The Journey to FinFETss3.amazonaws.com/sdieee/1847-2015_04_Loke.pdfPhil Fisher Greg Kovacs Steve...
106
The Journey to FinFETs Alvin Loke [email protected] 30-Apr-2015 & 21-May-2015 IEEE San Diego – CPMT Chapter & AP/MTT/ED/SSC/CAS Joint Chapter
Transcript of The Journey to FinFETss3.amazonaws.com/sdieee/1847-2015_04_Loke.pdfPhil Fisher Greg Kovacs Steve...

The Journey to FinFETs
Alvin [email protected]
30-Apr-2015 & 21-May-2015
IEEE San Diego – CPMT Chapter & AP/MTT/ED/SSC/CAS Joint Chapter

© Loke, The Journey to FinFETs
Something to Ponder…People get lostbecause they cannot be found.
Theodorus Loke
Slide 1

© Loke, The Journey to FinFETs
Dave Pulfrey
Bruce Wooley
Krishna Saraswat
Simon Wong
Tom Lee
Jim Plummer
Ying-Keung Leung
Tom Cynkar
Gary Ray
Jeff Wetzel
Chintamani Palsule
Martin Wedepohl
Bob Barnes Dick Dowell
Bich-Yen Nguyen
Wei-Yung Hsu
Qi-Zhong Hong
Tom Lii
Ron KennedyMark Horowitz
John Bravman
Paul Townsend
Joe McPherson
Rick Hernandez
Phil Fisher
Greg Kovacs Steve Kuehne
Charles Moore Michael Oshima Jim Pfiester
Mike Gilsdorf
Tin Tin Wee
Matt Angyal
Bruce Doyle Emerson Fang
Andy Wei
Jung-Suk Goo
Ray Stephany
My Teachers
Shawn Searles
John Faricelli Dennis Fischette
Tom TiedjeGerry TalbotChangsup Ryu
Justin Leung
Takamaro Kikkawa
Larry Bair
Ram Venkatraman Carl-Mikael ZetterlingPatrick Yue
Bob Havemann
Slide 2
Shawming Ma Michael Nix
Joanne Wu
Don Morris
Tom Bryan
Tim Hollis Reza Jalilizeinali
Behzad Razavi Jeff Rearick
Luigi Colombo
Guoqiang Xing

© Loke, The Journey to FinFETs
The 10000-Foot View… A Switch
Slide 3
small, fast, thrifty
Scaling Performance Energy-Efficient

© Loke, The Journey to FinFETs
CMOS Scaling Still Alive
Slide 4
Keating, Synopsys [1]
Intel 22nm & 14nmtri-gate finFET
• Leading foundries scrambled, now in 16nm tri-gate early production• Intel started 14nm production

© Loke, The Journey to FinFETs
Our Objective• Understand how MOSFET structure has evolved• Understand why it has evolved this way• Fundamentals, fundamentals, fundamentals
Slide 5
L=35nm
SiGe
L=35nmL=35nm
SiGe
L=35nm
SiGe
L=35nmL=35nm
SiGe
© Loke, The Journey to FinFETs
OutlinePart 1
• Motivation• MOSFET & Short-Channel Fundamentals• 130nm Fabrication• Lithography
Part 2• Strain Engineering (90nm & Beyond)• High-K / Metal-Gate (45nm & Beyond)• Fully-Depleted (22nm & Beyond)• Tri-Gate FinFETs• Conclusions
Slide 6

© Loke, The Journey to FinFETs
The Basis of All CMOS Digital ICs
Slide 7
• Voltage represents logic level• Charging and discharging a capacitor… very quickly!• Shorter delay and lower power
pull-down logic
pull-up logic
inputseff
DDload
eff
loaddelay I
VCI
Qt
fVCP DDloaddynamic2

© Loke, The Journey to FinFETs
Effective Inverter Drive Current
Slide 8
0.0
0.5
1.0
1.5
0.0 0.2 0.4 0.6 0.8 1.0
I D (m
A)
VDS
(V)
VGS
0.5V
0.7V
1.0V
0.2V
IDsat
IDoff
IDlow
IDhigh
IDeff
• IDeff estimates effective inverter current drawn during switching
• More realistic and way less optimistic than IDsat
Na et al., IBM [2]
IDlin
2,
,2
2
DDDSDDGS
DDDSDD
GS
VVVVIDIDhigh
VVVVIDIDlow
IDhighIDlowIDeff
28nm, VDD=1.0V

© Loke, The Journey to FinFETs
Flatband Condition (VGS=VFB)
Slide 9
p-typebody
poly gate
n+
sourcen+
drain
siliconsurface
source-to-bodydepletion
drain-to-bodydepletion
p+ bodycontact
VDS
VGS
VBS
EC
EV
Ei
qbqs
EF
EF
siliconsurface
M O S
qs = qb
Energy Band
Diagram

© Loke, The Journey to FinFETs
Onset of Surface Inversion (s=0)
Slide 10
p-typebody
poly gate
n+
sourcen+
drainp+ bodycontact
VDS
VGS
VBS
surfaceundoped
M O S
Energy Band
Diagram
qs
qs = 0
qb
– – –
+ ++
–
+
+ charge terminating on – charge
depletionregion

© Loke, The Journey to FinFETs
Onset of Strong Surface Inversion (VGS=VT)
Slide 11
p-typebody
poly gate
n+
sourcen+
drainp+ bodycontact
VDS
VGS
VBS M O S
Energy Band
Diagram
– – –
+
– – –
– – – – – – – – – – – –
+ + ++ + + ++ + + ++ + + ++ + + ++ + +
–
–– – –
ox
depbFBT C
QVV 2
ss
qb
qsqVT
qs = qb
inversionlayer
© Loke, The Journey to FinFETs
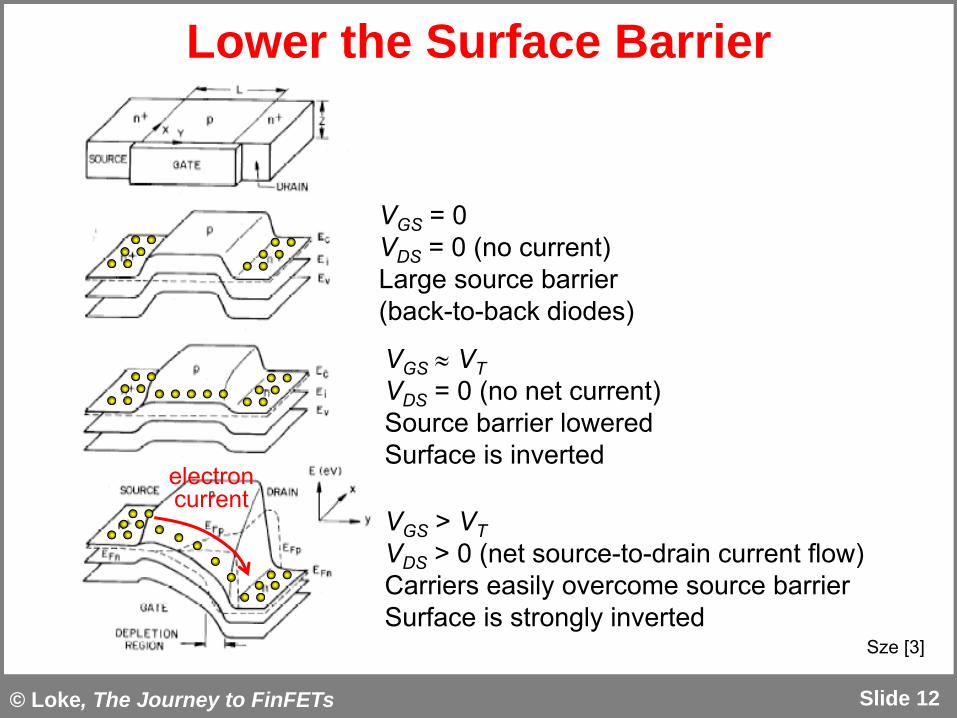
Lower the Surface Barrier
Slide 12
VGS > VTVDS > 0 (net source-to-drain current flow)Carriers easily overcome source barrierSurface is strongly inverted
VGS VTVDS = 0 (no net current)Source barrier loweredSurface is inverted
VGS = 0VDS = 0 (no current)Large source barrier(back-to-back diodes)
electroncurrent
Sze [3]

