
THE QUALITY ASSURANCE PROCESS FOR SUPPLIERS TO HUSQVARNA ... · PDF file3. Flow chart Quality...
19
Rev no: 3 Doc no: RMAN-7EMKFS Management system Quality & Environment Author Approver Runo Malkolmsson Eric Stegemyr Date: Type: Template Title: Quality Assurance Husqvarna AB, Product Category OC, Rider References THE QUALITY ASSURANCE PROCESS FOR SUPPLIERS TO HUSQVARNA AB, PRODUCT CATEGORY OC, Rider Page 1 of 19
Transcript of THE QUALITY ASSURANCE PROCESS FOR SUPPLIERS TO HUSQVARNA ... · PDF file3. Flow chart Quality...
Rev no: 3 Doc no: RMAN-7EMKFS
Management system Quality & Environment
Author Approver
Runo Malkolmsson Eric Stegemyr
Date:
Type: Template
Title: Quality Assurance Husqvarna AB, Product Category OC, Rider References
THE QUALITY ASSURANCE PROCESS
FOR SUPPLIERS TO HUSQVARNA AB, PRODUCT CATEGORY OC, Rider
Page 1 of 19
Table of contents
1. Introduction ................................................................................................................................3 2. Part approval ..............................................................................................................................3 3. Flow chart Quality Assurance Process ....................................................................................4 4. The contents in the Quality Assurance Plan (QAP) ...............................................................5 5. Appendix 1. Process Flowchart Example ................................................................................9 6. Appendix 3. Control plan Example ........................................................................................11 7. Appendix 4.A Part Submission Warrant, form bl 1001 Example .......................................12 8. Appendix 4.B Part Submission Warrant, form bl. 1001 ......................................................13 9. Appendix 5 Quality Assurance Plan ......................................................................................14 10. Appendix 6: FMEA Form bl. 33 ..........................................................15 11. Appendix 7: Control Plan Form bl. 135 .............................................................................16 12. Apendix 8 MEASURING RECORD Form bl.214E .........................................................17 13. Appendix 9 Marking of test samples ..................................................................................18 14. Appendix 10 Part Submission Warrant Form bl. 1001 .................Fel! Bokmärket är inte definierat.
Page 2 of 19
1. Introduction
Suppliers to Husqvarna AB, product category OC (=Rider) have to comply with a quality assurance process. The basis in this process is taken from APQP and PPAP and TS 16949. Husqvarna AB, Product Category OC use a subset of the requirements in these standards. The aim with TS 16949 is to harmonize the companies different requirements of the suppliers and to help suppliers to develop their quality work. Furthermore TS 16949 shall result in improvements, prevention of problems and reduction of variations. It also should be a starting point for a close cooperation between companies and their suppliers. In the following document the quality assurance process for suppliers to Husqvarna AB, product category OC is presented. Deviations from TS 16949 as well as deviations towards Husqvarna AB comprehensive routine for quality assurance do occur. Those cases are specifically noted. In the text there are some references to some forms that are standard forms at Husqvarna AB. The forms are examples that might be used in the quality work and can be ordered from Husqvarna AB. After agreement with Husqvarna AB other forms can be used.
2. Part approval
Before the start of serial delivery to Husqvarna AB, product category OC a part approval is always required in the following cases:
New part Correction of non-approved part Change of specification according to Engineering Change Order (ECO) New/changed material or new design of previously approved part New, replaced, changed or reconditioned tool Changes in production process Changes in manufacturing method Change of manufacturing location Changes of sub parts (Primary supplier has the responsibility) If the part has not been manufactured during the last twelve months period
If its not clear whether approval is required or not, please contact the approval authority at Husqvarna AB, product category OC. The level of extent for the verification points mentioned above is for new parts anchored at the offer- and order procedure and will be designated with the following levels:
A. UP according to Level 2 B. UP/PPAP in accordance with Husqvarna Quality Assurance Plan (QAP) Level 3
.
Page 3 of 19
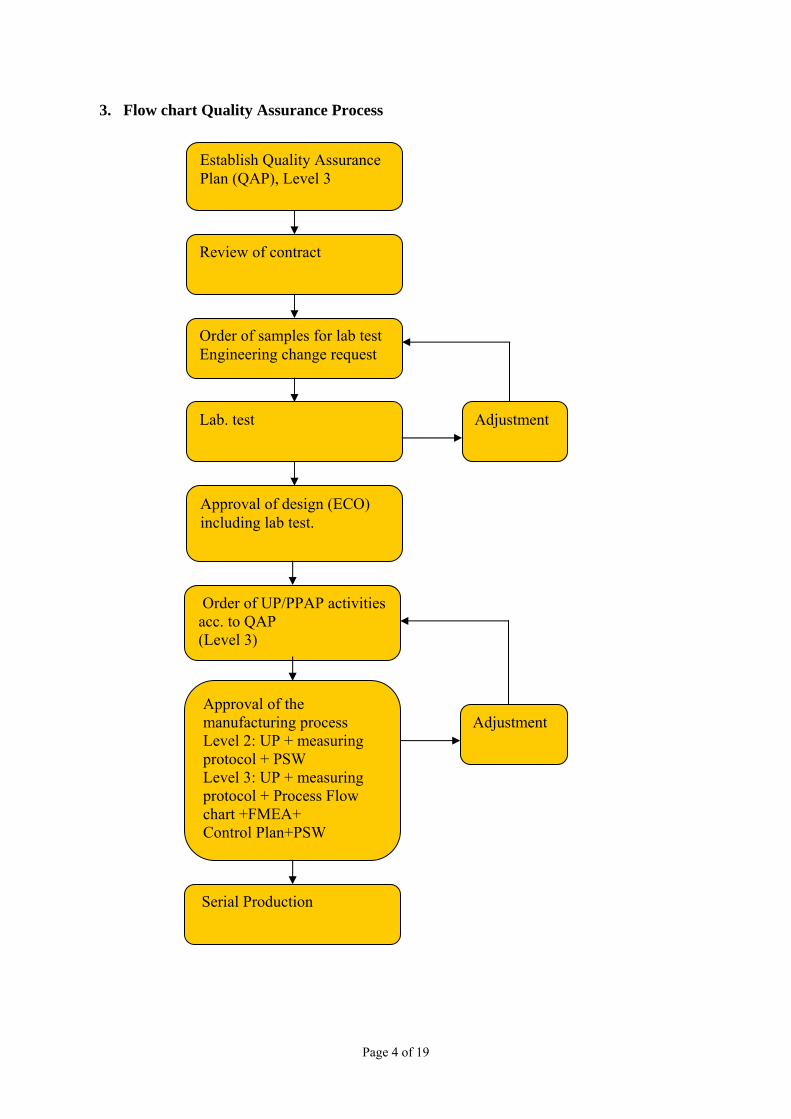
3. Flow chart Quality Assurance Process
Establish Quality Assurance Plan (QAP), Level 3
Review of contract
Order of samples for lab test Engineering change request
Lab. test
Approval of the manufacturing process Level 2: UP + measuring protocol + PSW Level 3: UP + measuring protocol + Process Flow chart +FMEA+ Control Plan+PSW
Order of UP/PPAP activities acc. to QAP (Level 3)
Approval of design (ECO) including lab test.
