare like-for-like even in respect of country or geographical region, and may for example, also have been overworked in differing ways from the same incorrect initial data. In other words, a ‘minefield’ for the researcher and compiler.
Nevertheless, private interview, correspondence and the use of, for example, per capita consumptions related to known circumstances, country population and measures of industrial activity, can allow selected journal, trade association and other similar published figures to be analysed sensibly to provide ‘best estimate’ tonnages. The methodology employed here has been proved in use over some fifteen years in the compilation of earlier studies for the composites industry. Some of the statistics listed here rely heavily on data compiled by Trevor Starr for Composites: A Profile of the World Reinforced Plastics Industry published by Elsevier Advanced Technology in 1999 [1] and reproduced with permission. Unless otherwise noted, all tonnages are in metric kilotonnes.
Generalised price data is included where essential, but definitive price structure data is impossible to obtain. There are a number of reasons, the predominant one being the wide range of very different materials in use, even within the subheadings of adhesives, coatings, matrices and sealants. At the same time, as the study went to press, considerable price fluctuations were becoming apparent as a result of a potential Middle East crisis and its relationship to the price of crude oil, the thermoset feedstock, and the associated stockpiling of raw materials in the context of changing world trade economic and political patterns.
A first essential is to delineate carefully, by country, the six geographical regions employed in this study. A more detailed breakdown was considered unrealistic in the context of the raw data available. Dependencies and offshore islands are included with the respective country of sovereignty.
Western Europe All EU Countries plus Norway, Switzerland, Greenland, Iceland and the Faeroe Islands.
Eastern Europe All former European Soviet Union or Bloc and other neighbouring countries, plus all countries of the Middle East.
Asia-Pacific Russian Federation, India and neighbouring countries, Japan, North and South Korea, Singapore, China (including Hong Kong), Taiwan, Australia and New Zealand.
North America Canada, Mexico and USA.
Latin America Cuba, the Caribbean and West Indies, and South America.
Rest of World Countries not otherwise defined above.
Some product grouping has also been considered necessary.
6.1 Composites Matrices
This study considers the situation, in respect of the thermosets employed for composites, in comprehensive detail. Current tonnage and forecast consumption data through to 2007, are included with other relevant data for each world region or country.

Thermoset Resins Market Report
60
6.1.1 North America
6.1.1.1 Market Size
The Society of the Plastics Industry (SPI) with offices in New York, has published annual finished product (i.e., thermoset- and thermoplastic-based) shipment figures for the American composites industry from 1995 to 1998 (Table 6.1). These statistics enabled assessments of the respective thermoset resin consumptions to be calculated (Table 6.2).
Table 6.1 Shipments of finished composite components, thermoset and thermoplastic, USA, 1995-1998 (ktonnes)
Market breakdown 1995 1996 1997 1998 Aircraft/aerospace/defence 10.8 10.8 10.9 10.3 Appliance/business equipment 75.6 80.3 84.0 89.7 Construction 285.7 297.4 317.6 340.2 Consumer and recreational 83.5 88.2 95.3 102.2 Corrosion resistant equipment 179.0 173.0 179.8 192.3 Electrical/electronic 142.9 144.7 158.1 163.4 Marine 168.9 167.0 160.2 165.1 Transportation 445.7 448.7 497.1 516.6 Unclassified 48.4 48.7 50.3 53.1 Totals finished products 1440.5 1458.8 1553.3 1632.9 % Annual growth +1.3 +6.5 +5.1 Source: Data from SPI
Table 6.2 Thermoset resin consumption, USA 1995-1998 (ktonnes) 1995 1996 1997 1998 Finished products Thermoset based 1203 1217 1297 1364 Thermoplastic based 238 241 256 269 Indicated thermoset resin consumption 752 760 811 853 % Annual growth, thermoset resin consumption +1.1 +6.7 +5.2
Since then, as part of its major, developing role as the trade body for the whole region, that statistical responsibility has been taken over by the Composites Fabricators Association (CFA). Although publishing an annual industry assessment not unlike that provided by SPI, the CFA also publish on its web site (www.cfa-hq.org) each quarter, a comprehensive analysis of unsaturated polyester resin consumption for America. In beginning to answer the worldwide need for much more comprehensive composites industry statistics, this is a major development.
A typical example of the data available for the quarter ending September 30, 2001, is given in Table 6.3 for unsaturated polyester resin. These are solely unsaturated polyester resin tonnages, employing data provided by nine of the major USA suppliers:
• AOC Corporation • Ashland Specialty Chemical Co. • Cook Composites & Polymers • Dow Chemical • Interplastic Corporation • Eastman Chemical • Millenium Polymers • Pioneer Plastics • Reichhold Inc.

Thermoset Resins Market Report
61
Table 6.3 Unsaturated polyester resin consumption, quarter ending 30.9.01 Reinforced and unreinforced, USA (ktonnes)
Sales and captive use Total polyester (unsaturated) resin consumption Third quarter Year-to-date
2001 %change 2001 %
changeTOTAL DOMESTIC 182.19 -8.2 555.51 -11.8 For reinforced plastics, total 127.25 -11.2 392.16 -14.4 For unreinforced plastics, total 54.94 -0.4 163.34 -4.8 DOMESTIC REINFORCED PLASTICS Marine and marine accessories, total 25.69 -26.2 87.02 -24.3 Transportation, total 16.75 -25.3 55.53 -20.4 Construction, total 66.70 -3.9 197.38 -10.3 Electrical/electronic, total 6.28 +12.0 20.13 +5.1 Consumer goods, total 9.97 +2.6 27.15 -9.1 Other reinforced, total 1.86 +36.9 4.95 +7.0 DOMESTIC UNREINFORCED Transportation/body putty, total 5.54 N/A 16.28 N/A Construction, total 32.34 -2.1 95.82 -5.6 Consumer goods, total 4.87 -10.2 14.00 -15.2 Gelcoats/surface resins/coatings 10.85 -2.4 32.46 -6.4 Other unreinforced 1.34 N/A 4.78 N/A Source: Data from CFA
In order to offer forecast consumptions through to 2007, it is necessary first to reconcile the SPI and CFA figures for the years 1996-2001, a difficulty compounded by the fact that three of the market classifications formerly employed by the SPI, (Table 6.1) (Aircraft/Aerospace/Defence, Appliance & Business Equipment, and Corrosion Resistant Equipment) are omitted from these, relatively new, CFA figures. Whilst all three can and do employ unsaturated polyesters, more sophisticated thermosets and thermoplastic matrices are somewhat more common in these sectors. However, before making allowances for this situation and then employing either known or forecast growth/decline patterns to construct Table 6.4, it was necessary to proportion the CFA three-quarter unsaturated polyester resin consumption for 2001 (555,510 tonnes from Table 6.3) to an annual tonnage for that year, 740,700 tonnes. That is equivalent to 522,900 tonnes employed for reinforced products, and 217,800 tonnes for unreinforced products.
Table 6.4 Total thermoset and unsaturated polyester resin consumption USA,1996-2001 (ktonnes)
1996 1997 1998 1999 2000 2001 Thermoset resin consumption, total 760 811 853 921 896 873 Unsaturated polyester portion 741 Annual % change (on total) +6.7 +5.2 +8.0 -2.8 -2.6
Recent fluctuations in composite industry output have, particularly in the United States, been much more cyclic than in earlier years (1980-1986). Even though much lower finished product figures have been noted for 2000 and 2001, Table 6.4 provides a good foundation on which to forecast the required thermoset tonnage consumptions through to 2007, as indicated in Table 6.5. This North American summary not only includes allowances for Canada and Mexico, to satisfy the geographical description provided earlier, but also for the thermosets supplied by manufacturers other than the nine majors listed earlier. Finally it suggests, on conservative annual growth figures

Thermoset Resins Market Report
62
only, that 2003 will see a return to a steady growth albeit lower than that experienced by that region’s composites industry during the mid 1980s.
Table 6.5 Current and forecast annual thermoset consumption, North America (ktonnes) North America 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 USA figures Table 6.4
853 921 896 873 873
USA-other suppliers
128 138 134 131 131
USA total 981 1059 1030 1004 1004 1014 1029 1044 1060 1081 Allowance for Canada
70 72.5 72.5 70 70 70.7 71.8 72.9 74 75.5
Allowance for Mexico
49.5 51.5 51.5 50 50 50.5 51 51.8 52. 5 53.6
Total 1100 1183 1154 1124 1124 1135 1152 1169 1187 1210 % Annual change +7.5 -2.5 -2.6 Nil +0.9 +3.0 +1.5 +1.5 +2.0
Using the Table 6.5 totals, it is now practical to provide the North American consumption tonnage breakdowns, shown by Table 6.6.
Table 6.6 Current and forecast thermoset resin consumption, composite matrices, North America (ktonnes)
North America 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 Unreinforced unsaturated polyester
323 349 339 330 330 334 339 344 349 356
Reinforced - unsaturated polyester
587 622 615 592 592 598 606 615 625 637
Reinforced - other thermosets
190 212 200 202 202 203 207 210 213 217
Total thermoset consumption
1100 1183 1154 1124 1124 1135 1152 1169 1187 1210
% Growth +7.5 -2.5 -2.6 Nil +0.9 +3.0 +1.5 +1.5 +2.0
It must be emphasised, that most of the subclassifications listed under Domestic Unreinforced in Table 6.3 and in later tabulations as, Unreinforced Polyester, are sectors which find application under other headings elsewhere in this study. Strictly speaking therefore, these annual figures are not composite matrices.
6.1.1.2 Comment
According to the North American, Automotive Composites Alliance, much of the continued growth in the use of composites for automotives and trucks is related to the use of SMC for body panels. In one recent report covering 130 domestic and imported passenger car and truck models, from 28 international manufacturers, over 500 individual mouldings were noted.
However, SMC hot-press, high-pressure moulding is beginning to face increasing competition (not just in North America) from new injection techniques employing similar compounds, as well as RIM and SRIM urethane moulding, for some auto and truck applications. Other long-fibre ‘injection-type’ variants and glass mat thermoplastic (GMT) moulding techniques can offer advantages over the often heavier SMC component, as vehicle weight, for both on and off road vehicles, gains importance in reducing fuel consumption and therefore emissions.

Thermoset Resins Market Report
63
6.1.2 Western Europe
6.1.2.1 Market Size
Although there is a Statistical Office of the European Community in Luxembourg, that body of the European Community does not yet recognise the existence of composite materials, nor the part these materials are now playing, increasingly and successfully throughout many market sectors. Approaches for inclusion of the composites sector in their statistics gathering process by, for example, such organisations as the UK Composites Processing Association, have yet to meet with success. Until the next classification revision in 2007, the optimum source of trade data for the Western Europe composites industry will probably continue to be the French journal, Composites and the German Reinforced Plastics Association and Technical Union (AVK-TV).
Table 6.7 shows current and future thermoset resin consumption for Western Europe.
Table 6.7 Current and forecast thermoset resin consumption, composite matrices, Western Europe (ktonnes)
Western Europe 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 Unreinforced unsaturated polyester
347 352 358 365 372 379 387 398 408 420
Reinforced -unsaturated polyester
629a 639 648 661b 674 688 706 723 741 763
Reinforced - other thermoset
204 207 210 214 219 223 229 234 240 247
Total thermoset consumption
1180 1198 1216 1240 1265 1290 1322 1355 1389 1430
% Growth +1.5 +1.5 +2.0 +2.0 +2.0 +2.5 +2.5 +2.5 +3.0 Western Europe has been taken to include Greenland, Faeroe Islands, Iceland, Norway and Switzerland. The five additional countries included here, provide for ‘a’ an over 20% lower value of 487,000 tonnes and for ‘b’, 546,000 tonnes.
Although continued growth through to 2007 is suggested, the possibility that Western Europe will face the same type of fall in consumption as seen by America during the late 1990s, cannot be overlooked. Cyclic trade patterns, both local and worldwide, are the accepted norm and the western European composites industry has been known previously to follow the American pattern some 2 or 3 years later. It is for that reason that conservative growths only marginally exceeding an average of 2.0% per annum have been forecast; conservative values should allow for such trade fluctuation over forthcoming years. However, there is every likelihood that overall the composites industry will continue to grow strongly. There is certainly no sign that composites are anywhere near the growth plateau experienced by all traditional materials, as new products continue to be developed and grow in their mechanical, physical and economic attraction.
6.1.2.2 Comment
The strive for weight reduction on any form of vehicle receives frequent mention throughout this study. Although the American automotive and truck industry still leads the way, an increasing number of highly cost-effective body panels using sheet-moulding (or alternatively glass mat thermoplastic) techniques are appearing on European manufactured vehicles. These are not just for the more popular, lower-priced end of the market. Taken from many possible examples, Mercedes-Benz, in equipping its flagship CL500 coupe with a SMC rear deck lid moulding, has confirmed the advantage of composites in competition to both steel and aluminium. Indeed it was the belief of AVK-TV that at the end of the 1990s, “the (Western European) industry (was) benefiting above all from the economic upswing in the automotive industry … a continuation of last year’s positive

Thermoset Resins Market Report
64
trend. (Together with electrical applications) they are counteracting decreases in the field of domestic goods and sanitary products”.
Remaining with the SMC, BMC/DMC moulding technique, it is claimed that, in volume terms, these processes form, at just over 12%, the largest consumer, in Western Europe of the unsaturated polyesters, estimated in 1998 as more than 60,000 tonnes. Furthermore, the sector is said to be growing at an average rate of 2.2%. However, in terms of fabrication technique, hand or contact-moulding continues to be the most practised, suffering only marginally from the imposition of increasingly severe controls on VOC emissions, a situation assisted by the advent of low styrene emission thermosets. For example, following pioneering development by Cray Valley and DSM, currently some 8% of all polyesters sold in Western Europe are DCPD-based, a figure expected to nearly double by 2003 at the expense of older orthophthalic grades.
According to DSM Composite Resins, the omnipresence of unsaturated polyesters is related to a well-established, but still growing, ability to provide customer-driven solutions to the industry. Its E-Star programme will provide resin matching systems and DSM has a pan-European customer excellence programme. In other words, resin manufacturers are supplying more tailored resin systems exhibiting improved consistency and based on combinational chemistry, where specific resin properties are closely matched to specific customer needs.
Other researchers examining just the unsaturated polyester in the EU market, have concluded that the current and future resin consumption breakdown can be taken as:
• 62% orthophthalic,• 17% isophthalic,• 4% terephthalic,• 8% DCPD based,• 5% vinyl ester and • 4% others.
They further differentiate consumption across the EU market as:
• Italy 23%, • Germany 17%, • UK 16%, • France 16%,• Spain 12%,• Nordic 7%,• Benelux 4%, • Rest of EU 4%.
They suggest an annual growth rate per country of between 2% and 3.5%.
Tailoring, particularly in the context of gel coats and low styrene emission systems, is of supreme importance to the marine sector, which consumes some 18% (around 7,000 tonnes per annum) of the total gelcoat market and around 10% of the unsaturated polyester output. Although that market, which is considered to include all vessels up to as long as 40 metres, showed some decline between 1990 and 1996, recent trends suggests a positive growth of 3% per annum on average.
As a final comment, it is worth recording briefly other views of the Western European composites market, made by AVK-TV. They are not just relevant to other world regions but also apply in the wider context of thermoset resin manufacture and supply. It is AVK-TV’s belief that the internationalisation of the industry will, beyond any other factor during this century, open up access

Thermoset Resins Market Report
65
to other markets. By this they do not just mean the relocation of production abroad but rather the growing trend to establish European and/or worldwide partnerships with other countries.
6.1.3 Eastern Europe
6.1.3.1 Market Size
Until relatively recently even outline statistical data from any Eastern European country (as designated by this study) was virtually impossible to obtain, even though it was known that a respectably-sized composites industry, and, therefore, a thermoset resin industry, did exist in most of them.
For example, shortly after the Second World War the production of unsaturated polyesters (and glass fibre reinforcement) went through a phase of rapid development in the former Czechoslovakia, for applications such as car body prototypes, motor cycle sidecars, buses, caravans and certain architectural components. This work was continued in both the Czech Republic and Slovakia with the former establishing, in 1993, a Centre for Composite Materials and Structures. The objective of that organisation was to rectify a lack of composite materials engineering and development and to overcome, in a country with a highly developed steel industry, the persistence of a metallic approach among all Czech engineers. With applications now extending into several infrastructure areas as well as aerospace, that effort is beginning to see some positive reward.
Much the same can be written for example, for Romania and several other Eastern European countries, even though, for a number, there was little composites activity prior to 1990. Political changes and therefore the rapid growth of privately-owned companies particularly in the former Iron Curtain countries, have steadily had an advantageous effect on the total pattern of thermoset resin consumption. The summary in Table 6.8 has been constructed from several sources.
Table 6.8 Current and forecast thermoset resin consumption, composite matrices, Eastern Europe (ktonnes)
Eastern Europe 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 Unreinforced thermoset 148 151 154 157 160 164 168 172 178 183 Reinforced - unsaturated polyester
270 273 279 284 290 298 305 313 322 331
Reinforced - other thermoset
87 89 90 92 94 96 99 101 104 108
Total thermoset consumption
505 513 523 533 544 558 572 586 604 622
% Growth +1.5 +2.0 +2.0 +2.0 +2.5 +2.5 +2.5 +3.0 +3.0
6.1.3.2 Comment
The French composites industry journal, Composites, noted in December 1999 that the success of composites throughout the Middle East can be largely attributed to the low durability of traditional materials, steel and concrete, under the local environmental conditions, particularly high humidity. They claimed that the current finished product production capacity is in excess of 100,000 tonnes, of which, in the Arab Gulf region, some 70% is composites pipe production. Even Turkey can claim a capacity of 12,000 tonnes per annum, although local demand does not yet exceed that overall capacity. In addition, the rapid economic development experienced by the Arabian Gulf region has, over the past thirty years, been accompanied by, and also very largely responsible for, an extensive investment in the development of both a modern infrastructure and industrialisation away from, but still in many respects dependent on, the oil reserves. Composites and, therefore, thermoset resins, continue to play a major part in that infrastructure investment. Sewerage networks, building structures and water storage systems, are major users.

