The rope windpump
4
also played an important role in the quality of installed biogas plants. In the dissemination of biogas plants in the Hills, the BSP has also accomplished the objectives set. There is clearly a trend to reach smaller farmers as com- pared to the situation at the beginning of the programme. In relation to the position of women, all studies reveal that the introduction of biogas plants has been beneficial. The recent participation of private construction companies and the increasing involvement of NGOs are a guarantee for the continuation of the programme. It is estimated that by the end of the programme (1997), 54,000 tonnes of firewood per year will be saved; an extra 365,000 tonnes of dung in the form of slurry will be avail- able annually for agricultural purposes; and, the health and hygiene of around 18,000 families (130,000 family members) will be improved. Note 1. This assumes that 10% of all constructed biogas plants will not be operational for one reason or other. References Biogas Support Programme, 1992. ‘‘Implementation document’’, ADB/N, SNV-Nepal and GGC, Kathmandu. Britt, C., 1994. ‘‘The effects of biogas on women’s workloads in Nepal: an overview of studies conducted for the Biogas Support Programme’’, Biogas Support Pro- gramme, Kathmandu. Castro, J.F.M., Dhussa, A.K., Opdam, J.H.M., and Silwal, B.B., 1994. ‘‘Mid-term evalu- ation of the Biogas Support Programme’’. DGIS/DST/ML, the Hague. EastConsult, 1994. ‘‘BSP biogas users’ survey 1992-93’’. Biogas Support Programme, Kathmandu. Karki, A.B., Gautam, K.M., and Joshi, S.R., 1993. ‘‘Proposal for future structure of biogas sector in Nepal’’. Biogas Support Programme, Kathmandu. The rope windpump Luis Roman and Henk Holtslag Wind Energy and Water Pumping Systems, Box 3534, Managua, Nicaragua 1. Introduction After 4 years, a windpump developed in Nicaragua has proved to be reliable, cheap and easy to maintain. It can pump from wells up to 50m deep and has the same effi- ciency as traditional windpumps. A complete windpump costs US$ 400 to 600, depending on size, and users of the more than 50 windpumps installed until now are sat- isfied with it. The development of the ‘‘rope windpump’’ started in 1989 at the end of a 4-year wind energy project funded by the Dutch Government. The objective of that project was to stimulate the use of wind energy in Nicaragua. It more or less succeeded in setting up the production of a classic windpump (rotor dia. 3m) but the ‘‘modern’’ wind- pump (5m) was less successful. One problem with both models was the relatively high capital cost (US$ 2200 and US$ 4000 respectively), and loans are difficult to obtain in a country like Nicaragua [Holtslag, 1991]. This and the technical problems with production and maintenance [Van Duijvendijk, 1994] inspired a few technicians who had been working on this project to develop a low-cost wind- pump. 2. Developing the rope windpump In order to keep the cost of this windpump low it was necessary to have a ‘‘simple’’ design and to use local and standard materials. To keep maintenance cost low it was necessary to use such a technology that maintenance/re- pairs could be carried out by the user. Since the pump is a very important part in a windpump it was essential to start with a simple but proven pump type. In windpumps and handpumps the ‘‘below-ground-level part’’ often causes problems because of dynamic forces, and mainte- nance is difficult and heavy work [Smulders and de Jongh, 1993]. The ‘‘rope and washer’’ pump, a rotating pump, does not have these problems. In 1989 there existed in Nicaragua an improved rope-and-washer hand-pump (bomba de mecate), which during some 8 years had been developed into a simple, reliable and cheap hand-pump. It had also proved that users could (and did!) maintain it. More than 6,000 of this type of handpump have now been installed in Nicaragua [Alberts and Meza, 1993; Holtslag, 1994]. The rope windpump design is based on this rope pump. The first rope windpump looked like the mathe- matical symbol π and had a low-solidity rotor. The head was in a fixed position which was possible because in Nicaragua the wind is mainly unidirectional. The pump pulley was directly connected to the rotor shaft by a rope. From this rather basic design it soon became clear that the manual securing required to protect the rotor in stormy weather would cause problems. With no storm protection it was felt that the system would end up on the scrap heap. Low cost must not mean technically inferior. In 1990 a safety system was added and several rope wind- pumps were installed. Figures 1 and 2 show the schematic drawing and a photograph of the rope windpump. The windpumps were visited regularly to observe the technical and maintenance problems. Where needed, the design was adapted and more windpumps were installed with a total of 25 at the end of 1993. 