Textile and Apparel Newsletter
57
-
Upload
apoorv-sadh -
Category
Documents
-
view
40 -
download
1
description
News related to textile and apparel industry
Transcript of Textile and Apparel Newsletter
-
Page 1 of 56 Newsletter January 2014
Contents
LEAPFROG Integrated Project objectives ................................................................................................ 2
Pros and cons of sourcing products in India vs. China .......................................................................... 29
Colombian apparel sector creates 200,000 new jobs in 2013 .............................................................. 32
99 illegal dyeing, bleaching units unearthed in Tirupur in 2013........................................................... 33
Garment makers, textile mills spar over yarn prices ............................................................................ 34
PAKISTAN: Chinese firms eye textile and garment investments .......................................................... 35
Garment Workers Deserve a Global Minimum Wage .......................................................................... 36
Innovative Portuguese exporters boom despite bust at home ............................................................ 39
India's neighbours help offset lower cotton exports to China ............................................................. 43
H&M sees great potential for textile sector in Africa ........................................................................... 44
Li & Fung to start factory safety consulting unit ................................................................................... 45
Bangladesh election unrest squeezes key garment sector ................................................................... 46
Turkey overtakes China as No. 1 buyer of US cotton ........................................................................... 49
BANGLADESH: New labour inspectors to boost compliance ................................................................ 51
BANGLADESH: EU says "no change" in GSP status ............................................................................... 52
SRI LANKA: Apparel plants targeted in energy drive ............................................................................ 53
CAMBODIA: ILO "disturbed" by crackdown on protesting workers ..................................................... 54
US: Apparel and retail groups lobby for GSP renewal .......................................................................... 55
UK: Government and retailers to aid garment workers ....................................................................... 56
-
Page 2 of 56 Newsletter January 2014
LEAPFROG Integrated Project objectives - Anuj George
The LEAPFROG Integrated Project (IP) attempts to modernise and ultimately transform the
clothing sector into a demand-driven, knowledge-based, high-tech industry by exploitation
of recent advances in a broad area of scientific-technological fields ranging from
nanotechnology and polymeric material science,
robotics and innovative joining techniques,
3D computer graphics and animation, to
e-business and management research.
If LEAPFROG research and development work reaches its objectives there will be enormous
innovation and new business potential across the entire spectrum of textile, clothing,
machinery and service companies in Europe.
-
Page 3 of 56 Newsletter January 2014
1. Rationale behind Leapfrog IP
The high-labour cost component
Clothing production in Europe suffers from the high labour cost component involved in
garment manufacture which makes this activity largely uncompetitive in high-labour cost
countries.
The quality component
The heavy quality critical human intervention in garment made-up operations leads to
unusually high levels of faulty products - up to 20% even in well-run factories with qualified
operators - unimaginable in most other industrial production processes.
Relocation or high-tech automation?
Rather than tackling the challenge of developing high-tech production systems, clothing
industry and distribution resorted to relocation to low labour-cost manufacturing locations
often far away from the point of consumption.
This decreased unit production costs but inflated costs for supply chain organisation and
logistics, quality assurance and IPR protection.
Capitalising on new design & virtual prototyping tools and new organisation concepts
Apart from high-tech production, other fields of potentially massive efficiency gains are:
Garment design and prototyping process which today remains much too time and
cost intensive with its craft-like organisation, lengthy trial and error procedures and
inefficient means of communication.
Overall organisation of the clothing business with all its supply chain and further
business partners. Inefficiencies in this area are responsible for frequent overstock
as well as out-of-stock situations, for enormous missed business opportunities, idle
capacity and waste problems on all stages of the supply chain. These inefficiencies
are also responsible for the fact that, despite an ever increasing choice of clothing
products in Europe's shops, supply hardly kept pace with growing consumer
expectations and too often frustrated shoppers miss the right size in their desired
colour and style, complain about poor product quality despite high prices and finally
spend their money on other consumer products.
2. LEAPFROG IP key results
The LEAPFROG Integrated Project was undertaken to develop concepts and technologies
which would radically modernize and ultimately transform the clothing sector into a
demand-driven, knowledge-based, high-tech industry.
-
Page 4 of 56 Newsletter January 2014
The LEAPFROG research and development work has reached a number of its objectives to
develop radically innovative technological and organisational solutions for the (textile &)
clothing business of the 21st Century.
2.1. RMA: Innovative Fabric Preparation
2.1.1. Automated Interliner Assembly
A new concept for an automated joining method and equipment for the attachment of
interlining fabrics to the outer fabric layer was developed and tested.
This innovative fusing methodology was specifically developed to provide both a greater
flexibility in the design of garments and a higher degree of automation in the production
process.
The main innovative feature of the concept is the application of laser welding technologies
to reliably and efficiently join several layers of interliners as well as interliner and outer
fabric.
What it is?
Innovative laser bonding equipment for attaching interliner to outer clothing fabrics. Also
suitable for many other fabric and polymer film joining applications. The laser equipment
provides a new concept in fabric joining as an alternative to the existing fusing methods. The
laser is manipulated, using a robot, quickly over the fabrics to be fused allowing full freedom
in the pattern of joining and multi-layer attachment of interliners if required.
What does it do
The equipment provides attachment between a synthetic interliner and an outer of any type
(natural, synthetic or mixed fibres), by melting a thin layer of the interliner into the back
surface of the outer. No adhesive coating is used. The new equipment replaces oven fusing
methods. The main benefits for the user are:
Reduced costs related to cutting, positioning, fusing, warehousing, and handling of
the interlinings.
Improved quality. There is currently a high risk of marking and soiling of fabric due to
the production process.
Reduced technical complexity because liners will not need to have fusible hot melts
with the new techniques and may not need to be applied in so many layers.
Separation of the functions of the outer and inner layers (appearance and stiffening
respectively).
Allows more innovative design freedom as it will now be fully flexible to provide low
or high density of attachment in different regions (even of the same piece of fabric).
Reduced energy use because the laser heating process is very localised, and just
heats the joint region.
Increased attachment strength compared to thermal fusing methods.
-
Page 5 of 56 Newsletter January 2014
What is the innovation/special feature
The equipment uses transmission laser bonding and Clearweld absorbers to allow the
joining to be completed. Heating and melting only occurs where the absorber is place,
otherwise the fabrics are unaffected and the laser transmits through them. It is the first
time this has been done to join natural and synthetic materials.
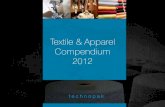
Laser bonding of textile is based on a polymer welding method, Clearweld, developed and
patented by TWI. This method is based on transmission laser welding, using a near infra-red
wavelength laser and the interaction between an absorbent coating, or the fabric, with the
laser radiation. A schematic of the principle of the process can be seen in the figure.
This process is based on the fact that most
polymers transmit near infrared wavelengths.
To be able to perform a weld between two
polymers, using such a laser, there is a need
to introduce an absorber at the interface
between the two materials. Carbon Black has
been extensively used for this but resulted in
a black weld. Moreover, Carbon Black absorbs
on a wide spectral range, thus limiting the
efficiency of the process.
A special material was developed, that
absorbs at one particular wavelength and
does not degrade when heated. The material
will thus absorb the laser radiation and generates heat, which is transmitted to the
surrounding materials. As it does not degrade, it generates a clear weld. Pressure is applied
during the process, to provide intimate contact between the two surfaces and fuse them
together. Only the materials at the interface are melted, and the external surfaces remain
unaffected.
This process has already been applied to synthetic materials, for inflatable structures,
furniture such as bed mattresses and protective clothing such as waterproof jackets, and
many plastic parts.
View Video: http://www.youtube.com/watch?v=5MTpfC1sHB4
View Images: Automatic_Interliner_Assembly
2.1.2. Fabric Stiffening Agents
Extensive tests were carried out to study the application of a wide range of chemicals as
permanent stiffening agents for fabrics to support handling operations and simplify joining
processes in garment manufacturing.
-
Page 6 of 56 Newsletter January 2014
It was specifically studied how such permanent stiffening would allow maintaining pre-
defined shapes in the final garment (e.g. in plastron and shoulder parts). The stiffening
agents' effects were analyzed through Fabric Assurance by Simple Testing (FAST).