Thermoset Resins Market Report
66
In a further analysis, Composites stated that Gulf-based composites fabricators now rank amongst international leaders in the development of structural components for architectural applications. Finally, the more recent establishment of unsaturated polyester, epoxy and other thermoset resin manufacture by, for example, Reichhold and Scott Bader, with their combined capacity of 25,000 tonnes, (as well as glass fibre reinforcement by Fibertech, Saudi Arabia, capacity 12,000 tonnes per annum) needs to be recognised as part of the area’s rapid diversification away from oil export dependency. Largely as a result of the economy resulting from oil reserves, the Gulf region has seized on and successfully developed an opportunity which others have yet to grasp.
6.1.4 Asia-Pacific
6.1.4.1 Market Size
Prior to 1997 and Asia’s financial crisis which originated in Thailand, the Asia-Pacific area, particularly Thailand, Malaysia and Singapore, were showing strong composites industry growth, arguably, although accurate statistics were difficult to obtain, stronger than any other world region. Perhaps because it comprises largely industrially developing regions or countries, housing some 60% of the world’s population, the overall economy is noted as one of the most active in the world and a rapid, strong recovery was confidently expected. With rapid growth in the consumption of composites for infrastructure applications alone, the potential is clearly enormous.
This situation was clearly reflected in a finished product forecast published in October 1999 [1]. Tonnages for 1998-2005, have been recalculated for thermoset resins (Table 6.9).
Table 6.9 Earlier forecast of the growth of thermoset resin consumption, Asia-Pacific (ktonnes)
1998 1999 2000 2001 2002 2003 2004 2005 608.8 648.1 654.4 686.3 721.9 758.8 810.0 868.8
+6.5% +1.0% +4.9% +5.2% +5.1% +6.7% +7.3%
In fact, in comparison to two thermoset resin consumption figures, 669.4 ktonnes for 1998 and 700.0 ktonnes for 1999, (calculated from two recently published thermoset and thermoplastic based finished product outputs), the above forecast was somewhat conservative, and there was an annual growth between 1998 and 1999 of 4.6%. The finished product figure of 1.6 million tonnes from which the 700,000 tonnes, 1999 figure was calculated, is claimed to be equivalent to around 27% of the global composites market. This demonstrates the significance of this region in the composites industry.
The analysis of consumption and growth for 1998 through to 2007 is presented in Table 6.10.
Table 6.10 Current and forecast thermoset resin consumption, composite matrices, Asia-Pacific (ktonnes)
Asia-Pacific 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 Unreinforced thermoset 197 206 211 216 222 227 233 239 245 251 Reinforced - unsaturated polyester
352 373 383 393 397 407 417 427 438 449
Reinforced - other thermoset
120 121 124 127 135 139 142 146 149 153
Total thermoset consumption
669 700 718 736 754 773 792 812 832 853
% Growth +4.6 +2.5 +2.5 +2.5 +2.5 +2.5 +2.5 +2.5 +2.5

Thermoset Resins Market Report
67
6.1.4.2 Comment
Until 1998, the growth of the Japanese composites industry was strong, with annual consumption second only to the USA, but recent years have seen an annual decrease measured in double, rather than single figures. The current lassitude of the whole Japanese economy suggests that, without some major market/application innovation, their composites industry may take some years to recover. Thermoset tonnages for the last 10-years, have purposely not been quoted, as several years ago the Japanese Reinforced Plastics Society made a major change to the product classifications employed, making consistent and accurate thermoset-thermoplastic division difficult. Two reported total industry values for 1998, do however show reasonable agreement at 402,200 and 394,700 tonnes.
The mainland Chinese composites industry is said to comprise some 3,000 typically small companies. However, the majors are beginning to move in, to take advantage, if nothing else, of the lower wage structure and less stringent VOC emission regulations. One feature of the industry is the multitude of small thermoset resin manufacturing concerns. For example, a typical situation is a resin plant on an upper floor, virtually directly feeding the fabrication unit on the ground. Several authorities have attempted to quantify the industry but in view its small, fragmented nature, there is every likelihood that any published figure, currently taken at around 350,000 tonnes of finished thermoset plus thermoplastic based composite product output, will be a conservative figure. Growth is suggested as strong, probably as high as 12% per annum, particularly to satisfy the requirements of the infrastructure sector.
India is another country with a small but rapidly growing composites industry, with local raw material manufacture, both thermoset resins and glass fibre reinforcement, strong and based on western technology. Indeed in the research for this study, some thirty resin manufacturing companies covering adhesives, coatings and composite matrices, were quoted, all members of a manufacturers’ association.
Like Japan, the South Korean composites industry experienced serious decline at the end of the 1990s but, unlike Japan, is now seeing better recovery. In 1995, in a run-up to what had been hoped to be better years than they were, five major thermoset resin manufacturers produced a total of some 94,500 tonnes, achieving production figures in excess of 60% capacity.
In addition to being recognised as a major unsaturated polyester resin manufacturer, exporting, for example, 100,000 tonnes in 1999, Taiwan is also noted for the production of carbon fibre/epoxy sports equipment. This growing industry is using locally produced pre-impregnated materials, as well as thermoplastic-based raw materials and finished products, the latter at the expense of the thermosets. Much of Taiwan’s composites excellence can be related to the fact that eight major research institutes and fifteen universities are involved in teaching, training and research into composites and their future markets and applications.
Finally, although the total finished product output of Australia appears low and relatively small by international standards (47,000 tonnes in 1997), this has to be seen in the context of the small population of the country. The Australian industry’s trade body, the Composites Institute of Australia is one of the most progressive of the thirty-five or so similar bodies that support their local composites, and therefore thermoset resin, industries.
6.1.5 Latin America
6.1.5.1 Market Size
Five major countries, Argentina, Brazil, Chile, Colombia and Venezuela, along with around a dozen others, comprise the Latin American composites industry which currently accounts for little more than 5% of the global finished product output. The linked political and economic problems

Thermoset Resins Market Report
68
account largely for that situation. Even so, the composites market can be considered buoyant and growing steadily if slowly. Low capital, high labour intensive fabrication techniques predominate in a largely unsaturated polyester based market.
Comparing recent figures for Brazil [2], with earlier figures [1] on a like-for-like basis, these show respectable agreement. This enables, in the absence of other data, the following tabulation (Table 6.11) for the whole of Latin America to be presented. However, a lower growth rate than for Asia-Pacific has been employed in view of more recent economic difficulties experienced by for example, Argentina.
Table 6.11 Current and forecast thermoset resin consumption, composite matrices, Latin America (ktonnes)
Latin America 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 Unreinforced thermoset 27.5 28.0 28.4 28.8 29.4 30.0 30.6 31.2 31.8 32.3 Reinforced - unsaturated polyester
50.1 50.7 51.5 52.3 53.3 54.4 55.4 56.5 57.5 58.7
Reinforced - other thermoset
16.2 16.5 16.7 17.0 17.3 17.6 18.0 18.3 18.7 19.0
Total thermoset consumption
93.8 95.2 96.6 98.1 100 102 104 106 108 110
% Growth +1.5 +1.5 +1.5 +2.0 +2.0 +2.0 +2.0 +2.0 +2.0
6.1.5.2 Comment
The composites industry of Brazil is in a similar situation to many industrially developing countries. The composites industry has a bearing on thermoset resin consumption and it is worth examining briefly. Brazil is the area’s economic engine, with inflation under control and a rising standard of living. Hence the attraction to foreign investors is growing. The thermoset resin manufacturers, Cray Valley, Reichhold and Dow, who have already established themselves, provide an excellent example. These are present among over one hundred locally owned suppliers encompassing the vast majority of the raw materials mentioned in this study.
In 1999, Brazil’s 1,686 fabricators consumed 74,000 tonnes of unsaturated polyester and vinyl ester resins, a slight fall from 1998. Most of these companies are situated in the south or south-east of the country and are basically family owned concerns using labour intensive manufacturing techniques. However, there is a steady move into resin transfer moulding and two capital intensive techniques, hot-press moulding and pultrusion, are not unknown. Many of these companies are meeting the challenge of product quality improvement and new markets and applications are being opened up as part of a five-year economic and social stabilisation programme recently introduced by the Brazilian government. Housing, transportation and sanitation are seen as offering major opportunities to the whole industry with the good possibility of a 10% increase in output over the next three years.
In contrast to that is Colombia where a local wholesaler, L.A. Tejada, estimates that around 30% of the current polyester resin consumption is not employed for composites but for buttons, adhesives and polymer concrete.
6.1.6 Rest of the World
Although in comparison perhaps an insignificant tonnage, some quantification for the ‘rest of the world’ must be included to complete the composites matrix picture (Table 6.12).

Thermoset Resins Market Report
69
Table 6.12 Current and Forecast Thermoset Resin Consumption, Composite Matrices, Rest of World (ktonnes)
Rest of World 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 Unreinforced thermoset 24.9 25.4 25.8 26.2 26.7 27.2 27.8 28.3 28.9 29.5 Reinforced - unsaturated polyester
45.4 46 46.7 47.3 48.3 49.3 49.7 50.3 51.7 52.7
Reinforced - other thermoset
14.7 14.9 15.1 15.4 15.7 16.0 16.9 17.3 17.6 18.0
Total thermoset consumption
85.0 86.3 87.6 88.9 90.7 92.5 94.4 95.9 98.2 100.2
% Growth +1.5 +1.5 +1.5 +2.0 +2.0 +2.0 +1.5 +2.3 +2.0
6.1.7 Summary and Analysis
Table 6.13 summarises the respective tonnage consumptions, by country, of non-reinforced unsaturated polyester, and unsaturated polyester and other thermoset used with reinforcement for composite manufacture.
Table 6.13 Current and forecast thermoset resin consumption, composite matrices, worldwide (ktonnes)
WORLD CONSUMPTION
1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
Unsaturated polyester, unreinforced applications - North America 323 349 339 330 330 334 339 344 349 356 - Western Europe 347 352 358 365 372 379 387 398 408 420 - Eastern Europe 148 151 154 157 160 164 168 172 178 183 - Asia-Pacific 197 206 211 216 222 227 233 239 245 251 - Latin America 27.5 28 28.4 28.8 29.4 30 30.6 31.2 31.8 32.3 - Rest of World 24.9 25.4 25.8 26.2 26.7 27.2 27.8 28.3 28.9 29.5 Subtotal 1067 1111 1116 1123 1140 1161 1185 1213 1241 1272 Unsaturated polyester, reinforced applications - North America 587 622 615 592 592 598 606 615 625 637 - Western Europe 629 639 648 661 674 688 706 723 741 763 - Eastern Europe 270 273 279 284 290 298 305 313 322 331 - Asia-Pacific 352 373 383 393 397 407 417 427 438 449 - Latin America 50.1 50.7 51.5 52.3 53.3 54.4 55.4 56.5 57.5 58.7 - Rest of World 45.4 46 46.7 47.3 48.3 49.3 49.7 50.3 51.7 52.7 Subtotal 1934 2004 2023 2030 2055 2095 2139 2185 2235 2291 Other thermosets, reinforced applications
1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 - North America 190 212 200 202 202 203 207 210 213 217 - Western Europe 204 207 210 214 219 223 229 234 240 247 - Eastern Europe 87 89 90 92 94 96 99 101 104 108 - Asia-Pacific 120 121 124 127 135 139 142 146 149 153 - Latin America 16.2 16.5 16.7 17.0 17.3 17.6 18.0 18.3 18.7 19.0 - Rest of World 14.7 14.9 15.1 15.4 15.7 16.0 16.9 17.3 17.6 18.0 Subtotal 632 660 656 667 683 695 712 727 742 762 Grand total reinforced applications
2566 2664 2679 2697 2738 2790 2851 2912 2977 3053
% Growth reinforced applications
+3.8 +0.6 +0.6 +1.5 +1.9 +2.2 +2.1 +2.2 +2.6
While there is no need to consider the unsaturated polyester resin consumption any further, that does not apply to the ‘other thermosets’, as those totals clearly encompass every other thermoset

Thermoset Resins Market Report
70
resin mentioned in this study, i.e., acrylic, alkyd, bismaleimide, epoxy, furane, hybrids, aminos, phenolic, urethane and vinyl ester resins. Little published data is available to provide individual tonnages per year per country but a breakdown is offered in Table 6.14. It must of course be further admitted that these percentages are likely to change significantly with time, even by 2007.
Table 6.14 Indicative analysis of current and forecast, other thermoset resin consumptions for composite matrices, worldwide (derived from Table 6.12) (ktonnes)
Resin 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 Acrylic + Alkyd 53.7 56.1 55.8 56.7 58.1 59.1 60.5 61.8 63.1 64.8 Bismaleimide+Epoxy 300 314 312 317 324 330 338 345 352 362 Phenolic 47.4 49.5 49.2 50.0 51.2 52.1 53.4 54.5 55.7 57.2 Polyurethane 94.8 99 98.4 100 102 104 107 109 111 114 Vinyl esters 72.7 75.9 75.4 76.7 78.5 79.9 81.9 83.6 85.3 87.6 Others 63.4 65.5 65.2 66.6 69.2 69.9 71.2 73.1 74.9 76.4 TOTALS 632 660 656 667 683 695 712 727 742 762
6.2 Unreinforced Unsaturated Polyester Resin: Applications
As demonstrated by the latter part of Table 6.3, unsaturated polyester resins are employed for a wide variety of unreinforced applications ranging through coatings, flow coats, gelcoats and pigment pastes, consumer goods (e.g., encapsulated items), construction items (e.g., polymer concrete and flooring materials), putties and pastes to markets such as button manufacture.
Other than in the CFA outline of Table 6.3, none of these markets or applications are quantified in any authoritative, published manner. Table 6.13 includes global data on overall consumption. However, in a study of this nature some further analysis is essential. This includes analysis by country and then by application.
6.2.1 North America
Table 6.15 Current and forecast, unsaturated polyester resin consumption, unreinforced applications, North America (ktonnes)
Market/application for unsaturated polyesters 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
Consumer goods 29.4 31.8 30.8 30.0 30.0 30.4 30.8 31.3 31.8 32.4 Construction 191 206 200 195 195 197 200 203 206 210 Gelcoats, flowcoats, etc. 64.0 69.1 67.1 65.3 65.3 66.1 67.1 68.1 69.1 70.5 Putties and pastes 32.9 35.6 34.6 33.7 33.7 34.1 34.6 35.1 35.6 36.3 Others 5.7 6.5 6.5 6.0 6.0 6.4 6.5 6.5 6.5 6.8 Totals 323 349 339 330 330 334 339 344 349 356
Table 6.15 shows current and forecast unsaturated polyester resin consumption in unreinforced applications in North America. Typically growth over the 7 year period amounts to 10%.

Thermoset Resins Market Report
71
6.2.2 Western Europe
Table 6.16 Current and forecast, unsaturated polyester resin consumption, unreinforced applications, Western Europe (ktonnes)
Market/application for unsaturated polyesters 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
Consumer goods 31.6 32.0 32.6 33.2 33.9 34.5 35.2 36.2 37.1 38.2 Construction 205 208 211 215 219 224 228 235 241 248 Gelcoats, flowcoats, etc. 68.7 69.7 70.9 72.3 73.7 75.0 76.6 78.8 80.8 83.2 Putties and pastes 35.4 35.9 36.5 37.2 37.9 38.7 39.5 40.6 41.6 42.8 Others 6.3 6.4 7.0 7.3 7.5 6.8 7.7 7.4 7.5 7.8 Totals 347 352 358 365 372 379 387 398 408 420
Table 6.16 shows current and forecast unsaturated polyester resin consumption in unreinforced applications in Western Europe. Typical growth over the 7 year period: 21%.
6.2.3 Eastern Europe
Table 6.17 Current and forecast, unsaturated polyester resin consumption, unreinforced applications, Eastern Europe (ktonnes)
Market/application for unsaturated polyesters 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
Consumer goods 13.5 13.7 14.0 14.3 14.6 14.9 15.3 15.7 16.2 16.7 Construction 87.3 89.1 90.9 92.6 94.4 96.8 99.1 101 105 108 Gelcoats, flowcoats, etc. 29.3 29.9 30.5 31.1 31.7 32.5 33.3 34.1 35.2 36.2 Putties and pastes 15.1 15.4 15.7 16.0 16.3 16.7 17.1 17.5 18.2 18.7 Others 2.8 2.9 2.9 3.0 3.0 3.1 3.2 3.7 3.4 3.4 Totals 148 151 154 157 160 164 168 172 178 183
Table 6.17 shows current and forecast unsaturated polyester resin consumption in unreinforced applications in Eastern Europe. Typical growth over the 7 year period: 23%.
6.2.4 Asia-Pacific
Table 6.18 Current and forecast, unsaturated polyester resin consumption, unreinforced applications, Asia-Pacific (ktonnes)
Market/application for unsaturated polyesters 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
Consumer goods 17.9 18.7 19.2 19.7 20.2 20.7 21.2 21.7 22.3 22.8 Construction 116 122 124 127 131 134 137 141 145 148 Gelcoats, flowcoats, etc. 39.0 40.8 41.8 42.8 44.0 45.0 46.1 47.3 48.5 49.0 Putties and pastes 20.1 21.0 21.5 22.0 22.6 23.2 23.8 24.4 25.0 25.6 Others 4.0 3.5 4.5 4.5 4.2 4.1 4.9 4.6 4.2 5.6 Totals 197 206 211 216 222 227 233 239 245 251
Table 6.18 shows current and forecast unsaturated polyester resin consumption in unreinforced applications in Asia-Pacific. Typical growth over the 7 year period: 27%.

Thermoset Resins Market Report
72
6.2.5 Latin America
Table 6.19 Current and forecast, unsaturated polyester resin consumption, unreinforced applications, Latin America (ktonnes)
Market/application for unsaturated polyesters 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
Consumer goods 2.5 2.5 2.6 2.6 2.7 2.7 2.8 2.8 2.9 2.9 Construction 16.2 16.5 17.0 17.0 17.3 17.7 18.1 18.4 18.8 19.1 Gelcoats, flowcoats, etc. 5.4 5.5 5.6 5.7 5.8 5.9 6.1 6.2 6.3 6.4 Putties and pastes 2.8 2.9 2.9 2.9 3.0 3.1 3.1 3.2 3.2 3.3 Others 0.6 0.6 0.3 0.6 0.6 0.6 0.5 0.6 0.6 0.6 Totals 27.5 28 28.4 28.8 29.4 30 30.6 31.2 31.8 32.3
Table 6.19 shows current and forecast unsaturated polyester resin consumption in unreinforced applications in Latin America. Typical growth over the 7 year period: 18%.
6.2.6 Rest of World
Table 6.20 Current and forecast, unsaturated polyester resin consumption, unreinforced applications, rest of world (ktonnes)
Market/application for unsaturated polyesters 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
Consumer goods 2.3 2.3 2.3 2.4 2.4 2.5 2.5 2.6 2.6 2.7 Construction 14.7 15.0 15.2 15.6 15.8 16.0 16.4 16.9 17.1 17.4 Gelcoats, flowcoats, etc. 4.9 5.0 5.1 5.2 5.3 5.3 5.5 5.6 5.7 5.8 Putties and pastes 2.5 2.6 2.6 2.7 2.7 2.8 2.8 2.9 2.9 3.0 Others 0.5 0.5 0.6 0.3 0.5 0.6 0.6 0.3 0.6 0.6 Totals 24.9 25.4 25.8 26.2 26.7 27.2 27.8 28.3 28.9 29.5
Table 6.20 shows current and forecast unsaturated polyester resin consumption in unreinforced applications in the rest of the world. Typical growth over the 7 year period: 18%.
6.2.7 Summary
Adding the respective consumptions per market/application per geographical region, provides the worldwide summary shown in Table 6.21, expressed also as a percentage growth per annum.
Table 6.21 Current and forecast, unsaturated polyester resin consumption, unreinforced applications, worldwide (ktonnes)
Market/application for unsaturated polyesters 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
Consumer goods 97.2 101.0 101.5 102.2 103.8 105.7 107.8 110.3 112.9 115.7 Construction 630.2 656.6 658.1 662.2 672.5 685.5 698.6 715.3 732.9 750.5 Gelcoats, flowcoats, etc. 211.3 220.0 221.0 222.4 225.8 229.8 234.7 240.1 245.6 251.1 Putties and pastes 108.8 113.4 113.8 114.5 116.2 118.6 120.9 123.7 126.5 129.7 Others 19.9 20.4 21.8 21.7 21.8 21.6 23.4 23.1 22.8 24.8 Totals 1067 1111 1116 1123 1140 1161 1185 1213 1241 1272 % Growth/annum +4.1 +0.5 +0.6 +1.5 +1.8 +2.1 +2.4 +2.3 +2.5
It should be obvious from earlier text that other thermoset resins than unsaturated polyester, can be employed for certain of the applications considered by Tables 6.14-6.20 inclusive. However, although no specific consumption figures were discovered during the research for this study, it is

Thermoset Resins Market Report
73
judged that those tonnages are minimal, therefore affecting the conclusions of these tabulations, only marginally.
6.3 Value: Thermoset Resins for Composites and Associated Applications
Having provided through Tables 6.13, 6.14 and 6.21 in particular, a summary of the current and future global consumptions of thermoset resin, whether employed reinforced as composite matrices or unreinforced for certain associated applications, it is now essential to offer overall estimates of the worldwide value of that resin manufacturing and supply business.
Only the two years 2002 and 2007, have been considered and, furthermore, it has obviously been necessary to employ only an average resin cost per tonne, In addition, a 2% per annum inflation has been included, 2002 to 2007.
Table 6.22 Value, worldwide thermoset resin business 2002 2007
Resin type Tonnage Value
(US$) Tonnage Value (US$)
Unsaturated polyester resin for unreinforced application
1140 2.3 billion 1272 2.8 billion
Unsaturated polyester resin for reinforced application
2055 4.1 billion 2291 5.1 billion
Other thermoset resins for reinforced application
683 2.7 billion 762 3.4 billion
TOTAL 9.1 billion 11.3 billion
6.4 Adhesives
The industrial application of adhesive bonding as opposed to welding, riveting or mechanical fastening techniques, probably began in 1949 with the use of the Redux range of epoxy resins in the construction of the British de Havilland Comet airliner. However, remaining with the aircraft example, many of the first timber-framed types were adhesive bonded with casein glues later superseded with phenol-formaldehyde based adhesives.
Since then, the advantages of a continuous adhesive bonded assembly, as opposed to localised rivets and bolts causing high stress generation over often weakened hole-drilled constructions, has been recognised by most industries irrespective of market or application. Which came first, the development of new, higher performance, more suitable adhesives, or the need for and, therefore, the development and commercialisation of those new adhesives could be strongly debated. There is no doubt, however, as to the part and the importance, thermoset resin systems have played in answering that need. However, it is equally important to recognise that many adhesives, based on rubber or other natural gums, may also employ small quantities of thermoset resins as modifiers or additives in their formulation.
To attempt to put a figure on the use of phenolic resins in adhesives, many based on rubbers such as polychloroprene or nitrile, one can find data that state that in the USA and Germany between 2.5 and 7% of phenolic resins manufactured are used in adhesives and paints [3]. Allowing for the rest of the world and making some assumptions one could assume that about 3% of phenolic resins end up in adhesives. The phenolic resin tonnage produced today is about 4 million tonnes worldwide and hence some 120,000 tonnes of phenolic resins alone are used in this application.
Whilst research has revealed some data applicable to the consumption of adhesives, little of that information can be related to either a particular adhesive, or therefore, a particular thermoset resin

