THE NATURE AND DISTRIBUTION OF EXTRACTIVES IN...PART I GENERAL INTRODUCTION 1 1.1 The pulping of...
208
THE NATURE AND DISTRIBUTION OF EXTRACTIVES IN Larix leptolepis GORD AND THEIR INFLUENCE ON THE COLOUR OF REFINER GROUNDWOOD PULP A thesis presented in part fulfilment of the requirements for the degree of Doctor of Philosophy of the University of London by Reginald James Orsler ARIC Department of Botany Imperial College of Science and Technology London May 1975
Transcript of THE NATURE AND DISTRIBUTION OF EXTRACTIVES IN...PART I GENERAL INTRODUCTION 1 1.1 The pulping of...
-
THE NATURE AND DISTRIBUTION OF EXTRACTIVES IN
Larix leptolepis GORD AND THEIR INFLUENCE ON
THE COLOUR OF REFINER GROUNDWOOD PULP
A thesis presented in part fulfilment of the requirements for the degree of
Doctor of Philosophy of the
University of London
by
Reginald James Orsler ARIC
Department of Botany Imperial College of Science and Technology London
May 1975
-
ABSTRACT
The present study originated from an appraisal of the problems
peculiar to the British Pulping Industry. Disc refiner
mechanical pulp is considered the most important product in
terms of future potential, and the effect that a mixed species
furnish has on the colour of this pulp is identified as a
major problem area. Japanese larch (Larix Zeptolepis Gord) is
introduced as the principal contributor to this dark colour,
and its extractives are selected as the most probable origin
of this colour.
A study of the nature of the heartwood extractives has been
carried out after removing these materials from the wood by a
succession of solvents in which there was a gradual change
from non-polar to polar character. The isolation and identifi-
cation of the individual constituents included the discovery of
two flavanones, not previously recorded for Japanese larch, and
the characterisation, for the first time, of a trilignol.
The distribution of the extractives within the lumina of the
wood elements, and the effect that the extracting solvents have
on this distribution has been investigated using scanning
electron microscopy. It is concluded from this, together with
the chemical examination, that the bulk of the extractives
reside within the cell walls of the wood. A further distribution
study, in which the wood elements were separated by dissection
and then extracted, has shown that the tracheid walls are the
principal site of extractives deposition. The possible
implications that these observations have on the theory of
heartwood formation is presented.
ii
-
Unextracted and extracted heartwood chips have been converted
to refiner mechanical pulp, and the colour characteristics of
the handsheets produced from these pulps have been studied.
This, together with an assessment of the effect of heartwood
extractives on sapwood pulp colour, and of the movement of
extractives during the pulping process, indicated that the
phenolic extractives are not removed during pulping and do
not have a great effect on the colour of the pulp.
iii
-
INDEX
Title page i
Abstract ii
Index iv
PART I GENERAL INTRODUCTION 1
1.1 The pulping of wood 1
1.1.1 Chemical pulping methods 2
1.1.1.1 The kraft or sulphate process 2
1.1.1.2 The sulphite processes 3
1.1.1.3 The semi-chemical processes 4
1.1.2 Mechanical pulping methods 4
1.1.2.1 Stone groundwood 4
1.1.2.2 Refiner groundwood 5
1.2 Pulping in the United Kingdom 6
1.3 Colour in pulp 8
1.4 Extractives and colour 13
1.5 Conclusion 15
PART II CHARACTERISATION OF THE EXTRACTIVES 18
2.1 Introduction 18
2.2 Heartwood extractives 20
2.2.1 Extraction 21
2.2.2 The acetone extract 22
2.2.2.1 Initial study 22
2.2.2.2 The chloroform soluble material 25
2.2.2.3 Ultraviolet spectral study 27
2.2.2.4 Tentative identification of flavonoids 32
iv
-
2.2.2.5 Separation of the flavanone mixture 33
2.2.2.6 Sephadex column separation 35
2.2.2.7 Chromatographic identification 37
2.2.3 The methanol extract 39
2.2.3.1 Initial study 39
2.2.3.2 Isolation of compound M 40
2.2.3.3 Preliminary tests 41
2.2.3.4 Experimental details of structural studies 43
i Alkali fusion 43
ii Spot tests 44
iii Acetylation 44
iv Rast molecular weight determination 46
v Nitrobenzene oxidation of compound M 47
vi GLC examination of nitrobenzene oxidation
product 48
vii Nuclear magnetic resonance studies 50
2.2.3.5 Discussion 51
2.2.4 The petrol extract 56
2.2.5 The ether extract 56
2.2.6 The water extract 57
2.2.6.1 Initial study 57
2.2.6.2 Examination of the hemicellulose fraction 58
2.2.6.3 Examination of the crystalline fraction 59
2.2.7 Quantitative estimation of the flavonoids in
the heartwood 59
2.2.7.1 Experimental 60
2.2.7.2 Results and discussion 60
2.3 Sapwood extractives 62
2.3.1 Experimental 62
2.4 Conclusions 63
-
PART III DISTRIBUTION OF EXTRACTIVES 67
3.1 Scanning electron microscopy 67
3.1.1 Introduction 67
3.1.2 Sample preparation 70
3.1.3 Photomicrographs 74
3.1.4 Discussion 100
3.1.4.1 Heartwood earlywood 100
3.1.4.2 Heartwood latewood 104
3.1.4.3 Sapwood 105
3.2 Cell wall distribution study 106
3.2.1 Introduction 106
3.2.2 Experimental 107
3.2.2.1 Preparation of tissue 107
3.2.2.2 Extraction 109
3.2.2.3 Measurement of optical density 110
3.2.3 Repeat experiment 110
3.2.4 Results and discussion 110
3.3 Conclusions 118
3.4 Mechanism of extractives' formation 120
PART IV REFINER GROUNDWOOD PULPING 126
4.1 Introduction 126
4.2 Main experiment 130
4.2.1 Experimental 130
4.2.1.1 Preparation and extraction of wood chips 130
4.2.1.2 Preparation of refiner groundwood pulp 132
4.2.1.3 Pre-treatments and preparation of pulp
handsheets 137
vi
-
4.2.1.4 Measurement of handsheet colour
characteristics 139
4.2.2 Results and discussion 145
4.3 Subsidiary pulping experiments 163
4.3.1 Pulping of larch sapwood 163
4.3.1.1 Experimental 163
4.3.1.2 Results and discussion 165
4.3.2 Movement of extractives during pulping 168
4.3.2.1 Experimental 169
4.3.2.2 Results and discussion 171
4.4 Conclusions 173
PART V CONCLUDING SUMMARY 176
Acknowledgements 186
References 188
vii
-
PART I GENERAL INTRODUCTION
1.1 THE PULPING OF WOOD
From the mid-nineteenth century, when Burgess and Watt in
England first produced a pulp from wood that was suitable for
papermaking, the conversion of wood into pulp for the manu-
facture of printing and packaging media has become one of the
most important industries of our modern society. In 1971 the
world production of paper and board stood at 131 million
tonnes, over twice the quantity produced just fifteen years'
before in 1956 (62 million tonnes) (Haas and Kalish 1972).
While this rate of increase may slow down a little with the
realisation that we have only a finite amount of wood avail-
able for pulp production, it is clear that even to maintain
this level of production the more efficient use of our forest
resources must be investigated.
While at first glance it would appear that wood pulp is a
single product, and that once produced may be used for any
paper or board material, further inspection reveals a much
more complex situation in which a variety of pulping methods
are used to produce special pulps for special end uses.
Broadly speaking there are two main methods used for pulp
production - chemical processes and mechanical processes -
although chemimechanical hybrid processes are also used.
1
-
The key to the pulping process lies in the middle lamella zone
of the wood's cellular structure. This has a high lignin
content and acts as the cementing substance, holding the wood
fibres together. In chemical pulping this zone is attacked by
chemicals and dissolved, thus allowing the fibres to separate.
In mechanical pulping the lignin is softened by heat (since it
acts somewhat like a thermoplastic) so that the fibres may be
separated by mechanical abrasion. In general the chemical
methods produce the high quality pulps, and the mechanical
methods the poorer pulps. A brief description of the current
methods in operation is useful; more detailed accounts may
be found in such standard works as Rydholm (1965), Casey
(1960) and MacDonald and Franklin (1969).
1.1.1 CHEMICAL PULPING METHODS
1.1.1.1 THE KRAFT OR SULPHATE PROCESS
This is the major pulping process today. Wood in the form of
small chips is treated ("cooked") at about 170°C with a
strongly alkaline liquor containing sodium hydroxide and
sodium sulphide. This results in a large proportion of the
lignin and some of the hemicelluloses being dissolved and
removed at the end of the cooking period with the spent
("black") liquor. The fibres can then be separated by a mild
mechanical treatment in a largely undamaged form. The
resulting pulp is brown in colour and is used in this form to
produce strong brown wrapping paper. Chemical bleaching will
produce strong, permanently white pulp which can be used for
a variety of purposes. The yield of fully bleached pulp is
2
-
about 40-43%, based on the weight of the wood used, as against
approximately 50% for the unbleached form. Softwoods are the
normal raw materials for this process, though some hardwoods
are also utilised.
