The New Power Plant Projects of s New Power Plant Projects 28 VGB PowerTech 7/2009 The New Power...
11
Eskom´s New Power Plant Projects 28 VGB PowerTech 7/2009 The New Power Plant Projects of Eskom An Overview of Medupi and Kusile Power Plants Matshela M. Koko, Johannes Musel and Jean-Pierre Fouiloux Authors Matshela M. Koko Senior General Manager (Engineering) Acting Generation Business Eskom Holdings, South Africa Johannes Musel Chief Executive Officer Hitachi Power Africa Pty Ltd. Jean Pierre Fouiloux Group Project Director Alstom S&E Africa Kurzfassung Die neuen Eskom-Projekte – Überblick über die Kraftwerke Medupi und Kusile Aufgrund des aktuellen und steigenden Strom- bedarfs in Südafrika wurde die Eskom auf- gefordert neue Grundlastkapazitäten in Süd- afrika zu schaffen. Dieser Bedarf soll durch zwei neue, baugleiche 6 X 800 MW-Kohlekraft- werke am Standort Medupi und Kusile mit ei- ner jeweiligen installierten Leistung von 4800 MWe gedeckt werden. Die Aufträge für die zwölf Kessel und Turbinen wurden an Hita- chi und Alstom vergeben. Eskom hat seit mehr als 25 Jahren keinerlei Erfahrungen mit dem Neubau von Kohlekraft- werken. Aus diesem Grunde waren umfang- reiche Marktanalysen und Auswertungen erforderlich, um die grundlegende Technik für die beiden Kohlekraftwerke festzulegen. Im vorliegenden Beitrag werden die Grund- prinzipen sowie die Auswahl der Verfahren für die beiden neuen südafrikanischen Kraftwerke beschrieben. Overview Due to the increased electricity growth and projected future demand in South Africa, the country needs to substantially increase its ca- pacity to generate electricity. In 2005 Eskom where given the go ahead to start planning for the next suite of base load power plants to be built in South Africa. As part of Eskom’s Inte- grated Strategic Electricity Planning Process and Project Evaluation Process the Medupi and Kusile projects where selected as the first two base load projects for execution. To this end, Eskom has awarded the boiler and tur- bine contracts to Hitachi and Alstom respec- tively for the Medupi and Kusile power station with gross generating capacities of 4,800 MWe each. Figure 1. Power plant arrangement (does not show the FGD). VGB PowerTech · Autorenexemplar · © 2008
Transcript of The New Power Plant Projects of s New Power Plant Projects 28 VGB PowerTech 7/2009 The New Power...

Eskom´s New Power Plant Projects
28 VGB PowerTech 7/2009
The New Power Plant Projects of EskomAn Overview of Medupi and Kusile Power Plants
Matshela M. Koko, Johannes Musel and Jean-Pierre Fouiloux
Authors
Matshela M. Koko
Senior General Manager (Engineering) Acting Generation Business Eskom Holdings, South Africa
Johannes Musel
Chief Executive Officer Hitachi Power Africa Pty Ltd.
Jean Pierre Fouiloux
Group Project Director Alstom S&E Africa
Kurzfassung
Die neuen Eskom-Projekte – Überblick über die Kraftwerke
Medupi und Kusile
Aufgrund des aktuellen und steigenden Strom-bedarfs in Südafrika wurde die Eskom auf- gefordert neue Grundlastkapazitäten in Süd- afrika zu schaffen. Dieser Bedarf soll durch zwei neue, baugleiche 6 X 800 MW-Kohlekraft-werke am Standort Medupi und Kusile mit ei-ner jeweiligen installierten Leistung von 4800 MWe gedeckt werden. Die Aufträge für die zwölf Kessel und Turbinen wurden an Hita-chi und Alstom vergeben.
Eskom hat seit mehr als 25 Jahren keinerlei Erfahrungen mit dem Neubau von Kohlekraft-werken. Aus diesem Grunde waren umfang-reiche Marktanalysen und Auswertungen erforderlich, um die grundlegende Technik für die beiden Kohlekraftwerke festzulegen.
Im vorliegenden Beitrag werden die Grund-prinzipen sowie die Auswahl der Verfahren für die beiden neuen südafrikanischen Kraftwerke beschrieben.
Overview
Due to the increased electricity growth and projected future demand in South Africa, the country needs to substantially increase its ca-pacity to generate electricity. In 2005 Eskom where given the go ahead to start planning for the next suite of base load power plants to be
built in South Africa. As part of Eskom’s Inte-grated Strategic Electricity Planning Process and Project Evaluation Process the Medupi and Kusile projects where selected as the first two base load projects for execution. To this end, Eskom has awarded the boiler and tur-bine contracts to Hitachi and Alstom respec-tively for the Medupi and Kusile power station with gross generating capacities of 4,800 MWe each.
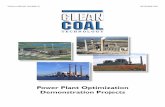
Figure 1. Power plant arrangement (does not show the FGD).
VG
B P
ower
Tech
· A
utor
enex
empl
ar ·
© 2
008

Eskom´s New Power Plant Projects
VGB PowerTech 7/2009 29
Site Location for Medupi and Kusile
Kus i l e Power S ta t ion
Kusile power station (six units of 800 MW each) is located approximately 10 km North/Northwest of Eskom’s existing Kendal power station. The approximate GPS coordinates are 25,923933S 28,899937E. The existing terrain varied in elevation from a high point of 1,524 m to a low point of 1,465 m. Approximately 15,000,000 cubic meters of earth and rock have been moved to prepare the site for the installation of the new power facilities. The new site elevation has an average elevation of 1,500 m.