Further research and development work will be necessary to integrate the results obtained
into safe and reliable industrial processes
The achievement of enhanced performances in automated garment making is related to the
use of permanent and temporary stiffening agents. The permanent stiffening agents are
related to the reduction of the complexity and the number of parts to be sewn together
required in particular for the interlinings that have to maintain a pre-defined shape
(plastron, shoulders). The temporary stiffening agents are required to facilitate
automated material handling and sewing, including physical removal after garment
integration. The analyses of stiffening agents for temporary and permanent application
were carried out considering different types of stiffening agents, specific for various textile
substrates (cotton, silk, wool and polyester). We use water based solutions or dispersions of
various stiffening substances: carboxymethylcellulose; 2-hydroxyethylcellulose; modified
cellulose; Vinavil; Nexton (hydrophobically modified hydroxyethylcellulose); PEG (of
different molecular weights); sodium chloride (saturated aqueous solution); albumin;
sucrose (saturated aqueous solution); polyvinylpyrrolidone; poly (methacrylic acid); chitosan
(of different molecular weights), and water dispersions of nanoparticles (zinc oxide and
alumina). Many stiffening solutions have proved to be highly promising for permanent and
temporary stiffening applications. Stiffening agents effects can be analysed through the
Fabric Assurance by Simple Testing (FAST). These tests were performed at the Technological
Centre for the Textile and Clothing Industries of Portugal.
Purpose and Scope
Functional structured coatings to provide local mechanical properties to the fabric, as
graded stiffness and tensile strength, in order to allow permanent modifications, are
available. Material scientists cooperated with the textile experts in order to develop the
right formulations for optimal handling capabilities. Basic materials and perspectives
explored were tested on three classes of materials with different fibre composition (wool,
cotton, silk). Implementation and optimisation were examined in terms of time of
exposition, temperature and concentration of the active agent and on the deposition
method. Such innovative methods are able to reduce the amount of water, harmful
additives and finally reduce the costs related to water waste treatment. Standard methods
for stiffening evaluation and measuring were evaluated and performed accordingly.
Adaptation of these techniques to the garment industry enable the design and production
of garments with lower number of layers, thus resulting in fault-tolerant assembling and
easier sewing. The result is mainly devoted to just-in-time fabric finishing at the shop floor
according to customers demand.
-
Page 7 of 56 Newsletter January 2014
Characteristics and Features
Basic materials and perspectives explored were aimed at the stiffening of three classes of
materials, on the basis of fibre composition:
Wool fabric: the treatments are based on proteic treatments, due to the affinity of
the animal keratin structure of wool.
Cotton fabric: treatments based on cellulosic solutions, CMC, PEG or other
derivatives of inorganic salts.
Silk fabric: treatments based on both cellulosic based or proteic treatments.
Main implementation and optimisation in terms of time of exposition, temperature and
concentration of the bath active agent, and deposition method (spray, soak) was
performed. Textile shop-floor requirements were investigated in order to enable the
appropriate conditions and mechanisms of the stiffening agents from the very beginning.
Position and Collaboration within the Value Creation Chain
Collaboration is required with RMB for integration of the stiffening process within the
automated garment assembly line (with respect to prehensors), and with RMC for virtual
prototyping parameters of stiffened materials.
R&D Approach
Functional structured stiffeners deposition to provide local mechanical properties to fabrics,
as graded stiffness and tensile strength, in order to allow permanent modifications are
available. Stiffening agents were formulated according to the specific substrates they are
aimed for; surface interaction is crucial to be inserted in textile material with the final
purpose of achieving a garment with enhanced characteristics, lower number of layers and
easier sewing. It is expressly devoted to the cooperation with robotic prehensor.
Functionality/Mode of Operation
The smart stiffening structured material is developed through synthetic and physical
chemistry, aimed at developing the appropriate stiffening agent for each substrate. The
requirements are defined from the users point of view. Inorganic and organic treatments
can be selected appropriately for cotton, wool and silk substrates. Standard methods for
stiffening evaluation and measuring were evaluated and performed accordingly. The
investigation was initially on both permanent and temporary stiffening agents, but was then
focused only on permanent stiffening being more interesting from an industrial point of
view. The work consisted in the synthesis of inorganic or hybrid nanoparticles (metal oxides,
salts, etc.) and formulation of polymer-based stiffening agents (cellulose derivatives or other
organic materials). Physical-chemical characterisation of the starting materials and of the
final formulations was performed to optimise the final formulation. First the State-of-the-
Art was reviewed, evaluating different stiffening agents depending on performances,
structure, chemical and physical-chemical properties, interactions with different substrates.
The behaviour of the stiffened fabric material was studied and driven towards the
-
Page 8 of 56 Newsletter January 2014
nanostructured- fabric interaction definition and measurement. This activity was beneficial
for the cooperation with the Virtual Prototyping System, in order to define the stiffened
fabric behaviour, according to the material functionalization, and define the final effects on
the garment. The work also consisted in the selection of the optimal process to enable the
deposition of the functional coatings over fabric. Spraying was the main candidate but
alternatively solutions were also considered as sizing or coating. The application of the
stiffening agents involves three main steps: preparation of the suitable liquid, application of
the fluid and fixation. CFD simulation of the peculiar deposition processes was also
performed as rheological properties of the fluids could limit process speed and hardware
reliability (e.g. clogged nozzles). Since the material deposition must exhibit thickness
uniformity along with high level of strength, key parameters as droplet volume, coating
penetration and the degree of spreading were evaluated in order to regulate the
morphology of the layer. The fixation of the stiffening agents was controlled through the
realisation of testing procedures along the whole life cycle. Besides the stiffening properties,
parameters like uniformity and spatial distribution are very important to ensure a correct
application of the agents. The behaviour of the stiffened fabric material was studied and
driven towards nano-structured-fabric interaction definition and measurement.
Interoperability and Implementation Aspects
Trial and error approaches complemented by modelling and proper design of experiments
were considered the best approaches. Conceptual design of the overall fabric preparation
processes was necessary to better understand the stiffening processing from the industrial
point of view. Stiffening agents characterisation and selection was performed accordingly in
order to develop fabrics prototype and validate their performances in terms of shape setting
and stiffening.
Pays and Pitfalls
Currently the stiffening process is based on low-cost, low-added-value processes, which are
carried out in great batches, with implicit low capabilities for customisation. Risks:
Failing to achieve effective stiffening may lead to failure in handling.
Contingencies:
Different polymer solutions and nano-particle charges were considered. A trial and
error approach complemented by modelling and proper design of experiments
minimised this risk.
Innovation Set
Various processing deposition methods (spraying, coating, jetting techniques) were
comparatively evaluated in order to select (on a case-by-case basis) the behaviour of the
stiffened fabric material, enabling to focus the efforts on the most promising sectors. The
stiffening agents deposition process was formulated according to the direct application in
-
Page 9 of 56 Newsletter January 2014
the garment cell assembly, for selective functionalization of the different panels of the
garment according to specific needs. Basic processing of stiffening materials were devoted
to the functionalization of three classes of fabric supports, on the basis of fibre composition.
View Images: Fabric_stiffening_agents (Will open only when connected to New_Common)
2.1.3. Stimuli Sensitive Polymers
A special stimuli sensitive polymer was developed with the purpose of integrating it into
yarns and fabrics for their active shaping by application of an external stimulus such as heat.
This polymer and the fiber obtained from it was then thoroughly investigated for its yarn
and fabric processing characteristics.
A number of bobbins of yarn were produced with a significant continuous length of
monofilament. This yarn was used to produce samples of stimuli sensitive fabrics
Purpose and Scope
Smart polymer materials are the raw materials necessary to develop stimuli sensitive textile
goods, (yarns, fabrics, garments) which have the ability to keep memory of previous shapes
and reduce ultimately the high number of 2D patterns presently necessary to create
complex 3D shapes. The Smart Polymer Material (SPM) is intended as bulk material, or
drawn in form of fibre, to be inserted in textile material with the final purpose of achieving a
smart, stimuli sensitive active garment. It is also devoted to the cooperation with a
reshapeable mould and a robotic 3D sewing head. The SPM is based on synthetic and
physical chemistry, aimed at developing fast and precisely activated cross linking of nematic
polymer chains in the fibre-drawing process and triblock copolymer structure by linking the
main-chain vinyl-terminated nematic polymers with appropriate short immiscible blocks.
