
The Design of Biocomposite Materials - Iowa State · PDF fileThe Design of Biocomposite...
46
Chad A. Ulven, PhD – Associate Professor Mechanical Engineering Department North Dakota State University (NDSU) Fargo, ND 58102 USA The Design of Biocomposite Materials Biopolymers & Biocomposites Workshop - August 14, 2012 Iowa State University, Ames, IA
Transcript of The Design of Biocomposite Materials - Iowa State · PDF fileThe Design of Biocomposite...

Chad A. Ulven, PhD – Associate Professor Mechanical Engineering Department
North Dakota State University (NDSU)
Fargo, ND 58102 USA
The Design of Biocomposite Materials
Biopolymers & Biocomposites Workshop - August 14, 2012 Iowa State University, Ames, IA

Collaborators: D. Webster, L. Jiang, D. Wiesenborn, S. Pryor, B. Chisholm, M. Sibi,
D. Bajwa, S. Huo – North Dakota State University S. McKay, S. Potter, M. Alcock, S. Meatherall – Composites
Innovation Centre (CIC) R. Plagemann, N. Ravindran– Tecton Products
J. Hertsgaard, S. Geiger – SpaceAge Synthetics, Inc. J. Hogue – FlaxStalk, Natural Fiber Solutions
J. Peterson – AGCO Corporation J. Dworshak – Steinwall, Inc.
J. Olson, B. Briggs – John Deere Co. A. Hill – Bobcat Co.
W. Welland, J. Myers - Hyundai-Kia America Technical Center, Inc.
Current NDSU Students: J. Lattimer, B. Nerenz, S. Munusamy, J. Flynn, N. Hosseini, C. Taylor,
R. Whitacre, T. Krosbakken, B. Lisburg, & K. Luick
Biocomposite Development at North Dakota State Univ.

Biocomposite Research Approach at NDSU
Natural Fibers
Vegetable Oil
Liquid Molding Processing
Biobased CompositeMaterials
Plant Breeding & Processing
Vegetable Proteins
Twin Screw Extrusion
Commercial Applications
Natural Fibers
Vegetable Oil
Liquid Molding Processing
Biobased CompositeMaterials
Plant Breeding & Processing
Vegetable Proteins
Twin Screw Extrusion
Commercial Applications
A multidisciplinary team has been assembled focused on improving the growth, harvesting, treatments, and
development of new agri-based precursors for processing structural biocomposites in local and regional composite
manufacturing facilities for use in a wide range of applications

Motivation for Biocomposites Research
Biocomposite materials will emerge as an important engineering material as the technology evolves through
strong collaboration by several facets of the entire production
Farmers & Processors
Plastics & Composite
Manufacturers
Commodity Groups
University & Industry
Researchers

Biocomposite Project Areas
Short Natural Fiber Research Utilization of “waste” cellulose fiber: DDGS, sunflower hull, sugar beet pulp, oat hull, etc.
Long Natural Fiber Research Utilization of residual flax, hemp, grasses, etc.: Aspect Ratios (L/D) >2000
Biopolymer Development Research Utilization of different vegetable oils, proteins, starches, etc. as building blocks for new resins

Biocomposites Investigated To-Date at NDSU
*Fibers: flax, flax shive, hemp,
sugar beet pulp, sunflower hull, DDGS, corn chaff, corn cob,
oat hull, etc. *Polymers:
polypropylene, polyethylene,
acrylonitrile butadiene styrene, polymethyl
methacrylate, polyvinyl chloride, nylon, vinyl
ester, epoxy, polyurethane, etc.
*Fiber volume fractions from 5-50% *Multitude of chemical treatments

Design Approach with Biocomposites
Provide a means for interested companies, research groups, and other faculty to work towards developing polymer matrix
composite solutions for a wide variety of applications
Function Recognition & Specifications
With composites, one must design the material for a specific application
and/or function
Feasibility Study
? Process Design
Prototype Creation & Verification
Material Selection / Part Design
Production Implementation
???

