
Electrochemical Energy Storage: Design Principles for Oxygen ...

The Future of (Electrochemical) Energy Storage Venkat Srinivasan Staff Scientist Lawrence Berkeley National Lab
1. There is still a need for a better battery 2. Batteries evolve slowly… at 6% increase in energy density a year 3. We need to discover new materials and manufacturing them at scale 4. Need to connect research and manufacturing to accelerate innovation
1
•
lllii MauachuHtts Institute of Technology
l lllH"T..,lt\ of P1tt-.h111gh
THE
J NIVE .STY OF RHODE ISLAND
BINGHAMTO!-! UNIV E R S I T \
STAN F ORD U N I VER S ITY
A Arg<?,r;i.t:,~,. .. , ..
\
-
~ Drexel
! I
--···~--•~=!. •••
✓ Pacific Northwe~
NATlONAL LJ\80R
UN IVERSITY O F lJTA H -M::lli: ■litUI
PENN STATE -~-- • , CAsEWESrERN }lESERVE \.JI\ ~ITY ,.,816
National ~able £,-gy laborato,y
(
• Berkele \f' I UC San Diego! I • '" .YI
' ,4.~ BERKELEY LAB ~-..... -..--.,
I
-
Ca C a ge
Quick introduction
Joint Center for EnergyBatteries Materials Research Storage Research (JCESR) CalCharge
(BMR) Program (Battery “Hub”)
Public-privateNext-generation Revolutionary new partnershipmaterials for storage concepts focussed on storagebatteries
2

p me n
*
outh p 'fie O n
I
t
orth Atl n . Oc n
lcel nd
South Atl n . Oc n
* s
orw
Llby Egypt
I r SUC1 Ch d
Angol
m Bo
Ir: q Ir: n
Ud bl
.sc r
n
p klst n
Ru
Ind n Oc n
I
China sou ..
' ,4.~ BERKELEY LAB ~-..... -..--.,
J p n
-
ew Z nd
The history of battery research and manufacturing Battery Research Battery Manufacturing
But times are changing 3
' ,4.~ BERKELEY LAB ~-..... -..--.,
Disruption has already occurred in the consumer electronics industry
4

' ,4.~ BERKELEY LAB ~-..... -..--., Its happening in electric cars
Instead of this… We have…
5

And it will happen on the grid
6
S. orage ndus . ry Cele rates Big Win In Cal·fornia
o h"ng rath r igni can j t hap ·nd : outh arfo n· MliU.:~ ( larg t grid-conn d tor a Sate . Th fi ·m gre er than h th utility califomia P blic U · iti mandat .
==0.1- 0 ag n h of h Un
capabirty. requir d to under he
Th companie cho n to provid torage ar as follo
• le En r · Holdin , Inc. 25.6
• dvanced icrogrid Solution 50.0
• St m 85.oMW
•
' ,4.~ BERKELEY LAB ~-..... -..--.,

0"
50"
100"
150"
200"
250"
300"
350"
400"
1970" 1975" 1980" 1985" 1990" 1995" 2000" 2005" 2010"
Energy'Den
sity'(W
h/kg)'
Moore’s law for batteries
Lead acidNickel Metal Hydride
Li-ion:5% per year
Li-ion commercialized
Battery pack
Target
2-5x improvement in energy density needed to achieve range parity with gasoline cars
7
-