© Loke, The Journey to FinFETs
Quantifying Charge to Move s by 2b
Slide 13
• Assume uniformly doped p-type body
• How much body must be depleted to reach strong inversion?
––
––
––
––
––
qN
xdgate
++++++
++++ body
NqNx bSi
d122
ddep qNxQ
x
V
0 xd
2b
Si
db
qNx
2
22
dxEV
xE0
xd
Si
dqNx
Si
QdAE

© Loke, The Journey to FinFETs
Short-Channel Effects (SCEs)
VDD not scaling as aggressively as L Higher channel electric fields
– Velocity saturation– Mobility degradation
Slide 14
gate
n+
sourcen+
drain
source-to-bodydepletion
drain-to-bodydepletion
L
L
VT
VDS
VT
DIBL

© Loke, The Journey to FinFETs
Overcoming Short-Channel Effects
Improve gate electrostatic control of channel charge• Higher body doping but higher VT
• Shallower source/drain but higher Rs
• Thinner tox but higher gate leakage• High-K dielectric to reduce tunneling• Metal gate to overcome poly depletion• Fully-depleted structures (e.g., fins)
Stressors for mobility enhancement
Slide 15
gate
n+
sourcen+
drain
dopingx j
1

© Loke, The Journey to FinFETs
Not So Fundamental After All
• Body doping has increased by 2–3 orders of magnitude over the decades
• Surface way more conductive at strong inversion condition using “fundamental” VT definition
• What matters is how much OFF leakage you get for a given ON current
• IDoff vs. IDsat (or IDeff) universal plots have become more useful to summarize device performance
Slide 16
M O S
Energy Band
Diagram
fsfs
qb
qfsqVT
qs = qb
inversionlayer
ox
depbFBT C
QVV 2

© Loke, The Journey to FinFETs
IOFF–ION Universal Plots
Slide 17
Comparison of 90nm Technology Foundry Vendors
1.2V1.0V1.2V1.0V
NMOSPMOS
0.1
1.0
10.0
100.0
1000.0
0 200 400 600 800 1000 1200
OFF
Lea
kage
Cur
rent
(nA
/m
)
ON Drive Current (A/m)
• High ION high IOFF & low ION low IOFF
• OFF leakage prevents VT from scaling with gate length• Multiple VT’s enable trade-off between high speed vs. low leakage
log (IDS)
VGSVT1 VT2
IOFF1
IOFF2
VDD
ION1ION2

© Loke, The Journey to FinFETs
drawn
drawnDS L
WIIGST VV
0
• Onset of strong inversion near impossible to measure
• Sweep log IDS vs. VGS
• Find VGS when IDS crosses user-specified threshold I0normalized to W/L
VGS
log IDShigh VDS low VDS
I0×W/L
VTsat VTlin
• Foundry-specific I0 ~ 10 to 500 nA• No physical connection to
“fundamental” VT definition
DIBL
Slide 18
Constant-Current VT Measurement

© Loke, The Journey to FinFETs
Subthreshold Leakage
Slide 19
• MOSFET is not perfectly OFF below VT it’s just a BJT• VG s lower source-to-channel barrier• Gradually more carriers diffuse from source to drain• Capacitive divider between gate and undepleted body
Cox
CSibody
gate
VG
VB
source
drainVG
Siox
oxGs CC
CV
source drain
s

© Loke, The Journey to FinFETs
Subthreshold Slope
Slide 20
• Planar 28nm: S = 100–110mV/dec at 25°C
• Want tight coupling of VG to s but have to overcome CSi
• Large Cox thinner gate oxide, HKMG• Small CSi lower body doping, FD-SOI, finFET• Get diode limit when Cox & CSi 0 (η = 1)
• Reducing S enables lower VT , VDD & power for same IOFF
ox
SioxB
CCC
qTkS
10ln
VB
VG
s
ox
Siox
CCCdecmVS
/60 at 25°C
• VG needed for 10 change in current
CSi
Cox

© Loke, The Journey to FinFETs
Drain-Induced Barrier Lowering (DIBL)
Slide 21
• OFF leakage gets worse at higher VD
• E field from drain charge terminating in body, reducing gate charge required to reach VT
• Characterized as VT reduction for some VD
• Planar 28nm: 150–160mV for VD =1V• Reducing DIBL also enables lower VDD & power for same IOFF
reduction of barrier heightat edge of source
VDD
source draingate
source drain
–
+++++
–––
–
–
+
+++++++ +
––
––
–––
–
E field

© Loke, The Journey to FinFETs
Benefits of Lower DIBL & S
Slide 22
log (IDS)
VGSVTsat VTlin
IDoff
VDD
IDsatIDlin
log (IDS)
VGSVDD
log (IDS)
VGSVDDVTsat VTlin
IDoff
IDsatIDlin
Same SLower DIBL
Lower SSame DIBL
Maintain IDsat & IDoff
VTsat VTlin
IDsatIDlin
IDoff
• Combination of reduced DIBL & S is key to enabling lower VDD& power for same IDsat & IDoff
S
DIBL

© Loke, The Journey to FinFETs
3-Way Competition for Body Charge
Slide 23
What’s happening to surface potential?
p-well
gate
VB
source
drain
VD
drain
VG
VD
source
drainVG
source
drain|VB|
DIBL
bodyeffect
gate control(what we want)

© Loke, The Journey to FinFETs
The Roads to Higher Performance
Slide 24
sourcedrain
channel
Decrease L – steepen the hill
sourcedrain
channellithographyscaling
Increase µ – move carriers faster
sourcedrain
channel
strain engineering
sourcedrain
channelIncrease Cox – move more carriers
high-K dielectricmetal gate
Must contain parasitic R & C from undoing all the IFET gains

© Loke, The Journey to FinFETs
OutlinePart 1
• Motivation• MOSFET & Short-Channel Fundamentals• 130nm Fabrication• Lithography
Part 2• Strain Engineering (90nm & Beyond)• High-K / Metal-Gate (45nm & Beyond)• Fully-Depleted (22nm & Beyond)• Tri-Gate FinFETs• Conclusions
Slide 25

© Loke, The Journey to FinFETs
130nm MOSFET Fabrication
Slide 26
Well Implantation
2 n-well p-well
Gate Oxidation &Poly Definition
3
gate oxide
Source/Drain Extension& Halo Implantation
4halos
Spacer Formation &Source/Drain Implantation
5
Salicidation
6
silicide
PMOS NMOS
Shallow Trench Isolation
1 STIoxidep-Si substrate

© Loke, The Journey to FinFETs
Shallow Trench Isolation
Slide 27
1
2
3
4
5
Advantages over LOCOS• Reduced active-to-active
spacing (no bird’s beak)• Planar surface for gate
lithography
Deposit & pattern thin Si3N4etch mask & polish stop
Etch silicon around active area –profile critical to minimize stress
Grow liner SiO2, then deposit conformal SiO2 – void-free deposition is critical
CMP excess SiO2
Recess SiO2Strip Si3N4 polish stop

© Loke, The Journey to FinFETs
p-wellSTIoxide
STIoxide
Well Implant EngineeringRetrograded well dopant profile for n-well AND p-well too(implants before poly deposition)
Shallow/steep surface channel implant • VT control• Slow diffusers critical (In, Sb)
Very deep high-dose implant• Latchup prevention• Noise immunity• Faster diffusers (B, As/P)
Sequence implant to reduce ion channeling, especially for shallow implant
Depth
SubstrateDoping
substratebackground
Deeper subsurface implant• Extra dopants to prevent subsurface
punchthrough under halos• Prevent parasitic channel inversion on
STI sidewall beneath source/drain• Faster diffusers (B, As/P)
Slide 28

