ThermalSprayApplicationsin ...thermalspray.org/wp-content/uploads/2014/03/2010-Q41.pdf ·...
28
SPRAYTIME Fourth Quarter 2010 Volume 17, Number 4 Fourth Quarter 2010 Published by The International Thermal Spray Association continued on page 5 continued on page 4 Evaluation of Thermal Sprayed Coatings Evaluation of thermally sprayed coatings is an integral part of coatings development and quality control during the production process. The main coatings evaluation methods include: - Metallographic analysis (thickness, porosity, presence/ absence of unmelted particles, cracks, delaminations and separations, coatings and interface contaminations). - Microhardness measurements (average microhardness and distribution of the microhardness through the coating). - Mechanical testing (cohesion/adhesion and bend testing). - Stresses analysis in the coating using Almen strips testing. - Service properties (for example, wear resistance, corrosion resistance, etc). There are different ASTM standards that give very useful guidelines for coating preparation and testing, but because of the large diversity of equipment, the huge variety of coatings and coatings/substrate combinations, the guidelines are not tailored to specific coatings and equipment; different coatings experience different behaviors during sample preparation and testing; in some cases that might result in inadequate interpretation of the results. An important factor in metallographic analysis of thermal sprayed coatings is sample preparation which has a significant effect on coating presentation. It involves sample sectioning, cleaning, mounting, grinding (planar and fine) and polishing (rough and final). The main source of error in metallographic evaluation of thermally sprayed coatings and interpretation of test results is the damage that could occur during sample preparation for the analysis. For the majority of sprayed Thermal Spray Applications in The Energy and Petrochemical Industries Corrosion has always been a major problem for the energy and petrochemical industries, regardless of whether in the emerging renewable energy sector or the more traditional fossil fuel industries. In this instance we are looking at two specific areas of concern; wind turbine towers, due to their extreme locations, and the very aggressive corrosion under insulation (CUI) experienced in the petrochemical industry. The wind turbine industry is growing rapidly. In the UK alone there are in excess of 3,000 wind turbines (Figure 1) in operation, over 800 under construction and several thousand more expected to be erected by the year 2020. Many manufacturers of wind turbines specify thermal sprayed zinc or zinc/aluminium alloys as a method of Figure 1. Wind Turbine.
-
Upload
nguyenthuy -
Category
Documents
-
view
221 -
download
1
Transcript of ThermalSprayApplicationsin ...thermalspray.org/wp-content/uploads/2014/03/2010-Q41.pdf ·...
SPRAYTIME Fourth Quarter 2010
Volume 17, Number 4 Fourth Quarter 2010Publ ished by The Internat ional Thermal Spray Assoc iat ion
continued on page 5continued on page 4
Evaluation of Thermal Sprayed CoatingsEvaluation of thermally sprayed coatings is an integral
part of coatings development and quality control duringthe production process.The main coatings evaluation methods include:- Metallographic analysis (thickness, porosity, presence/absence of unmelted particles, cracks, delaminationsand separations, coatings and interfacecontaminations).
- Microhardness measurements (average microhardnessand distribution of the microhardness through thecoating).
- Mechanical testing (cohesion/adhesion and bendtesting).
- Stresses analysis in the coating using Almen stripstesting.
- Service properties (for example, wear resistance,corrosion resistance, etc).
There are different ASTM standards that give very usefulguidelines for coating preparation and testing, but becauseof the large diversity of equipment, the huge variety ofcoatings and coatings/substrate combinations, theguidelines are not tailored to specific coatings andequipment; different coatings experience differentbehaviors during sample preparation and testing; in somecases that might result in inadequate interpretation of theresults.An important factor in metallographic analysis of thermal
sprayed coatings is sample preparation which has asignificant effect on coating presentation. It involvessample sectioning, cleaning, mounting, grinding (planarand fine) and polishing (rough and final).The main source of error in metallographic evaluation of
thermally sprayed coatings and interpretation of testresults is the damage that could occur during samplepreparation for the analysis. For the majority of sprayed
Thermal Spray Applications inThe Energy and Petrochemical Industries
Corrosion has always been a major problem for the energyand petrochemical industries, regardless of whether in theemerging renewable energy sector or the more traditional
fossil fuel industries. In this instance we are looking at twospecific areas of concern; wind turbine towers, due to theirextreme locations, and the very aggressive corrosion underinsulation (CUI) experienced in the petrochemical industry.The wind turbine industry is growing rapidly. In the UK
alone there are in excess of 3,000 wind turbines (Figure 1)in operation, over 800 under construction and severalthousand more expected to be erected by the year 2020.Many manufacturers of wind turbines specify thermalsprayed zinc or zinc/aluminium alloys as a method of
Figure 1. Wind Turbine.
Q42010:Layout 1 11/28/2010 9:48 PM Page 1

this is for camfill farr advetisement
Q42010:Layout 1 11/28/2010 9:48 PM Page 2

SPRAYTIME Fourth Quarter 2010
Published byInternational Thermal Spray Association
Mission: To be the flagship thermalspray industry newsletter providingcompany, event, people, product, research,and membership news of interest toindustrial leaders, engineers, researchers,scholars, policy-makers, and the publicthermal spray community.
Kathy M. Dusa Managing Editor
Paul Kammer Technical Editor
Dan Hayden Editor
SPRAYTIME (ISSN 1532-9585) is a quarterlypublication of the International ThermalSpray Association.
Printed on Recycled Paper
Copyright© 2010 by the InternationalThermal Spray Association.
The International Thermal SprayAssociation is not responsible for theaccuracy of information in the editorial,articles, and advertising sections of thispublication. Readers should independentlyevaluate the accuracy of any statement inthe editorial, articles, and advertisingsections of this publication which areimportant to him/her and rely on his/herindependent evaluation.
Article submissions (subject to acceptanceand edit), advertising insertions, addresscorrespondence, subscription request, backissue copies, and changes of addressshould be sent to:
Editorial and Production OfficeKathy M. Dusa, Managing Editor208 Third StreetFairport Harbor, Ohio 44077United States of Americavoice: 440.357.5400fax: 440.357.5430email: [email protected]
Subscription to SPRAYTIME® is free forqualified individuals interested in thethermal spray industry. Visitwww.spraytime.org to subscribe.
® I N D E XADVERTISERS LISTING ......................................................20APPLICATION NOTES. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1Thermal Spray Applications in Energy and Petrochemical..............................1
CALENDAR OF EVENTS ..................................................................16I N DU S T RY N EWSCamfil Farr APC Opens Puerto Rico Office ..................................................9Carpenter Technology and Sandvik Establish Cooperation ..........................10Evaluation of Thermal Sprayed Coatings ....................................................1Fabtech Thermal Spray Pavilion and Conference..........................................8Facebook Now Includes ITSA..................................................................10Finishing Online Website Now Includes Thermal Spray ................................9Happy New Year ..................................................................................19LinkedIn Has Thermal Spray Group ..........................................................7Power-Gen International Show ..............................................................13Society of Vacuum Coaters 2010 Conference ............................................22Thermal Spray Technology Conference a Success ......................................12TurboExpo Gas Turbine Technical Congress in Vancouver, British Columbia ....17VTC Surface Technologies NEW ITSA Member ............................................21Weldmex Mexico ..................................................................................21
INTERNATIONAL THERMAL SPRAY ASSOCIATIONCompany Member Listing and Membership Information....................14, 15, 18
TECHNICAL NOTESJournal of Thermal Spray (ASM TSS) Technology Abstract ..........................12
PEOPLE IN THE NEWSASM Thermal Spray Society Announces New Officers ..................................26ASM International Thermal Spray Technology Seminar Group ......................23Accuwright receives CenterLine (Windsor) Cold Spray Job Shop Award..........24CenterLine (Windsor) Hires Steve MarkocJournal of Thermal Spray Technology Volume 18 Best Paper Awards ............25Wall Colmonoy Hires Steve Miller for Southeast USA ..................................25
3
Q42010:Layout 1 11/28/2010 9:49 PM Page 3