0"
100"
200"
300"
400"
500"
600"
700"
800"2002"
2003"
2004"
2005"
2006"
2007"
2008"
2009"
2010"
2011"
2012"
2013"
Cost%($
/kWh)%
EV Battery packs
EV Target
Batteries at $100-$125/kWh will be the tipping point.
Grid Target
...and cost remains very high
8
Gigafactory
·~ \ ,.,.,.,.,.,.,. 1111
BERKELEY LAB ~-.-y-~-.y
Flow Batteries
1
2
4
6
10
2
4
6
100
2
4
6
1000 S
peci
fic E
nerg
y (W
h/kg
)
100
101
102
103
104
Specific Power (W/kg)
-
36 s0.1 h1 h
100 h
-
-
-
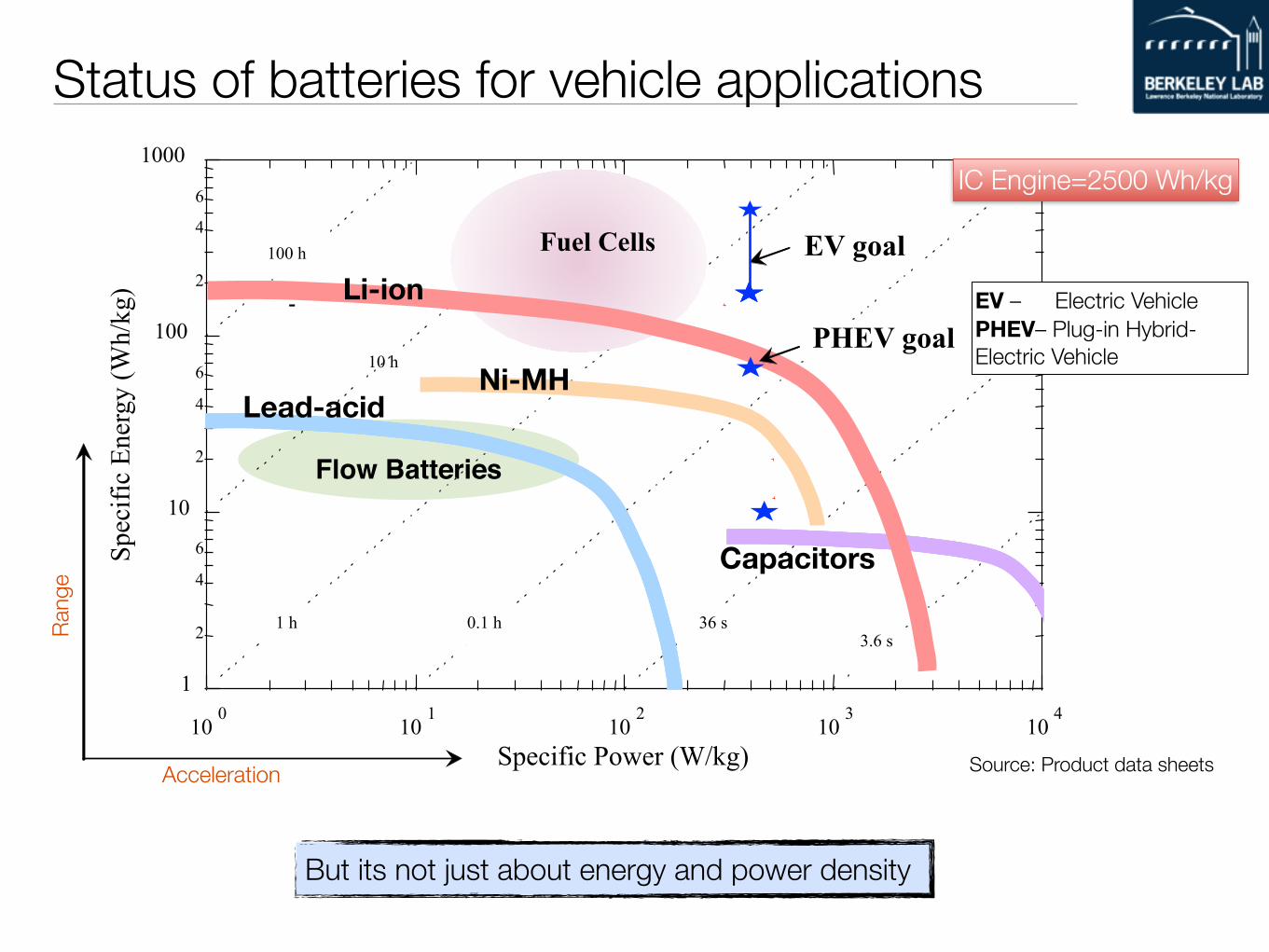
Fuel Cells
36 s0.1 h1 h
100 h
-
Acceleration
Rang
e
EV goal
3.6 s36 s0.1 h1 h
10 h
100 h
Source: Product data sheets
PHEV goalEV – Electric Vehicle PHEV– Plug-in Hybrid- Electric Vehicle
IC Engine=2500 Wh/kg
Status of batteries for vehicle applications
Capacitors
Lead-acidNi-MH
Li-ion
But its not just about energy and power density
·~ \ ,.,.,.,.,.,.,. 1111
BERKELEY LAB ~-.-y-~-.y
I
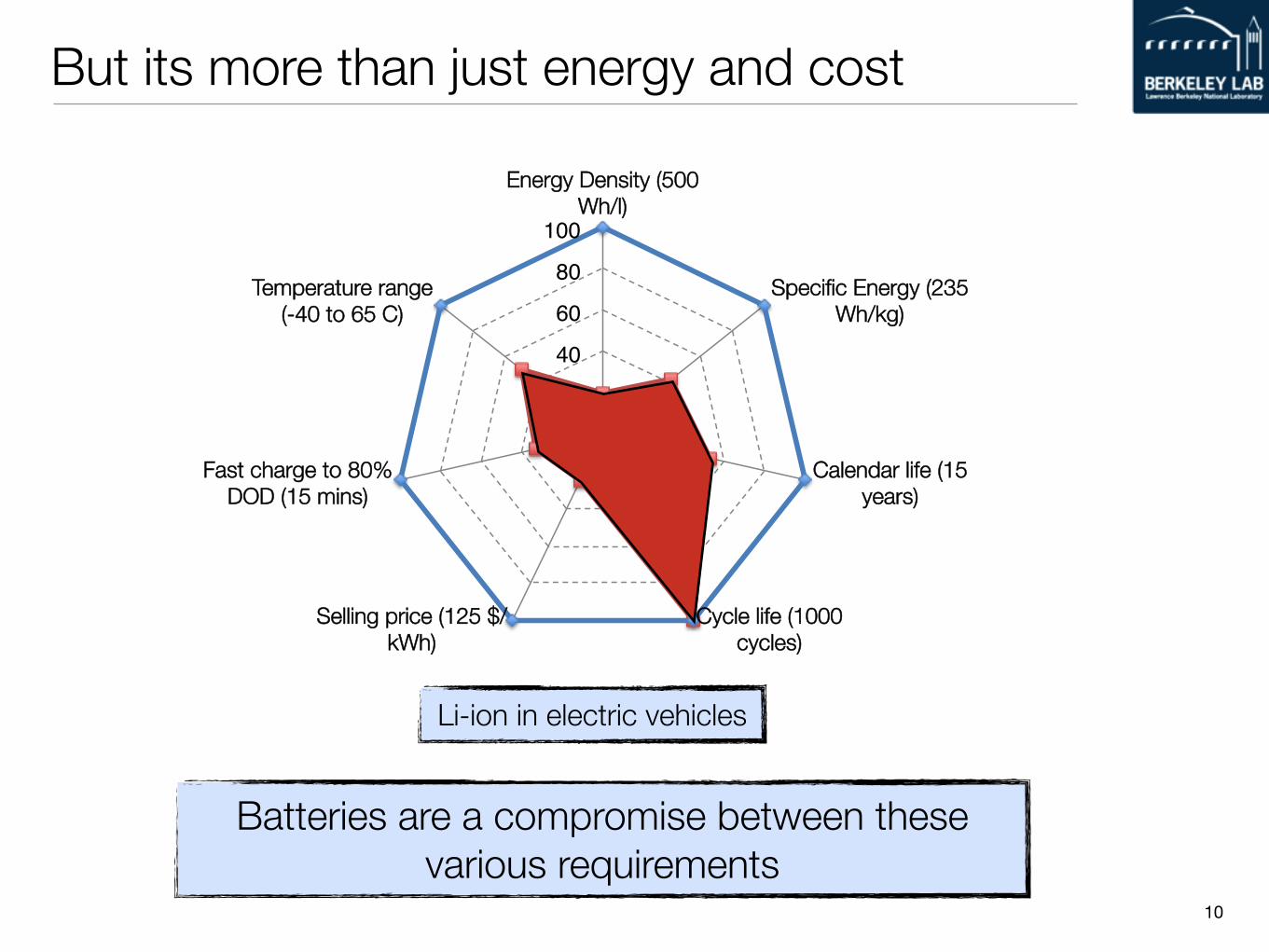
But its more than just energy and cost
10
0!
20!
40!
60!
80!
100!
Energy Density (500 Wh/l)
Specific Energy (235 Wh/kg)
Calendar life (15 years)
Cycle life (1000 cycles)
Selling price (125 $/kWh)
Fast charge to 80% DOD (15 mins)
Temperature range (-40 to 65 C)
Li-ion in electric vehicles
Batteries are a compromise between these various requirements

