The NILE project 2005-2009 - SEKAB
16
‘NILE’ is an Integrated Project supported by the 6th RTD Framework Programme of the EC Advances in Lignocellulosic Ethanol The NILE project 2005-2009
Transcript of The NILE project 2005-2009 - SEKAB
‘NILE’ is an Integrated Project supported by the 6th RTD Framework Programme of the EC
Advances in
LignocellulosicEthanol The NILE project2005-2009
Partners in Institut Français du Pétrole (FR), ENI (IT), Roal Oy (FI), SAF-ISIS (FR), SEKAB B&C (SE), Direvo Biotech AG (DE), SEKAB E-
Technology (SE), Granit Recherche Développement (CH), BioAlcohol Fuel Foundation BAFF (SE), EUREC Agency (BE), Cen-
tre National de la Recherche Scientifique (FR), Centro Ricerche Fiat (IT), Institut National de la Recherche Agronomique
(FR), Latvian State Institute of Wood Chemistry (LV), VTT (FI), Swiss Federal Institute of Technology Zürich (CH), Johann-
Wolfgang Goethe-Universität Frankfurt am Main (DE), Imperial College of Science, Technology and Medicine (UK), Uni-
versidade Nova de Lisboa/Faculdade de Ciências e Tecnologia (PT), Lunds Universitet (SE), The Weizmann Institute of
Science (IL)
More information: www.nile-bioethanol.org
Aims and context . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
What is lignocellulosic ethanol and how is it produced? . . . . . . . . . . . . . . . . . . . . . . 4
Why is lignocellulosic bioethanol important? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Improving enzymatic hydrolysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Fermentation of the products of hydrolysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Bioethanol process technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Summary of NILE’s technical achievements. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
This brochure has been produced to explain the work of the partners in the “NILE” project. “NILE” stands for “New Improvements for Lignocellulosic Ethanol” and is a 4-year project running from 2005 to 2009 supported by the Sixth Framework Programme of the European Commission, contract number 019882.
January 2008

Aims and context
Transport fuels derived from biomass feed-stocks (biofuels) can simultaneously address three societal concerns: increased security of supply, lower net greenhouse gas (GHG) emis-sions and ongoing support for agriculture. They can achieve this without requiring substantial modifications to existing vehicles or the fuel dis-tribution infrastructure, and this makes them an attractive proposition when compared with options such as hydrogen fuel vehicles, which may only be available in the distant future.
Currently, making transport fuels from sugar, starch and vegetable oil makes commercial sense: the price differential between crude oil and food crops is favourable, the fiscal regime is supportive and production processes are mature and low risk. Nevertheless, concern over the negative environmental impacts of biofuels is increasing as production grows. In particular, there are fears that competition between fuel and food crops will lead to higher food prices; that the development of new palm-oil plantations will accelerate deforestation in tropical countries; and that GHG emissions associated with land use change will negate any savings from avoiding fossil fuel use.
Producing ethanol from lignocellulosic materi-als rather than sugar or starch offers a number of distinct advantages: the availability of lower cost feedstocks, the potential for greater life-cycle GHG emission reductions, reduced com-petition with food, and the potential to obtain high value co-products.
The production of lignocellulosic ethanol could be made cheaper if the following points are addressed. NILE tackles all of them:
• Bringing down the cost of enzymatic hydrolysis
• Converting pentose-rich hemicellu-loses into ethanol more efficiently
• Scaling up and integrating process technology while minimising the energy and water demand
• Determining the quality of the lignin co-product yielded by this process and finding how its value can be maximised
• Obtaining representative and reliable data for cost estimation, and for the evaluation of environmental and socio-economic impacts
Considerable effort is being put into lignocel-lulosic ethanol research outside Europe. Since 2000, the US Department of Energy has funded sizable research programmes on improv-ing the efficiency of enzymes (cellulases) that break down cellulose, the constituent of ligno-cellulosic material from which ethanol can be derived. The DOE is now focusing on process- and enzyme development and on the validation of promising technologies at demonstration scale. The US intends to make lignocellulosic ethanol industrial processes ready for imple-mentation by 2012.

Fermentation Sugar
Starch
Softwood
Fermentation ETHANOL Distillation
CO-PRODUCTS
Fermentation
Hydrolysis
Hydrolysis Pre-treatment 2nd
generationbioethanol
1st
generationbioethanol
4
Transport fuels derived from biomass may be liquid (bioethanol, biodiesel, Fischer Tropsch liquids derived from syngas, fuel extenders: ETBE etc.) or gaseous (methane, hydrogen, DME). The most common of these are bioethanol and biodiesel, which are respectively produced from fermentable sugars and starch, and from vegetable oil.
Ethanol accounts for over 85% of total global biofuel production, and, in theory, can be produced from any biological material containing fermentable sugars, or material that can be hydrolysed to produce fermentable sugars. Sugars obtained from cane and beet can be fermented directly following extraction and this is the simplest and lowest cost method of production. Production from starch crops requires a saccharification (hydroly-sis) step to liberate the constituent sugars prior to fermentation and this adds to the cost and complexity of the process. A summary is given in Fig. 1 (category “1st generation bioethanol”).
Figure 1: Overview of ethanol production processes
Ethanol can also be produced from “lignocellulosic biomass”, a resource that includes forestry residues, dedicated energy crops (for example, miscanthus, short rotation coppice) and agricultural residues (for example, wheat straw, corn stover, sugar cane bagasse). The biodegradable component of municipal solid waste (MSW) could even be considered a potential future feedstock. The production of ethanol from these materials is more complicated than “1st generation” production methods: the hydrolysis step is always necessary and must be preceded by a pretreatment step (see Fig. 1, “2nd gen-eration bioethanol” and Fig. 2 for more detail). The basics of the whole process may be described as follows:
1. Pretreatment of the material, which involves conditioning (size reduction and impregnation) followed by a thermo-chemical process which i) breaks up the structure of the lignocellulosic matrix to optimise access of enzymes for fur-ther processing and ii) can hydrolyse hemicellulose especially when the pre-treatment is carried out in mild acid conditions. Hemicellulose is primarily composed of pentoses (xylose and arabinose) and hexoses (glucose, galactose and mannose) and is a potentially an important source of fermentable sugars. Pretreatment makes “2nd generation ethanol production” more energy- and capital-intensive than “1st generation” processes.