The Smart Polymer Material (SPM) is intended for the production of filaments and yarns
which can be inserted in functional stimuli-responsive textile material with the final purpose
of achieving a smart, stimuli sensitive active garment. The active material can be employed
as part of a composite yarn (the core) to ensure the external high-added-value material
(wool, silk, cashmere) to retain also the active shaping capabilities and to be
implemented in a high quality garment. SPM can be in the form of stimuli sensitive yarn
inserted in functional stimuli-responsive textile material with the final purpose of achieving
a smart, stimuli sensitive active garment. The yarn can either be composed of pure shape
memory material, or a blend of active material and synthetic natural fibres. Additionally,
in the case of blend with synthetic fibres, the active fibre can be co-spun within a composite
yarn, the internal geometry being dependent on the spinning characteristics. Active fibres
need to move as freely as possible in order to communicate their characteristics to the
overall fabric. SPM with stimuli sensitive yarns included can form a shape memory fabric,
usable for the production of a stimuli sensitive active garment. Such material can be used
for the cooperation with the reshapeable mould and with the 3D sewing head as it is
capable of being shaped/sized exploiting different operating temperatures, drastically
-
Page 10 of 56 Newsletter January 2014
reducing joining activities. Such fabrics take into account the cooperation with a robotic
end-effector in the automated (garment assembly)cell.
Characteristics and Features
The polymeric raw SPM material, drawn into filaments, is intended for the production of
yarns which can be inserted in functional stimuli-responsive textiles. Nematic tri-block
copolymers are expressly designed to perform actuation in response to diverse energetic
stimuli, such as thermal or light UV rays. These materials have a sharp and well-defined
transition temperature, because in accordance to the temperature range parameter, its
shape memory capability is determined. Main implementation and optimisation in terms of
yarn rigidity and spinning techniques, in order to pass from raw materials to technical
filaments suitable was performed. The behaviour of the active material was studied in view
also of the cooperation with the Virtual Prototyping System, in order to scale up the fibre-
yarn-fabric behaviour, according to the material formulation, and to define the effects on
the garment. The active yarn has a sharp and well-defined transition temperature, with
enough stiffness and size uniformity to be profitably processed in textile factory with
conventional weaving- knitting machines. Potentially such structured yarns have the ability
to adopt composite fibres for achieving superior characteristic in terms of hand, resistance
and shaping capabilities. Shape memory fabrics are characterized by the active reversible
recovery of the initial shape. The required textile structure with a sharp and well-defined TN
can be obtained in textile factory with conventional weaving / knitting machines. Advanced
concepts of co-spinning or fabric layered composites may be introduced for the purpose of
widening the potential fields of application of functional fabrics.
Position and Collaboration within the Value Creation Chain
Process Step: Fibre / Yarn / Fabric Production
General collaboration is recommended with new product development and production
management in all/most process stages regarding processing ability and quality aspects
throughout the chain (behaviour of the fibre, yarns and fabrics in all subsequent processes).
R&D Approach
The intended two ways nematic shape memory polymer is characterized by the active
recovery of the initial shape (set over the nematic transition TN) once this level of
temperature is reached again, this effect is achieved reversibly. Characterisation of stress-
strain and strain-temperature response in order to define constitutive laws was performed,
to well define the behaviour of the material and to derive the basic properties of the fibre.
Polymers of different chemical composition, varying the transition temperature of the
meltelastomer (dynamic cross linking) transition, were tested with respect to their thermal
and alignment properties.
-
Page 11 of 56 Newsletter January 2014
Functionality/Mode of Operation
Shape memory polymers were studied, for the purpose of reducing the costs related to
production, and exploit the possibility to achieve a shape (over the glass transition point Tg)
that can be recovered by heating after deformation at lower temperatures. Yarns made by
SPM of different chemical composition, varying the transition temperature of the melt-
elastomer (dynamic crosslinking) transition, were tested with respect to their thermal and
alignment properties. Extensive process simulation of the spinning process with numerical
models was performed to optimise main parameters. Possibly composite textiles or adopted
composite fibres embedding active polymers, to achieve superior characteristics in terms of
hand while achieving active shaping capabilities are available. Also composite yarns (active
core co-spun with noble fibre) or fabric layered structure to maximize the properties of the
garment could be possible. The prototypes were subject to thermal treatments to simulate
thermo-mechanical stresses occurring in finishing operations.
Interoperability and Implementation Aspects
Implementation aspects: Application/production of SPM, yarns and fabrics in industrial scale
will require appropriate production facilities; dedicated chemical industry with proper
machinery for the scale-up of the process for fibre, yarn and fabric production at large scales
level. Interoperability aspects: compatibility with standard equipments and materials
employed through textile value-chain is foreseen to grant future applicability to the SPM
into textile application. This is expected to reduce costs related to process adaptation, and
possible future bottlenecks or non-compatibilities within the textile environment. Other
interoperability aspects derive from the interaction with the robotic sewing head. Physical
interoperability with a robotic end-effectors in the automated (garment assembly) cell, and
with the adjustable mould, with the grasping device.
Pays and Pitfalls
The following risks and contingencies are highlighted.
Risks:
Effective activation and stabilisation of the stimuli sensitive material, based on
crosslinking or self-assembling polymers, with enough deformation speed and
response time.
Parameters if spun/drawn SM yarn to allow effective fabric weaving.
Accurate characterisation due to the combination of properties for hybrid materials
that could lead to a very high number, complex and time consuming identification
and analysis of the variables; realistic or real time simulations due to the difficulty to
develop efficient models based on these material characterisations.
Contingency:
A trial and error approach is followed for the optimisation of the process of
extruding and spinning.
-
Page 12 of 56 Newsletter January 2014
Parameters if spun/drawn SM yarn to allow effective fabric weaving.
Different polymer composites were considered including nano-composites and fibre-
reinforced polymers. Weaving fabrics at temperatures at or below glass transition of
SM polymers. The identification of the different levels of complexity and related
feasibility studies at early stage of the project allowed to evaluate the SPM
development risks and define a new strategy for RM-A research activities. RM-A
activities were examined accurately and SPM development ended at lab-scale
research level.
Innovation Set
The smart polymer material will be processed to form yarns suitable for being used in
weaving, knitting or sewing activities. The polymeric raw material filaments are transformed
into yarns, which will be inserted in functional stimuli-responsive textiles in the following
activities. Fibres of shape memory materials are expressly designed to perform reversible
actuation in response to diverse energetic stimuli, such as thermal or light - UV rays. The
most suitable process method to obtain yarns is through spinning. One of the main issues is
related to the development of a mechanism that allows limitation of the amount of wasted
raw material, and the achievement of enough mechanical resistance for the subsequent
textile operations. The smart polymer material processed into yarns, cured and stabilized,
will be woven or knitted for the production of fabrics showing marked shape memory
properties.
View Images: Stimuli_Sensitive_Polymers (Will open only when connected to
New_Common)
2.1.4. Shape memory fabric
A great number of different woven fabric samples were produced based on the combination
of stimuli sensitive polymer yarns with various types of standard fabrics.
This innovation could allow the use of active materials in various textile applications,
particularly to achieve 3D mouldable fabrics.
An interesting and highly innovative way of actuating fabrics could be demonstrated, but
further research work will be necessary to increase reliability and economic viability and to
identify suitable product applications.
Leapfrog Stimuli Sensitive Fabrics are hybrid textile structures able to modify their shape
when exposed to a flow of hot air. They are composed by traditional yarns (Cotton and
Nylon) and Stimuli Sensitive Polymers properly woven in a double weave structure. The
potential use of these products, within Leapfrog project, regards the automatized assembly
of garments: these easily deformable structures could facilitate the overlapping of different
shaped fabrics by simply applying hot air, avoiding any manually arrangement. Besides their
double weave structure could facilitate the laser welding process: the polymer side could be
-
Page 13 of 56 Newsletter January 2014
easily laser welded, avoiding delamination problems and maintaining the external surface
complete with proper aesthetic and touch effects.