3. Actual design The actual design has components of both traditional and modern designs. The safety/orientation system is based on a modern Dutch design (the CWD 2000, developed by Consultancy Services Wind Energy Developing Countries Holland in 1985) and consists of an eccentric rotor and hinged tail vane. The rotating movement of the rotor is directly transmitted by pulleys and a rope to the pump shaft. A third pulley on this shaft pulls up the pump rope with pistons through the pump tube, thus lifting up the water. Shock forces, often a problem in piston pumps, do not exist in this design since both the transmission and ‘‘pump rod’’ have a rotating movement. As a back-up sys- tem a handle can be mounted on the pump shaft and water can be pumped by hand if it is needed on windless days. A slotted pump-shaft ‘‘bearing’’ allows the millhead to Energy for Sustainable Development ! Volume I No. 6 ! March 1995 Letters 40
-
Upload
luis-roman -
Category
Documents
-
view
212 -
download
0
Transcript of The rope windpump

also played an important role in the quality of installedbiogas plants. In the dissemination of biogas plants in theHills, the BSP has also accomplished the objectives set.There is clearly a trend to reach smaller farmers as com-pared to the situation at the beginning of the programme.In relation to the position of women, all studies revealthat the introduction of biogas plants has been beneficial.The recent participation of private construction companiesand the increasing involvement of NGOs are a guaranteefor the continuation of the programme.
It is estimated that by the end of the programme (1997),54,000 tonnes of firewood per year will be saved; an extra365,000 tonnes of dung in the form of slurry will be avail-able annually for agricultural purposes; and, the healthand hygiene of around 18,000 families (130,000 family
members) will be improved.
Note1. This assumes that 10% of all constructed biogas plants will not be operational
for one reason or other.
ReferencesBiogas Support Programme, 1992. ‘‘Implementation document’’, ADB/N, SNV-Nepaland GGC, Kathmandu.Britt, C., 1994. ‘‘The effects of biogas on women’s workloads in Nepal: an overviewof studies conducted for the Biogas Support Programme’’, Biogas Support Pro-gramme, Kathmandu.Castro, J.F.M., Dhussa, A.K., Opdam, J.H.M., and Silwal, B.B., 1994. ‘‘Mid-term evalu-ation of the Biogas Support Programme’’. DGIS/DST/ML, the Hague.EastConsult, 1994. ‘‘BSP biogas users’ survey 1992-93’’. Biogas Support Programme,Kathmandu.
Karki, A.B., Gautam, K.M., and Joshi, S.R., 1993. ‘‘Proposal for future structure ofbiogas sector in Nepal’’. Biogas Support Programme, Kathmandu.
The rope windpumpLuis Roman and Henk Holtslag
Wind Energy and Water Pumping Systems, Box 3534,Managua, Nicaragua
1. IntroductionAfter 4 years, a windpump developed in Nicaragua hasproved to be reliable, cheap and easy to maintain. It canpump from wells up to 50m deep and has the same effi-ciency as traditional windpumps. A complete windpumpcosts US$ 400 to 600, depending on size, and users ofthe more than 50 windpumps installed until now are sat-isfied with it.
The development of the ‘‘rope windpump’’ started in1989 at the end of a 4-year wind energy project fundedby the Dutch Government. The objective of that projectwas to stimulate the use of wind energy in Nicaragua. Itmore or less succeeded in setting up the production of aclassic windpump (rotor dia. 3m) but the ‘‘modern’’ wind-pump (5m) was less successful. One problem with bothmodels was the relatively high capital cost (US$ 2200 andUS$ 4000 respectively), and loans are difficult to obtainin a country like Nicaragua [Holtslag, 1991]. This and thetechnical problems with production and maintenance [VanDuijvendijk, 1994] inspired a few technicians who hadbeen working on this project to develop a low-cost wind-pump.