© Loke, The Journey to FinFETs
Poly Gate Definition
Si substrate
• Process control is everything – resist & poly etch chamber conditioning is critical (don’t clean residues in tea cups or woks)
• Trim more for smaller CD (requires tighter control)• Less trimming if narrower lines can be printed
poly-Si
1 2 3
anti-reflection layer (ARL)
gateoxide
resist
Pattern resist Trim resist (oxygen ash)
Etch gate stack
polygate
• Gate CD way smaller than lithography capability
Slide 29

© Loke, The Journey to FinFETs
Channel & Source/Drain Engineering
Slide 30
polygate
self-aligned source/drain extension implant (n-type)
p-well
1
dielectric spacerformation
p-well
polygate3
self-aligned source/drain implant (n-type)
4
p-well
polygate
halos
self-aligned high-tilt halo/pocket implant (p-type)
p-well
polygate2

© Loke, The Journey to FinFETs
Benefits of Halo and Extension
Slide 31
Resulting structure• Less short-channel effect• Shallow junction where
needed most
polygate
halos
Not to be confused with LDD in I/O FET• Same process with spacers but Iightly doped drain (LDD) is
used for minimizing peak electric fields that cause hot carriers & breakdown
• Extensions must be heavily doped for low series resistance
extensions

© Loke, The Journey to FinFETs
Self-Aligned Silicidation (Salicidation)
Slide 32
• Need to reduce poly & diffusion Rs, or get severe IFET degradation
1
Deposit sicilide metal (Ti, Co, Ni)
RTA1 (low temperature)Selective formation of metal silicide from metal reaction with Si
welldiffusion
2
Strip unreacted metal
3
RTA2 (high temperature)Transforms silicide into low-phase by consuming more Si
4
poly
STI
• TiSix CoSix Ni/PtSix• Scaling requires smaller grain size to minimize Rs variation

© Loke, The Journey to FinFETs
OutlinePart 1
• Motivation• MOSFET & Short-Channel Fundamentals• 130nm Fabrication• Lithography
Part 2• Strain Engineering (90nm & Beyond)• High-K / Metal-Gate (45nm & Beyond)• Fully-Depleted (22nm & Beyond)• Tri-Gate FinFETs• Conclusions
Slide 33

© Loke, The Journey to FinFETs
The Roads to Higher Performance
Slide 34
sourcedrain
channel
Decrease L – steepen the hill
sourcedrain
channellithographyscaling
Increase µ – move carriers faster
sourcedrain
channel
strain engineering
sourcedrain
channelIncrease Cox – move more carriers
high-K dielectricmetal gate

© Loke, The Journey to FinFETs
Let There Be Light
Slide 35
Resolution = k1
NA
• Tooling has traditionally driven resolution scaling• Shorter : 436nm 365nm 248nm 193nm• Higher NA lenses capping at 1.35
/ N
A (n
m)
• Both and NA have hit a wall
• No new litho tool for 16/14nm (EUV not primetime yet)
• Single patterning limited to ~80nm pitch
• Double/triple patterning very expensive
Wei, GlobalFoundries [5]

© Loke, The Journey to FinFETs Slide 36
Step-and-Scan Projection Lithography• Slide both reticle & wafer across narrow
slit of light
• Only need high-NA optics orthogonal to scan but now high-precision constant-speed stages to move mask & wafer
• Cheaper than high-NA 2-D optics
• 6” x 6” physical reticle size (4× reduction)
• 25 x 33mm or 26 x 32mm field size
• Weak intensity of deep-UV source requires sensitive chemically-amplifiedresists for better throughput
• Enables dose mapping (adjust light dose during scan to compensate for loading)
Slit SourceExcimer Laser
KrF (248nm) or ArF (193nm)

© Loke, The Journey to FinFETs
Immersion Lithography
Slide 37
NA = n sin = d / 2 f
Resolution =k1
NA
lenswater
12-inch wafer
light
• Remember oil immersion microscopy in biology class?• Extend resolution of refractive optics by squirting water
puddle on wafer surface prior to exposure• nwater ~1.45 vs. nair ~ 1• Tedious but EUV is not primetime yet
• More light bending collect higher orders of light

© Loke, The Journey to FinFETs
Resolution Enhancement Technology
Slide 38
• Reducing k1 is the remaining ticket to better resolution• Attack problem from all fronts: mask, source & wafer• Imposes significant restrictions on layout design rules
Resolution = k1
NAR
ayle
igh
k 1Fa
ctor
Wei, GlobalFoundries [5]

© Loke, The Journey to FinFETs
Mask – Optical Proximity Correction
Slide 39
Non-Optimized Optimized
Mask
ResistPattern
• Sharp features are lost because diffraction attenuates higher spatial frequencies (mask behaving as low-pass optical filter)
• Compensate for diffraction effects when feature sizes << by managing sub- constructive & destructive interference
• Exaggerate edges and corners to “equalize” cutoff spatial frequency of mask
Plummer et al., Stanford [6]

© Loke, The Journey to FinFETs
Mask – Sub-Resolution Assist Features
Slide 40
• Difficulty to concurrently print dense and isolated lines• SRAFs are features intentionally placed on mask that are
too small to print but provide enough diffraction to make isolated features print well
• Imposes forbidden pitches on layout
SRAFs
Sivakumar, Intel [7]

© Loke, The Journey to FinFETs
Mask – Phase Shift
Slide 41
• Create differential optical path length to invert electric field of adjacent features
Sivakumar, Intel [7]
© Loke, The Journey to FinFETs
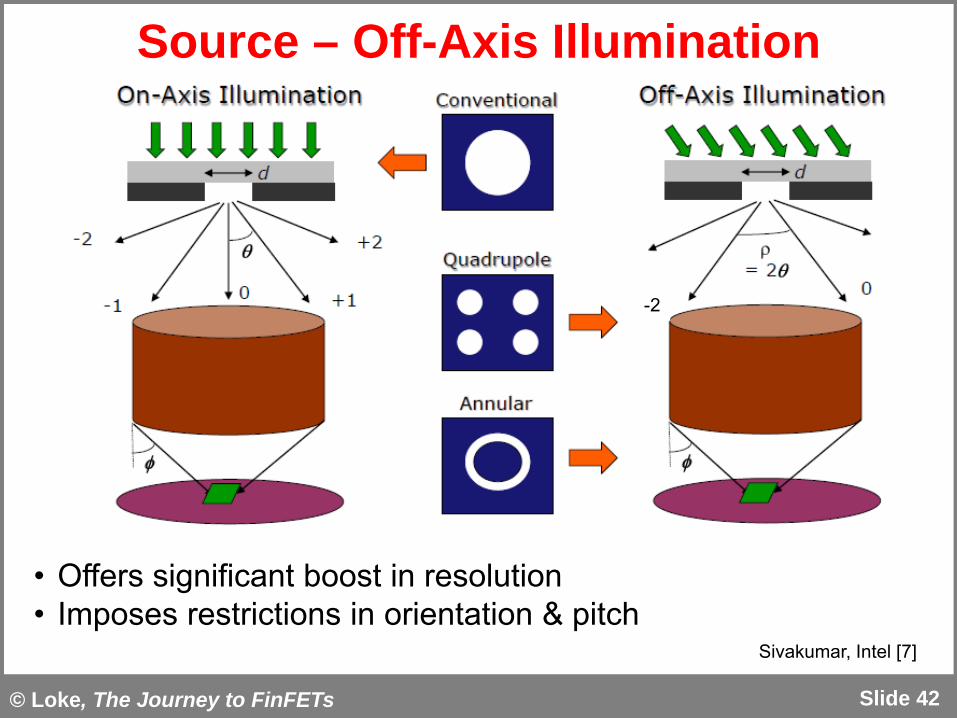
Source – Off-Axis Illumination
Slide 42
• Offers significant boost in resolution• Imposes restrictions in orientation & pitch
Sivakumar, Intel [7]
-2

© Loke, The Journey to FinFETs
Source – Aperture Shape Optimization
Slide 43
• Keep pixels that contribute to image enhancement• Discard pixels that degrade image contrast
Sivakumar, Intel [7]