2. Enzymatic hydrolysis of cellulose to glucose with cellulases.
3. Fermentation of hexoses and pentoses to ethanol.
4. Distillation-rectification-dehydration of ethanol to the standards required by fuel quality specifications.
What is lignocellulosic ethanol
and how is it produced?
InternalCombustionEngines
LCB Cellulose + lignin
Hemicellulosehydrolysate
Glucose
Lignin
Fermentation Ethanolbroth
Ethanol
Distillation
Cellulases, helper proteins, additional enzymes
Enzymeproduction
Pretreatment Enzymatichydrolysis
Internal Combustion
Engines
LCB Cellulose + lignin
Hemicellulose hydrolysate Lignin
Fuel
Ethanol broth
Ethanol
Distillation
Cellulases, helper proteins, additional enzymes
Enzymeproduction
Pretreatment Simultaneous saccharification and fermentation (SSF)
5
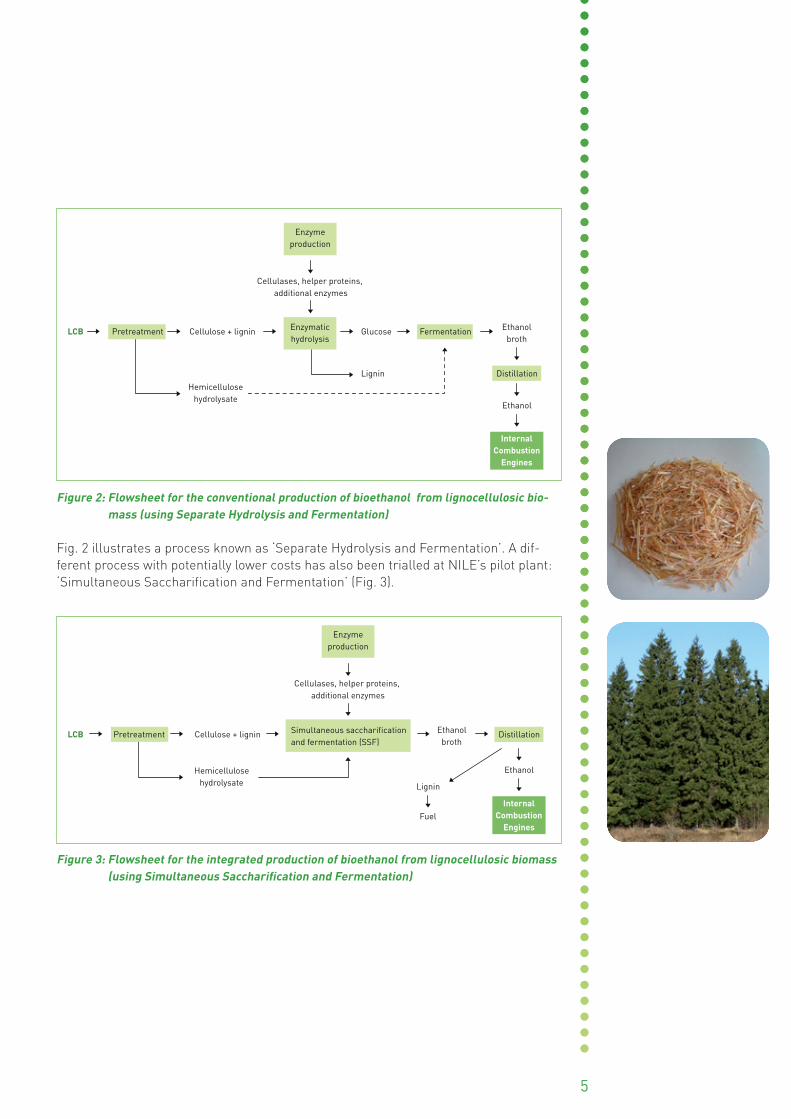
Figure 2: Flowsheet for the conventional production of bioethanol from lignocellulosic bio-mass (using Separate Hydrolysis and Fermentation)
Fig. 2 illustrates a process known as ‘Separate Hydrolysis and Fermentation’. A dif-ferent process with potentially lower costs has also been trialled at NILE’s pilot plant: ‘Simultaneous Saccharification and Fermentation’ (Fig. 3).