Three different Stimuli Sensitive Fabric (Sample 1, 2 and 3) were manufactured with three
different Polymers, having Activation Temperatures of 40, 80 and 50.
After an evaluation of several textile structures, it was decided to use the double weave
method, in order to improve comfort and maximize the Stimuli Sensitive Effect of the final
product. In fact the upper surface of the fabric has a great density of Thermal Active
Polymer, able to react to temperature change, while the lower side is composed by light and
comfortable Cotton.
After setting up the process parameters, in terms of textile machinery, number of strokes
and heddle, the obtained fabrics were exposed to hot air flow up to their Activation
Temperature (Tg). The temporary shape of the Stimuli Sensitive Polymer was set by cold
drawing, it was deformed during the weaving process into a new shape and then, when
heated above their Tg, it immediately returns to its original shape, length and diameter,
causing a 3D macro-deformation and quick shape change in the final fabric.
Sample 1 showed the strongest reaction to Temperature change with quick 3D macro-
deformation also at low Temperature (40): it's enough the air flow of an hair dyer to
activate the fabric movement.
Sample 2, instead, showed lower and slower 3D macro-deformation, because of the small
count of the Stimuli Sensitive Filament and its higher Activation Temperature (80), but the
deformation is at the end more stable and strong.
The PU based Leapfrog filament, finally, was not suitable to be inserted in any textile
machine: it was manually sewn on a light cotton fabric, showing only wrinkle formations.
Other potential applications of these Stimuli Sensitive Fabrics, outside Leapfrog project,
could regards the development of smart medical bandage, able to maintain its shape when
applied to warm surfaces (human body), and activated flexible protective shielding able to
close itself around its content in case of necessity.
Purpose and Scope
The smart polymer material processed into yarns, cured and stabilized, can be woven or
knitted for the production of fabrics showing marked shape memory properties. SMFab was
produced with the purpose of achieving a smart, stimuli sensitive active garment. It is
expressly devoted to the cooperation with the reshapeable mould. SMFab capable of being
shaped / sized by exploiting different operating temperatures, drastically reducing joining
was the goal. These fabrics take into account the cooperation with a robotic end-effector in
the automated (garment assembly) cell. They allow optimal control of the shape and size
change phenomena. Through the prediction of the fabric behaviour it is possible to develop
-
Page 14 of 56 Newsletter January 2014
practical control strategies to guide the fabric handling and forming, including assembly
processes as placing, folding and joining. Architecture for the production of the fabric was
defined, taking into account the different specific behaviour of fabric employed. Candidate
architectures included weaving, knitting, weft and warp knitting.
Characteristics and Features
The SMFab is characterized by the active reversible recovery of the initial shape. The
required textile structure with a sharp and well-defined TN is obtained in textile factory with
conventional weaving / knitting machines. Advanced concepts of co-spinning or fabric
layered composites is introduced for the purpose of widening the potential fields of
application of functional fabrics.
Position and Collaboration within the Value Creation Chain
Process Step: Fabric production
Collaboration: General collaboration is given with new product development and production
management in all / most process stages regarding processing ability and quality aspects
throughout the chain (behaviour of the fabrics in all subsequent processes).
R&D Approach
The intended two ways nematic shape memory polymer is characterized by the active
recovery of the initial shape (set over the nematic transition TN) once this level of
temperature is reached again, this effect is achieved reversibly. Characterisation of stress-
strain and strain-temperature response in order to define constitutive laws was performed,
to well define the behaviour of the material and to derive the basic properties of the fibre.
Polymers of different chemical composition, varying the transition temperature of the
meltelastomer (dynamic cross linking) transition, were tested with respect to their thermal
and alignment properties.
Functionality/Mode of Operation
The two ways nematic polymer-based SMFab is characterized by the active recovery of the
initial shape (set over the nematic transition temperature TN). Once this level of
temperature is reached again, this effect is achieved reversibly. The required textile
structure with a sharp and well-defined TN can be obtained in textile factory with
conventional weaving / knitting machines. The stress-strain and strain-temperature
response of the fabric was characterised. These abilities and rules were implemented in a
constitutive model. The prototypes underwent thermal treatments to simulate thermo-
mechanical stresses occurring in finishing operations.
Interoperability and Implementation Aspects
Application/production of SMFab in industrial scale requires appropriate production
facilities. With respect to the production path identified, the different standard machines
have to be modified in order to fulfil the needs of this specific product. Weaving, knitting,
-
Page 15 of 56 Newsletter January 2014
coating and/or sizing machines have to be properly adapted to the operating conditions.
Interoperability: Physical interoperability occurs with a robotic end-effectors in the
automated (garment assembly) cell, and with the adjustable mould, with the grasping
device.
Pays and Pitfalls
No fabric currently exists made of yarns or filaments with the aimed at properties; the
following risks and contingencies are highlighted:
Risks:
Accuracy in the prediction of stress-strain curves of fabric with SM fibres to ensure
virtual modelling and cooperation with the robotic end-effectors.
Accurate characterisation due to the combination of properties for hybrid materials
that could lead to a too great number, complex and time consuming identification
and analysis of the variables; realistic or real time simulations due to the difficulty to
develop efficient models based on these material characterisations.
Effective stiffening that may lead to failure in handling.
Contingency:
Constitutive modelling of the smart polymer, and fabric produced thereto, was
based on uniaxial loading conditions to prove the general laws with extensive
experimental activities to multiaxial loading.
Different polymer solutions were considered. Trials and error approaches
complemented by modelling and proper design of experiments minimised the risks.
Innovation Set
The smart polymer material can be processed to form yarns suitable for being used in
weaving, knitting or sewing activities. The polymeric raw material filaments are transformed
into yarns, which can be inserted in functional stimuli-responsive textiles in the following
activities. Fibres of shape memory materials are expressly designed to perform reversible
actuation in response to diverse energetic stimuli, such as thermal or light - UV rays. The
most suitable process method to obtain yarns is through spinning. One of the main issues is
related to the development of a mechanism that allows limitation of the amount of wasted
raw material, and the achievement of enough mechanical resistance for the subsequent
textile operations.
The smart polymer material processed into yarns, cured and stabilized, can then be woven
or knitted for the production of fabrics showing marked shape memory properties.
View Videos: http://www.youtube.com/watch?v=UmrrhNrVRwE
View Images: Shape_Memory_Fabrics (Will open only when connected to New_Common)
-
Page 16 of 56 Newsletter January 2014
RMB: Automated Garment Manufacturing
2.1.5. Reconfigurable robotic handling devices
Various tools and systems for automated handling of fabric cut parts were developed for
use of picking fabrics from flat surfaces, transferring them into a controlled vertical position
and delivering them to subsequent production steps.
The developed robotic picking device is able to reliably grasp cut parts at controlled points
and to transfer them to specifically prepared hangers for onward transport in an overhead
conveyor system.
The system embeds high-flow vacuum picking modules with onboard microcompressors.
Fabric parts are grasped and handled by multi-functional fingers removing problems related
to fabric porosity limiting existing vacuum systems. The clamps are actuated using Shape
Memory Alloys.
What it is
Technology for automated handling of cut fabric parts in garment industry where parts are
singularly collected from flat and delivered to a transport system. The devices are:
a reconfigurable passive hanger with 3 dof and 3 clamps on/off;
a reconfigurable modular robotic gripper with an articulated redundant architecture
with 3 fingers and 9 dof;
3 picking modules pneumatically actuated embedded into the gripper fingertips.
What does it do
The robotic hand grasps and mates to the hanger, the group hand-hanger reconfigures
positioning the hanger clamps to desired points on the fabric part, picks the part and
connects to the hanger. The gripper is moved by a robotic arm. Robot, gripper and hanger
cooperate to the task performing. Firstly the mechanisms back to the initial position, then
the grasping device detaches a hanger from the hanging conveyor, and enables its clamps to
follow the fingers. Each finger of the hanger is bound to follow a tag placed on the
corresponding grasping device clamp. The tips of the three fingers of the robotic gripper are
equipped with picking modules whose turbine fans lift the fabric by mean of vacuum. The
fingers lift up and retract, so that the fabric hems shift between the hanger clamps. After
that the grasping device freezes the hanger and hands the pattern over it. As soon as the
confirmation by the hanger comes, the gripper communicates to the controller that
everything is ready to move towards the loading point in the hanging conveyor. The
resetting of all I/O channels concludes the procedure. The main routine of the gripper
fingers envelops the operative procedure into a while loop: the escape condition is
determined by the robot controller.