2. Developing the rope windpumpIn order to keep the cost of this windpump low it wasnecessary to have a ‘‘simple’’ design and to use local andstandard materials. To keep maintenance cost low it wasnecessary to use such a technology that maintenance/re-pairs could be carried out by the user. Since the pump isa very important part in a windpump it was essential tostart with a simple but proven pump type. In windpumpsand handpumps the ‘‘below-ground-level part’’ oftencauses problems because of dynamic forces, and mainte-nance is difficult and heavy work [Smulders and deJongh, 1993]. The ‘‘rope and washer’’ pump, a rotating
pump, does not have these problems. In 1989 there existedin Nicaragua an improved rope-and-washer hand-pump(bomba de mecate), which during some 8 years had beendeveloped into a simple, reliable and cheap hand-pump.It had also proved that users could (and did!) maintain it.More than 6,000 of this type of handpump have now beeninstalled in Nicaragua [Alberts and Meza, 1993; Holtslag,1994]. The rope windpump design is based on this ropepump. The first rope windpump looked like the mathe-matical symbol π and had a low-solidity rotor. The headwas in a fixed position which was possible because inNicaragua the wind is mainly unidirectional. The pumppulley was directly connected to the rotor shaft by a rope.From this rather basic design it soon became clear thatthe manual securing required to protect the rotor in stormyweather would cause problems. With no storm protectionit was felt that the system would end up on the scrapheap. Low cost must not mean technically inferior. In1990 a safety system was added and several rope wind-pumps were installed. Figures 1 and 2 show the schematicdrawing and a photograph of the rope windpump. Thewindpumps were visited regularly to observe the technicaland maintenance problems. Where needed, the design wasadapted and more windpumps were installed with a totalof 25 at the end of 1993.
3. Actual designThe actual design has components of both traditional andmodern designs. The safety/orientation system is based ona modern Dutch design (the CWD 2000, developed byConsultancy Services Wind Energy Developing CountriesHolland in 1985) and consists of an eccentric rotor andhinged tail vane. The rotating movement of the rotor isdirectly transmitted by pulleys and a rope to the pumpshaft. A third pulley on this shaft pulls up the pump ropewith pistons through the pump tube, thus lifting up thewater. Shock forces, often a problem in piston pumps, donot exist in this design since both the transmission and‘‘pump rod’’ have a rotating movement. As a back-up sys-tem a handle can be mounted on the pump shaft and watercan be pumped by hand if it is needed on windless days.A slotted pump-shaft ‘‘bearing’’ allows the millhead to
Energy for Sustainable Development ! Volume I No. 6 ! March 1995
Letters
40

rotate some 270 degrees. In case of ‘‘back’’ wind or stormthe rope ‘‘automatically’’ comes off, leaving the head‘‘free’’. (Tests are currently going on with a head that canturn around completely.)The rope windpump basically consists of 5 parts.1. The rotor is welded and has 4 or 6 wings. Spars and
shafts are made of tubes, in order to reduce weight.2. The tail with a hinged vane.3. The millhead consists of a tube and a welded angle
iron construction. The ‘‘bearings’’, made of hard-wood soaked in oil, have proved very durable. Theadvantage of these bearings, besides their beingcheap, is that they make an alarming sound whenthey need lubrication. (If a modern ball-bearingmakes a sound it is often too late for lubrication!)The pulleys are made from (used) car tires forminga rubber V-pulley.
4. The three-legged tower is welded and the founda-tions are made of angle iron with a reinforced con-crete base.
5. The pump, like the rope-and-washer handpump, con-sists of light PVC tube (1⁄2, 3⁄4 or 1″, i.e., 1.27, 1.90 or2.54 cm) and a rope with PE pistons. Even from a50m well, the pump can be lifted without any tools.Because of the low solidity and light rotor with smallwings, thrust and gyroscopic forces (in storm condi-tions) are low. This and the absence of shock forcespermit a light overall structure, which lowers the pro-duction and material cost. For example, a rope wind-pump with a 10m tower and a 3.6m rotor has a totalweight of 140 kg, while a traditional windpump withthe same capacity weighs 400 to 600 kg.
4. Battery-chargingSince the rope windpump has a horizontal rotating(pump)shaft at ‘‘ground’’ level, it can be used for otherpurposes as well. For instance, a small generator can beconnected for battery-charging. At this moment the work-shop that produces the rope windpump is testing this com-bination with a Chinese permanent magnet generator of200W. (The cost of this generator is about US$ 200.) Fig-ure 3 shows the arrangement for battery-charging.
5. Production, installation and maintenanceThe workshop in Managua that developed and now pro-duces the rope windpump has sold some 50 of them untilnow. The main part is sold to private farmers and ismostly used for cattle watering and domestic use. Theother part is used for small-scale irrigation, mainly fi-nanced (by credits) by CESADE, a local development or-ganization. (The technical assistance to both CESADE andthe workshop is now supported by Dienst over Grenzen,DOG, a Dutch NGO, and financed by PSO, a Dutch Gov-ernment institute.) The time needed to produce a ropewindpump with low- or medium-skilled technicians is 50to 100 man-hours in a workshop with hand equipmentsuch as a welding machine, grinder, drilling machines andstandard handtools. No lathe is needed. The completewindpump can be transported on a small pick-up van and
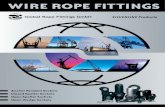
Fig. 1. Drawing of rope windpump.