Figure 3: Flowsheet for the integrated production of bioethanol from lignocellulosic biomass (using Simultaneous Saccharification and Fermentation)
0
5
10
15
20
25
30
35
France
EU-15
Mtoe
German
y
Spain
Italy
United K
ingdom
Sweden
Finland
Austria
Portugal
Denmar
k
Netherla
nds
Belgium
Greece
Irelan
d
Luxem
burg
0
5
10
15
20
25
30
35
Agriculture
Forestry
Waste
Source: adapted from Wiesenthal (2006)
6
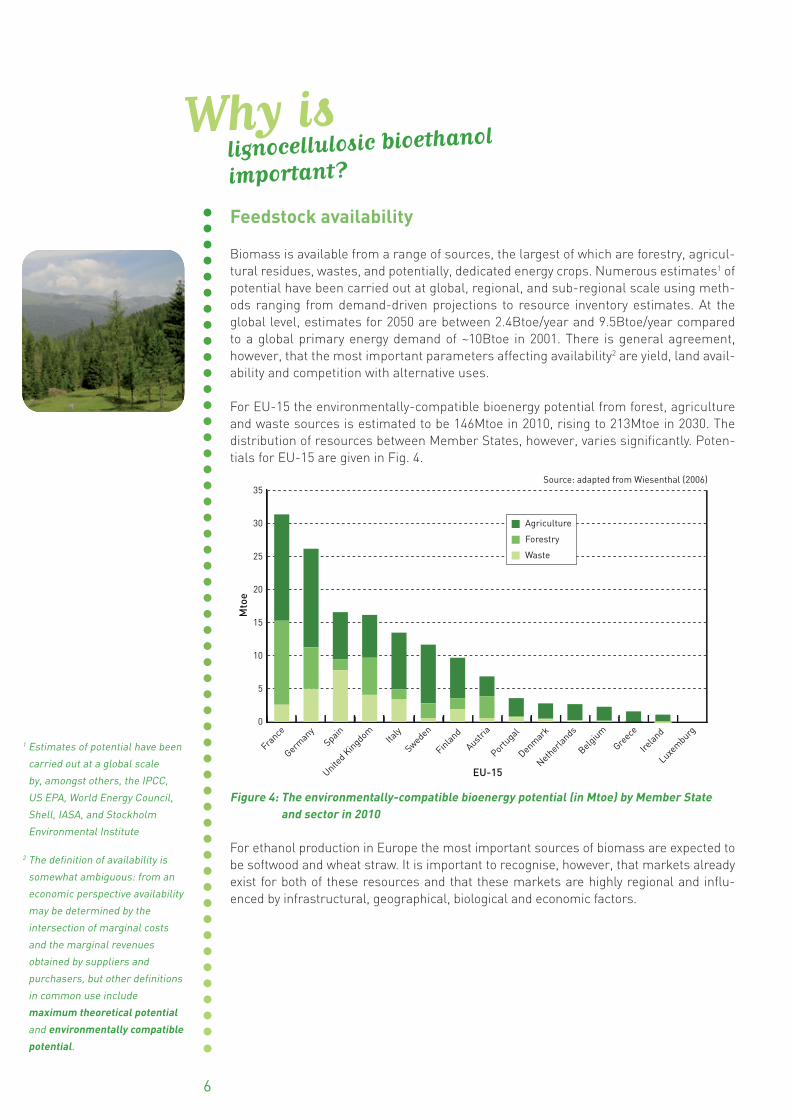
Feedstock availability
Biomass is available from a range of sources, the largest of which are forestry, agricul-tural residues, wastes, and potentially, dedicated energy crops. Numerous estimates1 of potential have been carried out at global, regional, and sub-regional scale using meth-ods ranging from demand-driven projections to resource inventory estimates. At the global level, estimates for 2050 are between 2.4Btoe/year and 9.5Btoe/year compared to a global primary energy demand of ~10Btoe in 2001. There is general agreement, however, that the most important parameters affecting availability2 are yield, land avail-ability and competition with alternative uses.
For EU-15 the environmentally-compatible bioenergy potential from forest, agriculture and waste sources is estimated to be 146Mtoe in 2010, rising to 213Mtoe in 2030. The distribution of resources between Member States, however, varies significantly. Poten-tials for EU-15 are given in Fig. 4.
Figure 4: The environmentally-compatible bioenergy potential (in Mtoe) by Member State and sector in 2010
For ethanol production in Europe the most important sources of biomass are expected to be softwood and wheat straw. It is important to recognise, however, that markets already exist for both of these resources and that these markets are highly regional and influ-enced by infrastructural, geographical, biological and economic factors.
Why is lignocellulosic bioethanol
important?
1 Estimates of potential have been
carried out at a global scale
by, amongst others, the IPCC,
US EPA, World Energy Council,
Shell, IASA, and Stockholm
Environmental Institute
2 The definition of availability is
somewhat ambiguous: from an
economic perspective availability
may be determined by the
intersection of marginal costs
and the marginal revenues
obtained by suppliers and
purchasers, but other definitions
in common use include
maximum theoretical potential
and environmentally compatible
potential.

7
Cost modelling and life cycle asessment
Introduction and challengeThe aims of the cost and life cycle assessment (LCA) components of the NILE project are twofold: firstly, to investigate the economic and environmental benefits that may be obtained from lignocellulosic ethanol production; and secondly, to explore how a supportive policy framework could realise these benefits and accelerate commercialisation. Both approaches consider the whole ethanol supply-chain, from the production of biomass to the conversion, distribution and retail of the finished fuel.
Compared to petroleum production, supply-chains for producing lignocellulosic ethanol are immature and face a number of substantial challenges:
• Biomass feedstocks are heterogeneous, come from sources that are scattered, have low energy density and their availability for ethanol production is depend-ent on interactions with existing markets.
• Conversion processes are unproven at commercial scale. A small number of demonstration plants exist, but most process designs are conceptual and are primarily intended to guide future R&D efforts.
• Environmental and technical performance is highly dependent on detailed proc-ess configuration and the level of integration with other systems – e.g district heating.
The assessments of lifecycle cost and GHG balance being undertaken in NILE consider both softwood and straw supply chains for the production of 5% and 85% ethanol blends, and are illustrated with case studies in Sweden and with MONDI Business Paper Ser-vices AG, a company that has expressed an interest in becoming a partner in NILE.