© Loke, The Journey to FinFETs
Double Patterning by Pitch Division
Slide 44
Litho-Etch-Litho-Etch (LELE) Litho-Freeze-Litho-Etch (LFLE)
Sivakumar, Intel [7]
• Misalignment between Patterns 1 & 2 complexity with mask decomposition (coloring), design rules & models

© Loke, The Journey to FinFETs
Multiple Patterning with Cut Masks
Slide 45
• Extra mask to cut or “slice through” patterns • Significantly reduces end-to-end spacing for area reduction• e.g.
• Gate lithography at 45nm• Metal-1 lithography at 22nm
Auth et al., Intel [4]
Intel 45nm SRAMIntel 65nm SRAM

© Loke, The Journey to FinFETs
OutlinePart 1
• Motivation• MOSFET & Short-Channel Fundamentals• 130nm Fabrication• Lithography
Part 2• Strain Engineering (90nm & Beyond)• High-K / Metal-Gate (45nm & Beyond)• Fully-Depleted (22nm & Beyond)• Tri-Gate FinFETs• Conclusions
Slide 46

© Loke, The Journey to FinFETs
The Roads to Higher Performance
Slide 47
sourcedrain
channel
Decrease L – steepen the hill
sourcedrain
channellithographyscaling
Increase µ – move carriers faster
sourcedrain
channel
strain engineering
sourcedrain
channelIncrease Cox – move more carriers
high-K dielectricmetal gate

© Loke, The Journey to FinFETs
Mechanical Stresses & Strains
Slide 48
AreaForceStress
atomic spacing > equilibrium spacing
Tension(positive stress)
Compression(negative stress)
atomic spacing < equilibrium spacing
vs.
0
Strain
• Stretching / compressing FET channel atoms by as little as 1%can improve electron / hole mobilities by several times
• Strain perturbs crystal structure (energy bands, density of states, etc.) changes effective mass of electrons & holes
• Increase ION for the same IOFF without increasing COX
© Loke, The Journey to FinFETs
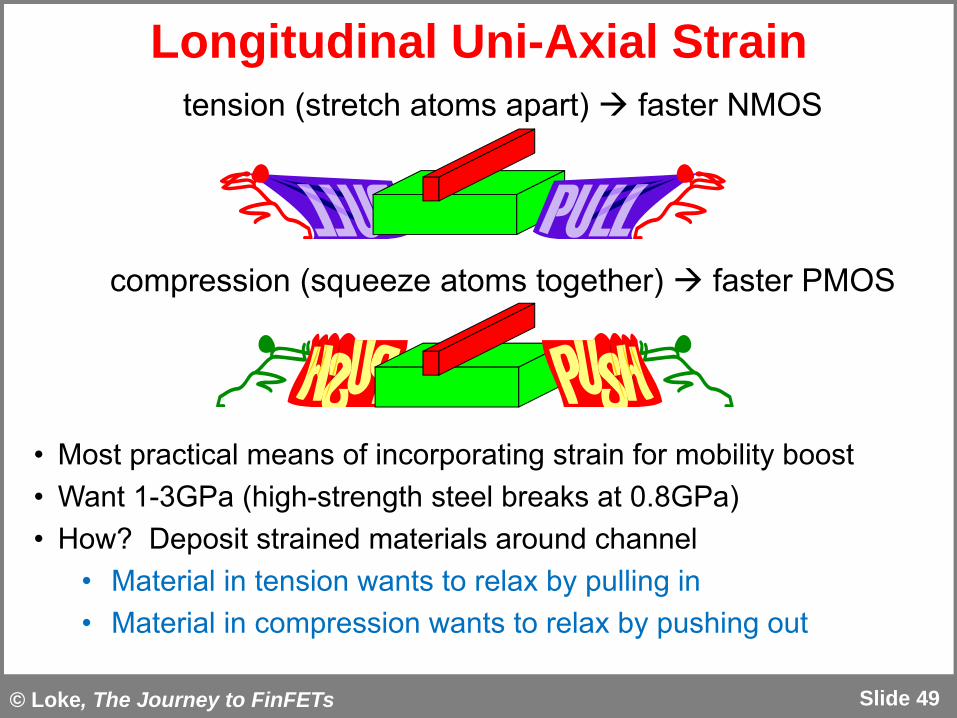
Longitudinal Uni-Axial Strain
Slide 49
tension (stretch atoms apart) faster NMOS
compression (squeeze atoms together) faster PMOS
• Most practical means of incorporating strain for mobility boost• Want 1-3GPa (high-strength steel breaks at 0.8GPa)• How? Deposit strained materials around channel
• Material in tension wants to relax by pulling in• Material in compression wants to relax by pushing out

© Loke, The Journey to FinFETs
Transferring Strain from Material A to B
Slide 50
A AB
A AB
A AB
more A
less B
limitedscalability
need short channel

© Loke, The Journey to FinFETs
Ways to Incorporate Uni-Axial Strain
Slide 51
• NMOS wants tension, PMOS wants compression
• Un-Intentional (comes for free)• Shallow Trench Isolation – NMOS / PMOS
• Intentional (requires extra processing)• Stress Memorization Technique – NMOS • Embedded-SiGe Source/Drain – PMOS • Embedded-SiC Source/Drain – NMOS • Dual-Stress Liners – NMOS & PMOS • Compressive Gate Fill – NMOS / PMOS
• Strain methods are additive

© Loke, The Journey to FinFETs Slide 52
Shallow Trench Isolation (STI)NMOS & PMOS
• STI oxide under compression• High-Density Plasma CVD SiO2 process (alternating deposition/etch)
deposits intrinsically compressive oxide for good trench fill• 10 CTE mismatch between Si & SiO2 increases compression when
cooled from deposition temperature• Migrated to High Aspect Ratio Process (HARP) fill in recent nodes less compressive oxide
Plummer et al., Stanford [5]

© Loke, The Journey to FinFETs
Stress Memorization Technique (SMT)NMOS
Slide 53
Ion (µA/µm)
I off(A
/µm
)
600 800 1000 1200 140010-9
10-8
10-7
10-6
10-5
control
disposable tensile nitride
stressor
tensile
Amorphize poly & diffusion with silicon implant
Deposit tensile nitride
Anneal to make nitride more tensile and transfer nitride tension to crystallizing amorphous channel
Remove nitride stressor (tension now frozen in diffusion)
1
2
3
4
Chan et al., IBM [9]

© Loke, The Journey to FinFETs
Periodic Table Trends
Slide 54
lattice spacing bandgap
• Compound semiconductor like SixGe1-x has lattice spacing & bandgap between Si & Ge
• Same idea with SixC1-x

