TECHNOLOGICAL LEADERSHIP– POWERFUL...
33
TECHNOLOGICAL LEADERSHIP – POWERFUL ECONOMICS METALLURGICAL PLANT and ROLLING MILL TECHNOLOGY Continuous casters for flat products SMS SIEMAG TECHNOLOGICAL LEADERSHIP – POWERFUL ECONOMICS Continuous casters for flat products Reference journal 2009-2014 42 continuous casters – 52 strands Orders and commissioning projects References are the most convincing proof of our customers' trust in the technical and economic effi- ciency of SMS Siemag. 42 continuous casters which we have already suc- cessfully commissioned, or will be commissioning, between 2009 and 2014 alone are eloquent proof of this successful and trustworthy cooperation with our customers. On the basis of our more than 140 years of expe- rience in the field of metallurgical plant and rolling mill technology, we develop and implement inno- vative plant solutions for the world market: Ranging from turnkey integrated plants to revamps and to powerful and efficient single components, including the electrical and automa- tion systems and the servicing. Thus, from tech- nical process lines, we create integrated value- added chains in close cooperation with our customers and with leading research institutes.
Transcript of TECHNOLOGICAL LEADERSHIP– POWERFUL...

TECHNOLOGICAL LEADERSHIP –POWERFUL ECONOMICS
MEETING your EXPECTATIONS
S1/304E
1000/07/12 .Ky
. Printed in Germany
METALLURGICAL PLANT and ROLLING MILL TECHNOLOGY
Continuous casters for flat products
SMS SIEMAG
TECHNOLOGICAL LEADERSHIP –POWERFUL ECONOMICSContinuous casters for flat productsReference journal 2009-2014
42 continuous casters – 52 strands
Orders and commissioning projects
References are the most convincing proof of ourcustomers' trust in the technical and economic effi-ciency of SMS Siemag.
42 continuous casters which we have already suc-cessfully commissioned, or will be commissioning,between 2009 and 2014 alone are eloquent proof of this successful and trustworthy cooperation withour customers.
SMS SIEMAG AG
Continuous Casting Division
Eduard-Schloemann-Strasse 440237 Düsseldorf, Germany
Phone: +49 211 881-6710 Telefax: +49 211 881-4841
E-mail: [email protected]: www.sms-siemag.com
“The information provided in this brochure contains a general description of the performance characteristics of the products concerned. The actual products may not always have thesecharacteristics as described and, in particular, these may change as a result of further developments of the products. The provision of this information is not intended to have and willnot have legal effect. An obligation to deliver products having particular characteristics shall only exist if expressly agreed in the terms of the contract.”
On the basis of our more than 140 years of expe-rience in the field of metallurgical plant and rollingmill technology, we develop and implement inno-vative plant solutions for the world market:
Ranging from turnkey integrated plants torevamps and to powerful and efficient singlecomponents, including the electrical and automa-tion systems and the servicing. Thus, from tech-nical process lines, we create integrated value-added chains in close cooperation with ourcustomers and with leading research institutes.
Continuous castersSMS SIEMAG
Bhushan Steel Ltd. 34
Jindal Stainless Ltd. 35
Jindal South West Ltd. 36
2010
Dillinger Hüttenwerke 40
ArcelorMittal Burns Harbour LLC 42
Bhushan Power and Steel Ltd. 44
Salem Steel Plant 45
Peiner Träger GmbH 46
Salzgitter Flachstahl GmbH 48
Tokyo Steel Manufacturing Co. Ltd. 50
2009
ArcelorMittal Lazaro Cardenas 54
China Steel Corp. (CSC) 56
Magnitogorsk Iron and Steel Works 58
Maanshan Iron and Steel Company 60
Wuhan Iron and Steel Corp. (Wisco) 62
Jindal Stainless Hisar 64
CONTENTSCONTENTS
2013/2014
AG der Dillinger Hüttenwerke 8
Salzgitter Flachstahl GmbH 9
Jindal Steel & Power Ltd. 10
PT. Gunung 11
Siderar S.A.I.C. 12
Tata Steel Ltd. 14
2012
Fuxin Special Steel 18
Salzgitter Flachstahl GmbH 20
Tata Steel Ltd. 22
Jindal South West Steel Ltd. 22
SAIL Rourkela Steel Plant 23
2011
Bhushan Steel Ltd. 26
Maghreb Steel 28
Essar Steel Ltd. 30
Severstal North America 32
7
Continuous castersSMS SIEMAG
6
REFERENCESREFERENCES
2013/2014
9
Continuous castersSMS SIEMAG
8
AG DER DILLINGER HÜTTENWERKEAG DER DILLINGER HÜTTENWERKE Germany
Two-strand caster for thick slabs
With a total volume of around 300 million Euro, Dillinger Hütte is investing in the manufacture of high-quality slabs for the demanding production of heavy plates. As part of this investment scheme,SMS Siemag was awarded the biggest-ever contract in the history of continuous casting.
Technical data – AG der Dillinger Hüttenwerke 2014
Continuous 1 two-strand vertical-type caster with slabcasting process turning equipmentLadle contents 190 tAnnual production 1,200,000 tpySlab dimensions 300 to 500 mm × 2,200 mmSlab length approx. 6.7 to 11 mMetallurgical length 17.4 m Number of segments 9
SMS Siemag supplies the castingfloor, moulds, hydraulic oscillator,strand guide system, edge-con-trolled secondary cooling and posi-tion-controlled segment gap adjust-ment as well as the pinch-roll unitsfor the dummy bar and hot strand.The complete X-Pact® electrical andautomation system is also includedin the supply. The continuous casteris equipped with the proven techno-logical systems for mould-level con-trol, hydraulic oscillator, hydraulicsegment gap adjustment withdynamic soft reduction and loadcompensation control. In coopera-tion with the department of DillingerHütte, SMS Siemag has developeda hydraulic adjustment system forthe pinch rolls specially for this con-tinuous slab caster.