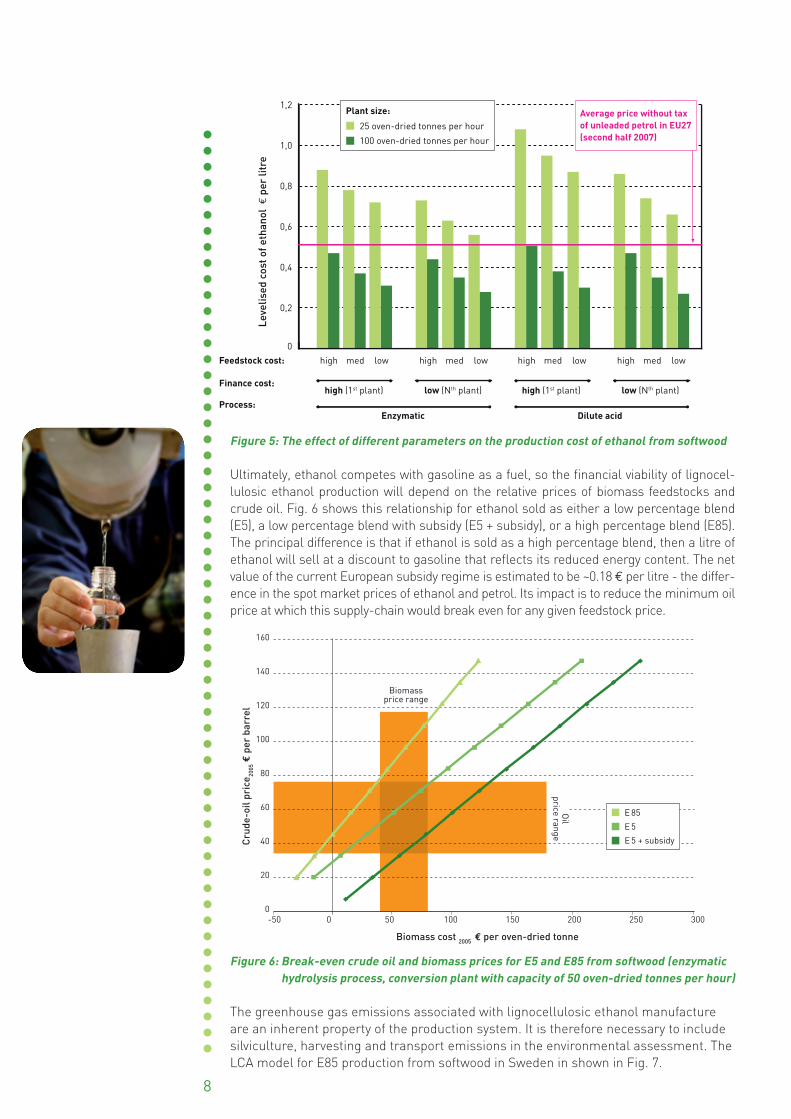
Initial resultsEstimates for the cost of lignocellulosic ethanol production may vary by up to an order of magnitude depending on how the supply chain is configured. Fig. 5 shows how differ-ent parameters may affect the cost of a litre of ethanol produced from softwood. It can be seen that the enzymatic process has the potential to be cheaper than the dilute acid process. The capacity of the plant, the cost of feedstock and the cost of finance are also important.
cour
tesy
NR
EL
Biomassprice range
Oil
price range
0
40
60
80
20
100
120
140
160
-50 50 100 150 200 250 3000
E 85
E 5
E 5 + subsidy
Biomass cost 2005 per oven-dried tonne
Cru
de-o
il pr
ice 20
05
per
bar
rel
0
0,2
0,4
0,6
0,8
1,0
1,2
high Feedstock cost:
Finance cost:
Process:
med low high med low high med low high med low
high (1st plant) low (Nth plant) high (1st plant) low (Nth plant)
Enzymatic Dilute acid
25 oven-dried tonnes per hour
100 oven-dried tonnes per hour
Plant size:
Leve
lised
cos
t of e
than
ol
per
litr
e
Average price without taxof unleaded petrol in EU27(second half 2007)
8
Figure 5: The effect of different parameters on the production cost of ethanol from softwood
Ultimately, ethanol competes with gasoline as a fuel, so the financial viability of lignocel-lulosic ethanol production will depend on the relative prices of biomass feedstocks and crude oil. Fig. 6 shows this relationship for ethanol sold as either a low percentage blend (E5), a low percentage blend with subsidy (E5 + subsidy), or a high percentage blend (E85). The principal difference is that if ethanol is sold as a high percentage blend, then a litre of ethanol will sell at a discount to gasoline that reflects its reduced energy content. The net value of the current European subsidy regime is estimated to be ~0.18 e per litre - the differ-ence in the spot market prices of ethanol and petrol. Its impact is to reduce the minimum oil price at which this supply-chain would break even for any given feedstock price.
