
The Effect of Relative Humidity in Dirt Control - …infohouse.p2ric.org/ref/29/28065.pdf · THE...
14
THE EFFECT OF RELATIVE HUMIDITY IN DIRT CONTROL Written by: G.S.P. Castle 1.1, Inculet J. Komjathy D.M. Kunick P.K. Neihsl Presented by: 1.1. Inculet Professor & Chair University of Western London, Ontario, Canada Ontario Presented at: "Finishing '93 Conference and Exposition'' October 25-28, 1993 Dr, Albert B. Sabin Convention Center Cincinnati, Ohio Copyrighted by SME; Technical Paper Number to be Assigned
Transcript of The Effect of Relative Humidity in Dirt Control - …infohouse.p2ric.org/ref/29/28065.pdf · THE...
THE EFFECT OF RELATIVE HUMIDITY I N DIRT CONTROL
Written by: G.S.P. Castle 1.1, Inculet J. Komjathy D.M. Kunick P.K. Neihsl
Presented by: 1.1. Inculet Professor & Chair University of Western
London, Ontario, Canada Ontario
Presented at: "Finishing '93 Conference and Exposition'' October 25-28, 1993 Dr, Albert B. Sabin Convention Center Cincinnati, Ohio
Copyrighted by SME; Technical Paper Number to be Assigned

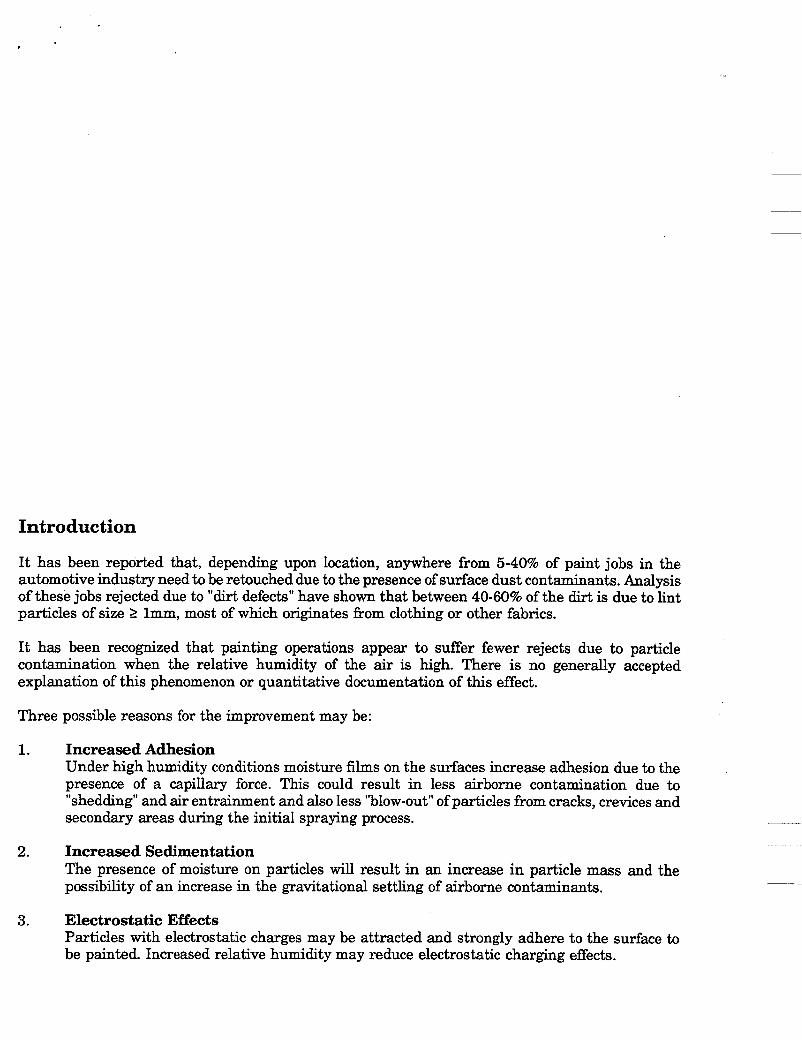
Introduction
It has been reported that, depending upon location, anywhere from 5-40% of paint jobs in the automotive industry need to be retouched due to the presence of surface dust contaminants. Analysis of these jobs rejected due to "dirt defects" have shown that between 40-60% of the dirt is due to lint particles of size 1 lmm, most of which originates &om clothing or other fabrics.
It has been recognized that painting operations appear to suffer fewer rejects due to particle contamination when the relative humidity of the air is high. There is no generally accepted explanation of this phenomenon or quantitative documentation of this effect.
Three possible reasons for the improvement may be:
1. Increased Adhesion Under high humidity conditions moisture films on the surfaces increase adhesion due to the presence of a capillary force. This could result in less airborne contamination due to "shedding" and air entrainment and also less "blow-out" of particles from cracks, crevices and secondary areas during the initial spraying process.
2. Increased Sedimentation The presence of moisture on particles will result in an increase in particle mass and the possibility of an increase in the gravitational settling of airborne contaminants.
3. Electrostatic Effects Particles with electrostatic charges may be attracted and strongly adhere to the surface to be painted. Increased relative humidity may reduce electrostatic charging effects.