Adjustment
Adjustment
Serial Production
Page 4 of 19
4. The contents in the Quality Assurance Plan (QAP)
The quality assurance plan, according to appendix 5, is a checklist for all activities from order to production start. It is primarily focussed on quality, but does also contain other important steps in the preparations for production. The purpose of establishing a quality assurance plan is to use a structural way of working with new or changed parts/components, to reach the desired quality. The quality assurance plan is anchored with the supplier at the offer- and order procedure. Through this the supplier has the responsibility for all activities in the quality assurance plan, and is also obliged to inform Husqvarna AB, product category OC about deviations in the plan. Husqvarna is planning its activities in line with the quality assurance plan. For that reason it is very important that all delays in the time schedule are reported immediately to Husqvarna AB, product category OC. In the following text all the positions in the quality assurance plan applied by product category OC are described.
Position 1.1 Process Flow Chart A flow chart of the process has to be drawn. This is a chart that describes the
manufacturing process and the material flows. The aim is to get an understanding of how the parts/components are manufactured. An example of a process flow chart is shown in appendix 1.
The supplier shall, when Level 3 is required, show a written process flow chart.
Latest together with UP and measuring protocols delivery.
Position 1.2 Risk assessment A risk assessment of all quality- and environmental aspects of all operations in the
process flow chart has to be done. This is a systematic review of the process with the aim of identifying all the potential risks, and to give proposals for how to eliminate them. To accomplish a risk assessment the method FMEA can be used according to form bl.33E. It is not a requirement to use FMEA, other methods are also applicable. In appendix 2 an example of an FMEA is shown.
The results shall, when Level 3 is required, be presented for Husqvarna AB in a
written document. Latest together with UP and measuring protocols delivery.
Position 1.3 Control Plan A control plan of all control activities during the manufacturing process has to be
done. A control activity means a dominant quality- or environment factor in the process that is important to verify and check, in order that the part/component will be correct and the environmental impact will be controlled. The activities are among other things identified in the risk assessment. For each control activity a method for checking and verifying the manufacturing process shall be drawn up.
Page 5 of 19
For working out a control plan form bl.135 can be used. In appendix 3 an example of a control plan is shown.
The results shall, when Level 3 is required,be presented for Husqvarna AB in a written
document. Latest together with UP and measuring protocols delivery.
Position 1.4-1.6: Currently not applicable for product category OC
Position 1.7 Quality assurance for sub suppliers In those cases when a supplier to Husqvarna AB uses a sub supplier they have to show
how the quality and the environmental aspects of the part/component in question are assured.
Position 1.8 Traceability If the part/component is consequence classed traceability is required, referring to
standard/routine.
The supplier shall on request be able to show the standard/routine that is used. Position 1.9 Packaging and load carrier
The supplier has to use packaging and load carrier as described in the Husqvarna AB, product category OC routines.
The supplier shall on request, for an example by attaching photos, show how they are
going to pack the parts/components.
Position 1.10: Work Fixture When work fixtures are needed to secure the process a photo shall be sent to
Husqvarna. The results shall be presented for Husqvarna AB in a written document.
Latest together with UP and measuring protocols delivery.
Position 2.1-2.3: Will be carried out through the contract review.
Position 3.x: Verification activities (Approval of the Manufacturing process)
The Production Part Approval Process is carried out to approve the parts/components for serial production. Acceptance will be given if the supplier in full has understood all the requirements and specifications set up by Husqvarna AB, and has the conditions to produce the products in serial production according to the requirements and specifications. The verification activities contains dimensional tests, test samples, documentation and results for activities as shown below including a presentation of
Page 6 of 19
the material test, appearance test and / or specified function requirements shall be sent to Husqvarna AB, product category OC together with a signed “Part Submission Warrant”. After the approval of PPAP the supplier is not allowed to make any changes in the production process without a new approval by Husqvarna AB, product category OC.
The approval authority at Husqvarna AB, product category OC assesses the approval request including documentation and samples. The decision may be: • Approved – The part meets all the requirements. The supplier may start deliver
according to delivery plan.
• Temporary approval – The part does not meet all the requirements. The supplier may deliver a limited quantity of parts during a limited time. Corrective actions have to be approved by Husqvarna AB and shall start immediately. The results of the corrective actions shall be presented to the agreed extent in the new approval request.
• Not approved – The part does not meet all the requirements. The supplier may not
deliver. A new approval request shall be sent to the approval authority and be approved before the delivery may start.
Position 3.1. Dimensional tests Dimensional tests (UP) imply tests to check the conformity between the performance
in the technical basis and the result that is obtained in the equipment intended for serial production.
The dimensional tests have to be representative for the forthcoming production and
shall be manufactured in the equipment, in the material, with the operators and with the process settings intended for serial production.
If a tool has more than one cavity dimensional tests have to be done in each cavity.
All the cavities shall be identifiable. If no other agreement has been made in the contract, the number of dimensional tests shall be at least 5, of which 3 has to be measured. If there are more than one tool room the number of dimensional tests shall be at least 3 from each tool room, of which at least 1 shall be measured.
All measures and specifications on the drawings shall be presented in a report with
clear references between the drawings and the report. Indicating measuring equipment shall be performed and the type of measuring
equipment shall be specified in the report. Material tests
Material tests shall be performed on all parts where chemical/metallurgical requirements are specified. If the supplier does not have the possibility to perform all these tests by himself it is necessary to turn to a third party for a traceable certificate.
Page 7 of 19
Appearance
If the specification of the appearance of the part is very important the result shall be presented. This concerns in the first place coloured parts.
Function The supplier shall perform functional tests and the results shall be presented if the specification contains functional requirements.
If the design/manufacturing process will be changed it is sufficient to measure only the measures affected by the change. For that reason it is very important to include documentation about the change in the approval request.
To avoid misunderstandings of the requirements the person performing the measuring should have a very good knowledge of the function of the part. The supplier has the responsibility for meeting all the requirements in the specifications. If there are any deviations corrective actions must be taken in order to fulfil all the requirements.
If the supplier doesn´t meet the requirements an investigation of the deviations has to be done before the results are sent to Husqvarna AB.
It is allowed to use the standards of the supplier in those cases they meet the standards of Husqvarna AB.
The results of the tests can be presented in the form:
• Measuring record, dimensional tests, form bl.214E, See appendix 8
The results together with the Part Submission Warrant have to be enclosed with the delivery to Husqvarna AB. All packages with test samples shall be marked in accordance with appendix 9.
Position 3.2-3.3: Currently not applicable for product category OC Position 3.4. Part Submission Warrant
At the approval request the form ”Part Submission Warrant”, form bl. 1001 shall be used. An explanation of how to complete it is shown in Appendix 4A-B.