Where is the cost in a Li-ion battery?
Material-38%
Cell manufacturing-46%
Pack-16%
Need to focus on materials and on manufacturing
SeparatorElectrolyte
Cathode
Electrode Preparation-24%
Assembly-36%
Formation-22%
Winding-18%
11
1 '?'
3
I
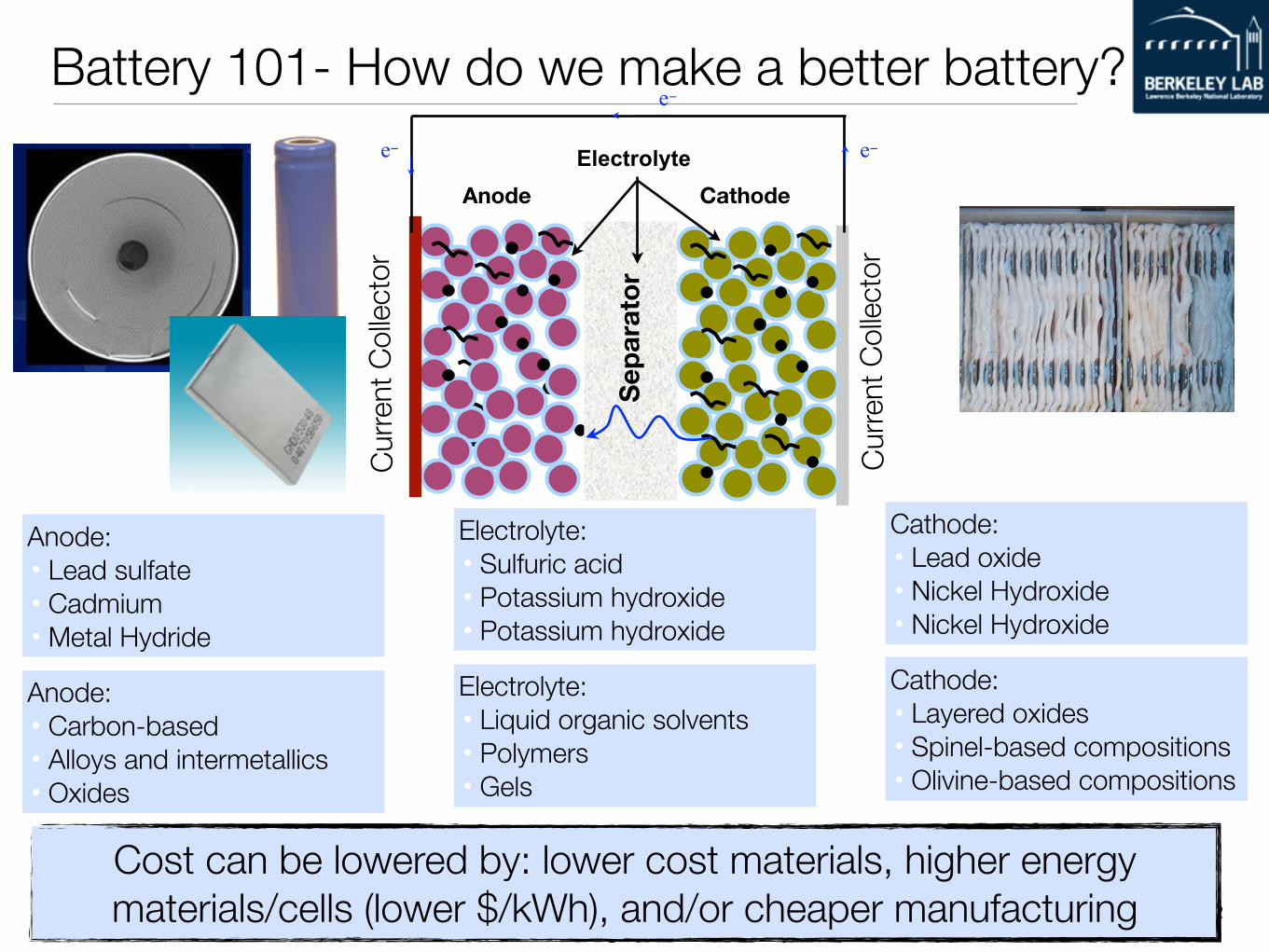
Battery 101- How do we make a better battery?
12
Sepa
rato
r
Cathode
Curre
nt C
ollec
tor
Anode
Curre
nt C
ollec
tor
e−e−
e−
Electrolyte
Electrolyte: • Liquid organic solvents • Polymers • Gels
Cathode: • Layered oxides • Spinel-based compositions • Olivine-based compositions
Anode: • Carbon-based • Alloys and intermetallics • Oxides
Cost can be lowered by: lower cost materials, higher energy materials/cells (lower $/kWh), and/or cheaper manufacturing
Electrolyte: • Sulfuric acid • Potassium hydroxide • Potassium hydroxide
Cathode: • Lead oxide • Nickel Hydroxide • Nickel Hydroxide
Anode: • Lead sulfate • Cadmium • Metal Hydride
·~ \ ,.,.,.,.,.,.,. 1111
BERKELEY LAB ~-.-y-~-.y

Summary• Li-ion batteries will get cheaper as the Gigafactory ramps up.
• But, to reach a tipping point, a further 2-3x reduction in cost is needed.
• Complicated due to the many different metrics over which batteries have to be optimized.
13
We need innovations to ensure we hit the tipping point. Some of these innovations will be in materials.
But we also need innovations in manufacturing.