Data Sheet Generation for Biocomposites at NDSU

Biocomposite Project Areas
Short Natural Fiber Research Utilization of “waste” cellulose fiber: DDGS, sunflower hull, sugar beet pulp, oat hull, etc.
Long Natural Fiber Research Utilization of residual flax, hemp, grasses, etc.: Aspect Ratios (L/D) >2000
Biopolymer Development Research Utilization of different vegetable oils, proteins, starches, etc. as building blocks for new resins

Hybridization
DDGS SFH SBP OH
Biomass Supply Stability Hybrid Biofiller

Hybridization Strategy
• Focus on the influence constituent content has upon the strength and modulus of a single loaded polymer
• Various blends to isolate role of individual constituents, as well as validate whether blend hybridization is feasible
Ash (%)
Protein (%)
Lignin (%)
Cellulose (%)
Hemicellulose (%)
Starch (%)
Calcium (%)
Phosphorus (%)
Fat (%)
Oat Hull 6.87 5.5 5.19 26.86 30.3 5.43 0.07 0.17 1.95 Sunflower Hull 2.77 4.6 21.68 42.37 16.69 0 0.17 0.1 1.7 DDGS 4.05 25.88 1.73 9.27 28.53 1.43 0.02 0.76 11.04 Sugarbeet Pulp 6.89 7.01 1.68 23.06 18.76 0 1.15 0.08 0.01 Corn Cob 3.48 2.43 4.54 30.83 34.52 5.56 0.03 0.06 0.16 Corn Chaff 0.86 11.49 1.03 8.76 25.85 39.47 0.05 0.21 3.5

*Initial study conducted
with 20 w/w
*Compounded in PP, ABS, & PP w/MAPP
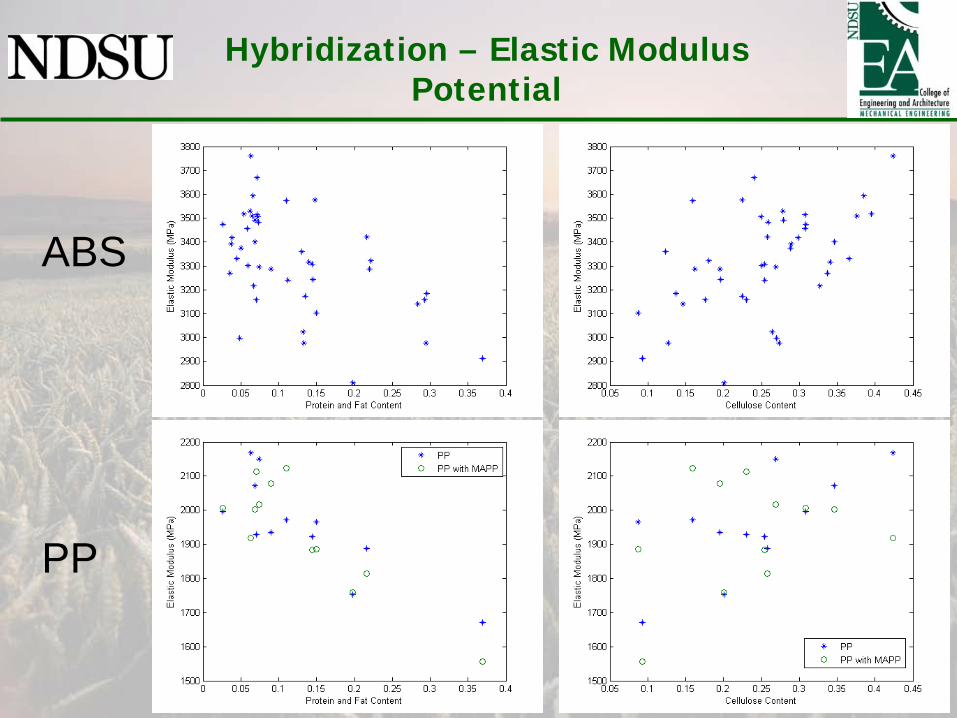
Hybridization – Elastic Modulus Potential
ABS PP