4 SPRAYTIME Fourth Quarter 2010
PRODUCT LINE INCLUDES:• Aluminum foil tapes• Fiberglass tapes• Plasma spray tapes (Silicone rubber)• Special combination tapes
Canada/International905-564-6712
U.S.800-668-1114
Green Belting IndustriesTHERMAL SPRAY TAPES
High performance masking tapes for the Thermal SprayHigh performance masking tapes for the Thermal SprayIndustryIndustry, capable of withstanding many of the most, capable of withstanding many of the mostaggraggressive applications aressive applications are manufacture manufactured by GBI in aed by GBI in acomplete line, all available in various widths.complete line, all available in various widths.
www.greenbelting.com
Green Belting Industries
G
APPLICATION
NEWS
Thermal Spray Applications in The Energy and PetrochemicalIndustries continued from page 1corrosion protection. Thermal sprayed coatings offer a veryresilient finish, which is less susceptible to damage thanmany paint coatings. When the size of this growingindustry is taken into account protecting against corrosionis crucial.Onshore wind turbine towers are commonly manufactured
in three or four sections. Each section is often thermalsprayed around the flanged joints and up to 1.6 ft (0.5 m)either side of these joints, both inside and out. Many off-shore towers are specified to have the entire externalsurface to be coated. In addition, areas around the internalbolting fixtures and access hatches are thermal sprayed togive added protection against assembly damage, as well asgeneral wear and tear. Some wind tower sections can be inexcess of 100 ft (30 m) long, making any corrosionprotection process very challenging. Thermal spraying withthe Metallisation Arc140 electric arc spray system makesthe whole process much simpler than more traditionalthermal spray systems. The 66 ft (20m) push/pull suppliespackage allows the power source, wire and wire dispensingsystem to be located outside the tower section, while theoperator moves along the inside, spraying where required.This flexibility also is beneficial when spraying the outsideof the tower sections, allowing the power source and wirefeeder to be kept away from the dusty spray area. The
coated sections are then painted to the manufacturer’sspecification.One of Metallisation’s Spanish customers uses automated
thermal spraying to spray components within the assemblythat support the turbine blades (Figure 2). The actualcoating with pure zinc is only one part of the process. Incommon with all thermal sprayed coatings, the surface ofthe turbine part is first grit blasted to a profile of around3 mils (75 microns) and a cleanliness of SA3. A robotmounted arc spray system applies an even 4.7 mils (120microns) of zinc at a spray rate of up to 79 lb/hr (36kg/hr). A final coating of epoxy paint is then applied. Thisis an excellent way to protect wind turbines from corrosionand offers up to 20 years protection.In the petrochemical industry Corrosion Under Insulation
(CUI) in piping systems consumes a significant percentageof the maintenance budget. A large portion of this moneyis spent on expense items such as external pipinginspection, insulation removal and reinstallation, paintingand pipe replacements. CUI prevention strategies providelong-term and reliable prevention of CUI that move towardsinspection-free and maintenance-free piping systems andsignificant maintenance cost reductions.
CUI, where accelerated corrosion can occur under wetinsulation, will always be an issue for new pipes andvessels. Coating with TSA (thermal sprayed aluminium) isan ideal and cost-effective solution when compared toother systems when reviewed over the lifetime of thefacility. One of Metallisation’s customers; Iris NV, based inBelgium; has embraced the process of thermal spraying toprotect against CUI with many of its own customers. Iris NVthermal sprays new vessels and pipework pre- installation.The preparation of the steelwork surfaces is critical to thesuccess of the thermal spraying process. Prior to sprayingthe distillation columns, the surface needs to be preparedby grit blasting with steel grit to SA 2.5, with a surfaceroughness between 3 and 4.3 mils(75 and 110 µm. This isthen arc sprayed with aluminium Grade 1350 (99.5% Almimimum) to a thickness of 9.8 mils (250 µm). Finally aseal coat is applied to the columns.As well as new installations, existing insulated pipe and
vessels are often protected against CUI, as part of anongoing maintenance and safety regime. It is of course
continued on page 7
Figure 2. Programming The Arc Spray System.
Q42010:Layout 1 11/28/2010 9:49 PM Page 4

SPRAYTIME Fourth Quarter 2010 5
materials, the damage is mainly due to localized material removal (voidformation) during sectioning, grinding and polishing stages. For soft, ductilecoatings, smearing of the material over the voids, mainly during sectioning andplanar grinding stages, may have an additional effect as well.There are numerous factors that govern sample preparation quality: applied
force, time, surface speed, relative rotation, equipment and supplies used, clothcondition, etc. The present research, performed on different coatings (ceramic,multi-layer and composite) revealed that a change in any of these factors mightproduce a different effect for each coating family.
Microhardness of the coating is identified as a key factor for polishingprocedure development. There is a common trend, the higher microhardness ofthe coating, the more severe the polishing parameters (higher polishing forceand time, increased surface speed) for proper sample preparation.Applied force, polishing time and coating orientation have been demonstrated
to play a significant role in the quality of the microstructural representation.Usually, the equipment manufacturers’ recommended applied force is of 20-30 Nper specimen. Similar values of applied forces are seen in the ASTM standardE1920 for metallographic preparation of thermally sprayed coatings.For ceramic and cermet coatings with relatively moderate microhardness (for
example TiO2, ZrO2, Cr3C2-NiCr) these recommendations result in high qualitysamples that are scratch and pull-out free (Figure 1).
However for some ceramic coatings with relatively higher microhardness (forexample, Cr2O3) the formation of pull-outs was very high when the same forcewas applied, sometimes even doubling the voids percentage. To correct this, aprocedure specifically tailored to coatings with high microhardness should beused. This procedure uses an increased force and may result in a 30-50%reduction in pull-out formations (Figure 2).
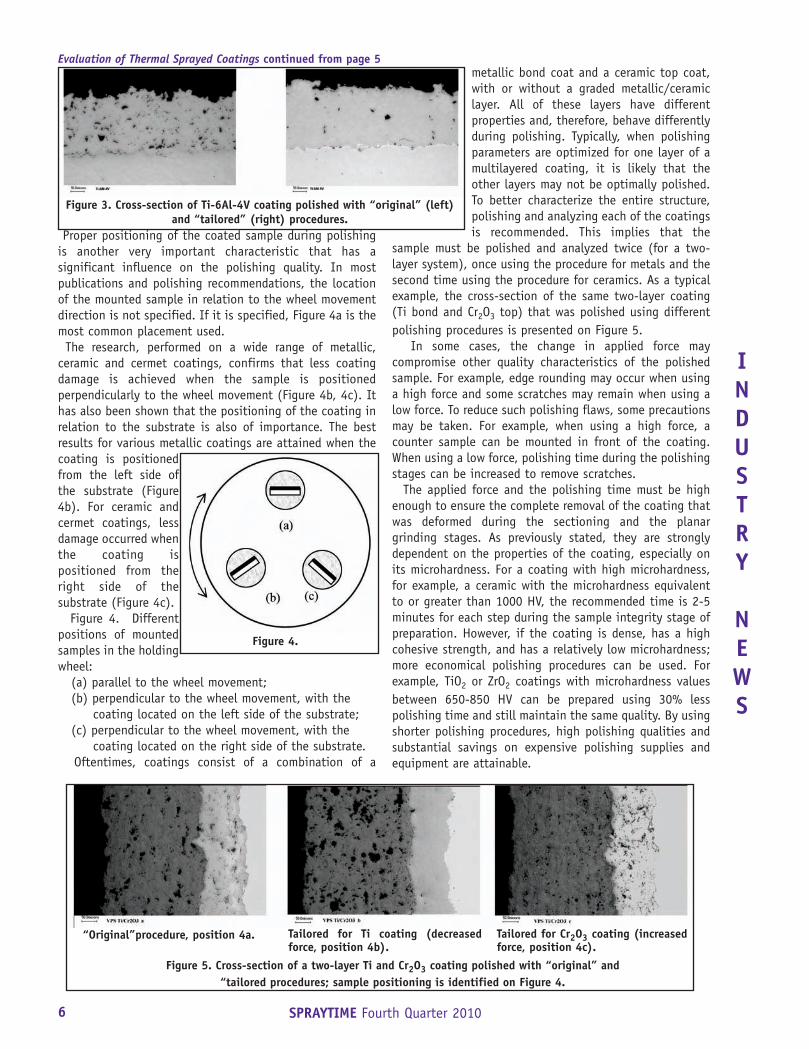
For metallic coatings that have a low microhardness, a similarly tailoredprocedure should be used which includes a reduction of the polishing force. Thisresults in much less coating damage to the metallic coatings and decreased pull-out formations (Figure 3).
Figure 1. Cross-section of TiO2 (left) and Cr3C2-NiCr (right) coatings.
Figure 2. Cross-section of Cr2O3 coating polished with “original” (left) and“tailored” (right) procedures.
Evaluation of Thermal Sprayed Coatings continued from page 1
continued on page 6
Q42010:Layout 1 11/28/2010 9:49 PM Page 5
SPRAYTIME Fourth Quarter 20106
Proper positioning of the coated sample during polishingis another very important characteristic that has asignificant influence on the polishing quality. In mostpublications and polishing recommendations, the locationof the mounted sample in relation to the wheel movementdirection is not specified. If it is specified, Figure 4a is themost common placement used.The research, performed on a wide range of metallic,
ceramic and cermet coatings, confirms that less coatingdamage is achieved when the sample is positionedperpendicularly to the wheel movement (Figure 4b, 4c). Ithas also been shown that the positioning of the coating inrelation to the substrate is also of importance. The bestresults for various metallic coatings are attained when thecoating is positionedfrom the left side ofthe substrate (Figure4b). For ceramic andcermet coatings, lessdamage occurred whenthe coating ispositioned from theright side of thesubstrate (Figure 4c).Figure 4. Different
positions of mountedsamples in the holdingwheel:(a) parallel to the wheel movement;(b) perpendicular to the wheel movement, with the
coating located on the left side of the substrate;(c) perpendicular to the wheel movement, with the
coating located on the right side of the substrate.Oftentimes, coatings consist of a combination of a
metallic bond coat and a ceramic top coat,with or without a graded metallic/ceramiclayer. All of these layers have differentproperties and, therefore, behave differentlyduring polishing. Typically, when polishingparameters are optimized for one layer of amultilayered coating, it is likely that theother layers may not be optimally polished.To better characterize the entire structure,polishing and analyzing each of the coatingsis recommended. This implies that the
sample must be polished and analyzed twice (for a two-layer system), once using the procedure for metals and thesecond time using the procedure for ceramics. As a typicalexample, the cross-section of the same two-layer coating(Ti bond and Cr2O3 top) that was polished using differentpolishing procedures is presented on Figure 5.
In some cases, the change in applied force maycompromise other quality characteristics of the polishedsample. For example, edge rounding may occur when usinga high force and some scratches may remain when using alow force. To reduce such polishing flaws, some precautionsmay be taken. For example, when using a high force, acounter sample can be mounted in front of the coating.When using a low force, polishing time during the polishingstages can be increased to remove scratches.The applied force and the polishing time must be high
enough to ensure the complete removal of the coating thatwas deformed during the sectioning and the planargrinding stages. As previously stated, they are stronglydependent on the properties of the coating, especially onits microhardness. For a coating with high microhardness,for example, a ceramic with the microhardness equivalentto or greater than 1000 HV, the recommended time is 2-5minutes for each step during the sample integrity stage ofpreparation. However, if the coating is dense, has a highcohesive strength, and has a relatively low microhardness;more economical polishing procedures can be used. Forexample, TiO2 or ZrO2 coatings with microhardness valuesbetween 650-850 HV can be prepared using 30% lesspolishing time and still maintain the same quality. By usingshorter polishing procedures, high polishing qualities andsubstantial savings on expensive polishing supplies andequipment are attainable.
INDUSTRY
NEWS
Evaluation of Thermal Sprayed Coatings continued from page 5
Figure 3. Cross-section of Ti-6Al-4V coating polished with “original” (left)and “tailored” (right) procedures.
Figure 4.
“Original”procedure, position 4a. Tailored for Ti coating (decreasedforce, position 4b).
Tailored for Cr2O3 coating (increasedforce, position 4c).
Figure 5. Cross-section of a two-layer Ti and Cr2O3 coating polished with “original” and“tailored procedures; sample positioning is identified on Figure 4.
Q42010:Layout 1 11/28/2010 9:49 PM Page 6