Electrolyte oxidation
Finding new materials: The principle
5
4
3
2
1
0
Pot
entia
l vs
Li/L
i+
1.00.80.60.40.20.0Stoichiometric coefficient, x in LixC6
1.0 0.8 0.6 0.4 0.2 0.0
Stoichiometric coefficient, y in LiyCoO2
Lithium concentration, x in LixC6
Pot
entia
l vs.
Li/L
i+ , V
Lithium concentration, y in LiyCoO2
Li+ + C6 + e - LiC6
LiCoO2 Li+ + CoO2 + e-
Discharged Charged
280 mAh/g
372 mAh/g
Lithium plating
Electrolyte reduction
Energy=Capacity (mAh/g) x Voltage
140 mAh/g
Electrode breathing (Stress/Cracking)
14
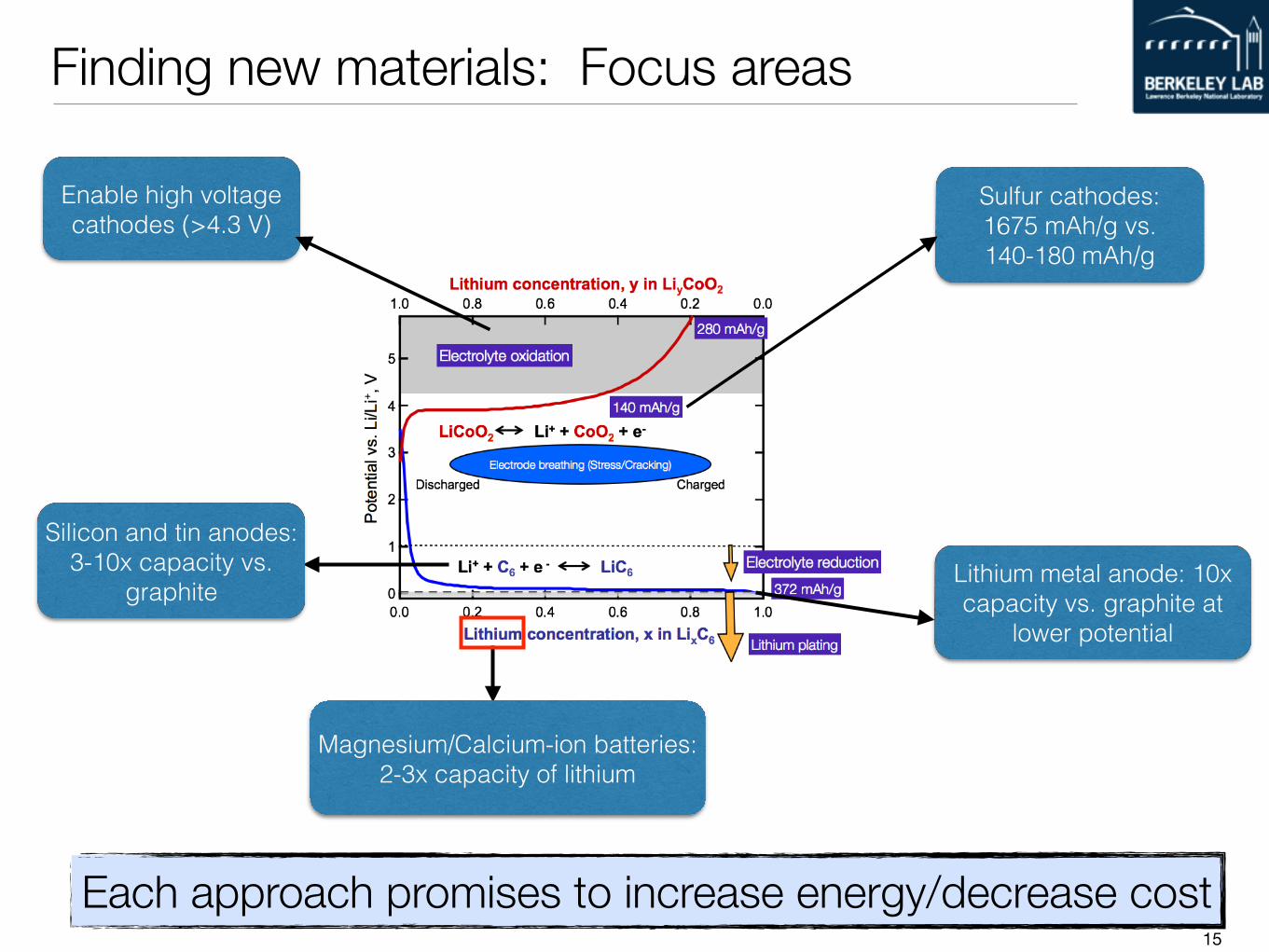
Finding new materials: Focus areas
Enable high voltage cathodes (>4.3 V)
Silicon and tin anodes: 3-10x capacity vs.
graphite
Sulfur cathodes: 1675 mAh/g vs. 140-180 mAh/g
Lithium metal anode: 10x capacity vs. graphite at
lower potential
15
Magnesium/Calcium-ion batteries: 2-3x capacity of lithium
Each approach promises to increase energy/decrease cost
·~ \ ,.,.,.,.,.,.,. 1111
BERKELEY LAB ~-.-y-~-.y
Lithium concentration, y in LiyCo02
0.8 0.6 0.4 0.2 0.0
5 Electrolyte oxidation
> + .....J 4 =:::: .....J
(I)
> 3 ro
:.::; C: (1) 2 -0 c..
1 •-----1➔--_--_-_----~;~ -~ -~~-~ -~~--~ --~;~~- ---------------. ~--
o -~'.=:e:========::=Ji~~m 0.0 0.6 0.8
Lithium concentration, x in LixC6 Lithium plating
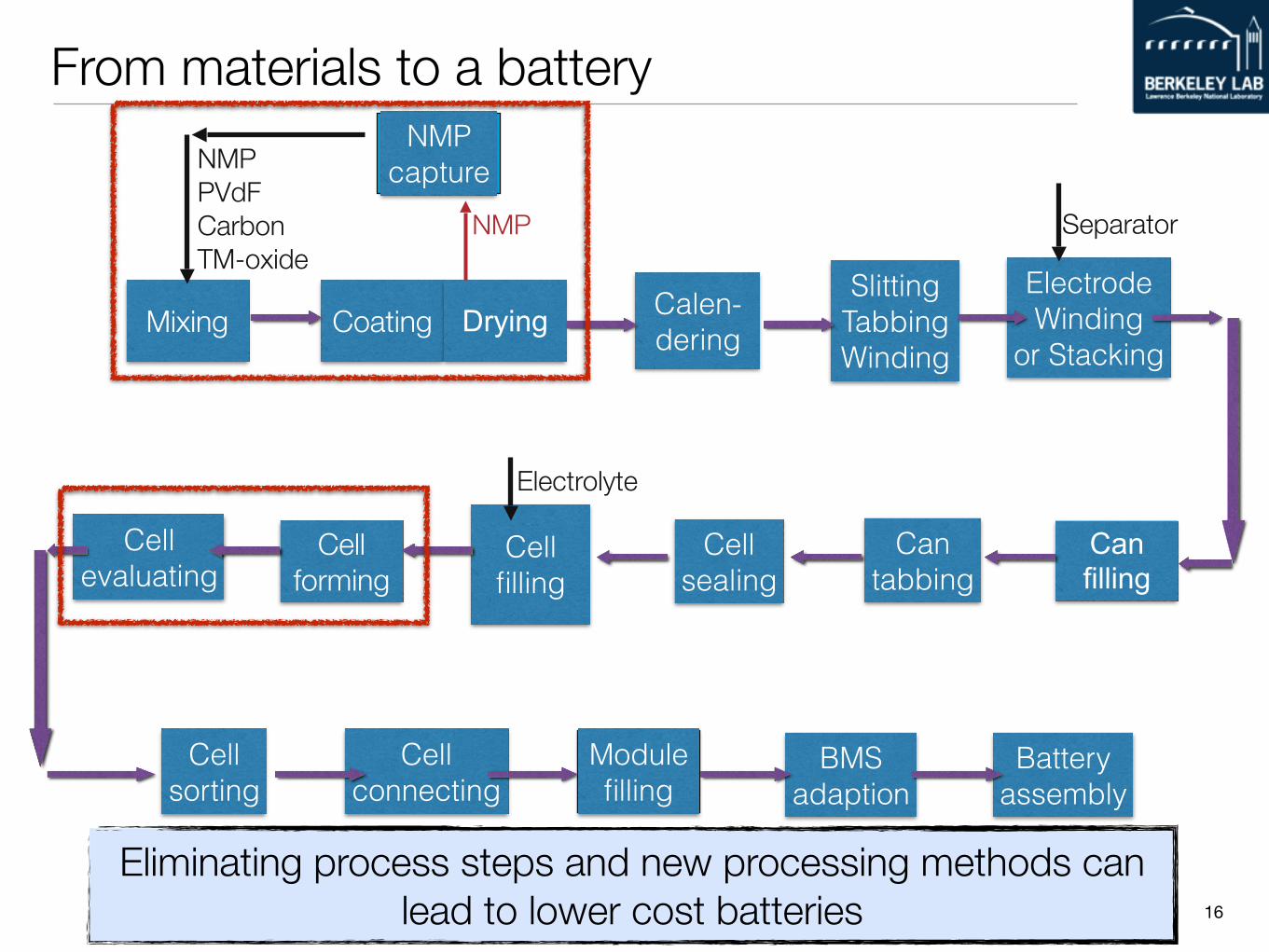
From materials to a battery
16
Mixing Coating Drying Calen- dering
Slitting Tabbing Winding
Electrode Winding
or Stacking
Can filling
Can tabbing
Cell connecting
Module filling
BMS adaption
Battery assembly
NMP PVdF Carbon TM-oxide
NMP
Cell filling
Cell forming
Cell sorting
Cell evaluating
Separator
Electrolyte
Cell sealing
NMP capture
Eliminating process steps and new processing methods can lead to lower cost batteries
Iii

