The introduction of process chemometrics into an...
12
Ž . Chemometrics and Intelligent Laboratory Systems 44 1998 319–330 The introduction of process chemometrics into an industrial pilot plant laboratory S.P. Gurden ) , E.B. Martin, A.J. Morris Centre for Process Analysis, Chemometrics and Control, Department of Chemical and Process Engineering, UniÕersity of Newcastle, Newcastle upon Tyne NE1 7RU, UK Received 30 August 1997; revised 6 March 1998; accepted 9 April 1998 Abstract Process chemometrics is the application of multivariate statistical methods to industrial process data characterised by a large number of correlated process measurements. In this paper, we aim to show how multivariate techniques have been used in a pilot plant environment with the objective of increasing the general understanding of the process despite having access to limited data. The use of process trajectory plots to follow the operation of the plant are discussed, along with statistical indicators for the detection and diagnosis of process disturbances. The effect of process conditions on product quality is anal- ysed using cross-correlation with latent variables and significant process variables and time delay structures are identified. The experience and process understanding gained by the pilot plant staff has enabled them to propose the installation of new sensors and analysers based upon sound business benefits. q 1998 Elsevier Science B.V. All rights reserved. Keywords: Process chemometrics; Multivariate statistical methods; Industrial pilot plant laboratory 1. Introduction Modern industrial process plants are capable of monitoring large numbers of process variables at fre- quent time intervals. Utilised properly, this data can provide a wealth of information leading to a deeper understanding of the process with the ultimate aim of increasing the output of good, consistent quality product, minimising the use of energy and raw mate- rials, reducing effluent discharges and through these increasing business profits. The main problem in the analysis of process data is that the recorded informa- tion usually consists of many highly correlated vari- ) Corresponding author. Tel.: q44-191-222-5382; Fax: q44- 191-222-5292; E-mail: [email protected] ables. The real process, however, may actually be governed by relatively few underlying factors relat- ing to combinations of certain key process variables. Traditional univariate techniques are unable to utilise information relating to the variable interactions and so w x multivariate techniques must be applied 1–12 . These methods operate by reducing the dimensional- ity of the collinear data so as to include only as many factors as are necessary to describe the important variation within the data. Typical objectives of pro- cess chemometrics or multivariate statistical process Ž . control MSPC include process monitoring to en- sure overall production control; fault detection and diagnosis; determination of key process variables; and the generation of inference models used to forecast and optimise product quality. 0169-7439r98r$ - see front matter q 1998 Elsevier Science B.V. All rights reserved. Ž . PII: S0169-7439 98 00119-1
Transcript of The introduction of process chemometrics into an...

Ž .Chemometrics and Intelligent Laboratory Systems 44 1998 319–330
The introduction of process chemometrics into an industrial pilotplant laboratory
S.P. Gurden ), E.B. Martin, A.J. MorrisCentre for Process Analysis, Chemometrics and Control, Department of Chemical and Process Engineering, UniÕersity of Newcastle,
Newcastle upon Tyne NE1 7RU, UK
Received 30 August 1997; revised 6 March 1998; accepted 9 April 1998
Abstract
Process chemometrics is the application of multivariate statistical methods to industrial process data characterised by alarge number of correlated process measurements. In this paper, we aim to show how multivariate techniques have been usedin a pilot plant environment with the objective of increasing the general understanding of the process despite having accessto limited data. The use of process trajectory plots to follow the operation of the plant are discussed, along with statisticalindicators for the detection and diagnosis of process disturbances. The effect of process conditions on product quality is anal-ysed using cross-correlation with latent variables and significant process variables and time delay structures are identified.The experience and process understanding gained by the pilot plant staff has enabled them to propose the installation of newsensors and analysers based upon sound business benefits. q 1998 Elsevier Science B.V. All rights reserved.