Use is made of dynamic soft reduc-tion for the diameter range in ques-tion to manufacture semifinishedproducts with optimized internal qual-ity. This involves pressing the strandshell together during casting in such a
Highlights
Sixth installation from SMSCasting concept successfulfor 50 yearsCustomer-specific: World's thickest slabsX-Pact® electrical and automation system
way as to enable the material proper-ties to be homogeneous right intothe core.
The adjustment mechanisms other-wise customary in continuous cast-ers will be extended by a furtherdimension on the basis of experi-ence gained with rolling technology.The result will be a further enhance-ment of the soft reduction rates, asimplemented successfully for theCC5 in Dillingen.
In conformity with the customer'sspecifications, the vertical externalwalls of the deep parts of the foun-dation are not, as otherwise usual,
built on a rectangular ground-planarea but on a circular area.
The self-supporting effect of thiscross-sectional layout makes it possi-ble to do without costly and time-con-suming horizontal anchors, whichmakes it easier to perform the workon site. The design of the CC6 essen-tially corresponds to that of the CC5continuous caster. This results in sub-stantial synergy effects for operation,servicing and maintenance.
The commissioning of the two-strandvertical-type continuous caster isscheduled for spring 2014.
SALZGITTER FLACHSTAHL GMBHSALZGITTER FLACHSTAHL GMBH Germany
SMS Siemag awarded contract for modernization of caster 2,
Salzgitter Flachstahl
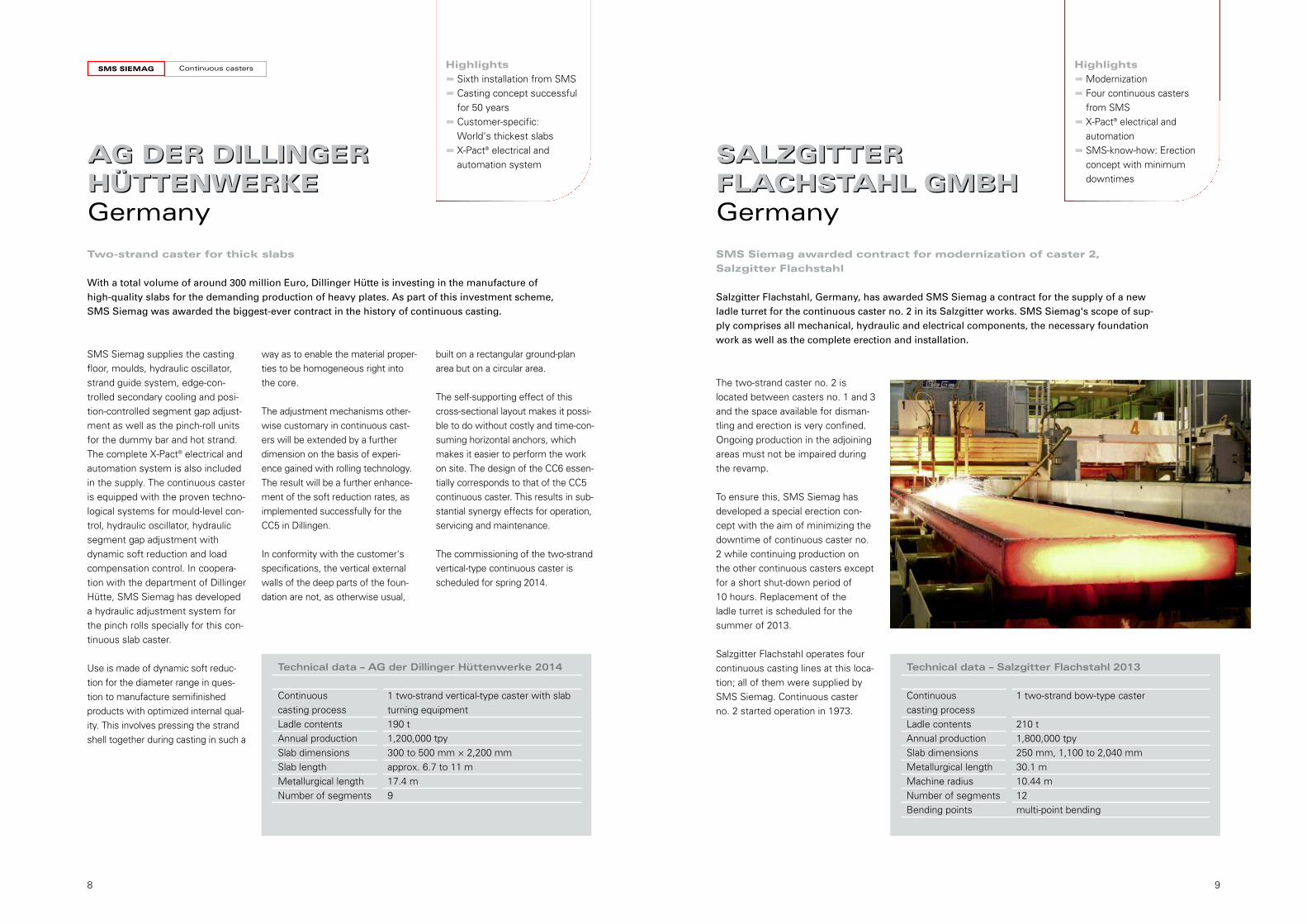
Salzgitter Flachstahl, Germany, has awarded SMS Siemag a contract for the supply of a newladle turret for the continuous caster no. 2 in its Salzgitter works. SMS Siemag's scope of sup-ply comprises all mechanical, hydraulic and electrical components, the necessary foundationwork as well as the complete erection and installation.