There are now numerous attempts to innovate in the labEn
ergy
Den
sity
incre
ase
or C
ost d
ecre
ase
TimeToday
But when will these reach the market?
Al-ion systems
Non-aqueous flow molecules
Li-metal based systems
High capacity conversion cathodes (S, air)
Low temperature Na-S
Mg-ion systems
New cell design Aqueous sodium-ion
systems
Silicon anodes
Modified aqueous flow molecules
High voltage, high capacity cathodes Non aqueous
sodium-ion
Advanced lead acid
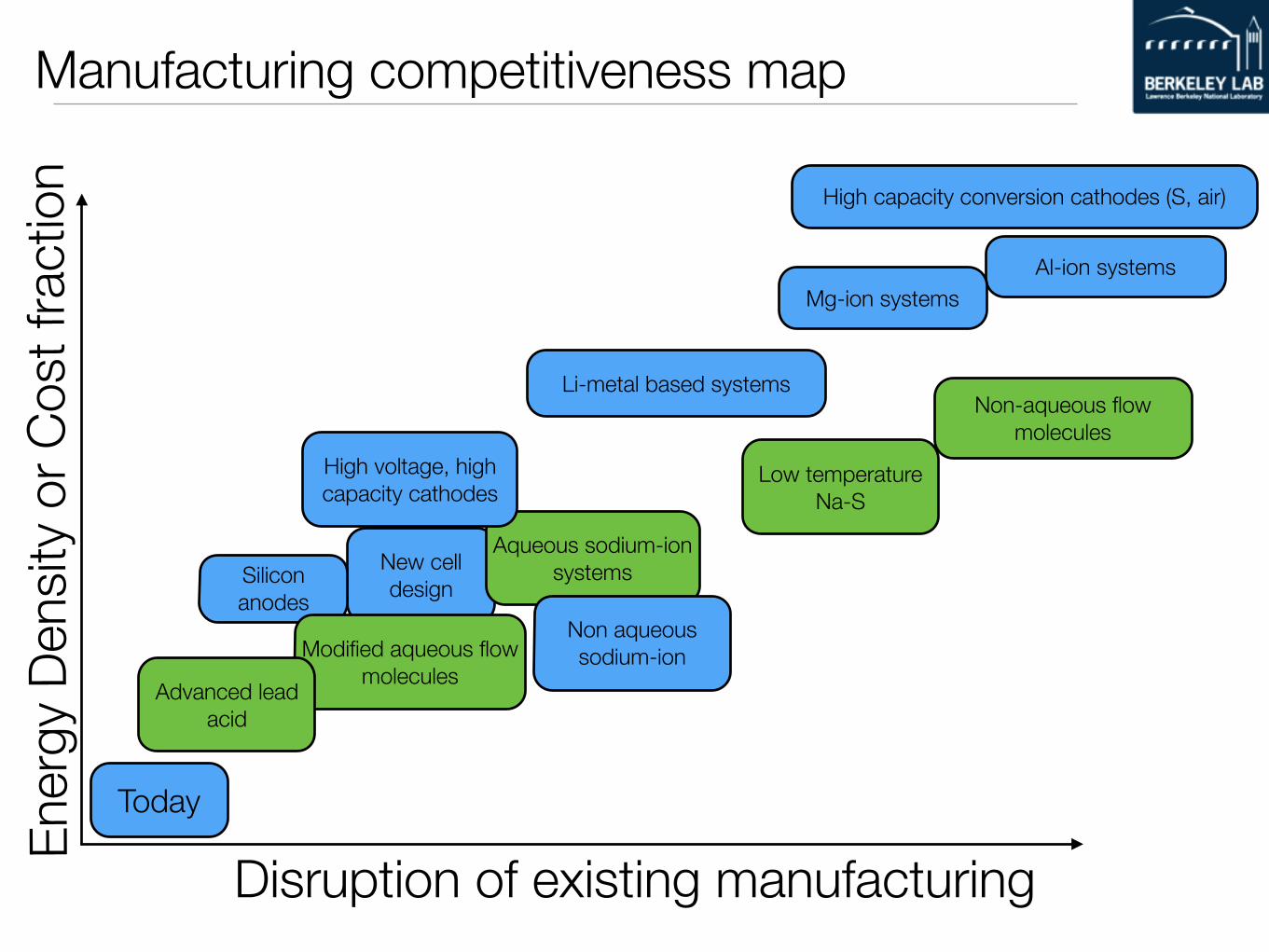
Green: Grid Blue: Vehicle
17
( ___ ) r "'
r "
\... ~
r l \... ~ r "' , "
\... - ~
~
r " ~
\... ~
I
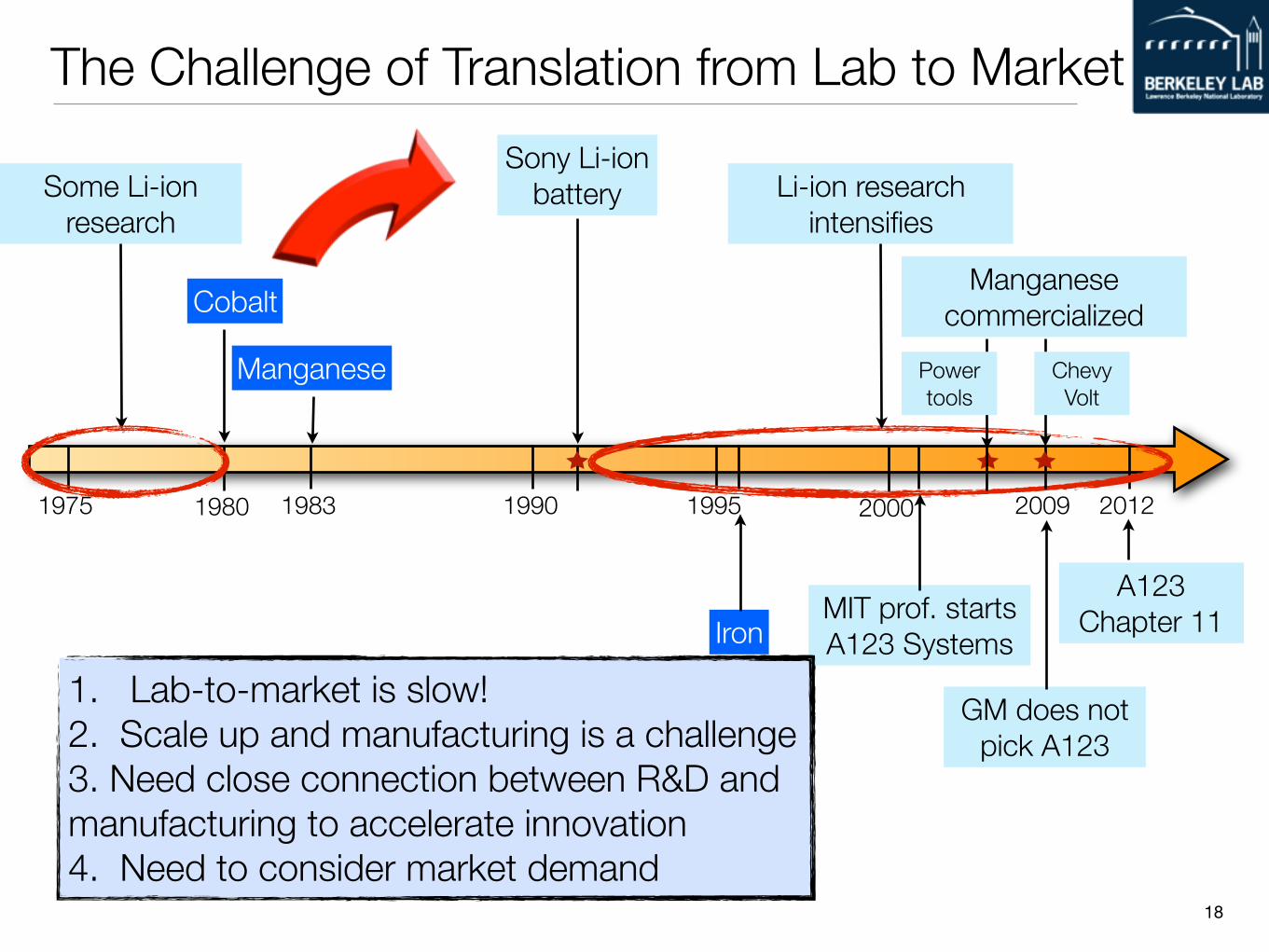
The Challenge of Translation from Lab to Market
18
1975 1990
Sony Li-ion battery
1995 2000 20121983
Manganese
1980
Cobalt
Some Li-ion research
Li-ion research intensifies