Keywords: Process chemometrics; Multivariate statistical methods; Industrial pilot plant laboratory
1. Introduction
Modern industrial process plants are capable ofmonitoring large numbers of process variables at fre-quent time intervals. Utilised properly, this data canprovide a wealth of information leading to a deeperunderstanding of the process with the ultimate aim ofincreasing the output of good, consistent qualityproduct, minimising the use of energy and raw mate-rials, reducing effluent discharges and through theseincreasing business profits. The main problem in theanalysis of process data is that the recorded informa-tion usually consists of many highly correlated vari-
) Corresponding author. Tel.: q44-191-222-5382; Fax: q44-191-222-5292; E-mail: [email protected]
ables. The real process, however, may actually begoverned by relatively few underlying factors relat-ing to combinations of certain key process variables.Traditional univariate techniques are unable to utiliseinformation relating to the variable interactions and so
w xmultivariate techniques must be applied 1–12 .These methods operate by reducing the dimensional-ity of the collinear data so as to include only as manyfactors as are necessary to describe the importantvariation within the data. Typical objectives of pro-cess chemometrics or multivariate statistical process
Ž .control MSPC include process monitoring to en-sure overall production control; fault detection anddiagnosis; determination of key process variables; andthe generation of inference models used to forecastand optimise product quality.
0169-7439r98r$ - see front matter q 1998 Elsevier Science B.V. All rights reserved.Ž .PII: S0169-7439 98 00119-1

( )S.P. Gurden et al.rChemometrics and Intelligent Laboratory Systems 44 1998 319–330320
Many scientists and engineers view MSPC metho-dologies as another, but more advanced technique ofstatistical process control which can be applied to
manufacturing processes, but with limited success.The analytical power of the important underlying ba-
Ž .sis of MSPC, principal component analysis PCA
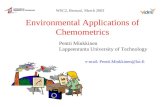
Fig. 1. Twenty-four process variable time profiles measured for 12 h operation of the pilot plant.

( )S.P. Gurden et al.rChemometrics and Intelligent Laboratory Systems 44 1998 319–330 321
Ž .and partial least squares PLS modelling seem to beoverlooked, possibly by the including of the term‘control’ in MSPC. The study described in this paperis based upon the introduction of multivariate statis-tical analysis techniques into the pilot plant labora-tory, looking to optimise the production performanceof commercial plants through design of experimentsand data analysis. The eventual aim is to ‘map’ thepilot plant operation onto real production plant oper-ations to achieve optimal production.
The paper considers data from an industrial pilotplant which has been designed to be representative ofa full-scale production unit. The pilot plant providesaccess to far more process variables than those avail-able on the full-scale production plant. Indeed, oneaim of the analysis is to determine which processvariables have an important influence on productionand product quality. If this can be achieved it shouldbe possible to make recommendations as to the mostimportant variables for production plant perfor-mance, monitoring and control. Further data from anumber of other pilot plant runs using different oper-ating regions was available, but are not presented hereas the results are merely confirmatory in nature. Thespecific pilot run presented here contains typicalvalue ranges for all the process and quality variables.
2. The pilot plant data
The data for one day’s operation of the pilot plantŽ .is characterised by three stages: a a gradual start-up
period during which the plant utilities are increasedŽ .to operating level; b a stable period during which
Ž .normal operating conditions NOC are reached andŽ .product sampling occurs and c a shut-down period
during which plant utilities are switched off. A set of24 process variables relating to a range of conditionsacross the process are measured every minute over a12 h time-span, giving a 721=24 matrix of processvariables. Owing to the proprietary nature of the data,these process variables will be referred to by num-
Ž .bering i.e., PVs 1–24 .Fig. 1 shows the time profiles for the data set. For
clarity, the profiles have been plotted on three sepa-Žrate graphs grouped according to measurement
.range . It is noted that the process variables differboth in the severity of the noise present and the sen-
Table 1Quality variables, Y
Time QV
1 2 3 4
13:45 87.40 2.16 177.29 27.014:10 88.68 2.14 179.29 21.014:30 88.96 2.11 179.41 20.014:40 91.72 1.76 180.25 18.014:55 88.59 2.24 180.23 17.515:10 89.28 2.12 180.05 19.015:25 88.32 2.19 179.24 16.515:35 88.26 2.17 178.88 16.7
sitivity of measurement. Some variables show stepincrements typical of low resolution measurement andmany of the variables exhibit small variability atsteady state.
In addition to the process measurements, eightproduct samples were taken at irregular intervals oncethe pilot plant operators considered steady state tohave been reached. Four measurements relating toaspects of product quality were taken from each
Ž .sample QVs 1–4 and are given in Table 1. The rel-ative scarcity of quality data in comparison to pro-cess data is a problem common in the analysis of in-dustrial processes and is discussed below. In order toprovide appropriate data for subsequent analysis anexperimental design was carried out.