-
Page 17 of 56 Newsletter January 2014
What is the innovation/special feature
The robotic hand embeds high-flow vacuum picking modules with micro-compressors
onboard. Fabric parts are grasped and handled by multi-functional fingers. Fabric porosity is
not a problem as for other vacuum systems. Clamps are actuated using SMA.
The grasping solution proposed is a system including a reconfigurable gripper and a hanger.
This allows concentrating movement dexterity and intelligence in the gripper while the
hangers are passive and cheap. So the system cost is kept low because only one gripper
serves a cutting table unloading cell but many hangers are used to run the cut parts to the
sewing sections.
The metamorphic reconfigurable grasping device is able to handle cut parts of different sizes
and shapes, made of different kind of fabric without damages.
The innovative architecture of the gripper offers a great dexterity in a working space
suitable for a great variety of man and woman clothes; its modularity is very useful for quick
maintenance, fast substitution of the picking modules on the fingertips (maybe adopting
different picking technologies) and relative set-ups.
A further innovation is the gripper control that is integrated with the robot control so the
information about the poses of the picking points on the cut parts are shared and the
positioning can be achieved with the due accuracy on the basis of all the mobilities of the
robot and gripper. Many tricks have been adopted in order to make hangers simple,
lightweight and cheap. With this purpose the clamps are actuated by SMA springs purposely
designed and the electric circuitry used for SMA heating is embedded into the hanger
structure.
View video: http://www.youtube.com/watch?v=bEo3WWNFyNk
View Images: Reconfigurable robotic handling (Will open only when connected to New
Common)
2.1.6. Cutting table with automatic unloading
It is the cutting table of the future; a system based on robotized grippers grasping cut parts
fully automatically and reliably from the table.
The robot is integrated with the cutting table to know the exact position of each cut part
and its suitable picking points. It takes decisions on what parts are to be picked up and
where these have to be delivered to. The system integrates LEAPFROG innovations allowing
automatic unloading of the fabric parts from the cutting table. It replaces a time consuming
operation which is today done manually and represents the first step in a fully automatic
chain of reliable and accurate handling of fabric parts
-
Page 18 of 56 Newsletter January 2014
What it is
An optional of the cutting table of the future. A robot equipped with robotized gripper
grasps the cut parts and dispatches them in the plant. This system will satisfy the need of
automation of the unloading operations of parts after cut. The robot can be a standard
industrial arm or a special manipulator depending on specific requirements. The gripper can
comprise fingers and different grasping units. A RFID-ZigBee labeller can be embedded as
well.
What does it do
The robot dialogs with the cutting table, learns the positions of the cut parts, knows the
needs of manufacturing, decides which parts to grasp, grasps, unloads, realises these parts
to the transport.
The cutting table shares with the unloading system all information regarding part
geometries and their nesting on the table, the material, the presence of plastics and paper,
the number of plies, specific requirements regarding the fabric and its unloading. This
information is used by the unloading system to plan the grasping and lift conditions.
Information about the unloading sequence is received from the cell or line control system.
The unloading system dialogs also with the logistics of the plant either directly or through
the cell/line controller.
The unloading sequence is carried out picking one or more parts at a time depending on
dispatching requirements, size of the parts, specific architecture of the gripper. The gripper
is reconfigurable and can adapt to each part geometry. High-flow vacuum is used to
generate the adhesion force. The working conditions can be modified to adapt to specific
material requirements.
The gripper can embed equipment to transfer information in RFID-ZigBee markers onto the
parts if required. The integration to the cell/line is complete.
What is the innovation/special feature
The system realizes the automatic unloading of the fabric parts from the cutting table,
operation done manually today. Accurate handling of fabric is difficult. The system allows to
extend automation to the following garment manufacturing sections.
The innovations in the system are in the adhesion technology adopted and in the level of
flexibility which is higher than in any other previous technical experience.
The adhesion to fabric is obtained using a high-flow vacuum generator with depressor,
control and every other functional component onboard to realize an independent module.
Fabric is porous to air and delicate, especially garment types. The appearance of the surface
is modified by any mechanical interaction comprising relative contact movements.
Traditional vacuum solutions do not process an amount of air sufficient to obtain reasonable
grasping force on fabric. Dynamic depressors are used to hold and grasp porous material but
-
Page 19 of 56 Newsletter January 2014
the architectures are generally centralized with one main generator and distribution
channels. This limits the achievable flexibility. The innovation in the adhesion technology
consists in the development of distributed dynamic depressors with low-cost that can be
treated almost as Venturi-depressors in terms of complexity, size, mass, cost. These
dynamic depressors can be distributed on any equipment with multiple picking points. The
reliability of the overall system results improved because fail of one picking point does not
compromise the overall functioning of the system as with centralized generators.
A special features of the picking module developed is the adaptability to different materials
with porosity to air in a large range without structural modifications to the module. This is
obtained *in part from the design of the fan, with maximum pressure ratio at low air flow
rate and low variation of the pressure ratio in a range of flow rates around the nominal
value, *in part using a by pass which recirculates air internally to the module to maintain the
fan in blowing conditions close to the nominal of maximum pressure ratio.
View video: http://www.youtube.com/watch?v=h2X3KbwH8Mo
View images: Cutting table with automatic handling (Will open only when connected to New
Common)
2.1.7. Intelligent transportation system
An intelligent overhead transportation system has been developed to carry garments or
fabric parts in an automated clothing factory.
It is based on the use of an intelligent trolley, always knowing its position and receiving
commands through a radio link. According to the commands received the trolley is able to
move from one position to the next quickly and with a high degree of precision.
Innovative features include an intelligent motion controller embedded in very limited
dimensions; a new compact power drive; a high performance motor with permanent
synchronous magnets; use of the Zigbee technology to ensure safe and robust
communication; use of RFID tags to guarantee identification of items carried by the trolley.
What it is?
It is an overhead transportation system consisting of a modular rail on which a discrete
number of trolleys carrying parts can run forward and backward.
The rail is mounted overhead in order to facilitate the access to resources. The layout of the
rail is based on modules and defined on the basis of the plant needs. Intelligent trolleys
always knowing their position and receiving commands through a radio link are used to
carry and dispatch the parts.
What does it do
The task of the transportation system is to dispatch the parts and sub-assemblies to the
stations and cells that will perform suitable manufacturing operations to create a product.
-
Page 20 of 56 Newsletter January 2014
Single items are circulated by the discrete transport system in order they reach their own
destination without involving other items that will generate selection process, errors and
confusion. The garment parts, subassemblies and assemblies are carried in the natural
hanged configuration that offers the advantages of: less footprint per item, item safe
unfolded transfer avoiding wrinkles, easy performing of some specific tasks without the
need of item unloading (quality check, label affixing etc).
The transportation system plays also the role of storing the parts waiting for the availability
of a resource suitable to perform next manufacturing operation. The routings of garment
items is not following a predefined sequence of positions but can be suitably addressed on
the base of the plant actual status knowledge through bypasses. Resort to bypasses
improves the plant flexibility dealing with material delivery flows and with unexpected
occurrences.
To ensure automatic, continuous, error-free parts identification RFIDs are embedded in the
hangers and continuously updated with the part manufacturing data so that the complete
traceability of the single parts is assured.
What is the innovation/special feature
Innovative features include: miniaturized intelligent motion controller, compact power
drive, high performance motor with permanent magnets, ZigBee technology to ensure safe
and robust communication, use of RFID tags to guarantee parts traceability.
The intelligent trolleys are able to perfectly know their current position thanks to their
capability to read a continuous bar code located all along the track. They are able to
communicate with the central manager using the ZigBee technology, that is a wireless
technology very robust and error free. This permit the central manager always to know the
trolley current position.