IronMIT prof. starts A123 Systems
GM does not pick A123
A123 Chapter 11
1. Lab-to-market is slow! 2. Scale up and manufacturing is a challenge 3. Need close connection between R&D and manufacturing to accelerate innovation 4. Need to consider market demand
2009
Manganese commercialized
Power tools
Chevy Volt
·~ \ ,.,.,.,.,.,.,. 1111
BERKELEY LAB ~-.-y-~-.y
t
L
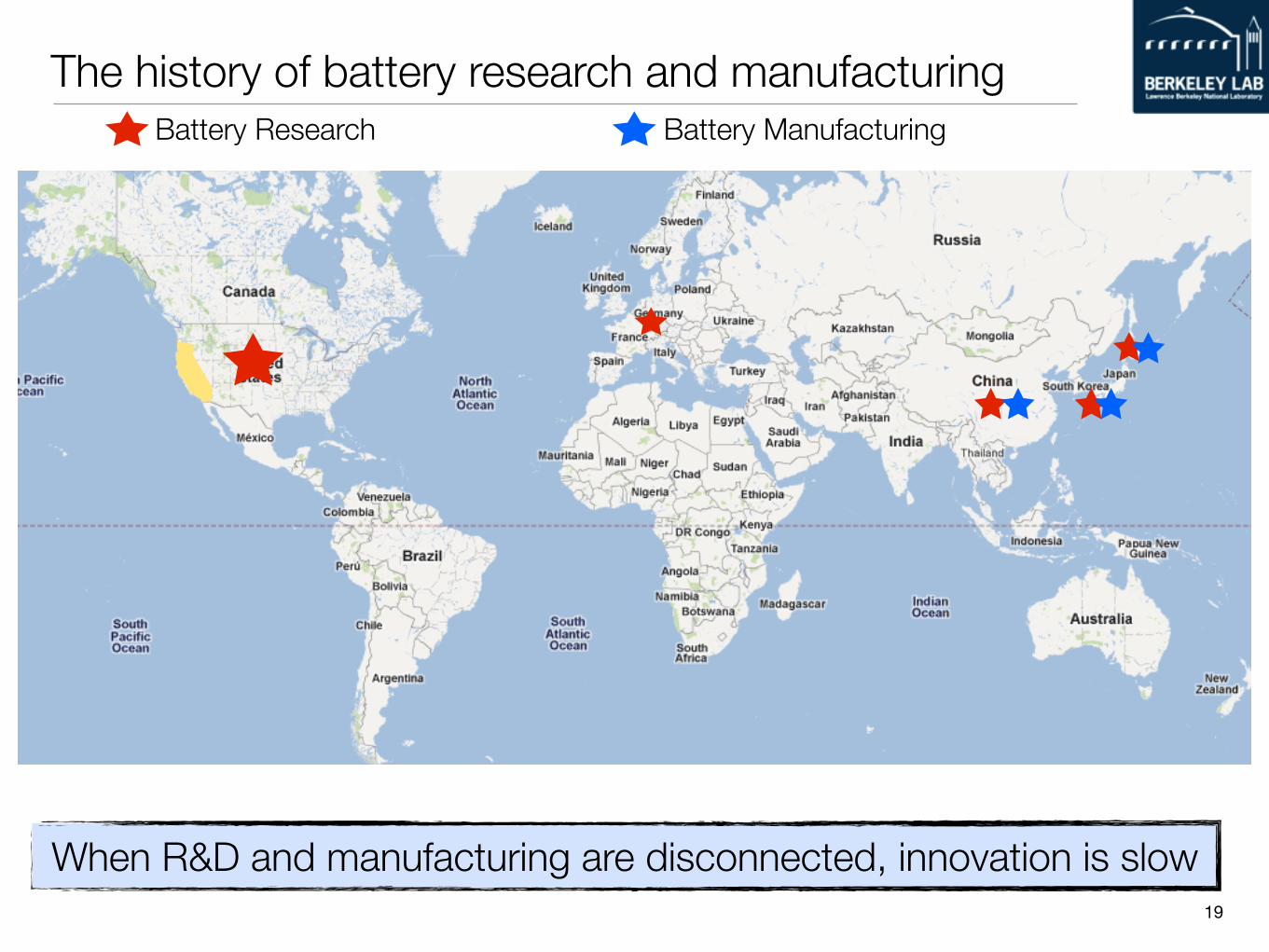
The history of battery research and manufacturing
19
Battery Research Battery Manufacturing
When R&D and manufacturing are disconnected, innovation is slow
p n
me
*
outh p 'fie O n
orth Atl n Oc n
lcel nd
South Atl n . Oc n
* orw
s
'i
Llby
r Ch d
Angol
m Bo
Ir: q
Egypt Ud bl
SUCI
n Ir; n
p klst n
SC r
Ru
Ind n Oc n
·~ \ ,.,.,.,.,.,.,. 1111
BERKELEY LAB ~-.-y-~-.y
J p n China sou
-..
ew Z nd
I