Page 8 of 19
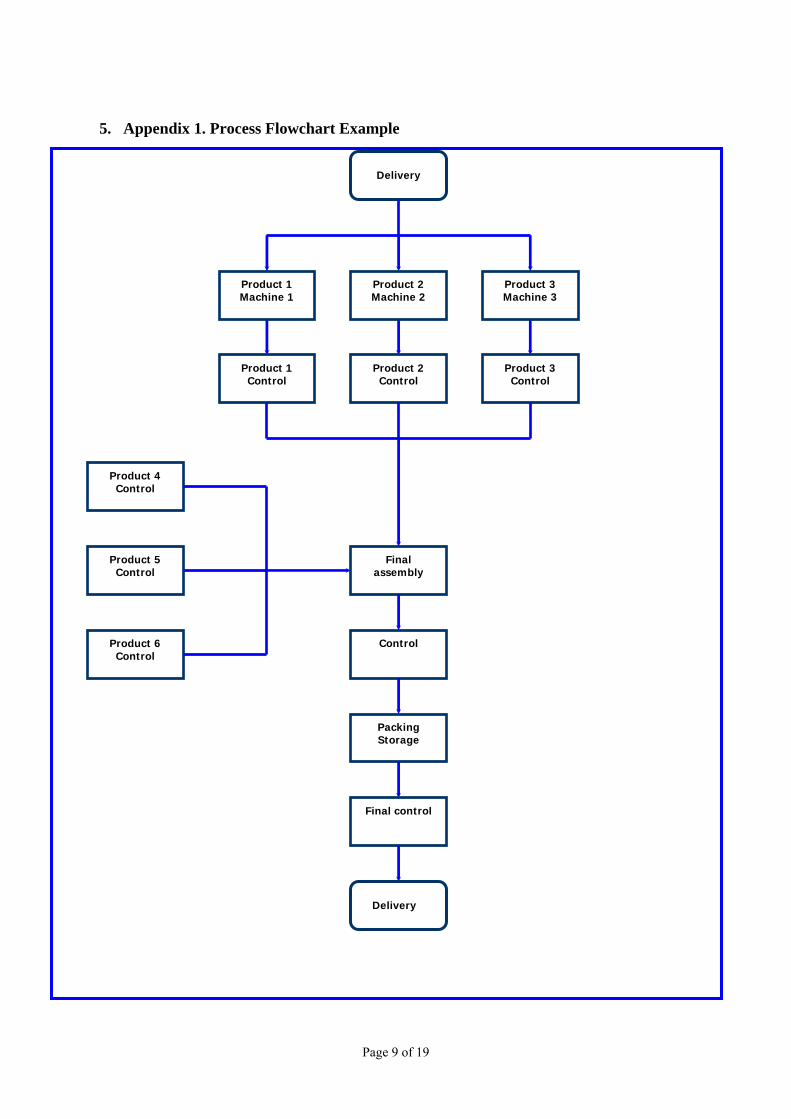
5. Appendix 1. Process Flowchart Example
Delivery
Product 1 Machine 1
Product 2 Machine 2
Product 3 Machine 3
Product 1 Control
Product 2 Control
Product 3 Control
Final assembly
Product 4 Control
Product 5 Control
Product 6 Control
Control
Packing Storage
Final control
Delivery
Page 9 of 19
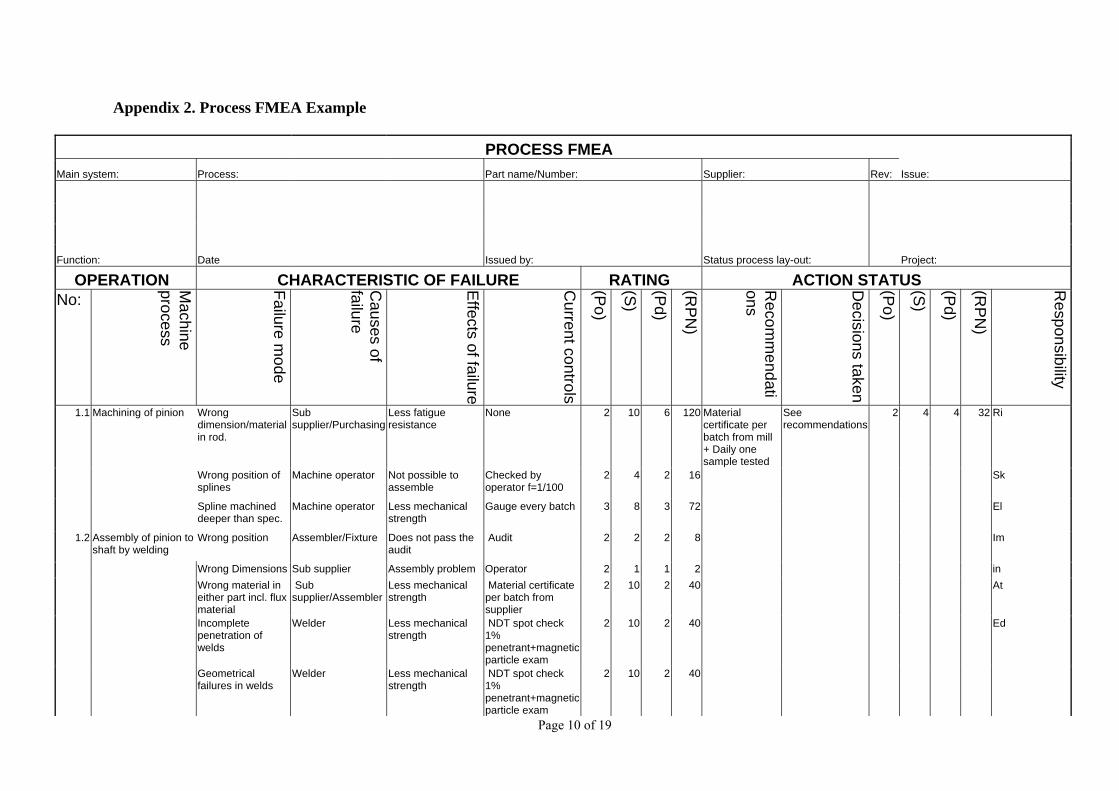
Appendix 2. Process FMEA Example
PROCESS FMEA Main system: Process: Part name/Number: Supplier: Rev: Issue:
Function: Date Issued by: Status process lay-out: Project:
OPERATION CHARACTERISTIC OF FAILURE RATING ACTION STATUS No:
Machine
process
Failure mode
Causes of
failure
Effects of failure
Current controls
(Po)
(S)
(Pd)
(RP
N)
Recom
mendati
ons
Decisions taken
(Po)
(S)
(Pd)
(RP
N)
Responsibility
1.1 Machining of pinion Wrong dimension/material in rod.
Sub supplier/Purchasing
Less fatigue resistance
None 2 10 6 120 Material certificate per batch from mill + Daily one sample tested
See recommendations
2 4 4 32 Ri
Wrong position of splines
Machine operator Not possible to assemble
Checked by operator f=1/100
2 4 2 k 1 6 S
Spline machined deeper than spec.