Medup i Power S ta t ion
Medupi Power Station (six units of 800 MW each) is located approximately 15 km west of the town of Lephalale which is located in the Limpopo province of South Africa. The ap-proximate GPS coordinates are 23°42’31.09”S 27°3 2’43.99”E. The existing terrain varied in elevation from a high point of 896 m to a low point of 916 m. Approximately 5,000,000 cu-bic meters of earth and rock have been moved to prepare the site for the installation of the power facilities. The new site elevation has an average elevation of 902 m.
Project Implementation Schedules
The commercial load dates for Medupi and Kusile power stations are listed in Ta b l e 1 .
Power Block Arrangement of Facilities and Major Equipment
The power block configuration for Medupi and Kusile power plants consists of six identi-cal units ( F i g u r e 1 ). Each unit is comprised of the following major equipment/facilities in order from north to south based on the Kusile Plant layout:
A i r- coo led Condense r (ACC)
The air-cooled condensers are located south of the high voltage sub-station, and receive
exhaust steam discharged from the steam tur-bine via two large diameter ducts at the south side of the ACC.
Turb ine Genera to r Bu i ld ing
The turbine generator building encloses a sin-gle steam turbine consisting of a turbine sec-tion, which receives steam from the boiler on the south side, and a generator, which produc-es the electricity. The exhaust steam is dis-charged laterally to the ACC along the north side of the building for cooling and conden-sate collection.
Bo i l e r I s l and Bu i ld ing
The boiler island building encloses the boiler and ancillary equipment producing the motive steam. The boiler is fuelled with pulverised coal transported from the coal stock yard via conveyors running east-west along the south side of all boiler buildings. Branches in the conveyor system then move the coal north along the east side of each building, filling the five coal silos per unit.
Located below each coal silo is a vertical spindle mill on the ground floor level used to pulverise the coal. Also located on the ground floor inside the building are two forced draft fans (FD fans) and two primary air fans (PA fans).
Fab r i c Fi l t e r Bu i ld ing
The fabric filter building is comprised of a matrix of filter bags that remove fly ash cre-ated by the boiler. Below the filter bags are multiple hoppers that collect the ash which is ultimately transported via conveyors to the ash dump.
Induced Dra f t Fans
The two induced draft fans are located out-doors at the ground floor level just south of the fabric filter building. They draw the boiler exhaust through the fabric filter for fly ash re-moval and discharge it to the unit-specific flue gas desulphurisation (FGD) equipment to the south. The FGD plant is installed only at Kusile power station. Medupi is designed as FGD ready.
F lue Gas Desu lphur i sa t ion
The FGD equipment specific to each unit re-ceives limestone slurry from the common limestone preparation building serving all six units. The slurry conditions the gas, produc-ing a gypsum by-product which is discharged back to the same building, located further south, for dewatering and disposal.
Ch imneys
There are two chimneys (220 m height) in the power block area, each serving three units. One chimney is located due south of Unit 2 FGD equipment, and the other is located due south of Unit 5 FGD equipment. The chim-
neys receive and discharge the processed flue gas after FGD treatment.
Ma jo r Common Fac i l i t i e s
The major equipment shared by all six units consists of the following:
Material handling systems (coal and lime- –stone) – located south of the power block.
Control room – located within the auxiliary –bay between turbine and boiler island.
Plant administrative office buildings – lo- –cated northeast of the power block.
Maintenance workshop – located west of –the Unit 3 fabric filter.
Ash dump – located approximately 1,600 –meters southwest of the power block. The initial phase of the ash dump is sized for 10-years of storage.
Fuel oil off-loading, storage, heating and –pumping plant, water treatment plant and low pressure gas plant – located adjacent to the first unit to be built.
Boiler Island Scope of Supply
The contract for the boiler plant for the two stations is extensive and includes most equip-ment the boilers require to consume coal and produce high-pressure steam.
The following is a brief list of the equipment included:
pressure parts for the boiler evaporator, –
pressure parts for the economiser, super- –heaters and reheaters,
integral connecting piping, –
main steam and reheat piping to the tur- –bine,
high-pressure valves, pipe hangers and sup- –ports,
insulation and cladding, –
coal mills, bunkers, feeders and PF piping –to burners,
coal conveyors from ground level to bunker –inlets,
combustion air fans, flue gas extraction –fans and seal air fans,
gas-to-air heat exchangers, and auxiliary –steam air-heater,
oil burners, gas igniters, –
oil off-loading, storage, heating and pump- –ing plant,
air and gas ducting, expansion joints and –dampers,
boiler bottom ash scraper conveyor and out- –let conveyors,
fly ash collecting plant (fabric filter), –
auxiliary start-up boiler and piping, –
sootblowers and water cannons, –
structural steel, platforms, stairways, lifts, –hoists,
Table 1. Commercial load dates for Medupi and Kusile.
Unit Time for Completion
Medupi Kusile
1 April 2012 June 2013
2 January 2013 March 2014
3 October 2013 December 2014
4 July 2014 September 2015
5 April 2015 June 2016
6 January 2016 March 2017
VG
B P
ower
Tech
· A
utor
enex
empl
ar ·
© 2
008

Eskom´s New Power Plant Projects
30 VGB PowerTech 7/2009
basic instrumentation, –
low-pressure services (fire fighting, cool- –ing water, etc.).
All design, manufacture, supply, erection and commissioning is included.
Boiler Island Design and Performance
Following the issue of an enquiry for the com-plete Medupi boiler plant by Eskom, and the subsequent strict tender adjudication, Hitachi Power received the order for this equipment. A further contract was later placed with Hi-tachi for a similar boiler plant to Medupi for Kusile.