The purpose of the present study was to carry out a sequence of controlled experiments in an attempt to determine which of these possible effects are most important for particle transfer from the air to surfaces.
Test Facility
The test facility consisted of a closed room with painted metal walls measuring 5m x 1.8m x 1.8m inside dimension. Controlled amounts of laundry lint was dispersed and injected into the mom by
entrainment air. Therefore in this study the particle generation rates were a controlled variable and particle transfer was measured. (This can be regarded as a model of the general paint areas in a plant rather than the spray booth). Air relative humidity and dust concentrations of particles > 5pm were monitored. The relative humidity was controlled by a humidifier and dehumidifier placed inside the room. Air circulation and ion injection was controlled by two commercial air ionizedfdter units with the filter media removed. Particle depositions for 30 minute exposures were measured on the sample plates located at five locations in the room as shown in Figure 1. (Two horizontal elevated above the floor to simulate the hood of a car, two vertical on the walls and one on the ceiling). The particles were counted sequentially using a fixed graticule at five locations on each plate. Particles equal to or larger than lmm were counted in these tests. In addition water pans could be placed on the floor to cover most of the exposed floor surface.
~~
tumbling it in a modified ball mill consisting of a rotating metallic mesh cylinder exposed to ~~
Sample Plate Locations
Circulation
Horizontal Ceiling
Horizontal
Vertical #4 I l l
Lint Injection i Location
Humidifier And
Dehumidifier
7 1.8 m
I
Figure 1

Test Results
A). Settlement Rates:
A series of tests was perLurmel to determine the rate of settlement of the lint particles following injections into the room. The lint concentration in the air was measured using a Faley Model 2100 FV particle counter detecting particles 2 5pm in size.
Figure 2 shows the results of the rate of dust depletion from air for tests carried out at three Merent air velocities, four values of relative humidity and three values of initial lint concentration. They all showed similar rates of decay. The relative humidity values tested ranged from 20% to 80%. Note that in all cases over 90% of the lint particles settle within 10 minutes from the time of injection. After 30 minutes essentially no lint particles remain suspended in the air.
Rate of Dust Depletion from Air (Average of 12 tests at different RH)
Time (min)
Ewe 2
+ Average I
-+- -95% Confidence interval
It is particularly significant to observe that no discernible differences in settlement rates was found. These tests did not distinguish whether the lint collected on the floors, walls, or ceiling. The deposition tests to determine this are described in the following sections.