7
INDUSTRY
NEWS
SPRAYTIME Fourth Quarter 2010
It is obvious, that the use of preparation procedures tai-lored to various coating families allows a decrease incoating damage and reveals the true representation ofthese coatings.EVA Testing laboratory Inc. is an independent laboratory
that offers a full range of analytical services to theindustry.
EVA Testing laboratory Inc.isequipped with new state-of-the-art equipment to ensurereliable and rapid processing ofany order.
EVA Testing laboratory Inc. compiles more than 30 yearsof cumulative experience in testing, analyses, evaluationand verification of different materials.We know how to perform the most comprehensive coating
evaluation for superior representation of your coatings.We look forward to bring our expertise to serve the thermalspray community.For more information and a comprehensive evaluation of
your coating, contact us at [email protected] visit our website evatestlab.com
hoped that maintenance inspection programs can bereduced in years to come through the implementation of aCUI prevention strategy. Pipes are stripped of insulation toenable engineers to inspect the pipework for potentialdamage and excessive corrosion. A series of nondestructivetests are then carried out before the surfaces are gritblasted to SA 3 where possible. In normal circumstances, itis at this stage that TSA will be applied using wire flamespray equipment and; in some cases, the surfaces aresealed. The final stage is then to reapply the insulation tothe pipework. This coating solution is increasing in volume,with a number of global oil companies adopting thisprocess within many plants around the world. Confidence inthe application process and technique has grown to suchan extent that coating of live plant is commonlyundertaken.These few application examples give a small insight into
the use of coatings, which offer a safe future for the oil andgas industry, as well as supporting renewable energies fora greener long-term future.For more information contact Stuart Milton, Sales and
Marketing Manager, +44 (0) 1384 252 464 or visitwww.metallisation.com
Applications in The Energy and Petrochemical Industriescontinued from page 4
LinkedIn Has Thermal Spray GroupDear Thermal Spray Colleague,Not sure if you are a member of the business social
network "LinkedIn", but thought you would want toknow that there is a group titled "Thermal SprayCoating" currently with 64 members and somediscussions.If you are interested, please visit www.linkedin.comand join the network and then join the group.
NEW “Supporting Societies” MembershipThe International Thermal Spray Association is pleased
to announce a new “Supporting Societies” membershipcategory to establish communication with otherassociations/societies involved in thermal spray andsurface engineering activities worldwide.
This is ideal for membership exchange betweenorganizations. Contact Kathy Dusa at the headquarters
office via email to [email protected]
Q42010:Layout 1 11/28/2010 9:49 PM Page 7

November 13 – 16, 2011McCormick Place North & South Halls | Chicago, IL USA
450,000 NSF Floor Space
30,000 Attendees
1,200 Exhibitors
For more information about exhibiting or
attending the event, log onto
www.fabtechexpo.com
North America’s largest metal forming, fabricating, welding, and finishing event
Don’t Miss the
Thermal Spray Pavilion & Conference
Q42010:Layout 1 11/28/2010 9:49 PM Page 8

SPRAYTIME Fourth Quarter 2010 9
INDUSTRY
NEWS
Innovative & Advanced Metallurgical Technology
Thermal Spray PowdersWe offer a wide range of alloys from Titanium to Nickel to Stainless Steeland more to suit your unique application.
We have been producing Thermal Spray Powders for over 40 years and have the ability to make custom and proprietary products for yourunique applications.
ThermalSpray
lSpray
owdersPe offer a wide range of W
itanium toTys fromalloNickel to Stainless Ste
sof
oeelNickel to Stainless Ste
and more to suit your tion.pplicaunique a
ve been producinge haWwderoThermal Spray P
for over 40 years and ve the ability to makha
eel
ngrs
keve the ability to makhacustom and proprietarproducts for your
tions.pplicaunique a
key
echnolInnovative & Advanced Metallurgical TTechnologylogyTungsten CarbidesChromium Carbides
Metal PowdersPure Metal Powders
Special Order
1901 Ellis School RoadBaytown, Texas 77521
Lineage Alloys offer a comprehensive range of thermal spray powdersto the industry.
Please visit our website www.lineagealloysllc.com to view ourproducts, services and special order capabilities.Lineage Alloys technical staff are ready to discuss your thermal spray
powder requirements and determine how we can best meet your needs.For information, contact us at 281.426.5535, fax: 281.426.7484,
email: [email protected]
Camfil Farr APC Opens Puerto Rico Sales and Service OfficeCamfil Farr Air Pollution Control (APC), a leading producer of dust and fume col-
lectors to clean up industrial processes, announced the November 12th openingof a sales and service office in Gurabo, Puerto Rico for enhanced support ofcustomers in the Caribbean region. The new office will provide sales and technicalsupport to the company’s growing base of dust collection customers in thepharmaceutical, biotechnology and general industrial sectors, as well as a ware-house for local stocking and delivery of replacement filters and parts.
The rapidly expanding dust collection company is part of Camfil Farr, the world’slargest air filter manufacturer, which is sharing the Puerto Rico facility with CamfilFarr APC. Victor Rodriguez, technical sales manager of the Camfil Farr APCoperation in Puerto Rico, says: “We can now combine our award-winning GoldSeries® and HemiPleat® dust collection technologies with Camfil Farr’s superiorHVAC air filtration products and offer the ‘complete package’ to our customers.”For general information on Camfil Farr APC, call (800) 479-6801 or (870) 933-
8048 or visit www.farrapc.com.To reach the new Puerto Rico office directly, contact Victor Rodriguez, Camfil
Farr Air Pollution Control, Turabo Industrial Park Bldg #2, State Road 189, KM3.3,Gurabo, PR 00778; phone (787) 687-0063; email [email protected]; directlink http://espanol.farrapc.com/offices.
Finishing Online Website Now Includes Thermal SprayThe website "Finishing Online" (www.finishingonline.com) now includes
"thermal spray" in an "industries" area. Everyone is eligible for a basic freelisting for one year. Please goto their website to register and then get yourfree listing.
Q42010:Layout 1 11/28/2010 9:49 PM Page 9