Hybridization – Tensile Strength Potential
ABS PP

PP with MAPP
Hybridization – Tensile Strength Potential with Compatibilizer
• Maleic anhydride grafted PP (MAPP) – Maleic anhydride (MA) reacts with
hydroxyl groups in cellulose, forming CO bonds
– PP in MAPP co-crystallizes with matrix PP

Predictive Model Production
• Examined two filler types at 10, 20, 30 and 40 w/w loading
• 5 base polymer matrices: – Polypropylene (PP)
with and without MAPP compatibilization – Linear Low Density Polyethylene (LLDPE)
with and without MAPE compatibilization – Acrylonitrile Butadiene Styrene (ABS) – Poly(methyl methacrylate) (PMMA) – Polylactide (PLA)
Ash (%)
Protein (%)
Lignin (%)
Cellulose (%)
Hemicellulose (%)
Starch (%)
Calcium (%)
Phosphorus (%)
Fat (%)
DDGS 4.05 25.88 1.73 9.27 28.53 1.43 0.02 0.76 11.04 Corn Cob 3.48 2.43 4.54 30.83 34.52 5.56 0.03 0.06 0.16

Elastic Modulus Model
where d is a function of the matrix elastic modulus
Where Ec,ideal is a modified version of Einstein’s linear predictive single phase model, and Ec,FP is the change in modulus due to fat and protein content
and
where FP is the combined fat and protein content

Modulus Model Fitting
ABS PMMA
PLA

Modulus Model Fitting - Polyolefins
PP LDPE

Strength Fitting – Model Development
• Most promising modeling approach is a hyperbolically modified exponential model developed by Pukánszky et al. out of Budapest University of Technology and Economics
• Relies upon an empirical constant, B, which is used to
adjust (without any direct correlation) for interfacial adhesion, particle surface area, and particle density – Adjustment of this constant allows the model to be tailored to
make adequate fits on nearly all of the biobased specimens – However the constant can not be predictably determined easily

• B inherently must be tied to empirical measurements, however it can be modified to adjust for any given lignocellulosic filler
• These yield final equations which, when applied to the exponential model, can be used to predict for any change in filler type after
Strength Model Development
for non-modified
for compatibilized where Cell is the cellulose content

ABS PMMA
PLA
Tensile Strength Model Fitting

Tensile Strength Model Fitting - Polyolefins
PP LDPE

Torrefaction Strategy
• Torrefying biomass for storage or energy purposes is not a new concept...
• However, torrefying biomass for the purposes of high temperature biocomposites is new.
• Allows us to compound biomass into Nylon, ABS, PS, etc.

Flexural Property Results: TFS

Heat Deflection Temperature: TFS

Moisture Uptake: TFS

Biocomposite Product Trials To-Date
Biocomposite materials from NDSU are being/have been evaluated by different molding facilities throughout the U.S.
– Mellet Plastics, Fargo, ND – Steinwall Incorporated, Coon Rapids, MN – General Pattern, Blaine, MN – Falcon Plastics, Brookings, SD – Great Plains Plastic Molding, Fargo, ND
*Trial structural step parts produced with NDSU biocomposite material by Great Plains Plastic Molding

Biocomposite Trial: John Deere Company
• Developing biocomposite injection molded handles for John Deere tractor equipment
• Steinwall, Inc. is the molder for several John Deere parts (35,000 lb/yr)
The latest trial incorporated
30wt% ag filler in polypropylene

Biocomposite Trial: Shur-Co
• Falcon Plastics (Brookings, SD) currently molds the Shur-Co (Yankton, SD) handle out of Nylon 6,6 (5,000 lb/yr)
• These handles are used on a variety of roll-tarp applications for agricultural transportation equipment
• The handle must be impact and weather resistant as well as self-lubricating to rotate over a metallic central core
Handles have been molded and are now being tested for performance and endurance