Key: a. Rotor b. Millhead c. Pulley d. Hinged tail vane e. Wire for de-orientation f.Platform g. Transmission rope h. 3-legged tower i. Handle for manual pumping j.Pulley for transmission rope k. Pump shaft l. Pulley for pump rope m. Water outletn. Platform o. Pump support p. Pump tube (PVC) q. Pistons (PE)
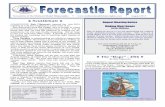
Fig. 2. Rope windpump (at Leon, north Nicaragua): pumping from a 40mdeep well for cattle watering (watering 100 head of cattle).
Energy for Sustainable Development ! Volume I No. 6 ! March 1995
Letters
41

it is installed, in 4 to 6 hours, in co-operation with theusers. At the same time the user is instructed on how toadjust and maintain the windpump. This maintenance con-sists of adjusting the pump and transmission rope and put-ting a few drops of oil in the ‘‘bearings’’ every month.Figure 4 shows the drawings the user gets, indicating thetype of maintenance required. The cost of maintenancedepends very much on the use of the windpump. Experi-ence until now has shown that the piston rope and trans-mission rope wear out first (in 3 to 6 months). The pistonstake longer before they need renewal, depending on theuse. The cost of maintenance per year is between US$ 30and 70.
6. Technical dataThe price of the rope windpump depends on the size ofrotor and tower. Table 1 summarizes some of the impor-tant characteristics of the presently operational wind-pumps. There are currently two rotor sizes, 2.4 and 3m.A rotor of 3.6m is currently being tested. The windpumpis guaranteed for one year.
7. ProblemsDuring the first two years there were several technicalproblems with rotor and tail construction, pump guideblock and other parts, and many improvements were nec-essary. However, the basic design and dimensions haveremained the same, so the several main parts are still in-terchangeable. More difficult to solve is the problem ofconvincing the users that preventive maintenance is es-sential. This consists of adjusting the transmission ropebefore it starts slipping and preventing the fixing of thetail to the tower. Experience till now has shown that ittakes one or two broken (‘‘burned’’) ropes before users‘‘see’’’ the need for maintenance.
8. ConclusionAlthough improvements are possible it is interesting tosee that even the first windpumps, installed 4 years ago,are maintained and still working. The reason seems to bethat the rope windpump has no hidden, ‘‘complicated’’parts and with some explanation, users understand how itworks. Hence they can maintain and repair it themselveswith locally available materials (like rope, pistons, PVCtube), and without the need of a skilled (expensive) tech-
nician. Besides the fact of the pump being cheap, this maybe a reason why the rope windpump is becoming verypopular in Nicaragua.
ReferencesAlberts, H., and Meza, R., 1993. ‘‘How the rope pump won in Nicaragua’’, Waterlines,Vol. 12.
Table 1. Summary of the characteristics of windpumps
Cost of 2.4m rotor windpump US$ 400
Cost of 3m rotor windpump US$ 600
Cost of installation US$ 90
Cost of transport US$ 0.5/km
Max total head (rotor dia. of 3m) 50m
Water output (10m head, at a windspeed of 4.5 m/s) 33 l/min
Tower height 10m
Max. elevation above ground level 4m
Fig. 3. A generator can be mounted (to the lower horizontal shaft) forbattery charging.
Fig. 4. Steps in maintenance of rope windpump.Explanation of drawings:a.Before executing any maintenance, turn the rotor out of the wind and secure it.b.Adjust the transmission rope in such a way that the shaft is in the centre of theslotted hole. Note: Never allow the shaft to reach the bottom of the hole becausethis will wear out the rope.c.Adjust the pump rope in such a way that this rope is just tense when the pumpshaft is in its upper position.
Energy for Sustainable Development ! Volume I No. 6 ! March 1995
Letters
42

Duijvendijk, M. van, 1994. ‘‘Reasons for windpump failures in developing countries’’.Paper presented at a Workshop for Latin American countries, organized by Univer-sidad Uniandes, Bogota, Colombia, University of Reading, UK, and Technology Uni-versity of Eindhoven, the Netherlands.Holtslag, H., 1994. ‘‘New developments in low-cost waterpumping’’, Energy for Sus-tainable Development. Vol. I, no. 2, July.