3. Process data analysis
3.1. Data pre-processing
The matrix X consists of 721=24 process vari-able measurements with each column giving a timeprofile for a particular process measurement. Onecommon problem with industrial data is that of miss-
w xing values 13 . Fig. 2 shows some process variablesmeasured between 16:30 and 18:00. A problem withthe data collection system, apparently linked to theshut down of PV 1, meant that no values were loggedbetween 17:10 and 17:15. These values need to befilled in before computation on the matrix can becarried out. Data interpolation methods such as
w x w xsmoothing splines 14 , time series modelling 15 orrecord matching using historical data are possible.

( )S.P. Gurden et al.rChemometrics and Intelligent Laboratory Systems 44 1998 319–330322
Fig. 2. Process data containing missing values due to a data collection error.
However, these were found to be unnecessarily com-plex in this case. As this particular problem occurredduring a relatively uninteresting area in terms plant
Ž .production i.e., during shut-down , it was decided touse simple local linear interpolation to fill in themissing values. Another option would have been toremove the offending time region altogether, al-though this would result in a false disturbance in theconcatenated time profiles.
The process variables which make up the data re-late to a variety of physical measurement units andsome method of scaling must be used in order toavoid giving undue significance to those variables
w xwith high absolute values 16–18 . The most com-mon method of achieving this is to autoscale the databy subtracting the mean and dividing by the standarddeviation for each column:
x yxi j ja X s 1Ž .i jsj
awhere X is the I=J autoscaled matrix and x andj
s are the mean and standard deviation of the jthj
column of the original matrix, X. Thus, each columnof the autoscaled matrix has zero mean and unit stan-dard deviation.
3.2. Process trajectory plots
As a method of preliminary data exploration,Ž . w xprincipal component analysis PCA 19,20 was per-
formed on the data. The aim of PCA is to reduce thedimensionality of the problem in order to examine theimportant trends underlying the multivariate system.
a Ž .The pre-processed matrix, X I=J is decomposedŽ . Žinto a set of scores, T I=K , and loadings P J=
.K , where K is the number of principal components,chosen so as to explain the important variation in thedata using as few PCs as possible.
Almost 80% of the variance in the data is ex-plained by the first two PCs. A scores plot for PC 1vs. PC 2 is shown in Fig. 3. The process can be seen
Ž .to follow a trajectory from plant initiation 1 , throughŽ .the gradual start-up phase 2 , to the stable sampling
Fig. 3. Process trajectory plot with time points marked: 1—06:00,Ž .2—07:40, 3—14:09, 4—17:04 and 5—18:00. Start S and finish
Ž .F of normal operating conditions are also marked.

( )S.P. Gurden et al.rChemometrics and Intelligent Laboratory Systems 44 1998 319–330 323
Ž . Ž .period 3 and then to plant shut-down 4 and endŽ .5 . PC 1 describes the main variation in the processŽ .i.e., horizontal as the region corresponding to the
Ž .normal operating conditions NOC is attained andthen left. During this time, although the values ofmany process variables are changing, the overall sta-tistical relationship between the values is changing inone direction only. This direction, defined by PC 1,can be interpreted by using the corresponding load-ings plot for PC 1 vs. PC 2, given in Fig. 4. Theloadings indicate which variables contribute moststrongly to each PC. The main influences on PC 1 are
Žthe variables in the top right-hand corner process.variables 9–11 and 17–21 , which correspond to two
specific sections of the pilot plant. The time profilesfor these variables are closely correlated and gener-ally follow the same pattern of a gradual increaseduring the morning until steady operation is reached,then a falling off period during shut-down. Processvariables 1, 4, 14 and 15 are seen from the loadingsplot to have a strong influence on PC 2. This PCmostly describes variation at the very beginning andend of the process, during which the utilities whichdrive the plant are switched off and the process is es-sentially non-functional.
Process variables 2 and 12 show a strong negativecorrelation with the rest of the process variables. Thetime profiles given by Fig. 5 show that, indeed, thesetwo variables do not conform to the common pattern.In discussions arising from this analysis, it was re-vealed that problems had occurred previously with thesensor for PV 2. This variable can be seen to con-tribute minimal information and is probably best ig-
Fig. 4. Loadings plot for PC 1 vs. PC 2.
Fig. 5. Time profiles for PVs 2 and 12.
nored at present. PV 12 represents an unusual pro-cess attribute isolated from the main plant operationand so would be expected to act as an outlier on theloadings plot.