Thermoset Resins Market Report
74
or, indeed, a particular country or geographical region. Hence whilst certainly inclusive of at least some of the relevant thermoset resins, much that follows can only be considered of a general nature. Accurate, authoritative and definitive tabulations simply cannot be offered. For example, one report records that prior to the turn of the century, the European adhesives market, particularly those supplied to the household and D.I.Y market was unstable, although promising growth was foreseen in certain countries, such as Italy. The value of this European market sector was put at US$840 million.
Adhesives with polyurethane (isocyanates and polyols) in their formulation, provide another example of the difficulty of defining size, simply because polyurethane is such a universal material. Total polyurethane production was said to be 7.5 million tonnes in 1998, (growing at 5% to 6% per annum) but it was impossible to obtain figures for the use of this type of chemistry in adhesives alone. In general urethane terms the market is approximately equally divided between North America, Europe and Asia but the vast proportion of urethane chemicals are used to make foams.
Whilst the use of thermoset resins in adhesive formulations is on the increase, solvent-borne systems are steadily losing market share in favour of those demonstrating lower VOC levels, whatever means is employed to achieve that reduction. Ten years from now, and some would claim five years, volatile solvent-based adhesives may no longer be sold or available, whether for industrial or domestic consumption. It is a situation currently driving the R & D engine and, although demand is healthy, a change that is squeezing profit margins as hard as rising raw material, oil prices and operating costs.
The growing use of thermoset resins for a wide-range of construction application has already been highlighted, but their use in adhesive formulations is becoming increasingly important to that market sector. For example it is claimed that construction is the second-largest industry segment for non-pressure sensitive adhesives, representing some 17-20% of the total US volume and moreover, growing at over 3% per annum [4]. Flooring and dry-wall type products account for a large percentage of this consumption, with low-solvent, waterborne and polyurethane adhesives being those most highly favoured particularly for thin flooring materials. Like the major use of adhesives in the manufacture of plywood, this is also a market sector where there remains a steady use and consumption of melamine, urea and phenolic resins.
It is predicted that the demand for construction adhesives as employed in both initial build and repair and refurbishment, will grow at some 2.5% per annum, to an annual total of some 2.6 million tonnes in 2003 [5]. If this figure is taken as 17% of the total sales of adhesives worldwide, it places the world figure at 15.75 million tonnes in 2003, equivalent to some 17.5 million tonnes by 2007. Even allowing for the large numbers of adhesives in which thermosets are a small proportion of the formulation, it is, therefore, a massive market for the several thermoset systems on which those adhesives are based.
Other workers such as IAL Consultants [6] suggest that high technology applications are driving the Western Europe structural adhesives market, totalling in 1999 some 38,000 tonnes and growing over the five years to 2004 at 2.2% per annum, to reach 42,000 tonnes. However, they noted wide differences in the growth rate for specific product types and applications. Taking epoxy film and epoxy paste structural adhesives (as used for plate-to-plate bonding and honeycomb sandwich panel construction in the aerospace industry) as an example, growth to 2004 could be expected to average 6.6% per annum compared to only 0.4% for phenolic-based structural adhesives in the automotive industry. As far as the latter is concerned, epoxy paste and polyurethane structural adhesives are favoured and even though both offer promising potential in this sector, growth until halfway through the current decade may not amount to much over 1% per annum. Taken overall, the polyurethanes account for nearly 65% of the total structural adhesives market in Western Europe with the epoxies (both film and paste) at 30%. Further, whilst their current usage remains low, polyimide-based adhesives can be expected to grow at perhaps 5% per annum over the next few years.

Thermoset Resins Market Report
75
Irrespective of the sale of Shell Chemical and Ciba Specialty Chemicals, both of whose businesses remain active, Dow Chemical continues to be referred to as the world’s top epoxy resin producer. Reporting in late 2000 that the epoxy adhesives sector is expected to slow from a current annual growth of 5.7% to 3.3% by 2004, they noted that general epoxy demand was continuing to growth at between 4% and 5% and as a consequence there were plans to increase capacity. In respect of Europe, Dow noted that the hot-melt adhesives market was expected to grow at 3.7% per annum from its 1999 value of $US794.6 million to $US997 million by 2006.
In July 2000, the American journal, “Adhesives Age” [7] reviewed the US adhesives and sealants industry. Although they are difficult to separate statistically, the total sales in 1999 was some $US9.2 billion at an annual growth of 3%. Employing that value with the earlier conclusion suggests a 2003 worldwide market value of $US54 billion, or $US60 billion by 2007, although clearly only an uncalculatable percentage relates to thermoset resin base. Perhaps surprisingly, packaging at 42%, remains the largest adhesive end-user.
In another study [8], the US-based Freedonia Group estimated that the local demand for polyurethane-based adhesives, sealants and caulks, would reach 292,500 tonnes during 2002, a growth equal to 3.5% per annum and comparing well with a value of 3.4% for all other types. They further estimated a US market size of fractionally over 1 million tonnes valued at $US3.3 billion.
The automotive industry is increasingly employing adhesives for both original equipment and repair applications. For example, a Western European market survey, undertaken by IAL Consultants [4], found that in Germany structural adhesives accounted for some 25% of the total adhesive demand, typical end-uses being for automotive followed by marine, consumer goods and sandwich panel markets. In terms of adhesive types, those formulated on polyurethane chemistry accounted for over 62% of the whole market.
Although welding used to be and remains, a common automotive industry bonding procedure, today’s fuel economy standards demand a more inventive approach [9]. This in turn demands, lighter, stronger structures offering better handling and crashworthiness, hence the steadily growing use of adhesives, said for the US automotive industry to be growing at 1.3% per annum and expected to reach a consumption level of over 800,000 tonnes by 2003. In part it is a demand which results principally from the increased use of polymer-based mouldings by that industry, whether for internal, external or under-the-bonnet application. While specially formulated and fast-cure polyurethane-based systems find major utilisation to answer many of the adhesive demands of this industry sector, in securing structural and decorative items and window glass; epoxy, acrylic, cyanocrylate and PSA tapes are also common. Equally, many find application later, during vehicle repair.
In a recent study [10], the American consultants Frost & Sullivan classified four adhesive types: solvent-based adhesives such as starch, dextrins, casein and polyvinyl alcohol; waterborne systems such as ethylene-vinyl acetates, acrylics and urethanes; hot-melt adhesives such as polyolefins, EVAs, acrylics, urethanes and block copolymers with a final fourth ‘miscellaneous’ group consisting of epoxies, radiation curing systems and cyanoacrylates. Like others, they concluded that environmental regulations are contributing to the typically 4.5% annual growth, to a total 59% industry demand, of waterborne varieties.
Finally, the use of UV photocuring techniques in adhesives and sealants is becomes steadily more important and has been estimated for 1999 to involve between 300 and 500 tonnes of adhesive.
6.5 Encapsulation
Similar, but lesser, statistical difficulties apply for encapsulation as for adhesives. Although encapsulation, coating and sealing are virtually impossible to separate, at least there is better and clearer differentiation between the thermosets which are applicable. While the unsaturated

Thermoset Resins Market Report
76
polyesters can offer good encapsulation properties, suitably dealt with under non-reinforced applications, it is the epoxies which are of principle interest.
As demand and therefore production capacity increase, with commensurate reductions in raw material cost, the superior epoxies find increasing utilisation. Even in Japan, where severe economic restraints continue, the demand for epoxy resins for encapsulation, as composite matrices or for coating is a growing markets and is now estimated at over 160,000 tonnes per annum.
6.6 Coatings, Flooring and Allied
As has already been reported, virtually every thermoset resin finds application in some form of paint, flooring or other surface treatment or coating application. At the same time an accurate indication of the respective annual thermoset resin consumption for each of these diverse applications, is simply not available. However, out of a mass of data reviewed in the compilation of this study, certain conclusions and, in some cases tonnage data, can clearly be drawn.
Table 6.23 Value ($US Billion) of the global coatings market, 1999 and 2003
Region 1999 2003 Africa 3.5 4.3 Asia 14.8 17.8 Europe - Eastern 3.9 5.1 Europe - Western 19.5 22.0 North America 18.6 18.1 South America 3.9 4.6 Rest of World 3.0 3.8 Total 67.2 75.7
The principal change within the coating industry over the last few years, has been in connection with the rising use (8% per annum, but now beginning to slow) of the powder coating process, which is expected to total around 200,000 tonnes, valued at $US1.3 billion, by 2003 in the US. The world market is estimated at well over double that value. Although epoxies remain the leading coating material for automotive, appliance and furniture application, their high cost has been a limitation to even better growth. Less expensive epoxy-polyester hybrids are now becoming available in addition to the TGIC polyester and polyurethanes employed for heavy duty exterior type applications. Some thermoplastics can equally be employed but the thermosets dominate at over 90%. High solids system polyurethanes have been developed for polyurethane coatings as a move to lower VOC emissions and this type of trend will continue.
In 1997, the Japan Paint Manufacturers Association published an assessment of paint production in Japan and considering solely those that were expected to be formulated in part with thermoset resins, their data was ‘Ship Bottom Paints’ 18,886 tonnes; ‘Road Marking Paints’ 100,000 tonnes and ‘Powder Coatings’ 24,710 tonnes.
In another summary by the China Coating Industry Association for 1998, a total consumption of 1.68 million tonnes was quoted of which 464,700 tonnes was employed for architectural purposes. In respect of polyurethane based coatings, whilst the 1991 output was only just over 17,000 tonnes that figure had, by 1997, exceeded 110,000 tonnes. This represented an 8% share of the entire coatings market, just behind those based on alkyd resins and those based on phenolic resins. Indeed the average growth rate of polyurethane coatings is some four times greater than the average growth of the whole China coatings industry. As far as the Chinese industry is concerned, five distinct categories exist: wood furniture paints, flooring paints, automotive paints, anti-corrosive paints and specialty paints. The first two account for more than 80% of the total and although

Thermoset Resins Market Report
77
waterborne systems do exist, most are aromatic solvent systems with the isocyanate more commonly TDI.
Late in 1999, the American journal, Chemical Marketing Reporter [11] published several articles appertaining to the US coatings market. They reported the value of the current and future global coatings market to be as shown in Table 6.23.
6.7 Polyurethanes
Clausius [12] quoted the 1998 demand for polyurethane systems as 7.5 million tonnes, up from 6.9 million in 1996. He predicts a growth rate of 5% per annum to 2003, a slight reduction on previous years blamed mainly on the economic problems of the Far East. However, the three principal geographic market areas, Europe, NAFTA and Asia each consume about 30% of the total. Promising areas for future growth include South America (principally Brazil and Argentina) and the Far East despite its current problems.
Volumes are not evenly spread among the countries making up the regions. In the NAFTA area the USA accounts for 90% of the volume, whilst in Europe Germany and Italy each consume about 20% of that areas tonnage. Equally, growth rates are not expected to be uniform. In the Far East, the growth rate in China is expected to be around 10% for the next few years compared to ca, 2-3% for Japan.
The vast majority of the urethanes market is for foams, either flexible (automotive seating, transport seating, furniture, etc.) or rigid for thermal insulation in buildings and industrial equipment.
MDI based systems appear to be growing at the expense of TDI but this may be because it is a relatively young product.
6.8 Other Thermosets – North America
Even though a slowdown in building construction is expected, the estimated demand for phenolic resins throughout North America should increase at around 2.2% per annum, to reach over 2.1 million tonnes in 2004. In terms of epoxy resin the North American market was expected to reach a total of $US1.5 billion by the close of 2000, with the strongest gains coming from waterborne, powder, electrodeposition and radiation curable varieties.
6.9 Overall Summary, Analysis and Conclusions
In this section an attempt is made to summarise the world consumption of thermoset resins from a number of sources. It indicates that figures quoted as authoritative are perhaps not as good as they appear although agreement in these is probably acceptable. The one case where the tonnages determined from different sources are very different is for urea-formaldehyde resins and comment is made on this figure later.
In a review by the Freedonia Group, the 2004 worldwide demand for thermoset resins is given as 24 million tonnes, equivalent to growth in excess of 4% per annum. Their breakdown of demand is shown by Table 6.24. Earlier, they had reported that the slow down in growth during the 1990s, could be attributed principally to the need to reformulate the thermosets specifically employed for coatings and adhesives, in accordance with VOC/environmental regulations. Since then there had been an above average growth in the consumption of polyurethanes, epoxies and silicones, with many thermosets being employed for household durables, transportation or in the construction market. The respective percentage breakdown per resin type is shown to the right of each annual total.

Thermoset Resins Market Report
78
Table 6.24 Worldwide thermoset resin demand (ktonnes)
1989 1999 2004 % Annual Growth
Consum-ption
Market share
Consum-ption
Market share
Consum-ption
Market share
89/99 99/04
Alkyds 1422 9.5% 1545 7.9% 1905 7.9% 0.8 4.3 Aminos 2655 17.7% 3484 17.8% 4215 17.6% 2.8 3.9 Phenolics 2849 19.0% 3607 18.4% 4270 17.8% 2.4 3.4 Polyurethanes 4580 30.4% 6123 31.3% 7600 31.7% 2.9 4.4 Unsaturated Polyesters
1963 13.1% 2438 12.4% 3025 12.6% 2.2 4.4
Unclassified 1550 10.3% 2389 12.2% 2980 12.4% 4.4 4.5 Total Demand 15019 19586 23995 2.7 4.1
There is seemingly, a surprising omission, epoxy resins, from this tabulation. It is considered that this important class of thermosets would by the date of the research (1999) have presented a sufficient consumption to have been shown separately rather than, apparently, included under Unclassified.
Turning now to a second source of information, in their book, Gardziella, Pilato and Knop [3] quote figures for the production of the major thermosetting resins in terms of percentage of the thermosetting total. However, there is no mention in this data of alkyd resins which in Table 6.24 forms 7.9% of the 1999 production. They do not include polyurethanes either since, as explained elsewhere, there is no such thing as a 'polyurethane resin', the end user buying the isocyanate and the polyol from which to make the resin and crosslink it in one operation. They do however quote the fact that thermosets, including urethanes and silicones, make up 18-20% of the world total plastics production of 100-120 million tonnes. This gives a figure for thermosets of ca. 22 million tonnes. Urethanes are responsible for about 7.5 million tonnes per annum [12]. The distribution of thermoset production, including the epoxies omitted from the previous source but omitting the alkyds, deduced from the reference information, is given in Table 6.25.
Table 6.25 Calculated world tonnages of various thermosetting resins
Resin Market share (%) Tonnage(ktonnes)
Polyurethanes 34 7,500 Urea-formaldehyde 32.3 7,105 Phenol-formaldehyde 14.5 3,190 Unsaturated polyesters 9.2 2,030 Epoxies 5.3 1,160 Melamine-formaldehyde 4 870 Furanes 0.7 145 Total 100 22,000
Before moving on, there must be some comparison and rationalisation of this data. The unsaturated polyester figure for world consumption in 1999 in Tables 6.13, 6.24 and 6.25 are 3.115, 2.438 and 2.030 million tonnes respectively. The correct figure is unknown but since the last two were calculated from very different sources, and are closer one to the other, a reasonable figure is probably closer to 2.5 million tonnes. Furthermore, the figures in Table 6.13 came from deductions from the composites industry data rather than from general overviews of the thermosets industry which, it is hoped, are more accurate.

Thermoset Resins Market Report
79
The amino figures (a summation of urea and melamine-formaldehyde resins) are very different. However there is a possible explanation for this. Very large quantities of urea-formaldehyde resin are made in-house by the timber products industry. If the first survey either did not 'see' this material or deliberately ignored it as not being part of 'the market', the disparity is explained. In a similar manner, the alkyd resins, used almost exclusively in the paint and surface coatings industry, may have been excluded from the second reference.
Using all the above calculated and tabulated data, it is necessary to provide a best possible estimate of the total current (2002) and forecast (2007) tonnages and values of the worldwide thermoset resin industry, as was provided in Table 6.22 for those used in composite materials. Firstly a decision on the figures for tonnages most likely to be accurate for the latest year for which data was commonly available has to be made (1999). Using the projected growth rates in Table 6.24 where relevant, the tonnages for the present day and 2007 may be estimated as in Table 6.26.
Table 6.26 Estimated worldwide thermoset resin consumption, 2002 and 2007 (ktonnes) World Thermoset Resin Consumption 2002 2007 Alkyd 1750 1950 Amino 8900 9800 Phenolic 3500 3850 Polyurethane 8500 10600 Unsaturated Polyester 3200 3600 Epoxy 1250 1400 Total Demand 27100 31200
Pricing and, therefore, placing a value on the market for thermosetting resins is not a practicable thing to attempt if authoritative data is to result. There is a wide range of values for these resins, symptomatic of two major factors. The first is that the resins described variously as 'phenolic' or 'unsaturated polyester' vary enormously in their chemical complexity, hence manufacturing costs and market price. The second is that many of these resins are commodities and the price is open to negotiation to each and every customer depending on tonnage purchased, supplier-customer relationships, other products which may be purchased from the same supplier, etc.
Gardzielle and co-workers [3] puts the resins in the price ratio shown in Table 6.27 from which can be calculated a range of values, in this case for 1999, as indicated.
Table 6.27 Calculated relative market values of some thermosetting resins Resin Price ratio Relative value of market Phenol-formaldehyde 1.0 3190 Urea-formaldehyde 0.6-0.7 4263-4973 Melamine-formaldehyde 1.5-1.8 1305-1566 Unsaturated polyester 1.5-2.4 3045-4466 Epoxy 2.2-2.6 2436-2668
Alkyds are not included in this table since relative price data for these materials was not available from the same source and hence not comparable. Polyurethane chemicals are not 'a resin system', as stated before, and the mix ratio for the polyols and isocyanates will vary from factory to factory and application to application. Polyisocyanurates for example, increasingly used in the foam and other industries, use similar starting chemicals to polyurethanes but in different ratios. Hence no simple price can be applied.
The unusual ratio system applied, using phenolic as 1.0, not only indicates the variation in the price range of other resin systems but in phenolic resins themselves. At 2002 market values, for example,

Thermoset Resins Market Report
80
phenolic resins sell for prices ranging from as low as US$650 per tonne for a simple phenol-formaldehyde resin sold in large quantities to as high as US$3,000 for a resorcinol resin, sold in smaller quantities.
References
1. T. Starr, Composites: A Profile of the Worldwide Reinforced Plastics Industry, Markets and Suppliers, Third Edition, Elsevier Advanced Technology, 1999.
2. Composites, 2000, No. 39-40, June/August, 11.
3. A. Gardziella, L.A. Pilato and A. Knop, Phenolic Resins, Springer-Verlag, 1999.
4. M. Bowtell, Adhesives Age, 2000, 43, 5, 10
5. G. Valero, Adhesives Age, 2000, 43, 7, 18.
6. J. Schwartz, Adhesives Age, 2000, 43, 2, 21.
7. Adhesives Age, 2000, 43, 7, 15.
8. Urethane Technology, 1999, 15, 6, 48.
9. B. Gascoigne, Machine Design, 2000, 72, 6, 60.
10. Adhesives Age, 2000, 43, 5, 27.
11. Chemical Marketing Reporter, 1999, 256, 15, 15.
12. R. Clausius, Kunststoffe Plast Europe, 1998, 88, 10, 42.