SPRAYTIME Fourth Quarter 201010
INDUSTRY
NEWS
DeWAL Industries, Inc.
15 Ray Trainor Drive, P.O. Box 372 Saunderstown, RI 02874
www.dewal.com [email protected] (International: 001-401-789-9736)
DeWAL Industries offers the highest quality, most complete line of thermal spray tapes — aluminum foil, fiberglass fabric, silicone-impregnated fiberglass, and combinations of these materials.
For wire arc and HVOF, DeWAL double-ply tapes reduce set-uptime and withstand the harshest environments. DeWAL tapes canbe single-ply or multi-layer.
DeWAL tapes adhere aggressively, ensuring sharp edges, resist-ing temperatures to 1000°F, and removing cleanly after spraying.
Call DeWAL today, then thermal spray away.
Quality Approvals: GE, Pratt & Whitney, Rolls Royce, etc.
STICK WITH THE BESTDeWAL Thermal Spray TapesSTICK WITH THE BESTDeWAL Thermal Spray Tapes
Carpenter Technology and Sandvik EstablishCooperation in Powder Metal Products
Carpenter Technology Corporation has established astrategic partnership with Sandvik Materials Technology tofurther strengthen its leadership position in high-performance powder metal products. As part of the jointventure arrangement, Carpenter Technology Corporationwill acquire a 40% interest in Sandvik Powdermet AB andSandvik AB will acquire a 40% interest in Carpenter PowderProducts AB.
Carpenter Powder Products AB, a unit of CarpenterTechnology based in Torshalla, Sweden, manufactures high-alloy powder and is currently one of Sandvik PowdermetAB's major suppliers. The joint venture will provideCarpenter with access to Sandvik Powdermet AB's marketfor near-net-shape powder products, and will ensureSandvik's long-term supply of high quality powder. Thecooperation is expected to provide accelerated growthopportunities for both companies in powder metal markets.The two businesses will continue to operate under theircurrent respective brands, Carpenter and Sandvik."We are committed to enhancing our market position in
powder manufacturing and technology, which willstrengthen our portfolio of high-value, differentiatedproducts and provide a vehicle for continued futuregrowth," said William A. Wulfsohn, President and ChiefExecutive Officer of Carpenter Technology. "This
partnership will further establish Carpenter as a leadingglobal supplier of technologically advanced materialsrequired by the energy and other demanding marketsectors. Carpenter believes that collaborations with strongpartners such as Sandvik will provide a strong foundationfor developing new growth opportunities.""Powder technology is one of the development areas to
which we have assigned highest priority to enable us tofurther strengthen our position in the field of advancedmaterials in, for example, the rapidly expanding energysector," said Peter Gossas, President of the SandvikMaterials Technology business area. "The strategicpartnership with Carpenter Technology in this area makesus a leading player in the field of powder technology."
Carpenter Powder Products has additional powdermanufacturing operations in Bridgeville, PA andWoonsocket, RI, and powder R&D in Reading, PA. SandvikMaterials Technology also has powder technologyoperations in Wales (Sandvik Osprey Ltd), powdermanufacturing in Surahammar, Sweden and a powdertechnology R&D unit in Sandviken, Sweden. These unitswill not be included in the joint venture.
Carpenter Powder Products AB is a diversifiedmanufacturer of high-alloy metal powder products, focusingprimarily in energy and industrial markets. The company,located in Torshälla, Sweden, has about 50 employees andannual sales of approximately $21 million US or 150 millionSEK.Sandvik Powdermet AB is specialized with respect to
development, manufacturing, sales and marketing ofpowder-based products delivered in the form of near-netshapes. The company, located in Surahammar, Sweden, hasabout 30 employees and annual sales of approximately 150million SEK.About Carpenter Technology: Carpenter produces anddistributes conventional and powder metal specialty alloys,including stainless steels, titanium alloys, tool steels andsuperalloys.
For more information, visit the Carpenter website athttp://www.cartech.com.
ITSA On FacebookDear Thermal Spray Colleague,Yes, we did it! The International Thermal Spray
Association now has a very basic Facebook Page. If youare a Facebook user, you can simply type in thermalspray in the top search engine space and it will comeup. At that point, select "like" and you will beconnected to the ITSA page. Right now, we have ourITSA promotion video on the page, plus a few recentmessages.We are not sure how and to what extent this will be
used, but it was apparent by some recent andcontinuing requests that we be there.If you are a Facebook user, enjoy. If not, do not giveit any concern.
Q42010:Layout 1 11/28/2010 9:49 PM Page 10

Q42010:Layout 1 11/28/2010 9:49 PM Page 11

SPRAYTIME Fourth Quarter 2010
INDUSTRY
NEWS
12
Journal of Thermal Spray Technology®A publication of the ASM Thermal Spray SocietyCharacterization of Thermal Spray Coatings forCylinder Running Surfaces of Diesel Engines
Mareike Hahn and Alfons FischerFuture demands of diesel engines are about low-frictionand wear-resistant materials in order to increase theefficiency and achieve environmentally sound solutions.Thus, thermally sprayed Fe-base coatings areinvestigated for application as cylinder running surfacesin cast aluminum crankcases. They should allow thedesired combination of structural, productional, and top-ographical properties required in Diesel engines. Tounderstand the influence of the characteristicmicrostructures on the integrity of the composites thecoatings have to be examined in laboratory tests interms of different loading situations. Cavitation testswere carried out where the tribological stability of thesecoatings and their ability to resist high-frequency cyclicimpact stresses are revealed. Composite samples (basematerial and coating) were investigated in terms of crackinitiation in a scanning electron microscope with an insitu 3-point-bending test. The endurance under cyclicmechanical stresses was tested with a 4-point-bendingstress controlled test.
Read the entire article in the September 2010 IssueVisit www.asminternational.org/tss
Editor: Christian Moreau • Lead Editor: Basil MarpleEditor Emeritus: Christopher C. Berndt
Associate Editors:Kendall Hollis, Seiji Kuroda, and Armelle Vardelle
Thermal Spray Technology Conference a SuccessThe International Thermal Spray Association Conference
“High Performance Surfaces” was well attended at theFabtech Show in Atlanta November 3, 2010
Cochairmen David Wright and Daniel Hayden (seated) withkeynote speaker Mark F. Smith looking on slide below.
Q42010:Layout 1 11/28/2010 9:49 PM Page 12
Q42010:Layout 1 11/28/2010 9:49 PM Page 13