Machine operator Less mechanical strength
Gauge every batch 3 8 3 72 El
1.2 Assembly of pinion to shaft by welding
Wrong position Assembler/Fixture Does not pass the audit
Audit 2 2 2 8 Im
Wrong Dimensions Sub supplier Assembly problem Operator 2 1 1 2 in Wrong material in
either part incl. flux material
Sub supplier/Assembler
Less mechanical strength
Material certificate per batch from supplier
2 10 2 40 At
Incomplete penetration of welds
Welder Less mechanical strength
NDT spot check 1% penetrant+magnetic particle exam
2 10 2 40 Ed
Geometrical failures in welds
Welder Less mechanical strength
NDT spot check 1% penetrant+magnetic particle exam
2 10 2 40
Page 10 of 19
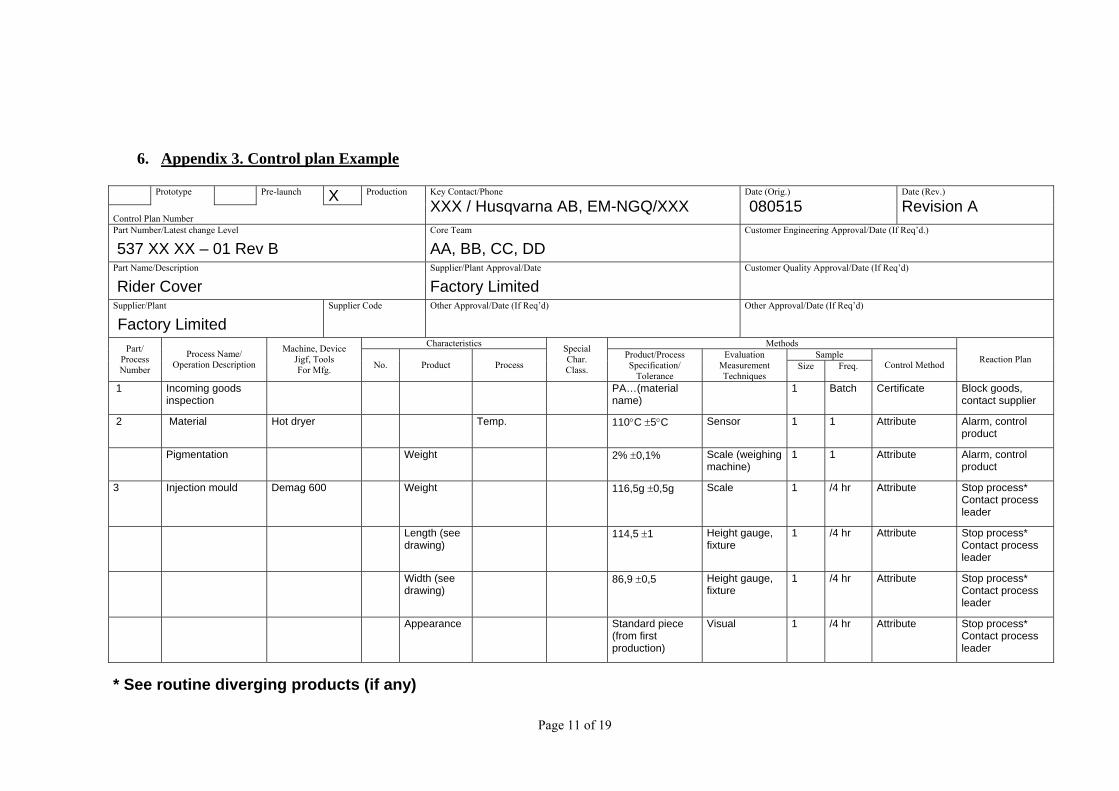
6. Appendix 3. Control plan Example
X Prototype Pre-launch Production Key Contact/Phone Date (Orig.) Date (Rev.)
XXX / Husqvarna AB, EM-NGQ/XXX 080515 Revision A Control Plan Number
Core Team Part Number/Latest change Level Customer Engineering Approval/Date (If Req’d.)
537 XX XX – 01 Rev B AA, BB, CC, DD Supplier/Plant Approval/Date Part Name/Description Customer Quality Approval/Date (If Req’d)
Rider Cover Factory Limited Supplier/Plant Supplier Code Other Approval/Date (If Req’d) Other Approval/Date (If Req’d)
Factory Limited
Characteristics Methods Sample Part/ Machine, Device Special Process Name/ Product/Process Evaluation Process Jigf, Tools Char. Reaction Plan Operation Description No. Product Process Control Method Specification/ Measurement Size Freq. Number For Mfg. Class. Tolerance Techniques
1 Incoming goods inspection
PA…(material name)
1 Batch Certificate Block goods, contact supplier
2 Material Hot dryer Temp. Sensor 1 1 Attribute Alarm, control product
110°C ±5°C
Pigmentation Weight Scale (weighing machine)
1 1 Attribute Alarm, control product
2% ±0,1%
3 Injection mould Demag 600 Weight Scale 1 /4 hr Attribute Stop process* Contact process leader
116,5g ±0,5g
Length (see drawing)
Height gauge, fixture
1 /4 hr Attribute Stop process* Contact process leader
114,5 ±1
Width (see drawing)
Height gauge, fixture
1 /4 hr Attribute Stop process* Contact process leader
86,9 ±0,5
Appearance Standard piece (from first production)
Visual 1 /4 hr Attribute Stop process* Contact process leader
* See routine diverging products (if any)
Page 11 of 19
7. Appendix 4.A Part Submission Warrant, form bl 1001 Example
Part information 1. Part name 2. Husqvarna AB part number
3. Engineering Drawing Change level
4. Supplier name
5. Supplier address
6. Application
7. Weight
8. Project
9. Safety and/or Government regulation 10. Submission information
11. Customer Name/Division
12. Purchase order number
13. Reason for submission
14. Requested submission level. Level 3 is valid if no other agreement has been done. If an other level is mentioned refer to the person that has done the agreement. Controlplan and FMEA are presented according to the quality assurance plan.