© Loke, The Journey to FinFETs
Embedded-SiGe Source/Drain (e-SiGe)PMOS
Slide 55
P
P
Etch source/drain recess
Grow SiGe epitaxially in recessed regions
2
SiGe SiGe
• SiGe constrained to Si lattice will be in compression
• Compressive SiGe source/drain transfers compression to Si channel
Ion (µA/µm)
I off
(A/µ
m)
200 300 400 500 700
10-9
10-8
10-7
600
1
L=35nm
SiGe
L=35nmL=35nm
SiGe
• e-SiC is similar but introduces tension instead• Epitaxial SiC much tougher to do than SiGe
Chan et al., IBM [9]
© Loke, The Journey to FinFETs Slide 56
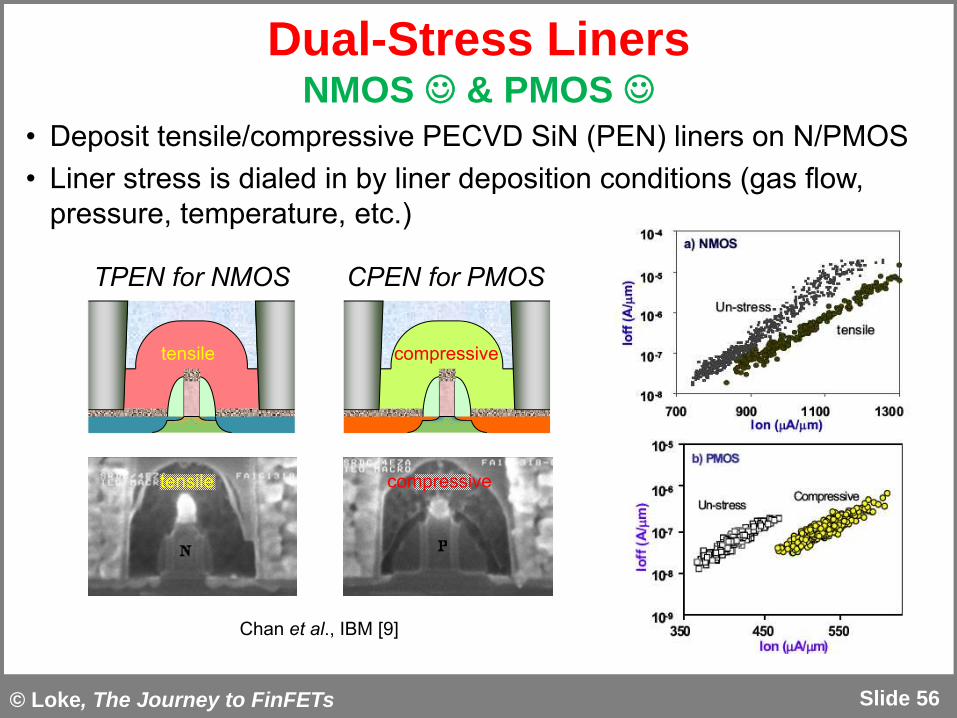
Dual-Stress LinersNMOS & PMOS
• Deposit tensile/compressive PECVD SiN (PEN) liners on N/PMOS• Liner stress is dialed in by liner deposition conditions (gas flow,
pressure, temperature, etc.)
TPEN for NMOS CPEN for PMOS
tensile compressive
tensile compressive
Chan et al., IBM [9]

© Loke, The Journey to FinFETs
Strain Relaxation
Slide 57
When materials of different strain come together…
Material A Tensile Material B Compressive
• Both materials will relax at the interface• Extent of relaxation is gradual, depends on distance from interface• No relaxation far away from interface
interface

© Loke, The Journey to FinFETs
Strain Depends on Channel Location
Slide 58
Xi et al., UC Berkeley [10]
• SA, L & SB specify where channel is located along active area
SA L SB
• Critical for modeling device mobility change due to STI, SMT, e-SiGe, etc.
• Strain at source & drain ends of channel may be different
• Important consideration for matching, e.g., current mirrors
• Concavity & stress polarity vary with stressors in given technology but concept still applies
STIeffectonly

© Loke, The Journey to FinFETs
OutlinePart 1
• Motivation• MOSFET & Short-Channel Fundamentals• 130nm Fabrication• Lithography
Part 2• Strain Engineering (90nm & Beyond)• High-K / Metal-Gate (45nm & Beyond)• Fully-Depleted (22nm & Beyond)• Tri-Gate FinFETs• Conclusions
Slide 59
© Loke, The Journey to FinFETs
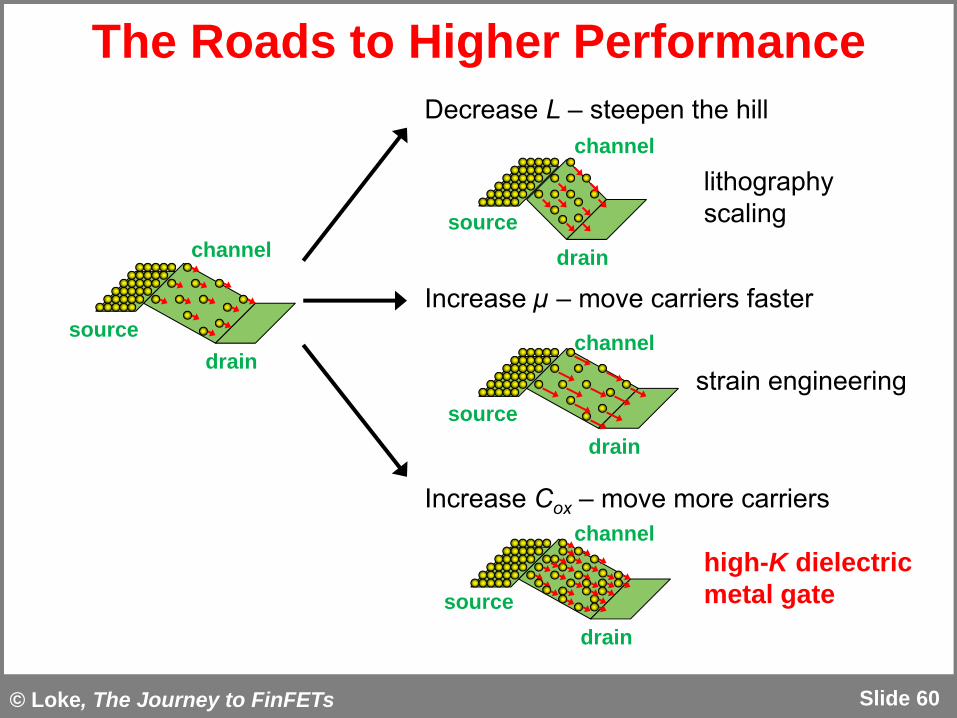
The Roads to Higher Performance
Slide 60
sourcedrain
channel
Decrease L – steepen the hill
sourcedrain
channellithographyscaling
Increase µ – move carriers faster
sourcedrain
channel
strain engineering
sourcedrain
channelIncrease Cox – move more carriers
high-K dielectricmetal gate

© Loke, The Journey to FinFETs
Direct Tunneling Gate Leakage
Slide 61
• tox had to scale with channel length to maintain gate control
• Less SCE• Better FET performance
• Significant direct tunneling for tox< 2nm
EOT (Å)0 5 10 15 20 25 30
Gat
e Le
akag
e (A
/cm
2 )
10-510-410-310-210-1100101102103104
High PerformanceLow PowerSiO2 TrendlineNitrided oxide
McPherson, Texas Instruments [12]
EOT = Equivalent Oxide Thickness
• High-K gate dielectric achieves same Cox with much thicker tox
EOTtC ox
gate
gateox

© Loke, The Journey to FinFETs Slide 62
• Even heavily-doped poly is a limited conductor• Discrepancy between electrical & physical thicknesses since charge
is not intimately in contact with oxide interface
surface charge centroid few Å’s awayfrom oxide interface
n+ poly gate
p-well
gate oxide
poly depletion (band bending)
gate charge centroid few Å’s away from oxide interface
Wong, IBM [13]
Cox
1.5nm (15Å)
poly-Sigate
Sisubstrate
gateoxide
Poly Depletion & Charge CentroidDielectric Only Half the Story

© Loke, The Journey to FinFETs
Enter High-K Dielectric + Metal-Gate
Slide 63
• High-K Dielectric (HK)• Hf-based material with K~20–30 (Zr-based also considered)• Need to overcome hysteretic polarization• High deposition temperature for good film quality
• Metal-Gate (MG)• Thin conductive film intimately in contact with high-K dielectric
to set gate work function M VFB VT• Want band-edge M, i.e., NMOS @ EC & PMOS @ EV
(just like n+ poly & p+ poly) different MG for NMOS & PMOS• Typically complex stack of different metal layers secret sauce• Conductive fill metal on top of M-setting metal-gate
• Key challenges• INTEGRATION, INTEGRATION, INTEGRATION• M shifts when exposed to dopant activation anneals• Getting the right VT for both NMOS & PMOS

© Loke, The Journey to FinFETs
Atomic Layer Deposition
Slide 64
• Deposit monolayer at a time using sequential pulses of gases • Introduce one reactant at a time & purge before introducing next
reactant• Key to precise film thickness control of HKMG stack • e.g., SiO2 (SiCl4+H2O) HfO2 (HfCl4+H2O) TiN (TiCl4+NH3)
Introduce pulse of HfCl4 gas
Monolayer adsoprtion of HfCl4 Introduce pulse of H2O gas
Surface reaction to form HfO2repeat cycle for desired number of monolayers
ICKnowledge.com [14]