The trolleys install a very compact and intelligent motion controller able to drive them from
one point to another point of the track precisely controlling the acceleration, speed and
final position according to the needs (speed up to 1m/sec, acceleration up to 4m/sec2,
positioning precision < 1mm).
The motion is realized using a permanent magnets excited synchronous brushless motor
and a very new, very compact power drive system able to develop a torque up to 6 Nm in a
device measuring only mm 160x60x26.
View Video: http://www.youtube.com/watch?v=k3DIVr5nnEs
View images: Intelligent transportation System (Will open only when connected to New
Common)
-
Page 21 of 56 Newsletter January 2014
2.1.8. Visual Motion Planner
The Visual Motion Planner (VMP) is a software package to generate executable robot
programs for path guided processes "at the push of a button". In LEAPFROG VMP is used for
sewing of garments.
Robotic sewing applications today require expensive "teach-in" of the garment's seam. The
new software VMP creates robot programs automatically by combining CAD data of
garments with templates of robot programs. Following "virtual testing", these programs are
transferred to and executed by the robot.
Three special features are enabled by the VMP:
from CAD to robot program "at the push of a button"
"easy to use" even for unskilled operators
"easy to implement" new functionality due to Plug In-structure.
Visual Motion Planner (VMP) generates automatically KUKA robot programs for path guided
applications. VMP is ideally suited for processes with a frequent change in the robot path,
like sewing, sticking, path welding, e.g. for small-lot productions. Today, each point of the
robot path for aforementioned applications is manually taught. If the path changes, it will
cause a high effort to adept to the new path points. To minimize this effort, VMP uses
existing paths (seams) from CAD models. The idea is to import these path data, optionally
attached with process parameters, directly from the CAD model to VMP. Then, the path will
be automatically converted to a robot program. To accomplish this, basic robot programs
exist as templates. The templates will be completed with the required path data and
parameters.
VMP is a software package which is implemented in C# and based on the functionality of the
robot simulation system KUKA Sim (availability test, collision detection). The VMP
architecture is based on plug-ins. Plug-ins are several, small programs, which provides
additional functionality. The plugins are classified in data import, data manipulation and
export of executable robot programs. The plug-ins can be easily added to VMP. Therefore
the functionality is constantly increasing and individually expandable.
At the moment, VMP is available as a beta-release and is used for sewing. Together with
pilot-operators, the objective is the completion of VMP and the integration of VMP for the
benefit of users.
Brochure: Visual Motion Planner (Will open only when connected to New Common)
2.1.9. Adjustable Mould
The Adjustable Mould is a vertical mannequin-like engineered structure designed to firmly
hold textile cut parts allowing for their automatic sewing by a robot-guided sewing machine.
-
Page 22 of 56 Newsletter January 2014
The Mould is able to automatically adapt its dimensions according to the size or shape of
the piece to be sewn based on CAD data input. The prototype developed in the project is
designed to support the automatic sewing of jackets.
The Adjustable Mould is a key component of a complete system for the realisation of fully
automatic sewing operations of garments by means of a robot-guided sewing machine
freely movable in 3 dimensions and support tools able to place and hold fabric pieces
accurately and firmly in the 3-dimensional shape of the final product.
View video: http://www.youtube.com/watch?v=qKSfJNR1JIs
2.1.10. Reconfigurable mould
The Reconfigurable Mould is a system made of a matrix of pin elements, assembled on
actuators and connected to a deformable membrane, able to reproduce the 3D target shape
of textile panels, enabling clamping in the proper position and avoiding fabric creasing, to
help the joining process of the panels.
One of the main innovations of the Reconfigurable Mould, when compared to traditional pin
bed solutions, consists in using a flexible surface to connect the pins and in the architecture
of the pins head. These features allow a reduction of the number of pins and the related
actuation system, with consequent saving in the production costs. The Reconfigurable
Mould can reproduce in real time the target 3D shape of the textile panels and support the
laser welding of the panels.
View video: http://www.youtube.com/watch?v=doLsaMaXOYk
View images: Reconfigurable model (Will open only when connected to New Common)
2.1.11. Discrete event and continuous time simulators
Both discrete event and continuous time simulators have been developed for the envisaged
Garment Assembly Line (GAL) and for the Pilot Plant respectively.
The GAL simulator is provided with the very innovative robotized resources highlighted in
the course of the project, such as a metamorphic grasping device, an active and adjustable
mould, a miniaturized 3D sewing head; a detailed simulation of the machines can be
managed by continuous time simulators, duly interfaced with the discrete event one, with
the management of a concurrent simulation environment by means of inter-process
communication.
The simulation tools have been used to compare several manufacturing processes of formal
man jackets performed by different line/cell architectures: in particular are a valuable aid to
define the layout of the line/cell, the resources topology and time-related features, as well
as the control logics and supervision strategies.
-
Page 23 of 56 Newsletter January 2014
The material flow and the instantaneous work state of the resources is presented by means
of effective and explanatory animations. Unexpected events, such as the material's
shortage, the resources' breakdowns or improper functioning can be introduced to test the
system response to transient states, re-configurability and re-setting behaviour.
View video: http://www.youtube.com/watch?v=6EWi57yvIjI
2.2. RMC: Virtual Garment Prototyping
2.2.1. Fabric Library (Manufacturability & Cost Estimate)
The Fabric library contains a range of fabrics, clustered and with the parameters enabling to
predict the fabrics behaviour in terms manufacturability, draping and use. Two decision
making tolls available as web-services during the design stage arise from such library:
The manufacturability tool is based on the fabric mechanical characteristics together with
the prediction of the possible assembling risks, the modelling of multi-layered material and
the identification of variables leading to a realistic representation of the draping during
simulation. This component is available as a web-service early at design stage.
The cost Estimate tool provides companies with an efficient estimation of the cost impact
related to different design alternatives early in the design process thus preventing from
most of production errors. The system is based on a garment components list and estimates
the overall manufacturing time enabling the full cost evaluation.
Characteristics & Features
The degree of realism in fabric simulation will depend of the fabrics and the parameters
integrated in the CAD 3D system (Bending rigidity, extensibility, shear rigidity, drape or
result of simplified test) and the possibility to integrate the information concerning the
multi layers and the seams to the system. The fabrics' library will be a database containing
the main characteristics used in CAD 3D like (mass, bending rigidity, extensibility, shear
stiffness) and the values obtained by the new simplified method. The database will content
data of examples of:
representative families of fabrics,
multi layers with theses fabrics (Fabric + thermo fusing interlining),
seams in some families of fabrics.
These data will be used for the direct 3D Design and the virtual simulations to obtain a
virtual aspect nearest of the reality. They will also be used for fabric behaviour prediction
and for the identification of possible manufacturability problems.
Functionality / Mode of Operation
It will be possible to input the characteristics of tested fabrics in the system and to store
them in the database. The users will be able to select one or more fabrics in the Fabrics
library before simulating the garment in CAD 3D. It will also be possible to compare the
-
Page 24 of 56 Newsletter January 2014
fabric of the user with a fabric of the Fabrics library. The CAD 3D system will be able to use
the fabric characteristics directly or uses the characteristics of a type of the fabrics library
the nearest of the fabric used.
Use of the "Fabric Library"
The designers and the product responsibles can use the fabrics library to see the draping in
the 3D CAD. For a new fabric, they enter the characteristics in the Fabric Database, the link
with "Fabric Behaviour Prediction" gives some information about the manufacturability,
stored in the Database. Then the designers can take the entered values to use them for 3D
CAD or select the values of a similar existing fabric in the Fabric Database.
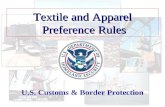
2.2.2. CVP - Collaborative Virtual Platform
This web platform enables online collaboration between all actors involved in the
design/prototyping phase of a new collection (product managers, designers, pattern
makers, marketing personnel).
It enables integration of remotely located 3D CAD systems, virtual fabric libraries, 2D
CAD/CAM systems for the exchange of multimedia content (2D patterns, fabric data, etc). It
further includes facilities such as virtual meetings and online showrooms.
E-collaboration combined with virtual prototyping can lead to 60% reduction of design and
prototyping time, as well as up to 75% reduction of the number of physical samples. It
enhances team creativity and performance and shortens significantly time-to-market.