15. Submission results. Put a cross in an appropriate square.
16. Put a cross in an appropriate square. If ”NO” notify the cause under “COMMENTS”
17. Possible comments
18. Supplier Authorized Signature
19. For Husqvarna AB use only
Page 12 of 19
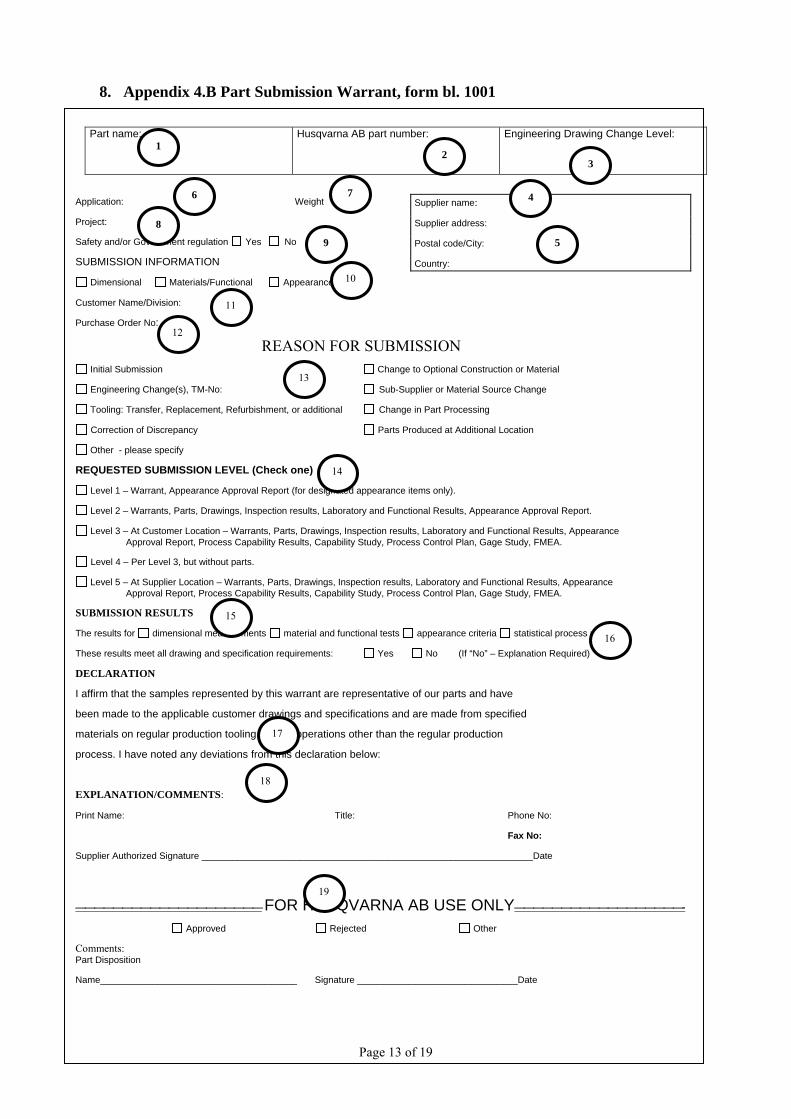
8. Appendix 4.B Part Submission Warrant, form bl. 1001
Part name: Husqvarna AB part number: Engineering Drawing Change Level:
Application: Weight g
Project:
Safety and/or Government regulation Yes No
SUBMISSION INFORMATION
Dimensional Materials/Functional Appearance
Customer Name/Division:
Purchase Order No:
REASON FOR SUBMISSION Initial Submission Change to Optional Construction or Material
Engineering Change(s), TM-No: Sub-Supplier or Material Source Change
Tooling: Transfer, Replacement, Refurbishment, or additional Change in Part Processing
Correction of Discrepancy Parts Produced at Additional Location
Other - please specify
REQUESTED SUBMISSION LEVEL (Check one)
Level 1 – Warrant, Appearance Approval Report (for designated appearance items only).
Level 2 – Warrants, Parts, Drawings, Inspection results, Laboratory and Functional Results, Appearance Approval Report.
Level 3 – At Customer Location – Warrants, Parts, Drawings, Inspection results, Laboratory and Functional Results, Appearance Approval Report, Process Capability Results, Capability Study, Process Control Plan, Gage Study, FMEA.
Level 4 – Per Level 3, but without parts.
Level 5 – At Supplier Location – Warrants, Parts, Drawings, Inspection results, Laboratory and Functional Results, Appearance Approval Report, Process Capability Results, Capability Study, Process Control Plan, Gage Study, FMEA.
SUBMISSION RESULTS
The results for dimensional measurements material and functional tests appearance criteria statistical process package
These results meet all drawing and specification requirements: Yes No (If “No” – Explanation Required)
DECLARATION
I affirm that the samples represented by this warrant are representative of our parts and have
been made to the applicable customer drawings and specifications and are made from specified
materials on regular production tooling with no operations other than the regular production
process. I have noted any deviations from this declaration below:
EXPLANATION/COMMENTS: Print Name: Title: Phone No:
Fax No:
Supplier Authorized Signature ________________________________________________________________Date
⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯ FOR HUSQVARNA AB USE ONLY⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯-
Approved Rejected Other
Comments: Part Disposition
Name______________________________________ Signature _______________________________Date
Supplier name:
Supplier address:
Postal code/City:
Country:
1 2
3
7 6 4
8
9 5
10
11
12
13
14
15
16
17
18
19
Page 13 of 19
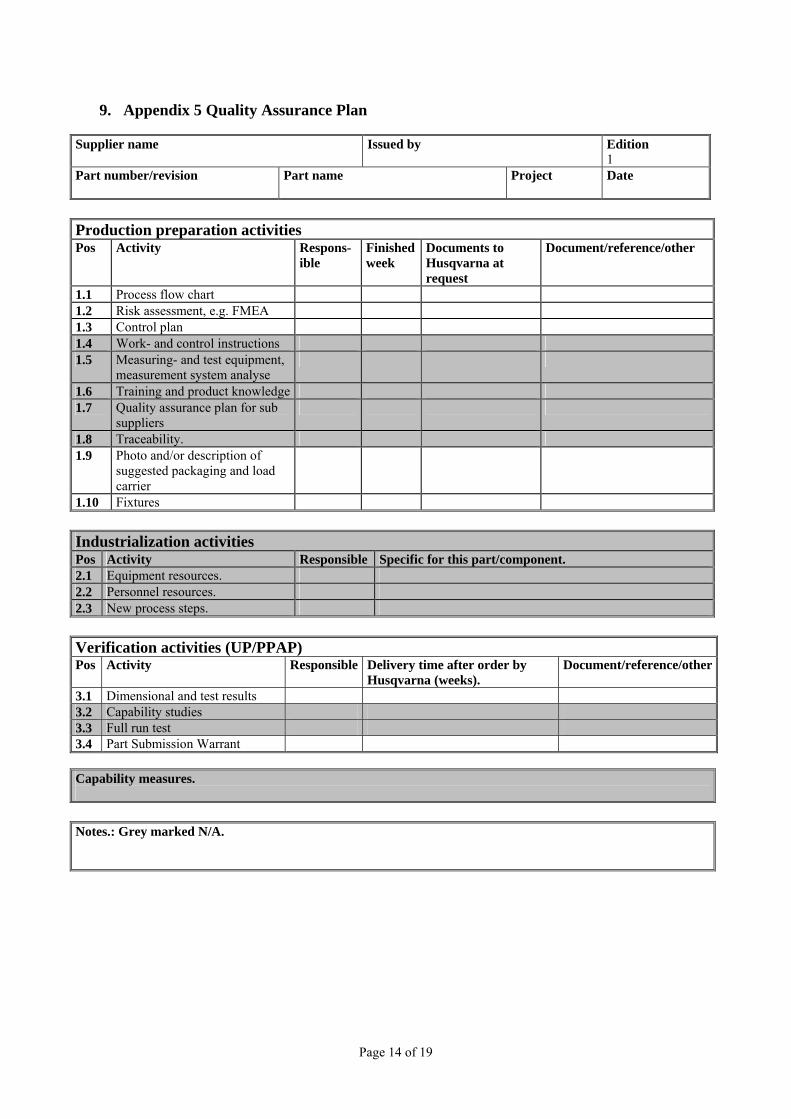
9. Appendix 5 Quality Assurance Plan
Supplier name Issued by Edition 1 Part number/revision Part name Project Date Production preparation activities Pos Activity Respons-
ible Finished week
Documents to Husqvarna at request
Document/reference/other
1.1 Process flow chart 1.2 Risk assessment, e.g. FMEA 1.3 Control plan 1.4 Work- and control instructions 1.5 Measuring- and test equipment,
measurement system analyse
1.6 Training and product knowledge 1.7 Quality assurance plan for sub
suppliers
1.8 Traceability. 1.9 Photo and/or description of
suggested packaging and load carrier
1.10 Fixtures Industrialization activities Pos Activity Responsible Specific for this part/component. 2.1 Equipment resources. 2.2 Personnel resources. 2.3 New process steps. Verification activities (UP/PPAP) Pos Activity Responsible Delivery time after order by
Husqvarna (weeks). Document/reference/other
3.1 Dimensional and test results 3.2 Capability studies 3.3 Full run test 3.4 Part Submission Warrant Capability measures. Notes.: Grey marked N/A.