Figure 6: Break-even crude oil and biomass prices for E5 and E85 from softwood (enzymatic hydrolysis process, conversion plant with capacity of 50 oven-dried tonnes per hour)
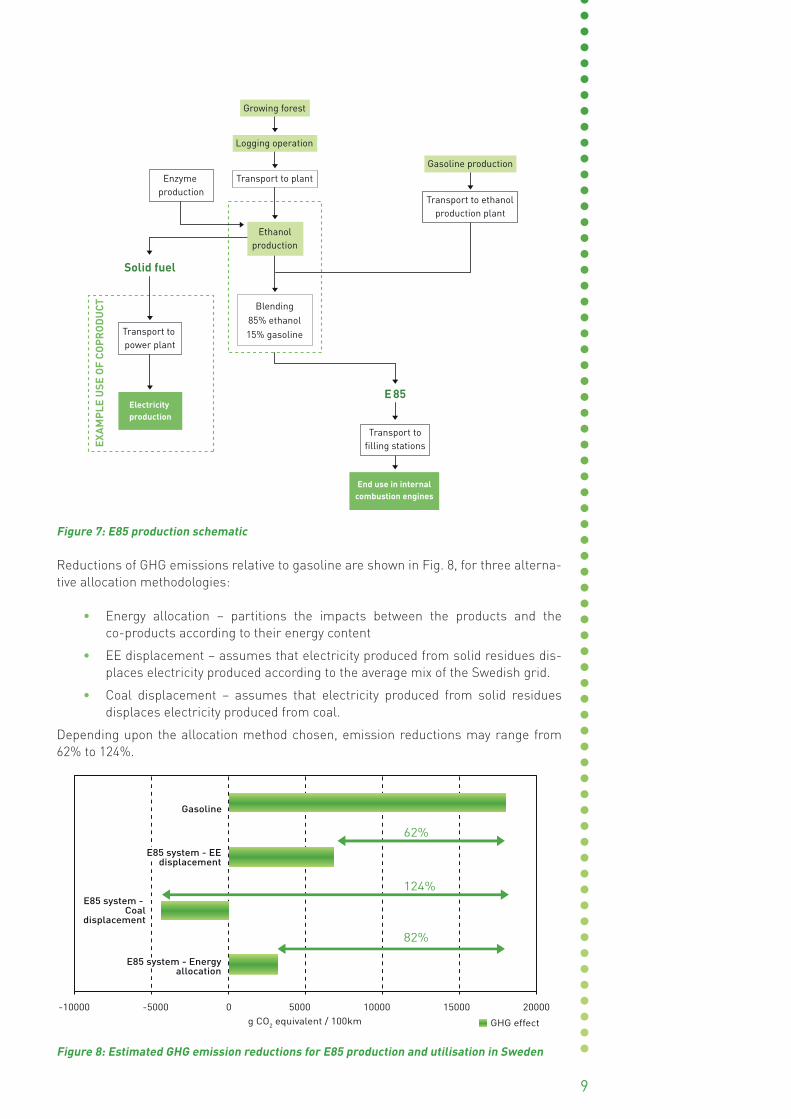
The greenhouse gas emissions associated with lignocellulosic ethanol manufacture are an inherent property of the production system. It is therefore necessary to include silviculture, harvesting and transport emissions in the environmental assessment. The LCA model for E85 production from softwood in Sweden in shown in Fig. 7.
Growing forest
Logging operation
Transport to plant
Gasoline production
E 85
Transport tofilling stations
Ethanol production
Blending85% ethanol15% gasoline
Solid fuel
EXA
MP
LE U
SE O
F C
OP
RO
DU
CT
Transport to ethanol production plant
Transport to power plant
Enzyme production
End use in internalcombustion engines
Electricity production
62%
124%
g CO2 equivalent / 100km GHG effect
E85 system - Energyallocation
E85 system - EEdisplacement
Gasoline
82%
-5000-10000 5000 10000 15000 200000
E85 system - Coal
displacement
9
Figure 7: E85 production schematic
Reductions of GHG emissions relative to gasoline are shown in Fig. 8, for three alterna-tive allocation methodologies:
• Energy allocation – partitions the impacts between the products and the co-products according to their energy content
• EE displacement – assumes that electricity produced from solid residues dis-places electricity produced according to the average mix of the Swedish grid.
• Coal displacement – assumes that electricity produced from solid residues displaces electricity produced from coal.
Depending upon the allocation method chosen, emission reductions may range from 62% to 124%.
Figure 8: Estimated GHG emission reductions for E85 production and utilisation in Sweden

10
Mission
The NILE project aims to slash the cost of enzymatic hydrolysis, which is estimated to account for 30-50% of the cost of the complete ethanol production process.
Trichoderma reesei is one of the best known fungi for producing cellulases (enzymes that break up long cellulose molecules into successively smaller molecules and ultimately glucose, which can be fermented to ethanol). It produces nine major enzymes that dis-play three types of activity: two cellobiohydrolyases, liberating cellobiose, a dimer of glucose, from the ends of the long cellulose molecule, five endoglucanases that attack cellulose at random points in the molecule and two ß-glucosidases, splitting cellobiose to glucose. The extent to which T. reesei produces and secretes these enzymes depends on the material that the fungus is grown on.
Part of the challenge is also to help T. reesei’s cellulolytic enzymes reach the cellulose, which, in typical lignocellulosic material, is surrounded by other polymers, like lignin and hemicellulose. T. reesei does not naturally produce all the enzymes required to weaken this enclosing structure, but can be engineered to produce some of them.
Before the NILE project, work to improve T. reesei’s performance focused on creating new strains by inducing random genetic mutations or by targeted genetic modification with more copies of useful genes and more active systems in the cell governing the production of cellulases.
Partners in the NILE team from France, Finland, Germany and Israel are building on this work by
• Identifying new efficient cellulases and helper enzymes;
• Identifying the enzymes whose activity limits the overall rate of hydrolysis and the characteristic that gives it that activity, then subjecting the gene that encodes this enzyme to “directed evolution”;
• Constructing new bi- and multi-functional enzymes that improve the enzyme’s efficiency on lignocellulosic substrates. Also, cloning and expressing in T. reesei the genes that encode these new engineered enzymes;
• Improving T. reesei’s expression system;
• Evaluating how various enzyme mixtures perform at hydrolysis. These mixtures contain T. reesei’s native cellulases, and other cellulases, helper enzymes and proteins in varying proportions.
Initial results
Several new enzymes and proteins were identified from an analysis of T. reesei’s entire genome and through the screening of several members of Aspergillus (also a mould). The effect of the addition of some of these proteins on the hydrolysis of steam-exploded lignocellulosic substrates is under investigation.
Various new multi-modular enzymatic systems have been designed with molecular engi-neering in order to improve the synergistic effect of the components. These constructions are based on bacterial cellulosome structures (Fig. 9) and on the fusion of proteins.
Improving enzymatic hydrolysis
X
A B
2010 30 40 50 60 70 800
25
50
75
100
time / hours
yiel
d /
%
control mixture
more control mixture
more protein I
11
Figure 9: Minicellulosome structure used for construc-tion of new multi-modular enzymatic sytems (A & B are catalytic domains which can act in synergy)
One of the tools that can be used in NILE to deter-mine the composition of the enzyme mixture secreted by new engineered T. reesei strains is 2D-gel elec-trophoresis. Fig. 10 shows a map of the proteins secreted by T. reesei.