The power station convoy approach of Eskom resulted in a number of significant savings and advantages. The design is done only once, except for some site specific items due to the different altitude and coal specifications. Fans are slightly bigger at Kusile. More surface is required in the economiser because of heat transfer differences due to the different coal and different foundation designs.
For the comprehensive technical requirements laid out by Eskom and the coal specified ( Ta -b l e 2 ) for the two stations, the tower type once-through supercritical boiler was selected as being the most suitable type. As the result of the relatively high ash content of the coals, a design, which suffers the least from erosion, was deemed imperative. The once-through de-sign satisfies this requirement as the flue gas changes direction only after it has left the last pressure part. Many of these units have been built, and consequently a lot of experience has been gained, leading to this boiler type being selected with the utmost confidence.
The use of this design combines the advan-tages of a highly reliable and efficient boiler with flexible operational characteristics, which allows rapid load changing over large
ranges and allows a wide range of coals to be burned.
As the design for the units at the two stations is almost identical, and consequently equip-ment is common, a number of advantages will be realized, such as common spares holdings and optimized operation and maintenance training activities.
The main parameters can be summarized as follows:
once-through, tower type with Benson start- –up system,
BMCR steam capacity 636 kg/s, –
BMCR steam parameters: superheater out- –let header 25.8 MPa (abs)/564 °C reheater outlet header 5.3 MPa (abs)/572 °C,
pressure part design according to DIN –EN 12952,
spiral furnace membrane walls in evapora- –tor,
vertical furnace membrane walls in first –stage superheater,
38.8 % BMCR Benson load without oil –support,
SH control range from 38.8 % to 100 % –BMCR,
SH and RH spray water attemperation, –
BMCR with n-1 Mills in operation, firing –the design coal range,
30 low NO – x coal burners with staged com-bustion overfire air and side wall curtains,
emissions referred to 6% O – 2 content in dry flue gas: NOx < 650 mg/Nm3 Dust < 50 mg/Nm3,
mass of structural steel – approximately –14,000 tonnes per unit.
Fu r nace Des ign
The furnace design is based on both extensive operating experience gained from the design and operation of similar units, and on com-prehensive computer modelling methods. The
model takes into consideration the experience gained in the operation of some 20,000 MWe installed capacity in South Africa.
The combustion performance predictions are calculated using sophisticated CFD modelling that takes into account the fundamental kinet-ics of coal combustion enabling the accurate prediction of the combustion process within the furnace and accurate furnace gas exit tem-perature and unburnt carbon evaluation.
The CFD model is used to optimise the fur-nace design, burner arrangement, ignition zone temperature, residence time, coal reac-tivity, ash emissivity and carbon burnout etc. to ensure safe and reliable performance under all operating conditions. Extensive knowledge and experience of the specific characteristics of South African coals is available, and these are fully incorporated within the CFD calcu-lation.
The furnace is dimensioned such that the cal-culated burnout time downstream of even the upper burners still amounts to over three sec-onds which is more than sufficient to realise optimum combustion efficiency with mini-mum unburned carbon in ash. The furnace exit gas temperature is designed for 1200 °C which is well below the ash melting point and hence minimises fouling and slagging in the superheaters.
Furthermore the furnace heat release rates are very conservative and well within the de-signer’s experience and Eskom’s specification requirements. The heat release values for BMCR are given below:
furnace cross section 5.60 MW/m – 2,
burner zone – 1 1.32 MW/m2,
furnace volume 92 kW/m – 3.
Based on the experience with CFD modelling and actual operating performance the furnace geometry for the Medupi and Kusile boilers have been defined ( F i g u r e 2 ). During the engineering phase the CFD model was used to fine tune the precise burner and OFA ar-rangement within the given furnace dimen-sions in order to further optimise the combus-tion performance.
Coa l Bur ne r s
In order to meet all specific requirements of the specification the highly developed DS burner was selected. This has a proven history gained from more than 1,000 burners deliv-ered worldwide. The DS burner features can be summarised as follows:
high flame stability, –
excellent burnout, –
1 maximum value with either top or bottom row of burners not in service. Specifically the properties of the ash have been taken into account in considering burner dimen-sions and general burner layout, to minimise the possibility of furnace slagging.
Tabelle 2. Coal properties.
Fuel properties for design coal calculated on an “as receivedbasis”
Melupi Kusile
Calorific value LHV kJ/kg 17871 Calorific value LHV kJ/kg 17265
Moisture % 10.50 Moisture % 7.00
Ash % 31.96 Ash % 34.36
Carbon % 46.30 Carbon % 45.30
Hydrogen % 2.74 Hydrogen % 2.78
Nitrogen % 0.91 Nitrogen % 1.25
Sulphur % 1.10 Sulphur % 0.86
Oxygen % 1.00 Oxygen % 0.10
Carbonates % 1.00 Carbonates % 8.35
Σ % 100.00 Σ % 100.00
Volatiles % 23.65 Volatiles % 18.37
Volatiles (daf) % 41.11 Volatiles (daf) % 31.33
VG
B P
ower
Tech
· A
utor
enex
empl
ar ·
© 2
008

Thermal Engineering
GEA Energietechnik GmbHDorstener Straße 18 - 29 · D-44651 Herne
Tel. +49 (0) 2 34 9 80 - 26 11 · Fax +49 (0) 2 34 9 80 - 26 [email protected] · www.gea-energietechnik.de
Reliability.Powered by Experience.
