The Cape Lambert Port B project: A story of teamwork, ingenuity and ...
180
Cape Lambert Port B Project A story of teamwork, ingenuity and success, as told by the project team
Transcript of The Cape Lambert Port B project: A story of teamwork, ingenuity and ...
Cape Lambert Port B ProjectA story of teamwork, ingenuity and success, as told by the project team

Cape Lambert Port B ProjectA story of teamwork, ingenuity and success, as told by the project team

WA Premier Colin Barnett and Rio Tinto CEO Andrew Harding officially opening the Cape Lambert Port B facility at a site ceremony on 2 October, 2013.

The Cape Lambert Port B Project

07
Rio Tinto’s Pilbara iron ore operations map ...........................................................................................................08
Foreword by Andrew Harding - Chief Executive, Iron Ore ................................................................................. 11
Foreword by David Joyce - Global head, Rio Tinto Projects ............................................................................. 13
Project managers’ foreword ....................................................................................................................................... 14
Introduction
Extraordinary growth Extraordinary times ............................................................................................................... 18
Study phase Rigour and robust collaboration forge a firm plan ............................................................................ 28
Execution strategy The path to delivery ................................................................................................................... 38
Implementation
Engineering and design A global effort .................................................................................................................... 50
Contracts and procurement Leveraging relationships, developing industry ..................................................... 60
Site establishment Gaining a foothold ...................................................................................................................... 70
Dredging works Above and beyond in environmental compliance ....................................................................... 82
Marine works and tug harbour Safer, more efficient construction earns high praise ...................................... 92
Earthworks Breaking new ground in resourcefulness ........................................................................................... 104
Civil works A solid foundation set in concrete ........................................................................................................ 110
Structural, mechanical and piping works A modular approach ....................................................................... 120
Electrical works Best practice lights the way ......................................................................................................... 128
Controls Innovation on the front line – a step change approach ......................................................................... 136
Commissioning and ramp-up
Commissioning The path to operability ................................................................................................................... 146
Handover Operators take control ............................................................................................................................... 156
Post-script
Raising the bar ............................................................................................................................................................. 166
Copyright 2015, held within Rio Tinto.
All rights reserved. No part of this publication may be reproduced or used in any form or by any means – graphical, electronic, or mechanical, including photocopying, recording, taping, or information storage and retrieval systems – without the prior permission in writing of Rio Tinto.
‘This publication, where noted, includes opinions of various persons involved in the identified project. Any opinions by the identified authors are those of the author alone and it should not be assumed that such views expressed herein are also necessarily those of the entities belonging to Rio Tinto Limited and/or Rio Tinto plc (Rio Tinto) or the other owners of the port.’
Cape Lambert Port B ProjectA story of teamwork, ingenuity and success, as told by the project team.Written and edited by Jamie Wade.
Author’s note
Cape Lambert Port B is managed by Rio Tinto on behalf of the Robe River Iron Associates joint venture comprising Rio Tinto (53%), Nippon Steel Sumitomo Metal (14%) and Mitsui & Co (33%).
Contents

Rio Tinto’s Pilbara iron ore operations map.
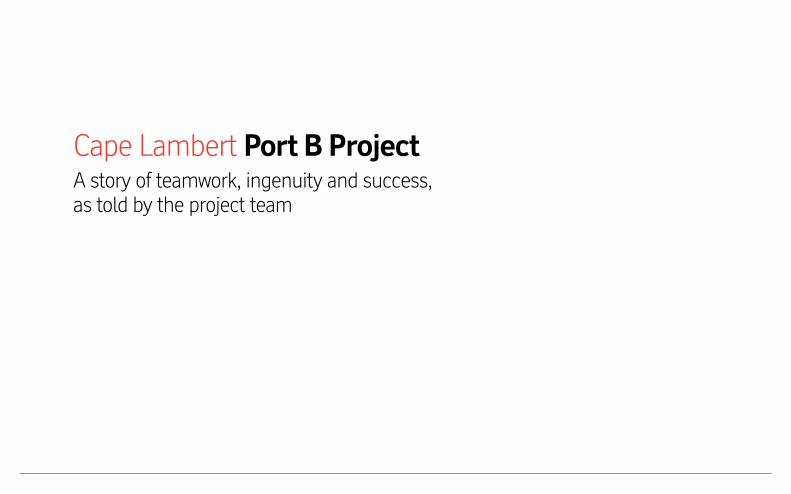
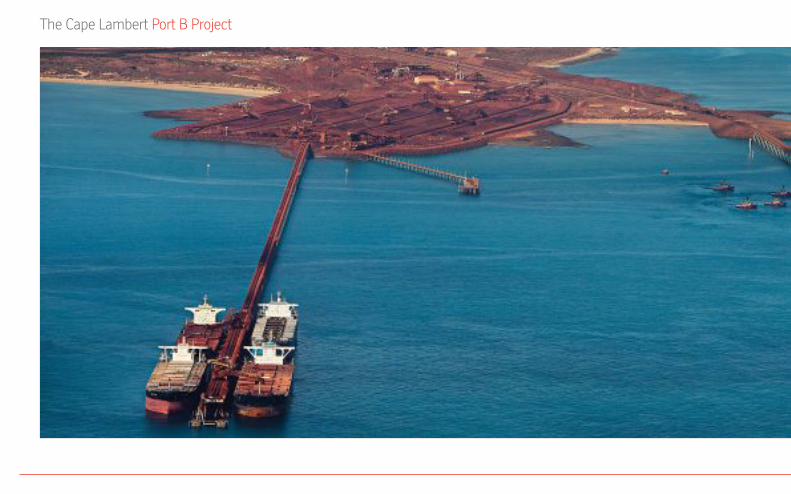
The Cape Lambert Port B Project

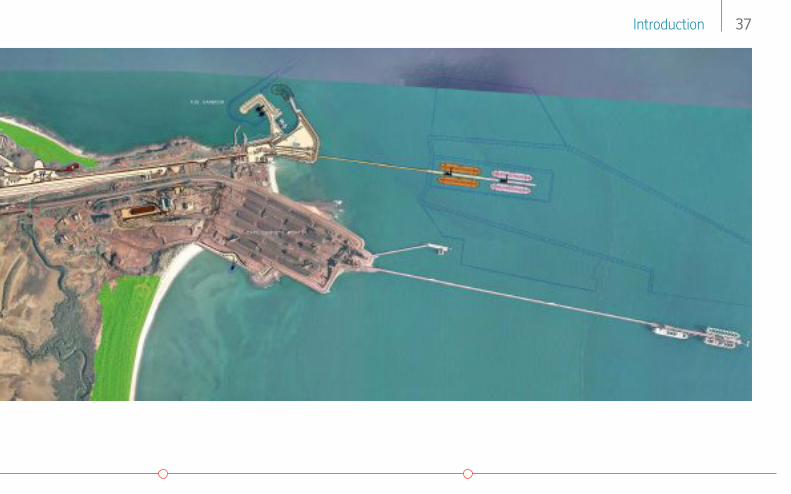
An aerial view of Cape Lambert Port A (above) and the design footprint of the northern end of Cape Lambert Port B (below).
09
The Cape Lambert Port B Project

Rio Tinto we have spent the past decade building the best iron ore business in the world.
Our unique combination of exceptional people, world-class assets and premium products creates an industry-leading advantage and delivers significant value to our business.
Our Pilbara infrastructure has grown to a new nameplate capacity of 360 million tonnes a year, most recently as a result of concluding the largest integrated mining project in Australian history.
Integral to the project was the build of Cape Lambert Port B, a facility that has been recognised for its substantial contribution to local, state and national economies; for the benefits delivered to the community through job creation and traditional owner involvement; and for the new benchmarks set in occupational health and safety, engineering and design, and construction innovation.
It has required careful planning and design, strong leadership, collaboration and a willingness to get the job done.
One feature that I particularly liked was the collaboration between the project and site teams- it was amongst the best I have seen. This collaboration, a hallmark of high performing teams, allowed the project to ramp up to nameplate well ahead of schedule and return on our investment.
Overall, the project has been realised as the direct result of the many contributions of our employees and contractors, our joint venture partners, local communities and governments.
Cape Lambert Port B is a job exceptionally well done.
Thank you.
- Andrew HardingChief executive - Iron Ore, Rio Tinto
A job exceptionally well done
11Foreword
At

The Cape Lambert Port B Project

When Rio Tinto first outlined its major expansion plans for the Pilbara, Cape Lambert was at the heart of these plans. Today we have
delivered a world-class port facility that will enable Rio Tinto to eventually ship 360 million tonnes of iron ore a year out of the Pilbara.
During this time, many thousands of people have contributed their knowledge and expertise to what has been a major undertaking. We have increased capacity of the Cape Lambert port by more than 150 per cent, the equivalent of adding another Dampier port to our system capacity.
In reflecting on the success of the project, I have seen the project team consistently put safety above all else, to deliver an outstanding safety performance over many years, and maintain a commitment to environmental management that went well beyond regulatory requirements.
This sense of teamwork and camaraderie, between a diverse group of employees, contractors and suppliers, shone through at every stage of the project from study to delivery. Amid a demanding construction environment and challenging market conditions, the Project Team responded with agility, ensuring no compromise to quality, cost or time.
For many years, construction was managed alongside the existing fully functioning port of Cape Lambert A without impacting production or safety of either the operation or project. This is a credit to the team approach, which continued when projects and operations teams worked closely through commissioning and handover. As a result, we were able to achieve full operating run rates, for the 290 million tonne phase, months earlier than expected – a major factor in record production performances since.
In 2016, Rio Tinto celebrates 50 years of operations in the Pilbara. We have a long and proud history in the region, highlighted by large-scale growth, innovation and throughout it all a genuine commitment to the Western Australian community. Projects like this make us the industry leader we are today and illustrate just how far we’ve come. When we look back on Cape Lambert B in years to come, we can feel tremendous pride in the knowledge that we have contributed to a remarkable next chapter in Rio Tinto’s history in the Pilbara.
Thank you for your efforts.
- David Joyce Global head, Rio Tinto Projects
A remarkable chapter in our history in the Pilbara
13Foreword
The Cape Lambert Port B Project (CLB) has been a once in a lifetime opportunity for many of those in the project team. Seldom does a
project of this scope and size present itself, let alone one in which the execution is able to meet and better all of its expectations.
This publication was prepared to commemorate what has been an outstanding undertaking by a very dedicated and committed project team. In doing so, we hope you are able to share the story of what made CLB so successful with your colleagues, friends and families.
Although such projects are generally required to support a business strategy, it is the hard work and tremendous effort of some very talented people that ensure the project meets these business needs. To that end, there were many individuals and organisations involved in CLB from a variety of disciplines and backgrounds. However, all of them held a common belief and that was to make the project the success it has been. The project integrated all of these groups to ensure common goals and objectives could be achieved. In essence, the project was setup as a ‘One Team’ approach, and this was our single most defining element attributing to our success.
The scope of CLB started in 2009 following the Global Financial Crisis of 2008. While the Cape Lambert Port B facility was to be a flagship new port facility, extreme focus was placed on reducing capital cost of the project while maintaining all safety and reliability requirements for the port.
From the onset of the project, the team worked hard to ensure that all participants held a common goal in making the project as safe as possible.
This commenced early on with safety in design considerations and then followed with a strong safety leadership throughout the implementation phase. With 20 million man-hours worked on the project, we achieved an excellent safety result with an all injury frequency rate below the target set by the business. This was a solid effort considering the scale, complexity and difficulty of some of the major parts of the project.
This outstanding project features many new and innovative engineering solutions, many of which have become resource industry benchmarks, a strong demonstration of the ability of the team to successfully design and implement a world-class project.
The management of a project as large and complex as CLB is no different from any other in that it is about doing the basics well. This includes selecting the right team of people, enrolling them in the right vision, setting clear expectations and allowing them to get on with the job.
We are very proud of the people who created a set of results that speak for themselves. We thank everyone that has contributed to the project and wish them continued success on whatever new projects you may undertake.
We hope that you enjoy this book and value it for years to come. We trust your experience on the project was memorable and that you enjoyed working on it as much as we have.
- Stuart Kennedy Rio Tinto Senior Project Manager – Cape Lambert Port B
- Anthony Radici Jacobs Project Manager – Cape Lambert Port B
This outstanding project features many new and innovative engineering solutions, many of which have become resource industry benchmarks, a strong demonstration of the ability of the team to successfully design and implement a world-class project.
The power of a one-team approach
The Cape Lambert Port B Project
Play video

Early stockyard construction.
15Project managers’ foreword

33 million cubic metres of earthworks
enough to fill the MCG stadium
to the roof 19 times
130,000 cubic metres of
concrete poured
enough to create a solid structure of concrete the shape of
Perth’s Central Park building to the 27th floor
The scope of materials involved in the project were substantial
4 August 2010Site works start
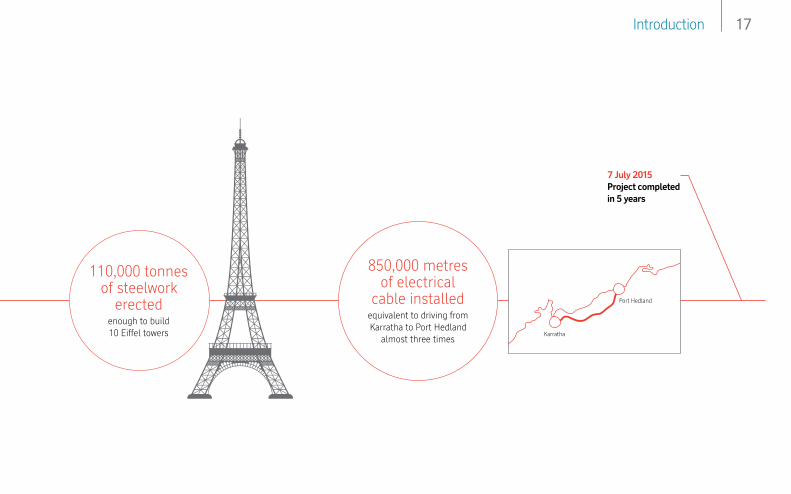
850,000 metres of electrical
cable installedequivalent to driving from Karratha to Port Hedland
almost three times
110,000 tonnes of steelwork
erected
enough to build 10 Eiffel towers Karratha
Port Hedland
7 July 2015Project completed in 5 years
17Introduction

Extraordinary growth Extraordinary times

19Introduction

Extraordinary growth
Aerial view of completed Cape Lambert Port.
Extraordinary times
4 August 2010Site works start
11 October 2010Site construction commences on Phase A

Rio Tinto’s expansion in the Pilbara has partially unfolded against a backdrop of extraordinary economic and financial events affecting the
iron ore sector, the mining industry and the global economy.
The Australian mining industry experienced a remarkable turnaround during the 2000s.
The rapid growth of emerging economies in Asia drove a surge in demand for commodities, particularly those used in steel and energy generation. With global supply unable to respond quickly, prices surged to historically high levels. In response, mining investment in Australia rose to record levels as a share of the economy by the end of the decade.
China, a sleeping giant until the late twentieth century, had entered an unprecedented level of industrial growth. Imports of iron ore into China soared from 70 million tonnes in 2000 to more than 800 million tonnes by 2013 making it by far the dominant global consumer. By the end of this period, Chinese imports accounted for about two thirds of the global seaborne iron ore market.
China’s growth, urbanisation and industrialisation utterly transformed the prospects of Australia’s iron ore industry. Australia’s iron ore exports to China were valued at $1.2 billion in 2000-01. By 2013-14, they were valued at $57 billion out of total iron ore exports valued at almost $75 billion. Over this period, the volume of Australian iron ore exports to China rose from 157 million tonnes to 651 million tonnes with China’s share of Australia’s total iron ore exports rising from less than a quarter to almost 80 per cent by 2014*.
Global Financial Crisis
The Global Financial Crisis (GFC), which struck in late 2008, threatened to derail the commodities boom, but China’s strong demand for steel making commodities was unabated. On CLB, however, the GFC’s impact was mixed:
“We were designing based on going in bigger steps than we finished up going for,” CLB study manager Mike Edwards said. “At one stage, we were looking at a 100 million tonne step in one hit. With the onset of the GFC, the focus on cash and how much capital we really needed to spend on this project became even more challenging and rigorous.
“As a result, every opportunity was looked at as to how we could manage capital without losing expandability or impacting or damaging the value of the project. The worst outcome would be that we reduce capacity or limit our ability to get bigger in the longer term, so we had a hard look at the things we could alter and change. The GFC was one of the triggers that actually made the capital cost better than it might have been.”
Stuart Kennedy: “While everybody was still working on how the world was going to get out of the GFC, we took the opportunity to really challenge the engineering, understand the scope, and build a schedule and an estimate that was even at order of magnitude solid and defensible. This allowed us to navigate through the next phases of study with some well defined targets.”
Amid strong demand and constrained supply, it was vital at the time for Rio Tinto to progress plans to deliver more iron ore to market faster than before, but also cost efficiently. This required the strategic early acquisition of long-lead items, and leveraging off existing industry leadership to reduce time to market of future expansions.
360-investment ramp-up
The first major announcement from Rio Tinto on expansion plans was in June 2008 with funding approval for US$667 million in infrastructure and studies for mine expansions, as part of a drive to increase the annual capacity of the Pilbara operations. This included US$518 million to fund the early start of infrastructure works at Cape Lambert and acquisition of long-lead items such as heavy mobile equipment.
In 2009, Rio Tinto embarked on CLB enabling expansion of iron ore shipping capacity in the Pilbara region.
* Iron country: Unlocking the Pilbara. David Lee. Minerals Council Of Australia. June 2015, p.79.
21Introduction
31 December 2010Dredging works for Phase A start
22 October 2010Marine works for Phase A start