Figure 10: Map of the T. reesei secretome obtained by 2D-gel electrophoresis (each spot corresponds to one peptide, most of which have been identified)
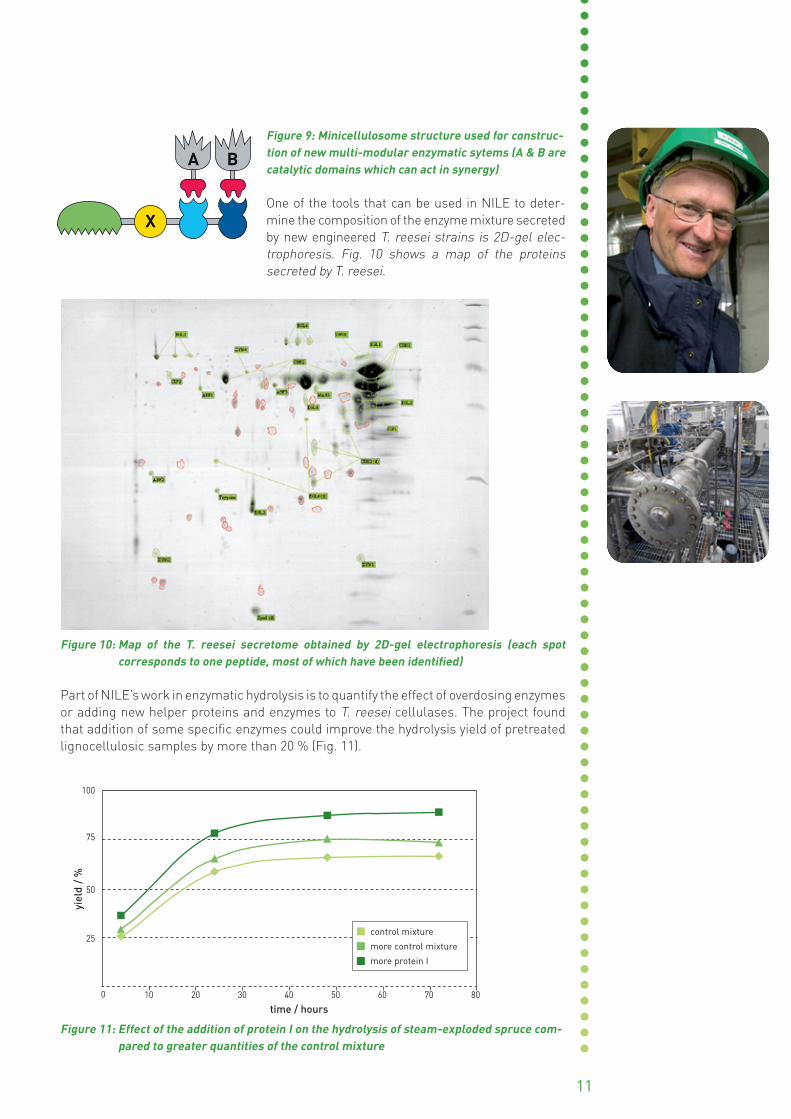
Part of NILE’s work in enzymatic hydrolysis is to quantify the effect of overdosing enzymes or adding new helper proteins and enzymes to T. reesei cellulases. The project found that addition of some specific enzymes could improve the hydrolysis yield of pretreated lignocellulosic samples by more than 20 % (Fig. 11).
Figure 11: Effect of the addition of protein I on the hydrolysis of steam-exploded spruce com-pared to greater quantities of the control mixture
Glucose
Galactose
Xylose
Arabinose
Mannose
Ethanol
Mixed sugar utilisation...
...in a very harsh environment!!!
0
2
4
6
8
10
12
14
150
30
35
25
20
15
5
0 0 10050
10
L-ar
abin
ose,
dry
wei
ght /
gra
ms
per
litre
ethanol / grams per litre
time / hours
Original genes Codon optimised genes-O2
EthanolL-arabinose
EthanolL-arabinose
12
Mission
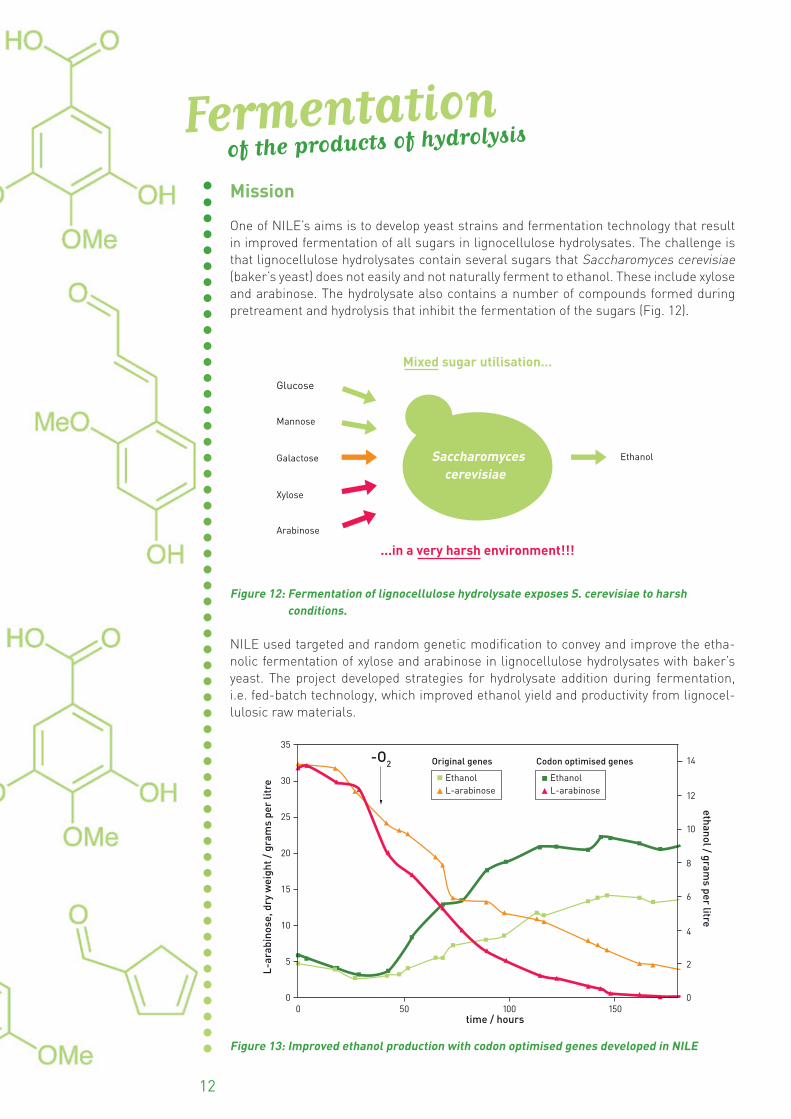
One of NILE’s aims is to develop yeast strains and fermentation technology that result in improved fermentation of all sugars in lignocellulose hydrolysates. The challenge is that lignocellulose hydrolysates contain several sugars that Saccharomyces cerevisiae (baker’s yeast) does not easily and not naturally ferment to ethanol. These include xylose and arabinose. The hydrolysate also contains a number of compounds formed during pretreament and hydrolysis that inhibit the fermentation of the sugars (Fig. 12).
