Biomass steam gasification - A platform for synthesis gas applications
Upload
nguyenduongCategory
view
246download
0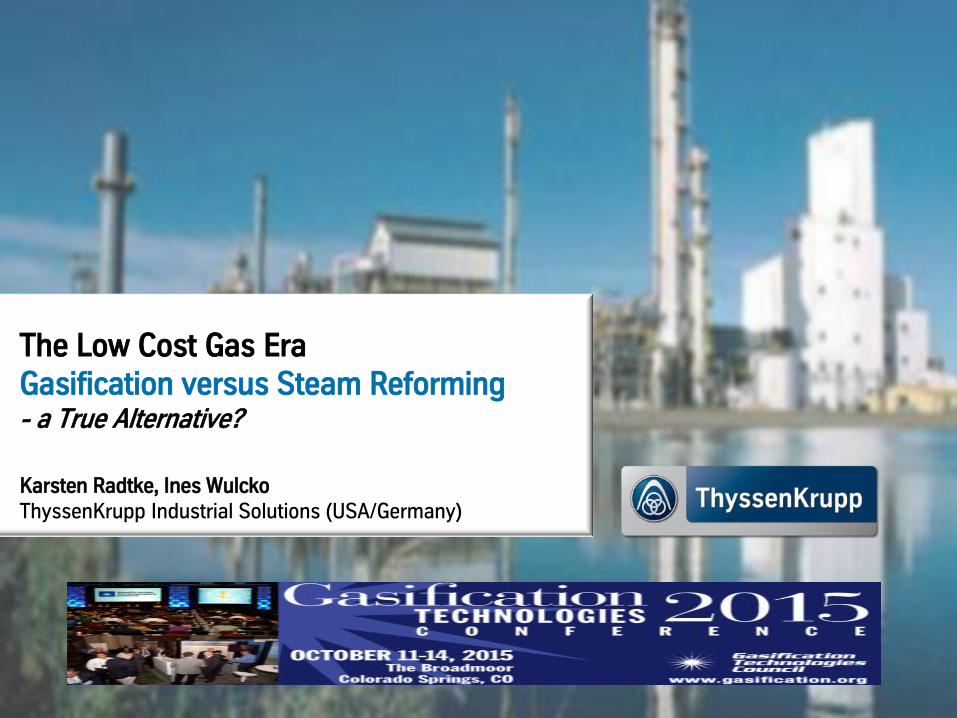
The Low Cost Gas Era Gasification versus Steam Reforming - a True Alternative?
Karsten Radtke, Ines Wulcko ThyssenKrupp Industrial Solutions (USA/Germany)

1
ThyssenKrupp Group: - founded 204 years ago in Essen (Krupp) TKIS: - 100+ gasifiers designed, built, put into successful operation - world leader in syngas technologies: Gasification (PRENFLO, HTW), Steam Methane Reforming (SMR), Auto Thermal Reforming (ATR)
Sales: US$ ~46 bn Employees: 160,745
ThyssenKrupp Group
Industrial Solutions (TKIS)
Components Technology
Materials Services
Steel Americas
Elevator Technology
Sales (€ mill) 6,172
EBIT** (€ mill) 268
Employees 28,941
Sales (€ mill) 6,416
EBIT** (€ mill) 674
Employees 50,282
Sales (€ mill) 6,271
EBIT** (€ mill) 420
Employees 18,546
Sales (€ mill) 13,660
EBIT** (€ mill) 212
Employees 30,289
Steel Europe
Sales (€ mill) 8,857
EBIT** (€ mill) 206
Employees 26,231
Sales (€ mill) 2,060
EBIT** (€ mill) -68
Employees 3,466
*) Continuing operations (after reclassification of Steel Americas) before consolidation **) Adjusted before consolidation, after definition changes

2
Shale Gas: Challenge and Opportunity for Synthesis Gas Generation

3
Synthesis Gas is the central intermediate product: Nearly all hydrocarbons can be converted to syngas – by very different means
Gas, Naphtha
Oil/Residues
Steam Reformer / ATR
HTW Gasification
Synthesis Gas
CO + H2
Methanol
Ammonia
IGCC
Fischer-Tropsch
CO- Shift
Methanation
Diesel, Plastics
Gasoline, LPG
Urea
Diesel, Naphtha
Petcoke
Hard Coal
Biomass
PRENFLO Gasification
Biomass
Lignite
Wastes
Waxes, Lubes
MTO
MTG
Feedstock Hydrocarbon
Conversion Syngas Product Product Generation
Hydrogen
Synthetic Natural Gas
El. Power
Fertilisers
Oil Gasification

4
Entrained-Flow Gasification
Fluidized Bed Gasification
Steam Methane Reforming
Autothermal Reforming
PRENFLO ® HTW ™ SMR ATR
PSG
ThyssenKrupp Industrial Solutions: Proprietary Syngas Technologies
PDQ

5
Entrained-Flow Gasification: PRENFLO
PRENFLO is a slagging gasifier that operates
above the ash melting point
=> high carbon conversion, high efficiency
for coal and petcoke
for biomass , if pre-treated
Major Reference: Elcogas IGCC, Puertollano/Spain
Selected and permitted for several projects
around the world, including U.S.A.