While everybody was still working on how the world was going to get out of the GFC, we took the opportunity to really challenge the engineering, understand the scope, and build a schedule and an estimate that was, even at the early stages of the study, solid and defensible.Stuart Kennedy, senior project manager - CLB
The early works involved significant infrastructure for port operations at Cape Lambert, including the development of the heavy lift wharf facility, relocation of existing gas and power lines to enable commencement of stockyard works, and the securing of production slots for car dumper castings and balanced machine slew bearings.
At the time Rio Tinto started with an unrivalled position in the Pilbara, managing a 1300 kilometre railway network linking mines and three port terminals already in place. This positioned the business well to continue delivering exceptional growth, but this would not be without challenges and hurdles. The huge number of major resource projects planned or underway in Western Australia at the time had resulted in enormous competition for the supply of key materials, labour and production slots.
Early planning and acquisitions were “vital to maintain an aggressive time-to-market schedule and completing projects in a timely, efficient manner,” said Sam Walsh in mid-2008 then Rio Tinto’s chief executive Iron Ore.
Over four weeks in the second half of 2010, Rio Tinto announced close to a billion dollars in funding commitments for expanding the Pilbara operations that centred on increasing Cape Lambert’s annual capacity.
The largest investment package to date for expansion followed later that year with announcement of US$3.1 billion to increase annual infrastructure capacity to 283 Mt/a during 2013 and support port and rail infrastructure works around Cape Lambert, including the two-berth wharf, new stockyard, car dumper, two stackers and reclaimers, rail marshalling yards and six new heavy-haul train units.
Extraordinary growth Extraordinary times

Completed stockyard facility at Cape Lambert.
23Introduction
13 May 2011Earthworks for Phase A stockyard start

Rio Tinto achieved a major milestone in its expansion plans in late August 2013 loading the first shipment of iron ore from its expanded Pilbara port, rail and mine operations. The Tai Shan, a Rio Tinto Marine-chartered cape size vessel, embarked from the new CLB wharf carrying the first shipment, a cargo of 165,000 tonnes of Pilbara Blend fines.
Extraordinary growth Extraordinary times

The expansion programme was boosted following announcement in June 2011 of US$676 million for early works and procurement. The investment brought forward engineering work for the longest lead-time components of port and rail infrastructure, without increasing the overall cost of the expansion programme. Thanks to this faster pace of expansion, extra tonnes were brought to market earlier.
In February 2012 a further US$3.4 billion was committed to expansion including US$1.2 billion for Cape Lambert port and rail early works. Cape Lambert funding followed other early works investments already underway. Plans to increase capacity at the Port were enhanced by further plans to replace the ageing car dumper with the new dual car dumper.
In June 2012 came the announcement of US$3.5 billion investment to expand Pilbara infrastructure. This included US$2.9 billion to complete the port and rail elements, encompassing an additional two berths on the new Cape Lambert wharf, replacement of the existing original Cape Lambert rail car dumper, and rail capacity enhancement work covering rail track duplication and rolling stock improvements.
Green light for CLB
In 2009, Rio Tinto embarked on CLB enabling expansion of iron ore shipping capacity in the Pilbara region.
The project was a key component of the expansion of Rio Tinto’s Pilbara iron ore operations, the largest integrated mining project in Australia and would ensure Rio Tinto was well placed to capture the market opportunities of medium and long-term iron ore demand.
Developed in two phases, the project increased Rio Tinto’s total port capacity from 237 Mt/a, initially to 290 Mt/a, and ultimately to 360 Mt/a.
Jacobs – formerly Sinclair Knight Merz – was commissioned as the Engineering, Procurement and Construction Management (EPCM) contractor for the project, utilising and expanding on capabilities demonstrated during the delivery of earlier iron ore Port upgrade projects. Delivery of the first phase of CLB in 2013 marked the end of the fourteenth continuous year that Rio Tinto and Jacobs have delivered a series of successful iron ore projects together including the Dampier Port Upgrade and Cape Lambert Port A Upgrade.
The first phase expansion of CLB was announced in July 2010 with first ore on ship three years later, four months ahead of schedule, under budget and with an outstanding safety record. The second phase was announced in June 2012 with first ore in October 2014, three weeks ahead of schedule and significantly under budget.
The CLB project featured many new and innovative engineering solutions, many of which have become resource industry benchmarks and a strong demonstration of the ability to successfully design and implement globally relevant projects.
At the peak of the project, the site workforce exceeded 3000 people, and achieved an outstanding safety record with more than 20 million safe working hours at an All Injury Frequency Rate well within project targets and industry norms. In addition, the project achieved a three-year continuous period with no significant reportable environmental incidents.
The scope of materials involved in the project were substantial with: 21 million cubic metres of dirt handled – enough to fill the MCG stadium to the roof 12 times; 130,000 cubic metres of concrete was installed – enough to create a solid structure of concrete the shape of Perth’s Central Park building to the 27th floor; 110,000 tonnes of steelwork was erected – enough to build 10 Eiffel towers; and 850,000 metres of electrical cable was installed – equivalent to driving from Karratha to Port Hedland almost three times.
The centrepiece of the project is a new 1.0 kilometre access jetty with an 800m long double-sided four berth wharf that can simultaneously load two 250,000 tonne capacity vessels with iron ore.
Project works included delivery of three new two-car, single-cell car dumper facilities, a six-row, 24-pile stockyard with four stackers and three bucket wheel reclaimers, and two screenhouses. The project also included new and upgraded rail facilities, power distribution, industry-leading control systems, two 1200‐person modern accommodation villages and associated infrastructure.
A new generation plant-control system provides world‐leading and enhanced levels of automation for an iron ore port facility, increased plant utilisation, stockpile machine safety and the ability for the port to be remotely controlled from Rio Tinto’s Operations Centre in Perth†.
Successful delivery of the project, partially during a period of unprecedented economic activity and skills shortages, was due to several factors.
A robust study and value enhancement phase yielded significant capacity gains for a relatively low capital investment.
As a greenfield project, engineers had the space to develop innovative designs. This was particularly evident in the combined screening and surge bin facilities, the car dumper facilities and the flexible and upgradable wharf arrangement.
A philosophy of modularised and simplified construction for both onshore and offshore structures reduced site labour and created a safer working environment.
Meticulous planning and a staged execution allowed the second Phase of the Project to be commissioned with minimal impact on the completed portions of works, likewise there was minimal impact to any of Rio Tinto’s adjacent port facilities.
25Introduction
30 August 2011Site construction commences on Phase B

Throughout the project, new benchmarks in engineering design and construction practices were established, which have successfully demonstrated that the project was a significant achievement in engineering and project delivery excellence. The project won the prestigious Australian Construction Achievement Award for 2014 in acknowledgement of the marine works and was a nominee in the 2014 WA Engineering Excellence Awards. A study into dredging at the Cape Lambert Port was one of two Rio Tinto finalists in the 2013 Golden Gecko awards for environmental excellence.
First shipment
A major milestone was achieved in the expansion plans in late August 2013 with the first shipment of iron ore from the expanded Pilbara port, rail and mine operations.
The Tai Shan, a Rio Tinto Marine-chartered cape size vessel, embarked from the new CLB wharf carrying the first shipment, a cargo of 165,000 tonnes of Pilbara Blend fines. The shipment was bound for Nippon Steel & Sumitomo Metal Corporation’s Kimitsu works in Tokyo. This event also marked the commencement of commissioning of the expansion programme.
Official opening
Four weeks after first shipment Rio Tinto completed the first phase of the major expansion of its integrated iron ore operations in the Pilbara, celebrating the milestone with WA Premier and State Development Minister Colin Barnett who officially opened the CLB facility at a site ceremony on Wednesday 2 October.
The Premier congratulated Rio Tinto and its partners in the Robe River Iron Associates Joint Venture, Nippon Steel-Sumitomo Metal Industries and Mitsui, on their commitment to WA.
“The project has been accompanied by an expansion of housing, and upgrade of community facilities in Wickham, and impressively, this facility is being officially opened only 16 months after Rio Tinto took its final investment decision to commence construction,” the Premier said.
Building to the new capacity
At the time of publication, the key elements of the 360 Mt/a infrastructure expansion in the Pilbara were complete. This milestone marks an incredible journey, the mobilisation of large workforces and contracts, and where the majority of works have been completed within schedule and under budget.
It also signals an important second key characteristic. After balancing growth projects with operations, Rio Tinto is now focused on growing into and fully utilising the new system capacity. That is, continuing to optimise its 15 mines, 1700 kilometres of rail and four independent port terminals. It is a necessary focus as the company heads towards producing and shipping one million tonnes a day, while retaining its position as lowest cost producer.
One of the three new bucketwheel reclaimers in the stockyard.
† Opened in June 2010 the high-technology, purpose-built Operations Centre alongside Perth’s domestic
airport is the primary control centre for Rio Tinto’s vast network of mines, rail systems, infrastructure facilities and port operations in the Pilbara.
Extraordinary growth Extraordinary times

The project won the prestigious Australian Construction Achievement Award for 2014 in acknowledgement of the marine works and was a nominee in the 2014 WA Engineering Excellence Awards.
27Introduction

Study phaseRigour and robust collaboration forge a firm plan
Play video

Original 320 Mt/a study arrangement
29Introduction

Preliminary engineering study showing 200 Mt/a design option.
Study phase Rigour and robust collaboration forge a firm plan
20 June 2012Full project funding approval for Phase B

For any project, an effective study phase conducted by appropriately skilled and experienced personnel applying a high level of rigour in
assessing the options is essential.
It is a process requiring extensive analysis, discussion and debate to reveal the strengths and weaknesses of the project, the opportunities and threats present, the resources required to carry through, and ultimately the value created. In its simplest terms, a study is about defining a project to meet business needs, balancing the costs and risks, and maximizing the value to be attained.
The importance of the CLB study could not be understated. It was the enabler for the whole 360 Mt/a expansion programme. Without a viable port, said Stuart Kennedy, there would likely be no expansion.
“You could have viable mines and rail, however the port was the most capital intensive part of the 360 Mt/a expansion and, therefore, if we couldn’t come up with a design and implementation plan that would meet the business needs there wouldn’t be a Program. This meant we had to benchmark off previous projects and studies, and study every option available. Eventually though we narrowed the options down to world’s best practice for an iron ore port.”
Key to the study was a strong, cross functional study team. This comprised of personnel from across the Iron Ore business including strong input from coastal operations, together with the Jacobs engineering team. The study focus was to deliver a notional 100 million tonnes at the minimum capital intensity. Therefore, a close and thorough assessment of the options became critical.
“The study started very broad and covered options for the port location up and down the coast,” said study manager Mike Edwards.
Final proposed car dumper cell arrangement.An early rendering of the Cape Lambert Port B project.
31Introduction
20 June 2012 6 July 2012Dredging works for Phase B finish

A noteworthy achievement here was the ability to bring together experienced people from a variety of disciplines and to allow them to deliver an effective and optimal design within the constraints of the site’s footprint, and also in delivering a design that met stringent environmental conditions.Mike Edwards, study manager
Study phase Rigour and robust collaboration forge a firm plan
19 October 2012 2 November 2012Birrabira camp B construction works - Phase B finish
Marine piling complete

The optimal design of the port was achieved through principally, starting at the marine end and locking in the design of the wharf and the dredging. The next stage of the study phase was to look at the size, shape and location of the stockyard.
33Introduction
18 January 2013Bridges over rail at Boat Beach Road construction works finish

A rendering of one of the early study phase alternatives at East Intercourse Island.
Study phase Rigour and robust collaboration forge a firm plan

“About 13 or 14 different port locations were explored before we came back to Cape Lambert, but even within Cape Lambert there were a considerable number of options assessed. Wharf length versus the trade off in dredging, for instance, was a key consideration. Assessing the optimum locations, sizes, shapes, numbers and configurations for the stockyard, screenhouses and reclaimers also posed many questions.”
The optimal design of the port was achieved through principally, starting at the marine end and locking in the design of the wharf and the dredging. The next stage of the study phase was to look at the size, shape and location of the stockyard.
“We were able to bring the stockyard as close to the marine end as possible which then allowed us to optimise the conveyor lengths and optimise the infrastructure,” Mike said.
The study also recommended a ‘hybrid car dumper‘ – a design based on a combination of buried and open car dumpers at existing sites. This innovation ultimately made car dumper maintenance easier and safer whilst remaining cost efficient.
Given the importance of the task and breadth of scope of options to assess, an appropriate level of tension in the study team was required, said Mike, this was necessary to deliver the maximum value for the study.
“If you get the right people involved and there’s the appropriate level of challenge in the team, you create the right atmosphere for a successful study and this rolls into the construction and implementation phases.”
Most of the key team members had a history of close collaboration in assessing options for port designs and port growth over nearly a decade, added Mike, which proved highly beneficial.
“A noteworthy achievement here was the ability to bring together experienced people from a variety of disciplines and to allow them to deliver an effective and optimal design within the constraints of the site’s footprint, and stringent environmental conditions.” Definitive Engineering Study of the final arrangement. Definitive Engineering Study of the final wharf arrangement (right).
35Introduction

Final Cape Lambert Port B project layout: A design forged to meet business needs.
Study phase Rigour and robust collaboration forge a firm plan
20 July 2013 24 August 2013First ore Phase A - Inloading circuit #1(CD5C to ST11)
First ore - Outloading circuit #1 (Fines)
37Introduction
Execution strategyThe path to delivery
Play video
Time lapse

Marine construction in full flow.
39Introduction

Safety moment: a strong safety culture underpinned the execution of CLB thanks largely to the collaborative relationship between Rio Tinto, Jacobs and contractors in thinking differently, unconventionally and from new perspectives to minimise harm.
Execution strategy The path to delivery
20 December 2013Care Custody and Control for Phase A handed over

The success of CLB lay in a carefully developed and implemented execution plan involving both the Rio Tinto and Jacobs team members
working together in an integrated team.
Key to execution was leveraging off the project team’s experience, but also challenging it.
“We developed a set of targets early for ourselves and our contractors from safety, through schedule and cost reduction, and we challenged those targets all of the way to first ore,” said Stuart Kennedy. “Thinking outside the box almost became a mantra and bravery to challenge conventional thinking drove and ultimately delivered great outcomes.”
Safety
Challenging the status quo was an approach adopted across all elements of the project not the least of which was safety.
A strong safety culture underpinned the execution of CLB thanks largely to the collaborative relationship between Rio Tinto, Jacobs and contractors in thinking differently, unconventionally and from new perspectives to minimise harm.
Such an exemplary safety result was remarkable considering the scale, complexity and difficulty of some of its major components. Project works were implemented near the operating Cape Lambert Port A, operating rail systems, the Cape Lambert power station and high voltage overhead lines. General public access through parts to the work area posed potential risks. Furthermore, a large proportion of the project work was over water in an open port.
Particular consideration to health and safety was applied during the design phase where a structured risk management process was undertaken.
Hazard identification workshops were held at appropriate stages during the design process with input from experienced Rio Tinto operations personnel.
Design details to remove hazards were incorporated such as eliminating the risk of work at height and over water by developing and utilising modularised structures.
Due to component size and schedule requirements, large sections of work were fabricated overseas and the project team implemented strict safety standards common in Australian industry to overseas workshops including training in safe fabrication practices.
Sustainability
Another feature of project execution was a focus on the environmental and economic sustainability.
A ‘sustainability strategy’ was implemented to: protect, maintain and restore natural ecosystems within their sustainable limits; reduce the dependency on non-renewable resources; maximise the efficiency of use, reuse and recycling of raw materials; and maintain economically and socially robust communities and provide for equity within and between generations.
Through this strategy the project could ensure that it set benchmarks in sustainable engineering and development.
An example of an outcome from the strategy involved raising awareness regarding marine fauna. In recognition of the increased potential for interactions with marine turtles, the University of Queensland was engaged to present a workshop on turtle necropsy and injury management. Attendees included Rio Tinto environmental personnel, Karratha veterinary services and representatives from the Pilbara Wildlife Carers association, the Department of Environment and Project environment personnel.
Challenging the status quo was an approach adopted across all elements of the project, not the least of which was safety.
41Introduction
14 February 2014Marine works for Phase A finish

Jacobs – formerly Sinclair Knight Merz – was commissioned as the Engineering, Procurement and Construction Management (EPCM) contractor for the project.
Marine works construction progressing post installation of piles and headstocks.
Execution strategy The path to delivery
9 May 2014Marine works for Phase B finish