Technical data – Salzgitter Flachstahl 2013
Continuous 1 two-strand bow-type castercasting processLadle contents 210 tAnnual production 1,800,000 tpySlab dimensions 250 mm, 1,100 to 2,040 mmMetallurgical length 30.1 mMachine radius 10.44 mNumber of segments 12Bending points multi-point bending
The two-strand caster no. 2 islocated between casters no. 1 and 3and the space available for disman-tling and erection is very confined.Ongoing production in the adjoiningareas must not be impaired duringthe revamp.
To ensure this, SMS Siemag hasdeveloped a special erection con-cept with the aim of minimizing thedowntime of continuous caster no.2 while continuing production on the other continuous casters exceptfor a short shut-down period of 10 hours. Replacement of the ladle turret is scheduled for thesummer of 2013.
Salzgitter Flachstahl operates fourcontinuous casting lines at this loca-tion; all of them were supplied bySMS Siemag. Continuous caster no. 2 started operation in 1973.
Highlights
ModernizationFour continuous casters from SMSX-Pact® electrical and automation SMS-know-how: Erectionconcept with minimumdowntimes
11
Continuous castersSMS SIEMAG
10
JINDAL STEEL & POWER LTD.JINDAL STEEL & POWER LTD. India
SMS Siemag awarded contract for modernization of JSPL caster –
India's largest slab cross section
SMS Siemag modernizes the slab caster at the Raigarh, Chhattisgarh, works of Jindal Steel & Power Limited.The revamp is designed to expand JSPL's line of quality steel grades and slab dimensions.Added to the portfolio will be high-tech pipe and tube grades (API), High Carbon Steels andmicroalloyed peritectic grades. The current slab size of max. 2,600 mm width and max. 280 mmthickness will be increased to 3,000 mm width and 300 mm thickness. The caster will thus berated for an annual production of 1.5 million t of steel slabs.
The caster was bought in 2006 as second-hand unit and commis-sioned by SMS Siemag in 2007.SMS Siemag supplies a completelynew strand guide system, whilethe foundations and the ladle turretwill be maintained. The existinghydraulic systems will be upgradedin line with the new requirements.The modernization scope will also include SMS Siemag's supplyof the dummy bar system, newmoulds, new torch cutting units aswell as a new slab removal system.
Also included in the supply scopewill be the basic and detail engi-neering, the supply of all mechani-cal components and the completeX-Pact® electrical and automationpackage, including the control sys-tems and process models.
Technical data – JSPL 2013
Continuous 1 single-strand bow-type castercasting processLadle contents nom. 100 tAnnual production > 1,450,000 tpySlab dimensions 180 to 300 mm, 1,250 to 3,000 mmSlab length 3.5 to 12.0 mMetallurgical length 23.5 mMachine radius 12.0 mNumber of segments 12Bending points continuous straightening
Highlights ModernizationIndia's largest slab cross sectionExtension of product portfolioLarge variety of productsX-Pact® electrical and automation system
The equipment of the casterincludes several Intelligent SlabCasting (ISC®) modules whichdetermine quality and production.Among these are the remote-controlled mould narrow faces for width change during casting(online) and the position-controlledsegments for performing DynamicSoft Reduction.