© Loke, The Journey to FinFETs
HK-First / MG-First Integration
Slide 65
• Obvious extension of poly-Si gate integration• Seems obvious & “easy” at first but plagued with unstable work
function when HKMG is exposed to activation anneals• Especially problematic with PMOS VT coming out too high
Deposit HKDeposit MG1
Pattern MG1Deposit MG2
Pattern MG2Deposit gatePattern gates / MGs / HK
Implant/anneal S/ D Form silicideDeposit/CMP ILD0Form contacts
321 4

© Loke, The Journey to FinFETs
GlobalFoundries 32nm-SOI
Slide 66
Horstmann et al., GlobalFoundries [15]
poly/SiON HKMG
+35%
IDsat (µA/µm)
IDof
f(nA
/µm
)
poly/SiON HKMG
+25%
IDsat (µA/µm)
IDof
f(nA
/µm
)
NMOS PMOS
epi-cSiGe to set channel M

© Loke, The Journey to FinFETs
HK-First / MG-Last Integration
Slide 67
• High thermal budget available for middle-of-line• Low thermal budget for metal gate more gate metal choices• Enhanced strain when sacrificial poly is removed & resulting
trench is filled with gate fill metal
Deposit HK / gatePattern gate / HK
Implant/anneal S / DForm silicideDeposit ILD0CMP ILD0 to expose top of gateRemove gate
Deposit MG1Pattern MG1Deposit MG2Pattern MG2
Deposit gate-fillCMP gate-fill / MGsDeposit more ILD0Form contacts
321 4

© Loke, The Journey to FinFETs
Intel 45nm
Slide 68
NMOS PMOS
Auth et al., Intel [4]

© Loke, The Journey to FinFETs
HK-Last / MG-Last Integration
Slide 69
• Same advantages as HK-first / MG-last integration• Overcomes EOT scaling limitations in HK-first / MG-last• Need to postpone silicidation to after opening source/drain etch• DSL relax & no longer useful since contacts cut through FET width• Tough to keep traditional unsilicided poly resistor MOL resistor
Deposit oxide / gatePattern gate / oxide
Implant/anneal S / DDeposit ILD0CMP ILD0 to expose top of gateRemove gate/oxide
Deposit HKDeposit MG1Pattern MG1Deposit MG2Pattern MG2
Deposit gate-fillCMP gate-fill / MGsCut to expose activeForm silicideDeposit / CMP ILD0Pattern/form contacts
321 4

© Loke, The Journey to FinFETs
Intel 32nm
Slide 70
Packan et al., Intel [16]

© Loke, The Journey to FinFETs
Gentlemen, at this point, reality set in…
Slide 71
What’s next???

© Loke, The Journey to FinFETs
OutlinePart 1
• Motivation• MOSFET & Short-Channel Fundamentals• 130nm Fabrication• Lithography
Part 2• Strain Engineering (90nm & Beyond)• High-K / Metal-Gate (45nm & Beyond)• Fully-Depleted (22nm & Beyond)• Tri-Gate FinFETs• Conclusions
Slide 72

© Loke, The Journey to FinFETs
Partially-Depleted Silicon-On-Insulator
Slide 73
• Pros• Dynamic threshold effect (s coupling to VG edge)• Low junction area capacitance• No VT increase for stacked FETs• 4 lower SRAM soft-error rate• Body isolation from substrate noise• Simpler isolation process, reduced well proximity effect
• Cons• Body hysteresis effect – floating body gets kicked around
• Requires conservative margining for digital timing • Major pain for analog/mixed-signal design
• Substrate heating – buried oxide is good insulator• More expensive substrate, and from a single supplier
buried oxidesubstrate
STI STISTI

© Loke, The Journey to FinFETs
The Dreaded Hysteresis Effect
Slide 74
• Floating body is coupled to source, gate, drain & body• Body voltage has memory or history of other terminals, analogous to
intersymbol interference in wireline I/O • Floating body voltage noise VT noise ID noise• Can get hysteresis in bulk if ZSUB is too high
p-well
substrate
buried oxide
n+ source
n+ drain
undepletedfloating body
poly gate
VD
VG
VSUB
ZSUB

© Loke, The Journey to FinFETs
What Does Fully-Depleted Really Mean?
Slide 75
• Consider what happens when SOI layer thins down
• Conservation of charge cannot be violated• So once body is fully depleted, extra gate charge must be balanced
by charge elsewhere, e.g., beneath buried oxide• If substrate is insulator, then charge must come from source/drain• No floating body in fully-depleted no hysteresis
p-well
substrate
buried oxide
source drain
p-well
substrate
source drain
fully-depleted when turned on
depletion region
depletion region

© Loke, The Journey to FinFETs Slide 76
• VGS modulates surface charge density under gate dielectric Modulate IDS when VDS ≠0Need band bending at
surfaceNeed electric field for
band bendingNeed + & – charge
separation between gate & body beneath surface
• Do we really need dopants in the body to create field effect?
––
––
––
––
––
qN
xdgate
++++++
++++ body
x
V
0 xd
2b
xE0
xd
Si
dqNx
Requirement for Field-Effect Action
x

© Loke, The Journey to FinFETs Slide 77
Ground-Plane MOSFET
Yan et al., Bell Labs [17]
• Extremely retrograded well profile with no surface dopants• Depletion region cannot extend beyond buried pulse of dopants• All you fundamentally need for field-effect action is a parallel-plate
capacitor with gate dielectric & undoped semiconductor in between plates dopants are not required in the body

© Loke, The Journey to FinFETs Slide 78
––
––
– –
––
––
gate++++++
++++ body
x
V
0
inv
xE0
Just Like a Parallel-Plate Capacitor
x M O S
qb=0
qVT
qs = qinv
stronglyinverted
qs
ox
depbFBT C
QVV 2
• Classic VT equation no longer has meaning because b=0
• inv is somewhat arbitrary

© Loke, The Journey to FinFETs Slide 79
p-well
substrate
source drain
depletion region
• Basic idea: effectively no charge in body Body cannot terminate field lines from source & drain Field lines from source & drain forced to move down to substrate Source to body surface barrier not impacted by shorter gate length
• Substrate must be close to source & drain to prevent field lines from drain to terminate to source
• Ideally no body dopants less scattering higher µ• Need to re-adjust gate work functions since accumulation-to-inversion
transition requires less gate voltage
Why Fully-Depleted Suppresses SCE

© Loke, The Journey to FinFETs
Benefits of Lower DIBL & S
Slide 80
log (IDS)
VGSVTsat VTlin
IDoff
VDD
IDsatIDlin
log (IDS)
VGSVDD
log (IDS)
VGSVDDVTsat VTlin
IDoff
IDsatIDlin
Same SLower DIBL
Lower SSame DIBL
Maintain IDsat & IDoff
VTsat VTlin
IDsatIDlin
IDoff
• Combination of reduced DIBL & S is key to enabling lower VDD& power for same IDsat & IDoff
S
DIBL

© Loke, The Journey to FinFETs
The Big Deal with Lower DIBL
Slide 81
Higher performance for the same IDsat & IDoffL. Wei et al., Stanford [18]

© Loke, The Journey to FinFETs
Taxonomy of Fully-Depleted Options
Slide 82
Fully-Depleted
Planar 3-D(Dual- or Tri-Gate FinFET
FD-SOI Ground-plane Bulk MOS SOI Bulk

© Loke, The Journey to FinFETs
Fully-Depleted Planar on SOI
Slide 83
K. Cheng et al., IBM [19]
• a.k.a. ET (Extremely Thin) or UTBB (Ultra-Thin Body & BOX) SOI to refer to very thin SOI and Buried Oxide (BOX) layers
• SOI Si layer is so thin that charge mirroring gate charge comes from beneath BOX
• Made sense as a stepping stone from convention planar to finFETs
buried oxide
substrate
thick to reduce series resistance & apply stress