Collaboration as an accelerator
The battery equivalent
50 nm
Revolutionary new materials and storage concepts
Process and manufacturing R&D
Markets for batteries (Vehicles, grid, vehicle-to-grid, second life)
Innovation will occur by connecting R&D, manufacturing, and markets
Silicon valley Secret history of Silicon Valley, Steve Blank
co-locating 20
·~ \ ,.,.,.,.,.,.,. 1111
BERKELEY LAB ~-.-y-~-.y
== I

Critical Mass and Global Impact
•California has one the largest and most dynamic concentrations of the energy storage sector in the world
•With an outsized impact on industry and market development globally
• More than 120 energy storage companies are located in California
• But no “center of gravity”
77
33
14
1
0 • 0
·~ \ ,.,.,.,.,.,.,. 1111
BERKELEY LAB ~-.-y-~-.y
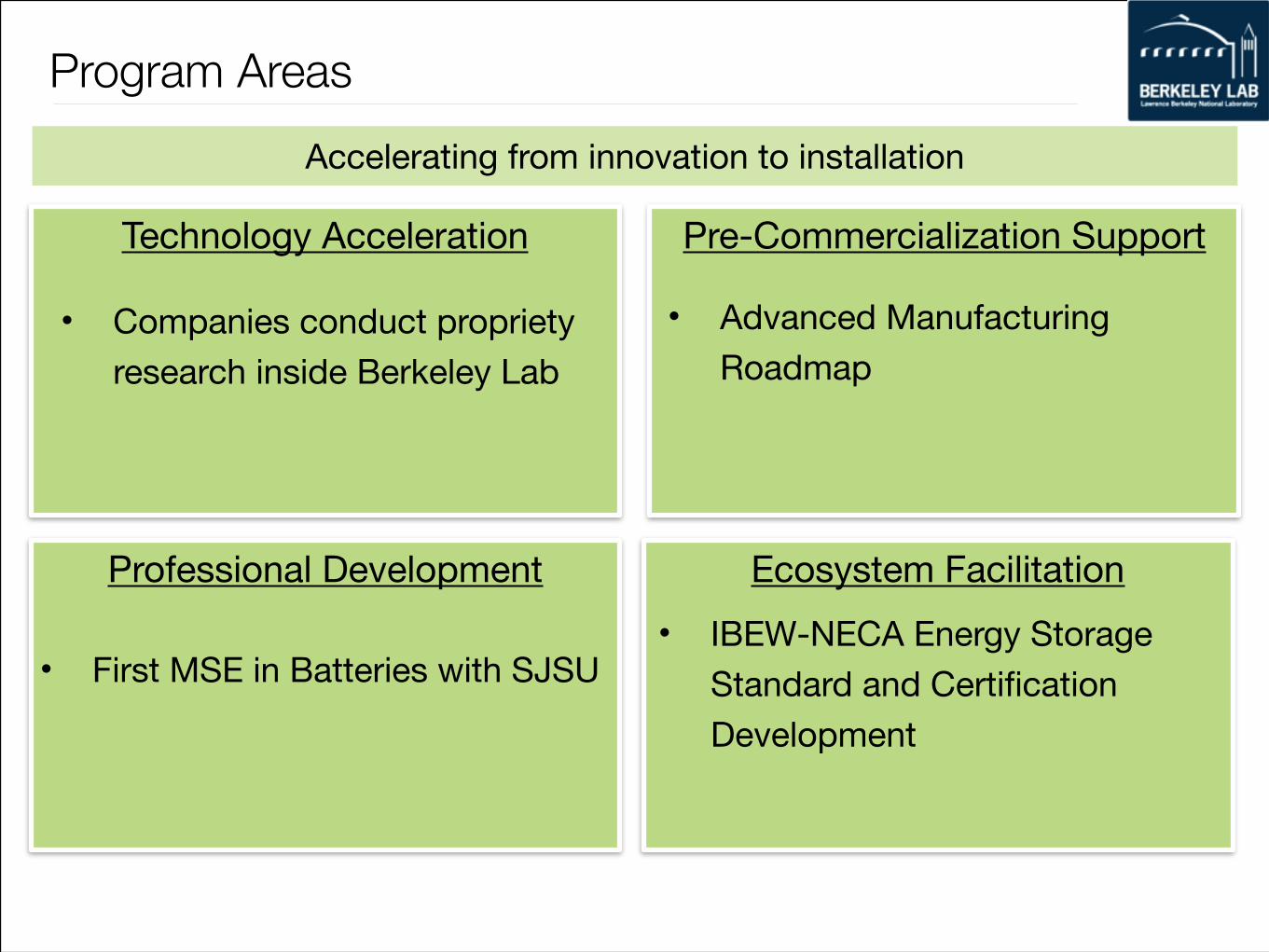
Program Areas
Technology Acceleration Pre-Commercialization Support
Professional Development Ecosystem Facilitation
Accelerating from innovation to installation
• Companies conduct propriety research inside Berkeley Lab
• Advanced Manufacturing Roadmap
• First MSE in Batteries with SJSU • IBEW-NECA Energy Storage
Standard and Certification Development

The history of battery research and manufacturing
23
Battery Research Battery Manufacturing
When R&D and manufacturing are disconnected, innovation is slow
p me n
*
outh p 'fie O n
orth Atl n . Oc n
lcel nd
South Atl n . Oc n
* orw
s
Llby Egypt
r SUC1 Ch d
Angol
m Bo
Ir: q Ir; n
Ud bl
SC r
n
p klst n
Ind n Oc n
·~ \ ,.,.,.,.,.,.,. 1111
BERKELEY LAB ~-.-y-~-.y
ew Z nd
I

The problem: A lesson from the PV industry• Building the same technology that is already in Asia not compelling
24How do we solve this challenge?
ANALYSIS
hi : DOI: 10.1039/ 3 0701b
View Article Online V,low .:Journal
Assessing the drive s of regio al trends in so a photovoltaic ma facturing
Al an C. Goodrich, Doug las M. Pow 11, b ~ d . Jam s,a Micha I Woodhous a
nd Tonio Buonassisi
Th , ho ovol ic (PV) in ry h grown ra idly s ourc of n r y and onomic ivi y. Sine 2008,
h a • ge ma nu fact er-sal pric o PV modul s as d d in d yo a actor o o coincidin wi a
signi icant increase in t he scale o manufacturi ng in China. Using a ho om-up model for wafer-based
·neon PV, min oth hi oric I nd fu ri fa o -loca ion d ci ions f om h p r of a
·~ \ ,.,.,.,.,.,.,. 1 111
BERKELEY LAB ~-.-y-~-.y
1 the role of innovative technology in altering regional competinve advantage. We find that the historical
price advantage of a China-based factory re lative to a U.S. based factory islnot driven by country-specificl advanta es but instead b scale and su I -chain develo ment. Loo ing forward, we calculate that
pric adv n ag of Chi n -ba d actory n la iv o U.S. s d f a ory is no driven by cou ntry- p cifk
advan ages bu in ead by seal and sup ly chain dev lopmen Loo in orward, we caku la e ha
t echnology innovat ions ay resu lt in e ectively equiva len m'nimum sustainable manufacturing p ·ces
I
t I

One approach- Rebuilt the supply chain and the scale
25
Cost of the factory: $4-5B
But is this the only way?
ed 2020 G·ga ac ory Produc io Exceeds 20 3 Globa rod ction
-.i40 - - - - ------ -- --- ---- ------- -- ---
Gob I c II upply 35 t aln10 t --- -- -------- ------- ·- - , --
'nAs'a
10
5 -·----·--·---·--·-···------.-0
20 10 2011 2012 2013 20 I~ 20 15 2016 2017 2018 20 19 2020
Battery pack cost/kWh reduced )30% by Gen Ill volume ramp in 2017
I
t I
8AJ(
A
Sony
GC
■ S I
2 13