Kraft cooking was originally carried out in batch digesters,
but the latest developments use continuous digestors through
which the chips travel slowly. The alkali is recovered and
re-used, and by-products such as turpentine are sometimes
collected. One unwanted by-product of this process is the
offensive odour which is due to the formation of organic
sulphur compounds such as mercaptans.
1.1.1.2 THE SULPHITE PROCESSES
The sulphonation and hydrolysis of lignin into a soluble
material using an inorganic sulphite salt has been used for
some considerable time. Originally the calcium salt was used
in the presence of a large excess of sulphur dioxide, but
more recently the sodium salts have become dominant as their
complete solubility allows a greater flexibility of cooking
conditions so that, for instance, resinous timbers can be
successfully pulped. Cooking temperatures are usually about
140°C. Two-stage cooking systems are in operation in which a
near neutral sulphite solution is used as a first stage,
followed by the addition of gaseous sulphur dioxide to pro-
duce an acidic liquor for the second stage cooking. In this
way high yields of light-coloured pulps can be obtained.
Yields are of the order of 45-60% and in the bleached form
3
-
such pulps are used for a wide range of printing and writing
papers.
1.1.1.3 THE SEMI-CHEMICAL PROCESSES
These part-chemical part-mechanical methods may be exampled by
the neutral sulphite semi-chemical process. Usually wood
chips are treated with sodium sulphite at about 170°C in a
continuous digester until just enough lignin has been removed
to allow mechanical defibration, with low power consumption,
when the chips are passed through a disc refiner (see also
under refiner groundwood process). The yield is about 70% and
the product can be used for corrugated packaging material.
Chemical bleaching lowers the yield to 50%-55% giving a white
pulp of suitable strength for book papers. This process is
particularly suited to hardwoods since hardwood lignin can be
easily attacked under these conditions.
1.1.2 MECHANICAL PULPING METHODS
1.1.2.1 STONE GROUNDWOOD
This is probably the oldest method of producing pulp from wood,
and the only one in which whole wood and not wood chips is
used. As the name implies the wood is ground to pulp by a
stone. Basically the grinder consists of a rapidly rotating
stone cylinder against which the bolts of timber are pressed,
with their longitudinal direction perpendicular to the
direction of rotation. Water is sprayed on to the wood where
it meets the stone in order to control the temperature, to
aid in plasticizing the wood, and to carry away the fibres and
fibre bundles which are abraded from the bolt's surface.
4
-
Since virtually none of the lignin is removed, yields are in
the region of 93%-98% of the original wood. However, the pulp
is comparatively weak and in the production of newsprint, for
which it is mainly used, a proportion of high quality chemical
pulp is added to increase the strength. Since full chemical
bleaching is uneconomic for this process, the spruces are the
preferred raw material as they give light-coloured pulps.
1.1.2.2 REFINER GROUNDWOOD
Arguably this process is the technique of the future, since it
is probable that much of the future's pulp will be produced by
a method based on this technique. Wet wood chips are fed into
the centre of a rotating metal disc system, involving either
two counter rotating discs or one static and one rotating
disc. A typical refiner would use two counter-rotating,
1.2 metre diameter, discs each driven by a 1000 hp electric
motor at speeds of between 1000 and 2000 rpm. The discs can
be as little as one-fifth of a millimetre or less apart,
their surfaces being toothed or grooved to facilitate the
abrasion of the chips. A great deal of research has gone into
the disposition of these grooves and teeth in relation to the
type of pulp required from the process.
The advantages of this technique are that the wood throughput
necessary to make the process economically viable is much
lower than for the other processes; and that there is a great
deal of flexibility of control over the end products. Mixed
species wood chips can be used and wood waste, even sawdust
5
-
can be incorporated into the intake. While the process is
mainly used for the production of board materials, it can be
used for newsprint manufacture.
Modern modifications have given rise to the "thermomechanical"
process, which is claimed to produce a stronger, less-damaged
pulp while using less energy for production. Here the
refining apparatus is enclosed in a steam-pressurised system
and the chips are fed into a steaming tube in which they are
softened by the combination of steam and heat before being
passed through the refiner. The pressure inside the system
blows the pulp out to the atmosphere after refining.
1.2 PULPING IN THE UNITED KINGDOM
The United Kingdom ptilping industry is summarised in table 1
(page 7). When one equates the number of pulp mills listed in
this table with the fact that the United Kingdom is one of the
world's largest producers and consumers of paper and board it
is apparent that the majority of our raw pulp, and paper and
board is imported. The six home mills produce about 10% of
our total pulp needs, but even with expansion this figure is
not likely to be increased since the total demand will also
increase. Accepting this situation, yet still requiring an
improvement in our home pulp production leads to the conclu-
sion that we must improve the quality of the pulp produced in
the United Kingdom. Thus less of the more expensive pulps
(and consequently more of the cheaper pulps) would have to be
imported resulting in a lowering of the total import bill.
6
-
Table 1
PULPMILLS IN THE UNITED KINGDOM (King and Smith 1972)
Mill Process Species used Quantity of
roundwood used (tons)
Products made from pulp
Ashton Containers Ltd Sudbrook Monmouthshire
Neutral sulphite semi-chemical
Homegrown mixed hardwoods oak, ash, alder, beech, etc.
120,000 ) Packaging
Bowaters Kemsley Mill Sittingbourne, Kent
Neutral sulphite semi-chemical
Homegrown mixed hardwoods 170,000 Packaging
Bowaters Kemsley Mill Sittingbourne, Kent
Stone groundwood
Imported spruce; some homegrown spruce
Newsprint
Bowaters Mersey Mill Ellesmere Port, Cheshire
Stone groundwood
Homegrown softwood logs,
mainly spruce, a little pine.
Newsprint
250,000
Bowaters Mersey Mill Ellesmere Port, Cheshire
Chip refiner groundwood
Homegrown softwoods New mill Probably newsprint
St Anne's Board Mill Co, Bristol Chip refine:. groundwood
Homegrown softwood spruce, pine, larch.
55,000 Paperboard
Thames Boardmills Workington Cumberland
Chip refiner groundwood
Spruce, pine, larch. 40,00D Paperboard
Scottish Pulp and Paper Mills Fort William Inverness
Chemical, two-stage sulphite
Spruce, pine, larch 270,000 ) Fine paper
-
In general the United Kingdom has a fragmented and hetero-
geneous forest geography such that it is not possible to set
up a large scale pulp mill supplied by a predominantly single-
species forest, as is the case in the United States of America,
Canada, and the Scandinavian countries. Therefore we have to
resort to a relatively low capital, low throughput system
capable of taking a mixed species wood intake. Of the avail-
able systems, only the refiner groundwood system satisfies
these requirements. Refiner groundwood pulp is a high yield
pulp (93%-98% of original wood), offering little scope for
further improvements in yield. However, the two other main
characteristics of a pulp can be considered. These are the
strength of the pulp and its colour.
Investigations into the possible methods for improving a
pulp's strength largely involve the study of the mechanics of
the process and the design of the grooved plates which face
the refiner discs, whereas the study of pulp colour is
basically a chemical problem. The work described in this
thesis is based on the premise that an improvement in the
quality of the pulp produced by the United Kingdom can be
effected by increasing the knowledge available on the origins
and nature of the colour in refiner groundwood pulps.
1.3 COLOUR IN PULP
The colour of a pulp is one of the main factors considered by
a potential user, for the colour and its stability are of
great importance, not only in the more obvious fields such as
8
-
book or writing papers, but also in the packaging industry where
the appearance of the container sometimes assists in selling the
product. Rather like the domestic detergents' industry, the
pulp industry is very sensitive to "whiteness" and "brightness"
(see footnote), and an almost imperceptible difference in colour
characteristics can make the difference between acceptance or
rejection of a pulp for a particular end use. However, this
sensitivity is ruled, to a certain extent, by economic consider-
ations which will become apparent when the methods used in
producing a white or bright pulp are discussed.
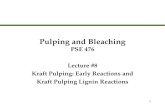
In figure 1 (page 10) the general compositions of wood and pulps
are expressed in histogram form. The efficiency of the deligni-
fying process, which is the basis of those methods involving
chemical treatments, can be seen clearly, but it can also be
seen that a small proportion of the original lignin still re-
mains. This lignin, particularly after the chemical
modifications it undergoes during the cooking period, is a
major cause of the dark colours of these pulps and must be
removed if a white pulp is to result. Since the chemical pulps
are high quality products, compared with the groundwood pulps,
and since only a small amount of lignin is to be removed,
comparatively expensive delignification agents can be used.
These usually involve treatment with strong oxidising agents,
such as chlorine or chlorine dioxide, followed by washing
with alkali to remove the chlorinated lignin.
Footnote: Whiteness is a measure of the amount of colour remaining in a material (pure white E no colour), while brightness is a measure of the amount of light reflected from a surface at a particular wavelength.
-
100 Wood
Hardwoods Softwoods
Groundwood and chip-refiner pulp
U
Extractives
EMS Lignin
Eftfa Hemicelluloses
EIDII Cellulose
B Bleached
U Unbleached
Neutral Sulphite _semichemical pulp
rn co
50
0-
Wood
&
Two - stage Bisulphite pulp
Sulphite Sulphate pulp (Kraft) pulp
U
U
1
Typical yields and compositions of commercial wood pulps
100
4., 50
yi
f---- i Book Corrugated Paperboard Bags, papers packaging Newsprint and Wrappers,
board, etc. Building boards. Newsprint.