Biocomposite Trial: Bobcat Company
Developing and analyzing biocomposite material solutions to existing and future
Bobcat skid steer loader equipment
Role in the Collaboration • Identify candidate
biocomposite material applications
• Develop biocomposite formulations for interior applications
• Perform physical tests on biocomposite materials and designs for verification
• Prototype biocomposite parts for field testing

Hyundai Project
Meetings with Hyundai have generated a high level of interest.
The Composites Innovation Centre (CIC) of Winnipeg, MB, Canada is managing the project.
A target part has been identified and we are currently formulating two biocomposite materials for trial.

Biocomposite Project Areas
Short Natural Fiber Research Utilization of “waste” cellulose fiber: DDGS, sunflower hull, sugar beet pulp, oat hull, etc.
Long Natural Fiber Research Utilization of residual flax, hemp, grasses, etc.: Aspect Ratios (L/D) >2000
Biopolymer Development Research Utilization of different vegetable oils, proteins, starches, etc. as building blocks for new resins

Biocomposite Trial: AGCO Corporation
10 ft Steel Boom
10 ft Composite Boom
Less Soil Compaction Improved Fuel
Economy Longer Spans Corrosion Resistant
Development of lightweight
sprayer booms
Sprayer Boom Tip Prototypes
30’ Boom Design in FEA

Biocomposites Strategy for Pultruded Composites

Hybridization of Long Fiber Biocomposites
Lay-up Layer Thickness (mm)
Layer Areal Density (g/m2)
Carbon fiber 0.48 448 Flax fiber 1.03-2.54 320-972
Carbon Fiber 0.48 448 Flax Fiber 1.03-2.54 320-972
Carbon Fiber 0.48 448
Fiber volume fractions (%)
Flax:Carbon Weight Ratio Carbon Fiber Flax Fiber
0.5:1 24 15 1:1 17 21
1.5:1 12 24 Plain Carbon 52 0
Plain Flax 0 29
Carbon Fibers
Flax Fibers

Testing Results vs. Theory
Prediction of Tensile Modulus based on simple rule-of-mixtures approach

Additional Results
Impact Results
3pt Bend Flexural Results

Biocomposite Project Areas
Short Natural Fiber Research Utilization of “waste” cellulose fiber: DDGS, sunflower hull, sugar beet pulp, oat hull, etc.
Long Natural Fiber Research Utilization of residual flax, hemp, grasses, etc.: Aspect Ratios (L/D) >2000
Biopolymer Development Research Utilization of different vegetable oils, proteins, starches, etc. as building blocks for new resins

Epoxidation of Sucrose Ester Resins
O
O
O
OO
OOO
O
OOO
OO
OOO
O O
O
O
OO
OOO
O
OOO
OO
OOO
O
O
O
O
O
O
O
O
OO
O
O
OO
H2O2 , Acetic acid
Amberlite 120H
• Prilezhaev reaction • Near 100% conversion of double bonds to epoxies
– No side reactions
Epoxy The average degree of sucrose
substitution
Average molecular
weight, MW (g/mol)
Epoxide equivalent
weight, EEW (g/eq.)
Epoxide functionality per molecule
Viscosity (mPa-s)
Density (g/cm3)
ESL 7.7 2,700 183 15.0 8000 1.05
ESSF 7.7 2,645 230 11.6 5000 1.04
ESS 7.7 2,628 248 10.6 2200 1.02
ESSB6 6 2,048 256 8.0 5500 1.03 ESO
(Control) 3 993 231 4.3 420 0.99

ESE Resins: A Platform Technology
Photo-polymerization
Thermal Crosslinking - Anhydrides
Polyols
Crosslinking (Meth)acrylates
O
O
O
O
O
O
O
O
OO
OO
O
O
O
O
O
OO
O
O
O
O
O
O
OO
O
O
O
O