Thermoset Resins Market Report
81
7 Major Players and Company Profiles
7.1 Acquisitions and Related Information
Over recent years the thermoset resin industry in general, particularly that sector supplying the composites industry, has seen considerable consolidation. There has been some quietening down in further consolidation at the present time. An interest continues, however, in the acquisition, through joint ventures with local companies and governments, of production facilities in the less well developed countries of the world. This is seen in two lights. Firstly as a means of reducing overheads, improving productivity and profitability and, secondly, as being present in advance in the countries which, because of their relatively backward position in the industrial hierarchy at present, are, potentially the seats of greatest future growth. The acquisitions, ownership changes and new plant growth which are identified below are meant to be illustrative rather than a comprehensive listing and are considerably less in number than they would have been only a few years ago. Only changes since 1998, and only the more important of those, are considered, with those that are most recent being described first. Further company acquisition data appears in some of the Company Profiles reproduced later (Section 7.3).
Following the sale of Ciba Specialty Chemicals’ polymer business to Morgan Grenfel Private Equity, Vantico Inc., a recently established, privately owned venture was formed to carry on the company’s well-established, high performance epoxy resin manufacturing interests typified by the Araldite brand leader. Vantico owns manufacturing, marketing, sales and R&D operations, worldwide. To further strengthen the Asian customer base spanning aerospace, electronics and document security, it has recently completed production facilities in both India and China. The company reported a nearly 10% rise in sales for 2000 over 1999, and continues to work to improve margins, currently around 10% in comparison to the sector average of 16%. As a result of these changes the 50:50 epoxy resin joint ventures Asahi Ciba and Nagase Ciba have been sold to Asahi Chemical and Nagase respectively. Asahi has been concentrating its marketing efforts on an increase in the consumption of their product range to the electric-electronic sector, such as sealants for printed circuit boards, whereas Nagase’s concentration has been modified epoxies and the development of acrylics, PUs, photocuring resins and resin mouldings.
Another major epoxy manufacturer, Shell – probably the world’s largest – was, as a result of a private venture purchase, forced to change its name on 19 September 2000 from Resins & Versatics to Resolution Performance Products. Composites based on Resolution’s range of epoxy resins, modifiers and curing agents, find such applications as aerospace components, chemical-resistant pipes, off-shore mouldings, sporting goods and the blades for wind energy generation.
Yet another epoxy manufacturer, Dow Chemical has increased its investment in China by adding 40,000 tonnes per annum of converted epoxy resin capacity and is also planning to add further capacity to its proposed complex at Tianjin. Dow’s aim, similar to Ciba and Shell above, is to counter the major problem of low margins, currently facing this particular sector of the thermoset resin supply industry and brought about by a period of increased raw material costs, some over-capacity and strong producer competition.
The Japanese company, Ajinomoto Fine-Techno, has doubled its production capacity of Amicure to 200 tonnes per annum. This amine adduct type, one-pot latent hardener/curing accelerator is employed in the manufacture of ‘temporary attachment’ adhesives used in electrical component manufacturing processes, as well as in structural adhesives and fibre-reinforced prepregs. Amicure is stated to exhibit outstanding low temperature curing characteristics and storage stability.
Owing to an increased demand for BMC materials throughout Asia-Pacific generally, Eternal Showa Highpolymer plans to install a new 200 tonnes per month production line within its existing 100 tonnes per month plant in Bangkok. Eternal Showa is a joint venture between Showa

Thermoset Resins Market Report
82
Highpolymer and the Thai unsaturated polyester resin manufacturer, Eternal Resin. It is anticipated that over 50% of the plant’s output will be exported from Thailand.
Two major players in the Australian composites industry, Huntsman Chemical Corporation and Synthetic Resins recently merged to form Huntsman Composites. The change is said not to represent a new ownership, but a step towards streamlining a better business approach and in turn causing less confusion in the market place, with an enviable range of products. Huntsman is the world’s largest privately owned chemical company employing around 8,000 people worldwide and the company has been manufacturing a broad range of polyester and vinyl ester resins in Australia for 45 years, while Synthetic Resins have been distributing quality products for over 35 years. Combining forces means bringing experienced local knowledge and global support to better deliver new products, with quality licensors and supply partners.
In a move to strengthen their flame retardants business, during May 2002, Ciba Specialty Chemicals announced its purchase of DSM’s, Melapur technology. Recognised as a leading range of melamine products, and comprising four major grades together with a number of promising development products, these Melapur flame retardant systems are targeted at the engineering plastics sector, typically automotive and electronic applications. In the first quarter of 2001, the sales of Ciba’s plastic additives business were down by 4% to £209m, with profits falling by £8m to £40m.
In an example of the ‘internationalisation’ spoken of by AVK-TV, the North American resin manufacturer AOC entered into a vinyl ester toll manufacturing agreement with Thai Epoxy and Allied Products Co. Ltd. of Bangkok. The aim of the deal is to enhance AOC’s marketing strategies throughout the whole of the Asia-Pacific region. Taking two examples, this will ease the setting up of composite business in such countries as Australia, and assist China in its emerging composites fabrication industry. Equally it is expected to assist their UK operation in enhancing AOC’s ability to meet the universal material specification requirements of global customers. Thai Epoxy, ISO 9002 and 14001 certified, is one of several Thailand-based businesses of the Aditya Birta Group, one of India’s largest business houses.
The European Resin Manufacturers’ Association (ERMA) recently announced the formation of an unsaturated polyester sector group with Ashland and Resinous Chemicals, Cray Valley, Deltech, DSM, Reichhold and Scott Bader, and their distributors as its initial members. The principle aim of the group is to address issues affecting the manufacture and supply of unsaturated polyesters, such as environmental and packaging matters and raw material trends. In the latter respect they aim to review ways of ensuring much more consistent price and supply levels for the many raw materials they purchase. The members have recently been hit badly by increasing monomer prices, the shortage of styrene and the expected price increases in both phthalic and maleic anhydride as well as glycol. Although vagaries in oil pricing, aggravated by political events, do play their part, the real momentum seemingly comes from a combination of genuine prospects of economic recovery, coinciding with marked shortages in certain sectors.
Having the aim of accelerating the development of its core business during 2000, Penn Specialty Chemicals sold, inclusive of technology, process data, specifications and trade marks, the Furcarb and Farez phenolic resin production lines, to Perstrop Chemitec a division of Perstrop AB. The latter had been a key supplier of raw materials for the Furcarb process and the acquisition is expected to strengthen Perstrop’s position as a leading phenolic resin supplier to Europe.
In the oldest of thermoset resins, phenolics, the change in producers continues. In the early 1990s BP Chemicals sold its phenolic resins production business at Barry in South Wales, UK, to Blagden Chemicals. After only a few years the business was sold again to Borden Chemical UK who have since consolidated their production by closing their original UK factory near Southampton and concentrating all production at Barry. In July 2002 Bakelite purchased the phenolic reins business of WBB Minerals, which belonged previously to Sibelco Minerals and

Thermoset Resins Market Report
83
Chemicals and prior to that to Hepworth Minerals and Chemicals. There are, at the time of going to press, rumours of a large, traditional US phenolic producer being up for sale.
The Lonza Group, Switzerland has agreed in principle to sell its Polymer Intermediates Business for over CHF 1 billion to the private equity arm of Prudential plc, UK, PPM Ventures (PPMV). This includes the manufacture of oxidation catalysts, dibasic acids, anhydrides and their derivatives, plasticisers, resins and compounds at 9 facilities located in Italy, Germany, the USA, Singapore and China.
Reichhold has announced plans to build, by the end of 2002, a new gel coating facility in Fredrikstad, Norway, moving current production from Sandfjord.
At the time of writing, there have been small but significant price rises in much of the thermoset industry, resulting from a rise in raw material prices. The underlying factors are: the steadily increasing, although fluctuating, cost of crude oil and natural gas, coupled to escalating energy costs; the declining inventories of these materials held by both the United States and European producers; as well as uncertain political issues in the Middle East. However, there is one additional factor, as the overall world economy improves the demands for the wide variety of products now produced from thermoset resins will undoubtedly increase, placing even more demand on the raw material supply chain. It is the vicious circle faced by any valuable market commodity.
7.2 Companies’ Directory
Whilst there has been a serious attempt to ensure inclusion of the major companies involved in thermoset resin manufacture and a wish to see most countries represented, no claim is made as to the completeness of the following list. There are many annually updated lists of companies involved in the thermoset industry available and there is no point in reproducing a ‘point in time’list here. Many of those listed have manufacturing units and/or offices in other world locations than those shown and these can all be accessed through the respective web site. At the same time, no attempt has been made to classify those listed in respect of the thermoset resin and/or the market/application of major interest to each. Finally, and in line with other recently published directories, the web, or email address, replaces telephone and fax numbers where available.
ABATRON INC 5501 95th Ave, Kenoshe, WI 53144, USA
AEROPIA LIMITED Aeropia House, Newton Road, Crawley, West Sussex, RH10 2TY, UK E-mail: [email protected]
AdTECH PLASTIC SYSTEMS CORP 815 W Shepherd St, Charlotte, MI 48813, USA www.adtechps.com
ADVANCED COMPOSITES GROUP LTD Adams Close, Heanor Gate Industrial Estate, Heanor DE75 7SP, UK www.advanced-composites.com
ADVANCED POLYMER SCIENCES INC 951 Jaycos Road, Avon, OH 44011, USA
AMBER COMPOSITES LTD 94 Station Road, Langley Mill, Nottingham NG16 4BP, UK www.ambercomposites.co.uk

Thermoset Resins Market Report
84
ANTOCOROSIV S A Th Pallady 57, Bucuresti 7321, Romania
AOC950 Highway 57 East, Collierville, TN 38017, USA www.aoc-resins.com
AOC HAWK LTD Factory Lane, Brantham, Mannitree CO11 1NT, UK www.aoc-hawk.co.uk
ARISTECH CHEMICAL CORPORATION 7350 Empire Drive, Florence, KY 41042, USA
ASHLAND SPECIALTY CHEMICAL CO Composites Polymer Division, Box 2219, Columbus, OH 43216, USA www.ashchem.com
ASTAR SA Sangroniz 30, Sondica, 48150 Vizcaya, Spain www.astar.es
ATL COMPOSITES PO Box 2349, Southport, Queensland 4215, Australia E-mail: [email protected]
ATUL LIMITED Atul 396020, Dist. Valsad, Gujarat, India E-mail: [email protected] www.atul.com
AXSON FRANCE PB 444, Cergy Cedex 9005, France www.axson.fr
BAKELITE AG Gennaer Straße 2-4, D-58642 Iserlohn-Letmathe, Germany (Postfach 7154, D-58609 Iserlohn) �������� ����� �� -47138 Duisburg-Meiderich, Germany (Postfach 120552, D-47125 Duisburg) Glockenrain 2, D-34621 Frielendorf, Germany (Postfach 61, D-34619 Frielendorf) E-mail: [email protected] www.bakelite.de
BAKELITE IBERICA S.A Carretera a Navarra, Epele 39, E-20120 Hernani (Guip������� �����
BAKELITE ITALIA S.P.A Via Mazzini, 104, I-21058 Solbiate Olona (VA), Italy
BAKELITE OY Teollisuustie 20b, FIN-82430 Ouhos, Finland
BAKELITE POLYMERS UK LTD Syer House, Stafford Court, Stafford Park 1, Telford, Shropshire TF3 3BD, UK

Thermoset Resins Market Report
85
BAYER AG Polyurethanes Business Group, D-51368 Leverkusen, Germany www.pu.bayer.de
BAYER CORP. POLYMERS DIVISION 100 Bayer Road, Pittsburgh, PA 15205-9741, USA E-mail: [email protected]
BAYER PLC Strawberry Hill, Newbury, RG14 1JA, UK www.bayer.co.uk
BAYRAKII (DEWILUX) AOSB, 1003 Sok, No 2 Gigli, Izmir 35620, Turkey
BEHN MEYER KIMIA SDN BHD No 5 Jalan TP2, Taman Perindustrian Sime Uep Subang Selangor, Darul Ehsan 47600, Malaysia E-mail: [email protected]
BENTLEY CHEMICALS LTD Hoo Farm Industrial Estate, Kidderminster, DY11 7RA, UK www.bentleychemicals.co.uk
B F GOODRICH CHEMICAL (DEUTSCHLAND) GmbH Gorlitzer Strasse 1, 41460 Neuss, Germany
BIP LTD PO Box 3180, Tat Bank Road, Oldbury, Warley B69 4PG, UK
BORDEN CHEMICAL UK LTD Sully, Vale of Glamorgan, CF64 5YU. UK www.bordenchem.com
BOTADARA IMPEX G-2A, Sai-Zarukha, Opp. SNDT Mahila College, Liberty Garden Road Malad (W), Mumbai 400 064, India E-mail: [email protected]
BOYTEK Yenibosna Merkez Mah, 29 Ekim Cad No. 6 34530 Bahçelievier, Istanbul, Turkey www.boytek.com
BÜFA POLYURETHANE GmbH & Co. KG Mittelkamp 112, D-26125 Oldenburg, Germany E-mail: [email protected] www.buefa.de
BUSING & FASCH GMBH & CO Hohe Looge 2-8, Rastede, D-26180, Germany www.buefa.dewww.gelcoat.de

Thermoset Resins Market Report
86
CAM ELYAF SANAYII AS E-5 Karayolu, Bayramoglu Sapagi, Cayirova-Gebeze, Kocaeli 41401, Turkey www.camelyaf.com.tr
CARLO RICCO & FUI SpA Viale Della Vecchia, Ferrovia 8-10, Correggio, Italy E-mail: [email protected]
CHEMVAL SRL 26843 Castelnuovo Bocca D’Adda (Lodi), Italy E-mail: [email protected] www.comcom.it www.chemval.it
CHINA SCIENTIFIC & TECH IND CORP No 11 Sanlihe Road, Beijing 100831, China
CHROMOS TVORNICA SMOLA Zitnjak BB, Zagreb 10000, Croatia
CIBA POLYMERS MATRIX BUSINESS CENTER 281 Fields Lane, Brewster, NY 10509, USA
CIBA SPECIALTY CHEMICALS 4917 Dawn Avenue, East Lansing, MI 48823-5691, USA
CIBA SPECIALTY CHEMICALS 8 rue Lionel Terray, Rueil Malmaison, France
CIBA SPECIALTY CHEMICALS (INDIA) LTD Building No. 40, Aarey Road, Goregoan (East), Mumbai 400 063, India
COMPOSITES ONE 723 W Algonquin Road, Arlington Heights, IL 60005, USA
COMPOSITE POLYMERS & SPECIALITY CO 4 Deen Dayal Upadhyaya Marg, New Delhi, Delhi 110002, India E-mail: [email protected]
COMPOSITE RESINS Poststraat 1, PO Box 43, 6130 AA Sittard, Netherlands
COMPOSITE TECHNOLOGY DEVELOPMENT INC 1505 Coal Creek Drive, Lafayette, CO 80026, USA www.ctd-materials.com
COOK COMPOSITES & POLYMERS 816 E 14th Ave, North Kansas City, MO 64116, USA E-mail: [email protected]
CRAY VALLEY 16 rue de la Republique, Puteaux Cedex, Paris la Defense, 101 92970, France www.crayvalley.com

Thermoset Resins Market Report
87
CRAY VALLEY LTD Laporte Road, Stallingborough, Grimsby DN41 8DR, UK www.crayvalley.com
CRAY VALLEY RESINS Baltex Road, PO Box 32211, Mobeni, Durban, Kwazulu/Natal, South Africa
CRAY VALLEY RESINS INDIA LTD D-43, (I) Trans ThaneCreekm, MIDC Industrial Area, Navi Mumbai 400 706 E-mail: [email protected]
CREST COMPOSITES & PLASTICS PVT. LTD D-6 & 7 Hare Krishna Estate, Narol-Sarkhej Bye Pass Narol, Ahmedabad 382 405, India E-mail: [email protected]
CULVER CITY COMPOSITES CORP 5915 Rodeo Road, Los Angeles, CA 90016, USA E-mail: [email protected]
CYTEC ENGINEERED MATERIALS 1440 N Kraemer Blvd, Anaheim, CA 92806, USA www.cytec.com
CYTEC ENGINEERED MATERIALS LTD Abenbury Way, Wrexham Industrial Estate, Wrexham, Clwyd, LL13 9UZ, UK www.cytec.com
DEGUSSA CANADA LTD 4261 Mainway Drive, Burlington, Ontario L7R 3Y8, Canada
DE YSSEL COATINGS BV Postbus 4, AA Moordrecht 2840, Netherlands E-mail: [email protected]
DIST FIBERGLASS DE MEXICO SA DE CV Fco Silva Romero No 989 SR, Guadalajara, Jalisco 44430, Mexico E-mail: [email protected]
DOW CHEMICAL (AUSTRALIA) LTD Kororoit Creek Road, Altona, Victoria 3018, Australia www.derakane.com
DOW CHEMICAL (CHINA) LTD Suite 1101 Shui On Plaza, No 333 Huaihai Zhong Road, Shanghai 200021, China www.dow.com
DOW CHEMICAL CO (NORTH AMERICA) 2040 Dow Center, Midland, MI 48674, USA www.derakane.com
DOW CHEMICAL INTERNATIONAL LTD Unit 1, Corporate Park, Sion Trombay Road, Chembur Mumbai 400 071, India www.dow.com

Thermoset Resins Market Report
88
DOW CHEMICAL JAPAN LTD 8/F Tennoz Central Tower, 2-24 Higashi Shinagawa, Shinagawa-ku, Tokyo 140, Japan www.dow.com
DOW CHEMICAL PACIFIC LTD Lot 6, CP Tower, No 11 Section 16/11 Jalen Damansara, 46350 Petaling Jaya, Selangor Darul Ehsan, Malaysia www.dow.com
DOW EUROPE SA Rachtobelstrasse 3, Horgen, CH 8810, Switzerland www.derakane.com
DOW LATIN AMERICA Rua Alexandre Dumas 1671, PO Box 3174, 04717-903 Sao Paulo, Brazil www.derakane.com
DSM COMPOSITE RESINS PO Box 12 27, CH-8207 Schaffhausen, Switzerland www.dsmcompositeresins.com
DSM COMPOSITE RESINS DSM House, Papermill Drive, Redditch, B89 8QJ, UK
DSM COMPOSITE RESINS Via Silvio Pellico 12, PO Box 321, 22100 Como, Italy
DSM COMPOSITE RESINS Tour Atlantique, 9 Place de la Pyramide, La Defense 9, 92911 Paris, France
DSM COMPOSITE RESINS U 508, Carl-Bosch-Str 38, 67056 Ludwigshafen, Germany
DSM COMPOSITE RESINS Edificio EURO-3, 08960 Sant Just Desvern, Barcelona, Spain
DSM COMPOSITE RESINS Varvsvagen, PO Box 619, 26126 Landskrona, Sweden
DULUX RESINS 15 Gow Street, Padstow, NSW 2211, Australia
DYNOMER (MALAYSIA) SDN BHD Plo 491, Jln Keluli. Pasir Guadang, Johor 81700, Malaysia E-mail: [email protected]
ELEKEIROZ R.Dr.Edgardo de Azevedo Soares, 392 Várzea Paulista, São Paulo, Brazil E-mail: [email protected] www.elekeiroz.com.br
EMERSON & CUMING 46 Mannig Road, Billerica, MA 01821, USA

Thermoset Resins Market Report
89
EMS-CHEMIE Reichenaverstrasse, Domat/Ems, CH 7013, Switzerland E-mail: [email protected]
ENTRA ILBERICA SA Jose Ortega Y Gasser, Nr 20-8, Madrid E-28001, Spain E-mail: [email protected]
EPOXA SA Av Carlos Valdovinos 3081, Santiago, Chile E-mail: [email protected]
ETERNAL CHEMICAL CO LTD 578 Chien-Kung Road, Kaohsiung, Taiwan E-mail: [email protected]
FERRO CORP - Specialty Plastics Group Ctra. Valencia-Barcelona, 12550 Almazor, Castellon, Spain www.ferro.com
FERRO INDUSTRIAL PRODUCTS LTD 8390 124th Street, Surrey, British Columbia V3W 3X9, Canada
FERRO INDUSTRIES INC 35200 Union Lake Road, Mount Clemens, MI 48045, USA
FERS RESINS SA Arquimedes, 1-08930 Sant Adria de Besos, Spain www.fers.es
FIBER COTE INDUSTRIES INC 172 East Aurora Street, Waterbury, CT 06708, USA
FIBER KEMI AS Strandveien 50, Lysaker 1366, NORWAY
FICI 8550 West Flagler Street, Suite 101, Miami, FL 33144, USA E-mail: [email protected]
FRP SERVICES & CO FRP Building, 15-9 Chome, Awaza Nishi-Ku, Osaka 550-0011, Japan www.frpservices.com
FRP SERVICES & CO (AMERICA) INC 10 Bank Street, Suite 450, White Plains, NY 10606, USA E-mail: [email protected]
FRP SERVICES (ASIA) PTE LTD 396 Alexandra Road, #06061 BP Tower, Singapore 119954, Singapore E-mail: [email protected]
FRP SERVICES (AUST) PTY LTD Level 2, Dunlop Street, Newsread, QLD 4006, Australia E-mail: [email protected]