Page 14 of 19
Page 15 of 19
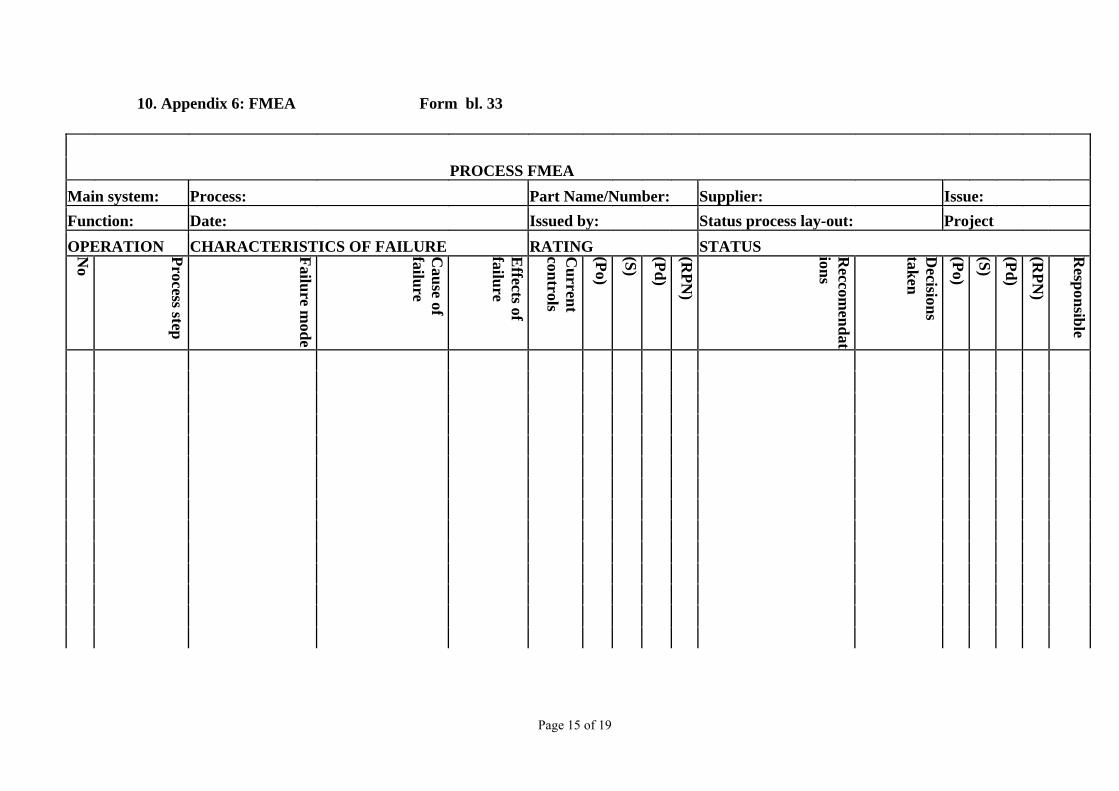
10. Appendix 6: FMEA Form bl. 33
PROCESS FMEA Main system: Process: Part Name/Number: Supplier: Issue: Function: Date: Issued by: Status process lay-out: Project OPERATION CHARACTERISTICS OF FAILURE RATING STATUS N
o
Process step
Failure mode
Cause of
failure
Effects of
failure
Current
controls
(Po)
(S)
(Pd)
(RPN
)
Reccom
endations
Decisions
taken
(Po)
(S)
(Pd)
(RPN
)
Responsible
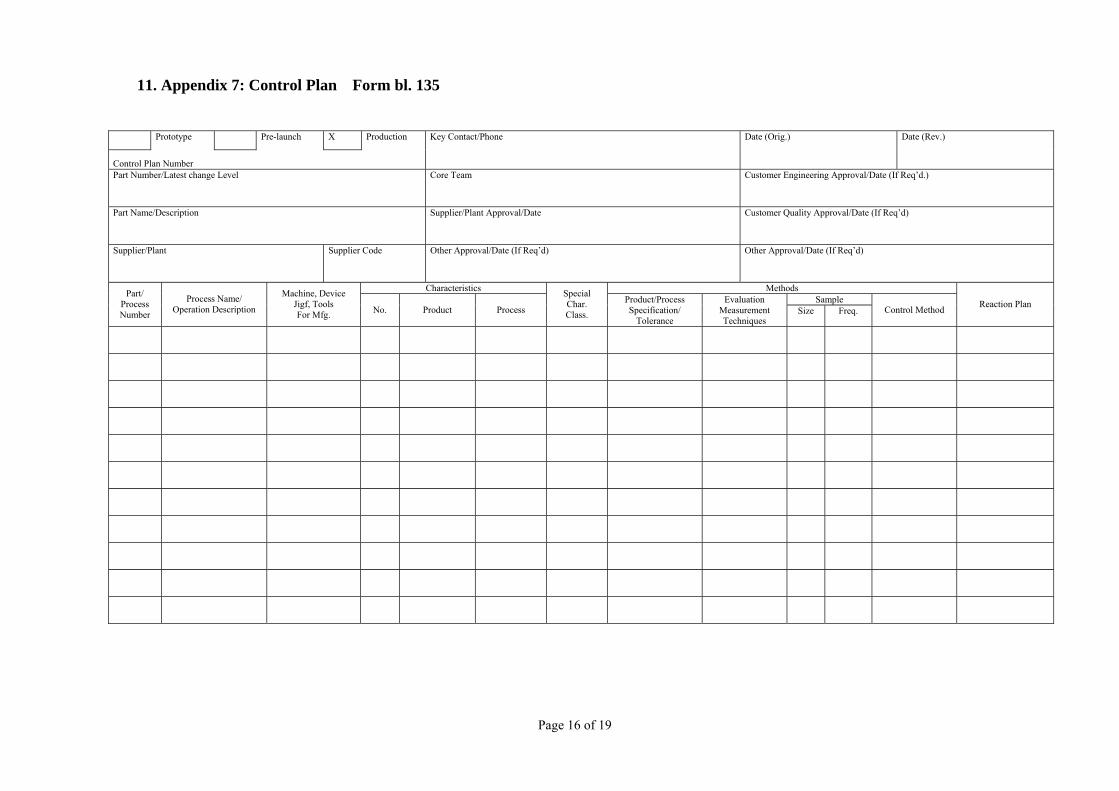
11. Appendix 7: Control Plan Form bl. 135
Prototype Pre-launch X Production Date (Rev.) Key Contact/Phone Date (Orig.)