SPRAYTIME Fourth Quarter 201014
J OB SHO P M EMB E R COMPAN I E SAccuwright Industries, Inc. - Gilbert, AZ, USA
www.accuwright.com 480.892.9595Mr. David Wright, [email protected]
Atlas Machine & Supply, Inc. - Louisville, KY USAwww.atlasmachine.com 502.584.7262Mr. Richie Gimmel, [email protected]
BASF Catalysts LLC - East Windsor, CT USAwww.basf.com 860.623.9901Mr. Marc Froning,[email protected]
Bender USVernon, CA USA www.benderus.com 323.232.2371Mr. Doug Martin, [email protected]
Cadorath Plating Ltd - Winnipeg, Manitoba, Canadawww.cadorath.com 204.633.9420Mr. John Read, [email protected]
Cascadura Industrial S.A. - Sorocaba SP Brazilwww.cascadura.com.br 55.15.3332.9622Mr. Ricardo Leoni, [email protected]
Cincinnati Thermal Spray, Inc. - Cincinnati, OH USAwww.cts-inc.net 513.793.0670Mr. Bill Menth, [email protected]
Ellison Surface Technologies, Inc. - Cincinnati, OH USAwww.ellisonsurfacetech.com 513.770.4920Mr. Tim Perkins, [email protected]
Exline, Inc. - Salina, KS USAwww.exline-inc.com 785.825.4683Mr. Doug Porter, [email protected]
F.W. Gartner Thermal Spraying - Houston, TX USAwww.fwgts.com 713.225.0010Mr. Jimmy Walker, [email protected]
Ferrothermal Spray Coating - Monterrey N.L. Mexicowww.drexel.com.mx 52.818.331.0816Mr. Renato Drexel, [email protected]
Harper Corporation of America - DePere, WI USAwww.harperimage.com 704.588.3371Mr. Lee Kluttz, [email protected]
Hayden Corporation - West Springfield, MA USAwww.haydencorp.com 413.734.4981Mr. John O. Hayden, [email protected]
Nation Coating Systems - Franklin, OH USAwww.nationcoatingsystems.com 937.746.7632Mr. Larry Grimenstein, [email protected]
New England Plasma Development Corp. - Putnam, CTwww.neplasma.com 860.928.6561Ms. Maureen M. Olshewski, [email protected]
Nooter Construction Company - St. Louis, MO USAwww.nooterconstruction.com 314.421.7600Mr. Kris Kitchen, [email protected]
Plasma Coatings - Union Grove, WI USAwww.plasmacoatings.com 262.878.2445Mr. Daniel Cahalane, [email protected]
Plasma Technology, Inc. - Torrance, CA USAwww.ptise.com 310.320.3373Mr. Robert D. Dowell, [email protected]
St. Louis Metallizing Company - St. Louis, MO USAwww.stlmetallizing.com 314.531.5253Mr. Joseph P. Stricker, [email protected]
Spraymetal, Inc. - Houston, TX USA713.921.0012Mr. Jim Hollingsworth, [email protected]
Superior Shot Peening, Inc. - Houston, TX USAwww.superiorshotpeening.com 281.449.6559Mr. Albert Johnson, [email protected]
Tara Technologies - Daytona Beach, FL USAwww.taratechnologies.com 386.253.0628Mr. Bob Panza, [email protected]
Thermal Spray Technologies, Inc. - Sun Prairie, WI USAwww.tstcoatings.com 608.825.2772Mr. Bill Lenling, [email protected]
United Surface Technologies - Altona, Melbourne Australia61.393.98.5925Mr. Keith Moore, [email protected]
VTC Surface Technologies P Ltd - Visakhapatnam, Indiawww.vtcsurftec.com +91 891 2539007Ravi K. Viswanadha, [email protected]
S U P P L I E R M EMB E R COMPAN I E S3M Abrasive Systems Division - St. Paul, MN USA
www.mmm.com 800.362.3550 or 651.736.5459Mr. Troy Heuermann, [email protected]
Abbott Machine Company - Alton, IL USAwww.abbottmachineco.com 618.465.1898Mr. Mike St. Peters, [email protected]
ArcMelt - Bridgeton, MO USAwww.arcmelt.com 314.801.6900Mr. David Urevich, [email protected]
AMETEK, Inc. - Eighty-Four, PA USAwww.ametekmetals.com 724.250.5182Mr. Richard Mason, [email protected]
Ardleigh Minerals, Inc. - Shaker Heights, OH 44122 USAwww.ardleigh.net 216.921.6500Mr. Ernie Petrey, [email protected]
Bay State Surface Technologies, Inc. - Auburn, MA USAwww.baystatesurfacetech.com 508.832.5035Mr. Jay Kapur, [email protected]
Camfil Farr APC - Jonesboro, AR USAwww.farrapc.com 800.479.6801Mr. Scott R. Goodspeed, [email protected]
Carpenter Powder Products - Pittsburgh, PA USAwww.carpenterpowder.com 412.257.5102Mr. Chip Arata, [email protected]
Centerline Windsor Limited - Windsor, ON Canadawww.supersonicspray.com 519.734.8464Mr. Julio Villafuerte, [email protected]
ITSA Mission StatementThe In te rna t iona l The rma l Sp rayAssociat ion is a profess ional t radeorganizat ion dedicated to expandingthe use of the rma l sp raytechno log i e s fo r the bene f i t ofindustry and society.
INTERNATIONAL
THERMAL
SPRAY
ASSOCIATION
Q42010:Layout 1 11/28/2010 9:49 PM Page 14
SPRAYTIME Fourth Quarter 2010 15
Deloro Stellite Company, Inc. - Goshen, IN USAwww.stellite.com 574.534.8631Mr. David A. Lee, [email protected]
Donaldson Company, Inc. - Minneapolis, MN USAwww.donaldson.com/en/industrialair 800.365.1331Ms. Lori Lehner, [email protected]
Ecka Granules of America - Orangeburg, SC USAwww.ecka-granules.com 803.536.0215Mr. Nic Veloff, [email protected]
Flame Spray Technologies, Inc. - Grand Rapids, MI USAwww.fst.nl 616.988.2622Mr. Terry Wilmert, [email protected]
Fujimi Inc. - Arlington Heights, IL USAwww.fujimico.com 847.398.6544Mr. Michael Akiyoshi, [email protected]
Genie Products, Inc. - Rosman, NC USAwww.genieproducts.com 828.862.4772Mr. Richard Grey, [email protected]
Global Tungsten and Powders Corp - Towanda, PA USAwww.globaltungsten.com 570.268.5398Mr. Paul Sedor, [email protected]
Green Belting Industries LTD - Mississauga, ON, Canadawww.greenbelting.com 905.564.6712Mr. Tim Connelly, [email protected]
H. C. Starck, Inc. - Newton, MA USAwww.hcstarck.com 936.321.5877Ms. Renee York, [email protected]
HAI Advanced Material Specialists - Placentia, CA USAwww.hardfacealloys.com 877.411.8971Mr. Daren Gansert, [email protected]
Haynes Wire Company - Mountain Home, NC USAwww.haynesintl.com 828.692.5791Mr. Jeff Smucker, [email protected]
Kennametal - Houston, TX USAwww.kennametal.com 480.619.3460Mr. Jim Dezelle, [email protected]
Linde Gas USA LLC - Murray Hill, NJ USAwww.us.linde-gas.com 908.771.1353Dr. Joe Berkmanns,[email protected]
Lineage Alloys - Baytown, TX USAwww.lineagealloysllc.com 281.426.5535Mr. Gordon Jones, [email protected]
MesoCoat, Inc. - Euclid, OH USAwww.mesocoat.com 216.453.0866Mr. Anupam Ghildyal, [email protected]
Metallisation LimitedDudley West Midlands, United Kingdomwww.metallisation.com +44.1384.2524646Dr. Terry Lester, [email protected]
North American Höganäs - Hollsopple, PA USAwww.hoganas.com 814.361.6857Mr. Jim Morris, [email protected]
PM Recovery, Inc. - Harrison, NY USAwww.pmrecovery.com 860.536.5396Mr. Paul Sartor, [email protected]
Parker Hannifin - PDF Division Charlotte, NC USAwww.domnickhunter.com 800.345.8462Mr. Jim Tomczyk, [email protected]
Polymet Corporation - Cincinnati, OH USAwww.polymet.us 513.874.3586Mr. Bob Unger, [email protected]
Praxair Surface Technologies - Concord, NH USAwww.praxair.com/thermalspray 603.224.9585Mr. Richard Thorpe, [email protected]
Progressive Surface - Grand Rapids, MI USAwww.ptihome.com 800.968.0871Mr. Bill Barker, [email protected]
Saint-Gobain Ceramic Materials - Worcester, MA USAwww.coatingsolutions.saint-gobain.com 508.795.2351Mr. Howard Wallar, [email protected]
Sulzer Metco (US) Inc. - Westbury, NY USAwww.sulzermetco.com 516.334.1300Ms. Mae Wang, [email protected]
Thermach, Inc. - Appleton, WI USAwww.thermach.com 920.779.4299Mr. David Lewisen, [email protected]
Thermion, Inc. - Silverdale, WA USAwww.thermioninc.com 360.692.6469Mr. Dean Hooks, [email protected]
ASSOCIATE MEMBER ORGANIZATIONSAdvanced Materials and Technology Services, Inc.
Simi Valley, CA USAwww.adv-mts.com - 805.433.5251Dr. Robert Gansert, [email protected]
ASM Thermal Spray Society - Materials Park, OH USAwww.asminternational.org 440.338.5151Randall S. Barnes, [email protected]
State University of New York at Stony BrookStony Brook, NY USAwww.matscieng.sunysb.edu/tsl/ctsr 631.632.8480Prof. Sanjay Sampath, [email protected]
The Zanchuk Group, LLC - Concord, NH USAwww.zanchuk.com 603.226.3712Mr. Val Zanchuk, [email protected]
S U P POR T I N G M EMB E R S O C I E T I E SAWS, The American Welding Society
www.aws.org 305.443.9353Mr. Jeff Weber, [email protected]
GTS e.V., The Association of Thermal Sprayerswww.gts-ev.de +49.89.31001.5203Mr. Werner Kroemmer, [email protected]
JTSS, Japan Thermal Spray Society+81.6.6722.0096Mr. Nick Yumiba, [email protected]
MPIF, Metal Powder Industries Federationwww.mpif.org 609.452.7700Mr. James R. Dale, [email protected]
INTERNATIONAL
THERMAL
SPRAY
ASSOCIATION
International Thermal Spray Association208 Third Street • Fairport Harbor, OH 44077 [email protected] • www.thermalspray.org
Q42010:Layout 1 11/28/2010 9:49 PM Page 15
SPRAYTIME Fourth Quarter 201016
CALENDAR OF EVENTSDECEMBER 2010
14-16 Orlando, FL USA Power-Gen International - visitwww.power-gen.com
2011FEBRUARY 2011
2-4 Ft. Lauderdale, FL USA Composites & Polycon 2011 -703.525.0511 or visit www.acmanet.org13-16 Doha, Qatar 1st Middle East TurbomachinerySymposium - sponsored by Texas A&MUniversity at Qatar and QatarPetroleum, http://middleeastturbo.tamu.edu16-17 Houston, TX USA Laser Additive Manufacturing LAM2011 - visit Laser Institute of Americawww.laserinstitute.org27FEB-3MAR San Diego, CA USA TMS Annual Meeting -visit www.tms.org/meetings
APRIL 201116-21 Chicago, IL SVC TechCon Annual TechnicalConference - visit www.svc.org
MAY 20112-5 Indianapolis, IN USA Iron & Steel TechnologyConference and Expo - contact Jeff Campbell 724.814.303011-13 Monterrey Mexico AWS Weldmex Metalform &Fabtech - visit awsweldmex.com18-21 San Francisco, CA USA PowderMet 2011 AnnualConference - Metal Powder Industires Federation, SandraLeatherman email [email protected], web:www.mpif.org19-21 Charleston, SC USA InternationalThermal Spray Association Annual Meetingand Technical Program - contact Kathy Dusaat [email protected] Stamford, CT USA 22nd Annual BCCConference on Recent Advances in FlameRetardancy of Polymeric Materials -www.bccresearch.com/conferences23-26 Moscow Russia Russia Essen Welding & Cutting 4thInternational Trade Fair Joining Cutting Surfacing - visitwww.russia-essen-welding-cutting.com
JUNE 20115-8 Lake Como, Italy The 11th International Conferenceon the Mechanical Behavior of Materials - visit mpif.org6-9 Norfolk, VA USA MegaRust 2011 - American Society ofNaval Engineers, www.navalengineers.org6-10 Vancouver, BritishColumbia, Canada ASMETurboExpo 2011 - visit www.turboexpo.org, [email protected] Chicago, IL USA PowderMet 2011 - contact SandraLeatherman [email protected], www.mpif.org28JUN-2JUL Dusseldorf, Germany Int’l Foundry Trade Fairand Int’l Metallurgical Technology Trade Fair -312.781.5180, web www.mdna.com
CALANDER
OF
EVENTS
SEPTEMBER 201126-29 Hamburg, Germany ITSC2011 Int’l Thermal Spray Conference& Exposition with DVS Congress &DVS Expo 2011 - contact ASM International em:[email protected], website:www.asminternational.org/tss or email DVS at [email protected]
OCTOBER 20112-5 San Diego, CA USA Titanium 2011 -contact Int’l.Titanium Assoc. 303.404.2221, email [email protected],web www.titanium.org18-21 Toulouse, France AeroTech 2011 - SAEwww.sae.org/events/atc/
NOVEMBER 201113-16 Chicago, IL USA FABTECH Int’l & AWS Welding Showwith a Thermal Spray Pavilion andConference - organized by AmericanWelding Society, www.aws.org,Fabricators and Mfgrs Assoc,www.fmafabtech.com, Soc. of Mfg. Engineers,www.sme.org/fabtech
2012APRIL 2012
28APR-3MAY Santa Clara, CA USA 55th SVC AnnualTechnical Conference - visit www.svc.org
JUNE 201211-15 Copenhagen Denmark ASMETurboExpo 2012 - visitwww.turboexpo.org, email [email protected]
JULY 20128-14 Denver, CO USA 65th Annual Assembly IIWInternational Conference - Contact-IIW General Secretariat, email [email protected]
OCTOBER 201215-17 Las Vegas, NV USA FABTECH with a Thermal SprayPavilion and Conference - organized byAmerican Welding Society,www.aws.org, Fabricators and MfgrsAssoc, www.fmafabtech.com, Soc. ofMfg. Engineers, www.sme.org/fabtech
Is Your Event Listed? Send notice tosprayt [email protected]
International Thermal SprayConference 2011Hamburg, Germany
September 27-29, 2011The world’s unique meeting of experts in Joining,Cutting and Surfacing technology.Being held in the Hamburg Congress Center located in
the heart of Hamburg with good traffic links.For more information, visit www.dvs-congress.de andwww.asminternational.org/tss
Q42010:Layout 1 11/28/2010 9:50 PM Page 16