Als Unternehmen der GEA Group Aktiengesellschaft ver-bindet die GEA Energietechnik Qualität mit der Stärke eines global operierenden Unternehmens. Unser weltweites Netz-werk, mit Fertigungsstandorten in Europa, Asien, Amerika und Südafrika, sorgt für maximale Kundennähe.
Die Kühltechnik der GEA Energietechnik stellt ihre Verlässlichkeit in vielen Großanlagen seit Jahrzehnten unter Beweis. Zu unseren Referenzen zählen unter anderem Kraftwerke in Südafrika wie Majuba und Matimba. Zur Zeit erstellen wir die luftgekühlten Kondensatoren für das Kohlekraftwerk Medupi.
Die bewährten und erprobten Technologien der GEA Energietechnik werden von Kraftwerksbetreibern sowie der Prozessindustrie weltweit erfolgreich eingesetzt.
Unsere Erfahrung sowie die anerkannte Qualität bilden die besten Voraussetzungen, die Anforderungen unserer Kunden sowohl heute als auch in Zukunft zu erfüllen.
Medupi power plant
GEA Airc
ooled Condensers
Trockenkühlsysteme Luftgekühlte Kondensatoren (LUKO)
Nasskühlsysteme Naturzugkühltürme, Zellenkühltürme, Rundkühltürme und Systemtechnik
Kombinationssysteme Hybridkühltürme, Nass- / Trockensysteme (PAC)
Service
Die komplette Kraftwerkskühlung
VG
B P
ower
Tech
· A
utor
enex
empl
ar ·
© 2
008

Eskom´s New Power Plant Projects
32 VGB PowerTech 7/2009
low load operation, –
low NO – x emissions due to defined/delayed air mixing,
intensive pyrolysis in fuel-rich zone. –
It is basically the standard European design of low NOx burners, which has an initial ignition zone with lean air content, with the remaining air being admitted at later stages of combus-tion. The consequent low temperatures and stoichiometry result in thermal NOx not being formed; only fuel NOx is produced.
Combus t ion Sys t em Des ign
The firing system design is tailor-made to meet the requirements for Medupi and Ku-sile. In particular, careful consideration has been given to minimising the gas side attri-tion rates within the furnace. Past experience has shown that this requires attention and must be taken into account during the initial planning phase because the correct selection of burner and furnace dimensions is critical to achieving the required performance and long term reliability.
Based on the designer’s experience in combi-nation with 3D computer modelling the fol-lowing arrangement (see also the prior section on furnace design) has been selected:
Six Burners per Mill
The individual PF pipes are connected direct-ly to the mill without splitter boxes; this en-sures the best possible distribution of fuel and air to each burner.
Five Burner Rows
Each row of six burners (from one mill) is vertically staggered with three rows at the front wall and two rows at the rear wall.
The selection of this arrangement matched with the furnace dimension and burner capac-ity ensures that an optimised flame configura-tion and wall atmosphere is maintained. This layout also requires shorter pulverised fuel pipes overall, than each mill feeding both front and rear walls.
Individual Burner Air Control
All flows of combustion air to the burner are measured and controlled (to each individual burner) which enables accurate adjustment of the air flow according to the measured fuel flow and distribution for optimised com-bustion. Thus the highest efficiency with low unburnt carbon and NOx emissions will be achieved as well as a minimised CO pro-duction.
Over Fire Air (OFA) System
One row of six OFA double nozzles is pro-vided in both the front and rear walls. The de-sign and arrangement of the nozzles ensure optimum OFA distribution and penetration into vertical flue gas flow with maximum flexibility to different boiler operating modes.
Side Wall Air (Curtain Air)
Adjacent to each outer burner a row of air nozzles admits air to the side of the burner at the wall. This prevents recirculation of com-bustion products which could cause slagging or corrosion in these areas. Emissions
Environmental protection is of ever-growing importance and experience has been gained from the continual development of environ-mentally-friendly solutions for many years, in both primary and secondary measures. This ranges from low NOx firing systems and high efficiency thermal cycles to complex desul-phurisation and denitrification systems. The primary measures have been applied in the design of the two stations. Primary measures are preferred in the first instance for reducing emissions as far as practical, because this re-duces the requirements imposed on any sec-
OFA Elevation
Burner Elevation 50
Burner Elevation 40
Burner Elevation 10
Burner Elevation 20
Burner Elevation 30
Front wall Rear wall
23,126 16,286
Furnace exit
38,2
6329
,880
10,1
4335
0081
0081
0084
20
2813 3500 3500 3500 3500 3500 2813 2813 3500 3500 3500 3500 3500 2813
700
68°
7575
8100
12,4
70
58,0
00
1000
Figure 2. Furnace layout.
VG
B P
ower
Tech
· A
utor
enex
empl
ar ·
© 2
008

Eskom´s New Power Plant Projects
VGB PowerTech 7/2009 33
ondary measures that may be necessary to fulfil statutory regulations.
The entire low NOx firing system is designed and manufactured as an integral unit, conse-quently the selection of each component and the furnace geometry and arrangement is matched to ensure that the complete firing system is optimised to meet all operational and environmental requirements with not only extremely low levels of NOx but also excel-lent burn-out rates.
In the case of design fuel the expected NOx emission level at BMCR is approximately 420 mg/Nm³ which is well below the required level specif ied by Eskom of less than 650 mg/Nm³.
S l agg ing Coun te r measu res
In order to ensure safe and reliable combus-tion of the range of coals specified conserva-tive furnace heat release rates were selected. This was achieved by selecting a generously dimensioned furnace and burner arrangement (pitch, wall clearances etc.). The design of the burners and combustion zone were selected to prevent ash deposits and slag accumulation around the burners.