Bags, Newsprint.
E Strong wrapping papers, sack, etc.
High quality writing, Printing, Photographic papers.
The chemical composition and end-uses of various woodpulps. (After Packman 1965)
-
By contrast the groundwood pulps rely on their high yield and low
cost of production for their viability. Consequently a bleach-
ing technique which is expensive or which removes a large
proportion of the pulp's substance cannot be considered.
Groundwood pulps are usually brightened rather than bleached
either by an oxidising or a reducing agent that modifies, but
does not remove, the lignin. The oxidants may be exampled by
sodium and hydrogen peroxide, and the reductants by sodium bi-
sulphite, sodium dithionite and zinc dithionite. These chemicals
are relatively cheap, and do not place too much of a burden on
the total cost of the groundwood process.
In order that the groundwood pulps may be considered for roles
that until now have been the preserve of the bleached chemical
pulps, their final colour must be made whiter and more stable.
In countries where the raw material for groundwood pulp is
mainly the light-coloured softwoods, eg spruce (Picea spp),
this problem is associated with the chemistry of lignin since
it is this fraction of the pulp substance that provides most of
the colour. However, in the United Kingdom some darker-coloured
softwoods are also pulped. These are not liked by the pulp
producers, but they have to be accepted since the high demands
placed on home-grown timber by the pulp mills cannot be met by
supplying spruce alone. A typical intake for a refiner ground-
wood pulp mill in the United Kingdom would be 50% spruce, 25%
larch (Larix spp), and 25% pine (Pinus spp). The larch fraction
would contain the darkest-coloured timber and would be made up,
predominantly, of Japanese larch (Larix leptolepis Gord syn
11
-
L. kaempferi. Sarg).
The effect that these timbers have on the colour of a pulp can
be better appreciated with some knowledge of how the colour
characteristics of a pulp are expressed. Brightness is usually
expressed in terms of the amount of light that is reflected from
the surface of a pulp mat compared with that reflected from a
compacted tablet of magnesium oxide powder. For brightness re-
lated to whiteness the light used has a wavelength of 457 nm,
produced by a standard blue filter, since the dominant shade for
most pulps is yellow and because the human eye is particulary
sensitive to yellow. With magnesium oxide giving 100% reflec-
tivity, the fully bleached chemical pulps will give about 98%
while the darkest pulps will give only 10%. The reflection
characteristics of a pulp throughout the visible light spectrum
can be determined by using a series of colour filters. It
should also be noted that the human eye cannot discern degrees
of brightness with equal ease from 0% to 100%. Variations at
the extreme ends of this scale are difficult, sometimes impos-
sible, to detect and it is in the central part of the scale that
small differences in measured reflectivity are seen as marked
differences by the observer.
In a study of the production of refiner groundwood pulp from
various homegrown species, Packman (1967) found that the bright-
ness of Sitka spruce pulp was 62% while that of Scots pine and
Japanese larch (the darkest of those tested) were 56% and 38%
respectively. It is clear that at these levels of reflectivity,
where the human eye is most alert to change, the inclusion of
12
-
quantities of larch into a refiner groundwood pulp will have a
considerable detrimental effect on the colour of the resultant
pulp. In a further study of the production of refiner groundwood
pulp from Japanese larch (Anon 1971) it was shown that the heart-
wood was the main contributor to the colour of the whole wood
pulp. It was found that for a whole tree which gave a pulp of
brightness 40%, the sapwood pulp had a brightness of 54% while
the heartwood pulp had a brightness of 38%. Since the composition
of the cellulose and lignin in the sapwood and heartwood are,
from a practical viewpoint, similar it would seem reasonable to
assume that the cause of the larch pulp's dark colour can be
found in its extractive's composition.
1.4 EXTRACTIVES AND COLOUR
"Wood extractives" is a general term referring to all those
materials that can be removed from wood by extraction with
neutral solvents without altering the wood's basic structure.
As they do not usually make any contribution to the mechanical
properties of wood they have also been described as the extrane-
ous or secondary constituents of wood. However, it should be
appreciated that this basic definition of wood extractives is by
no means rigorous, for there are materials in some woods that
are virtually impossible to extract without altering the wood's
structure, or that require strong alkali to remove them; they
are, nevertheless, referred to as extractives. Between species,
the extractive content can vary from almost nothing to over
one-third of the wood's weight, and it can include a wide variety
of different classes of organic compound. The polyphenolic
extractives are probably the most ubiquitous, but fats and
resins, terpenes, tropolones, alkaloids, and carbohydrates also
13
-
occur in timber.
The qualitative composition of the extractive fraction of any
timber species is characteristic of that species and may be used
for chemotaxonomic purposes (Swain 1963) provided that it is
realised that the various parts of the tree (eg sapwood, heart-
wood, bark, leaves, roots) can have different characteristic
extractives. However, a quantitative survey of the extractive
composition within a single species will show that the amount of
each individual component can vary from tree to tree and even
within a single tree. It is generally accepted that within the
trunk of a tree the heartwood contains the major proportion of
the extractives and that the outer heartwood is particularly
rich in extractive materials.
The great variety of attractive colours and tones apparent in
the utilised timbers of the world can be attributed to the
variety of extractives found in them. This is understandable
when one considers the nature of these extractives in relation
to the more fundamental reasons for colour production. Colour
will be conferred on a molecule through its ability to absorb
part of the visible spectrum of light, and it can do this if it
contains a chromophore or colour-producing group. These chromo-
phores are usually unsaturated, ie they contain multiple bonds,
and it is the mobility of the electrons associated with these
bonds and their ability to absorb energy that produces the
colour. There are also certain groups which will deepen or
darken the colour produced by a chromophore and these are known
as auxochromes. Simple conjugation, ie alternate double and
14
-
single bonds, can produce colour although a single isolated
double bond is not sufficient to do this, eg CH2 = CH2 is
colourless, but CH3 (CH = CH)6 CH3 is yellow.
From the point of view of wood chemistry the most important
chromophore is probably the carbonyl group (› = 0) and the most
important auxochrome is the hydroxyl group (-OH). These, in
combination with conjugation, are probably responsible for most
of the colour produced by the wood extractives, and can be
exampled by the orange dalbergiones (Eyton et al 1966) and the
yellow xanthones and flavonols (Karrer 1958) whose basic struc-
tures are represented by I, II, and III respectively.
0 II
I
0 III
1.5 CONCLUSION
It would seem clear from the preceding discussion that the
colour of the pulp produced from Japanese larch in the United
Kingdom's refiner groundwood mills is one of the major obstacles
15
-
to the upgrading of home-produced mechanical pulp, and that an
investigation into the role that the larch extractives play in
the production of pulp colour would be of value. Japanese larch
has been shown to contain phenolic extractives that can affect
the colour of chemically produced pulps (Migita, Nakano and
Toroi, 1951; Fujii 1952). However, no similar study has been
carried out on mechanically produced pulp from this species.
In the following dissertation an investigation into the nature
of Japanese larch phenolic extractives is described, together
with a study of their distribution in the wood at cell levels.
This latter point is important in that processes for the removal
or modification of interfering extractives can be dependent on
their point of deposition in the wood. The de-resination of
pulp is an example of this. The resin, which would normally
create pitch problems in paper production, is often found to
occur only in the ray cells. These are much smaller than the
tracheids and can be mechanically removed by sieving.
The work is concluded with a description of some pulping
experiments in which the effects of the identified extractives
on pulp colour is assessed.
While the thesis as a whole is based on the need for a practical
industrial problem to be solved, it also provides information
on some of the fundamental aspects of the bio-synthesis of
wood extractives and the formation of heartwood. These subjects
have been covered in a recent review (Hillis 1972) in which it
16
-
is clear that further work is necessary if the mechanisms of
these complex processes are to be resolved.
17
-
PART II CHARACTERISATION OF THE EXTRACTIVES
2.1 INTRODUCTION
Hasegawa and Shirato (1951) and Nishida, Ito, and Kondo (1952)
obtained a colourless compound from the heartwood of Japanese
larch which they found to be identical to distylin, a compound
previously isolated from Distylium racemosum by Nishida and Kondo
(see Kondo 1951).
Migita, Nakano and Toroi (1951), and later Fujii (1952) described
a flavanone derivative from Japanese larch heartwood which caused
difficulties in the sulphite pulping of this timber, and which
they found to be identical to taxifolin, earlier isolated from
Douglas fir (Pseudotsuga menziesii syn P. taxifaia) by Pew
(1948). Kondo and Furuzawa (1953) in assessing the importance
of the extractives in the utilisation of Japanese larch timber,
separated distylin and a further flavonoid, katuranin.
These results were rationalised in studies on European larch
(Larix decidua) by Gripenberg (1952) in which he demonstrated
that the material isolated by Hasegawa and Shirato,and which
they identified as distylin, was, in fact, a mixture of taxifolin
and aromadendrin, this latter compound being identical to Kondo.
and Furuzawa's katuranin.