Such an exemplary safety result was remarkable considering the scale, complexity and difficulty of some of the project’s major components. Project works were implemented near the operating Cape Lambert Port A, operating rail systems, the Cape Lambert power station and high voltage overhead lines.
43Introduction
15 August 2014First ore Phase B - Inloading circuit #1b (CD7C to ST13)

Such an exemplary safety result was remarkable considering the scale, complexity and difficulty of some of its major components.
Execution strategy The path to delivery

Steve Russell , manager engineering at a site meeting.
Co-operation and consultation
Successful execution was also evident in early and progressive consultation and involvement with external organisations, government and industry bodies as well as the local community.
Throughout the approval, design and construction phases, key stakeholder groups were consulted on the project’s development.
A key relationship was the liaison and co-operation with the Environmental Protection Authority and Department of Fisheries over strict guidelines on preventing the introduction of invasive marine species from the many shipping vessels which were required for the project.
Another key relationship was with the local community and local businesses. To increase the capability of local contractors, the project encouraged new contractors to be established utilising local labour to conduct structural and mechanical construction completion works, repairs and maintenance.
Similarly, local marine and crane contractors were utilised to provide ongoing support to the project and this underpinned the growth of local businesses directly and indirectly involved with the project.
Community forums were also attended regularly advise the community of the project’s status and any aspects where interface with the community was expected, including noise and dust emissions, traffic movements, blasting, dredging and environmental management actions such as marine fauna observations.
Effective cooperation and consultation with relevant authorities and the local community from environmental matters to business opportunities contributed significantly to the success of the project.
Professional development
Successful execution of CLB owed much to the continuity from earlier Rio Tinto projects and teams. This provided opportunities to build and transfer skills, provide professional and career development opportunities and, through the successes of the projects, instill commitment, loyalty and a common purpose within the teams.
Throughout CLB, opportunities were provided to personnel to further develop their skills and careers.
The leadership team made strategic decisions to firstly encourage junior personnel to take more responsibility and accountability both in the Perth office and on site, and secondly to provide them with the support and mentoring required ensuring that they and the project would be successful.
During 2011-12, the mining construction sector faced skills shortages for site-based roles and in reaction to this situation, opportunities were given to less experienced personnel to be brought on as package engineers and supervisors.
“This allowed a renewed sense of enthusiasm to be developed within the site team, as there was a greater range of ages and skill levels,” Stuart said.
“The younger members brought such skills as innovative thinking, new ideas, enthusiasm and a greater application of new technology, and the more experienced members were able to pass on their past experience and knowledge. As a result, many team members that commenced the early study work on the project in 2007 remained part of the project team throughout.
“We successfully managed to mentor and up skill a talented pool of enthusiastic and dynamic professionals to build the projects of today and the future.”
45Introduction
12 February 2014First Ore - Inloading circuit #3a (CD6C)

Malcolm Greenway, general manager Jacobs. Particular consideration to health and safety was applied during the design phase where a structured risk management process was undertaken.
Execution strategy The path to delivery

Car dumper CD5C during commissioning.
47Introduction
(Project complete) 7 July 2015Project Handover complete for Phase B

Implementation
At the peak of the project, the site workforce exceeded 3000 people, and achieved an outstanding safety record with more than 20 million safe working hours at an all Injury Frequency Rate well within project targets and industry norms.

49Implementation

Engineering and design A global effort
Play video

Car dumper CD5C 3D design model.
51Implementation

The engineering and design for CLB was developed during a challenging period in the Western Australian resources sector. Demand for
engineering professionals was high and local availability of qualified people was constrained.
Given this situation and to ensure timely completion of works, Jacobs’ domestic and international workshare offices were utilised to design discrete areas of the plant coordinated from the Perth engineering base. This included the tug harbour pen design in Melbourne, civil design for the car dumper facilities in Brisbane, the conveyor link between Port B and Port A in Adelaide, conveyors and transfer stations in Santiago, Chile, and shop detailing in Manila, Philippines.
“We were very successful in coordinating and managing external resources as required to support the engineering and design effort,” said Anthony Radici.
Given the need for collaboration across many design teams, differing zones, language barriers and different interpretations of the scope of work, it was necessary for the Perth engineering team to set-up and coordinate rigorous design reviews.
“It was very important that a rigid process was followed in communications and document control between the offices,” Anthony said.
“The engineering and design team did an excellent job from the beginning. The team focused on delivering maximum value and real innovations. This was a testament to the outcomes of the personnel across various locations to effectively and successfully interface.”
Engineering manager David Booth, who oversaw engineering and design for Phase B, said the effort in preparing and controlling effective documentation could not be understated:
“The large amount of high-quality documentation developed and produced ‘in-house’ in Perth and overseas was remarkable.
This was a mark of how successful we were in actually invoking standards and styles in drawings and specifications, so that the design intent was clear. The legal and contractual requirement of documents was required to be unambiguous to allow contracts to be run efficiently.”
The sheer size of CLB presented a significant range of challenges for the engineering and design team. Few had worked on a project of this capital magnitude and physical size. In addition to the challenges presented by the quantum and diversity of equipment were the physical challenges around the scale of the construction area, spread over 400 hectares with an overall length of 15 kilometres. It was crucial to understand both the opportunities offered by economies of scale, as well as the potential risks of compound error.
The project scope utilised a diverse range of engineering disciplines, with each delivering significant and complex scopes of work. In most areas of the project, close interaction was necessary between the engineering disciplines to design and deliver each facility - often between the primary office and remote offices - requiring high levels of interface checking.
“Once processes and protocols were established this task occurred seamlessly in the background, a testament to the efforts of the administrative, contracts, IT, drafting and document control personnel,” said Martin Attwill who oversaw engineering and design for Phase A.
In addition to the challenges of coordinating and managing design teams locally and overseas, the project team adopted a balance of local and overseas fabrication and extensive offsite modularisation. This practice was continued from previous projects, but with increased scale, adding an additional level of complexity to the delivery of the design.
Standardisation and rationalisation of equipment and designs were other elements in the project criteria. Through focused efforts and discipline within the engineering process, this goal was met at all practical opportunities. Benefits were reaped during the project via the simplification of manufacture and installation, leaving a positive legacy for the operational phase as well.
A study of the Cape Lambert Port B site, Phase A, showing the potential impacts of a one-in-a-hundred year flood.
Engineering and design A global effort
4 August 2010Site works start

3D design model of Transfer Station TS505.
53Implementation
24 August 2010 3 September 2010Earthworks contract for the 4.3kp quarry development, wharf abutment and tug harbour awarded
Marine works for Phase A awarded

The rail yard was laid out to be intricately positioned between Aboriginal heritage sites and environmental exclusion zones.
Engineering and design A global effort
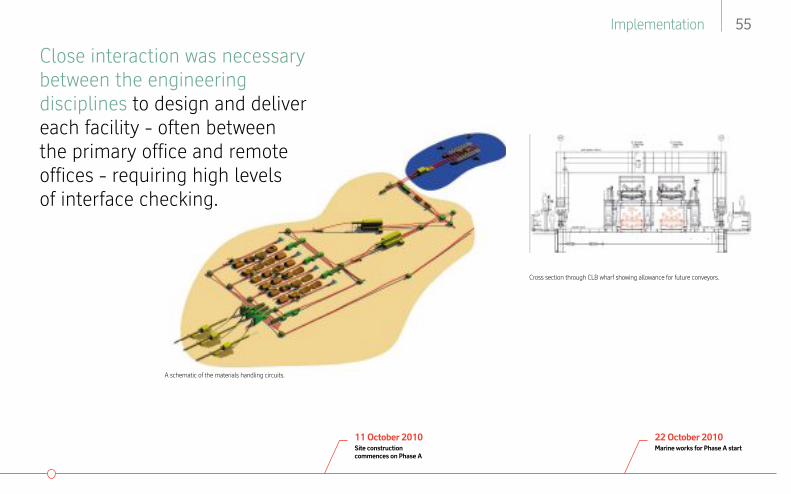
A schematic of the materials handling circuits.
Cross section through CLB wharf showing allowance for future conveyors.
Close interaction was necessary between the engineering disciplines to design and deliver each facility - often between the primary office and remote offices - requiring high levels of interface checking.
55Implementation
11 October 2010 22 October 2010Site construction commences on Phase A
Marine works for Phase A start

There are assumptions in some quarters that engineering just happens in the background. It’s often taken for granted, or viewed as a commodity, but there’s a huge amount of effort, diligence and application of accumulated knowledge that goes into ensuring the outcomes meet the intent.Martin Attwill, engineering manager
Engineering and design A global effort

57Implementation
A 3D design model of the screenhouse and surge bin facility.
23 November 2010Stackers, reclaimers and shiploader contract for Phase A awarded

Conveyor CV503: structural and mechanical 3D design model, including ‘point cloud’ images of existing conveyors (left) and finished product (right).Piled footing design for Conveyor CV503.
Engineering and design A global effort

Engineering manager David Booth, who oversaw engineering and design for Phase B.
Another design consideration was that the construction of Phase B continued while Phase A was operational, resulting in a brownfields interface that necessitated detailed planning and engineering design to provide a seamless integration.
“There are assumptions in some quarters that engineering just happens in the background. It’s often taken for granted, or viewed as a commodity, but there’s a huge amount of effort, diligence and application of accumulated knowledge that goes into ensuring the outcomes meet the intent,” said Martin.
“In a project like CLB safety requirements, reliability expectations and technologies are always evolving and so it’s important to keep abreast of what is changing and the effect those changes have. Containing change on any project is a challenge, especially on a project of this size and duration, with involvement from such a wide range of stakeholders.”
A key factor that contributed to the success of engineering and design, said Stuart Kennedy, was good continuity and collaboration among people who had the appropriate experience and knowledge:
“We leveraged off a vast amount of experience from an engineering group who had delivered not too dissimilar projects for Rio Tinto. This was fantastic to have, but within that team, which was relatively a young engineering team, there was a hunger to do things better. When challenged, the team really started to think differently and deliver very positive outcomes.”
A notable accomplishment was clever approaches in project sequencing.
The project works were designed and executed in a staged manner, which was carefully planned to realise early commencement of export, via completion and commissioning of process lines from the car dumper to the shiploader, rather than fully completing each successive plant area. “This strategy involved the site teams working deeper into a Brown Fields environment which added significant value to the business by bringing forward production,” said Stuart.
The effort in preparing and controlling effective documentation could not be understated.David Booth
59Implementation
December 2010Dredging works for Phase A start
24 December 2010Communications and corporate infrastructure awarded

Contracts and procurement Leveraging relationships, developing industry
Play video

Landfill relocation team, Garlanja, with Jacobs team members, September 2011.
61Implementation

Stacker being transferred to barge prior to unloading onshore.
Contracts and procurement Leveraging relationships, developing industry
13 January 2011Birrabira camp A expansion awarded

Contracts and procurement activities for CLB were vast and wide reaching. An enormous amount of effort and rigour was required
to source, scrutinise and select the right suppliers, manufacturers, fabricators and service providers.
Underpinning contracts and procurement was a strategy developed between Rio Tinto, Jacobs and contractors that leveraged on both market conditions and a blend of local and offshore fabrication.
The GFC had created a competitive market for suppliers and this proved highly advantageous.
The early stages of the project relied on testing the market and developing contractor relationships for the program of CLB works. The latter stages of the project drew upon these relationships to take advantage of established contractors on site that were prepared to continue with the Phase B works.
Stuart Kennedy: “Our decision was to break the project in two phases, to go hard money, competitive tendering on Phase A, which meant going worldwide to invite contractors from both our traditional sources and external to bid in a competitive nature for the first phase.
“Once done successfully we put our contractors to work with the condition that if the contractors performed well on phase A and could show competitiveness on phase B, then they would be rewarded with a contract for Phase B.
“Nearly all of the contractors who worked on Phase A were given Phase B contracts and most of these contractors would say that they treated the project as a whole rather than single phases concluding that overall CLB was successful for them which is what you would like to hear.”
John Holland was awarded the largest single contract for the project for the marine works packages in Phase A and Phase B.
Other main contractors with significant contracts included local engineering contractor Monadelphous for the structural, mechanical and piping packages and civil construction services provider DTMT for the civil works packages. Southern Cross Electrical Engineering (SCEE), based in Naval Base, was awarded contracts for the electrical and instrumentation supply and installation packages. Laing O’Rourke, a multinational construction company based in the United Kingdom, was awarded the structural, mechanical and piping packages, and international dredging and offshore contractor Van Oord was awarded the dredging packages. Global engineering equipment and services provider Sandvik was awarded contracts for the stackers, reclaimers and shiploader.
Collaborative relationships
The CLB contracts and procurement team had the goal of delivering contracting solutions at a competitive price, but also a responsibility to deliver value without exposing the project to undue risks. This was a complex function based on good systems, procedures and processes and most importantly – good relationships.
Delivery of the project ahead of schedule and on budget, said Anthony Radici, owed much to those who managed and drove contracts and procurement.
“There’s a huge amount of coordination, logistics, and work that goes along with managing the vendor to make sure that we get our equipment on time and to the quality and to the scope requirements,” he said. “A clear demonstration of the very good relationships was the small number of claims from contractors.”
A prompt approach to issues management, added Gerry Madigan who oversaw contracts and procurement activities, was a major factor behind this success: “The relationship with site-based contractors was very open. The focus of Jacobs and the contractors was directed towards closing out day-to-day issues promptly and to deal with contentious issues quickly by escalating to a point where agreements could be made.
The Wharf fixed tripper at Civmec, Henderson.
63Implementation
9 February 2011Birrabira camp A expansion construction works start

A reclaimer being off-loaded at Cape Lambert. A shiploader being prepared for shipment in China.
Contracts and procurement Leveraging relationships, developing industry
25 February 2011Camp B earthworks for Phase B start

Car dumper cell transfer from fabrication workshop to ship.
65Implementation
15 March 2011 18 March 2011 19 March 2011Instrumentation and controls work for Phase A start
Landfill relocation contract awarded
Car dumper CD5C and stockyard bulk earthworks awarded

Heavy lift vessel delivering wharf dolphin modules.
Contracts and procurement Leveraging relationships, developing industry

“At the end of the day the contracts and procurement team knew what should and had to be done. However, it wasn’t just the contracts team. It was the whole team that wanted to produce the best result.”
The contracts team comprised several discipline areas plus administrative support aligned to the Rio Tinto contracts team. “This was fundamental to the project’s success,” added Rio Tinto contracts manager Matthew Howes: “Contracts were awarded on time, schedules were achieved and claims were progressively closed out.”
Aboriginal contracting
A commendable contracting strategy for the project was a commitment to maximise the opportunities for local Aboriginal people and businesses to provide measurable and sustainable benefits, and prosperity for the traditional owners of the Pilbara.
More than double the total contract amount initially targeted was awarded directly to local Aboriginal companies, or those in joint ventures, for works that included bulk and detailed earthworks, road works, landfill remediation and relocation, rail formation works, and village maintenance.
The joint venture between civil construction company NRW and the Ngarluma Yindjibarndi Foundation (NYFL) was awarded the largest package to an Aboriginal joint venture for the car dumper and stockyard bulk earthworks packages.
The project also set Aboriginal employment goals for all non-Aboriginal contractors, and the project exceeded the original expectations in this regard. Together this provided employment, training opportunities and business growth in the local community.
A number of new joint ventures were created between large, established contractors and Aboriginal contractors to support this initiative. The purpose of these joint ventures was to provide the Aboriginal contractors with experience in undertaking significant construction contracts. By being part of successful joint ventures, Aboriginal contractors obtained new skills to greatly assist them with future opportunities.
“The intent of the strategy here was not just to provide a financial gain for the contractors, but for them to grow off the experience of being employed with, and working alongside, a main contractor,” Stuart said.
“The joint venture arrangement wasn’t just a commercial agreement either; both parties were to have input and ownership to all aspects of the work. The aim was to make the contractor genuinely capable and competitive to place them in good stead for future work.”
In 2012, Rio Tinto acknowledged one such joint venture ‘Garlanja’, a partnership between Hicks Civil & Mining Pty Ltd and Thiess, with a special supplier recognition award for innovation and contribution to sustainable development.
Garlanja was contracted to relocate approximately 250,000 cubic metres of the existing Cape Lambert landfill to a new landfill on site. Work included excavation, sorting, stockpiling, classification and testing.
Throughout the excavation, Garlanja’s team minimised risks from contaminated materials by undertaking ongoing monitoring and sampling, fitting all machines with a special type of air filter, and modifying work practices daily to ensure a safe workplace.
In consultation with Rio Tinto, Jacobs and the Department of Environment and Conservation, Garlanja applied a chemical immobilisation and stabilisation technology for the treatment of highly contaminated landfill waste.
This innovative and award-winning method was a first in the Pilbara region and enabled the Garlanja team to eliminate hauling more than 20,000 tonnes of contaminated waste over 1,600 km to Perth for disposal. This realised cost savings of more than 15 per cent, increased the sustainability of the entire project, and set a precedent for the future management of contaminated waste in the Pilbara.
The Garlanja JV also provided significant community investment, averaging 30 per cent Indigenous employment throughout the project. This is an example of the kind of success achieved by the project in setting a groundbreaking target for Aboriginal engagement.
Rio Tinto senior project engineer Alex Li and Jacobs contracts manager Gerry Madigan.
67Implementation