The manufacture of slabs of a highinternal quality is thus guaranteed
by the above in combination withthe width-dependent air-mist sec-ondary cooling and the DynamicSolidification Control processmodel.
The Integrated Production QualitySystem IPQSslab® safeguards theslab quality through the monitoringof all relevant measured data.
Commissioning is scheduled forthe autumn of 2013.
PT. GUNUNGPT. GUNUNG Bekasi, Indonesia
Slab caster ensures higher added value
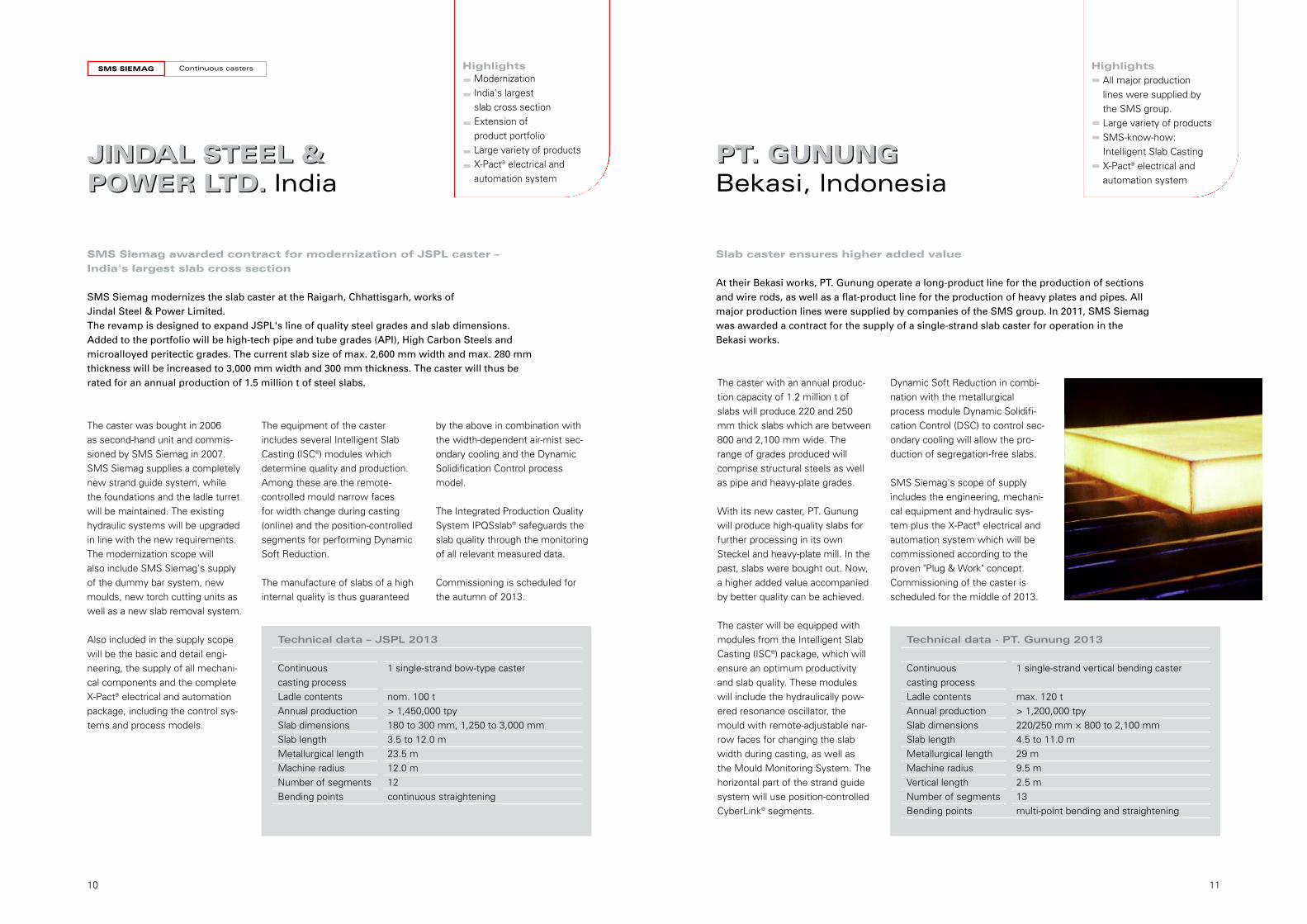
At their Bekasi works, PT. Gunung operate a long-product line for the production of sectionsand wire rods, as well as a flat-product line for the production of heavy plates and pipes. Allmajor production lines were supplied by companies of the SMS group. In 2011, SMS Siemagwas awarded a contract for the supply of a single-strand slab caster for operation in theBekasi works.
The caster with an annual produc-tion capacity of 1.2 million t ofslabs will produce 220 and 250mm thick slabs which are between800 and 2,100 mm wide. Therange of grades produced willcomprise structural steels as wellas pipe and heavy-plate grades.
With its new caster, PT. Gunungwill produce high-quality slabs forfurther processing in its ownSteckel and heavy-plate mill. In thepast, slabs were bought out. Now,a higher added value accompaniedby better quality can be achieved.
The caster will be equipped withmodules from the Intelligent SlabCasting (ISC®) package, which willensure an optimum productivityand slab quality. These moduleswill include the hydraulically pow-ered resonance oscillator, themould with remote-adjustable nar-row faces for changing the slabwidth during casting, as well asthe Mould Monitoring System. Thehorizontal part of the strand guidesystem will use position-controlledCyberLink® segments.
Technical data - PT. Gunung 2013
Continuous 1 single-strand vertical bending castercasting process Ladle contents max. 120 tAnnual production > 1,200,000 tpySlab dimensions 220/250 mm × 800 to 2,100 mmSlab length 4.5 to 11.0 mMetallurgical length 29 mMachine radius 9.5 mVertical length 2.5 mNumber of segments 13Bending points multi-point bending and straightening
Highlights
All major production lines were supplied by the SMS group.Large variety of productsSMS-know-how: Intelligent Slab CastingX-Pact® electrical andautomation system
Dynamic Soft Reduction in combi-nation with the metallurgicalprocess module Dynamic Solidifi-cation Control (DSC) to control sec-ondary cooling will allow the pro-duction of segregation-free slabs.
SMS Siemag's scope of supplyincludes the engineering, mechani-cal equipment and hydraulic sys-tem plus the X-Pact® electrical andautomation system which will becommissioned according to theproven "Plug & Work" concept.Commissioning of the caster isscheduled for the middle of 2013.
SIDERAR S.A.I.C.
Continuous castersSMS SIEMAG
12 13
SIDERAR S.A.I.C. Argentina
Two-strand slab caster for the San Nicolás works, Buenos Aires
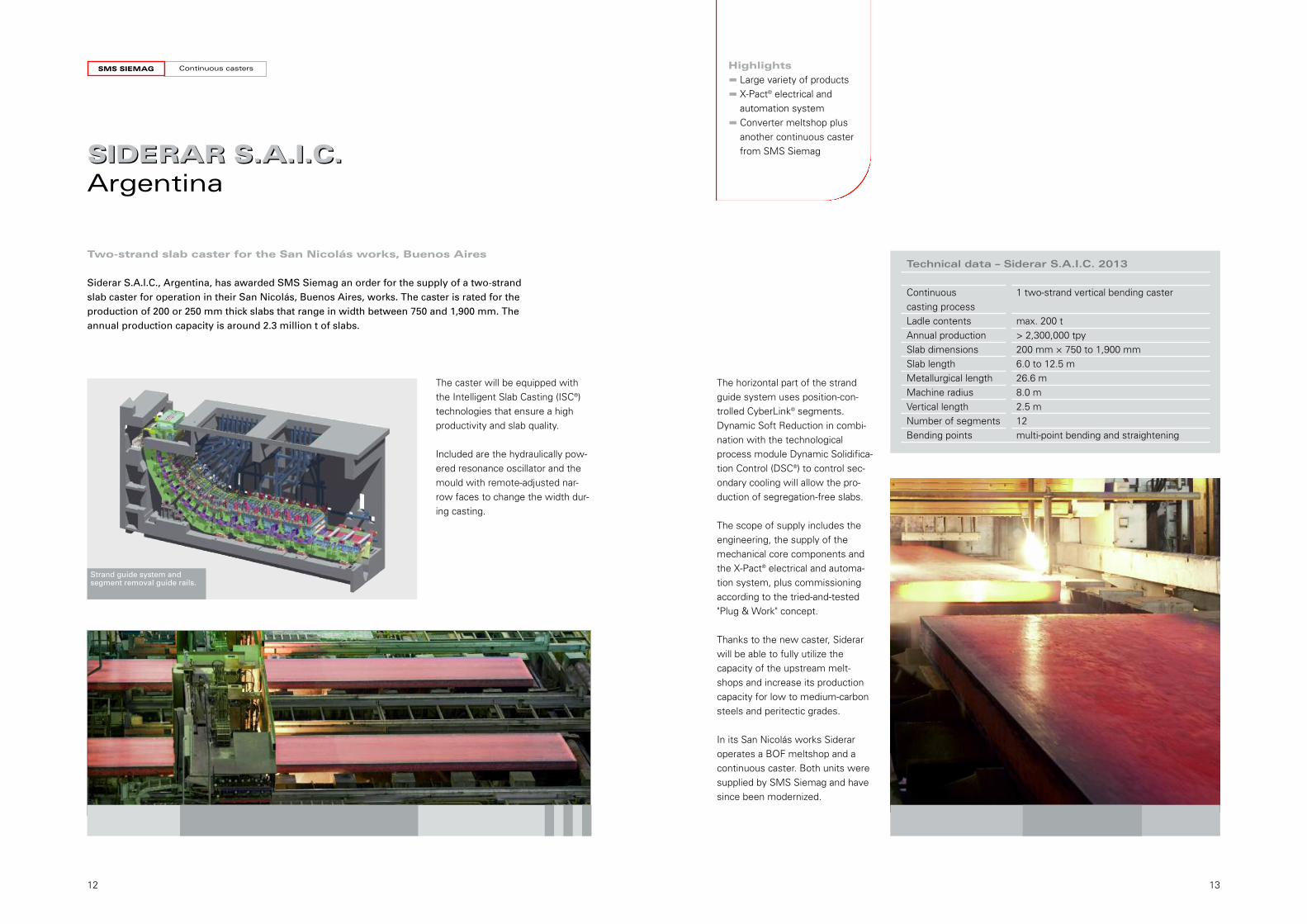
Siderar S.A.I.C., Argentina, has awarded SMS Siemag an order for the supply of a two-strandslab caster for operation in their San Nicolás, Buenos Aires, works. The caster is rated for theproduction of 200 or 250 mm thick slabs that range in width between 750 and 1,900 mm. Theannual production capacity is around 2.3 million t of slabs.