Control Plan Number Part Number/Latest change Level Core Team Customer Engineering Approval/Date (If Req’d.)
Part Name/Description Supplier/Plant Approval/Date Customer Quality Approval/Date (If Req’d)
Supplier/Plant Supplier Code Other Approval/Date (If Req’d) Other Approval/Date (If Req’d)
Characteristics Methods Sample Part/ Machine, Device Special Process Name/ Product/Process Evaluation Process Jigf, Tools Char. Reaction Plan Operation Description No. Product Process Control Method Specification/ Measurement Size Freq. Number For Mfg. Class. Tolerance Techniques
Page 16 of 19
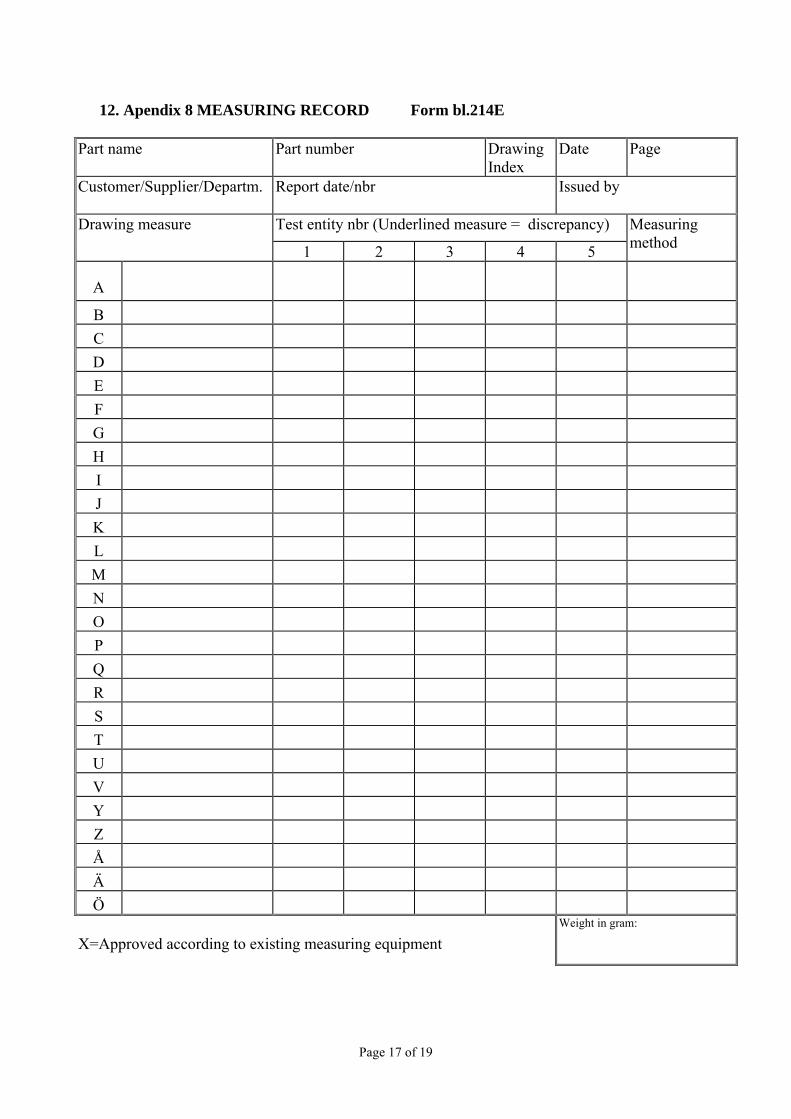
12. Apendix 8 MEASURING RECORD Form bl.214E
Part name Part number Drawing Date Page Index Customer/Supplier/Departm. Report date/nbr Issued by
Test entity nbr (Underlined measure = discrepancy) Drawing measure Measuring 1 2 3 4 5 method
A B C D E F G H I J K L M N O P Q R S T U V Y Z Å Ä Ö
Weight in gram: X=Approved according to existing measuring equipment
Page 17 of 19
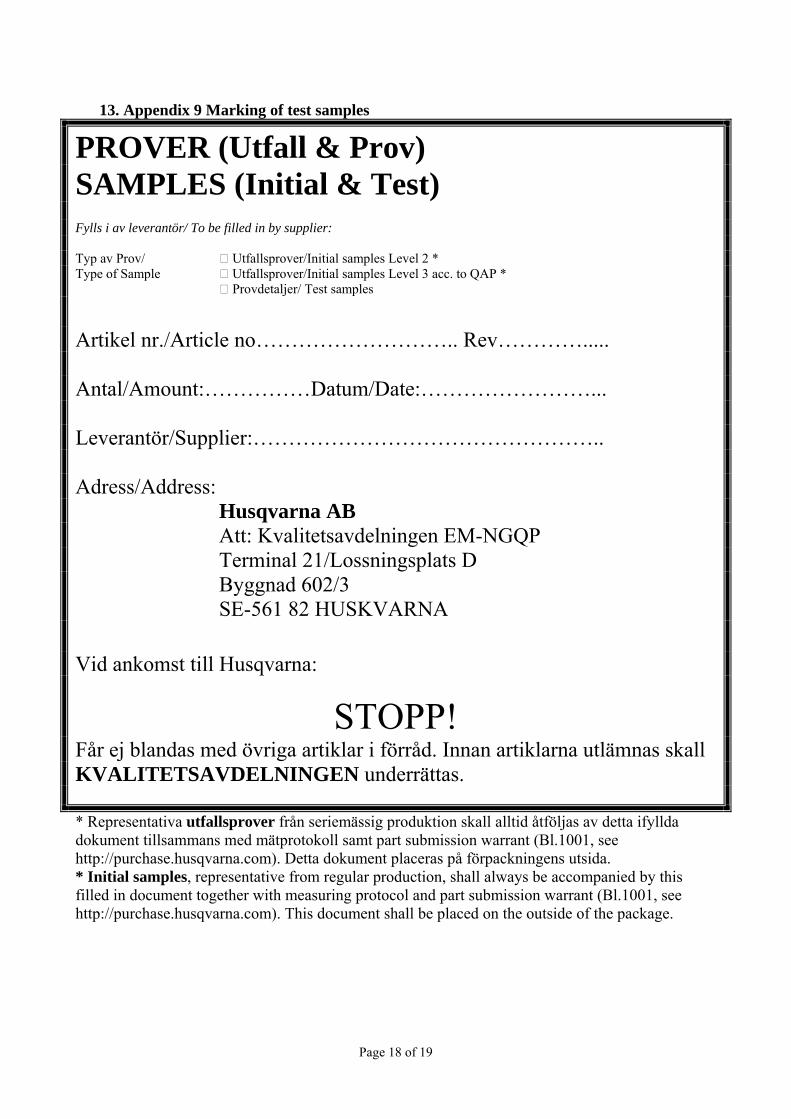
13. Appendix 9 Marking of test samples
PROVER (Utfall & Prov) SAMPLES (Initial & Test) Fylls i av leverantör/ To be filled in by supplier: Typ av Prov/ Utfallsprover/Initial samples Level 2 * Type of Sample Utfallsprover/Initial samples Level 3 acc. to QAP * Provdetaljer/ Test samples
Artikel nr./Article no……………………….. Rev………….....