The staged air swirl type DS burner has been continually developed over many years and the accumulation of slag around the burners is prevented by several special features includ-ing:
high flame stability, –
no recirculation to the wall (curtain air), –
burner throat refractory is minimised, –
suitable burner zone heat rating of max. –1.32 MW/m².
The furnace was designed using sophisticated computer models in combination with the wealth of experience gained from similarly designed power plants. In particular, the expe-
rience gained from firing South African coal, including the slagging and fouling factors ( F i g u r e 3 ) is reflected in the furnace de-sign, also taking the properties of coal ash with regard to emissivity into account. This allows for an improved calculation of the tem-perature in the furnace with its influence on furnace exit gas temperature, heat fluxes, NOx emissions and unburnt carbon in fly ash.
The furnace exit gas temperature at BMCR is guaranteed to be 50 °C lower than the initial deformation temperature (IDT) for the worst fuel.
In addition, the furnace and heating surfaces are provided with water lances and steam soot blowers to maintain the optimum heat ex-
change performance. These are controlled by an intelligent system that monitors the heat pick-up of the combustion zones and activates the soot-blowing system when ash build-up retards heat transfer.
The tube banks are spaced at large distances apart, in accordance with Eskom’s specifica-tion ( F i g u r e 4 ). This prevents any slag formed on the elements from bridging across to neighbouring elements.
Abras ion Coun te r measu res
In view of the abrasive nature of the coals to be fired, special attention was given to the de-sign of the furnace, boiler heating surfaces and firing system.
The flue gas velocity within the boiler heating surfaces is very moderate and does not exceed 12 m/s at BMCR firing worst coal.
With a design comprising a vertically stag-gered firing system (with five rows of burn-ers, three in the front wall and two in the rear wall), the velocity profile and particle con-centration are more even and peaks mini-mised, than a system of burner rows opposing each other with large gaps between the verti-cal rows. Further the tower type boiler does not incorporate any aerodynamic features within the boiler which cause a change in flue gas flow direction (e.g. no furnace arch, no horizontal pass and no second pass), where high local velocities and particle concentra-tions can be expected.
In addition to the above-mentioned measures, the boiler design includes the comprehensive standard erosion protection measures which have been developed based on worldwide ex-
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
Evaluation of ash propertiesregarding slagging and fopuling in SA Coal-fired boilers
SR < 0.72
Slagging and fouling indicators
B/A > 0.3 Rs > 0.6 Rf > 0.2 A > 0.3
SRSilica ratio
B/ABase/acid ratio
RsSlagging factor
RfFouling factor
AAlkali factor
0 (Medupi)1 (Douglas)2 (Middelburg)3 (Goedehoop)4 (Kleinkopje)5 (Kleinkopje)6 (Douglas)7 (Koornfontein)8 (Kleinkopje)9 (SASOL)10 (TUTUKA)
Reference coals
Power plants:1+2+3 Westfalen4 Walsum5+6 Datteln7 Moorburg8 Iskenderun9 Sasol10 Tutuka
Figure 3. Ash analysis.
Fin tubeeconomiser outlet
Feedwater inlet
SH2 inlet
SH2 outlet
SH3 outlet
SH3 inlet
SH1 outlet
RH1 inlet
RH1 outlet
RH2 outlet
RH2 inlet
120 mm
120 mm
120 mm
240 mm
480 mm
960 mm
392 °C
479 °C
710 °C
846 °C
965 °C
1077 °C
1180 °C
Figure 4. Convection bank element spacing.
VG
B P
ower
Tech
· A
utor
enex
empl
ar ·
© 2
008

Eskom´s New Power Plant Projects
34 VGB PowerTech 7/2009
perience. This incorporates the utilisation of wear resistant materials such as special PF pipe elbows, hard-face protection at burner PF pipes and inserts, gas velocity distribution screens between the boiler heating surfaces, protection of tubes against soot blower ero-sion, etc.
The air and flue gas ductwork has been sized in accordance with the specification require-ments, which results in low velocities and lower erosion. In heavily laden dust streams, duct stiffeners are external to the flow path.
Ma te r i a l Se l ec t ion
In the original specification materials P91 and T91 for the final high temperature compo-nents were defined. However, recent experi-ence on overseas units has shown that the use of T91 (9 % chromium) for the heated compo-nents of the final superheater and final reheat-er heating surfaces (above 540 °C steam tem-perature) has lead to significant problems eventually resulting in tube failures due to ex-tensive growth of the inner magnetite layer which leads sooner or later to overheating of the tubes, requiring them to be cleared out. Consequently the final design is based on the use of TP347HFG material with 18 % chro-mium for the final superheater and final re-heater heating surfaces in order to provide Eskom with the best possible solution to meeting the specified steam parameters.
Using this approach, Eskom has taken inter-national experience into consideration right up to contract finalisation and at the same time was able to optimise the thermal cycle by increasing the final feedwater temperature further.
The evaporator – water walls – are construct-ed of 13CrMo45 material (1 % chrome), an old favourite which has proved itself many times in numerous boilers.
The superheater and reheater tubes range in quality from 13CrMo45 to TP347HFG (18 % chrome). This TP347HFG material is satisfac-tory for temperatures over 600 °C, well above
those to be experienced at Medupi or Kusile. (Ta b l e 3 , F i g u r e s 5 and 6 ).
Boiler Auxiliary Equipment
Coa l Mi l l i ng P lan t
For the coal milling plant five vertical spindle mills (MPS 265) with static classifiers are in-stalled for each boiler. In comparison to the previously used tube mills, the vertical spin-dle mills provides significant savings in oper-ating costs and the investment costs are also significantly lower.