Technical data – Siderar S.A.I.C. 2013
Continuous 1 two-strand vertical bending castercasting processLadle contents max. 200 tAnnual production > 2,300,000 tpySlab dimensions 200 mm × 750 to 1,900 mmSlab length 6.0 to 12.5 mMetallurgical length 26.6 mMachine radius 8.0 mVertical length 2.5 mNumber of segments 12Bending points multi-point bending and straightening
The horizontal part of the strandguide system uses position-con-trolled CyberLink® segments.Dynamic Soft Reduction in combi-nation with the technologicalprocess module Dynamic Solidifica-tion Control (DSC®) to control sec-ondary cooling will allow the pro-duction of segregation-free slabs.
The scope of supply includes theengineering, the supply of themechanical core components andthe X-Pact® electrical and automa-tion system, plus commissioningaccording to the tried-and-tested"Plug & Work" concept.
Thanks to the new caster, Siderarwill be able to fully utilize thecapacity of the upstream melt-shops and increase its productioncapacity for low to medium-carbonsteels and peritectic grades.
In its San Nicolás works Sideraroperates a BOF meltshop and acontinuous caster. Both units weresupplied by SMS Siemag and havesince been modernized.
The caster will be equipped withthe Intelligent Slab Casting (ISC®)technologies that ensure a highproductivity and slab quality.
Included are the hydraulically pow-ered resonance oscillator and themould with remote-adjusted nar-row faces to change the width dur-ing casting.
Highlights
Large variety of productsX-Pact® electrical and automation system Converter meltshop plusanother continuous casterfrom SMS Siemag
Strand guide system and segment removal guide rails.
15
Continuous castersSMS SIEMAG
14
TATA STEEL LTD.TATA STEEL LTD.India
India's most powerful two-strand slab caster
Tata Steel Ltd., India, has awarded SMS Siemag a contract for the supply of a two-strand slabcaster for their Kalinganagar works in the East Indian federal state of Orissa. Tata Steel is India'slargest privately owned steelmaker and with this order it is implementing an ambitious projectwhich envisages an annual steel production of three million t.
The two-strand continuous slabcaster is designed for the produc-tion of slabs with a thickness of230 mm and widths from 1,000 to2,150 mm. The scope of supplycomprises the detail engineering,mechanical equipment, hydraulicsystem, as well as the complete X-Pact® electrical and automationpackage including process models.
The mould with resonance oscillatoris equipped with a remote adjust-ment system for the narrow faces,which allows the casting width tobe adjusted in operation. The oscil-lator with variable lifting frequency,lifting height and curve shape yieldsa consistently good slab surface.
Bildbeschriftung
The caster comes equipped withthe SMS Siemag-patented DynamicSoft Reduction and hydraulicallyadjusted CyberLink® segments.
The entire automation system forthe continuous caster is set upcompletely in the SMS Siemag testcentre before commissioning andthen tested and optimized bymeans of plant-specific simulationsoftware.
Control pulpit on the casting floor.