Thermoset Resins Market Report
90
FRP SERVICES & CO (CHINA) Room 5, 10th Floor Zhengyan Bldg, 29 Nanping Kaifa Road Chongqing 400060, People’s Republic of China E-mail: [email protected]
FRP SERVICES & CO (TAIPEI) 6F-3, 31 Sung-Chiang Road, Taipei, Taiwan, People’s Republic of China E-mail: [email protected]
FRP SERVICES EUROPE SARL Parc de laDuranne235, Avenue Louis de Broglie, 13090 Aix-En-Provence, France E-mail: [email protected]
GENERAL FIBERGLASS SUPPLY INC 1335 E Wisconsin Ave, Pewaukee, WI 53072, USA
GLASSFIBRE & RESINS SUPPLIES LTD Midleton, County Cork, Ireland E-mail: [email protected]
GOLD VALLEY CHEMICAL CORP PO Box 7928, Sharjah, United Arab Emirates E-mail: [email protected]
GOUGEN BROTHERS INC 100 Patterson, Bay City, MI 48706, USA
GRP MATERIALS SUPPLIES Alchorne Place, Portsmouth, PO3 5QU, UK www.grpms.co.uk
HARVEYS FIBREGLASS (PTY) LTD 41 Jasper Road, Robertsham, Johannesburg 2135, South Africa www.harveysfibreglass.co.za
HAWKEYE INDUSTRIES INC 3050 Brookview Dr, Marietta, GA 30068, USA E-mail: [email protected] www.duratec1.com
HB FULLER CO 3530 Lexington Ave N, St Paul, MN 55126-8076, USA www.hbfuller.com
HELIOS Kolicevo 65, Domzale 1230, Slovenia E-mail: [email protected]
HENKEL TEROSON GmbH Postbox 105620, 69046 Heidelberg, Germany www.henkel-teroson.de
HERBERTS POLYMERS POWDERS SA PO Box 140, Bulle, Switzerland E-mail: [email protected]

Thermoset Resins Market Report
91
HEXCEL COMPOSITES Duxford, Cambridge, CB2 4QD, UK www.hexcelcomposites.com
HOS-TECHNIK GmbH PO Box 3, A-9431 St. Stefan, Austria E-mail: [email protected] www.hos-tec.com
HUNTSMAN COMPOSITES Somerville Road, West Footscray, Victoria 3012, Australia E-mail: [email protected]
INEOS ACRYLICS PO Box 34, Darwen, BB3 1QB, UK E-mail: [email protected]
INTERPLASTIC CORP 1225 Willow Lake Blvd, St Paul, MN 55110, USA www.interplastic.com
INTERSTAR LTD Al Wahda, PO Box 23007, Sharjah, United Arab Emirates E-mail: [email protected]
ITALBEIT SrL via A Diaz 9-11, Nerviano 20014, Italy E-mail: [email protected]
ITW PLEXUS 30 Endicott Street, Danvers, MA 01923, USA www.itwplexus.com
ITW PLEXUS EUROPE Unit 1, Bushacre Court, Garrard Way, Kettering NN16 8TD, UK E-mail: [email protected] www.itwplexus.co.uk
JEWEL POLYMER PVT LTD 308 Adhyaru Industrial Estate, Sun Mill Compiund, Senapati Bapat Marg, Lower Parel, Mumbai 400 013, India E-mail: [email protected]
JIAGYIN 2 SYNTHETIC CHEMICALS FACTORY Yingbin West Road, Huangiu, Jiangsu 214445, China www.fulichem.com
KAISER COMPOSITEK 1095 Columbria, Brea, CA 92821, USA E-mail: [email protected]
KIDRON PLASTICS LTD 155 Bialik Street, PO Box 8045, Kamat Gan 52180, Israel E-mail: [email protected]

Thermoset Resins Market Report
92
KÖMMERLING CHEMISCHE FABRIK GMBH & CO PO Box 2165, 66929 Pirmasens, Germany www.koemmerling.de
LAMINOPOL SPZ Szczecinska 58B, Skupak 76 200, Poland www.laminopol.com
LEDA SrL Via Copernico 2/4, Nonantola, MO 41015, Italy www.leda.it
LE JOINT FRANCAIS (HUTCHINSON WORLDWIDE) BP 16, 84 – 116 rue Salvador Allente, 95870 Bezons, France www.hutchinson-aerospace.com
LILLY INDUSTRIES INC 28335 Clay Street, Elkhart, IN 46517, USA www.lillyindustries.com
LILLY INDUSTRIES INC 1915 Second Street West, Cornwall, Ontario K6H 5T1, Canada
LLEWELLYN RYLAND LTD Haden Street, Birmingham, B12 9DB, UK www.llewellyn-ryland.co.uk
LLEWELLYN RYLAND (CHINA) LTD Unit 8 12/F, Raton Industrial Building, No. 4 Kin Wong Street, Tuen Mun, Hong Kong
LOCTITE AEROSPACE 2850 Willow Pass Road, Bay Point, CA 94565, USA www.loctite.com
LONZA SpA - Intermediates & Additives Via Vittor Pisani 31, 1-20124 Milan, Italy
LORD CORPORATION PO Box 8012, 111 Lord Drive, Cary, NC 27512-8012, USA www.lord.com
MARTE Via Buozzi 4, 20047 Brugherio, Milan, Italy E-mail: [email protected]
MAEDER KUNSTHARZE AG Industrie Strausse 1, Killwangen, CH 8956, Switzerland www.maederkunstharze.ch
MAGNOLIA PLASTICS INC 5547 Peachtree Industrial Blvd, Chamblee, GA 30341, USA www.magnapoxy.com

Thermoset Resins Market Report
93
MARCHEM CORPORATION 2500 Aidie Road, St Louis, MO 63043, USA
MARTIN G SCHEUFLER KUNSTHARZPRODUKTE GMBH Postfach 61 02 38, D-70309 Stuttgart, Germany www.mgs-online.com
MECHEMCO INDUSTRIES 27 Kewal Industrial Estate, Senepati Bapat Mrg, Lower Parel Mumbai, Maharashtra 400013, India www.mechemco.com
NAPTHA RESINS & CHEMICALS LTD 510 Westminster 3rd Floor, Cunningham Road, Bangalore 560 052, India E-mail: [email protected]
NCS RESINS 9 Pineside Road, New Germany, Kwazulu-Natal 3610, South Africa E-mail: [email protected]
NESTE POLYESTER (AMERICAS) 5106 Wheeler Avenue, Fort Smith, AR 72901, USA www.nestepolyester.com
NESTE POLYESTER (ASIA PACIFIC) Lujia Industrial Zone, Kunshan, Jiangsu 215331, China www.nestepolyester.com
NESTE POLYESTER (EUROPE NORTH) PO Box 320, Porvoo, SF-06101, Finland www.nestepolyester.com
NESTE POLYESTER (EUROPE SOUTH) BP 01 Quartier de Bonnelles, Sauveterre, F-30150, France www.nestepolyester.com
NESTE RESINS 5865 McLaughlin Road, Unit 3, Mississauga, Ontario L5R 1B8, Canada E-mail: [email protected]
NIPPON SHOKUBAI CO LTD Kogin Building, 4-1-1 Koraibashi, Chuo-ku, Osaka, Japan
NOBLE SYNTHETICS LTD 314 TV Ind Estate, Worli, Bombay, Maharashtra 400025, India E-mail: [email protected]
NORD COMPOSITES Cour De La Gare, 80510 Longpre Les Corps Saints, France
NORFIELD CORPORATION 36 Kenosia Avenue, Danbury, CT 06810, USA
PERMABOND National Starch & Chemical Co Ltd, Woodside Road, Eastleigh, Hants, SO50 4EX, UK

Thermoset Resins Market Report
94
PLATS CO SAHA Behesthti Street, Babolsar, Mazandran 47441, Iran
POLIRESINAS SAN LUIS SA Calle 76 Nro 1668, Villa Zagala, San Martin, Buenos Aires 1651, Argentina E-mail: [email protected]
POLIYA POLIESTER Esenyert Yolu No 72, 34841 Avcilar, Istanbul, Turkey E-mail: [email protected] www.poliya.com
POLYGARD INC 5010 N Coolidge Avenue, Tampa, FL 33614, USA www.polygard.com
POLYMER TECHNOLOGIES 25 Gul Avenue, 629665 Singapore E-mail: [email protected]
PROGRESS PLASTICS & COMPOUNDS CO 1100 Meyerside Drive, Mississauga, Ontario L5T 1J4, Canada
REFNOL RESINS & CHEMICALS LTD Plot 23, Phase III, Gide Ind Estate, Naroda, Ahmedabad, Gujarat 382 330, India E-mail: [email protected]
REICHHOLD AB Mankimichendie 10, Espoo 02780, Finland www.reichhold.net
REICHHOLD AS PO Box 2061, Ranvik Brygge 5/7, Sandefjord 3202, Norway www.reichhold.net
REICHHOLD BV Postbus 208, AE Apijkenisse 3200, Netherlands
REICHHOLD CZ AS Veleslavinova 3, PO Box 10, 40011 Usti nad Labem, CZ-40011 Czech Republic
REICHHOLD DANMARK AS Postbus 426, Jernet 6, Kolding 6000, Denmark
REICHHOLD FRANCE SA 105 Rue des Campanules, 77185 Lognes, France
REICHHOLD GmbH Winsberging 25, Hamburg 22525, Germany www.reichhold.com
REICHHOLD INC PO Box 16911, Jebel Ali Free Zone, Dubai, United Arab Emirates E-mail: [email protected]

Thermoset Resins Market Report
95
REICHHOLD INC PO Box 13582, Research Triangle Park, NC 27709-3582, USA www.reichhold.com
REICHHOLD SrL Via Romagnoli 23, S Polo di Torrile, Parma 43056, Italy
REICHHOLD SVERIGE AB PO Box 266, Klangfargsgatan I, Vastra Frolunda 42123, Sweden
REICHHOLD UK LTD 54 Willow Lane, Mitcham, Surrey, CR4 4NA, UK www.reichhold.com
RESINOUS CHEMICALS LTD Wellington Mills, Cross Lane, Dunston, Gateshead, Tyne & Wear NE11 9HQ, UK
REVERTEX (MALAYSIA) SDN BHD Batu 1 ½, Jalan Batu Pahat, KB 508, Kluang Johor 86009, Malaysia
SCOTT BADER CO LTD Wollaston, Northamptonshire, NN29 7RL, UK www.scottbader.com
SCOTT BADER SA 65 rue Sully, 80044 Amiens Cedex I, France
SCOTT BADER SCANDINAVIA AB Betongvagen 4, PO Box 202, Falkenberg 31123, Sweden E-mail: [email protected]
SHOWA HIGHPOLYMER CO LTD 3-20 Kanda Nishiki Cho, Chiyoda Ku, Tokyo 101, Japan E-mail: [email protected]
SIA ADHESIVES INC 123 West Bartges Street, Akron, OH 44311-1081, USA www.ssc-sia.com
SINGAPORE HIGHPOLYMER CHEMICAL PRODUCTS PTE LTD 21 Tanjong Penhuru, S 609022 Singapore www.shep-resins.com
SIKA AG Tüffenweis 16-22, CH-8048 Zurich, Switzerland www.sika.com
SIR INDUSTRIALE Via Bellini 35, 20050 Macherio, Italy
SP SYSTEMS St Cross Business Park, Newport, Isle of Wight PO30 5WU, UK E-mail: [email protected] www.spsystems.com

Thermoset Resins Market Report
96
SUD-WEST-CHEMIE GmbH Postfach 21 20, Pfaffenweg 18, Neu-Ulm 89231, Germany E-mail: [email protected]
SUNREZ CORPORATION 392 Coogan Way, El Cajon, CA 92020, USA www.sunrez.com
SUQUIMICA ST Pl Les Comes, C/Alemania 47, Igualada, Barcelona 08700, Spain
SYNTHETIC RESIN PRODUCTS LTD A-364 Industrial Estate, Peenya 1st Stage, Bangalore 560 058, India E-mail: [email protected]
SYNTHOPOL CHEMIE BUXTEHUDE Postfach 15 61, Alter Postweg 35, Buxtehude 21614, Germany www.symthopol.com
TAKEDA CHEMICAL INDUSTRIES LTD Composite Materials - Chem Prod Co, 2-13-10 Nihonbashi Chuo-ku Tokyo 103-0027, Japan
TRIAS CHEM SRL Via Micheli 15, Parma, 43056 San Polo, Italy E-mail: [email protected] www.triaschem.com
VANTICO Espana SL Balmes 117 (Apartado 744), E-08008 Barcelona, Spain
VANTICO GmbH & Co KG Öflinger Straße 44, D-79664 Wehr/Baden, Germany
VANTICO LTD Duxford, Cambridge, CB2 4QA, UK www.adhesives.vantico.com
VANTICO SAS 13 rue Paul Dautier, F-78140 Velizy, Villacoublay, France
VANTICO Sri Strada Statale 233, Km 20.5, 21040 Origgio VA, Italy
VASAVIBAIA RESINS (P) LTD 151 Eldams Road, Chennai, Tamil Nadu 600018, India E-mail: [email protected]
VIANOVA RESINS AG Altmannsdorferstr 104, 1120 Wien, Austria
WESSEX RESINS & ADHESIVES LTD Cupernham House, Cupernham Lane, Romsey SO51 1TR, UK www.wessex-resins.com

Thermoset Resins Market Report
97
WEST & SENIOR LTD Milltown St, Radcliffe, Manchester, M26 1WE E-mail: [email protected] www.westsenior.co.uk
7.3 Company Profiles
The following selection of company profiles, reproduce data published by each company.
7.3.1 AOC
950 Highway 57 East, Collierville, TN 38017, USA Tel: +1 901 854 2800, Fax: +1 901 854 7277 E-mail: [email protected], www.aoc-resins.com
It is AOC’s claim that it is the world leader in innovative resin technology and a leading producer of unsaturated polyester, vinyl ester resins, hybrids, blends, specialty resins and gel coats for the polymer composite and cast polymer industries. The company has six manufacturing plants strategically located throughout North America and a local supply agreement in the United Kingdom.
AOC is a unique global enterprise with historical roots branching in two distinct directions. The core of what comprises AOC today was formed in 1994 through a joint venture of the resin business of two companies – the Alpha Corporation of Collierville, Tennessee and Owens Corning of Toledo, Ohio. Alpha was a leading producer and innovator of open mould resins while Owens Corning’s expertise lay in closed mould resin systems. The divergent strengths of the two founding companies were exceptionally complimentary to each other. What emerged was neither Alpha nor Owens Corning, but a creative amalgamation of the best of two different corporate cultures and areas of expertise. In 1998 the Alpha Corporation and an internal management group purchased Owens Corning’s interest in the joint venture. The change streamlined the decision-making process under a single organisation focused solely on meeting the needs of unsaturated polyester and vinyl ester resin users.
AOC has entered into a toll manufacturing agreement with Thai Epoxy and Allied Products Co. Ltd., of Bangkok, Thailand, for the production of vinyl ester resins. The deal aims to enhance AOC’s marketing strategy throughout the Asia-Pacific region.
All AOC’s manufacturing facilities are certified as meeting the quality management standards of ISO-9002. Their proprietary manufacturing process control programme sets the world standard for producing resins of exacting consistency batch after batch.
AOC claims to create and deliver innovative resins of high-quality, consistency and value. There are three corporate principles, customer satisfaction, employee empowerment and industry leadership.
7.3.2 ASHLAND SPECIALTY CHEMICAL COMPANY
5200 Blazer Memorial Parkway, Dublin, OH 43017, USA Tel: +1 614 790 3333, Fax: +1 614 790 4119 E-mail: [email protected], www.ashchem.com
Established in 1967 and with 7,100 employees, Ashland is a leading, worldwide supplier of specialty chemicals serving industries including adhesives, automotive, boat-building, composites, foundry, merchant marine, paint, paper, plastics and semiconductor fabrication. Although of no

Thermoset Resins Market Report
98
interest in the context of this thermoset study, the company is also a leader in products and systems for water and fuel treatment, shipboard maintenance and a programme for total energy management.
Ashland Specialty Chemical Company is involved with adhesives as well as being one of the top manufacturers of the thermosetting composite polymers, unsaturated polyester and vinyl ester resins. Ashland Distribution has close involvement – through FRP (Reinforced Plastic) Supplies –in the supply and distribution of chemicals, solvents, plastics and fibre reinforcements to principally the composites industry throughout North America and Europe.
The Specialty Polymers and Adhesives Division is a leader in the supply of structural and pressure sensitive adhesives, plus a full line of high-performance urethane, rubber-based, epoxy and waterborne structural adhesives. Other products include urethane coatings, solventless butyl tapes and electromagnetic bonding systems for plastics parts assembly.
Overall Ashland Distribution and Ashland Specialty Chemical care about protecting the environment, the communities in which people operate and in the health, safety and well-being of employees, customers and suppliers. The company works to provide all the information necessary to properly use, handle and dispose of all the products that it manufactures and sells.
7.3.3 BAKELITE AG
������� ������ �-4, D-58642 Iserlohn-Letmathe, Germany (Postfach 7154, D-58609 Iserlohn) Tel: +49 02374-925-0, Fax: +49 02374-925-506 E-mail: [email protected], www.bakelite.de
Recognised for their Rütapox® epoxy resins, their Rütaphen® phenolic and furane resins, Bakelite AG has for many years been supplying highly successful thermosetting resin solutions across a wide spectrum of industrial application requirements. Indeed they justifiably claim to be one of, if not the first, manufacturer of synthetic plastic polymers, remaining today a trailblazer in the production of epoxy resins, phenolics and moulding compounds. Their future goal is to continue to develop and commercialise innovative high quality systems, catalysts and hardening agents, whether for the building industry, the lacquer/paint industry, the composites industry, or, finally, to equally satisfy the full requirements of the electrical casting industry or the manufacture of printed circuit boards.
Bakelite’s unmodified, highly chemically resistant epoxy resins, based on bisphenol A or bisphenol F chemistry (or combinations of the two) are available in a variety of viscosities, filled and unfilled, with a wide choice of catalyst and hardening agents. They are used in the building industry as decorative flooring or lining materials, in bridge, tunnel, railway or waterway construction, or in the repair of concrete structures. Likewise, their cold-curing phenolic and furane resin based putties and laminates, fulfil many building and industrial needs, particularly applications involving exposure to aggressive environments, whether chemical, thermal or mechanical. Many of these systems (including the Rütapox® epoxies) can be employed in the construction of chemical process equipment, or in the production of technically demanding paint and varnish finishing treatments of both high and low molecular weight, as required by the land, sea and air transport industry. Other miscellaneous uses come under the headings of wire enamels, air-drying oleoresinous lacquers, printing ink binders, photosensitive resists or powder coatings.
Efficient Rütapox® epoxy systems – both brominated and non-brominated depending on the specified flame/fire resistance - have equally proved themselves in the insulation and sealing of electrical equipment, for example in generators, bushings, transformers, switchgear components, post insulators, ignition coils, flyback transformers and capacitors. Suitable systems are available

Thermoset Resins Market Report
99
for casting, coating, pressure gelation or impregnation. Many applications are equally open to the intrinsically fire-resistant, Rütaphen phenolics.
Finally, Bakelite AG is a leading supplier of epoxy and phenolic resins used as matrices in the manufacture of glass, carbon and aramid fibre reinforced composites, whether moulded by hand-lay, resin transfer moulding, filament winding, pultrusion or preimpregnated techniques. These composites find application in the aeronautics, aerospace, wind energy, transport, construction and sports/leisure industries.
The range of applications for phenolic resins, for which Bakelite AG is one of the largest suppliers throughout Europe, stretches from such diverse areas as the insulation industry and mining to fabrication of mineral wool materials and floral arrangement foam. For the wood materials industry, the company produces resins for weatherproof chipboard and fibreboard, veneer plywood and decorative laminates for outdoor and indoor use. In addition, Bakelite AG offers the widest product range of industrial phenolics in Europe, used in fields including the foundry and refractories industries, and in the manufacture of textile mats and friction linings.
Bakelite AG is the world’s leading supplier in the area of thermoset moulding compounds. These moulding compounds are mainly used in the automotive, household appliance and electrical industries. For example, in the automotive industry they are found in the electrical systems, the electronics, in parts of the internal and external furnishings, and increasingly in the engine compartment as well. The electrical industry uses moulding compounds for applications including contact bridges and switches.
The electronics industry also relies on moulding compounds. They are found in electrical engineering subsets such as measuring, regulating and controlling systems as well as in switches, electromechanical drive technology, power transmission and connection systems, and in lighting. In the household appliances industry, moulding compounds are used in applications including the production of major and small electrical appliances as well as kitchen equipment. Typical products are oven trim, pot handles and operating controls.
In conclusion, Bakelite AG resin systems satisfy a range of important requirements with wide applicability and premium properties.
7.3.4 BOYTEK
(Reçine Boya ve Kimya Sanayi Ticaret A.S.) Yenibosna Merkez Mah, 29 Ekim Cad. No. 6, 34530 Bahçelievier, Istanbul, Turkey Tel: +90 (212) 551 03 04/05 or 652 21 14/15, Fax: +90 (212) 551 28 35
Çerkezköy Organize Sanayi Sitesi 7, Sok. 59501 Çerkezköy, Tekirdag, Turkey Tel: +90 (282) 758 20 42, Fax: +90 (282) 728 20 44 E-mail: [email protected], www.boytek.com
Established in 1978 for the manufacture of alkyd and unsaturated polyester resins, Boytek A.S has become a leading supplier of a wide range of high quality resin systems, gelcoats, pigment pastes and peroxides to those involved in the composites moulding of automotive, building, marine and furniture components. Although the manufacture of alkyds was discontinued in 1982, Boytek have retained an interest in the supply of unsaturated polyesters for the manufacture of buttons. By 1999 they had obtained full ISO 9002 Quality Management Certification and in the following year were able to list 15 countries to whom their products were exported. Their appearance at the prestigeous JEC Exhibition held annually in Paris, confirms that international recognition.