Figure 12: Fermentation of lignocellulose hydrolysate exposes S. cerevisiae to harsh conditions.
NILE used targeted and random genetic modification to convey and improve the etha-nolic fermentation of xylose and arabinose in lignocellulose hydrolysates with baker’s yeast. The project developed strategies for hydrolysate addition during fermentation, i.e. fed-batch technology, which improved ethanol yield and productivity from lignocel-lulosic raw materials.
Fermentation of the products of hydrolysis
Figure 13: Improved ethanol production with codon optimised genes developed in NILE
time
quan
tity
of c
ells
new strains
old strains
55
0
60
65
70
75
80
Non-xylose-fermenting strain
Improved xylose- fermenting strain
Improved strain and process optimisation
Etha
nol y
ield
bas
ed o
n to
tal s
ugar
/ %
13
Initial resultsThe New University of Lisbon cloned and expressed pentose transporters in order to improve the sugar uptake by baker’s yeast.
Work undertaken at the Johann-Wolfgang Goethe-University at Frankfurt am Main resulted in codon optimised genes for arabinose utilisation in baker’s yeast. This improved the ethanol production rate two and a half times (Fig. 13 on previous page).
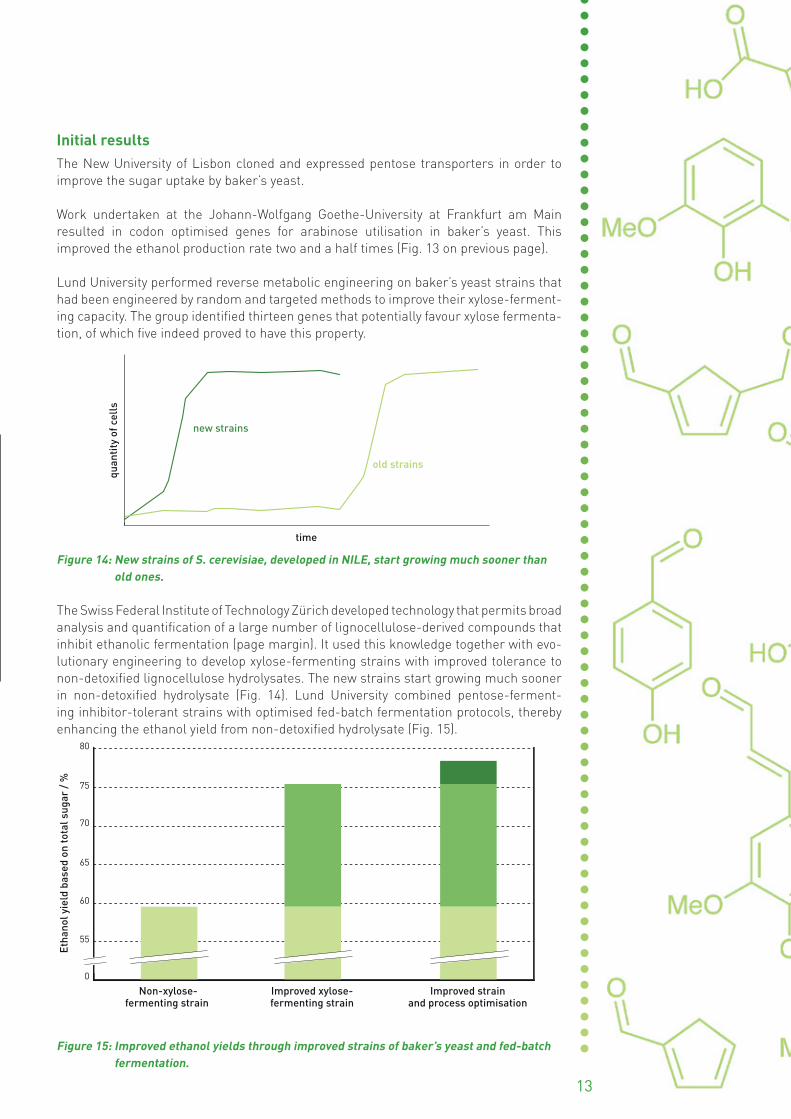
Lund University performed reverse metabolic engineering on baker’s yeast strains that had been engineered by random and targeted methods to improve their xylose-ferment-ing capacity. The group identified thirteen genes that potentially favour xylose fermenta-tion, of which five indeed proved to have this property.