Technical data – Tata Steel Ltd. 2013
Continuous 1 two-strand vertical bending castercasting processLadle contents 310 tAnnual production 3,000,000 tpySlab dimensions 200 mm × 1,000 to 2,150 mmSlab length 6.0 to 11.5 mMetallurgical length 35.6 mMachine radius 9.59 mVertical length 2.7 mNumber of segments 16Bending points multi-point bending and straightening
Highlights
Economic: High-capacity installationCustomer-specific: India'smost powerful installationX-Pact® electrical and automation system
17
Continuous castersSMS SIEMAG
16
2012
REFERENCESREFERENCES

Continuous castersSMS SIEMAG
18 19
FUXIN SPECIAL STEEL CO. LTD.FUXIN SPECIAL STEEL CO. LTD. China
Stainless steel slab caster for an annual production of 720,000 t
Fuxin Special Steel Company has awarded SMS Siemag a contract for the planning and supplyof a complete steelworks for stainless steels. The works will be built in Zhangzhou in the south-east of the Chinese Province Fujian. The works is designed for a steel production of 720,000 tper year. Commissioning of the special-steel works is scheduled for the end of 2012.
The works layout already makes pro-vision for a second constructionstage, allowing production capacityto be doubled.
The new project includes all equip-ment for the scrap-based productionof stainless steel (duplex route), acontinuous slab caster as well as alarge number of facilities for environ-mental protection.
This is how the segment workshop is planned in 3D.
The range of grades produced bythe steelworks comprises ferritic,austenitic and martensitic stainlesssteels which are processed on thecontinuous caster to produce 200or 220 mm thick slabs.
During casting, the slab width canbe set steplessly from 800 to1,600 mm.
The plant is equipped with the latest-generation ISC® modules(Intelligent Slab Casting). Theseinclude the hydraulically poweredresonance oscillator for the mould, the position-controlled CyberLink®
segments and the metallurgicalDynamic Solidification Control(DSC) process model for control of the secondary cooling. Togetherwith the electro-magnetic strandstirrer (EMS). This allows the pro-duction of slabs with a very highquality.
The supply scope comprises thecomplete basic and detail engineer-ing, the supply of mechanical andelectrical core components, the X-Pact® electrical and automationpackage including the Level 1process automation and the Level 2metallurgical process models, allfree-issue parts and the supervisionof erection and commissioning.
Technical data – Fuxin Special Steel Co. Ltd. 2012
Continuous casting 1 single-strand vertical bending casterprocessLadle contents 180 tAnnual production 720,000 tpySlab dimensions 200 /220 mm × 800 to 1,600 mmSlab length 5.0 to 12.0 mMetallurgical length 25.8 mMachine radius 8.0 mVertical length 2.5 mNumber of segments 12Bending points multi-point bending and straightening
Highlights
Continuous caster for stainless steel gradesSMS-know how: - Electro-magnetic strand stirrer – developed by SMS
- Slab store with slowed-down slab cooling
X-Pact® electrical and automation systemSMS Siemag also suppliesthe upstream steelmakingplant
Continuous castersSMS SIEMAG
20 21
SALZGITTER FLACHSTAHL GMBHSALZGITTER FLACHSTAHL GMBHGermany
Expansion of continuous caster no. 3
Salzgitter Flachstahl GmbH placed an order with SMS Siemag for the expansion of thesingle-strand slab caster no. 3. The aim is to maintain and also increase the castingspeed, in particular for small casting widths, thereby enhancing the production capacity.
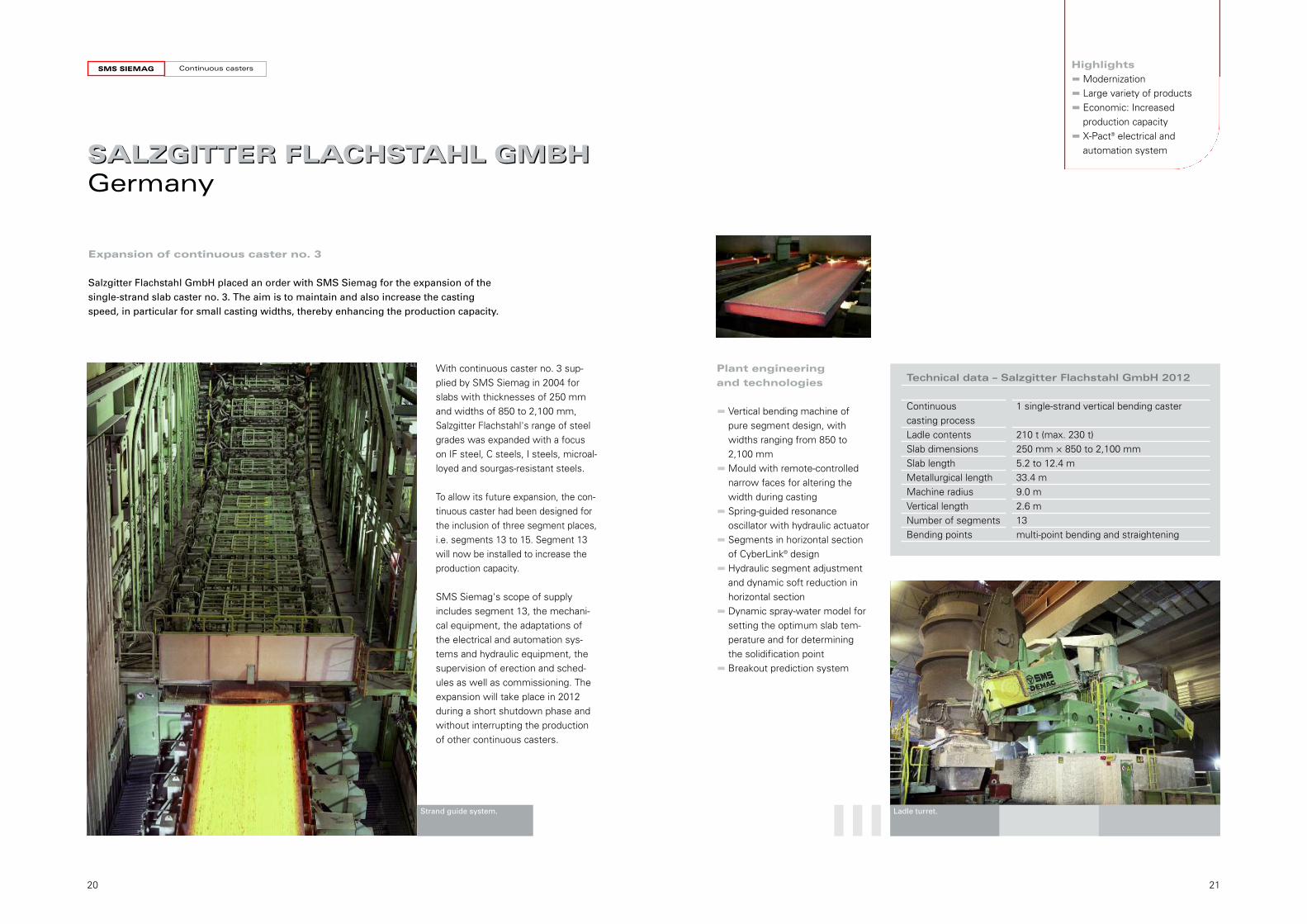
With continuous caster no. 3 sup-plied by SMS Siemag in 2004 forslabs with thicknesses of 250 mmand widths of 850 to 2,100 mm,Salzgitter Flachstahl's range of steelgrades was expanded with a focuson IF steel, C steels, I steels, microal-loyed and sourgas-resistant steels.