Thermoset Resins Market Report
100
7.3.5 BÜFA POLYURETHANE GmbH & Co. KG
Mittelkamp 112, D-26125 Oldenburg, Germany E-mail: [email protected], www.buefa.de
Although discovered by the German, Otto Bayer, in 1937, the full commercialisation and vast potential open to the technology of polyurethane resins did not really become apparent until the late 1960s, early 1970s. Since then, Büfa has been actively involved in the polyurethane industry, offering continuous improvement in the raw material formulation, in the technology and production engineering and in a wide range of applications, which has made the material an indispensable element in modern manufacturing technology.
Today, Büfa Polyurethane, which is part of the large German, Büsing & Fasch Group, processes the raw material components on one of the most modern formulating lines in Europe. Here tailormade formulations are produced to customers’ specifications and optimised for their individual needs. These may be rigid or flexible applications, from expanded to solid, or perhaps employed in products reinforced with glass fibre, where there is also good synergy with the 100% subsidiary, unsaturated polyester resin division of the Büfa Group.
Overall the Group operates an Integrated Management System (IMS) where four equal-ranking corporate principles apply – to act only in a customer-orientated fashion, to protect both humankind and the environment and to work together to successfully manage resources.
7.3.6 CRAY VALLEY
Immemeuble le Diamant, 16 rue de la Republique, Puteaux Cedex, Paris la Defense, 101-92970, FranceTel: +33 1 4135 6888, Fax: +33 1 4135 6118 www.crayvalley.com
It is the business of Cray Valley to develop high-technology resins and additives for the coatings industry, industrial paints, inks, varnishes and adhesives, and unsaturated polyester resins and gel coats for the composites industry. The company is part of the French, Atofina Group which is the chemical branch of the Total Fina Elf Group. In the United States, the resin division is known as Cooks Composites & Polymers, but as Cray Valley in the rest of the world. The group formed by Cray Valley, Cook Composites & Polymers and also Sartomer, is the second largest resins manufacturer in the world, currently employing around 3,700, with sales in 2001 of 1.7 billion euros. Nevertheless it is basically a simple, streamlined and efficient organisation which can be considered to be built around five main technologies: structural resins, coating resins, waterborne polymers, powder and functional additives, and finally powder and hard resins.
Since its consolidation in 1990, Cray Valley has continued its dynamic and international growth and the following short - and incomplete - list of acquisitions since then, and now totalling over 30, is suitably illustrative. In 1993 the company acquired Anchor in the UK and the US company American Colors. In 1996, the Spanish company Reposa was added, with, in the following year, two Canadian companies, Progress and Arkem. In 1999 Cray Valley Korea was established, followed in 2001 by the acquisition of the Malaysian company Dynomer and the resins division of Croda from the UK.
7.3.7 DSM COMPOSITE RESINS
PO Box 12 27, CH-8207 Schaffhausen, Switzerland www.dsmcompositeresins.com

Thermoset Resins Market Report
101
With new headquarters in Schaffhausen, Switzerland, but employing over 500 in other parts of Europe, DSM Composite Resins is a leading producer of solutions for the composite resin industry. That position has, like the manufacture of a good thermoset resin by the blending together of ingredients of the right type and quality, been achieved over the last 30 years by acquiring the best companies with the best technology, and using the know-how of their skilled people. Among those acquisitions was, in 1971, the Synres company first founded near Rotterdam in 1947. Several years later that business was then joined with Unilever’s and Scado’s unsaturated polyester and coating resin business. Then came the acquisition of Savid from Italy and Freeman Chemicals from the UK and in 1989 the moulding compound business of Bayer. More recently, in 1995, there was the purchase of the Vestopal resin business of Hüls and then in 1997 came the merger of the two leaders in Europe, DSM Resins and BASF’s resin division to create the biggest European supplier of thermoset systems.
In 1999, DSM Resins was spilt into two complimentary companies, DSM Industrial Resins dealing with composite resins, plasticisers, sizings and binders and DSM Coating Resins dealing with wet-coating resins, powder coating resins and state-of-the-art UV-curable resins. Both operate local Customer Competence Centres throughout Europe, that provide extensive commercial and technical services. Product sale and distribution is organised through Euroresins (www.euroresins.com) which operates in the Netherlands, the UK, Norway & Sweden, Spain and Italy. This one-stop-shopping service enables customers to keep minimum stock levels. It also supplies raw materials from Owens Corning Fiberglass, Vetrotex, Akzo Nobel and Resolution Performance Products.
In one of the most recent announcements, DSM Composite Resins revealed that they had joined forces with the German Büfa Group (Büsing & FaschGmbH & Co) to produce polyester gelcoats in Rastede, Germany. This will be the largest plant of its kind in Europe and is a partnership that also covers the joint development of new products, information exchange and joint technical support services. The two partners have stated that they have confidence in fully exploiting the expertise within the companies’ technical facilities in Germany, in the UK, Italy and the Netherlands. They aim to achieve a stronger leadership position based on advanced product technology and innovation. The strategic goal is to develop a fully integrated approach to the entire gelcoat production chain.
7.3.8 DOW CHEMICAL COMPANY
2040 Dow Center, Midland, MI 48674, USA www.derakane.com, E-mail: [email protected]
Just over 100 years ago Dow commenced its operations with the first commercial scale production of bleach. Since then and largely through acquisition and joint ventures agreements, both of which continue through to the present day, it has grown to become a leading science and technology company that provides innovative chemical, plastic and agricultural products – and services – to many essential consumer markets. Currently employing approximately 50,000 and with annual sales topping $US28 billion, the company recognises customers in more than 170 countries drawn largely but not entirely from the food, transportation, health/medical and building and construction markets.
Dow is basically split into 7 distinct segments, with the majors being:
• Performance Plastics, • Performance Chemicals, • Agricultural Products, • Plastics and Chemicals.

Thermoset Resins Market Report
102
It is the first, with its principal involvement in engineering plastics, epoxy products, automotive, and polyurethanes, that is of prime concern to this study, with the vinyl ester and epoxy Derekane®resins and their excellent chemical resistance performance, to the fore.
Dow people around the world develop solutions for society based on Dow’s inherent strength in science and technology. For over a decade the company has embraced and advocated Responsible Care®, a voluntary industry-wide commitment to safely handle all the chemicals manufactured, from inception in the laboratory to ultimate disposal.
7.3.9 HENKEL TEROSON GmbH
Postbox 105620, 69046 Heidelberg, Germany www.henkel-teroson.de
Founded by Fritz Henkel 125 years ago, the operations of Henkel Teroson are concentrated on the following application fields – bonding and sealing, multifunctional coatings, preformed parts and surface technology. These four core businesses are directed at industry generally, but there is a particular involvement in both the initial supply and professional repair sectors of the automotive industry, and also in the insulated glass industry. Typically, the whole product range is largely aimed at energy-saving, sound deadening and what can be termed as environment, component and equipment ‘protection’. Overall the aim is to carry on the grand vision of the founder, “to make people’s lives simpler and easier”, and that has recently been redefined in a new corporate identity, “Henkel – A Brand like a Friend”. Production is mainly located at the 84,000 m² Heidelberg site in Germany, but there are also facilities in England, France, Spain, South America, the United States and throughout the Asia-Pacific region.
Although a plastics processing enterprise rather than a pure chemical firm, Henkel Teroson remains aware of its special responsibilities with regard to health, occupational and environmental protection, both to its workers and to those who use, and later have to dispose of, its products. Indeed a 6-year environmental protection programme completed by the company in 1993, involved an expenditure of DM36 million; the annual capital expenditure is currently running at between DM10-20 million, with annual sales – from the Heidelberg site – of some DM410 million.
7.3.10 ITW PLEXUS
30 Endicott Street, Danvers, MA 01923, USA Fax: +1 978 777 1100, Fax: +1 978 774 0516 www.itwplexus.com
ITW Plexus is a business unit of Illinois Tool Works, a Fortune 200 company, and a worldwide giant in fastening, joining, sealing and coating technologies. The Plexus business unit makes and sells the patented new Plexus methacrylate adhesives for structural bonding of nearly all thermoplastics, metals and composite materials. Epoxy-based adhesives are also available. A key benefit of these adhesives is their ability to provide extremely durable bonds with little or no surface preparation. Plexus adhesives have a proven record of outstanding performance in the most demanding applications in the transportation, marine and engineering construction industries. The following list of product developments and approvals secured over the last 6 years, offers confirmation of that record.
• 1997 – The company announced the introduction of MA422, a very tough methacrylate adhesive with an ‘open’ time of about 15 minutes and a fixture time of twice that, for bonding composites, thermoplastics and metal assemblies, particularly the high volume production boatbuilders.

Thermoset Resins Market Report
103
• 1998 – ITW Plexus adds a new low-odour adhesive (less than 1% VOC) to its range of structural methacrylate-based materials for use in the automotive and marine industries.
• 1999 – Both low-shrink and fast-curing two-part adhesives were announced by the company during the year, Plexus MA1020 and MA1025, and Plexus MA403 respectively.
• 2000 – Det Norske Veritas (DNV) approval of three Plexus adhesives (MA555, MA550 and MA425) particularly for the structural bonding of glass fibre composite laminates, was announced during the year.
• 2001 – During this year, the company gained the approval of the Underwriter’s Laboratories for their Plexus MA300, MA820 and AO420 structural adhesives, as well as Lloyd’s of London approval for Plexus grades MA425, MA550, MA556 and MA1025 in the bonding of composite laminates (vinyl ester and polyester), stainless and carbon steel, aluminium and combinations thereof. They also announced that Plexus MA557 had been uniquely formulated to provide long work-times and an anti-sag property when applied to vertical surfaces.
7.3.11 KÖMMERLING CHEMISCHE FABRIK GMBH & CO
PO Box 2165, 66929 Pirmasens, Germany Tel: +49 6331 56-0, Fax: +49 6331 56-2391 E-mail: [email protected], www.koemmerling.de
The Kömmerling company was founded in 1897 for the supply of a range of ancillary items required by the shoe industry. In 1902 Kömmerling Chemische Fabrik was established for the manufacture of adhesives. This activity changed little until in 1949 when the company was one of the first to introduce neoprene adhesives, a development which set the standard in bonding technology. By 1954 this had resulted in the first major wave of expansion in the setting-up of subsidiaries and joint-ventures in Ingwiller, France and São Paulo, Brazil. Three years later the production of plastic profiles commenced and this lead to Kömmerling becoming one of the pioneers in the field of PVC extrusion. The first production of a primer-free two-component sealant was successfully introduced in 1969 and that base of manufacturing activity lead during the 80s and 90s to a time of virtually unrestricted growth. The company established or acquired production facilities in Italy, France, Spain, China and the USA, with sales companies in Belgium, Bulgaria, Canada, Denmark, Great Britain, Greece, and the Netherlands and trading subsidiaries in Austria, Poland, Rumania and Switzerland.
Today, Kömmerling is Europe’s largest independent supplier of high-performance adhesives (both physically and chemically cured systems) and sealant products for many sectors of industry including construction (in addition to plastic window profiles and PVC rigid foam sheets). Over 2,300 employees work in 18 companies to serve more than 3,000 customers worldwide.
7.3.12 LLEWELLYN RYLAND LTD
Haden Street, Birmingham, B12 9DB, UK Tel: +44 (0)121 440 2284, Fax: +44 (0)121 440 0281 E-mail: [email protected], www.llewellyn-ryland.co.uk
Founded over 200 years ago, Llewellyn Ryland is one of the oldest manufacturing companies in England. The long experience gained in the creation of highly refined lacquers, paints and varnishes, evolved into the production of specialist colour pastes and gelcoats for the reinforced plastics industry. With bases in both the UK and latterly in China, the company can now offer a worldwide service, enabling it to supply and deliver the whole product range quickly, throughout the expanding world of reinforced plastics.

Thermoset Resins Market Report
104
These products, manufactured in accordance with BS EN ISO 9002:1994, include:
• Over 27,000 polyester colour pastes, in opaque, transparent and polychromatic/metallic shades.
• Brush and spray viscosity polyester and Modar gelcoats and flowcoats in clear, white or any required colour, with (if required) textured/slip resisting versions.
• A range of mould preparation products.
• Specialised bonding pastes for bonding GRP to GRP or to PVC, timber, metal or polyurethane.
7.3.13 LOCTITE CORPORATION
2850 Willow Pass Road, Bay Point, CA 94565, USA Fax: +1 925 458 8000, Fax: +1 925 458 8030 www.loctite.com
Owners of the well-known trade names Hysol®, SynSpand®, SynCore® and SynSkin®, Loctite®
formulates and manufactures a wide variety of structural bonding and structural enhancing materials for predominantly the aerospace industry. These materials, developed and manufactured in Bay Point, California, provide their customers with practical, economic and performance benefits, ideally supported by a global sales and distribution network.
The Hysol® paste adhesives are both one and two-part epoxies for potting, bonding, fairing and repair, with the related specialty resins being suitable as matrices in a wide range of composites application. The three syntactic products are special films and typically employed to aid the bonding of composite laminates and a range of core materials used in the creation of sandwich structures.
7.3.14 LORD CORPORATION
PO Box 8012, 111 Lord Drive, Cary, NC 27512-8012, USA Fax: +1 919 468 5979, Fax: +1 919 469 5777 www.lord.com
This privately-owned company, established in Erie, Pennsylvania in 1924 and now employing around 2,300 people, designs, develops, manufactures and markets throughout 16 countries, chemical and mechanical products for a wide range of applications. Today annual sales exceed $US400 million. The Chemical Products Division (CPD) produces high performance adhesives, coatings and rubber chemicals. Other divisions are largely concerned with the management of industrial shock, vibration and noise. Among the products of the Chemical Products Division are:
• Aeroglaze® protective coatings, • Chemglaze® polyurethane copolymers and related catalysts and primers, • Circalok® electronic adhesives and coatings, • Lord® cyanoacrylate adhesives, • DBQDO® vulcanising agents and epoxy structural adhesives, • Photoglaze® UV/EB curable coatings, • Ty-Ply® bonding agents and • Tyrite® urethane structural adhesive.

Thermoset Resins Market Report
105
The company’s four core technologies are therefore, materials science, electro-mechanical dynamic systems, synthesis and polymerisation, and surface science.
The Lord Corporation (who pledge that their business will be conducted with integrity and to high ethical standards) exists to generate, pursue and commercialise useful human knowledge for its customers and, in serving those customers well, to generate benefits for their stakeholders. The company believes in a sense of community and civic responsibility, and in the worth and dignity of each individual, demonstrated by a need to provide an environment which promotes both individual and team development, and in turn suitably illustrated by a continuous improvement in customer relationships. The mission of the company is to apply their four inter-relating core technologies to the development, manufacture and marketing of a unique range of high-quality proprietary products fully satisfying the selected niche markets of their customers.
7.3.15 REICHHOLD
PO Box 13582, Research Triangle Park, North Carolina 27709-3582, USA Tel: +1 919 990 7500 www.reichhold.net
The company was founded by Henry Reichhold in 1927, went public in 1955 and in 1987 was acquired as a wholly owned subsidiary by the Japanese company, Dainippon Ink & Chemicals with whom there had been a licensee arrangement beginning in the 1950s. Reichhold’s global operations involving 3,500 employees and current sales of $US1.2 billion, concern 27 plants throughout North America, 2 in Brazil and 13 in Europe with, in addition, 2 European joint venture agreements. Over the last 20 years Reichhold has made several important acquisitions:
• Swift Adhesives in 1985.
• Koppers polyester resin manufacturers in 1987.
• The coating resin business of Spencer Kellog in 1989 and Ashland Canadian in 1995.
• During 1995, the company organised its European operations, formed a strategic alliance with BIP Chemicals, UK in 1996 – later acquiring their polyester resin business in 1998.
• In 1997 there was the acquisition of Lyons Coating and Jotun Polymer of Norway.
As a result, Reichhold European Composites is now the largest and most experienced supplier to the composites industry in Europe, the Middle East and Africa. The operation involves more than 630 employees with sales offices in 12 countries.
Reichhold Global Operations has four areas of business:
• coating resins, • synthetic latex emulsions, • unsaturated polyester resin and • adhesive products.
Arguably the major of these operations worldwide is the unsaturated polyester resin business and the leading brand names are Norpol® and Polylite®. Indeed adding Dainippon Ink & Chemicals –one of Japan’s most diversified chemical companies founded in 1908 and now employing 25,700 people – the Group is the world’s leading manufacturer of printing inks and unsaturated polyester resins. Other polymers and polymer related products, specialty plastics and compounds, and biochemical products made by the whole Group, must however not be overlooked. Consequently the Group supplies essential materials to a wide range of industrial users around the world and the

Thermoset Resins Market Report
106
aim is to further strengthen that international position while contributing to both industry and society with innovative products and technologies.
7.3.16 SCOTT BADER
Wollaston, Wellingborough, NN29 7RL, UK Tel: +44 (0)1933 663 100, Fax: +44 (0)1933 664 592 E-mail: [email protected], www.scottbader.com
The Scott Bader Company holds a unique position within the worldwide polymer industry. It is governed by its employees. With no external shareholders Scott Bader is totally independent and cannot be acquired.
It was the intention of the Swiss founders 80-years ago, to create a ‘commonwealth’ company, where every employee shared in a full spirit of co-operation and partnership, the responsibilties and privileges for all the company’s actions. Although those principles have been updated throughout the company’s history to reflect social changes, the same basic tenets – the Scott Bader way of working; taking responsibility; working for a better society and self governance - remain firm throughout the 7 facilities now operating worldwide.
As pioneers in glass fibre composites since the 1940s, the Crystic® brand of technically superior unsaturated polyester resins and gelcoats, have gained a worldwide reputation for quality and reliability. This reputation has been maintained through on-going investment in research, innovation and new product development. One recent example of which the company is proud, and a world first, is the development of a gelcoat containing Microban®. This anti-bacterial protective additive has been compounded with gelcoats that are designed to be employed for surface applications in such environments as hospitals, residential homes, in food preparation units, in transportation and in medical laboratories. The presence of the Microban® inhibits and minimises the growth of bacteria and harmful odours, so preventing the growth of moulds and mildew. Composite moulded shower trays are one initial product proving the worth of this additive.
The Scott Bader Company is equally recognised by other industries as a respected and specialist manufacturer of water based emulsion polymers, inverse emulsions, alkyds, powder coating resins and other solid resins, many being tailored like the Crystic® polyesters to ideally meet specific customer needs.
7.3.17 SIKA AG
Zugerstrasse 50, CH-6341 Baar, Switzerland Tel: +41 41 768 68 00, Fax: +41 41 768 68 50 E-mail: [email protected], www.sika.com
Two divisions comprise the business and activity of the independent Swiss-based company, Sika AG, founded in 1910. The Construction Division with involvement in the transport, infrastructure, health, education, leisure, water and power markets, supplies concrete and mortar admixtures, elastic sealants and adhesives, a wide range of sealing systems, as well as paints and coatings for concrete and steel, plus surface finishes for general industry, and the transport and sport industries.
On the other hand, the Industry Division, with involvement in the transportation, building and ship industries, as well as those companies supplying goods and materials to the domestic appliance and equipment market, has concern with elastic adhesives, tooling resins, flooring materials and acoustic products. Together, those divisions offer expertise in sealing, bonding, damping, reinforcing and protecting. For example, the first can minimise the flow of gases or liquids, or the heat/cold reaction between cavities, with the second connecting different materials permanently

Thermoset Resins Market Report
107
and powerfully. Damping aims to reduce the oscillations of all wavelengths in both fixed and moveable objects, thereby reducing the noise emitted by cavities and load-bearing structures. Where the latter are exposed to both static and dynamic loadings, then Sika’s expertise in reinforcement comes into play with methods of increasing the protection of load-bearing structures and preserving the appearance and condition of renovated components and surfaces.
Sika is a global company with a strong innovative tradition, comprising a total of around 80 production and marketing companies in 60 countries. There is activity in the field of specialty chemicals and because the two divisions, construction and industry, serve largely different industries or different industry sectors, then the company is better protected from the effect of economic cycles than others. Overall the aim is to speak knowledgeably from experience and with global understanding but with recognition of the local and geographical issues faced by their customers. The response to those customers is quick, and in an approachable and friendly manner.
7.3.18 SP SYSTEMS
St Cross Business Park, Newport, Isle of Wight PO30 5WU, UK E-mail: [email protected], www.spsystems.com
Composite materials offer many exceptional properties which are difficult or impossible to match with traditional materials such as steel, aluminium and wood. Today, composites are used by almost every dynamic, high performance structure whether on land, at sea or in the air. They allow the design and manufacture of lightweight components or assemblies which can resist corrosion, blast, fire, impact or other severe environmental conditions. Weight reduction often has a direct effect on performance, leading to a compelling case for using these unique materials.
However, in order to achieve optimum results, specialist knowledge and skills are required. With this in mind, SP offers not only a large range of high performance composite materials, based on principally epoxy-based thermoset resins and allied products, but also a comprehensive range of technical services. From research and development to structural engineering, from prototyping to on-site support, SP aims to form partnerships with customers in order to provide a complete composite solution. Innovative in its approach, SP is continually developing new materials and processes that make composites more cost-effective and easier to use, thereby attracting the more production-orientated industries such as wind energy, automotive and marine. Its multi-award winning SPRINT® technology is typical of the innovation seen at SP (a multilayer prepreg for vacuum-bag production of high-fibre content components). As well as working in three key markets, SP has also shown its expertise in the engineering of composite architectural structures such as the Expo 98 Bridge in Lisbon, a 30 m long bridge, weighing 6.3 tonnes. It is the integration of expertise in structural design, process engineering and materials science on which SP has based its reputation and success.
The Swiss industrial group Gurit-Heberlein has recently acquired SP Systems for US$75 million. SP currently employ 380 people who generate sales of $90 million. The Chief Executive of Gurit-Heberlein, Dr. Rudolf Wehrli stated that the deal will triple the size of its composites materials activities and make it in competition with the US-based Hexcel and Cytec, the world’s third largest supplier of advanced composite materials. Traditionally involved in the supply of prepreg materials to the ski industry, Gurit-Heberlein moved into the aerospace sector two years ago, following the acquisitions of Stesalit and AIK Elitrex. The deal is important from a technological perspective, because it adds SP’s Sprint system to Gurit-Heberlein’s established materials spectrum. Originally developed for the production of wind turbine blades, Sprint is proving attractive in more commercial areas such as low-volume car body construction.