ŽAs demonstrated above, the off-line and by ex-.tension on-line graphical output from a PCA on the
process data can assist the plant operators in a num-ber of ways. The process trajectory plot allows theplant operator to follow plant progress throughout theday. The use of historical data in conjunction with thisplot could be used to alert the operator to any devia-tion from normal plant operation. Correlations be-tween process measurements are highlighted, indicat-ing relationships which may not have been previ-ously apparent. The close clustering of certain vari-ables may point to a duplication of some process in-formation. In situations where these measurementsare very costly to record, the plant operator may de-cide to reduce the number of sensors being reassuredthat one measurement is a good indicator of the oth-ers. In contrast, by identifying outlying variables theoperator is alerted to possible sensor or process mal-functions.
3.3. Determination of normal operating conditions
For the pilot plant data discussed here, it is impor-tant to be able to judge when steady state operationis reached and when experimental data monitoringcan take place. Representative plant output samplingshould only occur during this period of operation.Having performed PCA on the data, two statisticalindicators commonly used in process chemometrics,
2 w x 2the T and Q values, are used 5,8,9 . The T statis-tic gives a measure of variation within the PCA model

( )S.P. Gurden et al.rChemometrics and Intelligent Laboratory Systems 44 1998 319–330324
2 Ž . Ž .Fig. 6. Dual plot of T left hand y-axis and Q right hand y-axis vs. time, with 95% confidence bounds added, for the full data set.
and so gives information as to when an event has sta-tistically anomalous values which do, nevertheless,fall within the defined model space. The Q residual,
Ž .also known as the squared prediction error SPE ,describes the residual variation and, therefore, howwell the PCA model fits the data at each time point.An event with a significantly high Q residual con-tains information which falls outside of, and so is notrecognised by, the defined model space. It is gener-ally useful to consider both of these statistics in con-cert, as a process disturbance may be signalled by ei-ther or both of them. By using standard probabilitydistributions, statistical significance limits can be
Žcalculated for automatic event flagging 95% limits. w xare used here 21 .
Fig. 6 shows a dual plot of T 2 and Q vs. time.Six PCs, describing 97.07% of the total variance wereselected for the PCA model. From time 06:00 toaround 11:00 the plant is in start-up mode and anumber of process disturbances can be seen. Bothstatistics indicate that the plant had stabilised byaround 12:00 and continued in a state of statisticalcontrol until around 16:30 when a shut-down wasinitiated. Using this information, normal operatingconditions were defined as being between 12:00 and16:30, with these two points being marked as NOC
Ž . Ž .start S and finish F on the process trajectory plotin Fig. 3. From this figure, it can be seen that the datavariation for the normal operating conditions timeperiod occurs within a relatively small region in
Fig. 7. Dual plot of T 2 and Q vs. time for the NOC model.

( )S.P. Gurden et al.rChemometrics and Intelligent Laboratory Systems 44 1998 319–330 325
comparison to the entire data set and, more signifi-cantly, constitutes only 37.5% of the overall run time.In discussions arising from this analysis, the plantoperators and experimental staff have decided to in-crease the overall run time in order to allow a longerperiod for product sampling during stable operatingconditions.
3.4. Analysis of normal operating conditions
Once the normal operation region has been de-fined, it is appropriate to create a new model for thatregion only, since it is here that the pilot plant aimsto represent the full-scale plant and here that repre-sentative product sampling occurs. Some of the pro-cess variables have low or zero variance in this re-gion, but were included in the analysis. Althoughthese variables have little statistical interest within asingle data set, the absolute values may have a sig-nificant effect on the product quality. This is espe-cially the case if data sets from different days are tobe compared and so it is important that these processvariables are included. Generally speaking, it is notalways expedient to delete low or zero variance vari-ables, as these may display information relating to aprocess fault during subsequent plant operation andwhich may otherwise be missed.
Fig. 7 shows a dual plot of T 2 and Q vs. time forthe new model, for which six PCs were used. Theprocess can be seen to be generally in control, withthe exception of a few short disturbances. A usefulway of determining which process variables are re-sponsible for these disturbances is to use contribu-
w xtion plots 22–24 . Here, the data is weighted usingthe loadings from a PCA, and a bar chart of the pro-
Fig. 8. Process variable contributions to PC 3 at time 16:18.
Fig. 9. Time profile for PV 3 around the diagnosed disturbanceperiod.
cess variable contributions to a particular PC may beplotted. The contribution of process variable i to PCk at time point j is given by:
c sa X P 2Ž .i jk i j jk
where P is loadings matrix from a PCA on the au-toscaled data,a X.