Holtslag, H.. 1991. ‘‘Field experience of project with CWD and traditional wind-pumps’’. Paper presented at International workshop on wind energy, organized byE.C.N. Petten, the Netherlands.Smulders, P., and de Jongh, J., 1993. ‘‘Windwaterpumping: status, prospectsand barriers’’, Renewable Energy Development (RED), Box 513, 5600 MB Eind-hoven, the Netherlands.
Performance characteristicsof a solid-phase biogasfermentorH.N. Chanakya[1], N.K. Ganguli, V. Anand,and K.S. Jagadish
Centre for the Application of Science and Technology toRural Areas (ASTRA), Indian Institute of Science, Ban-galore 560 012, India
1. IntroductionFamily-sized biogas plants using animal dung as feed-stock have been well established in developing countries.However, the short supply of dung has prompted attemptsto use alternative feedstocks, namely, biomass residues(weeds, tree leaves and litter, agro residues, etc.). Con-ventional Indian dung-based fermentors are unsuitable forthese biomass feedstocks because these feedstocks floatand do not permit semi-continuous operation. Pretreatingfeedstocks to suit slurry fermentation is not viable inpower-starved rural areas. Solid-state biogas fermentationwith or without a separate methanizer is an attractive al-ternative to the above and avoids these problems, espe-cially floating [Rijkens, 1981; Ghosh, 1990; Richards etal., 1991; Chanakya et al., 1992, 1993a,b]. However, therehas been very little effort to simplify these fermentors foruse in rural areas (in India) where significant potentialexists for their application and sustained use [Ravin-dranath and Chanakya, 1986]. Semi-continuously fedsolid-phase fermentation may be achieved by maintaininga bed of decomposing mass:a. in which simple compounds in biomass feedstocks
leading to rapid volatile fatty acid (VFA) accumulationare firstly removed by an aerobic pretreatment step[Ten Brummeler and Koster, 1990] which sacrificesabout 30-40% of the gas potential; or
b. which functions as a leached bed reactor, in which adaily liquid recycle prevents accumulation of inhibi-tory concentrations of VFA intermediates in the bed[Chanakya et al., 1993a,b].
The latter option permits a single reactor configurationand is capable of accepting untreated and intact biomassas feedstock and is therefore ideal for rural applications.The potential for its use in a weekly-fed mode and thefeasibility for continuous operation have been examinedhere.
2. The solid phase fermentor – design andoperationA 280l fermentor used in this study (Figure 1) was fed
untreated and intact annual weed and tree leaf biomassonce a week by lifting the cover and spreading 7kg offresh feed over the previous week’s feed (equivalent to0.57 kg total solids (TS)/m3d). Various feeds were usedto emulate field conditions (mixed biomass feedstock).After feeding (15-20 min.), the cover was replaced andthe biomass bed within was sprinkled with a recycled liq-uid phase using a recirculation pump. Sprinkling was car-ried out once daily for 20 min. at 110 l/m3d and the liquidphase was recycled unchanged throughout the study. Atotal of three runs were carried out between August 1990and August 1991 (Runs 1, 2 and 3, Table 1). The designsof the fermentors used in all the three runs were similar,except during Run 1 only one sprinkler was employedwhile in Runs 2 and 3 four sprinklers were used. Studieswere carried out under ambient conditions outside the AS-TRA laboratory without temperature control. No spentmaterial was removed in all the runs.
The biomass feedstocks used are listed in Table 1. Di-luted (1:4) and filtered outlet slurry of a cattle dungbiogas plant was used as the starting inoculum along witha 30cm layer of decomposed bed from the previous run(in Runs 2 and 3). The VFA and gas composition of theliquid and gas phases were determined using a gas chro-matograph [Chanakya et al., 1992]. The chemical compo-sition of the feedstock was determined by sequentialsolubilization [Chesson, 1978] which gave seven fractions
Fig. 1. Pilot scale (280l) solid-phase fermentor used in the study.
NotesThe biomass bed was established on a restraining mesh which preventedany accumulation of liquid in the bed. The gas produced from the bedwas collected in the gas-holder and monitored daily. To feed, the removablecover was lifted and fresh feed spread over the existing biomass bed. Thefermentor was operated in a fed-batch mode without spent feed removal.
Energy for Sustainable Development ! Volume I No. 6 ! March 1995
Letters
43