Taxifolin or distylin is also known as dihydroquercetin, since
it is a derivative of quercetin, but is properly termed
3,3',4',5,7-pentahydroxyflavanone (I). Similarly aromadendrin
or katuranin is also known as dihydrokaempferol, and is properly
termed 3,41 ,5,7-tetrahydroxyflavanone (II).
18
-
HO OH I R = -OH
II R = -H
OH 0
Brewerton (1956) studied the acetone extracts of both European
and Japanese larch, and provided what is still probably the
most complete description of the phenolic heartwood extractives
of these timbers. Using the technique of preferential disso-
lution in various solutions and solvents, together with
cellulose absorption chromatography, he found that for Japanese
larch, dihydroquercetin and dihydrokaempferol constituted 73%
and 15% respectively of the total acetone extract, which itself
was equivalent to 4.5% of the dry weight of the wood. Most of
the remaining 12% he classified generally as phlobaphenes,
tannins, and a solvent soluble lignin. In addition he isolated
small quantities of a third crystalline material which he con-
sidered to be an hydroxyflavanonol, though he was unable to
identify it.
More recently the Japanese workers Demachi, Terezawa and Sasaya
(1968) have reported the isolation of the yellow compounds
quercetin and kaempferol from the heartwood, as well as the
related flavanonols.
Apart from the phenolic extractives, the genus Larix is excep-
tional among the conifers (softwoods) in that it contains
comparatively large amounts of water-soluble hemicelluloses
which consist mainly of arabinogalactans. Bouveng and Lindberg
(1958) showed that the arabinogalactans found in the larches
19
-
were of two types, to which they designated the letters A and B.
Aspinall (1964) and Aspinall, Fairweather and Wood (1968) found
both arabinogalactan-A and -B present in Japanese larch, and
determined the structure of arabinogalactan-A.
The composition of Japanese larch resin has received scant
attention. Stairs (1968) carried out a study on the oleoresin
of several larch species. Dealing specifically with the mono-
terpene fraction, he found that Japanese larch yielded a mixture
comprising approximately 80% a-pinene, with smaller quantities
of a-pinene, limonene, camphene, and myrcene. Mills (1973) in
a more extensive study of the Larix oleoresins concentrated on
the diterpenes and showed that for Japanese larch the main con-
stituents of a complex mixture were thunbergol, (epi)-manool,
isopimaric acid, and abietic acid.
In the following examination of the heartwood extractives of a
British grown Japanese larch tree, it was considered that the
phenolic constituents are those most likely to be responsible for
the inherent colour or colour change of larch groundwood pulp,
and so they received the most attention. Only a brief appraisal
of the terpenaceous and polysaccharide fractions of the
extractives has been undertaken.
2.2 HEARTWOOD EXTRACTIVES
Thin layer chromatography (TLC) was used to monitor all
operations in this section. Unless otherwise stated the system
used consisted of ready-prepared silica gel plates (Merck) with
a benzene/dioxan/acetic acid 90:25;4 mixture as the developing
20
-
solvent. Phenols were detected either by spraying the plates
with diazotised sulphanilic acid, or by fuming the plates with
ammonia and then spraying with anhydrous ferric chloride in
ethanol.
Gas liquid chromatography was carried out using a Pye Unicam
Series 104 gas chromatograph fitted with a flame ionisation
detector.
Ultraviolet and infrared spectra were obtained using Unicam
SP800 and SP200 spectrophotometers respectively. Nuclear
magnetic resonance (nmr) spectra were provided by
Dr D M X Donnelly of Dublin University using a Perkin Elmer
60 MHz instrument.
Carbon and hydrogen quantitative analyses were carried out by
Dr F B Strauss of Oxford, and group quantitative analyses by
the Alfred Bernhardt Laboratories of West Germany.
Melting points were determined using sealed evacuated Pyrex
tubes.
Solutions were evaporated to dryness under reduced pressure by
rotary evaporator. Solution temperatures did not exceed 50°C
during this operation.
2.2.1 EXTRACTION
The heartwood from a single Japanese larch tree, grown in the
south-east of England, was converted to sawdust while in the
21
-
"green" (undried) condition, and immediately freeze dried.
This latter operation was carried out using an Edwards Vacuum
Freeze-Drying Unit, Model 30 PIT (figure 2, page 23). Having
determined its moisture content, the sawdust was spread out on
shallow aluminium trays, sealed in the unit, and brought to
-10°C. The unit was then evacuated to give a vacuum of
-
tig 2 Vacuum freeze-drying unit. Edwards High Vacuum, Model 30 PIT
-
at Rf 0.24 predominated. Since it appeared unlikely that this
mixture could be separated satisfactorily in one chromato-
graphic step, the total extract was treated with a series of
solvents in an attempt to produce fractions containing fewer
constituents than the original. Four fractions were obtained,
including the residue, after treating the extract successively
with boiling 100-120 petroleum ether, boiling carbon tetra-
chloride and cold diethyl ether.
The petrol soluble portion (3.9% of the total acetone extract)
did not contain any phenolic material. Submitting it to column
chromatography on alumina produced a series of colourless and
pale yellow oils, but no crystalline material. Nothing further
was done with this fraction.
The carbon tetrachloride soluble portion, which comprised only
1.3% of the total acetone extract was shown, by TLC, to contain
a variety of phenolic compounds, most of which had Rf values in
the range 0.4-0.8. No further studies on this small fraction
were made.
The ether soluble portion (19.4% of the acetone extract) and the
residue (75.3% of the acetone extract) were found to be of
similar composition. Examination by TLC showed that both
fractions contained four phenolic compounds, the main con-
stituent occurring at Rf 0.24 with the other three, in order of
decreasing spot size, at Rf 0.39, 0.32 and 0.49. Results
obtained in a comparison with known compounds from the Princes
Risborough Laboratory (PRL) extractives collection are detailed
24
-
in table 2 (page 26). From this it would appear that the
compound at Rf 0.24 (Al) is probably dihydroquercetin and that
that at Rf 0.39 (A3) is probably dihydrokaempferol. The remain-
ing two compounds do not appear to be quercetin or kaempferol
since they differ from these two known compounds in both Rf
values and colour reactions.
In an attempt to obtain a quantity of more pure compound Al,
a portion of the ether soluble fraction was boiled with chloro-
form according to the recrystallisation procedure for
dihydroquercetin recommended by Brewerton (1956). On filtering
and leaving to cool the solution did not deposit any crystals.
However TLC examination of this solution and the undissolved
residue showed that compounds A2 and A4, together with the
majority of compound A3 and some Al had been dissolved by the
chloroform, leaving a residue of compound Al with a little
compound A3. This residue was dissolved in boiling ethanolic
water, decolourised with charcoal, and allowed to recrystallise
to give creamy white needles, melting point 239-242°C undepressed
by the addition of dihydroquercetin.
2.2.2.2 THE CHLOROFORM SOLUBLE MATERIAL
The chloroform solution was evaporated to near-dryness and in
this more concentrated form shown to contain five different com-
pounds. The additional compound, which was phenolic, had an
Rf of 0.63 on TLC, but was present in only trace amounts.
Developed thin layer chromatograms of this five component
mixture were submitted to a series of reagents normally used to
25
-
Table 2
TLC EXAMINATION OF THE ETHER SOLUBLE FRACTION OF THE ACETONE EXTRACT USING SILICA GEL COATED PLATES
AND BENZENE/DIOXAN/ACETIC ACID 90:25:4 AS ELUTING SOLVENT
Sample or Standard Rf
Spot Colour
Under visible light Under visible light after
fuming with ammonia Under ultra-violet light after fuming with ammonia
Ether soluble fraction compounds
Al 0.21 Pale grey P violet/red Yellow
A2 0.32 Pale grey P violet -
A3 0.37 Pink Blue Yellow
A4 0.48 Pink - Yellow
Dihydroquercetin 0.21 Pale grey P violet/red Dark yellow
Dihydrokaempferol 0.38 Pink Blue Yellow
Quercetin 0.30 Yellow Brown/yellow Yellow
Kaempferol 0.41 Yellow Yellow Yellow/brown
-
•
classify flavonoid compounds and phenols, and the results may
be seen in table 3 (page 28). Indications from this, and the
previous table, are that the compounds Al-A4 inclusive appear
to be flavonoid in nature, although the precise group to which
they belong could not be ascertained. The fifth compound did
not give a positive reaction to any of these reagents, either
because it was not a flavonoid compound or because it was
present in too small a quantity to be visible after reacting.
2.2.2.3 ULTRAVIOLET SPECTRAL STUDY
In order to obtain further information on the four flavonoid
compounds, the characteristics of their UV spectra were examined
according to the procedure laid down by Mabry, Markham and
Thomas (1970). This type of study has the advantage that only
small amounts of material (0.1 mg or less) are required for
analysis. Sufficient material was obtained from one 20 cm x
20 cm preparative TLC plate coated with a one mm thick layer
of silica gel on which the chloroform soluble portion had been
loaded. After development the plate was fumed with ammonia and
viewed under UV light so that the areas containing compounds
Al-A4 inclusive could be marked. These areas were scraped from
the plate and each resulting powder sample extracted twice with
3 ml aliquots of ethanol (UV pure ethanol was used throughout
this exercise). The solutions were filtered from the silica
powder by reduced pressure through a glass sinter.