An alternate approach
26
Would this “advanced” battery be amenable to manufacturing in the US?
Supply chain Process stepsMixing Die casting
Drying …..
PackagingTabbing Packaging
Formation …..
Aluminium Copper
polymer separator Electrodes
…..
Disrupted Disrupted
Sepa
rato
r
Cathode
Curre
nt C
ollec
tor
Anode
Curre
nt C
ollec
tor
e−e− Electrolyte
·~ \ ,.,.,.,.,.,.,. 1111
BERKELEY LAB ~-.-y-~-.y
_I _I_I _I _I _I_I _I
I
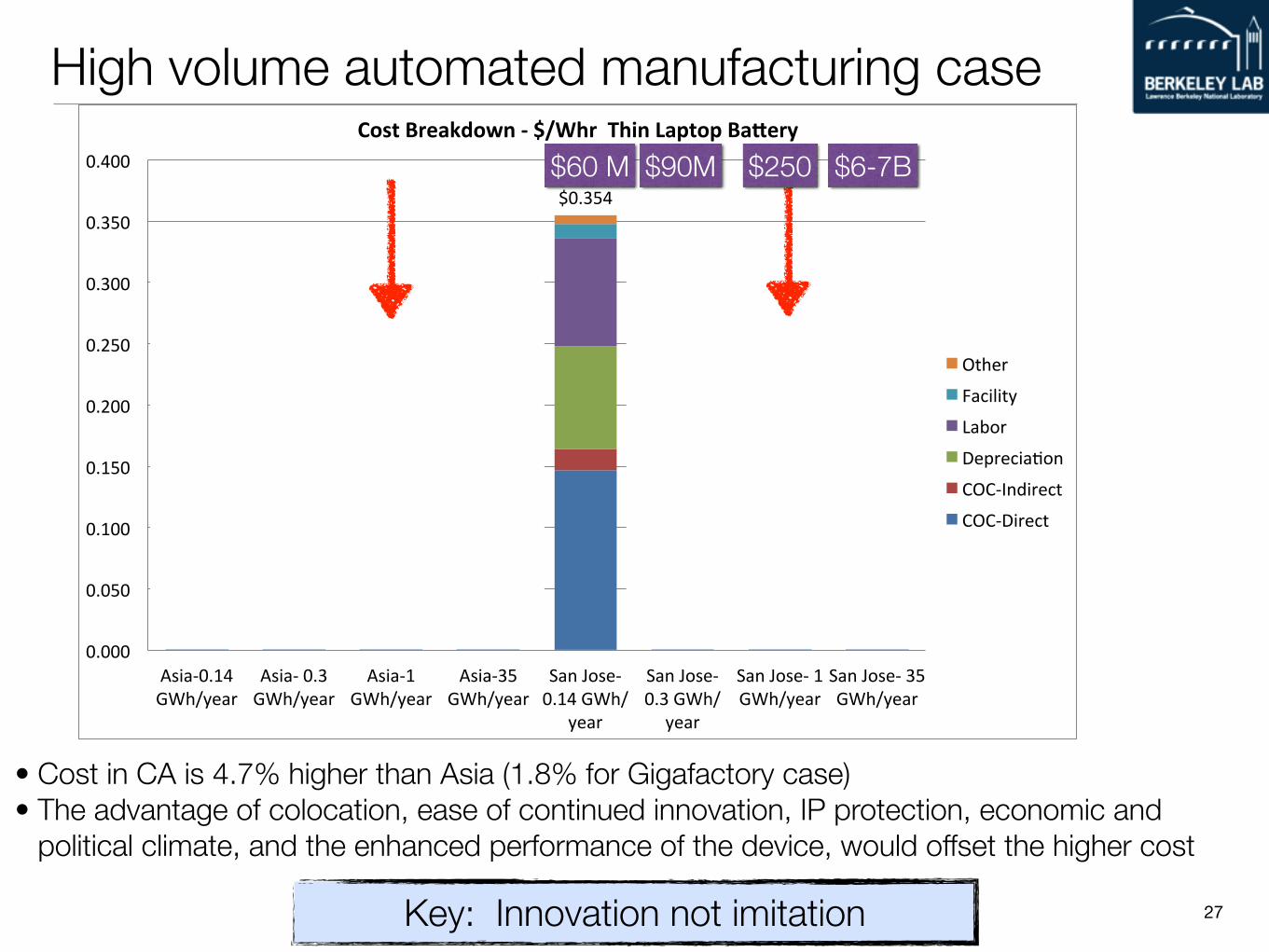
$0.279'
$0.234'$0.221' $0.219'
$0.354'
$0.272'
$0.232' $0.223'
0.000'
0.050'
0.100'
0.150'
0.200'
0.250'
0.300'
0.350'
0.400'
Asia00.14'GWh/year'
Asia0'0.3'GWh/year'
Asia01'GWh/year'
Asia035'GWh/year'
San'Jose0'0.14'GWh/
year'
San'Jose0'0.3'GWh/
year'
San'Jose0'1'GWh/year'
San'Jose0'35'GWh/year'
Cost%Breakdown%.%$/Whr%%Thin%Laptop%Ba7ery%
Other'
Facility'
Labor'
DepreciaEon'
COC0Indirect'
COC0Direct'
High volume automated manufacturing case
27
• Cost in CA is 4.7% higher than Asia (1.8% for Gigafactory case) • The advantage of colocation, ease of continued innovation, IP protection, economic and
political climate, and the enhanced performance of the device, would offset the higher cost
Key: Innovation not imitation
$60 M $90M $250 $6-7B
■
■
■
■
■
■
]~~------------'
·~ \ ,.,.,.,.,.,.,. 1111
BERKELEY LAB ~-.-y-~-.y

Ener
gy D
ensit
y or
Cos
t fra
ctio
n
Today
Al-ion systems
Non-aqueous flow molecules
Li-metal based systems
High capacity conversion cathodes (S, air)
Low temperature Na-S
Mg-ion systems
New cell design
Aqueous sodium-ion systemsSilicon
anodes
Modified aqueous flow molecules
High voltage, high capacity cathodes
Non aqueous sodium-ion
Advanced lead acid
Time
Manufacturing competitiveness map
( ___ __..)
( ___ J r .,
\.. ~ .,
r
r " \.. - "' I
\... .,
r " \.. ~
~
\.. ~
Ener
gy D
ensit
y or
Cos
t fra
ctio
n
Today
Al-ion systems
Non-aqueous flow molecules
Li-metal based systems
High capacity conversion cathodes (S, air)
Low temperature Na-S
Mg-ion systems
New cell design
Aqueous sodium-ion systemsSilicon
anodes
Modified aqueous flow molecules
High voltage, high capacity cathodes
Non aqueous sodium-ion
Advanced lead acid
Disruption of existing manufacturing
Manufacturing competitiveness map
( ___ __..)
( ___ J r .,
\.. ~ .,
r
r " \.. - "' I
\... .,
r " \.. ~
~
\.. ~

Manufacturing competitiveness mapEn
ergy
Den
sity
or C
ost f
ract
ion
Disruption of existing manufacturingToday
Low temperature Na-S
New cell design
Non-aqueous flow molecules
High capacity conversion cathodes (S, air)
Modified aqueous flow molecules
Al-ion systems
Li-metal based systems
Mg-ion systems
Aqueous sodium-ion systemsSilicon
anodes
High voltage, high capacity cathodes
Non aqueous sodium-ionAdvanced lead
acid
Low Medium Highl I -:
- - 1 r : 1 .a ( ( J
__.) ( J
( J r
r ., r \,.
\.. ~ r " \.. ~
, "
r "I
\.. ~
\... ,
" \. ~ r
( ) \.. ~
\.
r "
\.. ~ .... ....

Manufacturing competitiveness mapTe
chno
logy
rea
dine
ss le
vel
Supply chain/process disruption
Low
High
Low
High
Today
Low temperature Na-S
New cell design
Non-aqueous flow molecules
High capacity conversion cathodes (S, air)
Modified aqueous flow molecules
Al-ion systems
Li-metal based systems
Mg-ion systems
Aqueous sodium-ion systems
Silicon anodes
High voltage, high capacity cathodes Non aqueous
sodium-ion
Advanced lead acid
Target
39
Focus should be on moving technologies to the top right.
Need to establish close connection between research and manufacturing to accelerate innovation.
r
)

Can we create the Sematech for batteries? Goal: How do we move to the top right?
More meetings are planned with companies across the supply chain (from materials to modules)
Cut down process steps Modernize battery manufacturing Develop new designs
Develop process modelsNeed access to a pilot lineDevelop process metrology
1. Move away from slot die casting 2. “Fix” formation and use energy lost 3. Need to decrease process steps 4. Need reliable dry process
1. Bring “lean manufacturing” and six sigma principles to bear
2. Need modular manufacturing method
3. Use space 3D, rather than 2D
1. Need sensing inside battery, go beyond voltage
2. Need high power cells that also achieve high energy and high safety
3. Need to develop designs that reduce losses at pack scale
1. Need accurate process flow models and cost estimates 2. Need believable accelerated tests 3. Need battery designs on a computer
1.Improve yield by ensuring adequate feedback loops 2. Need inline diagnostics 3. Ensure control over every process step
1. Access to analytical and testing equipment
2.Need standardization of materials and processes
Summary• Markets for storage are opening up and will grow
• Batteries will get cheaper (thanks to Tesla)
• But to reach mass market, we will need further innovations
• These innovations will involve new materials and new manufacturing processes.
• There are many attempts to achieve these innovations; but translation from lab to market takes a decade
33
We need to focus on scaling and manufacturing to accelerate innovation


