© Loke, The Journey to FinFETs
Thin BOX to Suppress SCE
Slide 84
• If body is fully depleted, field lines from drain cannot terminate in the body since there’s no charge to terminate to no DIBL
• Charge elsewhere must be nearby or field lines from drain will terminate on source charge
• However, lateral field always present when VDS≠0
T. Skotnicki, STMicroelectronics [20]

© Loke, The Journey to FinFETs
Performance Tuning with Backgate Bias
Slide 85
Yamaoka et al., Hitachi [21]
• Like “body effect” in planar bulk with CSi spanning SOI & BOX• Backgate bias can modulate both NMOS and PMOS VT at 80mV/V• Not option in finFETs but finFET subthreshold slope is better
T. Skotnicki, STMicroelectronics [22]

© Loke, The Journey to FinFETs
Fully-Depleted Planar on Bulk
Slide 86
Fujita et al., Fujitsu & SuVolta [23]
1 Low-doped layer for RDF reduction (fully depleted)
2 VT setting layer for multiple VT devices3 Highly-doped screening layer to
terminate depletion4 Sub-surface punchthrough prevention
• Reduced RDF for tighter VT & lower SRAM VDDmin• Improved DIBL but not S

© Loke, The Journey to FinFETs
Random Dopant Fluctuation (RDF)
Slide 87
0
10
20
30
40
50
130nm 90nm 65nm 45nm
minimumlengthNMOS
VT
(mV
)
Auth, Intel [7]
• RDF more prevalent with scaling since number of dopants is decreasing with each MOS generation
• Why does RDF impact magically disappear in fully-depleted?
??

© Loke, The Journey to FinFETs
RDF in Conventional MOS
Slide 88
• Back to basics• Conservation of charge• Electric field lines start at +ve charge & end at –ve charge
• Number of dopant atoms vary from FET to FET• BUT dopant atoms also vary in location
• Lengths of field lines exhibit variation• Integrated field (voltage or band bending) has VT variation
poly gate
n+
sourcen+
drain– – –
+
– – –
–
+ + ++ + + ++ + + +
–
–– – –
dxEV
partially depleted

© Loke, The Journey to FinFETs
Why Fully-Depleted Eliminates RDF
Slide 89
poly gate
n+
sourcen+
drain– – –
+
– – –
–
+ + ++ + + ++ + + +
–
–– – –
poly gate
n+
sourcen+
drain
+ + + ++ + + ++ + + +
– – – – – – – – – – – –
undoped
partially depleted fully depleted
• In fully-depleted SOI, field lines from gate cannot terminate in the undoped body (no charge there)
• Mirror charges are localized beneath BOX• Lengths of field lines have tight distribution small VT variation• However, VT now very sensitive to dimensional & geometry
variation, e.g., SOI and BOX thickness• Unfortunately, new sources of variation becoming important,
e.g., MG grain orientation
© Loke, The Journey to FinFETs
OutlinePart 1
• Motivation• MOSFET & Short-Channel Fundamentals• 130nm Fabrication• Lithography
Part 2• Strain Engineering (90nm & Beyond)• High-K / Metal-Gate (45nm & Beyond)• Fully-Depleted (22nm & Beyond)• Tri-Gate FinFETs• Conclusions
Slide 90

© Loke, The Journey to FinFETs
What is Fully-Depleted Tri-Gate?
Slide 91
M. Bohr, Intel [25]
32nm planar 22nm tri-gate
• Channel on 3 sides• Fin width is quantized (SRAM & logic
implications)• Fin so narrow that gate mirror charge
must come from fin baseHu, UC Berkeley [24]

© Loke, The Journey to FinFETs
Tri-Gate FinFETs in Production
Slide 92
Truly impressive!!!fingate
32nm planar 22nm tri-gate
M. Bohr, Intel [25]

© Loke, The Journey to FinFETs
Conventional Wafer Surface Orientation & Channel Direction
Slide 93
0° notch
x (100)
y (010)
z (001)
(100)
• Wafer normal is (100), current flows in <110> direction• Tri-Gate FinFET: top surface (100), sidewall surfaces (110)

© Loke, The Journey to FinFETs
Mobility Dependence on Surface Orientation & Direction of Current
Slide 94
NMOS PMOS
Yang et al., IBM [26]
• Strain-induced mobility boost also depends on surface orientation & channel direction – not as strong for current along sidewalls vs. top of fin
top of fin
sidewalls of fintop of fin
sidewalls of fin

© Loke, The Journey to FinFETs
Fin Patterning – Sidewall Image Transfer
Slide 95
• Standard approach for patterning fins down to 40nm pitch
• Sometimes called SADP (Self-Aligned Double Patterning)
• Recursive process for even finer fin pitch (SAQP)
• Cut-first vs. cut-last integration to remove unwanted fins
1 Deposit & pattern sacrificial mandrel
2 Deposit & etch spacer
4 Etch target material using spacer as hard mask
5 Remove spacer mask
substrate to etch
mandrel
spacer
3 Remove mandrelhard mask
for patterning
© Loke, The Journey to FinFETs
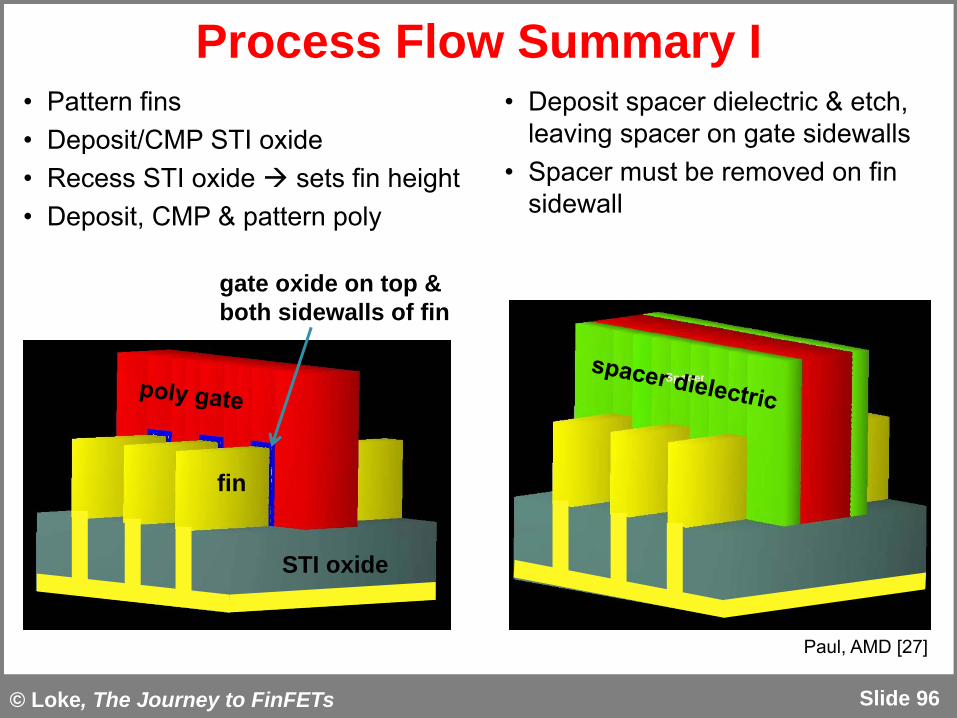
Process Flow Summary I
Slide 96
• Pattern fins• Deposit/CMP STI oxide• Recess STI oxide sets fin height• Deposit, CMP & pattern poly
fin
gate oxide on top & both sidewalls of fin
• Deposit spacer dielectric & etch, leaving spacer on gate sidewalls
• Spacer must be removed on fin sidewall
Paul, AMD [27]
STI oxide

© Loke, The Journey to FinFETs
Process Flow Summary II
Slide 97
• Recess fins• Grow Si epitaxially to merge fins
together for reduced source/drain resistance (spacer prevents short to gate)
• Induce uni-axial channel strain by growing e-SiGe or e-SiC
• Dope source/drain dopants with in situ doping during epi
• Deposit ILD0 & CMP to top of poly• Do replacement-gate HKMG
module• Deposit & pattern contact dielectric• Form trench contacts (note
overlap capacitance to gate)
epigrowth
trench contact
metal gate
Paul, AMD [27]