Furthermore the bunker outlet and mill feeder arrangement is simplified as only one feeder per mill is required instead of two, which re-sults in further savings in investment costs and operating and maintenance costs.
The MPS mills are preferred not only due to the economic considerations as mentioned above but also because of the simplified op-eration and control.
Each mill is supplied with coal from its coal bunker, of capacity 1275 m3, sufficient for
Table 3. Main data steam cycle.
HP data BMCR
Main steam mass flow 635.51 kg/s (2288 t/h)
Feedwater temperature and ECO inlet header 269 ºC
Main steam temperature and SH 3 outlet header 564 ºC
Pressure and SH3 outlet header 258 bar (abs)
Design pressure 277 bar (abs)
RH data BMCR
Cold reheat mass flow 574.34 kg/s (2068 t/h)
Cold reheat temperature and RH 1 inlet header 333 ºC
Hot reheat temperature and RH 2 outlet header 572 ºC
Pressure and RTH 2 outlet header 67 bar (abs)
Design pressure 71 bar (abs)
12 hours operation. The bunkers are lined with erosion-resistant steel of 12 mm thick.
The mills are driven by electric motors through a gearbox situated below the mill.
Each mill has three rollers running on a grooved table, loaded so that they exert pres-sure on the coal lying on the table. Hydraulic cylinders exert the required force on the rollers.
The design is such that each roller can be swung out of the mill housing for mainte-nance or replacement, the roller tyres being replaceable in a weekend.
Six pulverised fuel outlet pipes are fitted to the top of the mill, one pipe to each burner. The pipe bends are lined with erosion resist-ant ceramic liners.
A i r and F lue Gas Sys t em
Leaving the boiler, the flue gas flows to the regenerative air-heaters, where the gas is cooled by giving up its heat to the combustion air. This raises the efficiency of the complete cycle as the last of the available heat above dew point is extracted from the waste gases and is transferred to the combustion process. The ducts are sized generously so that veloci-ties are low, to reduce erosion.
In the downstream gas cleaning system the flue gases are cleaned off almost their dust burden (> 99.9 %) by a pulse jet fabric filter before being routed to the stack via two in-duced draft fans. The maximum dust burden at filter outlet will not exceed 50 mg/Nm³, so no dust plume will be visible.
Ash Hand l ing Sys t em
A wet de-ashing system will be provided for the removal of bottom ash from the furnace.
This system consists of a submerged scraper conveyor; the discharge chute with grizzly screen and a transfer chute to the coarse the ash conveyor.
1280 °C(design coal)
13CrMo4-5
13CrMo4-5
Evaporator dimension:
Helical wall 2Tube number Tube dimensionMaterialMass flow density BMCRMass flow density 40 % TMCR(minimum Benson operation)
Helical wall 1Tube number Tube dimensionMaterialMass flow density BMCRMass flow density 40 % TMCR
HopperTube number Tube dimensionMaterialMass flow density BMCRMass flow density 40 % TMCR(minimum Benson operation)
43644,5 x 7,113CrMo4-51920.4 kg/m²s745.8 kg/m²s
43638,0 x 5,613CrMo4-52454.7 kg/m2s953.3 kg/m2s
43638,0 x 6,316Mo 32732.8 kg/m2s1061.3 kg/m2s
16Mo3
57.9
64 m
Figure 5. Evaporator material.
VG
B P
ower
Tech
· A
utor
enex
empl
ar ·
© 2
008

Eskom´s New Power Plant Projects
VGB PowerTech 7/2009 35
Advantages for using a submerged scraper conveyor are:
high availability proven by extensive expe- –rience from previous plants,
low water consumption, –
low energy requirement, –
space saving design. –
Fans
A draught plant has been selected with fixed speed fans in combination with variable blade pitch control for the axial-type FD & ID fans and with variable inlet vane control for the radial-type PA fans.
Criteria for fan selection are the:
safe and reliable operation as per –experience gained from previous plant,
low capital investment cost, –
low power consumption. –
Air-hea te r Sys t em
The selected design provides a complete air heating system which will meet the required duties at all loads, without blocking, excessive leakage or erosion such that the required maintenance outage intervals will be met.
The air heating system consists of two regen-erative quadri-(four) sector air-heaters for the primary and secondary air, and two steam air-heaters downstream of the secondary air fans, after the primary air fan take-off, for keeping temperatures above sulphuric acid dew-point at start-up and low loads.
The quadri-sector air-heaters have two sec-ondary air sections, avoiding the layout that puts the high pressure primary air sector next
to the negative pressure flue gas sector. This reduces leakage of air to flue gas.
The arrangement of combined primary and secondary air-heaters is a Hitachi Power standard solution and has been used in all re-cent plant designs with extremely low leakage rates of less than 6 %.
The benefits can be summarised as follows:
low investment and maintenance costs, –
simplified ductwork system, –
no control dampers in the flue gas ducts –simplifying operation and avoiding corro-sion problems,.
low leakage of air to flue gas. –
The Turbine Island Scope of Supply
As in the boiler scope, Medupi and Kusile projects are being implemented under a fleet concept whereby the turbines are essentially identical, as is the overall design of the tur-bine island. The notable exceptions are related primarily to the type of ACC (because of sub-supplier risk) and differences in site ambient and geotechnical conditions. Alstom has been awarded the fleet contract for the turbine is-land scope.