6
Uhde PRENFLO gasification under construction: BioTfueL in France
• Biomass/Coal/Petcoke/Oil Gasification to Liquid Fuels Facility
• Construction ongoing • Commissioning starts in 2016 • Start-up beginning 2017

7
Fluidised-Bed Gasification: Uhde HTW Gasification
HTW especially suited for biomass, wastes and low-rank,
high ash coals with high ash melting points
HTW has strong reference basis through full
commercialisation over 3 decades
New HTW Pilot Plant at University Darmstadt commissioned
in 2015
Current main focus on China, India

8
• More than 60 Uhde steam reformers built since 1966
• Largest reformer has 960 tubes
• Commercial reformers operate over a wide range
Ammonia @ 40 bar 780 - 820 °C Methanol @ 20 - 25 bar 850 - 880 °C Hydrogen @ 20 - 25 bar 880 °C Oxogas @ 9 - 12 bar 900 °C Olefins (STAR) @ 5 - 6 bar 570 - 590 °C
SINCOR C.A., Jose, Venezuela 2 x 98,000 m3/h (Vnorm) Hydrogen
Uhde Steam Reforming Technology

9
• Pressure bar(a) 5 - 50
• Process steam % 100 ( base case )
• Gas quality - H2 surplus
• Energy available - Excess
• Air separation - -
• Steam ratio - 2.5 - 3.4
• H2-CO2/CO+CO2 - 2.9 - 3.0
• CH4 slip % 3.0 - 5.0
• O2 required Mol/Mol -
C in feed
Steam
NG
Prod. Gas
880°C
Principle Overview: Steam Reforming (SMR)

10
Hydrogen Plants, St. Charles, LA & Port Arthur, TX
Two plants with 135 mm SCFD each based on Uhde Steam Reforming technology
Uhde Steam Reforming (SMR) Technology

11
Uhde Auto-Thermal Reformer (ATR) Technology
12
Principle Overview: Autothermal Reforming (ATR)
• Pressure bar(a) 30 - 40
• Process steam % 70
• Gas quality - Carbon surplus
• Energy available - Energy import for drives
• Air separation - Required
• Steam ratio - 0.3 - 3.5
• H2-CO2/CO+CO2 - 1.1 - 1.7
• CH4 slip % 0.5 - 4.0
• O2 required Mol/Mol 0.55 - 0.75 C in feed
Prod. Gas
1,000°C
Steam
300°C
O2
100°C
NG
580°C

13
Combined Reforming (SMR plus ATR)
• Pressure bar(a) 40
• Process steam % 60 - 65
• Gas quality - Stoichiometric
• Energy available - Energy import for drives
• Air separation - Required
• Steam ratio - 1.5
• H2-CO2/CO+CO2 - 2.02
• CH4 slip % 1.0
• O2 required Mol/Mol 0.445 C in feed
780°C Prod. Gas
880°C
O2
100°C
NG
370°C
NG
510°C
Steam

14
Combined Autothermal Reforming (CAR®)
• Pressure bar(a) 40
• Process steam % 100
• Gas quality - Stoichiometric
• Energy available - Energy import for drives
• Air separation - Required
• Steam ratio - 2.5
• H2-CO2/CO+CO2 - 1.98
• CH4 slip % 1.0
• O2 required Mol/Mol 0.49 C in feed
O2
100°C
Prod. Gas
550°C
NG
370°C
Steam
300°C

15
Main chemical reactions for synthesis gas generation: Steam reforming CH4 + H2O → CO + 3 H2 ΔHR = +206 kJ/mol endothermal Partial oxidation: CH4 + 0.5 O2 → CO + 2 H2 ΔHR = -35 kJ/mol exothermal
Synthesis gas composition requirements:
• ammonia: (H2 + CO) / N2 ≈ 3.0
• methanol: (H2 – CO2) / (CO + CO2) ≈ 2.0
• hydrogen: H2 = max.
• gas to liquids: H2 / CO ≈ 2.0