Vancouver Convention& Exhibition Centre
Vancouver, British Columbia, Canada
June 6-10, 2011www.turboexpo.org
ASME INTERNATIONAL GAS TURBINE INSTITUTEPhone:+1-404-847-0072 • Fax: +1-404-847-0151 • Email: [email protected]
The Most Important Conferencefor Turbomachinery Professionals!
PHOTO: ©LMNARCHITECTS
Presented by ASME International Gas Turbine Institute
Q42010:Layout 1 11/28/2010 9:50 PM Page 17

SPRAYTIME Fourth Quarter 201018
The International Thermal SprayAssociation is closely interwoven with
the history of thermalspray developmentin this hemisphere.Founded in 1948,and once known as
Metallizing ServiceContractors, the associationhas been closely tied tomost major advances inthermal spray technology,equipment and materials,industry events, education,standards and marketdevelopment.A company-member trade
association, ITSA invites allinterested companies totalk with our officers,committee chairs, and
company representatives to better understand memberbenefits. A complete list of ITSA member companies andtheir representatives are at www.thermalspray.org
ITSA Mission StatementT h e I n t e r n a t i o n a l T h e rm a l S p r a y
A s s o c i a t i o n i s a p r o f e s s i o n a l t r a d eo r g a n i z a t i o n d e d i c a t e d t o e x p a n d i n g t h eu s e o f t h e rm a l s p r a y t e c h n o l o g i e s f o rt h e b e n e f i t o f i n d u s t r y a n d s o c i e t y.
OfficersChairman: Dan Hayden, Hayden CorporationVice-Chairman: David Wright, Accuwright Industries, Inc.Treasurer: Bill Mosier, Polymet CorporationCorporate Secretary: Kathy DusaExecutive Committee (above officers plus)Marc Froning, BASF Catalysts LLCJohn Read, Cadorath Plating Ltd.Scott R. Goodspeed, Camfil Farr APCJoseph Stricker, St. Louis Metallizing Company
ITSA Scholarship OpportunitiesThe International Thermal Spray Association offers annual
Graduate Scholarships. Since 1992, the ITSA scholarshipprogram has contributed to the growth of the thermal spraycommunity, especially in the development of newtechnologists and engineers. ITSA is very proud of thiseducation partnership and encourages all eligibleparticipants to apply. Please visit www.thermalspray.org forcriteria information and a printable application form.ITSA Thermal Spray Histor ica l Col lect ion
In April 2000, the International Thermal SprayAssociation announced the establishment of a ThermalSpray Historical Collection which is now on display at theirheadquarters office in Fairport Harbor, Ohio USA.Growing in size and value, there are now over 30 differentspray guns and miscellaneous equipment, a variety of spraygun manuals, hundreds of photographs, and several thermal
spray publications and reference books.Future plans include a virtual tour of the collection on theITSA website for the entire global community to visit.This is a worldwide industry collection and we welcome
donations from the entire thermal spray community.
ITSA SPRAYTIME NewsletterSince 1992, the International Thermal Spray Association
has been publishing the SPRAYTIME newsletter for thethermal spray industry. The mission is to be the flagshipthermal spray industry newsletter providing company,event, people, product, research, and membership news ofinterest to industrial leaders, engineers, researchers,scholars, policy-makers, and the public thermal spraycommunity.
ITSA Headquarters208 Third Street, Fairport Harbor, Ohio 44077 USA
tel: 440.357.5400 fax: [email protected] www.thermalspray.org
Chairman Hayden Become a Member of TheInternational Thermal Spray
AssociationYour company
should join theInternational ThermalSpray Associationnow! As a company-
member, professional trade association, our mission isdedicated to expanding the use of thermal spraytechnologies for the benefit of industry and society.ITSA members invite and welcome your company to join
us in this endeavor.Whether you are a job shop, a captive in-house facility,
an equipment or materials supplier, an educational campus,or a surface engineering consultant, ITSA membership willbe of value to your organization.
The most valuable member asset is our annualmembership meetings where the networking is priceless!Our meetings provide a mutually rewarding experience forall attendees - both business and personal. Our one dayTechnical Program and half day business meeting balancedby social activities provide numerous opportunities todiscuss the needs and practices of thermal spray equipmentand processes with one another.
As an ITSA member, your company has excellentmarketing exposure by being listed on our website alongwith a multitude of additional benefits.ITSA member companies are also highlighted in the ITSA
booth at several trade shows throughout the year(International Thermal Spray Conference ITSC, FabtechInternational and AWS Welding Show Thermal SprayPavilion, Weldmex Mexico, and TurboExpo in 2009).
If you would like to discuss the benefits of yourcompany becoming a member of the International ThermalSpray Association, we suggest you contact Kathy Dusa atour headquarters office or visit the membership section ofour www.thermalspray.org website.
INTERNATIONAL
THERMAL
SPRAY
ASSOCIATION
Q42010:Layout 1 11/28/2010 9:50 PM Page 18