Anhydride Curing of ESS Resins
OO OCrosslinker: Methyl hexahydrophthalic anhydride (MHHPA)
N
NCatalyst: 1,8-diazabycyclo [5.4.0] undec-7-ene (DBU)

Tensile Properties – MHHPA Cured ESS Resins
Epoxy compound
Modulus (MPa)
Tensile strength
(MPa)
Elongation at break
(%)
Tensile toughness (J)
X 103
ESL 1395 ± 191 45.8 ± 5.4 5.7 ± 2.6 8.44 ± 3.5
ESSF 909 ± 179 31.5 ± 3.2 8.5 ± 2.7 11.5 ± 6.3
ESS 497 ± 38 20.3 ± 4.3 21.7 ± 7.8 29.4 ± 9.2
ESSB6 1002 ± 52 35.1 ± 3.6 5.4 ± 0.7 9.1 ± 3.8
ESO (Control) 65 ± 10 10.2 ± 2.5 167 ± 19 97 ± 13.8
Epoxy compound
Epoxide/anhydride (equivalent ratio)
Modulus (MPa)
Tensile strength
(MPa)
Elongation at break (%)
ESS 1:0.5 170.8 ± 12.8 7.8 ± 0.4 11.0 ± 1.8
ESS 1:0.75 595.1 ± 8.2 21.8 ± 1.4 6.2 ± 1.0
ESSB6 1:0.5 231.8 ± 40.5 8.9 ± 1.6 10.4 ± 2.2
ESSB6 1:0.75 643.9 ± 26.1 19.6 ± 5.7 4.5 ± 0.7
ESO (Control) 1:0.5 5.0 ± 0.16 1.2 ± 0.1 27.9 ± 3.6
ESO (Control) 1:0.75 97.7 ± 28.7 6.0 ± 0.5 28.7± 5.6

Center for Biocomposite Research & Engineering
• To kick-start the development of the CBRE at NDSU, $265,000 from the ND Corn Council was secured to purchase a large, production scale twin-screw extruder and accessories to support current biocomposite trials with JD, Shur-Co, AGCO, Bobcat, etc.
• Several other entities are being be solicited to contribute to the CBRE for other equipment, but ND Corn Council contribution is the “seed” to launch the center.

CBRE - Pilot Plant Vision
• Large Scale R&D Biocomposite Compounding Facility • 5,000 sqft (Location – SpaceAge Synthetics, Inc., Fargo, ND) • 1-2 Technicians + Research Students (Research Funding) • Major Equipment
– Biomass & Polymer Storage – Biomass Milling/Grinding – Biomass Drying/Mixing/Metering – Pressurized Conveying System – Compound Extruder w/ Pelletizer – Pultrusion Line – Natural Fiber Mat Production Line – Biocomposite Drying – Biocomposite Metering/Bagging – Dust Vacuum System – Large Air Compressor – Microwave Ashing Unit

Acknowledgements and Continued Partners
• NDSU College of Engineering & Architecture/Mechanical Engineering Department – Existing equipment and facilities will be included in the center – Educational and research time of interested faculty will be encouraged
• NDSU College of Agriculture, Food Systems and Natural Resources/NDSU Extension and Experiment Station – Existing Agricultural Pilot Plant facilities will closely collaborate with the center – Sharing of ag-based materials knowledge and knowhow
• SpaceAge Synthetics Contribution (Fargo, ND) – Space allocation for the biocomposite pilot plant facilities – Continued collaboration regarding biobased foam and biocomposite technology
• Tecton Products (Fargo, ND) – Collaboration regarding pultrusion technology for various companies
• Composites Innovation Centre (Winnipeg, MB) – Continued collaboration on biocomposite development for various companies
• Other existing companies we have been working with – AGCO, John Deere Co., Steinwall, Inc., Shur Co., Falcon Plastics, Inc., GVL Poly, etc.
• Other commodity groups – AmeriFlax, Soybean Council, Oilseed Council, Sugarbeet Growers, etc.


