Rio Tinto contracts manager Matthew Howes.Apron feeders during fabrication.
Contracts and procurement Leveraging relationships, developing industry
13 May 2011Earthworks for Phase A start
20 May 2011 26 May 2011Phase A rail formation earthworks awarded
Site office complex construction contract awarded

Wharf module inspection prior to shipment.
69Implementation

Site establishment Gaining a foothold
Play video
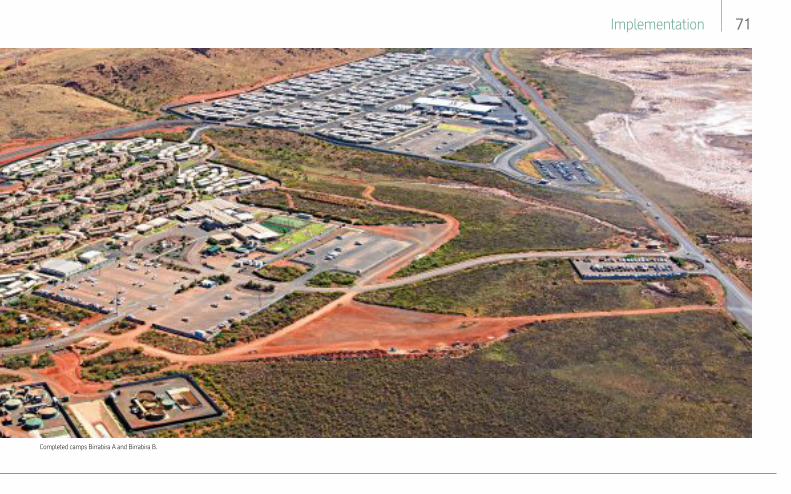
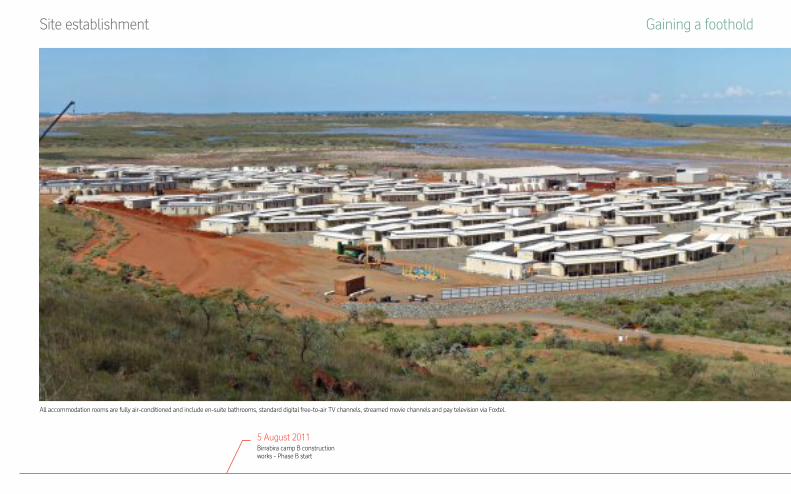
Completed camps Birrabira A and Birrabira B.
71Implementation

Site office complex: shaded external seating area, with EPCM office and Project Integration office behind.
Development of site infrastructure at Cape Lambert was key to gaining a foothold to deliver CLB, therefore, early delivery of the on site facilities
and camps to accommodate the construction workforce was essential.
The frenetic pace of mining development across Western Australia during CLB’s development created acute skill shortages and, as a result, fierce competition in the resources sector to attract and retain personnel. Therefore, many of the features incorporated into the accommodation camps at CLB were designed with the aim of raising the bar in facilities for a modern mining workforce.
At the peak of construction, the project would need to cater for 3500 people on site. Existing accommodation at Cape Lambert and Wickham would have to be supplemented by expansion of the existing camp, and construction of a new camp, with combined facilities to accommodate 2400 people. The new camps were subsequently named Birrabira A and Birrabira B.
Birrabira A was expanded by 416 rooms to just under 1200 rooms. In addition, the central facilities were enhanced with a new fully equipped gymnasium and extended wet mess and beer garden. The dry mess was modified internally, extended and a new bulk storage facility added.
Birrabira B provided new central facilities with all the features of a modern state-of the-art mining camp. Recreational facilities feature heavily including a 25-metre lap pool, volleyball pool, fully equipped gymnasium and multi-sports and indoor cricket area. Other facilities include a combined barbeque and beer garden, Internet café and light vehicle and boat wash-down bay.
All accommodation rooms are fully air-conditioned and include en-suite bathrooms, standard digital free-to-air TV channels, streamed movie channels and pay television via Foxtel. The EPCM office being installed as part of the site office complex.
Site establishment Gaining a foothold
21 June 2011 28 June 2011Bridges over rail at Boat Beach Road awarded
Wharf abutment handed over to the marine contractor
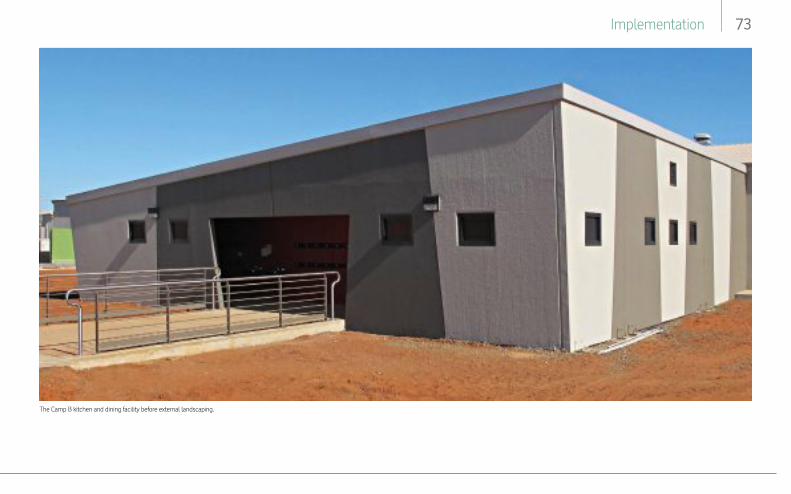
The Camp B kitchen and dining facility before external landscaping.
73Implementation
All accommodation rooms are fully air-conditioned and include en-suite bathrooms, standard digital free-to-air TV channels, streamed movie channels and pay television via Foxtel.
Site establishment Gaining a foothold
5 August 2011Birrabira camp B construction works - Phase B start

Camp B has set the benchmark for future camps by improving social areas and central facilities where people go when they’re not at work to interact, relax and socialise.Chris Ansell, area project manager – infrastructure
75Implementation
30 August 2011Site construction commences on Phase B
24 August 2011Phase A civil works package 1 (CD5C & SH5) awarded

Chris Ansell, who oversaw development of the latter stages of site infrastructure, said the plan for Birrabira B was to create attractive communal areas conducive to social activities. These are particularly evident in the kitchen, dining and crib facilities:
“Camp B has set the benchmark for future camps by improving social areas and central facilities where people go when they’re not at work to interact, relax and socialise. That will feature much more in the design of future camps. Living in attractive and aesthetically pleasing accommodation that is clean and well maintained, where good food is served and where everything is of a high quality and a high standard has a big impact on morale.”
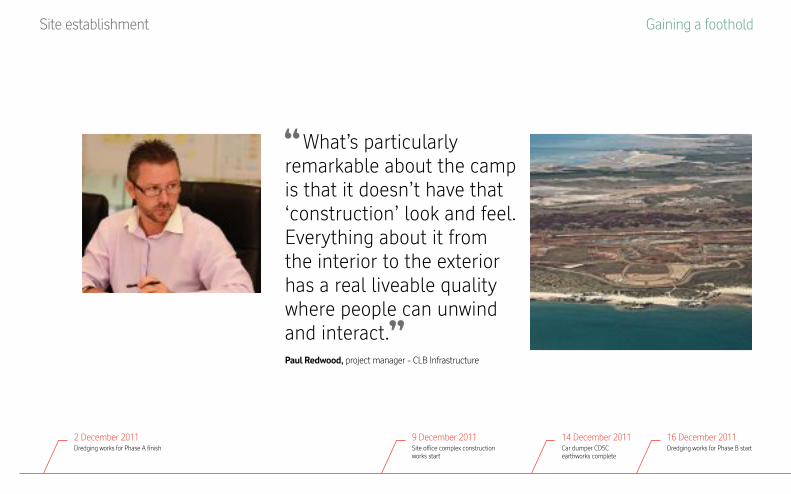
Paul Redwood, project manager for much of the non-process infrastructure work on CLB, said feedback about Birrabira B had been overwhelmingly positive.
“What’s particularly remarkable about the camp is that it doesn’t have that ‘construction’ look and feel. Everything about it from the interior to the exterior has a real liveable quality where people can unwind and interact. It’s a welcoming facility. That’s what we wanted to achieve and we achieved that.”
Achieving that ‘wow factor’ was no accident, added Paul, who emphasised close work with end users to understand and meet their requirements.
“I’m very proud that the camps were delivered within budget and under very challenging deadlines. I’m also very proud at how people on the project worked together to coordinate construction and progressively accommodate the construction and operations workforce. However, it’s particularly pleasing and gratifying to receive the many positive comments about the camps from the people utilising them.”
Site establishment Gaining a foothold
29 September 2011Camp B earthworks for Phase B finish
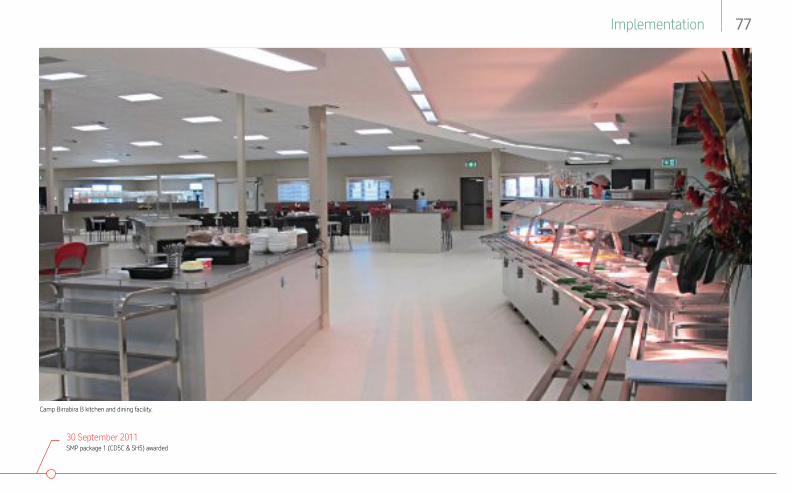
Camp Birrabira B kitchen and dining facility.
77Implementation
30 September 2011SMP package 1 (CD5C & SH5) awarded

Camp B has set the benchmark for future camps by improving social areas and central facilities where people go when they are not at work to interact, relax and socialise.
Site establishment Gaining a foothold
28 October 2011Bridges over rail at Boat Beach Road construction works start
31 October 2011Dredging works for Phase B awarded
20 October 2011 21 October 2011Stackers, reclaimer and shiploader contract for Phase B awarded
Phase A civil works package 1 (CD5C & SH5) start

To deliver accommodation as quickly as possible, the works were progressed to release rooms that could be safely occupied in a phased manner. This required significant effort to oversee construction, inspection and handover activities. Occupation of Camp B was phased with the first 300 rooms utilising the central facilities in Camp A. During construction a further 400 rooms in Camp B were permitted for use providing temporary central facilities were installed in Camp B.
“It was a credit to the team that the design, procurement and installation of temporary central facilities were managed simultaneously with the permanent works,” Chris said.
“The team worked tirelessly to maximise the early release of accommodation for construction personnel. This required significant effort to arrange temporary solutions such as power, cabling for the TV system, and central facilities to be delivered in parallel with the permanent works.”
“To build a facility that looks and feels like home and gives people a sense of belonging was key to the design,” said Stuart Kennedy.
“The dining area is world-class for construction and wouldn’t look out of place as a Qantas lounge. It is top quality with an ambience that of beyond a normal construction environment. The particularly pleasing thing was that we developed a central facility to feel more like a little town than a camp. With some of the food probably matching some of the good restaurants in town!”
To provide office accommodation for the construction workforce on site, the site office complex was delivered including the EPCM office, Projects & Development office, Integration office, Surveyor’s office and a warehouse-office. In addition, a new EPCM warehouse was constructed.
Ancillary facilities comprised a paramedics building and covered ambulance parking bay, fitness for work facility, ablution block, outdoor covered seating area, dedicated car parking area, light vehicle refueling facility and light vehicles wash-down facility. A dedicated security-controlled entrance from the public road network was installed for the sole use of construction personnel and vehicles.
Swimming pools at Camp Birrabira B. Multi-purpose sports court at Camp Birrabira B.
79Implementation
17 November 2011 22 November 2011Phase A ‘as shipped’ sample preparation cell contract awarded
Control system network awarded
What’s particularly remarkable about the camp is that it doesn’t have that ‘construction’ look and feel. Everything about it from the interior to the exterior has a real liveable quality where people can unwind and interact.Paul Redwood, project manager - CLB Infrastructure
Site establishment Gaining a foothold
16 December 2011Dredging works for Phase B start
2 December 2011 9 December 2011Dredging works for Phase A finish Site office complex construction
works start
14 December 2011Car dumper CD5C earthworks complete

Birrabirra B sports and recreational facilities.
81Implementation

Dredging worksAbove and beyond in environmental compliance
Play video

A trailer suction hopper dredger – The Rotterdam – with a capacity of 21,665 cubic metres utilised large on-board pumps to suck material from the seabed through its dragheads. This material was stored on-board the hopper and transported to offshore spoil dumping grounds.
83Implementation

The Rotterdam dredging adjacent to the new wharf.
Dredging works Above and beyond in environmental compliance
12 January 2012SMP package 1 (CD5C & SH5) start

Dredging for CLB was a Herculean task involving the removal of nearly 13 million cubic metres of ocean floor sediment off Cape Lambert
over two years and under some of the most stringent and onerous environmental conditions imposed on a marine project.
In July 2010, Rio Tinto announced the funding approval of US$200 million for dredging works associated with construction of the additional 1.8 km, four-berth jetty and wharf at Cape Lambert.
The works were undertaken over both project phases with dredging on Phase A starting in December 2010 and dredging in Phase B November 2011 with the combined works spanning almost two years.
Dredging was required to create four new berth pockets, a new departure basin leading to the existing departure channel, turning basins for the ore carriers and a tug harbour basin. Some additional dredging was also completed in and around the existing CLA port introducing flexibility when both Cape Lambert wharfs were operating.
Minimising the impact on the marine environment and the local community was always a paramount consideration in the development of the port. The Feasibility Study considered a number of dredge management options to best manage potential impacts on coral health and water quality including dredge relocation, reconfiguration of dredge plant and stopping dredging. Satellite imagery was also used in the Study to delineate between dredging and natural turbidity elevations on local and regional scales. This was the first study of its kind based on existing literature.
The Study was selected as a finalist in the 2013 Golden Gecko Awards for environmental excellence in acknowledgement of the Group’s commitment to go beyond regulatory requirements to establish leading practice in environmental management. Run by the Western Australia Department of Mines and Petroleum, the Awards acknowledge outstanding contributions to the responsible development of the State’s resources.
As a result of the study, and through working with environmental authorities, strict monitoring requirements were implemented during the dredging activity. Monitoring stations were deployed at 16 sensitive sites within proximity of the dredging works. Divers frequently collected water from these sites for analysis to ensure water quality levels were within the acceptable limits and took photos of coral to monitor the impact of silt plumes from dredging.
An independent group comprising representatives from the project team, University of Western Australia technical specialists and external marine science experts was established to support the dredging program. The Group met monthly to review and discuss dredging progress, water quality and coral health monitoring data and this culminated in an innovative study of dredging scenarios.
Three types of dredging equipment were mobilised.
A trailer suction hopper dredge – The Rotterdam – with a capacity of 21,665 cubic metres utilised large on-board pumps to suck material from the seabed through its dragheads. This material was stored on-board the hopper and transported to offshore spoil dumping grounds.
Cutter suction dredge The Castor in action.
85Implementation
6 February 2012 10 February 2012 15 February 2012SMP package 2 (Stockyard BOP) awarded
Car dumper CD6C/CD7C earthworks awarded
Tug harbour earthworks completed
30 January 2012Phase A civil works package 2 (Stockyard BOP) awarded

Monitoring stations were deployed at 16 sensitive sites within proximity of the dredging works. Divers frequently collected water from these sites for analysis to ensure water quality levels were within the acceptable limits and took photos of coral to monitor the impact of silt plumes from dredging.
Dredging works Above and beyond in environmental compliance
24 February 2012 27 February 2012 2 March 2012Car dumper CD6C/CD7C earthworks start
High level supervisory system awarded
Birrabira camp A expansion construction works finish