To investigate the cause of the disturbance indi-cated by the T 2 plot at time 16:18, the contributionplots for the first few PCs were examined. The con-tributions to PCs 1 and 2 showed little of significantinterest since they tend to represent average plant be-haviour. In contrast, the contributions to PC 3, givenin Fig. 8, show process variable 3 to be very signifi-cant at this time point. Fig. 9 shows the time profilefor this variable around the disturbance time and ajump can be observed in precisely this region. Theon-line observation by plant operators of this eventenables a decision to be made whether to take actionor not in rectifying the relevant process unit. Distur-bances in the Q plot may be investigated in a similarfashion by calculating the residual contributions. Thepilot plant operators now accept that the use of the T 2
and Q statistics in conjunction with contributionsplots provides a level of monitoring and fault diag-nosis which would not be possible by simple visualinspection of the raw process time series. The meth-ods described can be routinely used for on-line pilotplant monitoring and performance evaluation.
4. Production optimisation
An important aim of the process analysis beingcarried out in the pilot plant is to determine how the

( )S.P. Gurden et al.rChemometrics and Intelligent Laboratory Systems 44 1998 319–330326
Fig. 10. Schematic for cross-validation analysis.
quality of the product can be related to the processconditions. The relationship between the set of qual-ity characteristics, Y, and the set of process variabletime profiles, X, is not instantaneous, but involves atime delay between the effect of the process condi-tions on the product and the product exiting the sys-tem and being analysed.
A quality variable measured at time i will be de-pendent upon the value of process variable j mea-sured at time iyn , where n is the associated timej j
delay. One method of determining the value of nj
which requires no special plant operation is to usew xcross-correlation 15,25 , although this assumes that
both the process and quality variables are measuredwith equal frequency and the plant is operating at
Ž .steady state. The initial correlation coefficient r0
between the unshifted process and response vectors isfirst calculated. The response vector, y, is then shiftedback by one time point in relation to x and the corre-lation coefficient, r , calculated. This is continued1
until a maximum time shift, typically around 10–20%of the total number of data points for this plant, hasbeen completed. Fig. 10 shows a schematic for thecross-correlation analysis using a response vector of
Fig. 11. Interpolated data for QVs 1 and 3.

( )S.P. Gurden et al.rChemometrics and Intelligent Laboratory Systems 44 1998 319–330 327
fixed length against a larger vector of predictor vari-ables, as is the case here. A common problem withapplying cross-correlation in this instance is that thequality variables, given in Table 1, are measured rel-atively infrequently and at irregular intervals. In or-der to apply cross-correlation between these qualityvariables and the process variable data, one approachis to expand the measured quality variables into a fulltime series, using either linear or spline interpolation.Despite being the less sophisticated method, linearinterpolation was found to be generally more suc-cessful with this particular data set and was used forthe experiments described below. Fig. 11 shows theinterpolations for QVs 1 and 3.
A subset of X was created, to include all eventsŽ .from the time of the first product sample 13:45 up
Ž . Ž .to the last 15:35 see Table 1 . PCA was performedon this data and four PCs retained, explaining 81% of
Ž . Ž .Fig. 12. a PC 1 scores vs. time and b PC 2 scores vs. time forthe period of product sampling.
Ž . Ž .Fig. 13. Cross-validation results for a QV 1 and PC 1 and b QV1 and PC 2.
the variance. The scores vs. time plots for the first twoPCs are shown in Fig. 12. It is notable that the PC 1scores show a steady decline with time indicating thatthe plant is not in steady state operation. This high-lights a problem with the daily operation of this pilotplant which must be addressed by longer run timesand optimal start-up conditions in order to allow theplant sufficient time to stabilise. For the purposes ofdetermining the relationship between process condi-tions and product quality, however, this variation inthe process conditions is incorporated into the analy-sis.