Antal/Amount:……………Datum/Date:……………………...
Leverantör/Supplier:………………………………………….. Adress/Address: Husqvarna AB Att: Kvalitetsavdelningen EM-NGQP Terminal 21/Lossningsplats D Byggnad 602/3 SE-561 82 HUSKVARNA Vid ankomst till Husqvarna:
STOPP! Får ej blandas med övriga artiklar i förråd. Innan artiklarna utlämnas skall KVALITETSAVDELNINGEN underrättas. * Representativa utfallsprover från seriemässig produktion skall alltid åtföljas av detta ifyllda dokument tillsammans med mätprotokoll samt part submission warrant (Bl.1001, see http://purchase.husqvarna.com). Detta dokument placeras på förpackningens utsida. * Initial samples, representative from regular production, shall always be accompanied by this filled in document together with measuring protocol and part submission warrant (Bl.1001, see http://purchase.husqvarna.com). This document shall be placed on the outside of the package.
Page 18 of 19
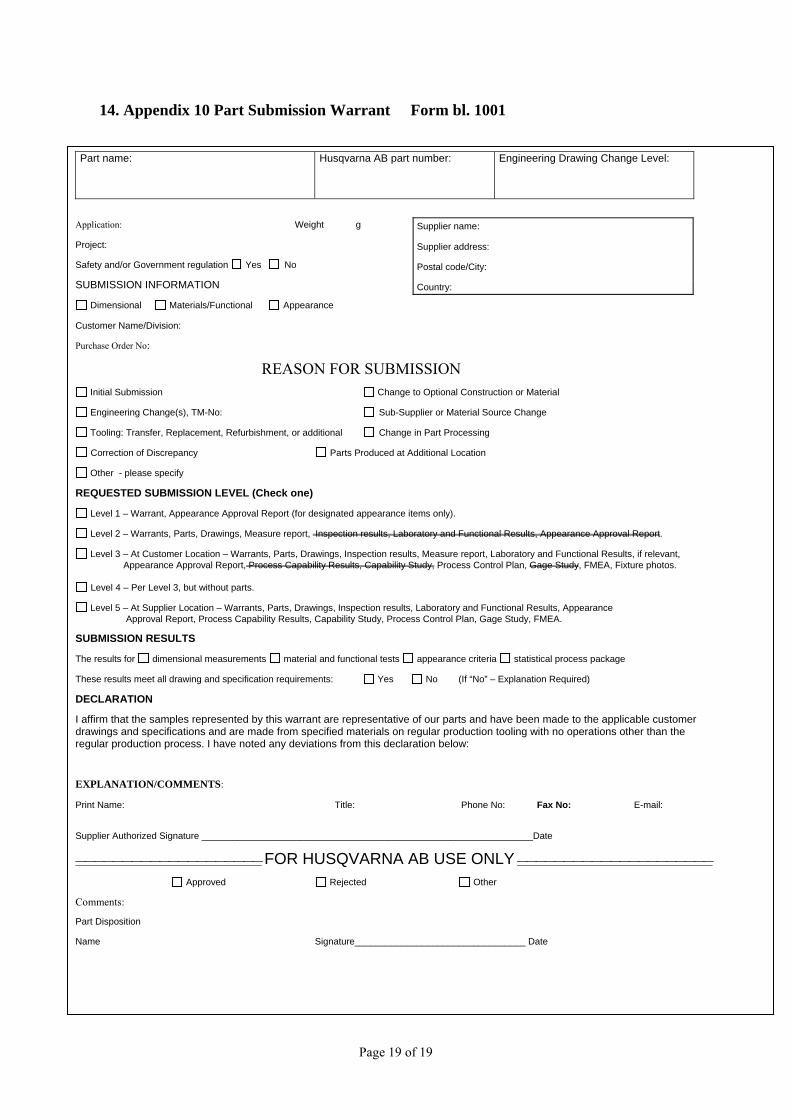
14. Appendix 10 Part Submission Warrant Form bl. 1001
Part name: Husqvarna AB part number: Engineering Drawing Change Level:
Application: Weight g Supplier name:
Project: Supplier address: Safety and/or Government regulation Yes No Postal code/City:
Country: SUBMISSION INFORMATION
Dimensional Materials/Functional Appearance
Customer Name/Division:
Purchase Order No:
REASON FOR SUBMISSION Initial Submission Change to Optional Construction or Material
Engineering Change(s), TM-No: Sub-Supplier or Material Source Change
Change in Part Processing Tooling: Transfer, Replacement, Refurbishment, or additional
Correction of Discrepancy Parts Produced at Additional Location
Other - please specify
REQUESTED SUBMISSION LEVEL (Check one)
Level 1 – Warrant, Appearance Approval Report (for designated appearance items only).
Level 2 – Warrants, Parts, Drawings, Measure report, Inspection results, Laboratory and Functional Results, Appearance Approval Report.
Level 3 – At Customer Location – Warrants, Parts, Drawings, Inspection results, Measure report, Laboratory and Functional Results, if relevant, Appearance Approval Report, Process Capability Results, Capability Study, Process Control Plan, Gage Study, FMEA, Fixture photos.
Level 4 – Per Level 3, but without parts.
Level 5 – At Supplier Location – Warrants, Parts, Drawings, Inspection results, Laboratory and Functional Results, Appearance Approval Report, Process Capability Results, Capability Study, Process Control Plan, Gage Study, FMEA.
SUBMISSION RESULTS
The results for dimensional measurements material and functional tests appearance criteria statistical process package
These results meet all drawing and specification requirements: No (If “No” – Explanation Required) Yes
DECLARATION
I affirm that the samples represented by this warrant are representative of our parts and have been made to the applicable customer drawings and specifications and are made from specified materials on regular production tooling with no operations other than the regular production process. I have noted any deviations from this declaration below:
EXPLANATION/COMMENTS: Print Name: Title: Phone No: Fax No: E-mail:
Supplier Authorized Signature ________________________________________________________________Date ⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯ FOR HUSQVARNA AB USE ONLY ⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯
Approved Rejected Other
Comments:
Part Disposition
Name Signature_________________________________ Date
Page 19 of 19



![scr.indianrailways.gov.inscr.indianrailways.gov.in/uploads/files/1517388619879-sc10_18.pdf · breakers, etc. Quality Assurance Plan [QAP], sampling plans for material testing, type](https://static.fdocuments.in/doc/165x107/5d670dfd88c9931d358b81ed/scr-breakers-etc-quality-assurance-plan-qap-sampling-plans-for-material.jpg)