Thermoset Resins Market Report
108
7.3.19 VANTICO LIMITED
Duxford, Cambridge, CB2 4QA, UK Tel: +44 (0) 1223 493 000, Fax: +44 (0) 1223 493 002 www.vantico.com
Vantico was created in December 1999 through the purchase of the Performance Polymers Division of Ciba Specialty Chemicals by Morgan Grenfell Private Equity. Vantico’s stand alone, independent Polymers Specialties Division comprises three carefully defined and value market sectors – Coatings, Structural Composites and Electrical Insulation Materials – with in addition two further divisions – Adhesives and Tooling, and Optronics. All have a heavy reliance on the chemistry and technology of the four leading thermosetting resin systems – acrylic, epoxy, phenolic and polyurethane.
Many of the companies registered trade names, such as Aradur, Aratherm, Arathane, Kerimide, Matrimid, Quatrex and Tactix, are familiar throughout many sectors of industry, whilst the epoxy adhesive Araldite is well known even to the general public. Others such as Cibatool, Epibond, Epocast, Opalva, Parts in Minutes, Probimer, Probimage, Quinbeam, Ren, Staralign and Ureol have more specialised users and customers.
All these products and technology are resulting in an ever-increasing range of applications from microchips to snowboards, from DVDs to power transmission. The same products that keep bridges standing and electricity supplies operating, also have applications in the home, in cars and in the everyday lives of people across the world.
The Coatings sector offers a broad range of epoxy resins, hardeners, crosslinkers and matting agents all with outstanding performance in a number of formulations. These have been developed for protective and decorative coatings and employed, for example, on steel, concrete and stone, and by the automotive, domestic appliance, can coating, civil engineering and marine industries.
In contrast, the Structural Composites sector manufactures a range of epoxy speciality materials and high-value thermosets for employment as matrix materials in all manner of fibre-reinforced components ranging from wind-energy blades, exterior and interior mouldings for railway carriages and motive-power units, to aerospace, offshore, piping and recreational applications.
The Electrical Insulation Materials sector supports the electrical industry with customised products for safeguarding generation, transmission, distribution and control of energy. Here the insulating thermosets are employed for encapsulating low, medium and high voltage equipment as well as for passive electronic devices, all using systems that offer excellent electrical and mechanical properties, reliability, durability and performance under severe conditions.
Finally, the Adhesives and Tooling sector markets high performance engineering adhesives used throughout manufacturing industry and also sold through DIY outlets, as well as a wide range of plastic tooling solutions.

Thermoset Resins Market Report
109
8 Standards and Legislation
8.1 Standards
The following selection provides a useful indication of the comprehensive nature of the authoritative standards to which the worldwide thermoset industry now works. It does not aim to be a definitive listing. However, there are some thermosets or derivatives and related technology, which still need to be standardised and there are existing standards which need drastic revision. This is particularly true in the case of adhesives, coatings and sealants. Composite matrices and their respective products fare much better.
As industry moves to ISO and CEN standards and away from national standards, many changes and new standards are already in the pipeline.
Examples of British standards are shown in Table 8.1.
Table 8.1 British standards relating to thermosets Standard Year Title BS 771 1992 Specification for phenolic moulding materials. BS 1203 2001 Hot-setting phenolic and aminoplastic wood adhesives.
Classification and test method. BS 1204 1993 Specification for type MR phenolic and aminoplastic synthetic
resin adhesives for wood. BS 2554 1999 Plastics. Unsaturated polyester resin. Determination of hydroxyl
value. BS 2572 1990 Specification for phenolic laminated sheet and epoxy cotton fabric
laminated sheet. BS 3816 1989 Specification for epoxy resin casting systems used for electrical
insulating applications at power frequencies. BS 3900 Group J Testing of coating powders. 13 parts. 1998 J10: Determination of deposition efficiency of coating powders. 1998 J12: Determination of compatibility of coating powders. BS 3953 1990 Specification for synthetic resin bonded woven glass fabric
laminated sheet. BS 5442 Classification of adhesives for construction. 1979 3: Adhesives for use with wood. BS 5664 Solventless polymerisable resinous compounds used for electrical
applications. 1988 2.2: Methods of test. Coating Powders. 3 Specification for individual materials. 1995 3.1: Unfilled epoxy resinous compounds. 1997 3.2: Quartz filled epoxy resinous compounds. 1995 3.3: Unfilled polyurethane compounds. 1995 3.4: Filled polyurethane compounds. 1995 3.11: Epoxy resin-based coating powders.

Thermoset Resins Market Report
110
British/European Norm standards are listed in Table 8.2.
Table 8.2 British/European Norm standards relating to thermosets Standard Year Title BS EN 301 1992 Adhesives. Phenolic and aminoplastic, for load-bearing timber
structures, classification and performance requirements. BS EN 923 1998 Adhesives - Terms and Definitions. BS EN 1240 1998 Adhesives. Determination of hydroxyl value and/or hydroxyl content. BS EN 1242 1998 Adhesives. Determination of isocyanate content. BS EN1373 2000 Adhesives. Test method for adhesives for floor and wall coverings.
Shear test. BS EN 1770 1998 Products and systems for the protection and repair of concrete
structures. Test methods. BS EN 12003 1998 Adhesives for tiles - Determination of shear adhesion strength of
reaction resin additives. BS EN 12192 Production and systems for the protection and repair of concrete
structures - test methods. Granulometry analysis. 1999 2: Test methods for fillers for polymer bonding agents. BS EN 12963 2001 Adhesives. Determination of free monomer content in adhesives based
on synthetic polymers. BS EN 14530 Plastics. Unsaturated polyester powder moulding compounds. 2000 1: Designation system and basis for specification. 2000 3: Requirements for selected moulding compounds. BS EN 60893 Specification for industrial rigid laminated sheets based on
thermosetting resins for electrical purposes. 1995 1: Definition, design and general requirements. 3: Specification for industrial materials. 2000 2: Requirements for rigid laminated sheets based on epoxide resins. 1995 3: Requirements for rigid laminated sheets based on melamine resins. 1995 4: Requirements for rigid laminated sheets based on phenolic resins. 1995 5: Requirements for rigid laminated sheets based on polyester resins. 1995 6: Requirements for rigid laminated sheets based on silicone resins. 1995 7: Requirements for rigid laminated sheets based on polyimide resins. BS EN 61249 Materials for interconnection structures. Sectional specification set for
unreinforced base materials, clad and unclad (intended for flexible printed boards).
1999 3-3: Adhesive coated flexible polyester film. 1999 3-4: Adhesive coated flexible polyimide film.

Thermoset Resins Market Report
111
British/European/International standards are listed in Table 8.3.
Table 8.3 British/European/International standards relevant to thermosets Standard Year Title BS EN ISO 2535 1998 Plastics. Unsaturated polyester resin. Determination of gel time at
25 °C.BS EN ISO 3672 Plastics. Unsaturated polyester resins. 2001 1: Designation system. 2001 2: Preparation of test specimens and determination of properties. BS EN ISO 3673 Plastics. Epoxide resins. 2000 1: Designation. 2000 2: Preparation of test specimens. and determination of properties. BS EN ISO 10363 1995 Hot-melt adhesives. Determination of thermal stability. BS EN ISO 11908 1998 Binders for paints and varnishes. Amino resins. General methods of
test.BS EN ISO 11909 1998 Binders for paints and varnishes. Polyisocyanate resins. General
methods of test. BS EN ISO 14526 Plastics. Phenolic powder moulding compounds (PF-PMCs). 2000 1: Designation system and basis for specification. 2000 2: Preparation of test specimens and determination of properties. 2000 3: Requirements for selected moulding compounds. BS EN ISO 14527 Plastics. Urea-formaldehyde and urea/melamine-formaldehyde
powder moulding compounds. 2000 1: Designation system and basis for specification. 2000 2: Preparation of test specimens and determination of properties. 2000 3: Requirements for selected moulding compounds. BS EN ISO 14528 Plastics. Melamine-formaldehyde powder moulding compounds. 2000 1: Designation system and basis for specification. 2000 2: Preparation of test specimens and determination of properties. 2000 3: Requirements for selected moulding compounds. BS EN ISO 14529 Plastics. Melamine phenolic powder moulding compounds. 2000 1: Designation system and basis for specification. 2000 2: Preparation of test specimens and determination of properties. 2000 3: Requirements for selected moulding compounds. BS EN ISO 14530 Plastics. Unsaturated-polyester powder moulding compounds. 2000 1: Designation system and basis for specification. 2000 2: Preparation of test specimens and determination of properties. 2000 3: Requirements for selected moulding compounds. BS EN ISO 14656 1999 Epoxy powder and sealing material for the coating of steel for the
reinforcement of concrete. BS EN ISO 14896 2001 Plastics. Polyurethane raw materials. Determination of isocyanate
content.BS EN ISO 15252 Plastics - Epoxy powder moulding compounds (EP-PMC’s). 2000 1: Designation system and basis for specification. 2000 2: Preparation of test specimens and determination of properties. 2000 3: Requirements for selected moulding compounds.

Thermoset Resins Market Report
112
Table 8.4 lists British/International standards relating to thermosets.
Table 8.4 British/International standards relating to thermosets Standard Year Title BS ISO 14615 1997 Adhesives. Durability of structural adhesive joints. Exposure to
humidity and temp under load. BS ISO 14564 1999 Epoxy-coated steel for the reinforcement of concrete. BS ISO 14656 1999 Epoxy powder and sealing material for the coating of steel, for the
reinforcement of concrete. BS ISO 14848 1998 Plastics. Unsaturated polyester resins. Determination of reactivity at
130 °C.BS ISO 15509 2001 Adhesives. Determination of the bond strength of engineered plastic
joints.
ASTM standards also cover thermosets (Table 8.5).
Table 8.5 ASTM standards relating to thermosets Standard Year Title ASTM D1763 2000 Standard specification for epoxy resin. ASTM D1201 1999 Standard specification for thermosetting polyester moulding compounds. ASTM D3841 2001 Standard specification for glass-fibre reinforced polyester plastic panels. ASTM D2291 1998 Standard practice for fabrication of ring test specimens for glass-resin
composites.
International standards of relevance to thermosets are shown in Table 8.6.
Table 8.6 International standards relating to thermosetsStandard Year Title ISO 291 1997 Plastics. Standard atmospheres for conditioning and testing. ISO 2114 1996 Plastics. Unsaturated polyester resins. Determination of partial acid
value and total acid value. ISO 2535 1997 Plastics. Unsaturated polyester resins. Measurement of gel time at 25
°C.ISO 2554 1997 Plastics. Unsaturated polyester resins. Determination of hydroxyl value.
French standards covering thermosets are included in Table 8.7.
Table 8.7 French standards relating to thermosets Standard Year Title NF EN ISO 291 October 1997 Plastics. Standard atmosphere for conditioning and testing. NF EN ISO 9371 September
1995Plastics. Phenolic resins, liquid or in solution, determination of viscosity.
NF EN ISO 8988 April 1997 Plastics. Phenolic resins, determination of HTMA content by the Kjeldahl method.
NF EN ISO 2114 March 1997 Plastic materials. Unsaturated polyester resins, determination of acid value.
NF EN ISO 4583 July 1998 Plastics. Epoxy resins and related materials, determination of easily saponifiable chlorine.
NF ISO 1628-6 September 1993
Plastic materials. Methylmethacrylate polymers and copolymers, determination of the viscosity number in dilute solution.

Thermoset Resins Market Report
113
German standards of relevance to thermosets are listed in Table 8.8.
Table 8.8 German standards relating to thermosets Standard Year Title DIN EN ISO 295 October 1998 Plastics. Compression moulding of test specimens of
thermosetting materials. DIN EN ISO 14125 June 1998 Fibre-reinforced plastic composites, determination of
flexural properties. DIN EN ISO 899 Plastics. Determination of creep behaviour. March 1997 1: Tensile creep. March 1997 2: Flexural creep by three-point loading. DIN EN ISO 846 October 1997 Plastics. Evaluation of the action of microorganisms.
Japanese standards also cover thermosets (Table 8.9).
Table 8.9 Japanese standards relating to thermosetsStandard Year Title JIS K 7118 1995 General rules for testing fatigue of rigid plastics. JIS K 6901 1995 Testing methods for liquid unsaturated polyester resins. JIS K 6911 1995 Testing methods for thermosetting plastics. JIS K 7201 1995 Testing method for flammability of polymeric materials using
the oxygen index method.
8.2 Legislative Matters
The growing need to safeguard the environment, not just nationally but internationally, has caused all major chemical manufacturers and processors to recognise increasingly the mandatory regulations under which they are required to operate. Indeed, many have had close concern with compiling, if not even instigating, those regulations and the thermoset resin industry sector is certainly no exception.
Taking a typical example, Cray Valley, like every major unsaturated polyester resin manufacturer, has voiced its commitment to environmental protection and recycling issues in developing a range of low-styrene emission resins and the use of heavy-metal free pigmented gel coats. In terms of emissions from the fabricator’s shop, the company has also had close involvement in extending the technology of the main closed-mould moulding techniques such as RTM and resin infusion techniques. The potential of these processing techniques to offer realistic reductions in levels of VOC emissions is equal, if not greater than that resulting from the initial use of low emission resin systems, however they may be formulated.
In addition, as a member of the European Eurcom Programme, Cray Valley has investigated the reuse of waste from glass fibre reinforced components, whether arising from production or from those components that have reached the end of their service life. This work has, for example, examined the use of fibrous powder additions to bitumen coating applications, or enzymatic breakdown techniques enabling some measure of cost-effective raw material recovery. In fact, as considered further in Chapter 9, the disposal of waste emanating from any thermoset resin production or downstream activity is a problem which has the potential to impact on the environment to a very much greater degree than any VOC emission.

Thermoset Resins Market Report
114
8.2.1 Chemical Emissions
The aim of ever greater reductions in organic solvent emission remains the main driving force behind increasing legislation, a move prompted by some sectors of the general public in conjunction with relevant health authorities. Most, if not all applicable solvents possess a strong smell and a heavy vapour and are therefore unpleasant. Some are toxic to a greater or lesser degree and others may be carcinogenic. To the general public solvents are a particular anathema. Consequently, although there may be a need to continue to employ volatile solvents within thermoset resin formulations, the increasing demand to reduce or even totally eliminate VOC emissions has begun to result in a change to waterborne or solventless resin systems where the chemistry will so permit. Occasionally, this can also be a change with other benefits such as cost and improved productivity. There is frequently a need for major changes to the equipment employed. Organic solvents disperse with relative ease at low temperature whilst water demands greater energy input if its removal is to be achieved within an acceptable timescale. The source of this energy will usually create extra pollution in itself since, ultimately, it will probably be generated by burning a carbon fuel such as oil, coal or gas.
The European Council of Environmental ministers through such statuary documents as the Integrated Pollution Prevention and Control Directive and the Dangerous Substances and Dangerous Preparations Directive, agreed several years ago that, by 2007, VOC emissions should be 70% lower than in 1990. It is hoped that such an idealistic figure is achievable and that the problems of greenhouse gases will thus be much reduced. The reduction of solvent use in industries connected with thermosetting resins will help the move towards this goal. However, whatever means are put in place to reduce solvent emissions, e.g., water borne systems, they must be cost effective and practical. In the words of a recent statement by the European Solvents Industries Group, the measures ‘must not impact adversely on another industry and must also consider the total life of the product’. Uninformed political interference with technical matters can be a dangerous thing.
An example of this in the thermosets industry is the potential banning of the use of very low ozone depleting HFCs as blowing agents in thermosetting foams. If some foams are made with alternative blowing agents, their efficiency as thermal insulation materials may be seriously compromised. The result would be an increase in the production of greenhouse gases resulting from increased fuel use during the life of the insulated building. However, research is being undertaken to find acceptable alternative blowing agents.
Of all the volatile organic compounds associated with thermosetting resins, perhaps the one most often discussed is styrene. Styrene is used as a reactive diluent in the cure of polyester and vinyl ester resins and is not simply a solvent. ‘Styrene free’ polyesters can be formulated but the system will contain an alternative organic compound. Styrene can be metabolised to an epoxide structure, styrene oxide, and some such structures have previously been linked to carcinogenity. However, a 45 year study of some 55,000, often high-exposure, unsaturated polyester resin workers in both the USA and Europe, failed to show any connection between that exposure and the incidence of cancer.
Recent years have seen industry reviews and in turn reductions in, the allowed occupational exposure to styrene throughout the composites industry. Those permitted levels vary considerably from country-to-country. In Germany, Scandinavia and the Benelux countries, the limit is 20 ppm, whereas other European member countries, even those more extensively employing closed-mould techniques, allow 50 ppm. The latter is regarded as a permitted atmospheric shopfloor level for styrene which both the European Composites Industry Association and European Chemical Industry Council (CEFIC) favour as being respectable, reasonable and more importantly, within low-cost reach of all composites moulders. In Southern and Eastern Europe and in the UK, where open-mould techniques remain favoured, the exposure limit is 100 ppm.