To allow its future expansion, the con-tinuous caster had been designed forthe inclusion of three segment places,i.e. segments 13 to 15. Segment 13will now be installed to increase theproduction capacity.
SMS Siemag's scope of supplyincludes segment 13, the mechani-cal equipment, the adaptations ofthe electrical and automation sys-tems and hydraulic equipment, thesupervision of erection and sched-ules as well as commissioning. Theexpansion will take place in 2012during a short shutdown phase andwithout interrupting the productionof other continuous casters.
Technical data – Salzgitter Flachstahl GmbH 2012
Continuous 1 single-strand vertical bending castercasting processLadle contents 210 t (max. 230 t)Slab dimensions 250 mm × 850 to 2,100 mmSlab length 5.2 to 12.4 mMetallurgical length 33.4 mMachine radius 9.0 mVertical length 2.6 mNumber of segments 13Bending points multi-point bending and straightening
Ladle turret.
Highlights
ModernizationLarge variety of productsEconomic: Increased production capacityX-Pact® electrical andautomation system
Plant engineering
and technologies
Vertical bending machine of pure segment design, withwidths ranging from 850 to2,100 mmMould with remote-controllednarrow faces for altering thewidth during castingSpring-guided resonance oscillator with hydraulic actuatorSegments in horizontal sectionof CyberLink® designHydraulic segment adjustmentand dynamic soft reduction inhorizontal sectionDynamic spray-water model forsetting the optimum slab tem-perature and for determining the solidification pointBreakout prediction system
Strand guide system.
Continuous castersSMS SIEMAG
22 23
TATA STEEL LTD.TATA STEEL LTD.India
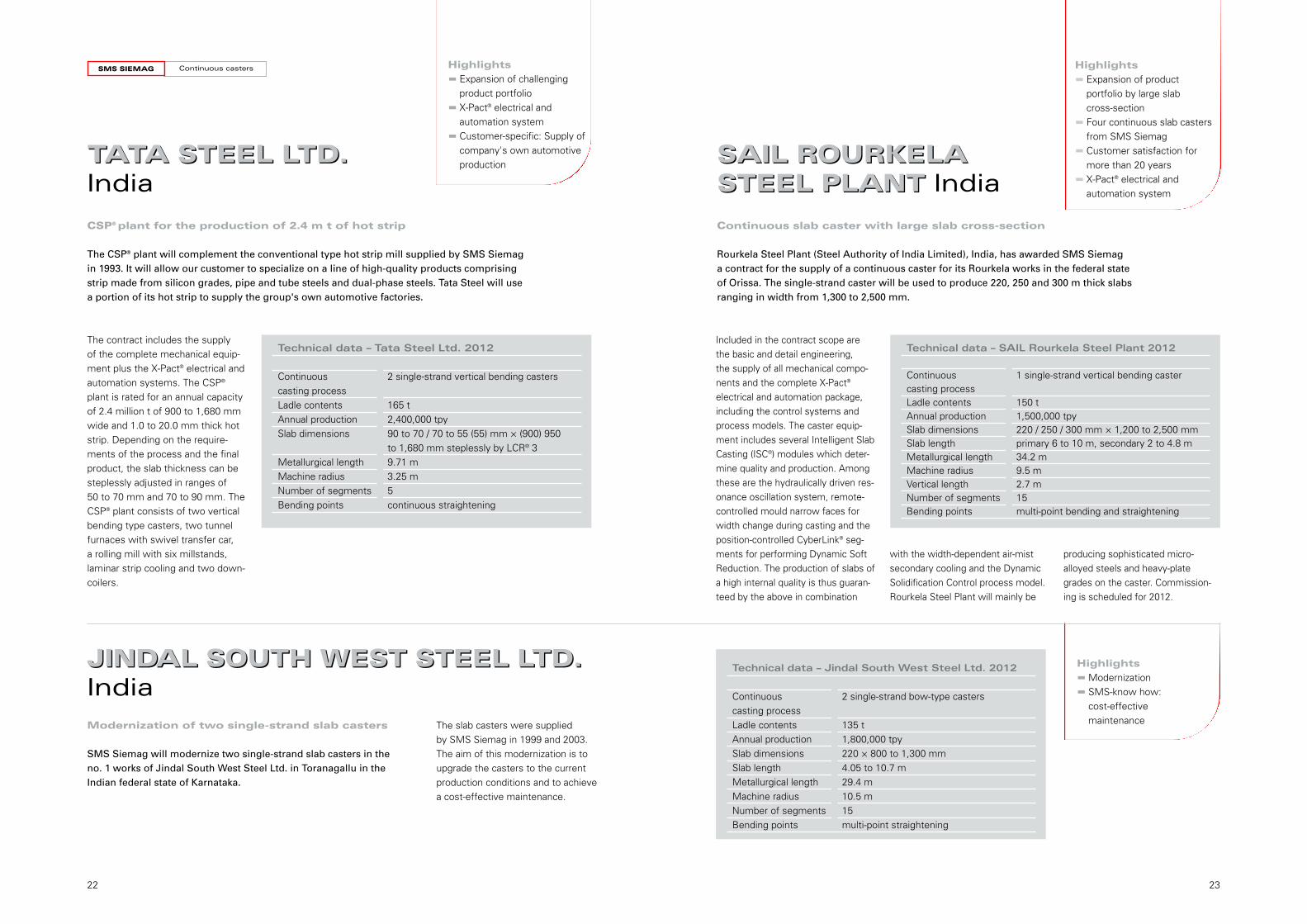
The contract includes the supply of the complete mechanical equip-ment plus the X-Pact® electrical andautomation systems. The CSP®
plant is rated for an annual capacityof 2.4 million t of 900 to 1,680 mmwide and 1.0 to 20.0 mm thick hotstrip. Depending on the require-ments of the process and the finalproduct, the slab thickness can besteplessly adjusted in ranges of 50 to 70 mm and 70 to 90 mm. TheCSP® plant consists of two verticalbending type casters, two tunnelfurnaces with swivel transfer car, a rolling mill with six millstands,laminar strip cooling and two down-coilers.
CSP® plant for the production of 2.4 m t of hot strip
The CSP® plant will complement the conventional type hot strip mill supplied by SMS Siemagin 1993. It will allow our customer to specialize on a line of high-quality products comprisingstrip made from silicon grades, pipe and tube steels and dual-phase steels. Tata Steel will usea portion of its hot strip to supply the group's own automotive factories.
JINDAL SOUTH WEST STEEL LTD. JINDAL SOUTH WEST STEEL LTD.India Modernization of two single-strand slab casters
SMS Siemag will modernize two single-strand slab casters in the no. 1 works of Jindal South West Steel Ltd. in Toranagallu in theIndian federal state of Karnataka.
The slab casters were supplied by SMS Siemag in 1999 and 2003.The aim of this modernization is toupgrade the casters to the currentproduction conditions and to achievea cost-effective maintenance.