87Implementation
27 March 2012Phase A civil works package 2 (Stockyard BOP) start
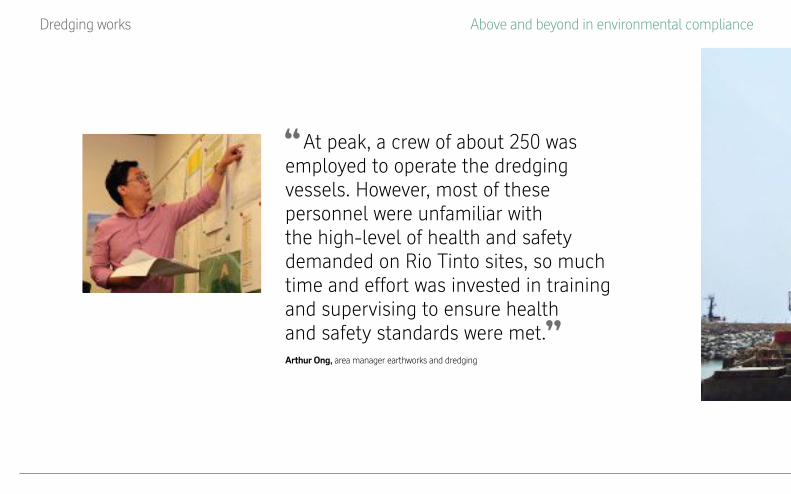
At peak, a crew of about 250 was employed to operate the dredging vessels. However, most of these personnel were unfamiliar with the high-level of health and safety demanded on Rio Tinto sites, so much time and effort was invested in training and supervising to ensure health and safety standards were met.Arthur Ong, area manager earthworks and dredging
Dredging works Above and beyond in environmental compliance
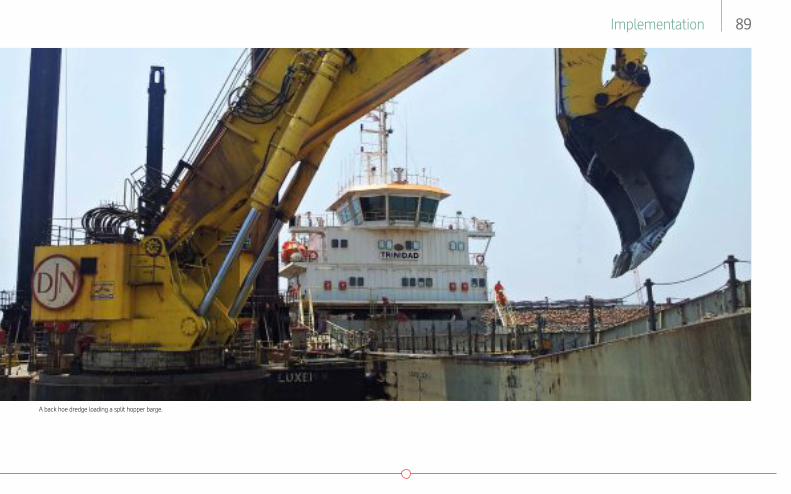
A back hoe dredge loading a split hopper barge.
89Implementation
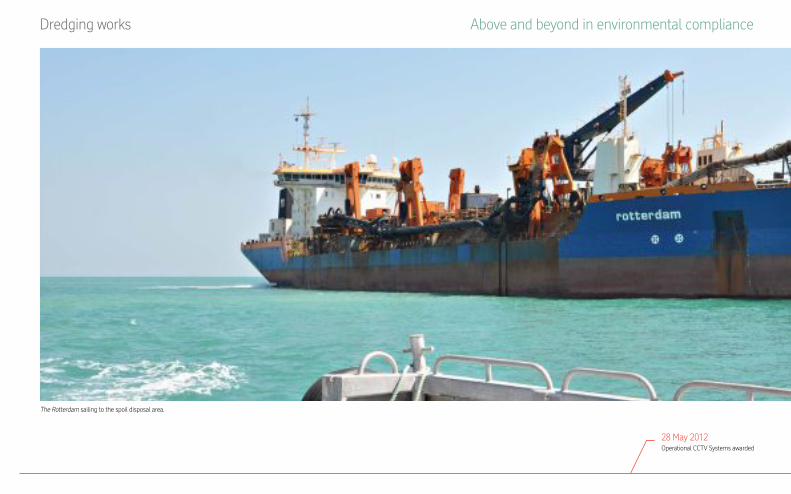
The Rotterdam sailing to the spoil disposal area.
Dredging works Above and beyond in environmental compliance
28 May 2012Operational CCTV Systems awarded

A backhoe dredge working in the tug harbour.
A cutter suction dredge – The Castor – was used to excavate hard areas of the seabed utilising large rotating cutter heads designed to grind rock layers. The Rotterdam later removed this material.
A backhoe dredge was purpose-built and incorporated a large excavator into a floating pontoon designed to work close to shore. This machine dredged the seabed material that was then loaded onto split hopper barges and transported to offshore dumping grounds.
As the majority of the dredging fleet originated from overseas, timely mobilisation was critical to the success of the works. Mobilisation required these large vessels to undergo stringent quarantine inspections before entering Australian waters including dry-docking so the hulls could be inspected and cleaned.
Tantamount to efforts in environmental management in the dredging program was the focus on safety. Operation of the large dredging vessels close to the marine works required careful planning and coordination.
“At peak, a crew of about 250 – mostly from overseas – was employed to operate the dredging vessels,” said Arthur Ong who oversaw dredging works. “However, most of these personnel where unfamiliar with the high-level of health and safety demanded on Rio Tinto sites, so much time and effort was invested in training and supervising to ensure health and safety standards were met.”
“Something that people don’t realise when dredging is happening this close to shore is the size of the dredging vessels,” added Stuart Kennedy. “Safe operation of these vessels so close to the marine works took an incredible effort in planning, co-ordination and execution by the designers of the marine works and the dredging contractors.”
91Implementation
12 June 2012Marine works for Phase B awarded

Marine works and tug harbour Safer, more efficient construction earns high praise
Play video

Aerial view of the marine works showing the major construction plant and equipment including a jack up barge and the jetty traveller constructing the access jetty (right), with jack-up barge and three travelling gantry rigs constructing the wharf (left).
93Implementation

Delivery of the first offshore transfer station module, following fabrication works in Perth.
Marine works and tug harbour Safer, more efficient construction earns high praise
20 June 2012 6 July 2012Full project funding approval for Phase B
Dredging works for Phase B finish

Applauded by industry peers for engineering and project excellence, the marine works for CLB set a new benchmark in wharf engineering
and construction.
New standards in engineering, design and construction practices earned the marine works the prestigious Australian Construction Achievement Award for 2014 bestowed by the Australian Constructors Association and Engineers Australia.
The scope of the marine facility comprised a 1.8 kilometre long access jetty and a double-sided iron ore loading wharf with four shipping berths and two shiploaders. Construction of the main wharf facility started in early November 2010 and took just over three years to complete with work finishing on 25 April ‘Anzac Day’ 2014.
Fundamental to the construction methodology was the use of modular assembly that reduced the site installation hours and the safety risk associated with working with heights and cranes when building structures piece by piece.
Wharf topside modules weighing up to 1140 tonnes each were designed, preassembled and successfully installed making them the largest wharf modules of their kind.
The project required the execution of complicated shipping and offloading logistics to successfully meet deadlines. Significant challenges were faced and overcome due to the remote location, the intricate nature of marine works over open water and the volatile weather, with the project located in one of Australia’s most active cyclone zones.
A notable outcome in project delivery was the ability to offload significantly large sized construction cargos into the operating port area without a large capital outlay.
An original and cleverly designed barge offloading facility constructed at low cost enabled large pre-assembled modules of machines and structural components
to be safely and quickly brought ashore from heavy lift vessels. The offloading facility incorporated the future breakwater for the new tug harbour as part of the design. The offloading facility eliminated any production impact on the existing port, allowed offloading in most weather conditions, and opened the door to large prefabricated construction assemblies.
Another clever approach in construction of the access jetty utilised what became known as ‘the traveller’, a cantilevered, self-launching truss system, 70 meters long, 6 meters wide and weighting 400 tonnes, that ‘travelled’ out over piles as they were installed and enabled jetty construction from a fixed platform, rather than floating plant. This allowed rapid construction and eliminated exposure to over water risks.
The cantilevered ‘traveller’, complete with a 400 tonne crawler crane, enabled progression with the jetty work front by launching and driving jetty piles. The benefit of the ‘canti-traveller’ is it progresses with construction and establishes a roadway linking it to the shore, thus eliminating the need for access and deliveries by marine vessels and eliminating delays due to poor sea conditions and weather.
Stuart Kennedy: “This system meant that machines and structural components could be moved in sea state conditions that otherwise would not be possible if we were relying on jack up rigs. On previous projects, our schedule had been impacted by not being able to move jack-up rigs around an open harbour due to adverse sea state conditions. This methodology, in addition to modular design and clever use of other traveling construction rigs made the marine contract a great success.
Anthony Radici said the construction methodology employed by the contractor in concert with the facility’s designers was the standout of the marine works.
“It will become the industry standard or expectation for similar projects,” he said. “The manner in which installation contractors and the EPCM collaborated
on logistics with the topside modules, the fabrication inspection of modules overseas, the piling works, the geotechnical work, temporary works, and modifications to the design all dovetailed quite well. It’s a testament to the marine team that they brought all that together on time and under budget.”
Ingenuity
An ingenious feature of the marine works and the overall project was the ‘flexible’ wharf design.
The dual-sided wharf arrangement includes two shiploaders fed from conveyors located side by side. This arrangement is capable of loading a combined total of 113 Mt/a in a four shipping berth configuration.
A ‘flexible’ wharf design allowed for future conveyor and shiploader expansions to be carried out at low capital cost. This design is also coupled with deck modules and wharf pile bent spacing 30 per cent longer than previous industry norms. This allowed for faster construction time and the ability to support a larger, higher capacity shiploader.
The wharf facility was considered the key to port capacity increases and expandability was considered early in the design stages. The final design allowed for future expansion to a four shiploader, eight-berth configuration capable of outloading in excess of 200 Mt/a of iron ore, without requiring additional jetty and wharf widening or strengthening.
Other innovations around the marine works included off-shore cranes fitted with purpose-built portable bunds to catch leaks and spills. Dedicated and permanently bunded transport cages were used for the transport of used oil over water. Purpose-manufactured portable tarp bunds were installed around marine grouting to capture and collect wastes that could be sucked up, pumped into lined bins, brought on-shore and disposed to licensed facilities.
95Implementation
12 July 2012Condition monitoring systems awarded
The manner in which installation contractors and the EPCM collaborated on logistics with the topside modules, the fabrication inspection of modules overseas, the piling works, the geotechnical work, temporary works, and modifications to the design all dovetailed quite well. It’s a testament to the marine team that they brought all that together on time and under budget.Anthony Radici, EPCM project manager
Marine works and tug harbour Safer, more efficient construction earns high praise
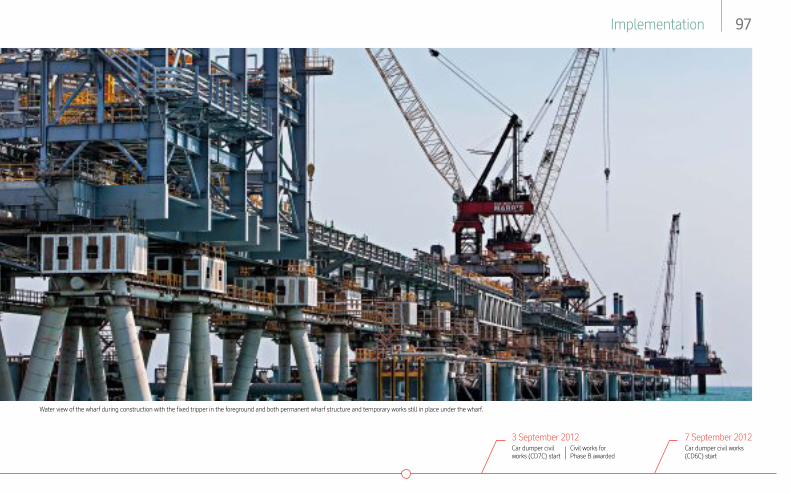
Water view of the wharf during construction with the fixed tripper in the foreground and both permanent wharf structure and temporary works still in place under the wharf.
97Implementation
3 September 2012Car dumper civil works (CD7C) start
Civil works for Phase B awarded
7 September 2012Car dumper civil works (CD6C) start

Construction of the 1km long access jetty.

99Implementation

Fundamental to the construction methodology was the use of modular assembly that reduced the site installation hours and the safety risk associated with working with heights and cranes when building structures piece by piece.
Marine works and tug harbour Safer, more efficient construction earns high praise
14 September 201212 September 2012Stackers ST11 and ST12 delivered
Stockyard earthworks for Phase B awarded
21 September 2012Marine works for Phase B start
Electrical and instrumentation supply and installation contract awarded for Phase A

Vessels moored at the tug harbour.
A small but significant facet of the works was an innovative solution to noise generated by pile driving during construction of the access jetty and wharf.
To ensure that the project operated below the noise thresholds at all times an innovative real-time monitoring device was developed and installed at Point Samson. This allowed the project to continue pile driving on Sundays and public holidays, confident that piling could be halted before permitted noise thresholds were exceeded at sensitive receptors. This new development was well received by the community and resulted in neither breaches of statutory noise levels nor reduced stand down time of piling equipment.
Delivery of the first topside wharf modules via Heavy Lift Vessel - BigLift’s Happy Buccaneer.
101Implementation
3 October 2012 12 October 20125 October 2012 8 October 2012Car dumper CD5C cell delivered SMP package 2
(Stockyard BOP) startPhase A Stackers, reclaimers and shiploader construction works start
Phase A civil works package 1 (CD5C & SH5) finish
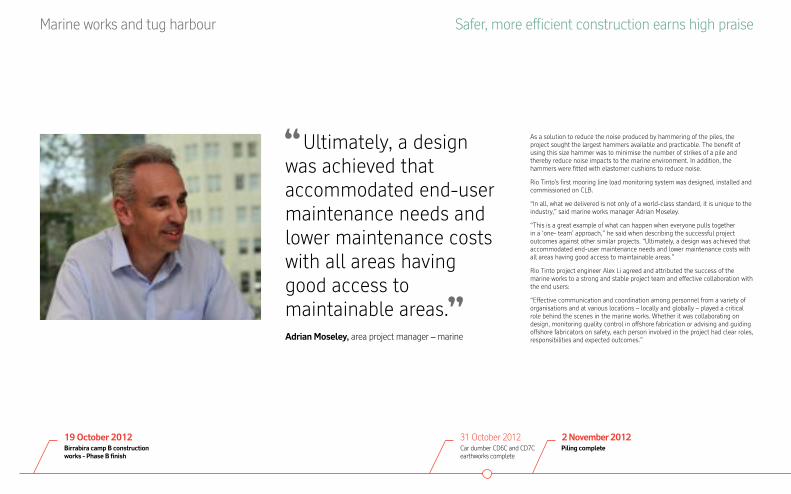
As a solution to reduce the noise produced by hammering of the piles, the project sought the largest hammers available and practicable. The benefit of using this size hammer was to minimise the number of strikes of a pile and thereby reduce noise impacts to the marine environment. In addition, the hammers were fitted with elastomer cushions to reduce noise.
Rio Tinto’s first mooring line load monitoring system was designed, installed and commissioned on CLB.
“In all, what we delivered is not only of a world-class standard, it is unique to the industry,” said marine works manager Adrian Moseley.
“This is a great example of what can happen when everyone pulls together in a ‘one- team’ approach,” he said when describing the successful project outcomes against other similar projects. “Ultimately, a design was achieved that accommodated end-user maintenance needs and lower maintenance costs with all areas having good access to maintainable areas.”
Rio Tinto project engineer Alex Li agreed and attributed the success of the marine works to a strong and stable project team and effective collaboration with the end users:
“Effective communication and coordination among personnel from a variety of organisations and at various locations – locally and globally – played a critical role behind the scenes in the marine works. Whether it was collaborating on design, monitoring quality control in offshore fabrication or advising and guiding offshore fabricators on safety, each person involved in the project had clear roles, responsibilities and expected outcomes.”
Ultimately, a design was achieved that accommodated end-user maintenance needs and lower maintenance costs with all areas having good access to maintainable areas.Adrian Moseley, area project manager – marine
Marine works and tug harbour Safer, more efficient construction earns high praise
2 November 2012Piling complete
19 October 2012Birrabira camp B construction works - Phase B finish
31 October 2012Car dumber CD6C and CD7C earthworks complete

Aerial view of completed tug harbour facility on right, with the original Port A tug harbour to the left.
103Implementation
22 November 2012Wharf topsides complete
23 November 2012Site office complex construction works finish
24 November 2012Phase A rail formation earthworks completed excluding CD5C Tail Track earthworks
15 November 2012Car dumper civil works (BOP) start
Electrical works for Phase A start