The UV study entailed determining the UV spectrum between 190
and 450 nm of each compound and then measuring the effect that
a series of standard reagents have on this spectrum.
27
-
Table 3
SPOT COLOURS OBTAINED WITH VARIOUS SPRAY REAGENTS ON A DEVELOPED TLC PLATE OF THE CHLOROFORM SOLUBLE MATERIAL
SILICA GEL PLATE; BENZENE/DIOXAN/ACETIC ACID 90:25:4 DEVELOPING SOLVENT
Compound FeSO4/Na2CO3 (aqueous)
Fume with NH3 then alcoholic FeCl3
Na2CO3 (aqueous)
AlC13 in alcohol A1C13 in alcohol under ultra-violet
light
Al Blue/black Blue/black Yellow Yellow Dark yellow
A2 Blue/black Blue/black Yellow - Pale yellow
A3 - Red/brown Yellow Yellow Dark yellow
A4 - . Red/brown Yellow - Pale yellow
-
Each solution obtained from the extraction of the TLC powder
was further diluted so that the optical density of the major
absorption peak was between 0.6 and 0.8. This was the stock
solution from which the following spectra were obtained:-
1 The stock solution.
2 The stock solution in the cell after treatment with three
drops of sodium ethoxide solution. This spectrum was
re-run after 5 minutes to check for flavonoid decomposition.
The sodium ethoxide solution was prepared by adding
cautiously 2.5 g freshly cut metallic sodium to 100 ml
ethanol.
3 The stock solution in the cell after treatment with six
drops of a 5% solution of anhydrous aluminium chloride in
ethanol.
4 The solution from (3) after the addition of three drops
dilute hydrochloric acid (50 ml concentrated hydrochloric
acid plus 100 ml water).
5 The stock solution in the cell after being shaken with
excess coarsely powdered anhydrous sodium acetate. The
spectrum was re-run after 5-10 minutes to check for
decomposition.
6 The stock solution in the cell after treatment with five
drops of boric acid solution (ethanol saturated with.
anhydrous boric acid) followed by saturation with
coarsely powdered anhydrous sodium acetate.
The wavelengths of the peaks and shoulders obtained from these
spectra are recorded in table 4 (page 30).
29
-
Table 4
ABSORPTION WAVELENGTHS (nm) OBTAINED IN UV SPECTRAL STUDY OF FLAVONOID COMPOUNDS
CompomdUntreatedSodimenmddeAlminimcIdorideA1C1,MC1 o
Sodium acetate Boric acid/
Sodium acetate
290 248 sh 313 313 289 sh 293 Al 333 sh 323 375 small 372 330 329
288 245 sh 290 290 sh 288 290
A2 329 sh 324 308 sh 306 326 325
367 small
292 ---'-' 248 312 312 294 294 A3
331 sh 328 366 small 370 small 328 327
288 245 291 283 sh 288 288
At 328 sh 325 309 sh 305 325 325
366 sh 366 small
sh = shoulder
small = minor peak
-
All four compounds had similar absorption characteristics in
the range studied. The shape of the spectral curve obtained
with the stock solutions was typical of that described for
flavanones and flavanonols, ie a main peak in the range
270-295 nm (designated band II) with a shoulder or low inten-
sity peak in the range 320-340 nm (designated band I). These
two flavonoid classes cannot be differentiated by UV methods,
since the saturated C2-C3 bond prevents the detection of the
3-hydroxyl group. This same saturated bond also precludes the
possibility of gaining information on the hydroxylation pattern
of the B-ring. However, the hydroxylation pattern of the A-ring
can be explored.
After treatment with sodium ethoxide, all four compounds gave
a spectrum exhibiting a bathochromic shift of 33-37 nm and an
increased intensity for band II. This is indicative of the
A-ring containing a 5,7-dihydroxy group. Sodium acetate also
produced a bathochromic shift (36-40 nm) for all four compounds,
again indicative of a 5,7-dihydroxy disposition. The sodium
acetate/boric acid spectra did not differ from the sodium
acetate spectra, suggesting that no ortho-dihydroxy groups were
present. The similarity between the aluminium chloride spectra
and the aluminium chloride/hydrochloric acid spectra also
suggests that no ortho-dihydroxy groups are present. However,
when compared with the stock solution's spectra, the aluminium
chloride/hydrochloric acid treatment did produce a bathochromic
shift of 17-23 nm consistent with the presence of a 5-hydroxy
group.
31
-
The information gained from this spectral study suggests that
all four compounds are based on one of two structures: the
3,5,7-trihydroxyflavanone or the 5,7-dihydroxyflavanone, ie
HO 0
OH 0
HO or
2.2.2.4 TENTATIVE IDENTIFICATION OF FLAVONOIDS
Barton (1968) has described a spray reagent that will detect
3-hydroxyflavanones on TLC. The developed plate is sprayed
with a suspension of zinc dust in acetone, dried, and then
sprayed with 6N hydrochloric acid. Bright red spots appear
coincident with the 3-hydroxyflavanones. This reagent, when
used on a developed TLC plate loaded with the four flavonoid
compounds together with dihydroquercetin and dihydrokaempferol
standards, gave red spots for the two standards, and for the
two flavonoid compounds, Al and A3, thought to be dihydro-
quercetin and dihydrokaempferol. The remaining two flavonoid
compounds, A2 and A4, did not react, and may thus be considered
to be flavahones not having a 3-hydroxy group.
The dihydrokaempferol standard taken from the PRL extractives
collection and used throughout this study had been isolated
from the heartwood of coigue (Nothofagus dombeyi), and it was
noticed that an impurity in this sample had the same Rf value
on TLC, and the same colour reactions, as compound A4. In
studying coigue, Pew (1948) found dihydrokaempferol associated
with its equivalent flavanone naringenin. Running a naringenin
32
-
standard (from the PRL extractives collection) and the chloroform
soluble mixture on TLC showed that the standard and compound
A4 both had an Rf of 0.49, and reacted identically to the spray
reagents listed in tables 2 and 3 (pages 26 and 28 respectively).
It would appear likely, therefore, that compound A4 is naringenin.
The relationship between dihydrokaempferol and naringenin can
be seen by the several similarities in their response to phenol-
and flavonoid-detecting spray reagents (see table 2, page 26,
and table 3, page 28). By the same criteria a similar relation-
ship can be assumed to exist between dihydroquercetin and
compound A2. The flavanone equivalent to dihydroquercetin is
eriodictyol, and a sample of this compound, kindly provided by
Professor Geissman of the University of California, was
compared with the flavonoid mixture as described above for
naringenin. Compound A2 and the eriodictyol standard showed
identical reactions to the spray reagents and had identical Rf
values.
In concluding this section, it would appear that virtually the
whole of the acetone extract is made up of four flavanone
compounds, dihydroquercetin, which predominates, dihydro-
kaempferol, eriodictyol, and naringenin. Their isolation would
enable confirmation of their identity.
2.2.2.5 SEPARATION OF THE FLAVANONE MIXTURE
Where dihydroquercetin and dihydrokaempferol occur together in
nature they have been found to be extremely difficult to
separate as they crystallise together in various proportions.
33
-
In the present case, the inclusion of two closely related
flavanones in the mixture adds to the separation problem.
While paper chromatography and preparative TLC could be used,
they would be tedious for collecting comparatively large
quantities and it was felt that amongst current separation
techniques there would be a simpler and quicker method of
resolving this problem.
Dry column chromatography (Loev and Goodman 1967) using
silica gel with the benzene/dioxan/acetic acid 90:25:4 eluent
system proved unsuccessful as did a conventional polyamide
column using a methanol/water eluent in which the methanol
content was gradually increased as elution progressed. A
cellulose column, constructed and used as described by Brewerton
(1956), was not completely successful, as indeed was reported
by Brewerton, although the column did remove the bulk of the
dihydroquercetin. The resulting mixture of dihydrokaempferol,
eriodictyol, and naringenin, contaminated with a little
dihydroquercetin was used for subsequent separation attempts.
Sephadex, a cross-linked dextran, has found wide application
in the field of gel filtration, mainly with aqueous solutions.
However, the introduction of a lipophilic derivative, Sephadex
LH-20, has extended the use of this technique to organic sol-
vent systems. Such a system, using methanol as the eluent,
proved suitable for the separation of the flavonoid mixture
(see footnote).
Footnote: After this work was completed, it was found that Johnston, Stern and Waiss (1968) had published a short note on the separation of flavonoid compounds by column chromatography using Sephadex LH-20.
34
-
2.2.2.6 SEPHADEX COLUMN SEPARATION
100 g Sephadex LH-20, after soaking for 24 hours in methanol,
was used to produce a column 70 cm long and 3 cm in diameter.
Approximately 0.5 g of the flavonoid mixture eluted from the
cellulose column was dissolved in 5 ml methanol and introduced
on to the column. Elution by methanol at a rate of 1 ml min-1
was allowed to continue for 24 hours. The eluate was collected
in 10 ml aliquots using an LKB automatic fraction collector.
Fraction collection began immediately after the mixture was
placed on the column, with the tubes being numbered accordingly.