© Loke, The Journey to FinFETs
Some Tri-Gate Considerations
Slide 98
• Field lines of from gate terminates at base of fins
• Fin base must be heavily doped for fin-to-fin isolation
• Dimensional variation of fins device variation
• Current density is not uniform along width of device – VT & S varies along sidewall
• Series resistance vs. overlap capacitance
• “Dead” space between fins
trench contact
metal gate

© Loke, The Journey to FinFETs
Pacifying The Multi-VT Addiction
Slide 99
• 8 VT’s typical in 28nm (NMOS vs. PMOS, thick vs. thin oxide)• Methods of achieving multiple VT
1. Bias channel length• Exploit SCE (VT rolloff with shorter L)• Increase L for lower ION & IOFF
2. Implant fin body with different dose• Field lines from gate must “work through” available
body dopants before terminating at base of fin• Prone to RDF
3. Integrate more metal gate M • Already 2 M s in standard HKMG flow• More complex integration• Metal boundary effect

© Loke, The Journey to FinFETs
Intel 22nm TEM Cross-Sections
Slide 100
Auth et al., Intel [28]
Single fin (along W)
Epi merge (along W)
NMOS (along L)
PMOS (along L)

© Loke, The Journey to FinFETs
Intel 22nm Performance at 0.8V
Slide 101
0.1
1
10
100
1000
0.6 0.8 1 1.2 1.4 1.6
IOFF
(nA
/m
)
IDSAT (mA/m)
VDD = 0.8V
HP: 1.26 mA/m
MP: 1.07 mA/m
SP: 0.88 mA/m
32nm
0
1
10
100
1000
0.6 0.8 1 1.2 1.4IO
FF (n
A/
m)
IDSAT (mA/m)
VDD = 0.8V
HP: 1.10 mA/m
MP: 0.95 mA/m
SP: 0.78 mA/m
32nm
1.E-09
1.E-08
1.E-07
1.E-06
1.E-05
1.E-04
1.E-03
1.E-02
-1.0 -0.6 -0.2 0.2 0.6 1.0
IDSA
T (A
/m
)
VGS (V)
0.80V
SS ~69mV/decDIBL ~46 mV/V
SS ~72mV/decDIBL ~50 mV/V
NMOSPMOS
0.05V
0.80V
0.05V
Auth et al., Intel [28]
NMOS
PMOS

© Loke, The Journey to FinFETs
Intel 22nm Self-Aligned Contacts
Slide 102
Auth et al., Intel [28]
• Nitride cap on gate to prevent contact-to-gate shorts due to contact-to-gate misalignment
• Contacting transistors is a huge challenge in 22nm onwards typically a dominant issue during yield ramp
• Expect growing & significant complexity in MOL (Middle-Of-Line)

© Loke, The Journey to FinFETs
Intel 14nm Announcement
Slide 103
Intel [29]• More details from Intel at IEDM 2014

© Loke, The Journey to FinFETs
Conclusions
Slide 104
• Digital needs will continue to drive CMOS scaling but rising wafer cost pressure will restrict what moves to the latest node
• Expect new learning & surprises in 16/14nm & 10nm as we cope with fin design & layout
• Designers with good technology knowledge are best positioned for silicon success
• Exciting time to be designing

© Loke, The Journey to FinFETs
References[1] M. Keating, “Science fiction or technology roadmap: a look at the future of SoC design,” in SNUG San Jose Conf., Mar. 2010.[2] M. Na et al., “The effective drive current in CMOS inverters,” in IEEE Int. Electron Devices Meeting Tech. Dig., pp. 121–124, Dec. 2002. [3] S.M. Sze, Physics of Semiconductor Devices (2nd ed.), John Wiley & Sons, 1981.[4] C. Auth, “45nm high-k + metal-gate strain-enhanced CMOS transistors,” in IEEE Symp. VLSI Technology Tech. Dig., pp. 128–129, Jun. 2008.[5] A. Wei, “Foundry trends: technology challenges and opportunities beyond 32nm,” in IEEE Vail Computer Elements Workshop, Jun. 2010. [6] S. Sivakumar, “Lithography for the 15nm node,” in IEEE Int. Electron Devices Meeting Short Course, Dec. 2010. [7] J. Plummer et al., Silicon VLSI Technology– Fundamentals, Practice and Modeling, Prentice-Hall, 2000.[8] www.soitec.com[9] V. Chan et al., “Strain for CMOS performance improvement,” in Proc. IEEE Custom Integrated Circuits Conf., pp. 667–674, Sep.2005. [10] X. Xi et al., BSIM4.3.0 MOSFET Model – User’s Manual, The Regents of the University of California at Berkeley, 2003 [11] J. Faricelli, “Layout-dependent proximity effects in deep nanoscale CMOS,” in Proc. IEEE Custom Integrated Circuits Conf., pp. 1–8, Sep.2010.[12] J. McPherson, “Reliability trends with advanced CMOS scaling and the implications on design,” in Proc. IEEE Custom Integrated Circuits Conf., pp. 405–412, Sep. 2007.[13] P. Wong, “Beyond the conventional transistor,” IBM J. Research & Development, pp. 133–168, vol. 2-3, no. 46, Mar. 2002.[14] www.ICKnowledge.com[15] M. Horstmann et al., “Advanced SOI CMOS transistor technologies for high-performance microprocessor applications,” in Proc. IEEE Custom Integrated Circuits Conf.,
pp. 149–152, Sep. 2009.[16] P. Packan et al., “High performance 32nm logic technology featuring 2nd generation high-k + metal gate transistors,” in IEEE Int. Electron Devices Meeting Tech. Dig.,
pp. 1–4, Dec. 2009.[17] R.-H. Yan et al., “Scaling the Si MOSFET: From bulk to SOI to bulk,” IEEE Trans. Electron Devices, vol. 39, no. 7, pp. 1704–1710, Jul. 1992.[18] L. Wei et al., “Exploration of device design space to meet circuit speed targeting 22nm and beyond,” in Proc. Int. Conf. Solid State Devices and Materials, pp. 808–809,
Sep. 2009.[19] K. Cheng et al., “Fully depleted extremely thin SOI technology fabricate by a novel integration scheme featuring implant-free, zero-silicon-loss, and faceted raised
source/drain,” in IEEE Symp. VLSI Technology Tech. Dig., pp. 212–213, Jun.2009.[20] T. Skotnicki, “CMOS technologies – trends, scaling and issues ,” in IEEE Int. Electron Devices Meeting Short Course, Dec. 2010.[21] M. Yamaoka et al., “SRAM circuit with expanded operating margin and reduced stand-by leakage current using thin BOX FD-SOI transistors,“ IEEE J. Solid-State
Circuits, vol. 41, no.11, Nov. 2006.[22] T. Skotnicki, “Competitive SOC with UTBB SOI,” in Proc. IEEE SOI Conf., Oct. 2011.[23] K. Fujita et al., “Advanced channel engineering achieving aggressive reduction of VT variation for ultra-low power applications,” in IEEE Int. Electron Devices Meeting
Tech. Dig., pp. 32.3.1–32.3.4, Dec. 2011.[24] C. Hu, “FinFET 3D transistor and the concept behind it,” in IEEE Electron Device Soc. Webinar, Jul. 2011.[25] M. Bohr, “22 nm tri-gate transistors for industry-leading low power capabilities,” in Intel Developer Forum, Sep. 2011.[26] M. Yang et al., “Hybrid-orientation technology (HOT): opportunities and challenges,” IEEE Trans. Electron Devices, vol. 53, no. 5, pp. 965–978, May 2006.[27] S. Paul, “FinFET vs. trigate: parasitic capacitance and resistance”, AMD Internal Presentation, Aug. 2011.[28] C. Auth et al., “A 22nm high performance and low-power CMOS technology featuring fully-depleted tri-gate transistors, self-aligned contacts and high density MIM
capacitors,” in IEEE Symp. VLSI Technology Tech. Dig., pp. 131–132, Jun. 2012.[29] www.intel.com/content/www/us/en/silicon-innovations/intel-14nm-technology.html
Slide 105