Earthworks Breaking new ground in resourcefulness
Play video

Yigara Bridges and rail formation at the southern end of site.
105Implementation

Aerial view of site, June 2014.
Earthworks Breaking new ground in resourcefulness
7 December 2012 19 December 2012Rail formation earthworks for Phase B start Phase B rail formation
earthworks awarded

Construction of rail track alongside the existing Cape Lambert Port A rail facilities.Part of the completed rail formation into the new Cape Lambert Port area.
The earthworks for CLB was a large, complex element of the project with nearly six million cubic metres of rock drilled and blasted and three
million tonnes of capping material produced via crushing and screening.
The bulk of the earthworks construction was completed in under three-and-a- half years from August 2010 to December 2013 and included bulk earthworks for the camp extensions, jetty abutment and tug harbour, car dumper excavations, stockyard, rail formation and a road realignment. Work also included landfill relocation, access roads and plant roadworks and drainage.
Significant achievements here related to the extraction of materials on site for the earthworks, and balancing the ‘cut and fill’ of those materials to optimise supply and thereby minimise costs, save time and reduce waste.
Armour rock, ballast and capping material were essential to most of the work, but importing these materials would be expensive. The solution was to source these materials on site from drill and blast activities and also by creating a quarry. These activities required careful planning to achieve the correct material balances.
The amount of drill and blast activity for the earthworks was extensive. Just under a million cubic metres of material was drilled and blasted to produce rock armour, core material and capping material. The car dumpers involved the drilling and blasting of more than 1.2 million cubic metres of rock, the stockyard nearly 2.5 million cubic metres, and the rail formation earthworks nearly 1.5 million cubic metres.
“Not only was the drill and blast work completed at the required production rate and timeframe, there were no blast incidents which from our point of view was a well mitigated risk,” said Anthony Radici. “This was a standout achievement and a testament to the work of the teams involved.”
“Two of the biggest earthworks contractors in WA worked competitively side-by-side under contracts with set budgets and time,” said Stuart Kennedy. “Both understood that the other may win some of their potential works if they didn’t perform. At the end of the day though, both contractors worked extremely well together and successfully rolled into the second phase.”
107Implementation

Commencement of Car Dumper CD5 excavation. Car Dumper CD5C excavation, October 2011. Car dumper CD5 excavation.
Earthworks Breaking new ground in resourcefulness
18 January 2013Bridges over rail at Boat Beach Road construction works finish
15 January 2013Reclaimers RC11 and RC12 delivered

Jacobs site engineers Lesley Williams and Stephanie Thompson at car dumper CD5C Excavation, August 2011.
109Implementation

Civil works A solid foundation set in concrete
Play video

Car dumper CD6C and CD7C early civil works.
111Implementation
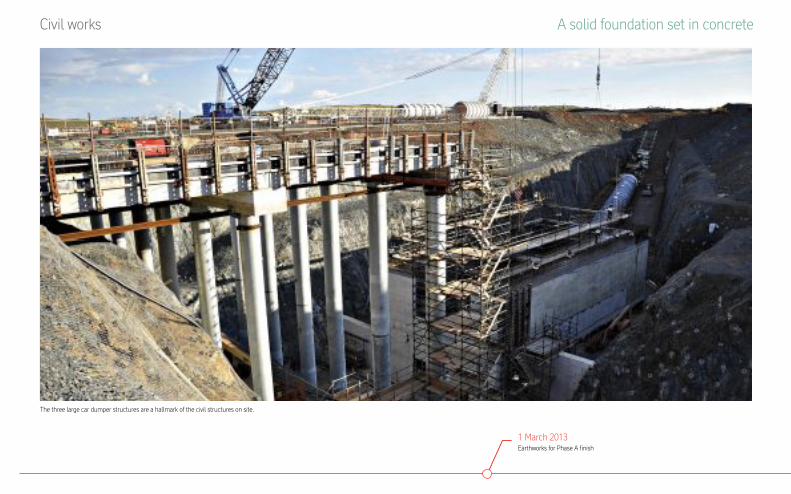
The three large car dumper structures are a hallmark of the civil structures on site.
Civil works A solid foundation set in concrete
1 March 2013Earthworks for Phase A finish

Car dumpers CD5C (top right) and CD6C/CD7C February 2013.
The civil works for CLB spanned three years and included two rail bridges, three car dumper structures along with foundations for two
screen houses and a variety of bulk materials handling equipment and associated infrastructure.
An impressive feat here was the sheer quantity of concrete produced on site within the given timeframe. Approximately 130,000 cubic metres of concrete were placed.
The largest continuous concrete pour was in each of the screenhouse foundations comprising more than 1200 cubic metres of concrete placed within 10 hours.
To ensure that the supply of concrete met the requirements in quantity, efficiency, availability and quality a dedicated on-site temporary batch plant was installed. The plant was capable of producing up to 140 cubic metres of concrete per hour.
“Concrete can be produced in the Pilbara in hot weather conditions, but the ability to produce and install the amount that we did over the timeframe with no quality issues whatsoever within our site was an enormous feat,” said Anthony Radici. “The contractors and subcontractors involved did an excellent job here.”
The three large car dumper structures are a hallmark of the civil structures on site. These hybrid multi-level structures comprise more than 28,000 cubic metres of heavily reinforced concrete. Each has four levels: a basement, an apron feeder level, a trunnion level and an approach bridge at the entry. The load out conveyor from each car dumper was constructed inside a buried steel cylindrical tunnel 230 metres long.
“Anybody who visits the site will definitely see the car dumpers as being the most impressive civil structures,” said Stuart Kennedy. “A massive amount of concrete was poured into these facilities with quality matching commercial, let alone industrial standards.”
113Implementation
7 March 2013Shiploader SL11 delivered

Other notable civil works features are two pre-stressed concrete bridges spanning nearly 60 metres each and constructed over new and existing rail lines. The bridges provide safe access to the new port and local beaches. The bridge beams were manufactured in Perth and transported to site. The local Aboriginal community named the bridges Yigara and provided local artwork as decoration.
Mark Easton, who oversaw earthworks and civil works for CLB, said designing and coordinating such high levels of civil work and concreting activity was not without its challenges.
“The first major challenge was obtaining design information from vendors of specialised equipment and the other disciplines such as mechanical, piping and electrical in a timely manner,” he said.
“Much effort was required to ensure that sufficient design information was available to allow the structural concrete drawings to be progressed to meet the overall project schedule. To meet the overall project schedule, designs for the civil work had to be progressed and finalised much earlier than the design of some of the other disciplines.”
A subsequent challenge, said Mark, was ensuring that each facility was handed over to the follow on Structural, Mechanical and Piping (SMP) and electrical contractors to suit their needs and the overall project schedule.
“Despite the challenges, the handover of the civil works to the follow on SMP and electrical contractors exceeded or met their requirements which in turn allowed the project to be successfully completed ahead of schedule,” Mark said.
Civil works for stockyard conveyors.
Civil works A solid foundation set in concrete

Each of the car dumper structures has four levels: a basement, an apron feeder level, a trunnion level and an approach bridge at rail level.
115Implementation
7 May 2013CD5 tail track earthworks completed
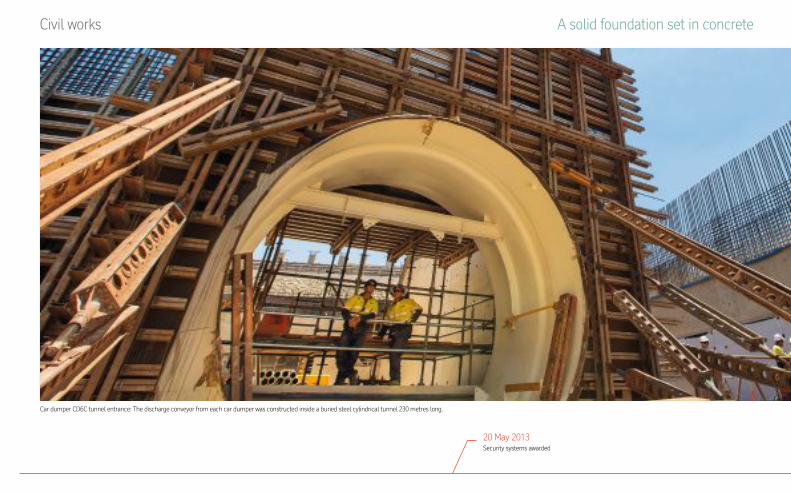
Car dumper CD6C tunnel entrance: The discharge conveyor from each car dumper was constructed inside a buried steel cylindrical tunnel 230 metres long.
Civil works A solid foundation set in concrete
20 May 2013Security systems awarded

Despite the challenges, the handover of the civil works to the follow on SMP and electrical contractors exceeded or met their requirements which in turn allowed the project to be successfully completed ahead of schedule.Mark Easton, area project manager – earthworks and civil
117Implementation
2 June 2013 4 June 2013 9 June 2013First electrical construction hand over in car dumper CD5C
Control system network awarded Substation CB33SS energised

The car dumper design for CLB incorporates a deep excavation – seven stories high – with a drive-in maintenance ramp to the basement, combined with a buried conveyor tunnel. The Yigara bridges over rail, February 2013.
Civil works A solid foundation set in concrete

An impressive feat of the civil works was the sheer quantity of concrete produced on site within the given timeframe. Approximately 130,000 cubic metres of concrete were placed.
119Implementation
12 July 2013 23 July 2013 31 July 2013Phase A civil works package 2 (Stockyard BOP) finish
First electrical construction hand over in screenhouse SH5
Stackers, reclaimer and shiploader construction for Phase B start
20 July 2013First ore - Inloading circuit #1(CD5 to ST11)
Electrical construction hand over of shiploader SL11

Structural, mechanical and piping worksA modular approach
Play video
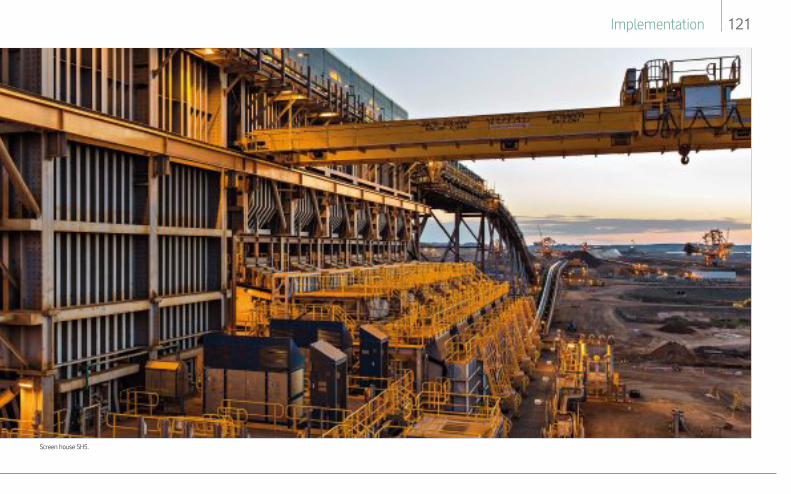
Screen house SH5.
121Implementation

Achieving the right balance of local and overseas fabrication and extensive offsite modularisation all played an important role in
delivering quality assets and equipment for CLB on time and within budget.
Adopting a modularisation strategy was highly advantageous in reducing site labour and, therefore, creating a safer working environment. This was particularly beneficial when beds in the construction camp were stretched to capacity.
Through the project’s modularisation of structures such as the wharf topside modules, dolphins, conveyor transfer stations, screenhouse bins, and large balanced machine assemblies, working at height and over water was minimised.
Jacobs worked closely with fabricators, contractors and heavy lift shipping providers to allow a diverse range of fabricators and construction contractors to modularise components and deliver them to site.
Although there were several significant components earmarked for local manufacture, given the scale of the project the high-level philosophy for supply of the major steelwork for the project was to utilise low-cost fabricators – mainly in China and Thailand – and to modularise the steelwork, as far as practicable. This differed from the traditional ‘stick build’ methodology where individual steel elements are supplied to the worksite and assembled from the ground up.
Early SMP contractor involvement was a key part of the modularisation design to ensure the constructability of the modularised design, and a consultative team-based approach was necessary to achieve the desired result.
Recently implemented major iron ore port projects followed a similar modularised philosophy with mixed success with respect to steelwork quality, surface treatment, and schedule adherence. With these lessons, particular emphasis with CLB was placed on inspecting and expediting overseas-supplied steelwork to the extent that a Jacobs ‘in country’ office was utilised to provide the support necessary to achieve the goal.
“We faced some early challenges in this area, however, the overall result was favourable and in most cases the quality of the steelwork supplied was comparable to that of local fabricators,” said David Sebo who oversaw structural, mechanical and piping works.
“We looked very closely at the make up of the SMP contractors and what effectively came out of that process was dividing the work based on which contractors would be appropriate to deliver the best quality product, and importantly, at the right time in the project schedule,” added Anthony Radici.
“Unlike oil and gas projects, bulk materials handling equipment in a project such as CLB doesn’t normally lend itself to modularisation,” said Stuart Kennedy. “The equipment is often too big, however, we encouraged designers and constructors to maximise the amount of modules they brought to site. This use of modularisation was fantastic in several regards. It saved time. It meant work was done in workshops in a safer environment, and it meant that we had surety on our works.”
Car dumper facilities
A standout feature of the project is a unique design for the three rail car dumper facilities – the largest civil structures on site.
The rail car dumpers receive incoming loaded iron ore railway wagons which pass through a central barrel shaped cell two at a time. Once located and positioned inside the cell structure, special hinged gravity clamps lock the wagons in position. Simultaneously, the car dumper, which sits on rotators, rotates on the two-geared racked supporting rings.
David Sebo of Jacobs who oversaw structural, mechanical and piping works: despite some early challenges with imported steelwork, the overall result was favourable and in most cases the quality of the steelwork supplied was comparable to that of local fabricators.
Structural, mechanical and piping works A modular approach
16 August 2013Rail formation earthworks for Phase B finish

Stockyard looking south: Early SMP contractor involvement was a key part of the modularisation design to ensure the constructability of the modularised design, and a consultative team-based approach was necessary to achieve the desired result.
Stackers and reclaimers on site, February 2013.
123Implementation
22 August 2013 23 August 2013 29 August 201324 August 2013SMP package 2 (Stockyard & BOP) construction works for Phase B awarded
First ore - Inloading circuit #2 (CD5 to ST12)
SMP package 1 (CD6C/CD7C & SH6) construction works for Phase B awarded
First ore - Outloading circuit #1 (Fines)

Connection of the RC11 Boom.
Structural, mechanical and piping works A modular approach
17 September 2013 25 September 2013First ore - Outloading circuit #3 (Lump) First ore - Outloading circuit #2
(Fines - RC12 via car dumper CD5C)
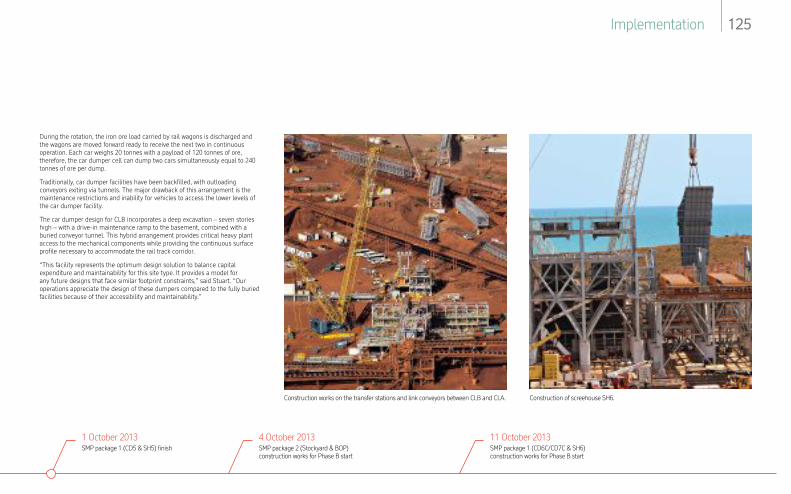
During the rotation, the iron ore load carried by rail wagons is discharged and the wagons are moved forward ready to receive the next two in continuous operation. Each car weighs 20 tonnes with a payload of 120 tonnes of ore, therefore, the car dumper cell can dump two cars simultaneously equal to 240 tonnes of ore per dump.
Traditionally, car dumper facilities have been backfilled, with outloading conveyors exiting via tunnels. The major drawback of this arrangement is the maintenance restrictions and inability for vehicles to access the lower levels of the car dumper facility.
The car dumper design for CLB incorporates a deep excavation – seven stories high – with a drive-in maintenance ramp to the basement, combined with a buried conveyor tunnel. This hybrid arrangement provides critical heavy plant access to the mechanical components while providing the continuous surface profile necessary to accommodate the rail track corridor.
“This facility represents the optimum design solution to balance capital expenditure and maintainability for this site type. It provides a model for any future designs that face similar footprint constraints,” said Stuart. “Our operations appreciate the design of these dumpers compared to the fully buried facilities because of their accessibility and maintainability.”
Construction works on the transfer stations and link conveyors between CLB and CLA. Construction of screehouse SH6.
125Implementation
1 October 2013 4 October 2013 11 October 2013SMP package 1 (CD5 & SH5) finish SMP package 2 (Stockyard & BOP)
construction works for Phase B startSMP package 1 (CD6C/CD7C & SH6) construction works for Phase B start