The tubes were monitored by TLC for the presence of flavanones
although the tubes containing these compounds were indicated by
the appearance of crystals at the tube's mouth when the solvent
had evaporated a little. It was found that tubes 53-55
inclusive contained dihydrokaempferol alone, tubes 57-61
inclusive contained a mixture of naringenin and dihydro-
quercetin (naringenin predominated in tube 57 and dihydro-
quercetin in tubes 60 and 61, but the bulk of these two com-
pounds were found in the same tubes), and tubes 65-69 inclusive
contained eriodictyol alone.
Tubes 53-55 inclusive were combined in an evaporating basin
and the methanol allowed to evaporate at room temperature.
The crystalline residue was recrystallised from hot water to
give whitish crystals, melting point 233-235°C undepressed by
an authentic sample of dihydrokaempferol.
35
-
Tubes 57-61 inclusive were combined and the methanol allowed
to evaporate at room temperature. The residue was taken up
in a little acetone and loaded on to two preparative TLC plates
(1.0 mm thick coating of silica gel; developing solvent
benzene/dioxan/acetic acid 90:25:4). After development the
solvent was allowed to evaporate at room temperature and the
plates were fumed with ammonia which allowed the bands of
separated compounds to be clearly seen when viewed under ultra-
violet light. The silica gel coating containing the naringenin
band was scraped off the plate and extracted with methanol.
The dihydroquercetin was not recovered. The yellowish residue
obtained by evaporation of the methanol solution was recrystal-
lised from aqueous methanol to give crystals contaminated with
a yellow amorphous material. Careful treatment with hot
diethyl ether dissolved the crystals only, which were subse-
quently recovered, after filtration, by evaporation of the
ether. Recrystallisation from aqueous methanol gave needles,
melting point 251-253°C undepressed by an authentic sample of
naringenin.
Tubes 65-69 inclusive were combined and the methanol allowed
to evaporate at room temperature. The residue was recrystal-
lised from ethanolic water to give a pale yellow microcrystal-
line powder. The mother liquors were centrifuged off and the
powder washed with water which was also removed by centri-
fuging. After drying, the powder gave melting point 264-
267oC undepressed by an authentic sample of eriodictyol.
36
-
In order to obtain a purified sample of dihydroquercetin,
approximately 0.5 g of the chloroform insoluble, ether
soluble, portion of the acetone extract was put through the
Sephadex column using the same technique as described pre-
viously. This successfully separated the dihydrokaempferol
from the dihydroquercetin, the latter, after recrystallisation
from water, yielding white needles melting point 241-243°C,
undepressed by an authentic sample.
2.2.2.7 CHROMATOGRAPHIC IDENTIFICATION
In order to provide additional proof of identity, the isolated
flavanones, together with authentic samples, were subjected to
three different TLC systems. In all cases the flavanones
reacted in precisely the same manner as their authenticated
counterparts.
System 1:- Silica gel plate (Merck prepared) with benzene/
dioxan/acetic acid 90:25:4 as eluent.
System 2:- Silica gel plate (Merck prepared) with
chloroform/ethyl acetate/formic acid 35:55:10
as eluent.
System 3:- Cellulose plate (Merck prepared) with chloroform/
methanol/formic acid 80:10:15 as eluent.
After development plates were fumed in ammonia and sprayed
with ethanolic ferric chloride. This gave blue/black spots
for dihydroquercetin and eriodictyol and red/brown spots for
dihydrokaempferol and naringenin. Rf values are given in
table 5 (page 38).
37
-
Table 5
TLC Rf VALUES FOR FLAVANONE COMPOUNDS
Compound System 1 System 2 System 3
Dihydroquercetin 0.19 0.65 0.44
Eriodictyol 0.32 0.76 0.70
Dihydrokaempferol 0.34 0.76 0.73
Naringenin 0.45 0.80 0.88
38
-
2.2.3 THE METHANOL EXTRACT
2.2.3.1 INITIAL STUDY
The crude methanol extract, which consisted of 102 g as a dark
brown syrup, was treated with a succession of solvents in an
attempt to produce a series of fractions with each containing
fewer constituents than the original extract.
The whole extract was first repeatedly washed with aliquots of
acetone until it appeared that no further dissolution was
taking place. The resulting insoluble residue was dried in a
vacuum desiccator, and the acetone solution evaporated to dry-
ness. The residue from the evaporation step was treated with
ethyl acetate, using the same procedure as that described above,
to produce an insoluble fraction and a residue from the evap-
oration of the ethyl acetate solution. Similar treatment of
the latter residue with diethyl ether yielded an ether insol-
uble and an ether soluble fraction. Thus a total of four
fractions were obtained:-
a Acetone insoluble: 1.15 g dark brown powder
b Ethyl acetate insoluble: 9.45 g dark yellow powder
c Ether insoluble: 10.3 g pale buff powder
d Ether soluble: 4.7 g pale buff powder
Each fraction was submitted to the TLC examination using
dihydroquercetin, dihydrokaempferol, eriodictyol, and naringenin
as standards. After treating the developed plates with the
ammonia/ferric chloride reagent, fraction (d) was seen to con-
sist mainly of dihydroquercetin, with some dihydrokaempferol,
much less eriodictyol, and a trace of naringenin. Fractions
(c) and (b) also contained these compounds in the same relative
-
order of abundance, although in much smaller amounts. The
major part of fractions (c) and (b) appeared to be associated
with a streaked spot extending from the origin to about Rf 0.2.
Fraction (a) remained entirely at the origin.
Excluding fraction (a), which was not studied further, it
appeared that the methanol extract was made up of a mixture of
the flavanones identified in the heartwood acetone extract,
together with appreciable amounts of another material hereafter
referred to as compound M.
2.2.3.2 ISOLATION OF COMPOUND M
Since it was known that the four flavanone compounds detected in
the methanol extract were all soluble in diethyl ether, fractions
(b) and (c) were combined and repeatedly extracted with boiling
diethyl ether. This removed a small amount of the flavanone
mixture, but was by no means complete in its action. The ether-
insoluble material was dissolved in methanol and boiled with a
few grams of decolourising charcoal. The hot solution was
filtered off (No 50 Whatman paper) and the cooled filtrate
poured into a relatively large quantity of cold, stirred, diethyl
ether. The flocculent precipitate which formed was filtered
off on a Buchner funnel and dissolved in the minimum amount of
methanol. This methanol solution was slowly passed through a
glass column packed with polyamide (Woelm, 45 cm x 2.5 cm) which
had been thoroughly washed with methanol prior to its use.
This process resulted in the bulk of the colouring material
being retained on the column. After concentration, the eluate
was put through a second polyamide column of similar dimensions
to the first.
40
-
The resulting solution, a clear golden colour, was evaporated
to near-dryness and left in a refrigerator for several days in
an attempt to promote crystallisation. However, this did not
occur and the methanol solution was poured into a large volume
of diethyl ether to precipitate the solid. After filtration on
a Buchner funnel, and drying in a vacuum desiccator, compound
M (14.4 g) appeared as a non-crystalline, bulky solid, pale
buff-orange in colour.
The efficiency of the separation of compound M from the flava-
nones was checked by TLC using freshly prepared plates coated
with polyamide (Merck) and methanol/acetic acid/water 90:5:5
as the eluent. The developed plates revealed the position of
the compounds after fuming in ammonia followed by spraying with
ferric chloride in ethanol. Compound M showed as a single pale
blue/black spot at Rf 0.7 whereas dihydroquercetin and dihydro-
kaempferol, as standards, appeared as dark blue/black spots,
both at Rf 0.45.
2.2.3.3 PRELIMINARY TESTS
Compound M did not give a colour (red or yellow) when dissolved
in ethanol and treated with magnesium and hydrochloric acid,
thus indicating that it was probably not a flavonoid compound.
It-dissolved readily in dilute sodium hydroxide solution to
produce a rich-brown colour, and it reacted with ethanolic
anhydrous ferric chloride solution to produce a blue/black
colour indicative of a phenolic group being present. Gentle
heating of compound M with Tollen's reagent produced a silver
mirror, suggesting the presence of a reducing group (eg an
41
-
aldehyde). The ultraviolet spectrum of compound M in UV-pure
% 1 ethanol showed an absorption peak at 203 nm. (EI cm = 663), a
1 shoulder at 232 nm, and a second peak at 281 nm.
(E1° cm 97)
indicating aromatic (benzenoid) centres.
The compound remained amorphous in spite of repeated attempts
to produce a crystalline form, and it lacked a precise melting
point. A melting point determination resulted in the powder
sintering at 130°C to a much-reduced volume of pale red-brown
material. At 156°C this changed to a frothy mass, in which
form it remained, slowly assuming a dark brown colour, until
290°C when the heating was stopped.
The infrared spectrum of compound M, prepared as a nujol mull,
gave absorption peaks at 3440, 1604 (with a shoulder at 1638),
1520, 1270, 1220, 1139, 1084, 1034 cm-1, with small peaks at
. 860, 820 and 720 cm
-1. Of these, the large peak at 3440 cm-1 is
most probably due to the stretching frequency of the hydroxyl
group, and those at 1604 and 1520 cm-1 due to aromatic skeletal
vibrations. The remaining absorption peaks are difficult to
assign precisely and are better regarded as a "fingerprint"
pattern peculiar to the compound under consideration.