Thermoset Resins Market Report
115
Styrene is just one of many substances undergoing an EU Existing Substances Regulations review. The UK Health and Safety Executive is also drafting a risk assessment report that considers the risks of worker and consumer exposure to styrene. Should either show cause for concern, there would, no doubt, be an urgent review of the EU Dangerous Substances classification and occupational exposure limits.
The use of thermosetting resins in solution, true solution as opposed to the styrene situation of an active diluent, is one of the oldest of technologies. Phenolic novolaks have been applied in solution to foundry sand for decades and the solvent (usually alcohol) evaporated off. Solutions of phenolic resols, ureas and melamine resins in ketones or alcohols are used to impregnate paper, cloth and other continuous materials in the manufacture of prepreg for the high pressure laminating industry. Legislation now prevents the ‘loss’ of these solvents to the atmosphere and today it is a legal requirement to fit complicated and expensive burners and catalytic systems to exhausts to minimise atmospheric pollution.
Many, if not all of the raw materials employed by the thermoset resin industry are toxic to a greater or lesser degree. Acceptable and justifiable legislation is therefore in place and is under continuous review, regarding the safe handling, storage, exposure, and use of each one.
The ultimate disposal, whether as production waste or redundant component but particularly of waste raw materials, is becoming an increasingly important issue. Disposal has the potential to be damaging to the environment and it is therefore a serious long-term issue. Legislation on disposal of waste is in the news every day.
There are however, some good things to note about the polymer industry in general and the thermoset sector in particular. Macromolecules are less likely to affect biological processes than smaller ones. Hence, thermosets are very different from thermoplastics in that they usually start processing as low molecular weight polymers, which may contain toxic species, but become totally intractable fully crosslinked masses, which are most often harmless. There are plenty of FDA approved phenolics, polyesters, melamines, ureas, etc. The isocyanate starting materials for the production of polyurethane are, as mentioned elsewhere in this study, hazardous to health before reaction to produce thermoset polyurethane and there are regulations governing the control and handling of these and other hazardous substances in most countries.
8.2.2 Fire Hazards
One area of legislation, which affects the use of all materials, is that concerning fire properties of materials used in every day life. Polyurethanes can yield highly toxic smoke in fires and give off copious quantities of smoke. Likewise polyesters and epoxies give large amounts of smoke and, if halogenated to improve fire performance, can also give toxic gases when involved in a fire. Phenolic resins are probably the least harmful in this respect, giving very low levels of smoke and toxic gases. The laws governing such applications vary from country to country but are usually covered by building regulations, or codes for buildings, and regulations or laws for transport vehicles. Aircraft materials are controlled by the US Federal Aviation Administration (FAA), the UK Civil Aviation Authority (CAA) and similar bodies.

Thermoset Resins Market Report
116

Thermoset Resins Market Report
117
9 Environment and Recycling
9.1 Introduction
To ensure the health and safety of every worker involved, in whatsoever capacity, in the thermoset resin industry, their manufacture, storage, use and disposal has to be and is governed by a number of mandatory rules and regulations. Some starting materials for thermosetting resin systems are toxic (e.g., isocyanates, phenol) and the greatest care must be taken at all stages when the toxic species is still present. Much legislation also applies to the vast range of different products, adhesives, sealants, coatings, paints, resins, etc., which are manufactured from these thermoset materials and, hence, also to their respective uses and applications. Equally, different levels of legislation may also be exercised by different countries, different governments and different authoritative bodies. Care must be taken at all times to ensure compliance both with local and international regulation and with the manufacturer’s instructions for these materials and to apply common sense and responsibility in their disposal.
Throughout this study there has been emphasis on the outstanding long-life properties and resistance to temperature, chemical, corrosion and other conditions, offered by the range of product manufactured from thermoset resins. Thermosets are by nature, irreversible, infusible, non-degradable materials. In terms of environmental protection, therefore, it is axiomatic that the ultimate disposal of these products, present either as production waste or as redundant components, poses a different, but equally large problem, to that which occurs at any earlier manufacturing or application stage. For example, the resins and starting chemicals may be toxic. However, many of these materials and small molecules do degrade with time or may be reacted away to safe materials. The fully cured thermoset resins and products are usually fairly inert chemically and do not degrade. The fact that they are macromolecules renders them generally safe from the toxicity standpoint but many may yield undesirable chemicals if burnt. Hence the question, “What do we do with end of life thermoset materials?” A measure of the magnitude of that problem is the 27 million tonnes of thermoset resins currently consumed annually.
Irrespective of the legislation now governing both material and product disposal in, for example, landfill sites, an ability to recycle both production waste and redundant components in an economic and useful manner, must offer the opportunity to resolve a large proportion of the problem. Because a thermoset resin, as a finished product is chemically different from the staring materials from which it was made, it cannot be ‘returned to source’.
Adhesives, sealants, paints, lacquers and other coatings, for example, offer no possibility of reuse whatsoever. There are in fact only a few categories of thermoset products which do allow collection and hence some hope of environmentally friendly disposal. These include thermoset composite mouldings, electrical laminates and other industrial laminates, friction materials and tyres. The latter, although containing small percentages of thermoset materials such as phenolic resins and, as a result of the size of the industry, a large tonnage thereof, are not really the subject of this study. The rubber industry, although thermoset by nature, is not included here. There are only two sectors which have received careful study in terms of recycling: composite mouldings and polyurethanes.
9.2 Composites Recycling
Over the last 10 years the worldwide composites industry has increasingly recognised the need to dispose of both its production waste and redundant components by other methods than landfill. At the same time, although that waste poses no direct toxicity problem to the natural environment, the landfill method of disposal is beginning to come under severe constraints simply because of the cost and the increasing volume involved. Obviously as the market for composites increases further, as it undoubtedly will, so will the volume of production waste and with time, the number of

Thermoset Resins Market Report
118
redundant components. At the same time, for the industry to be seen as concerned about the disposal of its waste and products will have clear advantage in the future acceptance of composites generally. Furthermore, the landfill life of composite waste is measured in centuries rather than decades.
Three quantifications are sufficiently indicative of the measure of the problem. In the early 1990s the Norwegian government estimated that, at some future date, some 700,000 fibre reinforced composite pleasure boats located around its coastline would need to be recycled or effectively disposed of. That examination took no account of probably a smaller number of larger work and fishing boats. Although little appears to have been published since, the Norwegian arm of Reichhold were collaborating with the Swedish composites moulding equipment manufacturer Aplicator AB, in developing recycling solutions [1].
In 1998, the Japanese Reinforced Plastics Society attempted a similar quantification, deciding that at that time there was a need to dispose of some 282,000 tonnes annually. Several years earlier the annual quantity of production waste of the American composites industry was estimated at some 22,300 tonnes or around 450 tonnes per annum per state [2].
The urgent need for alternative means of waste disposal, now increasingly recognised as being potentially more damaging to the long-term future of the worldwide composites industry than the styrene emission problem, has prompted the development of several recycling techniques. None to date can be said to provide a truly commercial cost-effective answer commensurate with the tonnages concerned. For example, producing thousands of tonnes of fine filler is no answer. As a consequence the worldwide composites industry still needs to develop the ultimate solution.
9.2.1 The Japanese Approach
In 1991 the Japanese Government passed a new recycling law. Such was its potential severity, that the FRP Waste Committee, first established in 1974 by the government recognised trade body of their composites industry, joined forces immediately with a similar recycling committee of the Japan Thermosetting Industry Association (JTPIA). There were two objectives, to investigate viable solutions and then promote the construction of optimum plants for dealing with the problem. Seven years later, the former body formally established a promotion centre for FRP Recycling. At about the same time the Japanese Ministry of International Trade and Industry began investigating the large-scale recycling of thermosetting resins by a liquid-phase decomposition process initially developed by the country’s National Institute for Resource and Environment. Other authorities and companies such as Clean Japan Centre and Takeda, Kubota and Mitsubishi Heavy Industries, have also had their input.
Overlooking the related problems of first classifying, breaking up and sorting the waste to be recycled, five different procedures were investigated in depth. All have to a larger or lesser degree proved successful, but as yet no one universal or optimum technique stands out. Each presents particular advantages and disadvantages, as well as different economics and, as a consequence, the development work continues.
In a similar manner to the Ercom and Valcor approach to be discussed later, the Japanese judged a granulation and pulverisation process producing a fine recyclate powder for use as a filler for moulding compounds or cement roof tiles, to have favourable possibilities. However, preferred and consistent results are seemingly dependent on an initial careful selection of the waste.
Much less dependent on the quality and type of waste employed, is the thermal decomposition or incineration technique, where the heat generated is employed in some form of localised district heating system. Two basic problems exist. Dependent on the waste, there can be a problem keeping the incinerator burning efficiently, but the major problem is the eventual need to dispose of the resulting large quantity of a low bulk density waste ‘ash’.

Thermoset Resins Market Report
119
In a technique which completely overcomes the latter problem, a ‘cement process’ has been studied by several sectors [3]. Here the idea is to process the waste in cement kilns, such that the thermosetting resin acts as the fuel, with the glass fibre and filler which is left contributing to the mineral additive of the cement. It is believed that the process does hold real promise, to be adopted eventually as the major and preferred recycling technique.
The Japanese have also shown that the thermal decomposition, or controlled pyrolysis, of composites waste has the ability, when certain unspecified metal ‘catalysts’ are employed, to produce viable quantities of a reuseable ‘oil’ and a separate clean glass fibre residue. This ‘oil’ can apparently be introduced into the crude oil chain and the glass fibre re-employed in certain composite mouldings. Similar development work has been undertaken in both Canada and the United Kingdom, but that in Canada, which was supported by the glass reinforcement producer Owens Corning, was discontinued some years ago.
Finally, there is the ‘hot water decomposition process’ where the waste material is heated in steam at 300-500 °C to produce, through partial hydrolysis, phthalic acid, styrene, oil and a glass fibre containing char, which is, presumably, unusable. However, it has also been reported that the alternative use of supercritical water from a thermal power plant, results in a clean and effective hydrolysis and decomposition, without any char remaining on the fibre [4]. The full economics of the latter have yet to be established.
In a concluding comment, applicable to virtually any composites or other material recycling technique, there is likely to be a need to sort the waste carefully into composite ‘categories’, e.g., polyester, epoxy or phenolic based, for suitable processes to provide optimum solutions. This is seen as a serious disadvantage.
9.2.2 The French/German Approach
The work of the Ercom group in Germany and the Valcor Association (in partnership with Mecelec Composites et Recyclage) in France [5] has been well publicised. Much more restricted in approach, it concerns itself solely with the recycling of well-identified composites waste, i.e., principally end-of-life hot-press moulded automotive components (SMC, BMC/DMC). The project grew out of the need for the car industry in particular to answer new legislation regarding the disposal of its waste. The chosen route was to granulate and pulverise the waste into powdered filler that could be re-used, at a low-weight percentage, as an additive to virgin hot-press moulding compounds.
The process has the merits of being a commercial, if somewhat restricted, success. It is also a novel technique in that it includes the difficult task of sorting the waste prior to collection and treatment. Current plant capacity is limited and, unfortunately, no other use has been found for the product. Indeed the major criticism voiced for the process is that it seems to be a costly way of producing granular filler, even if that filler contains some viable, if very short, reinforcement. Mineral fillers are widely available and cheap.
Indeed, that is seemingly the view of the French vehicle manufacturer, Renault, a company noted for showing its responsibility towards environmental issues and thus in the recycling of end-of-life vehicles. Over recent years the company has been steadily reducing the proportion of thermosetting hot-press moulded components employed, in favour of thermoplastic-based composites mouldings [6]. Whilst recycling the latter is certainly not without major problems, at the present moment those are seen as much less difficult to deal with.

Thermoset Resins Market Report
120
9.2.3 The Canadian Approach
As well as the Owens Corning attempt with a pyrolysis-based technique, several years ago, an Ontario-based company investigated and, to a limited extent, commercialised an apparently much more lateral and better approach to the recycling or reuse of waste composites. The technique involved the granulation, to a coarse particle size, of all and every type of composites waste and, after blending with an unspecified binder, the low-pressure moulding of a range of new components. These ranged from garden seats and park benches to decorative artefacts and facing panels for building applications. With the development of a much wider product range, perhaps for infrastructure application, the process appeared to have the opportunity of consuming high tonnages of waste from moulders and fabricators (free of charge) as well as end-of-life products.
9.3 Recycling of Polyurethane
As already implied, any recycling process is only economic, and therefore successful, if there is a sufficient quantity of material to be recycled but, of greater importance, that material must also be of consistent quality. Thermosetting polyurethane, because of the large tonnage consumed and ultimately available for disposal, albeit in a number of distinct finished product forms, falls into this category. Consequently, arguably more commercial polyurethane recycling processes have been developed than for any other thermoset material. All have been based on a chemical or glycolysis technique. Typically the recyclate has sufficient functionality so that after mixing with highly functional polyols, it is practical to produce new, stable foam structures exhibiting acceptable mechanical and physical properties. In America polyurethane recycling developments are being co-ordinated by the PU Recycling and Recovery Council, the American Plastics Council and others.
Bayer also has a process involving high pressure and temperature (180 °C) for recycling granulated crosslinked polyurethanes from production and mouldings waste as well as damaged or redundant car body parts. Although the original tensile strength is reduced by some 50% and the elongation to around 15%, the end-product is understood to be suitable for use in wheel arch linings, battery covers and panelling for chassis members.
Other companies noted as being involved are BASF in America and Regra Recycling GmbH in Germany. BASF uses an ambient pressure, moderate temperature process suitable for both rigid and semi-rigid applications, and second-generation glycolysis chemistry producing recyclate with a residual amine content of less than 0.1%. Regra, on the other hand, separates the waste into different types to produce high-quality recyclate polyols which are sold to approved recycling customers or reformulated for their own internal use. For companies with at least 100 tonnes of waste per year, Regra can also offer complete recycling units, known as RCA 1000 plants, along with all the operating technology required.
References
1. Composites, 1999, 35, Sept/Oct, 57.
2. T.F. Starr, Recycling: A Lateral View, 48th Annual Conference, Composites Institute, SPI, February 1993.
3. K. Nomaguchi, S. Hayashi and Y. Abe, A Solution for Composites Recycling Cement Process,Proceedings of CFA ‘Composites 2001’, Tampa, FL, USA.
4. Composites, 1999, 35, Sept/Oct, 58.
5. A. Marion, Composites, 1999, 35, 49.
6. A. Disoine, Composites, 1999, 35, 40.

Thermoset Resins Market Report
121
Glossary of Terms
B-Stage An intermediate stage in the production of a thermosetting resin where the polymerisation has proceeded to where the resin is solid but total cure has not been achieved.
Crosslinking The reaction by which two dimensional polymer chains join to become a completely linked, three-dimensional structure. This reaction is also referred to as cure.
Flowcoats (or flocoats) A thinner coating than a gelcoat, typically of pure unreinforced, but sometimes pigmented, thermoset resin, used to provide a protective rather than a decorative finish.
Gelcoats A layer of resin, usually pigmented but not reinforced, applied to the exposed face of a composite moulding by application to the moulding tool prior to the composites lay-up. This resin rich layer, usually 0.4 to 0.9 mm thick, provides the ultimate surface of the moulding and may be high gloss, textured or copy the tool surface to which it is applied.
Laminate A term applied, irrespective of thickness, to the construction of a reinforced thermoset resin where the reinforcement is in sheet or ‘lamina’ form. This may be a glass reinforced polyester moulding, a carbon/epoxy moulding, a high pressure pressed sheet of paper/phenolic for use as a printed circuit board or one of thousands of other possible combinations of resin and reinforcement.
Moulding compound A fully formulated mixture of resin, reinforcement, filler and catalyst if necessary, usually pigmented and in the form of a powder, pellets, sheet or dough. The reinforcement is usually short although it can be long (up to 5 cm) in sheet moulding compound. Resins used in this way include phenolics, aminos and polyester. Cure is usually at elevated temperature, under pressure between metal tools. Sometimes called a pre-mix.
Novalak A resin formulated with a reduced amount of one monomer so that it is not of a chemical structure to allow crosslinking without the addition of further reactant. For example, a phenolic resin with a formaldehyde to phenol molar ratio of less than one is a novolak resin and can be cured only by the addition of further formaldehyde from a formaldehyde donor such as hexamethylenetetramine. The term novolak is normally applied only to phenolics, aminos and epoxies.
Potlife The workable life of a thermosetting resin or adhesive after the addition of the catalyst or other chemical agent used to promote polymerisation.
Prepreg A fabric or other sheet material pre-impregnated with resin and taken to a B-stage. The sheet material can be paper, woven glass, carbon, aramid or cotton cloth or a large number of other forms. The most common resins for prepregs are phenolic and epoxy.
Reactive diluent A chemical in which a resin is dissolved, partly to make it workable and partly to supply essential chemical activity to enable crosslinking. The most common example is styrene used to form the crosslinks when curing unsaturated polyesters.

Thermoset Resins Market Report
122
Resin infusion A family of processes for the production of composites in which the resin system is infused through the reinforcement which has previously been placed in a tool or mould. The motive force for the resin moving through the reinforcement is a pressure differential between the mould cavity and the resin. The modern use of the term usually applies to a process where the mould is under vacuum and consists of one rigid tool and a flexible counter-tool.
Resin transfer moulding An early, and still very popular, resin infusion process where the resin is forced under pressure into a pair of matching closed, rigid moulds in which the reinforcement has already been placed.
Resol A thermosetting resin in which all the molecular structure is present to achieve cure. For example, a phenolic resin in which the molar ratio of formaldehyde to phenol exceeds one is a resol resin which can be cured by the application of heat alone. The term is usually applied to phenolic and epoxy resins.
Solvent A non-active diluent used to allow a resin which is either highly viscous or solid to be applied. Many solid phenolic and epoxy resins are supplied in solution to enable the manufacture of prepregs, etc.
Thermoset A resin, or the basic formulation within a coating or for example an adhesive, which on polymerisation, changes to an irreversible, infusible, environmentally-resistant state.
Two-component system A thermoset resin supplied as two components which react on mixing in the correct ratios. As a simple example, half the resin may be supplied with an initiator added and the other half with an accelerator. When mixed in the correct ratio, the accelerator will react with the initiator and start the crosslinking reaction.
VOC Volatile organic compound, a term applied to any organic material which has a sufficient vapour pressure under normal ambient conditions to evaporate into the atmosphere, or which is treated in a manner which will cause it to evaporate. The term has become synonymous with concerns about global warming and other environmental issues since many such organic compounds are greenhouse gases.

Thermoset Resins Market Report
123
Abbreviations and Acronyms
ASTM American Society for Testing and Materials AVK-TV German Reinforced Plastics Association and Technical Union BMC bulk moulding compound BMI bismaleimide BS British Standards CAA Civil Aviation Authority (UK) CBT cyclic butylene terephthalate CEFIC European Chemical Industry Council CFA Composites Fabricators Association ClCN cyanogen chloride DCPD dicyclopentadiene DGE-BA diglycidyl ethers of bisphenol A DGE-BF diglycidyl ethers of bisphenol F DIN Deutsche Institut fur Normung DIY do-it-yourself EEW epoxy equivalent weight EMB electromagnetic brush EMM epoxy molar mass EN European Norm EPN epoxy novolak ERMA European Resin Manufacturers’ Association FAA Federal Aviation Administration (US) FDA Food and Drug Administration (US) GMA glycidyl methacrylate GMT glass mat thermoplastic HDI hexamethylene di-isocyanate HDT heat deflection temperature hexa hexamethylenetetramine HTM high temperature moulding IMS Integrated Management System ISO International Standards Organization JTPIA Japan Thermosetting Industry Association LPMC low pressure moulding compounds LSE low styrene emission MBR Mine Bolt & Resin System MDF medium density fibreboard MDI Diphenylmethane di-isocyanate MMA methyl methacrylate NF French Norm NPG neopentyl glycol PES polyethersulphone PMC powder moulding compound ppm parts per million PPO polyphenylene oxide PSF polysulphone PU polyurethane PUR polyurethane rubber RIC runnerless injection compression RIFT Resin Infusion under Flexible Tooling RRIM reinforced reaction injection moulding RTM resin transfer moulding SCRIMPTM Seeman Composites Resin Infusion Moulding Process SG specific gravity

Thermoset Resins Market Report
124
SMC sheet moulding compound SPI Society of the Plastics Industry SRIM structural reaction injection moulding TBBA tetrabromobisphenol A TDI toluene di-isocyanate Tg glass transition temperature TGIC triglycidyl isocyanurate UP unsaturated polyester UV ultraviolet VOC volatile organic compound WPE weight per epoxy


RAPRA MARKET REPORT
Rapra Technology Limited
Rapra Technology is the leading independent international
organisation with over 80 years of experience providing
technology, information and consultancy on all aspects of
rubbers and plastics.
The company has extensive processing, testing and analytical
facilities. It provides testing to a range of national and
international standards and offers UKAS accredited analytical
services. Rapra also undertakes commercially focused
innovative research projects through multi-client participation.
Its expertise is disseminated through reports, training,
conferences and software products.
Rapra publishes books, technical journals, reports,
technological and business surveys, conference proceedings
and trade directories. These publishing activities are supported
by an Information Centre which maintains and develops the
world’s most comprehensive database of commercial and
technical information on rubbers and plastics.
Shawbury, Shrewsbury, Shropshire SY4 4NR, United KingdomTelephone: +44 (0)1939 250383 Fax: +44 (0)1939 251118http://www.rapra.net e-mail: [email protected]