Car dumper cell lift. The construction methodology for the project differed from the traditional ‘stick build’ methodology where individual steel elements were supplied to the worksite and assembled from the ground up.
Structural, mechanical and piping works A modular approach
17 October 2013 5 November 2013Stackers ST13 and ST14 delivered Car dumpers CD6C and
CD7C delivered

Installation of the screen bin: although there were several significant components earmarked for local manufacture, given the scale of the project the high-level philosophy for supply of the major steelwork for the project was to utilise low-cost fabricators and to modularise the steelwork, as far as practicable.
127Implementation
5 November 2013 11 November 2013 16 November 2013 22 November 2013Jetty complete Reclaimer RC13 delivered Electrical works for Phase A finish

Electrical worksBest practice lights the way
Play video

Aerial stringing of the 33kV overhead conductors across the rail line to the termination poles within the 33kV switchyard. Traditional stringing techniques had the potential to delay and disrupt production, so helicopters were employed to string the lines.
129Implementation

Electrical works Best practice lights the way
6 December 2013 13 December 2013 16 December 2013SMP package 2 (Stockyard BOP) finish Instrumentation and controls work
for Phase A finishStockyard earthworks f or Phase B complete

The scope of electrical works for CLB included installation of more than 850,000 metres of electrical cable – equivalent to driving from
Karratha to Port Hedland almost three times – connected to a vast array of power and instrumentation systems from substations to transformers and electrical switch gear.
Construction of the 33-kilovolt overhead line to Cape Lambert comprising poles 28 metres high and over two metres in diameter at the base was a significant engineering achievement.
Installing such a huge volume of electrical assets required an enormous effort in establishing standards and specifications, as well as in procuring the equipment and in the subsequent testing and inspection.
“Rewriting electrical standard specifications and redesigning drawings took well over a year to complete, but this process ensured that lessons from other projects were incorporated to the benefit of CLB,” said Darren Milne who oversaw electrical works. “As a result, electrical rework on site was minimal which enabled the electrical construction team to finish fast and meet the overall project schedule.
“Clear quality and performance benchmarks were set by writing and agreeing to an electrical design criteria. Our philosophy was ‘get it right’ rather than ‘get it out’. Some drawings, specifications and reports went through multiple revisions to ensure the quality and accuracy of the document.”
Best practice in the electrical works was adopted in many emerging technologies at the early stages of the project when standards were being established.
A notable example was the adoption of technologies to mitigate arc flash, a type of electrical explosion, and arc faults, where there is a high power discharge of electricity between two or more conductors – both potentially lethal hazards.
A remote isolation system allows operators to carry out a high-voltage isolation for a piece of equipment, such as a conveyor, remotely from the field. This saves time and costs during activities such as removing metal impurities or ‘tramp metal’ from a conveyor belt.
Another key emerging technology adopted at the early stages of the project when standards were being established was LED lighting. LED lights are highly energy efficient using substantially less energy than halogen or incandescent lighting. They also have a much longer lifespan than other types of lighting.
LED lights were also part of solution to minimise light on turtle nesting beaches. Amber ‘turtle friendly’ LEDs were placed on the jetty, wharf and tug harbour in conjunction with other environmentally-friendly lights used throughout the rest of the port. Lighting is turned off in unmanned areas at night, but may be restored via local control stations.
Innovation in the electrical works was also evident in stringing of overhead lines over the main port entrance road and an operational rail line. Traditional techniques had the potential to delay and disrupt production, so helicopters were employed to string the lines. “While it wasn’t new to the industry, the ‘heli-string’ solution was very new to a live iron ore facility,” said Darren. “This work was completed successfully without disrupting the normal operations of the Port.”
“The contribution to the project of those involved in the electrical works cannot be understated,” said Stuart Kennedy. “Many of the electrical standards here have since been cloned across Rio Tinto operations with only minor amendments. Most pleasingly, the electrical construction works were completed with an excellent safety record.”
131Implementation
17 December 2013 20 December 2013Shiploader SL12 delivered Care Custody and Control
for Phase A handed over

Best practice in the electrical works was adopted in many emerging technologies at the early stages of the project when standards were being established.
A new standard was established for energy efficient LED lighting throughout Cape Lambert Port B.
Electrical works Best practice lights the way
9 January 2014Electrical and instrumentation supply and installation for Phase B awarded

CD5C positioner festoon system pre-assembled ready for installation. Installing such a huge volume of electrical assets required an enormous effort in establishing standards and specifications, as well as in procuring the equipment and in the subsequent testing and inspection.
133Implementation
3 February 2014 12 February 2014Operational CCTV systems awarded Car dumper civil works (CD6C) finish
14 February 2014Marine works for Phase A finish
Electrical and instrumentation supply and installation for Phase B start

Car dumper CD5C positioner motors during factory acceptance testing.
Rewriting electrical standard specifications and redesigning drawings took well over a year to complete, but this process ensured that lessons from other projects were incorporated to the benefit of CLB.Darren Milne, area project manager – electrical
Electrical works Best practice lights the way
17 February 2014 19 February 2014 28 February 2014SMP package 3 (CLB - CLA Link and electrical works) construction works for Phase B awarded
High level supervisory systems for Phase B awarded
Car dumper civil works (CD7C) finish

Switchgear inside the new 33kV switchroom CB33SS.
135Implementation
12 March 2014 28 March 2014Mesa J rail formation & mine earthworks awarded
Phase A Stackers, reclaimers and shiploader construction works finish

ControlsInnovation on the front line – a step change approach
Play video

Mobile machine commissioning. Presented with a greenfield site, all aspects of the permanent facility design and project delivery methods were closely scrutinised for improvement opportunities.
137Implementation
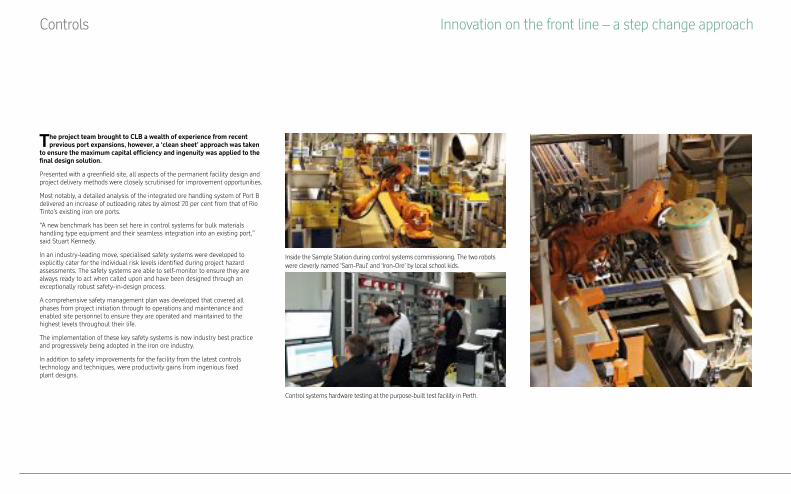
The project team brought to CLB a wealth of experience from recent previous port expansions, however, a ‘clean sheet’ approach was taken
to ensure the maximum capital efficiency and ingenuity was applied to the final design solution.
Presented with a greenfield site, all aspects of the permanent facility design and project delivery methods were closely scrutinised for improvement opportunities.
Most notably, a detailed analysis of the integrated ore handling system of Port B delivered an increase of outloading rates by almost 20 per cent from that of Rio Tinto’s existing iron ore ports.
“A new benchmark has been set here in control systems for bulk materials handling type equipment and their seamless integration into an existing port,” said Stuart Kennedy.
In an industry-leading move, specialised safety systems were developed to explicitly cater for the individual risk levels identified during project hazard assessments. The safety systems are able to self-monitor to ensure they are always ready to act when called upon and have been designed through an exceptionally robust safety-in-design process.
A comprehensive safety management plan was developed that covered all phases from project initiation through to operations and maintenance and enabled site personnel to ensure they are operated and maintained to the highest levels throughout their life.
The implementation of these key safety systems is now industry best practice and progressively being adopted in the iron ore industry.
In addition to safety improvements for the facility from the latest controls technology and techniques, were productivity gains from ingenious fixed plant designs.
Control systems hardware testing at the purpose-built test facility in Perth.
Inside the Sample Station during control systems commissioning. The two robots were cleverly named ‘Sam-Paul’ and ‘Iron-Ore’ by local school kids.
Controls Innovation on the front line – a step change approach

CLB in-loading and out-loading controls system interface screen.
139Implementation
24 April 2014Earthworks and civils for administration buildings and workshops awarded; Controls construction works for Phase B start

The Stockpile Management System and Mobile Machine Anti-Collision System in action, live-modelling each mobile machine position and the entire stockyard.
Controls Innovation on the front line – a step change approach
9 May 2014Marine works for Phase B finish
Mesa J rail formation and mine earthworks for Phase B start
Mine and rail construction works for Phase B start
Electrical construction hand over of shiploader SL12
16 May 2014SMP package 3 (CLB - CLA Link and electrical works) construction works for Phase B start

We built a best-in-country team of engineers willing to take considered risks to deliver a highly innovative world-class control systemBrett Giroud, area project manager – control systems
A product sampling system with multiple robots and automated chemical analysis systems provides integrity of sampling results. “This is a world-class system and a genuine benchmark for Rio Tinto and the industry,” said Jacobs project manager Anthony Radici.
The use of a combined conveying system for transfer of return fines from the two screening facilities saved capital and reduced the environmental footprint which would have otherwise been required for another system of four conveyors.
A sophisticated and fully online condition monitoring system is a first for any Rio Tinto port facility, and best practice in alarm management was adopted for the plant thanks to implementation of advanced computer displays at the Perth Remote Operations Centre that improve clarity, reduce clutter, and decrease operator response times across the plant.
“The cumulative result of even small adjustments and improvements in design has delivered substantial benefits to the facility,” Anthony added. “And behind these improvements was a team of engineers prepared to think outside the box.”
“We built a best-in-country team of engineers willing to take considered risks to deliver a highly innovative world-class control system,” added Brett Giroud who oversaw controls for the Project.
“Rigorous proof-of-concept testing in the design of key system changes resulted in a much lower risk profile and an almost flawless rollout on site of all systems. The excellent performance during installation and commissioning was a testament to the work put in during this phase.
“The thoroughness shown by the engineers in capturing requirements and documenting them through requirements and functional specifications was also excellent. And, having Rio Tinto personnel embedded within the controls team both off-site and on-site allowed a great transfer of knowledge in both directions and was pivotal to success.”
141Implementation
30 May 2014 6 June 20145 June 2014 7 June 2014Phase B ‘as shipped’ sample preparation cell contract awarded
Earthworks for administration buildings and workshops start
Phase B civil works finish Operations administration and workshops buildings awarded

The 3D Ore Car Laser Scanning System allows operators to be alerted when ore cars have product remaining after car dumping, which can cause serious derailments. Each wagon can be interrogated from the Operations Centre in Perth via a 3D scan.
Jacobs and vendor personnel performing factory acceptance testing at the test facility in Perth.
Controls Innovation on the front line – a step change approach
18 June 2014First electrical construction hand over in car dumper CD7C

Control system panel factory acceptance testing within a substation at a vendor’s premises in Perth.
143Implementation

Commissioning and ramp-up
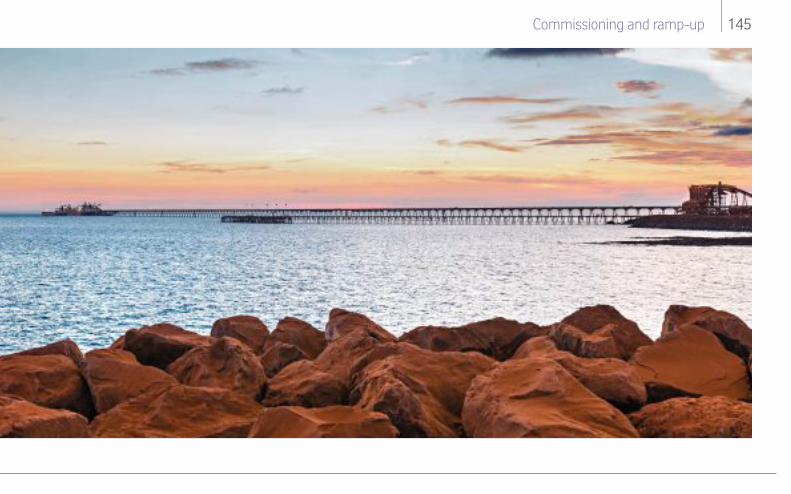
145Commissioning and ramp-up
CommissioningThe path to operability
Play video
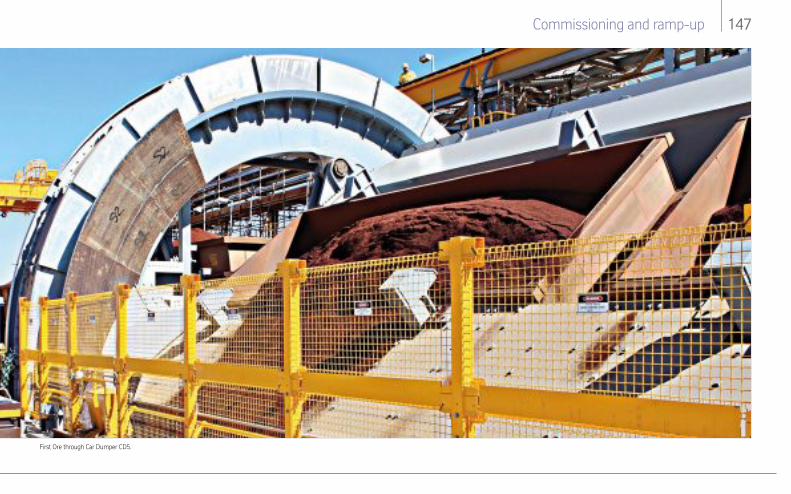
First Ore through Car Dumper CD5.
147Commissioning and ramp-up

First ore in Phase A Stockyard.
Commissioning The path to operability
8 August 2014 15 August 2014Project Handover complete for Phase A
First Ore - Inloading circuit #1b (CD7C to ST13)
Mesa J rail formation & mine earthworks for Phase B finish
Mine & rail construction works for Phase B finish

First ore en-route by rail to port.
The commissioning of CLB was a highly planned and documented process with 55,000 checksheets completed to ensure that plant had
been constructed and operated to the design intent.
The commissioning team introduced many systems and processes new to RTIO projects. These new systems and processes contributed greatly to the subsequent handover phase by providing a vast set of baseline data and documentation to support operations and maintenance before the handover of final as-built documents and manuals.
An onsite multi-disciplinary team executed commissioning via a five-staged process with clear plant ownership, checksheet set and stage-to-stage milestones.
Key to commissioning success was a detailed commissioning schedule developed at the start of the project to forecast target construction handover dates to enable first ore completion on or before the scheduled date.
The commissioning schedule drove construction completion by publishing and tracking construction progress to required construction-commissioning handover dates. Target first ore milestones in turn drove the commissioning schedule.
Custom software was used to manage the workflow between commissioning stages and controlled the tasks to be completed to achieve handover. This was instrumental in providing clarity of the commissioning work scope and current progress to all stakeholders and work groups.
Stuart Kennedy: “Although we decided to stay within the Rio Tinto processes for the commissioning activities for CLB we decided to expand on these by looking at other industries, particularly oil and gas, in terms of what they do to commission more complex projects. Given the size of CLB, we had to apply more rigour than normal into our work, so we adopted some very clever
completions software and developed a process that paid off in leaps and bounds as we started to deliver the works. It was a lot of hard work to start with and our commissioning team worked hard to keep up with the software initially, but by the time we finished the project the commissioning was driving construction, and that’s exactly where you need to be if you want to finish well.”
Anthony Radici said the commissioning management system was an extremely helpful tool in managing checksheet development, commissioning completion progress, filing and handover.
“We tested the limits of certain facets of the system on the project and integrated it well into the overall commissioning and construction teams. It was particularly beneficial in streamlining the subsequent handover process,” he said.
“We went electronic very early in the commissioning process,” said project manager - CLB Stockyard Denzil Morrell. “Many projects I’ve been involved have been manual exercises, so having a software system for managing the commissioning processes, protocols, testing and documentation was highly beneficial. The huge amount of documentation that went into commissioning and its value to operations could not be understated.”
While having the right systems and processes contributed greatly to commissioning success, the makeup of the commissioning team was equally important. Large quantities of operational people were brought into the commissioning team in an innovative measure to improve commissioning processes and overall project success.
“Rio Tinto ensured that we brought in the right people from their group at the right points in time, so the commissioning team was quite a hybrid of personnel from variety of disciplines, but with operational readiness personnel at its core,” added Anthony.
149Commissioning and ramp-up
30 August 2014 4 September 2014First electrical construction hand over in screenhouse SH6
Operations administration and workshops buildings construction works start