The following is a brief list of the equipment included:
steam turbine centreline, –
generator and excitation system, –
boiler feed pumps – 3 x 50 % electric motor –driven pumps with planetary geared varia-ble speed fluid drive couplings, including dedicated lubrication systems,
condensate extraction pumps – 2 x 100 % –(one variable speed for normal operation and one fixed speed standby),
mechanical draft air-cooled condenser – 64 –fan modules per unit,
condensate and feedwater heating – HP –heaters (horizontal header type in two 50 % banks), LP heaters (horizontal tube plate type), deaerator (combined feedwater tank deaerator with stork sprays),
gland steam system, –
forced air cooling system, –
main turbine lubrication system, including –jacking oil system,
main turbine control oil system (combined –with lubrication oil system),
generator auxiliaries (seal oil system, gas –system, hydrogen and stator water cooling systems),
turbine controller, –
LP by-pass system, –
all interconnecting piping, valves, fittings, –vessels and pumps,
civil design of turbine structures and foun- –dations including design of turbine pedes-tal,
turbine hall and structural steelwork –
2 x 120 t main turbine hall cranes, –2 x 12.5 t semi-portal cranes
Turbine Island Design and Performance
The ACC is designed at average inlet air tem-perature of 23.7 °C with a 9m/s wind blowing. Under these conditions and 97 % BMCR (Boiler Maximum Continuous Rating) steam flow, the LP exhaust pressure is 141 mbar and the expected gross power output is 794 MW. The corresponding net power output to the grid is 722 MW. The net sent out at worst am-bient conditions (40 °C air temperature at ACC inlet, 9m/s wind) is 663 MW. The maxi-mum gross output with one bank of HP heat-ers out of service is 835 MW.
The nominal efficiencies for Medupi are as follows:
gross plant efficiency 41.2 % –
net plant efficiency 37.5 % –
Steam Turbine Details
The projects will use Alstom’s STF100 steam turbines. Each turbine consists of an HP sec-tion, IP section and LP section.
HP Turb ine
The turbine is of double-shell design with an outer and an inner casing. The inner casing
Eco outlet
Feedwaterinlet
SH2 inlet
SH2 outlet
SH3 outlet
SH3 inlet
SH1 outlet
RH1 inlet
RH1 outlet
RH2 outlet
RH2 inlet
SH1C outlet
Figure 6. Tube bank material.
VG
B P
ower
Tech
· A
utor
enex
empl
ar ·
© 2
008

Eskom´s New Power Plant Projects
36 VGB PowerTech 7/2009
carries the stationary blading. The parting plane of the outer casing is horizontal at the level of the rotor axis. The outer casing is as-sembled by means of hydraulically tightened expansion bolts. The inner casing is mainly assembled by means of shrink rings. Flange bolts are only used at the inlet section.
The rotor is of the welded type with integral coupling halves.
After passing stop and control valves the steam flows through a prolonged valve dif-fuser to inlet scrolls of the inner casing. These scrolls are designed to harmonise the steam flow upstream of the first blading row. In ad-dition a first stationary radial blade-row opti-mises the steam flow for most efficient expan-sion. After expansion through the axial blad-ing, the steam is exhausted via a nozzle at the bottom of the turbine casing. A balance piston in front of the blading is used to compensate for the axial thrust caused by the rotor blad-ing.
IP Turb ine
The casing is of double shell design with an outer and an inner casing. The inner casing carries the stationary blading. The parting plane of the outer and inner casing is horizon-tal at the level of the rotor axis. The rotor is of the welded design with integral couplings. Both casings are assembled by means of hy-draulically tightened expansion bolts.
The steam passes the main valves and is then fed directly into the blading path. Intermedi-ate pipes connect the valves with the inner casing. After expansion in the double flow axial blading, the steam is exhausted via two nozzles at the turbine outer casing upper part. The inlet valve casings are connected to the IP-turbine via an intermediate pipe on either side of the turbine.
Steam for feedwater heating is extracted at certain points along the blade path. The ex-tracted steam is gathered in pockets, integrat-ed in the inner casing, and exhausted to the preheaters by nozzles at the turbine bottom.
LP Turb ine
After passing the crossover pipe, the steam enters equally into the two LP casings of a double-flow configuration. At each LP inlet, an inlet scroll is applied to distribute the steam smoothly to both LP flows. After expansion the steam is exhausted horizontally to the air cooled condenser.
The LP casing is of the double shell design. The welded outer casing consists of a split up-per part and a single lower part. The upper
part can be removed for inspection or mainte-nance without cutting the connection to the condenser neck.
The lower part is supported directly on the foundation. The upper and lower casing halves are bolted at the parting plane at the level of the rotor axis.
The inner casing is of cast design. If LP ex-traction is required, the extraction chambers are integrated in the inner casing. The casing is split at the level of the rotor axis and bolted together using hydraulically pre-stressed bolts.
Gene ra to r De ta i l s
The steam turbine is directly linked to a generator. The generator type is Alstom’s GIGATOP 2-pole hydrogen and water-cooled generator.
The generator stator winding is water-cooled while the rotor and stator core are directly hy-drogen cooled. This cooling system ensures a high level of efficiency from full load to part load. Its two-plate design also allows it to de-liver reactive power to the grid for stabilisa-tion in the event of a disturbance.
The generator features a re-tightenable end-winding that simplifies maintenance and in-creases the generator’s availability. It is axially flexible to allow thermal expansion but is rig-id in the radial and tangential directions so that it can withstand high electromagnetic forces.
A triple circuit hydrogen sealing system is used instead of a double circuit system, which keeps the hydrogen at very high purity levels and reduces the consumption of hydrogen. This results in sustained efficiency over the long term and lower operational costs.