Cross-correlation between each of the four scoresvectors and the four interpolated quality vectors wasthen carried out in order to determine any delayed re-lationships. A maximum time delay of 20 min was

( )S.P. Gurden et al.rChemometrics and Intelligent Laboratory Systems 44 1998 319–330328
considered appropriate. The cross-correlations forquality measurements 1 and 3 against PCs 1 and 2 areshown in Figs. 13 and 14. QV 1 shows little correla-tion with PC 1, but a strong correlation with PC 2with a time delay of approximately 9 min. This maybe interpreted by considering the loadings plots forPCs 1 and 2, given in Fig. 15. Process variables which
Žfeature strongly on the loadings for PC 2 i.e., 1, 3, 7.and 18 can be seen to have a delayed influence onŽ .QV 1 and, inversely, on QV 2 . QV 3 shows an im-
mediate strong correlation with PC 1 and also a 11min delayed response to PC 2. Due to the modestamount of quality data used to carry out the analysis,the cross-correlations are only likely to give approxi-mate relationships. However, a definite trend can beestablished, whereby the process variables contribut-
Ž . Ž .Fig. 14. Cross-validation results for a QV 3 and PC 1 and b QV3 and PC 2.
Ž . Ž .Fig. 15. a PC 1 loadings vs. process variable and b PC 2 load-ings vs. process variable for the period of product sampling.
Ž .ing to PC 1 and influencing QVs 3 and 4 are foundŽto be those measured near the end of the process i.e.,
. Ždownstream , and those contributing to PC 2 in-.fluencing QVs 1 and 2 are those measured up-
stream. The suggested time scales are corroborated byexisting process knowledge of average residencetimes and transportation speeds within the system. Byreturning to the pilot plant and applying engineeringknowledge to these results, insight is provided intothe physical relationships within the chemical pro-cess itself. Further work is being carried out in orderto confirm and extend upon these results. In particu-lar, it is noted that some process variables may beimportant and yet be so tightly controlled that they donot change much during the sampling period and ap-pear, therefore, to have minimal effect on outputquality. For this reason, recommendations have beenmade to the plant operators for a series of experi-mentally designed runs during which process condi-tions are varied systematically so as to ensure that allprocess conditionrproduct quality relationships areincluded.

( )S.P. Gurden et al.rChemometrics and Intelligent Laboratory Systems 44 1998 319–330 329
5. Conclusions
Process chemometrics provides a wide range ofmultivariate methods which may be used both on-lineand off-line to track and extract valuable informationin an industrial pilot plant environment. The use ofthe scores from a principal component analysis toproduce a process trajectory plot allows monitoring ofplant progress throughout the period of operation. Byobserving deviations in the scores trajectory, the ef-fect on the overall variable relationships of pilot plant
Ž .experiments such as alteration of set-points may beexamined. In this way, the pilot plant may be consid-ered as a batch process and future work will include
wthe application of multiway analysis techniques 26–x28 in order to compare data recorded using different
operating conditions.The use of cross-correlation using latent variables
rather than the raw data greatly improves the inter-pretative power of time delay analysis. For each re-sponse, only a few cross-correlation plots are neces-
Žsary, rather than the 24 plots i.e., one for each pro-.cess variable which traditional analysis would en-
tail. In conjunction with information on the loadings,the latent vector cross-correlation method providesvery useful information as to which process unit in-fluences which aspect of product quality. An alterna-tive method is to apply PLS using an X-block con-sisting of the predictor vector repeated in each col-umn, but shifted back one point at a time. Using thismethod, the PLS regression coefficients for a onecomponent model are found to be commensurate withthe correlation coefficients calculated above.
Acknowledgements
The authors acknowledge the support of the Engi-neering and Physical Sciences Research CouncilŽ .EPSRC of UK and the SCIENTIA Innovative
Ž .Manufacturing Initiative IMI grant IMPrRPr01r016. They also acknowledge the support of theCentre for Process Analysis, Chemometrics and Con-trol and the constructive discussions within the MSPCteam. The suggestions of the referees are also ac-knowledged in their contribution to the final paper.
References
w x1 J.V. Kresta, J.F. MacGregor, T.E. Marlin, Multivariate statis-tical monitoring of process operating performance, Canadian
Ž .Journal of Chemical Engineering 69 1991 35–47.w x2 T. Kourti, J. Lee, J.F. MacGregor, Experiences with indus-
trial applications of projection methods for multivariate sta-tistical process control, Computers and Chemical Engineer-
Ž .ing 20 1996 S745–S750.w x3 J.F. MacGregor, T. Kourti, Statistical process control of mul-
Ž .tivariate processes, Control Engineering Practice 3 1995403–414.