B). Deposition Tests-Repeatability
A series of tests was performed to determine the location of the lint deposition and the repeatability of the experiments. In these tests the following conditions were maintained.
Initial dust load: 200 particles/unit volume' > 5 p . Circulation air: Medium Water pans: Present Sample plates: Cold rolled steel, primed steel, primed composite.
*In this and all subsequent tests the unit volume referred to was 0.01 ft3.
Each test was carried out three times and the results averaged as shown in Table 1.
Three main observations can be seen from these results.
a) b)
c)
Although there is some variability, the repeatability of the tests is very good. As expected, the maximum deposition is found on the horizontal plates. Very little deposition is found on the walls or ceiling (less than 1/10 as much as on the horizontal). No consistent difference in deposition is found with the different plate materials.
Repeatability Tests
Conditions: 80% Relative Humidity Comments: These tests had the plates in the room before the lint was injected. Water Pans Present Medium Fan Speed 30 Minutes Collection Time
Injection was done with the ball mill.
Table 1
C). Effect of Ionization
A series of tests was conducted to determine the effects of the presence of ions in the air. The test conditions were the same as those described in the repeatability tests. The test results shown in Table 2, bi-ionized air tests, were the result of introducing equal numbers of positive and negative ions &e.: neutralizing or bi-ionized air). The results in Table 3 show the effect of unipolar (positive) ion injection.

Bi-ionized Air Tests
Conditions: 80% Relative Humidity Comments: These tests had the plates in the room before the lint was injected. Water Pans Present Medium Fan Speed 30 Minutes Collection Time High Dust Load
Injection was done with the ball mill. Ions were emitted with corona points.
Table 2
The ionized air results of Table 2 compare very well with the repeatability tests shown in Table 1 indicating that neutral or bi-ionized air has no apparent effect on particle deposition, at least at RH levels of 80%. However, in the case of unipolar injection, Table 3 shows almost a doubling of the particle counts on the horizontal surfaces and a significant increase in the other locations, particularly the walls. This indicates that the presence of unipolar ions increased particle deposition, presumably due to the fact that the particles gained a net charge and experienced an electrostatic deposition force component.
Unipolar Positive Charging of Air
Average I 66 I 53.3 I 31 0.7 I 0
Conditions: 80% R.H. Water Pans Present Medium Fan Speed 30 Minutes Collection Time High Dust Loading
Table 3

D). Effect of TsPe of Deposition Plate
A total of six types of surfaces were tested as the sample deposition plates. These were: cold rolled steel, E coated steel, primed steel, painted steel, primed composite, painted composite. In addition, a "sticky mat" surface was also used. Two sets of tests were carried out to determine if there was any significant differences in particle deposition depending upon the type of surface used on the deposition plates. The test plates were located at three points in the room; horizontal (location 2), vertical (location 3) and ceiling (location 5). The initial airborne particle counts for Test 1 were 333 particles/unit volume > 5pm and for Test 2, 470 particles/unit volume > 5 pm. Other conditions were:
Relative humidity: 80% Circulation air: Medium Water pans: present
The results are shown in Table 4 along with the calculated value of the mean, variance and 95% confidence interval for each set of results.
Test To Determine Deposition Differences on Sample Plates
Comments: Test 1 had a maximum particle count Of 328 Test 2 had a maximum particle count Of 474 80% RH Water pans present Medium fan speed
Table 4