Carbon and hydrogen microanalyses carried out on compound .M gave
61.71% carbon and 6.06% hydrogen (for C301134011 carbon = 63.14%
and hydrogen = 6.01%)
1+2
-
2.2.3.4 EXPERIMENTAL DETAILS OF STRUCTURAL STUDIES
i ALKALI FUSION
1 g compound M, 2 g potassium hydroxide, 2 g sodium hydroxide,
and 1 ml water were thoroughly mixed together in a boiling tube.
The air was flushed out with nitrogen and this atmosphere main-
tained while the tube was immersed in a silicone oil bath,
heated slowly up to 200°C and held at that temperature for ten
minutes. At and above 120°C the dark yellow mixture frothed and
became more viscous until, finally, a rubber-like mass separated
from the dark-brown liquor. After cooling, the mixture was
diluted with water, acidified with dilute hydrochloric acid,
and extracted with ether. The yellow/brown ether solution,
after extraction with sodium bicarbonate solution, was washed
with water, dried with anhydrous sodium sulphate, and evaporated
to dryness to yield 0.1 g phenolic syrup. The sodium bicarbon-
ate solution was acidified with dilute hydrochloric acid and
extracted with ether. This ether solution was washed and dried
as before, and then evaporated to dryness to yield 0.2 g acid
material.
The phenolic and acidic components were studied separately by
TLC and seen to contain, in both instances, a complex mixture of
individual compounds. The separated phenolic fraction, when
sprayed with diazotised sulphanilic acid revealed several bright
red spots which faded extremely rapidly. In addition, none of
the simple phenols run as markers (phenol, resorcinol, catechol,
pyrogallol) matched precisely the individual components in the
developed mixture. Such a complex array with no predominating
components, was reminiscent of the alkali fusion products of
lignin preparations, and a Japanese larch dioxan lignin from the
43
-
PRL collection (for preparation see Browning 1967) reacted
similarly when submitted to alkali fusion. No further work was
done on the alkali fusion products.
ii SPOT TESTS
In order to confirm the suspected lignin-like character of com-
pound M it was submitted to the phloroglucinol/hydrochloric acid
test. This gave a deep purple (positive) colour, indicating
the presence of a lignin-like compound containing a cinnamalde-
hyde end-group (Adler et al 1948).
In addition, compound M and its acetate were submitted to a spot
test which is specific for aldehyde groups (Dickinson and
Jacobsen 1970). A purplish colour (positive reaction) was
obtained when either of the two compounds (about 20-30 mg) was
added to a solution of 4-amino-3-hydrazino-5-mercapto-1, 2,
4-triazole (100-200 mg) in 2 ml. 1N sodium hydroxide, and the
resulting solution aerated for about one minute.
iii ACETYLATION
0.2 g compound M, 2 ml pyridine, and 2 ml acetic anhydride were
placed together in a small stoppered flask and left at room
temperature for two days. The resulting solution was poured
into about 100 ml water, with stirring, when a precipitate
formed. The precipitate was filtered off and dried in a vacuum
desiccator, after which it was dissolved in a little hot
methanol. Hot water was slowly added to the methanol solution,
which was kept at near boiling point, until the solution acquired
a slightly cloudy appearance. It was then allowed to cool, when
an off-white flocculent precipitate appeared. The precipitate
Ls. Li
-
was filtered off and dried as before and then dissolved in a few
millilitres of benzene. After treatment with decolourising
charcoal, the filtered benzene solution was poured into a
relatively large volume of 60-80 petrol to produce an off-white
precipitate which was filtered from the solution and dried under
vacuum to give 0.25 g fine, off-white, powder.
TLC indicated that the acetate was a single substance. Plates
coated with silica gel, when developed with benzene/dioxan/
acetic acid 90:25:4 showed the acetate as a single spot at
Rf 0.67, and when developed with ethyl acetate as a slightly
tailed single spot at Rf 0 41. In both cases the position of
the spot was revealed by spraying the plate with antimony
pentachloride in carbon tetrachloride (20% v/v) followed by
heating to 105°C.
When submitted to a melting point determination, the acetate
did not appear to have a sharp melting point. The sample
changed slowly from a sintered solid to a frothy viscous mass
over the temperature range 85-93°C. Continued heating resulted
in the material finally becoming a free-moving, clear, light
brown liquid at approximately 125°C.
Carbon and hydrogen microanalyses showed the acetate to contain
61.65% carbon and 5.86% hydrogen (for C40H44016 carbon = 61.53%
and hydrogen = 5.68%). The methoxyl content was found to be
11.01%, the acetyl content 29.88%, and the C-methyl content
10.83% (for a trimethoxy, penta-acetoxy compound with the
empirical formula C40H44016 the figures are 11.92%, 27.57%, and
9.63% respectively).
45
-
The infrared spectrum produced from a chloroform solution of the
acetate revealed that all the hydroxyl groups had been
acetylated (ie the large absorption peak at 3440 cm 1 found for
compound M had disappeared) and that a large absorption peak had
appeared at 1740 cm-1 due to the carbonyl bonds in the acetyl
groups. Other peaks for the acetate occurred at 3000, 2993,
1663, 1600, 1510, 1462, 1420, 1368, 1230, 1190, 1145, 1117, and
1030 cm-1 with small peaks at 900 and 850 cm-1.
iv RAST MOLECULAR WEIGHT DETERMINATION
This was carried out on both compound M and its acetate.
Approximately 5 mg of the compound under test and 50 mg of
camphor were weighed accurately into a small ignition tube
(7 mm x 50 mm) which was subsequently sealed in a gas flame.
The sealed ignition tube was submerged in a silicone oil bath
and the whole heated slowly up to 200°C when the contents were
converted to a melt.
After cooling, the tube was broken open and a melting point
determination carried out in triplicate on the melt, using
sealed, evacuated Pyrex tubes. A similar determination was
carried out on the pure stock of camphor. The molecular weight
was then determined using the formula:
M = wM'(K - d) Wd
where w = weight (g) of the compound under test
M' = molecular weight of camphor
46
-
K = 40 000 molecular weight of camphor
d = depression of camphor melting point in cIC
induced by the addition of the compound
W = weight (g) of camphor taken.
The molecular weight determination for compound M was not
without problems, since it was found to be impossible to produce
a clear melt by heating the compound and camphor together.
The result must, therefore, be considered suspect since it is
quite possible that not all of compound M was mixed intimately
enough with the camphor to affect its melting point. However,
no such problem was encountered with the acetate and the
determination of its molecular weight proceeded without com-
plications. The two molecular weights, as determined were:-
Compound M 445
Acetylated compound M 785
v NITROBENZENE OXIDATION OF COMPOUND M
25 mg compound M, together with 4 mis 2N sodium hydroxide and
0.5 ml nitrobenzene were sealed in a small nickel bomb and
heated for three hours at 160°C.
The cooled reaction mixture was transferred to a separating
funnel using both water and diethyl ether. The ether layer was
removed and the aqueous layer repeatedly washed with ether to
remove the nitrobenzene. The resultant aqueous layer was made
just acid with dilute hydrochloric acid and then extracted with
ether.
47
-
Having been dried with anhydrous sodium sulphate, the ether
solution was evaporated to dryness to yield a yellow/brown oil
which was examined by TLC and by GLC (see page 20).
The developed plate from the TLC separation was fumed with
ammonia and sprayed with alcoholic anhydrous ferric chloride to
reveal a series of brownish spots, one large and predominating,
the remainder small. Vanillic acid and vanillin, run as stan-
dards on the same plate showed that the large spot corresponded
with vanillin at Rf 0.60, and that vanillic acid (Rf 0.51) might
be present as one of the three small spots centred at Rf 0.52.
The remaining unidentified small spots had Rf values of 0.66,
0.43 and 0.36.
vi GLC EXAMINATION OF NITROBENZENE OXIDATION PRODUCT
The GLC apparatus was fitted with a 90 cm (3 ft) glass column,
0.6cm (2; inch) outside diameter, packed with diatomite C 80-100
mesh (acid washed and dimethyldichlorosilane treated) carrying
5% DC11 silicone oil. This was maintained at 170°C with the
carrier gas (nitrogen) flowing at 60 ml min-l. The detector
oven was maintained at 250°C.
The nitrobenzene oxidation product was silylated before being
injected into chromatograph. This was achieved by using
N,0-bis (trimethylsilyl) acetamide (BSA), a very reactive
silylating agent (Klebe et al 1966). The total oxidation
product (less the small amount used for TLC examination) was
dissolved in 1 ml pyridine and transferred to a small specimen
bottle. 1 ml BSA was added to this and the tube capped and
48
-
placed over phosphorus pentoxide in a desiccator. The mixture
was left at room temperature for two hours, after which time it
was injected directly into the chromatograph using a 10 pl micro-
syringe. Retention time values were used to identify the
separated components, and a comparison of peak heights was used
to assess the relative quantity of each component present.
In GLC analysis, the passage of a separated constituent through
the detector is signified by a change in the signal voltage from
the detector. This signal is passed through an amplifier and
recorded as a peak on a flat-bed recorder. The elapsed time
between injection and peak appearance (retention time) is
characteristic of the compound associated with the peak, and
the peak height (strictly the area under the peak) is directly
proportional to the amount of compound passing through the
detector.