w x4 E.B. Martin, A.J. Morris, An overview of multivariate statis-tical process control in continuous and batch process perfor-mance monitoring, Transactions of the Institute of Measure-
Ž .ment and Control 18 1996 51–60.w x5 E.B. Martin, A.J. Morris, J. Zhang, Process performance
monitoring using multivariate statistical process control, IEEŽ .Proceedings—Control Theory and Applications 143 1996
132–144.w x6 M.H. Kasper, W.H. Ray, Chemometrics methods for process
monitoring and high-performance controller design, Ameri-Ž .can Institute of Chemical Engineers Journal 38 1992 1593–
1609.w x7 B.M. Wise, Using the PLS_Toolbox in PAC applications,
Ž .Process Control and Quality 5 1993 73–85.w x8 B.M. Wise, N.B. Gallagher, The process chemometrics ap-
proach to process monitoring and fault-detection, Journal ofŽ .Process Control 6 1996 329–348.
w x9 M.J. Piovoso, K.A. Kosanovich, J.P. Yuk, Process datachemometrics, IEEE Transactions on Instrumentation and
Ž .Measurement 41 1992 262–268.w x10 B. Skagerberg, J.F. MacGregor, C. Kiparissides, Multivariate
data analysis applied to low-density polyethylene reactors,Ž .Chemometrics and Intelligent Laboratory Systems 14 1992
341–356.w x11 M. Hartnett, G. Lightbody, B.R. Irwin, Chemometric tech-
niques in multivariate statistical modelling of process plant,Ž .Analyst 121 1996 749–754.
w x12 W.P. Carey, Multivariate sensor arrays as industrial and envi-ronmental monitoring systems, Trends in Analytical Chem-
Ž .istry 13 1994 210–218.w x13 D.L. Banks, G. Parmigiani, Preanalysis of superlarge indus-
Ž .trial data sets, Journal of Quality Technology 24 1992 115–129.
w x14 J.H. Friedman, E. Grosse, W. Stuetzle, Multidimensional ad-ditive spline approximation, SIAM Journal of Scientific and
Ž .Statistical Computing 4 1983 291–301.w x15 G.E.P. Box, G.M. Jenkins, G.C. Reinsel, Time Series Analy-
sis: Forecasting and Control, 3rd edn., Prentice-Hall, NJ,1994.
w x16 H. Martens, T. Næs, Multivariate Calibration, Wiley, Chich-ester, 1989.
w x Ž .17 R.G. Brereton Ed. , Multivariate Pattern Recognition inChemometrics, Elsevier, Amsterdam, 1992.
w x18 W. Windig, Mixture analysis of spectral data by multivariate

( )S.P. Gurden et al.rChemometrics and Intelligent Laboratory Systems 44 1998 319–330330
methods, Chemometrics and Intelligent Laboratory Systems 4Ž .1988 201–213.
w x19 S. Wold, K. Esbensen, P. Geladi, Principal component analy-sis, Chemometrics and Intelligent Laboratory Systems 2Ž .1987 37–52.
w x20 I.T. Joliffe, Principal Component Analysis, Springer-Verlag,New York, 1986.
w x21 E.B. Martin, A.J. Morris, Nonparametric confidence-boundsfor process performance monitoring charts, Journal of Pro-
Ž .cess Control 6 1996 349–358.w x22 P. Miller, R.E. Swanson, C.E. Heckler, Contribution plots: the
missing link in multivariate quality control, 37th Annual FallConference ASQC, Rochester, NY, 1993.
w x23 J.F. MacGregor, C. Jaeckle, C. Kiparissides, C. Koutoudi,Process monitoring and diagnosis by multiblock PLS meth-
Ž .ods, AIChE Journal 40 1994 826–838.
w x24 T. Kourti, J.F. MacGregor, Multivariate SPC methods forprocess and product monitoring, Journal of Quality Technol-
Ž .ogy 28 1996 409–428.w x25 C. Chatfield, The Analysis of Time Series: An Introduction,
5th edn., Chapman & Hall, London, 1996.¨w x26 S. Wold, P. Geladi, K. Esbensen, J. Ohman, Multi-way prin-
cipal components- and PLS-analysis, Journal of Chemomet-Ž .rics 1 1987 41–56.
w x27 P. Nomikos, J.F. MacGregor, Multivariate SPC charts forŽ .monitoring batch processes, Technometrics 37 1995 41–59.
w x28 K.A. Kosanovich, K.S. Dahl, M.J. Piovoso, Improved pro-cess understanding using multiway principal component anal-
Ž .ysis, Industrial and Engineering Chemical Research 35 1996138–146.