These results show that although in a few cases the means lie outside the 95% confidence level, there was no consistent pattern. Therefore it was concluded that the surface finish of the deposition plate was not a major contributor to the particle deposition observed.
IPrimed Steel 31 15 23 I I I
E). Effect of Relative Humidity on Particle Adhesion
Average
Two tests were carried out using primed steel deposition plates in which particles were deposited under high humidity conditions (80%) and low humidity (35%). One half of each plate was then covered with a glass plate to preserve the deposited lint and allow particle counts of the total initial deposition to be made. Each set of plates was then either stored under low humidity or high humidity for at least 2 hours and then exposed to an airflow with a velocity of approximately 250 ft./min.
29 27 25 36 25 20 32 22.3 25.3
Particle counts were then taken to determine the number of particles that remained following exposure to the air stream.
Percentage of Origional Counts Following Blow-Off
These results are presented in Table 5 along with the percentage of the initial particle count which remain after the blow-off test.
Particle Blow-Off Tests
70% 79%
IParticler D e r souare inch)
Condition Initial Counts Primed Steel 40
46 42
(Particles per square inch) Deposition Under High Humidity (RH=80%)
Condition llnitial Counts (Storage Low Humidity Istorage High Humidity Primed Steel 31 15 23 I I I
Storage Low Humidity Storage High Humidity 13 24 21 19 25 31 - ~~
Average 1 42.7 I 19.7 I 24.7 lpercentage of Origiond Counts Following Blow-Off I 46% I 58% 1
Table 5
These results show that the condition of high humidity deposition followed by storage at high humidity creates the strongest adhesion of particles. (79% of the particles remain on the deposition plates). This can be explained by the influence of the capillary force create by the microscopic layer of moisture expected on the particle and plate surfaces under these conditions. The condition of high humidity deposition followed by low humidity storage also shows high adhesions (70%). This can be explained by a phenomenon well recognized in the semiconductor industry (1). Here, the liquid interface between the surfaces creates an intimate contact which when followed by evaporation of the water acts to "glue" the surfaces together due to the presence of salts etc. on the surface of the particles.
The tests where the particles were deposited under the low humidity conditions show significantly lower adhesions although the condition of high humidity storage increases the bonding (58%) compared to the low humidity storage (46%).

Discussion
The previous sections describe a series of experiments in which a controlled population of lint fibres was introduced into an environmentally controlled space. This lint could reside either in the air or on a surface. The results of Section A show that the rate of lint depletion from the air is not significantly affected by the variables relative humidity, air velocity or initial lint concentration. The remaining experiments investigated the distribution of lint on surfaces within the room. Comparing these results to the three possible mechanisms identified in the Introduction, the following observations can be made:
1) Increased Adhesion
The results in Table 5 show that particle adhesion to surfaces varies considerably with relative humidity, decreasing at low values of relative humidity. This can have two major effects at low relative humidity.
a) for a fixed concentration of particles in the air they are more likely to settle on horizontal surfaces rather than adhere to vertical walls or ceilings.
b) from this it follows that if sources of lint which may be subject to shedding are present in the environment, these lower adhesion forces may result in more airborne contamination leading to greater levels of particle contamination.
2) Increased Sedimentation
Sedimentation or gravitational settling clearly seems to be the main cause of particle contamination. This can be seen by the large values of particle counts on horizontal surfaces compared with the walls and ceiling (See Tables 1 and 4). However, no increase in the counts on horizontal surfaces could be attributed to high humidity effects (ie: where the particle mass is greatest).
3) Electrostatic Effects
The results of Section C show that if net ionic charge is present, an increase in particle deposition on all surfaces is observed. This is presumably due to electrostatic precipitation effects and in these tests the horizontal deposition plates may have acted as preferential deposition sites due to the fact that they were raised from the floor. In the case where the ionic charge was neutral tie: equal numbers of positive and negative charges) no apparent difference in particle deposition is observed.
Conclusions
The following conclusions summarize these results:
1) The rate of lint depletion from the air following injection into the room was not affected by relative humidity, air velocity or initial concentration within the range of these variables tested.
~
2) In all cases the maximum deposition occurs on horizontal surfaces (usually more than 10 __ times as much as either the walls or ceiling).
3) The presence of net ionic charge causes an increase in the number of particles on the deposition plates on all surfaces. Charge neutralization eliminates this effect.

4) The primary variable affecting the particle deposition appears to be adhesion effects which are directly dependent upon relative humidity and degree of ionization (adhesion studies of this last effect were not actually carried out here but the increased adhesion of charged particles is well known).
Thus of the three possible factors identified in the Introduction ie: Adhesion, Sedimentation, and Electrostatic, the results of this study show that the intluence of relative humidity is most important in its effect on adhesion. Electrostatic effects may be important if a net ionic charge exists, a situation which may be more possible under low humidity conditions. Sedimentation effects appear not to be influenced significantly by relative humidity, at least for the particle size range studied here.
I
References
(1) R. A. Bowling, "A Theoretical Review of Particle Adhesion", Particles on Surfaces 1, K. L. Mittal (Ed.). Plenum Press 1988 pp 129-142.

NOTES

NOTES


