Initial injection of the silylated oxidation product showed that
at least ten compounds were present with retention times of
0.95, 1.75, 2.60, 3.45, 4.7, 6.05, 6.35, 7.6, 9.2 and 13.25
minutes. However, after adjusting the amplifier to give just
less than full-scale deflection on the recorder for the major
peak, only one peak remained of significant size. A comparison
of peak heights showed that it constituted 95% of the total
oxidation product, and its retention time (1.75 minutes) corres-
ponded exactly with that of a sample of silylated vanillin.
49
-
vii NUCLEAR MAGNETIC RESONANCE STUDIES
Nmr spectroscopy is one of the most powerful tools at the
disposal of the structural organic chemist. Its most common
use lies in its ability to recognise functional groups and
molecular fragments in a molecule, and to quantify the
distribution of protons between these groups. The spectra
are usually determined from a solution of the material under
test, but since the technique relies on a property of the protons,
the solvents used must not contain such entities. Hence
deuterated solvents are widely used.
Initial attempts to secure a nmr spectrum of compound M were not
very successful due to its insolubility in most of the solvents
normally used for such determinations. Deuterated pyridine
proved the most satisfactory solvent for this compound, but even
this produced a poor spectrum which only indicated the presence
of ',CHOH and - CH2O - groups.
Nimz (1966) has produced some extremely good nmr spectra of
lignin hydrolysis fragments, using the acetates rather than the
original compounds. The advantage of using this derivative is
that it is commonly soluble in chloroform, the deuterated form
of which is the preferred solvent for nmr spectroscopy.
Additionally, all hydroxyl groups, which contain one proton,
are replaced by acetyl groups, which contain three protons,
thus making for a larger signal.
Consequently the acetate of compound M, dissolved in deuterated
chloroform, was submitted to nmr spectroscopy. The resulting
50
-
spectrum was not as clear as was hoped for, largely because the
smaller peaks were partially obscured by a noisy base-line signal.
However, using a recent review by Ludwig (1971) on the magnetic
resonance spectra of lignins, and the conclusions made by Nimz
(1966), the peaks were characterised. This is presented in the
first three columns of table 6 (page 52).
2.2.3.5 DISCUSSION
Preliminary work on a sample of compound M isolated by a
relatively simple procedure indicated that the compound was
possibly a derivative of dihydroquercetin (eg a glycoside),
until confusing results prompted a reappraisal of the purity
of the sample. It became evident that dihydroquercetin had a
great affinity for compound M, and remained in trace amounts
after what was thought to be a reasonable extraction procedure.
However, the isolation procedure outlined in the text (page 40)
satisfactorily overcame this problem.
Initial spot tests on the isolated material gave some indication
of its chemical character, showing it to contain aromatic
centres, and to have a phenolic nature and reducing properties.
The lack of crystalline form and of a sharp melting point
suggested a possible polymeric or high molecular weight compound.
With such compounds it is usual to attempt some form of degra-
dation reaction in the hope that the molecular fragments thus
formed may help in identifying the whole molecule. At this
early stage of the investigation alkali fusion seemed appropriate.
This is one of the classical methods of degrading organic
compounds and finds wide application. In many instances it has
51
-
Table 6
DATA FROM NMR SPECTRUM OF ACETATE OF COMPOUND M
T value (ppm)
Group responsible Relative peak area
No of protons for trimeric structure
8.07 Aliphatic acetoxyl 12.1 12
7.82 Aromatic acetoxyl 3.8 3
6.27 Methoxyl 8.8 9
5.1-6.0 Propane side chain protons 7.4 8
4.0 Vinyl? 1.5 2
3.04 Aromatic protons 9 9
-
provided valuable information in the study of natural products.
That the alkali fusion produced such a complex mixture was
disappointing, since the isolation and identification of all
fragments would have been a major undertaking. Nevertheless
the very fact that it gave such a multitude of degradation
products, together with their reaction with the TLC spray
reagent hinted at its possible lignin-like nature. This was
confirmed by the phloroglucinol/hydrochloric acid test which
indicated that it was a lignin-like compound containing a
cinnamaldehyde end-group. The existence of an aldehyde group
in both compound M and its acetate was confirmed by the
application of a spot test specific for aldehydes.
A reappraisal of the ultraviolet spectrum for compound M showed
that it conformed to the basic shape produced by lignin-like
molecules (Goldschmid 1971). The infrared spectrum was
compared with those exhibited by various lignin preparations
(Hergert 1971), between which there were seen to be broad
similarities. However, apart from confirming that compound M
was an hydroxylated and aromatic compound, no more precise
information could be gained from these spectra.
Nitrobenzene oxidation of lignin compounds provides one of the
most useful methods of assessing the basic structure of such
molecules (Chang and Allan 1971). The procedure converts a
proportion of the lignin into identifiable aromatic fragments,
which are mostly a mixture of aldehydes. The major represen-
tatives are vanillin, syringaldehyde, and p-hydroxybenzaldehyde
53
-
which derive from guaiacyl, syringyl, and phenyl centres
respectively in the original lignin molecule. That compound M,
when submitted to this technique, gave vanillin as 95% of its
oxidation product and did not give identifiable quantities of
syringaldehyde or p-hydroxybenzaldehyde, strongly indicated
that the original molecule is comprised entirely of guaiacyl
units.
The molecular weight determinations for both compound M and
its fully acetylated derivative indicated that the molecule is
small compared with normal lignin polymers. Freudenberg (1964)
has suggested that such small lignin-like molecules should be
referred to as lignols. This nomenclature was adopted for
compound M.
For a lignol composed of guaiacyl units, and giving positive
reactions to tests for phenolic and cinnamaldehyde groups, the
assignment of a tentative basic structure is possible if
cdgnisance is taken of the formulation for softwood lignin
proposed by Freudenberg and Harkin (1964) and Freudenberg (1965).
Thus:-
TH2OH CH2OH HO
CH.CH—O r.CH-0
OH OH OMe OMe
CH=CH.CHO
54
-
For n = o (ie for a dimer) the molecular weight takes the value
374 and for n = 1 (the trimer) 570. Thus the value, as deter-
mined by the Rast method (445), falls between the dimer and
trimer molecular weights. This situation was not unexpected from
the practical difficulties encountered in attempting to
determine the molecular weight of compound M. However, the
determined molecular weight for the fully acetylated derivative,
785, is very similar to the calculated value for the fully
acetylated trimer, 780.
The nmr spectrum obtained for the acetate included most of the
groups present in the tentative trilignol structure (table 6,
page 52). It can be seen that the relative peak area associated
with each group does not correspond precisely in every case with
the proton distribution in the tentative structure. In addition,
the peak representing the aldehyde proton, which is strongly
deshielded and should occur in the range T-2.0 to t0.25, was not
observed, possibly because the noisy base-line signal was
sufficient to obscure a peak due to a single proton. Nevertheless,
in considering the nmr spectrum as a whole, broad general
agreement existed between the size and disposition of the peaks,
and the proton distribution in the suggested trilignol structure.
The quantitative carbon and hydrogen microanalyses obtained for
both compound M and its acetate can be used collectively to
indicate a trimeric structure, although the acetate's results
conform more closely to this than do those for compound M. The
additional results obtained for the acetate, ie the acetyl,
methoxyl, and C-methyl contents, suggest a penta-acetoxy
55
-
trimethoxy compound rather than any other configuration for a
compound of this type and having a molecular weight of
approximately 780.
2.2.4 THE PETROL EXTRACT
The petrol extract, which consisted of 10.2 g thin yellow/brown
oil, was only briefly examined for the presence of crystalline
components. None were found.
Alumina column chromatography produced a series of near-
colourless syrups, all of which failed to crystallise, even
after standing for some considerable time.
Thin layer chromatography, using silica coatings and benzene
as the eluant, showed that the extract consisted of at least
twelve compounds. There were four major components, each one
showing as a blue fluorescent spot under ultraviolet light,
at Rf
values 0.78, 0.25, 0.09 and at the origin. After
spraying the plate with antimony pentachloride in carbon
tetrachloride (20% v/v), followed by heating to 105°C these
spots became visible as different colours - Rf 0.78 yellow/
brown, 0.26 blue, 0.09 brown, and the origin orange.
2.2.5 THE ETHER EXTRACT
This tiny fraction, only 2.8 g pale brown syrup from over
2 kg wood, was examined by the standard TLC method. Using the
four flavonoid compounds found in the acetone extract as
markers, the developed plate showed that the ether extract was
mainly dihydroquercetin, together with traces of dihydrokaempferol
56
-
and eriodictyol. No naringenin was detected. A series of
unidentified faint spots with high Rf values could indicate
that simple phenols are present in this extract in trace
amounts.
2.2.6 THE WATER EXTRACT
As has been noted previously (page 19) the water extract of
Japanese larch consists mainly of hemicelluloses, of which the
arabinogalactans should predominate. Although it is unlikely
that these hemicelluloses affect the colour of the system
under study, the extract was examined.
2.2.6.1 INITIAL STUDY
Practical problems, such as frothing and its attempted