SPRAYTIME Fourth Quarter 2010 19
Saale Nao MubbarakAfgani
Felice anno nuovoItalian
Bliadhna mhath urGaelic
Selamat Tahun BaruIndonesian
Bliain nua fe mhaise dhuitIrish
L'Shannah TovahHebrew
AN NOU FERICITRomanian
Hauoli Makahiki HouHawaiian
Bonne AnneeFrench
Onnellista Uutta VuottaFinnish
Boldog Új Évet KivánokHungarian
Sun Leen Fai LokHong Kong
GELUKKIG NIEUWJAAR!Dutch
Kenourios ChronosGreek
Blwyddyn Newydd DdaWelsh
Kiortame pivdluaritloEskimo
Šťastný Nový rokCzech
Head uut aastat!Estonian
Prosit NeujahrGerman
Sretna Nova godina!Croatian
Xin Nian Kuai LeChinese
Nawa Barsha ko ShuvakamanaNepal
Feliz Ano NovoPortuguese
Manigong Bagong Taon!Philippines
Laimingu Naujuju MetuLithuanian
Szczesliwego Nowego RokuPolish
Tratry ny taonaMadagascar
Saehae Bock Mani ba deu sei yo!Korea
Is-Sena t-TajbaMaltese
Godt NyttårNorwegian
Akimashite Omedetto GozaimasuJapan
Feliz Ano ~NuevoSpanish
Sreèno novo letoSlovenian
GOTT NYTT ÅR! /Gott nytt år!Swedish
Stastny Novy rokSlovak
S Novim GodomRussian
Snorhavor Nor TariArmenian
Yeni Yiliniz Kutlu OlsunTurkish
Chuc Mung Tan NienVietnamese
Shchastlyvoho Novoho RokuUkrainian
Kul 'am wa antum bikhairArabic
Happy New YearEnglish
Wishing you a Happy New Year
Your friends at theInternational Thermal Spray Association
Q42010:Layout 1 11/28/2010 9:50 PM Page 19
SPRAYTIME Fourth Quarter 201020
A D V E R T I S E R S L I S TYour SPRAYTIME newsletter is provided to you at no charge by our advertisers. We encourage
you to thank these advertisers by visiting, contacting, and referring their products andservices at every opportunity.Ametek...................................9Camfil Farr APC........................2DeWal Industries, Inc. ..............10Donaldson Torit .......................28ERW, Inc.................................20Fabtech ..................................8Genie Products, Inc. .................5Gartman Technical Services........20
Green Belting Industries ...........4H.C. Starck..............................27ITSA Member Companies ...........14Lineage Alloys .........................9Nation Coating Systems ............20Polymet Corporation .................3Power-Gen ..............................13Praxair Surface Technologies......12
Progressive Surface ..................23Saint Gobain Coating Solutions ..11Society of Vacuum Coaters ........22Thermach, Inc. ........................7TurboExpo...............................17Weldmex .................................21Xiom ......................................25
Nation Coating Systems501 Shotwell Dr. Franklin, OH 45005
www.NationCoatingSystems.com
Creative Thermal Spray Coating Solutions
p:(888) 665-5525f: (937) 746-7658
• Met Lab for Testing, R&D, Material Applications• Spray Booth devoted to R&D• Coating Technology includes HVOF, Plasma, Arc Spray
Aerospace, Military, Power Generation, Automotive, Petrochemical, Pulp & Paper, Printing, General Industrial
Call us to discuss your coating challenges - We can help!
Thermal Spray Jobsl i sted at www.thermalspray.org
Free PosterFrom Linde and the GTS
(Association of ThermalSprayers) illustrates thedifferent thermal sprayprocesses (suitable forframing).Send request for poster
via email [email protected]
SPRAYTIME archives aresearchable
Visit www.thermalspray.org andchoose SPRAYTIME to search previous
issues for data.
Low Pressure PlasmaAir Plasma
HVOFEBPVD
Pack CoatingAluminide
Vapor CoatingCVD
Plating Components
Accuracy - Consistency - ProductivityERW, Inc. --- Supplying you with metal maskingthat will consistently outperform the competition!
91 Highland Drive • Post Office Box 431Putnam, CT 06260
Phone 860-928-1199 Fax 860-928-9499E-mail [email protected]
Web www.erwinc.com
Q42010:Layout 1 11/28/2010 9:50 PM Page 20
Q42010:Layout 1 11/28/2010 9:50 PM Page 21

SPRAYTIME Fourth Quarter 201022
SVC TechCon | Chicago 2011Technical Program • Exhibit • Tutorial Courses • NetworkingApril 16–21, 2011 Exhibit: April 19–20, 2011
Hyatt Regency Chicago on the River Walk, Chicago, IL
Finding Solutions. Making Connections.
Be a part of it.
Innovation. Technology. Education.SVC TechCon | Chicago 2011
www.svc.org
Q42010:Layout 1 11/28/2010 9:50 PM Page 22

SPRAYTIME Fourth Quarter 2010 23
Progressive Technologies has changed its name to Progressive Surface™, highlighting our core competenciesin the design and manufacture of world-class surface treatment machinery.
The Progressive Procise Process™ includes:
thorough upfront discoveryprocess-specific designlifetime supportThe Procise Process™ guarantees that your Progressive Surface equipment will perform to your exact requirements—and beyond your expectations—for years to come. Procisely!™
progressivesurface.com
How can I get a surface treatment machine that meets my expectations? Procisely!™
•••
egInacwoowHmtnemtatertxeymsteem
orP ylesic !™
ate ecce affarusenihcam taht
?snoitatcepx
echnologieTTechnologies has changed its name teessivogrrPPro efacure Sessivgr ™, hi™in the design and manufa
.yt machinertmeneatr
heT Pro eessivgr Procise
puuphgghuugoourrooorhtthepssp-sssseescceoocrroppr
y
••
oes has changed its name tenciesompete corting our cighligh
efacclass surorld-e of wturc
e essocrP ™ includes:
yrryeervveoccossciisdditnoonfrroppfrnggniigssieesddeciicffiiifccieepsspsssseescceoocrroppr
pppuupssuemiimttieffeiiflliheT Procise essocrP ™ gu
efacurS t will pequipmenttaxpecour eond yand bey
orp evisserg
•nggniigssieesddeciicffiiifccie
troorpppourt yees thatanar Pro eessivgr
ts—emenequirt rxacour eo yform tper.omeo cears ttions—for y Procisely!™
e moce.caffarus
ASM International Seminar Thermal Spray Technology July 27, 2010. Instructor Christopher C. Berndt (top row with beard)- of Swinburne University of Technology, Australia - affectionately named the attendees The Buckeye Team because theseminar was held in Ohio.
PEOPLE
IN
THE
NEWS
SPRAYTIME archives are searchableVisit www.thermalspray.org and choose SPRAYTIME
to search previous issues for data.
Is Your Employee Listed? Send noticeto sprayt [email protected]
Q42010:Layout 1 11/28/2010 9:50 PM Page 23

SPRAYTIME Fourth Quarter 201024
Is Your Employee Listed? Send noticeto sprayt [email protected]
SPRAYTIME archives are searchableVisit www.thermalspray.org and choose SPRAYTIME
to search previous issues for data.
PEOPLE
IN
THE
NEWS
Pictured above are members of CenterLine’s SST Division staff with Mr. David Wright of Accuwright Industries Inc.Left to right - Jianfeng Wang, Michael Beneteau, Julio Villafuerte, Ed Malison, David Wright, Anthony Pecaski, Don Bradley,Wally Birtch
Accuwright Industries Receives 2010 ColdSpray Job Shop Service Award
CenterLine (Windsor) Limited’s,Supersonic Spray Technologies Div.(SST™), is pleased to announce thatAccuwright Industries Inc. of Gilbert, AZis the 2010 recipient of its Cold Spray JobShop Service Award in recognition ofAccuwright’s excellence in the utilizationand development of Cold Spraytechnology.The award was presented on September
27, 2010 during the TSS Cold SprayConference held in Akron Ohio. Mr.David Wright, president of AccuwrightIndustries accepted the award onbehalf of his company.Accuwright Industries, Inc. is a full service metal spray
facility utilizing state-of-art robotics and controls forprecision Cold Spray applications. It is a recognizedindustry leader in developing unique and practicalapplications for Cold Spray technology to repair and restorea variety of high value aerospace components. Among theprocesses that Accuwright specializes in are corrosionmitigation/protection, dimensional restoration and castingrepairs.
CenterLine is very pleased to recognize Accuwright’songoing dedication to advancing Cold Spray technologywith this awardSST™ supplies a full range of patented low-pressure cold
gas dynamic spray (cold-spray) metal coating systems forthe aerospace, defense, glass and automotive industries.Cold spray is a cost effective and practical coating processthat enables users to apply robust metal coatings to a wide
range of surfaces without excessive heat. Coatingcharacteristics include extremely low oxideentrapment, high densities and highbond/cohesive strengths. The coatings are alsoextremely machine-able, have thin or thick buildcharacteristics and are accepting of dissimilarmaterials with no galvanic reactions.For further information on Centerline, please
contact Ed Malison, Director of BusinessDevelopment via email [email protected] orJulio Villafuerte, Director of R&D via [email protected]. Both can be reachedat 519-734-8464 or visit www.supersonicspray.com
For futher information on Accuwright, pleasecontact David Wright via [email protected] or visit their website
www.accuwright.com
NEW “Supporting Societies” MembershipThe International Thermal Spray Association is pleased
to announce a new “Supporting Societies” membershipcategory to establish communication with otherassociations/societies involved in thermal spray andsurface engineering activities worldwide.
This is ideal for membership exchange betweenorganizations. Contact Kathy Dusa at the headquarters
office via email to [email protected]
Q42010:Layout 1 11/28/2010 9:50 PM Page 24