To support a quicker, more sustainable ramp up and to introduce experience into the future owners of the port, two teams were introduced into the Commissioning Team: Commissioning Operations and Commissioning Maintenance. These teams were established to operate and maintain the new assets as they were commissioned and comprised a mix of personnel from operations ‘ops’ readiness, operations and maintenance. These personnel were seconded to the project commissioning team and reported to the commissioning manager.
“The seconded operations and maintenance team were directly involved in early commissioning activities with the project team before taking over the 24/7 running of the plant, providing direct on the job training and experience with the new assets,” said operational readiness manager Robert Muniz.
“Project quality was enhanced due to this team’s best interests in successful completion of commissioning to meet the design requirements.”
Operational readiness
Operational readiness for CLB was a multifaceted approach, with the team setup to work within the project for design review and input, within the operation for training and documentation requirements and across both to establish and deliver the maintenance readiness components.
“Across all of this was a small team ensuring the site interfaces were well aware of each other’s movements and could work together to establish and execute a clear plan,” Robert said.
“The make up of this team included some of the same history that existed across the owner’s team and Jacobs – many had been involved with the same project counterparts for the variety of projects that had been successfully delivered at Cape Lambert over the preceding years. These existing relationships and knowledge of project processes allowed for a seamless integration into the project environment and creating healthy tension coupled with collaboration.”
CD5C in operation.
Commissioning The path to operability
6 September 2014 11 September 2014 19 September 2014First Ore - Outloading circuit #1b (RC13) First Ore - Inloading circuit #2
(CD7C to ST14)Operations administration and workshops earthworks and civil works construction finish

Commissioning of Shiploader SL11.
151Commissioning and ramp-up
7 October 2014First Ore - Outloading circuit #1c (SH6 Fines)

One of the three bucket wheel reclaimers.
Commissioning The path to operability
22 October 2014First Ore - Outloading circuit #2 (SH6 Lump)

The seconded operations and maintenance team were directly involved in early commissioning activities with the project team before taking over the 24/7 running of the plant, providing direct on the job training and experience with the new assets.Robert Muniz, operational readiness manager
153Commissioning and ramp-up
7 November 2014First electrical construction hand over in car dumper CD6C

Simon Ingham and Dave Arndt.Car Dumper CD5 commissioning.
Since much of the technology and equipment is more advanced at CLB than its sister terminal at CLA, added Robert, there was a strong requirement to build knowledge and experience in the end user teams to support the ramp up.
“In preparation, elements of each ops readiness group came together with personnel from the operations and maintenance teams to form the commissioning team within Jacobs. The result was a seamless transition from commissioning to operation at handover,” Robert said.
“Where many projects typically show a dip in production rates when the project teams handover care, custody and control to the operations teams, the CLB plant maintained high production rates after handover and in fact broke an out-loading record on their first day in control,” added Ivan Gibbs who oversaw commissioning. “This was the result of successful on-the-job training for maintenance teams in fault finding, maintenance planning and gaining of facility experience from the site design and commissioning engineers.”
“Experience, stakeholder collaboration, clear accountabilities, effective planning, good documentation and effective systems all contributed to the success of commissioning CLB allowing the facilities to be quickly put to work,” Stuart said.
Commissioning The path to operability
5 December 2014 12 December 2014 16 December 2014SMP package 2 (Stockyard & BOP) construction works for Phase B finish
SMP package 1 (CD7C / CD6C & SH6) construction works for Phase B finish
Electrical and instrumentation supply and installation works for Phase B finish

Construction of Phase B works post Phase A commissioning.
155Commissioning and ramp-up
HandoverOperators take control
Play video

157Commissioning and ramp-up
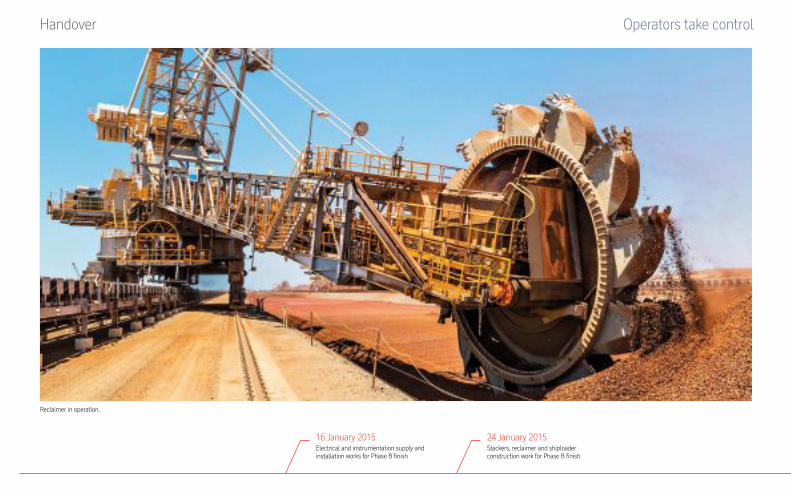
Reclaimer in operation.
Handover Operators take control
16 January 2015 24 January 2015Electrical and instrumentation supply and installation works for Phase B finish
Stackers, reclaimer and shiploader construction work for Phase B finish

Extent of CLB site, view to the south. The EPCM and construction contractors office and laydown area.
Collaboration and teamwork underpinned the success of CLB and this was perhaps most evident in the handover phase.
Handover comprised two key activities: Care, Custody and Control handover, starting in December 2013, and secondly, performance verification which was completed in July 2015.
During handover of Care, Custody and Control, plant was verified as being be safe to operate and maintain, and responsibility for the plant was handed from commissioning to operations. During performance verification, the total inloading and outloading system was tested to ensure the plant met design rates against normal operating performance parameters.
“The handover process was probably one of the most difficult parts of the project that we had to deal with, as it is for most projects,” said Stuart Kennedy.
“What we did very differently on CLB, though, is we planned it from the beginning. We embedded our operational colleagues into the project team from the study phase. They were with us through implementation and were embedded into the commissioning phase. We took operations on a journey with us and developed processes, procedures and tools that guided us to what completion looked like and, therefore, when handover should happen. It was difficult, but it was done as well as any project I’ve ever worked with.”
Handover required the contribution of teams across the total project in physical checks and field testing to ensure all construction and commissioning activities had been completed to the required standard.
All of these elements had to be coordinated with interfaces developed such that the delivery of handover documentation occurred in a timely manner and was of an appropriate standard. This ensured that operations had sufficient detail to effectively and efficiently operate and maintain the CLB plant and equipment.
159Commissioning and ramp-up
12 February 2015First Ore - Inloading circuit #3a (CD6C)
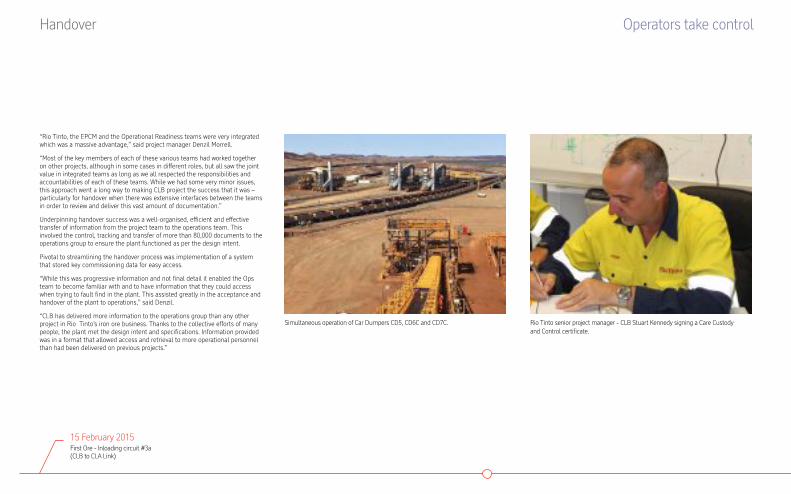
“Rio Tinto, the EPCM and the Operational Readiness teams were very integrated which was a massive advantage,” said project manager Denzil Morrell.
“Most of the key members of each of these various teams had worked together on other projects, although in some cases in different roles, but all saw the joint value in integrated teams as long as we all respected the responsibilities and accountabilities of each of these teams. While we had some very minor issues, this approach went a long way to making CLB project the success that it was – particularly for handover when there was extensive interfaces between the teams in order to review and deliver this vast amount of documentation.”
Underpinning handover success was a well-organised, efficient and effective transfer of information from the project team to the operations team. This involved the control, tracking and transfer of more than 80,000 documents to the operations group to ensure the plant functioned as per the design intent.
Pivotal to streamlining the handover process was implementation of a system that stored key commissioning data for easy access.
“While this was progressive information and not final detail it enabled the Ops team to become familiar with and to have information that they could access when trying to fault find in the plant. This assisted greatly in the acceptance and handover of the plant to operations,” said Denzil.
“CLB has delivered more information to the operations group than any other project in Rio Tinto’s iron ore business. Thanks to the collective efforts of many people, the plant met the design intent and specifications. Information provided was in a format that allowed access and retrieval to more operational personnel than had been delivered on previous projects.”
Simultaneous operation of Car Dumpers CD5, CD6C and CD7C. Rio Tinto senior project manager - CLB Stuart Kennedy signing a Care Custody and Control certificate.
Handover Operators take control
15 February 2015First Ore - Inloading circuit #3a (CLB to CLA Link)

Experience, stakeholder collaboration, clear accountabilities, effective planning, good documentation and effective systems all contributed to the success of commissioning CLB, allowing the facilities to be quickly put to work.
161Commissioning and ramp-up

Handover required the contribution of teams across the total project in physical checks and field testing to ensure all construction and commissioning activities had been completed to the required standard.
Handover Operators take control

Denzil Morrell presents Rio Tinto general manager operations Marnie Finlayson with a Care Custody and Control key.
CLB has delivered more information to the operations group than any other project in Rio Tinto’s iron ore business. Thanks to the collective efforts of many people, the plant met the design intent and specifications. Information provided was in a format that allowed access and retrieval to more operational personnel than had been delivered on previous projects.Denzil Morrell, project manager - CLB Stockyard
163Commissioning and ramp-up
17 April 2015SMP package 3 (CLB - CLA Link and electrical works) construction works for Phase B finish

Denzil Morrell (right) presents Rio Tinto Cape Lambert maintenance manager Paul De Ponte with a Care Custody Control key.
WA Premier Colin Barnett and Rio Tinto’s chief executive, iron ore Andrew Harding watching the fireworks at the official opening of the CLB facility on Wednesday 2 October, 2013.
Rio Tinto operational readiness manager Robert Muniz signing a Care Custody and Control certificate.
Handover Operators take control

Screenhouse at sunset.
165Commissioning and ramp-up
14 May 2015Operations administration and workshops buildings construction works finish

Post-scriptRaising the bar

167Post-script

Screenhouse SH5.
Post-script Raising the bar
By any measure, CLB – a major component of the largest integrated mining program in Australia – was a remarkable achievement, setting
new benchmarks in all key facets of a mining infrastructure project from engineering and design to safety and environmental management.
The project continues Rio Tinto’s record of delivering iron ore expansion projects on schedule and under budget with an outstanding safety record.
When combined with the balance of the broader 360 million tonne expansion, CLB has significantly increased the export capacity of Australian iron ore onto the world market. Substantial increases in economic activity nationwide were achieved through the large volume of local provider content and direct revenues at completion of the project.
The project has contributed enormously to a wide cross section of local and national businesses with a large proportion of engineering design and procurement delivered out of Perth, in conjunction with numerous diverse local engineering and manufacturing works and equipment supply. The additional flow on effect for local business supporting these works has added to the value of the project’s contribution to the economy.
CLB has demonstrated a genuine capability for Australian engineering to deliver globally significant projects utilising world’s best practices in engineering, delivered in a tight timeframe and for a lower than anticipated capital cost.
Significant achievements included completion of the project significantly under budget and ahead of schedule in a heated market place including the award of substantial contracts to Aboriginal businesses, either individually or through joint ventures.
The first phase of the project was delivered four months ahead of schedule with a safety record better than target. Aboriginal heritage area requirements were successfully managed as were environmental concerns such as the Lerista
nevinae ‘skink’ population, clearing limits, light spill on turtle hatchlings and dust and noise emissions.
The project was able to build on the successful past port expansions of Dampier Port Upgrade and Cape Lambert Upgrade that have been implemented by Rio Tinto and Jacobs. However, unlike these projects CLB was almost completely greenfield in nature, allowing the design team to make some step improvements without the constraints of integrating into the existing brownfields plant.
A key benefit to the project was the ability to bring in pre-assembled or modularised components to the site. This allowed a significant reduction in man-hours, reduced high-risk work and improved schedule.
Linked to this was the ability to support offshore fabrication, as required to suit project scale and scope. This included both company and contractor supplied items. Engineering verification and quality assurance was a critical part of the project given such a wide variety of components required and logistics involved.
Another learning was the ability of the project works to be designed and executed in a staged manner, which was carefully planned to realise the early commencement of export, via completion and commissioning of process lines from the car dumper to the shiploader, rather than fully completing each successive plant area.
One of the most significant lessons from the execution of this project was the benefit of a robust study phase.
The project team was involved from the early order of magnitude studies and set the requirements for the overall implementation. The study phases also needed to ensure that maximum capital efficiency was considered for all elements of the project. Furthermore, detail and early engineering was required to mitigate any significant potential risks to the project.
Phase B stockyard during commissioning.
169Post-script

Phase A first ore on ship.
In order to look forward, said Rio Tinto chief executive iron ore Andrew Harding in a speech in March 2015 at the Australia and New Zealand Chamber of Commerce in Tokyo, it is valuable to reflect on the last decade of growth in the Pilbara.
“As a clear and consistent strategic response to the unprecedented growth in China, we have more than doubled our installed annual capacity from 171 Mtpa in 2005 to 360 Mtpa due in the first half of this year.
“Growth of just one per cent per annum is required for China to reach 1 billion tonnes of crude steel production towards 2030. Urbanisation will continue to power future steel demand. This will include replacement construction activity, as well as rising standards of living driving growth in the automotive, transport and machinery sectors.
“ASEAN countries, India, Africa, and the Middle East are all expected to have strong growth fundamentals, such as urban population and GDP per capita. Most importantly, traditional and mature markets like Japan and Korea remain very important to our business.
“Certainly the iron ore market is in a period of transition, where high-cost supply is being displaced by lower cost seaborne expansions. We have already seen significant curtailments of iron ore supply from the Chinese domestic sector, as well as reductions from high-cost seaborne suppliers. However, this transition does not happen smoothly, and can result in significant volatility before the market finds the new equilibrium.
“Within a few months, our Pilbara infrastructure will be name plated at 360 million tonnes a year, the result of us undertaking the largest integrated mining project in Australian history. This milestone marks both the end of an incredible journey, as well as the start of another new phase for our business.
“After balancing growth projects with operations, we are now approaching a point where our attention can be focused on growing into, and fully utilising, the new system capacity.”
Although the future is uncertain, what is certain is that the Cape Lambert Port B Project was not just a crucial part of Rio Tinto’s expansion program, it was crucial for the resources industry in Australia and to the nation.
The project set new benchmarks in occupational health and safety, in the use of sound engineering practices and principles, in originality and ingenuity in engineering and design, and in construction innovation.
The project contributed substantially to the local, state and national economies with particularly strong benefits to the local community through substantial construction and permanent job opportunities, engagement and cooperation of Traditional Owners of the region, regional habitat protection, and local infrastructure improvements.
These achievements are particularly remarkable given some of the challenging economic and political events in which the project was conceived, developed and delivered.
Importantly, none of these achievements could have been realised without a highly experienced and competent team effectively integrated, aligned and dedicated to achieving a common goal.
The success of CLB, therefore, was fundamentally and ultimately a testament to the collaboration, cooperation and contribution of that team.
Post-script Raising the bar
(Project complete) 7 July 2015Project Handover complete for Phase B

CLB has demonstrated a genuine capability for Australian engineering to deliver globally significant projects utilising world’s best practices in engineering, delivered in a tight timeframe and for a lower than anticipated capital cost.
171Post-script

The first phase of the project was delivered four months ahead of the 35-month construction schedule with a safety record better than target.
The Cape Lambert Port B Project

The project set new benchmarks in occupational health and safety, in the use of sound engineering practices and principles, in originality and ingenuity in engineering and design, and in construction innovation.
173

As a greenfield project, engineers had the space to develop innovative designs. This was evident in the flexible and upgradable wharf arrangement.
The Cape Lambert Port B Project

175

The load out conveyor from each car dumper was constructed inside a buried steel cylindrical tunnel 230 metres long.
The Cape Lambert Port B Project

A key benefit to the project was the ability to bring in pre-assembled or modularised components to the site. This allowed a significant reduction in site man-hours, reduced high-risk work and improved schedule.
177

Videos
Project managers’ foreword Page 14
Study phase Page 28
Execution strategy Page 38
Time lapse Page 38
Engineering and design Page 50
Contracts and procurement Page 60
Site establishment Page 70
Dredging works Page 82
Marine works and tug harbour Page 92
Earthworks Page 104
Civil works Page 110
Structural, mechanical and piping works Page 120
Electrical works Page 128
Controls Page 136
Commissioning Page 146
Handover Page 156