16
Syngas Technologies in Comparison: H2/CO Ratio
Hydrogen production is favored by SMR, other technologies such as ATR/CAR/POX produce more CO or lower H2/CO ratios
SMR has economical advantages in producing hydrogen for large capacities
Syngas applications, which require more CO content, are favored by the non-SMR routes, especially by Partial Oxidation/Gasification
SMR
Combined Reforming
ATR
Oil/Gas Gasification
Coal Gasification
0 1.0 2.0 3.0 4.0
Note 1): H2/CO ratio adjustable via CO Shift

17
Steam Reformer Technologies: Summary Overview
Steam ref. ( 1 ) Combined ref. ( 2 ) CAR ( 3 ) Autoth. ref. ( 4 )
• Pressure bar(a) 5 - 50 40 40 30 - 40
• Process steam % 100 ( base case ) 60 - 65 100 70
• Gas quality - H2 surplus Stoichiometric Stoichiometric Carbon surplus
• Energy available - Excess *) Energy import Energy import Energy import for drives for drives for drives
• Air separation - - Required Required Required
• Steam ratio - 2.5 - 3.4 1.5 2.5 0.3 - 3.5
• H2-CO2/CO+CO2 - 2.9 - 3.0 2.02 1.98 1.1 - 1.7
• CH4 slip % 3.0 - 5.0 1.0 1.0 0.5 - 4.0
• O2 required - - 0.445 0.49 0.55 – 0.75 (Mol/Mol C in feed)
*) No excess in case of an additional pre-reformer
300°C 510°C Steam
NG
880°C
Steam
780°C 880°C
100°C
370°C
NG
NG
O2
O2
Prod. Gas
NG
Steam
Prod. Gas
Steam
O2
NG
370°C
550°C
100°C Prod. Gas
580°C
100°C
580°C
1,000°C
1 2 3 4
Prod. Gas

18
Gasification Partial
CO Shift AGR MeOH synthesis
MeOH
ATR
Offgas
85% 15% to Aux. Boiler Example 1: Coal-to-MeOH
Example 2: Coal-to-NH3
CO Shift
AGR PSA
ATR
Offgas
85% 15% to Aux. Boiler
NH3 synthesis
NH3
Combination Gasification with Auto-Thermal Reforming
Gasification

19
SMR ATR HTW
HTW
with
ATR
PRENFLO
Steam ratio (volume based) 2.5 - 3.4 0.3 - 3.5 - - -
H2/CO-ratio 3.0 - 5.0 2.0 - 5.0 0.76 1.13** 0.58
Syngas ratio (H2-CO2)/(CO+CO2) 2.9 - 3.0 1.1 - 1.7 0.15 0.37** 0.36
CH4 slip (% of water and N2 free raw gas) 3.0 - 5.0 0.5 - 4.0 5.68 4.45** 0.01
Feed consumption (MW Feed/1000 Nm³/h
Syngas)* 3.0 - 4.0 3.6 - 4.2 5.00 3.71 4.26
Steam consumption (kg Steam/Nm³/h Syngas) * 0.756 *** 0.1 - 1.0 0.27 0.30 0.02
O2 consumption kg O2/Nm³ Syngas * - 0.3 - 0.5 0.38 0.32 0.43
* Syngas = CO + H2
** Values after merging the syngas originating from HTW and ATR, before CO-shift) *** Steam input, SMR: actual net steam consumption: 0.276 kg steam/Nm³ syngas
Characteristics of Gas Generation Technologies Key Performance Parameters
Gasification

20
Syngas Technologies: Summary
Solid or liquid feedstocks require Gasification Technology to generate syngas. Steam Reforming, Auto Thermal Reforming or Combined Autothermal Reforming are only applicable for gaseous feestocks.
For gas feedstocks, the desired product influences the technology decision: Hydrogen production prefers the application of SMR technology High CO containing gas applications prefer gasification/partial oxidation SMR has economical advantages in producing hydrogen for large capacities
The combination of Gasification (HTW) with Reforming (ATR) provides higher product yield from the same amount of coal feedstock, higher H2/CO ratio, and reduces the consumption figures, and increases the feedstock flexibility (solid/gas)
Gasification has a broad feedstock flexibility. Once the plant is installed, only gasification allows the later application or variation of alternative feedstocks – if properly foreseen during the design stage (e.g.: BioTfueL)
The oil & gas price volatility over the life-time of a chemical plant (typically 25+ years) is far less predictable than the coal price stability

21
Gasification IGCC Plant
Puertollano, Spain October 2015
Steam Reforming PDH/PP Complex Port Said, Egypt October 2015
Thank you for your attention













![Kinetic models comparison for non-isothermal steam gasification … · 2016. 6. 11. · There are several studies on coal gasification kinetics [15-17] and some on biomass gasification](https://static.fdocuments.in/doc/165x107/60bf86a58ef8a32d554618f3/kinetic-models-comparison-for-non-isothermal-steam-gasification-2016-6-11-there.jpg)