SPRAYTIME Fourth Quarter 2010 25
PEOPLE
IN
THE
NEWS
Journal of Thermal Spray TechnologyVolume 18 Best Paper Awards
The Journal of Thermal Spray Technology (JTST) isdelighted to announce the winners of the JTST Volume 18Best Papers Awards, as chosen by an internationalcommittee of expert judges. The awards were presented tothe winning authors at the International Thermal SprayConference and Exposition 2010, in Singapore.
The Editorial Committee and International Board ofReview of the journal believe it is important to evaluate thequality of engineering and scientific contributionspublished in JTST and to provide recognition of excellentwork and its publication. Each paper is reviewed andevaluated on its merits for scientific and engineeringcontent, originality, and presentation style. The followingpapers are recognized as outstanding and the authorsreceived awards of recognition for their excellentpublications.
The Journal of Thermal Spray TechnologyVolume 18 Best Paper Award:
“Sensing, Control, and In Situ Measurement of CoatingProperties: An Integrated Approach Toward EstablishingProcess-Property Correlations” by Sanjay Sampath,Vasudevan Srinivasan, Alfredo Valarezo, AnirudhaVaidya, and Tilo Streibl, Center for Thermal SprayResearch, Stony Brook University
The Journal of Thermal Spray Technology Volume 18Best Paper Honorable Mention Award:
“Elastic and Conductive Properties of Plasma-SprayedCeramic Coatings in Relation to Their Microstructure: AnOverview” by Igor Sevostianov, New Mexico StateUniversity, and Mark Kachanov, Tufts UniversityThe international committee of judges, led by Dr. Roland
Seals, chair of the Journal of Thermal Spray TechnologyBest Paper Subcommittee, is as follows: Arvind Agarwal,David V. Bucci, Andrew Gouldstone, David Hart, Jan Ilavsky,
TSS President Mitch Dorfman (left) and Dr. John MarburgerIII (right), vice president for research, Stony BrookUniversity, congratulated Prof. Sanjay Sampath (center) forreceiving the JTST Volume 18 Best Paper Award. Prof.Sampath, Center for Thermal Spray Research, Stony BrookUniversity, coauthored the paper “Sensing, Control, and InSitu Measurement of Coating Properties: An IntegratedApproach Toward Establishing Process-Property Correlations”with Vasudevan Srinivasan, Alfredo Valarezo, Anirudha Vaidya,and Tilo Streibl.
Bertrand Jodoin, George Kim, Jiri Matejicek, TimMcKechnie, James Rudd, Roland Seals, Philip Shipway,Yoshiki Tsunekawa, Anirudha Vaidya, Joel Voyer, and PetriVuoristo.Congratulations are extended to the winning authors from
the JTST Editorial Board and the ASM Thermal Spray SocietyExecutive Board of Directors.
Wall Colmonoy Alloy Products Hire BusinessDevelopment Manager for Southeast USA
We are pleased to announcethat Steve Miller has joinedWall Colmonoy as BusinessDevelopment Manager for theAlloy Products Group -Southeast USA.Steve has a BS in Metallurgy
and Material Science fromCase Western ReserveUniversity. He brings 25 yearsof technical sales andengineering experience,
including nineteen at SCM Metal Products Division, wherehe provided technical support and solutions for automotiveindustry brazing applications.For more information, visit the Wall Colmonoy website
www.wallcolmonoy.com/alloyproductsgroup.html
Q42010:Layout 1 11/28/2010 9:50 PM Page 25

SPRAYTIME Fourth Quarter 201026
PEOPLE
IN
THE
NEWS
Join the ASM Thermal Spray SocietyOnline Community Forum
ASM TSS members welcome visitors to register andaccess the new searchable forum, as well as explore the
new online community.To subscribe, visit http://tss.asminternational.org,choose networking and forum for instructions.
SPRAYTIME archives are searchableVisit www.thermalspray.org and choose SPRAYTIME
to search previous issues for data.
Is Your Employee Listed? Send noticeto sprayt [email protected]
ASM Thermal Spray SocietyAnnounces New Officers and Board MembersIn accordance with its Rules of Governance, the ASM
Thermal Spray Society has elected officers and Boardmembers for 2010. Please join us in welcoming thefollowing appointments.
Mr. Charles M. Kay, Vice President, Marketing, ASBIndustries, succeeds as President of TSS, while Mr. MitchellR. Dorfman, FASM, Sulzer Metco Fellow, Sulzer Metco (US)Inc,, remains on the Board as Immediate Past President.Mr. Luc Pouliot, Vice President of Operations, TecnarAutomation Limited, is elected Vice President. Officersserve a two-year term. In addition, Mr. Douglas G. Puerta,Laboratory Director, IMR KHA - Portland, is appointedSecretary/Treasurer for a one-year term.
Elected to the Board for a three-year term is Dr. AnnBolcavage, Senior Engineering Specialist, Rolls-RoyceCorporation, Prof. Masahiro Fukumoto, ToyohashiUniversity of Technology, and Dr. Dongming Zhu, MaterialsEngineer, NASA-Glenn Research Center.
Kay Dorfman
Pouliot Puerta
Bolcavage Fukumoto Zhu
Two student members were also appointed to the Boardfor a one year term: Ms. Maya Shinozaki, first year PhDstudent in Materials Science and Metallurgy at theUniversity of Cambridge, and Mr. Wilson Wong, second yearPhD student in Mining and Materials Engineering at McGillUniversity.
For more information, visit the ASM Thermal SpraySociety at http://tss.asminternational.org
Shinozaki Wong
CenterLine HiresCorporate Purchasing Manager
CenterLine (Windsor) Ltd. is verypleased to announce that Mr.Steve Markoc has joinedCenterLine as their CorporatePurchasing Manager.
Steve has over 16 years ofexperience in the automotiveindustry. His most recent positionwas with Concours Mold in theirpurchasing department. Steve alsospent over 12 years as corporatepurchasing manager at The Windsor Machine Group. Duringhis time at Windsor Machine he concurrently managed thehuman resources department.Steve has enjoyed a number of accomplishments includingassistance in launching six new plant start-ups and negoti-ating 21 collective agreements in Canada and the UnitedStates. His industry experience will greatly assistCenterLine in its ongoing growth and diversification.CenterLine (Windsor) Limited is a recognized industry
leader in the design, manufacture and supply of a full rangeof products and services satisfying welding, metalformingand cold spray applications for the automotive, mass tran-sit, aerospace and defense industries. With over 50 years inbusiness, CenterLine is continuing to develop advancedtechnologies and processes to assist its customers inmaintaining their competitive advantage.For more information, please visit CenterLine’s website
at www.cntrline.com
Q42010:Layout 1 11/28/2010 9:50 PM Page 26

Q42010:Layout 1 11/28/2010 9:50 PM Page 27
replaces up to
Smaller. Smarter Collectors.™
Learn more. Donaldson.com/toritpowercore800.365.1331
Donaldson Torit Minneapolis, MN 55440-1299
www.donaldsontorit.com
© 2010 Donaldson Company, Inc. Minneapolis, MN
Completely packaged, fully assembled collectors up to 10,000 CFM
Strong, sleek all-welded housing
Optional energy saver package, quiet motor & smart controls
Proven PowerCore® & Ultra-Web® technology
Backed by over 400 patents and patents pending
Fewer, faster filter changes
Easy TG filter pack changeout with the new patent-pending Rotary Filter Locking mechanism
Cleaner air for welding, laser cutting, thermal spray and plasma cutting
There’s a smarter choice to capture thermally-generated dust and
fume. Donaldson Torit® PowerCore® TG—an innovative style of dust
collector packaged with powerful new technology. With a significantly
smaller footprint than most cartridge collectors and smarter, longer
lasting PowerCore filter packs, Torit PowerCore TG delivers the best
combination of footprint, appearance and performance.
ADDITIONAL SIZES TAILORED TO SPECIFIC THERMAL SPRAY APPLICATIONS COMING SOON
AONITIDDA D TEROLIAS TTAEZIL SAOMC
MREHC TIFICEPO STONOSNGIM
replaces up to
TAATCILPPY AAAY ARPL SA
eplaces up to
SONIT
dlaDonaenniM1-40545
.dwww
0 Dona1© 20
tiroTonsNM,silapo
9921
onaldsontorit.com
, Inc. Minneapolis, MNyaldson Compan
.eron mraeLwoptirot/moc.onsdlaDon
1331.56.3080erocrew
Q42010:Layout 1 11/28/2010 9:50 PM Page 28