Figure 14: New strains of S. cerevisiae, developed in NILE, start growing much sooner than old ones.
The Swiss Federal Institute of Technology Zürich developed technology that permits broad analysis and quantification of a large number of lignocellulose-derived compounds that inhibit ethanolic fermentation (page margin). It used this knowledge together with evo-lutionary engineering to develop xylose-fermenting strains with improved tolerance to non-detoxified lignocellulose hydrolysates. The new strains start growing much sooner in non-detoxified hydrolysate (Fig. 14). Lund University combined pentose-ferment-ing inhibitor-tolerant strains with optimised fed-batch fermentation protocols, thereby enhancing the ethanol yield from non-detoxified hydrolysate (Fig. 15).
Figure 15: Improved ethanol yields through improved strains of baker’s yeast and fed-batch fermentation.

14
Mission
The aim of this component of the NILE project is to investigate the full poten-tial of new yeasts and new enzymes developed by the NILE partners in pilot-scale plant (Figs. 16a-c). Evalu-ation at near industrial conditions will be performed in two pilot plants using either softwood or wheat straw as raw material. The objective during these trials is to obtain reliable data for process design and for economic and environmental assessments. Flow sheet models for evaluation will be developed in order to identify bottle-
necks and also to serve as guidelines for further experimental work. Finally, combustion and granulation properties of the lignin-rich hydrolysis residue will be evaluated. Due to its energy content, lignin will play an important role in determining the overall economic viability of NILE’s work. Lignin’s value in non-energy end-uses is also being assessed.
Bioethanol process technology
Figure 16a: The lignocellulosic ethanol pilot plant at Örnsköldsvik in northern Sweden
Figure 16b: Cut away diagram of the pilot plant
Figure 16c: Fermentation tanks in the pilot plant. Here the sugars released by hydrolysis are broken down to ethanol.

15
Initial results
During the first two years of the project, pilot-scale tests with commercially available yeast and enzymes were performed in the pilot plant located in Örnsköldsvik in Sweden. Hydrolysis and fermentation, either performed in separate vessels (“Separate Hydroly-sis and Fermentation”) or simultaneously in the same vessel (“Simultaneous Hydrolysis and Fermentation”), were evaluated using softwood as raw material. All process steps were included in the trials, and various process conditions in pretreatment and enzy-matic hydrolysis were assessed in cooperation with scientists at Lund University. Valu-able experience has been gained and yields have been obtained that can be regarded as a good reference for future trials and also for future up-scaling from pilot-scale units to industrial production units.
In the pilot plant trials and in the hydro-lysis activities, lignin hydrolysis residues from both softwood and wheat straw have been produced and analysed with promis-ing results. Fuel granules produced from the hydrolysis residue (Fig. 17) are of a quality that corresponds to international standards for fuel granules. The thermal impulse needed to ignite the granules is no greater than that required for wood fuel granules. One problem, however, is the high ash content in wheat straw resi-due. The ash may cause sintering prob-lems in the lignin burner.
Preliminary flowsheet models of both the softwood and wheat straw processes were completed during the first half of the NILE project. These models emphasise the importance of reducing the cost of enzymes and increasing substrate concentration in enzymatic hydrolysis in order to improve the economics of the process. The models will be further developed during the coming years as new data become available within NILE.
Figure 17: Lignin granules
The finished product: a bottle of lignocel-lulosic ethanol

16
Improving the enzymatic hydrolysis of lignocellulosic materials is a real challenge. NILE’s partners are exploring several novel approaches to increase the saccharification of pretreated (steam-exploded) wheat straw and spruce. At the end of the project’s sec-ond year, several enzymatic systems or mixtures have been modified or prepared and their effects are now being investigated. The first results show that the hydrolysis yield can be improved by at least 20%.
A substantial fraction of lignocellulosic material consists of pentoses (xylose and arabi-nose), which need to be efficiently converted to make the bioethanol process cost effective. Baker’s yeast (Saccharomyces cerevisiae) cannot ferment these pentoses, but it combines high ethanol and inhibitor tolerance and efficient ethanol production from hexoses (like glucose), making it the prime candidate organism for industrial bioethanol production. A target for NILE, therefore, is to obtain stable xylose- and arabinose-fermenting S. cere-visiae strains that tolerate the toxic compounds present in lignocellulosic hydrolysates (phenolic and carboxylic compounds from lignin and acetylated hemicellulose, and furan compounds generated by the degradation of hexoses during pretreatment). Substantial increases (more than 50%) in the ethanol yield and in specific ethanol productivity have been obtained in the first two years of NILE using metabolic and process engineering.
While some of the experimental work called for in a project of NILE’s ambition may be conducted at small scale, it is crucial also to examine what the water and energy demands of an optimised representative industrial-scale process would be, requir-ing the testing of different process configurations. SEAKB E-Technology has car-ried out several such tests at the pilot plant in Örnsköldsvik (Sweden), using either “Separate Hydrolysis and Fermentation” or “Simultaneous Saccharification and Fermentation” configurations. In addition, the quality of the lignin residues obtained using various configurations has been characterised in detail to identify possible high-value end-uses.
Assessments of the economic and environmental impacts of liquid biofuel production systems have been performed in the past, but most often these impacts have been studied separately. NILE will deliver an integrated assessment of the economic and environmental costs and benefits of biofuel production pathways. The project will provide new insight into the costs and environmental performance of lignocellulosic routes to bioethanol based on specific processes and chains.
In later stages of the project, NILE’s lignocellulosic ethanol will be tested in car engines.
Summary of NILE’s technical achievements