Product development represents a significant bottleneck in the clothing industry both in
terms of time (up to 5 trial and error design-prototyping loops, lasting up to 12 weeks) and
cost (up to 60% of the cost of a fashion product). The development therefore of a platform
linking 3D CAD to traditional 2D CAD and PDM (Product Data Management) systems, as well
-
Page 25 of 56 Newsletter January 2014
as providing online access to specialized services, such as a Fabrics Library, an online Cost
Estimation facility, and a Real-Time interactive Animation service (animated virtual try on
of different garment sizes on different body sizes and shapes), can significantly reduce
time to design, reduce prototyping costs and provide an efficient e-collaboration
environment for multiple actors involved in product development
The CVP offers three main functionalities which are accessible to the different actors,
according to their roles and rights:
Initiation of a collection: The product development process is initiated by the product
manager who conceives the general idea of the product (collection). He/she initiates a
project, which includes the initiation of a collection and the arrangement of virtual
meetings. A new project is defined by the identification of the actors that will work on a
collection (involving also roles that are being assigned to each of them). A project consists of
a set of user defined entities, such as:
Garment types (e.g. trousers, jackets, knitwear, etc),
A set of morphotypes representative of the customer population targeted by the
collection (such as e.g. French ladies aged 40-50 years). These morphotypes are
derived according to the clustering methodology described in paper 3.2.
The list of fabrics to be used. Technical data for these fabrics can either be derived
from the local CVP fabrics repository or from the online linked Fabrics Library
(Kartsounis 2006).
Cost and pricing information that the company is willing to assign per garment.
Virtual Meetings: Online communication is enabled in the form of structured sessions,
called virtual meetings. Specific meeting sessions are initiated by the PM, whereby all the
design collaborating actors can participate from remote locations. They can suggest
modifications and comments, whereas at the same time the main conclusions of the
discussions are recorded and stored as records in the CVP in the form of short minutes of
the meeting. During virtual meetings all participants can access visual information, such as
images and flash animations and comment on others suggestions and proposed designs.
Showroom: The platform contains an area where all current versions of garments are
hosted and can be viewed. The showroom has also the additional functionality to display
images and flash animations of a complete outfit including the garment that has been
selected. The usage of such an area is intended for: (a) marketing personnel to be able to
show the progress of a garment or of a whole collection to an interested customer, (b)
designers, accessing existing design versions in order to make modifications. The developed
new file will be posted back to the platform, as a different version of the same garment. A
suitable versioning system is enabled, each time a new version is created. All versions can
be displayed along with their attached historic data, comments form others, etc.
-
Page 26 of 56 Newsletter January 2014
View video: http://www.youtube.com/watch?v=M1CUPieMK7s
2.2.3. Virtual Try on
The Virtual TryOn is a real-time platform enabling consumers to evaluate physically
simulated 3D garments on a 3D digital representation of their own body.
The consumers are able to customize a 3D template body to fit their specific morphology.
This avatar can then be dressed with a 3D garment which is accurately simulated based on
physical parameters.
The system allows for the interactive resizing of virtual bodies, adapting the animation to
the new morphology. Garments are simulated in real-time and are interactively resizable. It
further provides video functionality to record high quality simulation results.
What it is
The Virtual TryOn is a web-enabled interactive 3D platform which enables consumers to
virtually evaluate physically simulated 3D garments on a 3D digital representation of their
own body. As such the Virtual TryOn brings a simulated physical shopping experience.
What does it do
Starting with a template body the customer will be able to generate a virtual representation
of him/herself based on accurate body measurements. This results in a virtual
representation matching the customers morphology. This avatar can then be dressed with a
combination of 3D garments which are accurately simulated based on physical parameters.
Besides an evaluation of garment fit in static poses, the Virtual TryOn also allows for
animation of the dressed virtual human. As such the consumer will be able to evaluate
garment behaviour in various dynamic scenarios.
What is the innovation/special feature
The main features of the Virtual TryOn are:
Interactive resizing of virtual bodies
Automatic retargeting of recorded body animation
Resizing of garments
Physical simulation of garments
Automatic recording of the simulation results
The template virtual body includes 24 anthropometric regions as defined under the ISO-
7520 and ISO-8559 standards. Using a FFD technique the Virtual TryOn allows for the
independent deformation of each region to match the consumers morphology. While
the template body contains motion-captured animation, it needs to be adapted to fit the
new morphology of the virtual body. For this the Virtual TryOn contains a real-time motion
retargeting module which allows for correct animation on any body type. In contrast to
-
Page 27 of 56 Newsletter January 2014
existing Virtual TryOns the consumer will be able to evaluate garments in both static
and dynamic scenarios.
Virtual garments within the Virtual TryOn could contain grading information. This allows the
consumer to interactively select any desired standard size and evaluate its fit. The added
benefit is that no new data needs to be loaded when switching between standard sizes.
The physical simulation of garments included in the Virtual TryOn allows for quick
evaluation of the garments fit as well as its dynamic behaviour. A video recording module
allows the consumer to store the simulation results and view or share it whenever he/she
wants.
2.2.4. 3D garment design & 2D flattening software
The 3D Design Module, to be integrated into commercial design software, is an advanced 3D
design application that streamlines the entire product life-cycle. It enables a 3D simulation
of garments on a 3D parametric human figure.
The 3D Design Module will provide 3D Simulation of garment fit on deformable human
bodies, 3D design tools and flattening process to 2D patterns through data collaboration
with the Collaborative Virtual Platform (CVP).
Major innovative elements are an accelerated design and product development cycle; true-
to-life garment modeling, 3D Design tools for product design & development and innovative
communication channels (through the CVP) for reduced time-to-market, improved product
quality, reduced product development cost and enhanced product marketing.
Browzwear introduces a new approach in fashion design. Using V-Stitchers cutting edge
tools, the user can design garments in a 3D environment while flattening the design to 2D
pattern.
The user can log-in to the CVP platform and start designing a new garment based on a pre-
defined 3D block. The garment is then simulated on the corresponding body-form allowing
the user an easy starting point and a more efficient workflow
Once the initial dressing is completed, the user can employ one of the 3D design tools such
as the 3D line and draw marker lines on the 3D garment. Those 3D lines will be
automatically flattened to the 2D pattern. Based on these 3D lines the user can either slash
the pattern, adjust it accordingly or extract new shapes.
In a collaborative on-line design session the garment is presented in 3D to all those involved
in the process of the garment lifecycle. In this session the participants may comment on the
garment and ask for change while the user applies the changes on line.
-
Page 28 of 56 Newsletter January 2014
V-Stitcher outputs, such as BWO (High quality independent 3D object), Flash sequences,
Images and other data exchange formats, can be stored on the designated repository on the
CVP. FBX format can be used to animate the 3D garments on the avatar (3D model).
The 3D virtual prototyping is a proven method that can save brands, retailers and factories
tremendous resources such as of time, effort, raw materials and money.
View video: http://www.youtube.com/watch?v=wAXRHnVTbYE
-
Page 29 of 56 Newsletter January 2014
Pros and cons of sourcing products in India vs. China - Jitendra Yadav
While looking for an India - China comparative study on apparel sourcing, I found this
interesting comment to a Chinese blog.
The commentator has been living in India for 30 years and spent all this time sourcing from
here. He has started sourcing from Chinese suppliers in 2005.
1. Challenges of sourcing in India
First, here is why he strongly disagrees that India is in any way, comparable to China:
1. Logistics is a joke in India. It takes 3 days to unload/load a container ship in Mumbai.
I have lost containers put on a train in New Delhi which somehow are missing when
the train arrives in Mumbai. Yes, containers disappear from trains.
2. The Mumbai High Court has ruled that proven theft (proven in court) is not sufficient
grounds for firing a worker. To close a company/factory with more than 90 workers
requires government permission, which has till date, never been given.
3. India manufactures what China, for a variety of reasons, chooses NOT to
manufacture: too labor intensive, too short production runs, primarily for the
domestic Indian market where there are tariffs protecting the Indian manufacturer.