A i r- coo led Condense r (ACC)
A shortage of water in South Africa will see the use of air-cooled condensers at Medupi and Kusile. The ACC condenses exhaust steam from the steam turbine and returns con-densate to the cycle. Notably, the ACCs at Medupi and Kusile are the largest in the world, occupying an area of more than 72,000 m2 each.
Alstom has sub-contracted the design, manu-facture, supply and erection of the ACCs for Medupi to GEA Air-cooled Systems, based in Germiston, near Johannesburg. GEA will also supply the entire steel structure including the supporting steel structure and fan deck, fan rings, the wind walls on the fan deck, the steam duct, the condensate piping including
the condensate tank, the air and steam piping, the wind cross on ground level and the electri-cal controls.
The main components of the ACC include the air-cooled steam condenser modules, which are based on GEA’s A-tube design. This de-sign has already been used at the Matimba and Majuba projects. The condenser modules consist of galvanized air-cooled condenser tubes, tube sheets and the steam and conden-sate collection headers.
The other main components include the air moving system. This comprises fans, gear-boxes, couplings, electric motors and fan sup-port bridges. Other relevant auxiliary compo-nents include condensate tanks, drain pumps, steam ejectors, rupture discs, and the bundle exterior cleaning system.
In addition to the ambient temperature, wind speed and direction will have a big impact on the performance of the ACC, which has an ef-fect on the turbine backpressure and, there-fore, power output of the plant. GEA thus car-ried out computational fluid dynamics (CFD) studies to predict the airflow distribution around and inside the ACC, as well as the im-pact of the air distribution on its perform-ance.
On Kusile, the ACC is of a different design since Alstom has sub-contracted the design, manufacture, supply and erection of the ACC for Kusile to DB Technologies, an SPX com-pany. The turbine island and overall perform-ance of the plants will be slightly modified by different site conditions (mainly altitude and air temperature).
Conclusion
Prior to placing the orders for Medupi and Kusile the latest design implemented in South Africa was that of Majuba Power Station some twenty five years ago. It was therefore imper-ative to ensure that the latest technology of a proven design was selected for the boilers and turbine generators of the new expansion pro-gramme. This was achieved by Eskom through careful research prior to issuing the tender specifications and a strict adjudication and examination process of the submitted de-signs.
Based on this approach and the results ob-tained, Eskom can be confident that a reliable world class, highly efficient plant design will be implemented at the Medupi and Kusile power stations. h
VG
B P
ower
Tech
· A
utor
enex
empl
ar ·
© 2
008

VGB PowerTech-DVDDVDMore than 10,000 digitalised pages with data and expertise
(incl. search function for all documents)
�Please fill in and return by mail or fax
I would like to order the VGB PowerTech-DVD 1990 to 2007 (single user license).
Euro 950.–* (Subscriber of VGB PowerTech Journal 1)
Euro 1950.–* (Non-subscriber of VGB PowerTech Journal 2)Plus postage, Germany Euro 7.50 and VAT
Network license (corporate license), VGB members’edition (InfoExpert) and education license on request(phone: +49 201 8128-200).
* Plus VAT.Annual update 1) Euro 150.–; 2) Euro 350.–The update has to be ordered annually.
Return by fax or in business envelope with window to
VGB PowerTech Service GmbHFax No. +49 201 8128-329
InfoExpert
Name, First Name
Street
Postal Code City Country
Phone/Fax
Date 1st Signature
Cancellation: This order may be cancelled within 14 days. A notice must besent to to VGB PowerTech Service GmbH within this period. The deadlinewill be observed by due mailing. I agree to the terms with my 2nd signature.
Date 2nd Signature
DVD-VGB_2007-e 04.07.2008 15:15 Uhr Seite 1

VGB PowerTech – www.vgb.orgThe generation of electricity and the disposal of heat is in all parts of the world a centraltopic of technology, economy, politics and daily live. Experts are responsible for theconstruction and operation of power plants, their development and monitoring as wellas for various tasks in connection with service and management.
The technical journal VGB PowerTech is a competent and internationally acceptedpublication for power plant engineering. It appears with 11 bilingual issues(German/English) annually. VGB PowerTech informs with technical/scientific papers andup-to-date news on all important questions of electricity and heat generation.
VGB PowerTech appears with VGB PowerTech Service GmbH, publishing house oftechnical-scientific publications.
VGB PowerTech e.V., the German and European technical association, is the publisher.
VGB PowerTech DVD 1990 to 2007:Digitalised technical papers of VGB Kraftwerkstechnik and VGB PowerTech.
You find the competent technical know-how from 18 years on more than 10,000 pages
VGB Kraftwerkstechnik (German issues until 2000) and the international technicaljournal VGB PowerTech (as of 2001) with:
– More than 2300 technical papers,– All documents in PDF-format (up to the year 2000 for technical reasons as b/w scan),– Convenient search function in all papers as full-text search and/or deliberate search
for authors and documents titles,– Navigate quickly to the desired papers with a few mouse clicks.
The VGB PowerTech-DVD is available as single license or multi-user license forcompanies, research institutions and authorities.
The single license can be ordered by form and by post/fax or use our online shopunder www.vgb.org.
A quotation for a multi-user license is made on demand.You can bring up to date your DVD annually with the VGB PowerTech update.The update has to be ordered annually.
Your contact at VGB PowerTech Service GmbH,Jürgen Zimander, Phone: +49 201 8128-200, E-Mail: [email protected]
VGB PowerTech Service GmbHP.O. Box 10 39 3245039 EssenALLEMAGNE
InfoExpert
DVD-VGB_2007-e 04.07.2008 15:15 Uhr Seite 2