4. The real cost of Indian labor is 2-3 times the cost of China labor when you take into
account productivity, Indian workers need for excessive/extensive supervision, and
the costs of benefits. This is why Chinese construction companies choose to import
Chinese labor to India, for projects they are working on in India, and why, till very
recently, there were 40,000+ Chinese workers in India doing construction.
5. I am fully aware of the problems of sourcing in China. Nevertheless, Indias costs and
logistics make it the second choice for any product currently available in China.
6. With the poor response to call centers in India by American consumers/customers, I
also expect China to shortly (as English in China becomes more widespread) become
the destination of choice for out-sourcing.
-
Page 30 of 56 Newsletter January 2014
2. Advantages of India over China
In a later comment, the reader wrote that there are some good things about sourcing from
India:
1. Indian exporters, having been very exposed to Western buyers/culture/business for a
very long time, are much more understanding of Western business assumptions: they
take their responsibilities more seriously than Chinese exporters. They understand
that they are responsible for quality issues, even when a consignment has been
inspected by the buyer. They understand that delivery on schedule is critically
important, and understand that they need to compensate if a consignment has
problems, or is late. This is not generally true of Chinese exporters.
2. They truly understand long term relationships, and are not so focused on the
profitability of each consignment. More so than Chinese exporters, in my experience,
they focus on the long term.
3. There is not really a cultural or language barrier: yes is yes, and there is a no: a very
clear no, when appropriate; not, a maybe/lets see what happens/its possible.
4. There is a greater widespread understanding of their customers customers: What is
acceptable to consumers in different countries in terms of packaging, quality, hidden
manufacturing defects, safety issues (lead in paint/trace metals in children toys)
5. Indians, overall, are more creative than Chinese factories. New designs/items are
created and plugged into their potential markets. Creativity is real, in India, and they
are not looking to copy, but to create something new. IP issues are dealt with in a
more normal way. Copying is not appreciated. The legal system in India is
frustrating slow (I am involved in a property dispute which has been in court for 28
years), but the laws are very similar to English/America laws, which is still not true in
China. Contract law works, is enforceable, and predictable. Consumers and
businesses are protected from both suppliers, and the government: be they domestic
or international.
6. Everyone speaks English, and many, better than I!
7. By and large, exporters say what they mean, and mean what they say.
8. China and Vietnam are the only two countries I know of who try to control which
companies can export (through the need for an export license). The original theory
that this would insure only quality shipments, has not worked in either China or
-
Page 31 of 56 Newsletter January 2014
Vietnam, by the setting up of both state owned and private trading companies. In
India, anyone can set up from scratch an export company at a cost of less than USD $
500. This seems to be a better system, and is ultimately less expensive for the buyer.
9. With all major international banks having branches in India, and very professional
Indian banks, international trade is much more efficient than in China. Buying
without L.C.s or a 30% deposit, is much more prevalent in India today, than in China.
These are all strong obstacles to sourcing from (and manufacturing in) India. On these
issues, there is no doubt that China offers better options.
-
Page 32 of 56 Newsletter January 2014
Colombian apparel sector creates 200,000 new jobs in 2013 Source: Fibre2fashion, January 27, 2014
The Colombian apparel sector managed to create 200,000 new jobs in 2013, increasing the
employment in the sector at a rate of 21.9 percent in all regions of the country during the
year, informed the Colombian Chamber of Apparel and Allied Workers (CCCyA) during the
recently held Colombiatex of the Americas in the city of Medellin.
The CCCyA attributed the increase in the number of jobs to the implementation of the
Decree 074 which was imposed by the Colombian Government on March 1, 2013, in order
to protect the domestic clothing industry from unfair competition, reports Colombian
newspaper El Universal.
Carolina Blackburn, director of CCCyA, said the decree imposed by the Government raised
tariffs on the imports of finished clothing from other countries, which helped in protecting
the domestic apparel sector from unfair competition.
The decree imposed less than a year ago has exceeded all expectations, and the apparel
sector had to enhance production, in order to meet with the demand for high-quality
clothing from the domestic market, which indicated the success of the decree in reviving the
industry, she added.
According to the CCCyA official, within almost a year the measure imposed by the
Colombian Government changed the dynamics in favor of the sector which is on the path of
steady recovery, even in terms of production as well as industrial growth.
Last week, the Colombian Government announced the extension of the Decree 074 of
Customs Tariff for two more years after partial modification following an agreement
reached between manufacturers and traders.
According to the Government, the threshold value would be US$ 10 per kilo of clothing, and
all garments below that value would continue to pay the current mixed tariff of 10 percent
plus $5 per kilo of clothing. Garments that are priced above $10 per kilo would have to pay
tariff at 10 percent plus $3 per kilo.
-
Page 33 of 56 Newsletter January 2014
99 illegal dyeing, bleaching units unearthed in Tirupur in 2013 Source: The Hindu, December 30, 2013
A total of 99 illegally-operated dyeing and bleaching units have been unearthed by the Tamil
Nadu Pollution Control Board from Tirupur knitwear cluster and its hinterland in 2013.
TNPCB sources told The Hindu that all these units were caught for discharging untreated
effluents into the open as well as into the drains that lead to rivers like Noyyal and other
water bodies, all in violation of the Madras High Court order pronounced in 2011.
The court, while ordering the closure of the entire dyeing and bleaching units in Tirupur
knitwear cluster for polluting River Noyyal, on a petition filed by a farmers forum, had
stated that the Common Effluent Treatment Plants and Individual Effluent Treatment Plants
should not be permitted to operate unless they achieved zero liquid discharge (ZLD) in the
effluent treatment process.
It is a concern from the farmers side that the indiscriminate discharge of effluents still
exists. The figures of 99 units are just the tip of iceberg and it could be even more
considering that the unearthing of illegally-operated units is happening continuously in the
cluster, pointed out K.C. M.Balasubramaniam, a former agriculture economist from Tamil
Nadu Agricultural University and a farmer himself.
The industry analysts fear that the continuation of discharge of untreated effluents into the
water bodies would not only affect the crops but also dent the image of Tirupur cluster in
the eyes of the foreign buyers who are now keener on implementation of green norms in
the apparel production cycle.
K. Vanchipalayam Durai, a farmer who had been crusading against the pollution caused by
industrial effluents in River Noyyal for the past many years, told The Hindu that the owners
of the many smaller dyeing units, which were closed following the court order, had now
started leasing the premises to people coming from other districts to run the dyeing
business.
This needs to be stopped immediately if strict implementation of ZLD norms had to be
ensured. A couple of days ago, I had represented the issue to the district administration, he
added.
-
Page 34 of 56 Newsletter January 2014
Garment makers, textile mills spar over yarn prices Source: The Times of India, January 22, 2014
COIMBATORE: Garment makers and textile spinning mills are at loggerheads yet again over
yarn prices. The Tirupur Exporters' Association (TEA) has urged textile mills to rollback the
increase in yarn prices. Mills however defended the move citing high cotton prices.
Textile mills in the region have increased yarn prices by Rs 5 per kg for all counts from
January 20. Garment manufacturers say that mills are planning to hike it further from the
beginning of next month.
"The hike has been carried out at a time when the export orders have started coming in to
Tirupur and the exporting units are taking up their full efforts to regain the lost growth
momentum," said A Sakthivel, president, TEA. Some mills have increased prices by Rs 8-10
per kg, he said.
"Cotton prices have gone up. We are passing only a part of the increase (to garment
makers)," said T Rajkumar, chairman, SIMA. Prices of Shankar-6, the most widely used
cotton variety, has jumped to around Rs 42,500 per candy (about 355 kgs) now. It quoted
about Rs 37,000 per candy two weeks ago, he said.
The cost of producing yarn goes up by Rs 4 per kg for every Rs 1,000 per candy increase in
cotton prices, Rajkumar said. Mills sold the popular 30s count for Rs 200 per kg in January
last year when Shankar-6 prices were ruling at around Rs 33,800 per candy. Mills are selling
30s count yarn only at around Rs 220 per kg now when they should actually be quoting at
least Rs 10 per kg more considering the spike in cotton prices, Rajkumar said.
Raw material costs would go up by about 3% due to the price hike, Sakthivel said. Raw