Technical data – Tata Steel Ltd. 2012
Continuous 2 single-strand vertical bending casterscasting processLadle contents 165 tAnnual production 2,400,000 tpySlab dimensions 90 to 70 / 70 to 55 (55) mm × (900) 950
to 1,680 mm steplessly by LCR® 3Metallurgical length 9.71 mMachine radius 3.25 mNumber of segments 5Bending points continuous straightening
Technical data – Jindal South West Steel Ltd. 2012
Continuous 2 single-strand bow-type casterscasting processLadle contents 135 tAnnual production 1,800,000 tpySlab dimensions 220 × 800 to 1,300 mmSlab length 4.05 to 10.7 mMetallurgical length 29.4 mMachine radius 10.5 mNumber of segments 15Bending points multi-point straightening
Highlights
Expansion of challengingproduct portfolio X-Pact® electrical andautomation systemCustomer-specific: Supply ofcompany's own automotiveproduction
Highlights
ModernizationSMS-know how: cost-effective maintenance
SAIL ROURKELASTEEL PLANTSAIL ROURKELASTEEL PLANT India
Continuous slab caster with large slab cross-section
Rourkela Steel Plant (Steel Authority of India Limited), India, has awarded SMS Siemag a contract for the supply of a continuous caster for its Rourkela works in the federal state of Orissa. The single-strand caster will be used to produce 220, 250 and 300 m thick slabsranging in width from 1,300 to 2,500 mm.
Included in the contract scope arethe basic and detail engineering, the supply of all mechanical compo-nents and the complete X-Pact®
electrical and automation package,including the control systems andprocess models. The caster equip-ment includes several Intelligent SlabCasting (ISC®) modules which deter-mine quality and production. Amongthese are the hydraulically driven res-onance oscillation system, remote-controlled mould narrow faces forwidth change during casting and theposition-controlled CyberLink® seg-ments for performing Dynamic SoftReduction. The production of slabs ofa high internal quality is thus guaran-teed by the above in combination
Technical data – SAIL Rourkela Steel Plant 2012
Continuous 1 single-strand vertical bending castercasting processLadle contents 150 tAnnual production 1,500,000 tpySlab dimensions 220 / 250 / 300 mm × 1,200 to 2,500 mmSlab length primary 6 to 10 m, secondary 2 to 4.8 mMetallurgical length 34.2 mMachine radius 9.5 mVertical length 2.7 mNumber of segments 15Bending points multi-point bending and straightening
Highlights
Expansion of product portfolio by large slab cross-sectionFour continuous slab castersfrom SMS Siemag Customer satisfaction formore than 20 yearsX-Pact® electrical andautomation system
with the width-dependent air-mistsecondary cooling and the DynamicSolidification Control process model.Rourkela Steel Plant will mainly be
producing sophisticated micro-alloyed steels and heavy-plategrades on the caster. Commission-ing is scheduled for 2012.
Continuous castersSMS SIEMAG
24 25
2011
REFERENCESREFERENCES
Continuous castersSMS SIEMAG
26 27
BHUSHAN STEEL LTD.BHUSHAN STEEL LTD.India
Production of sophisticated pipe grades
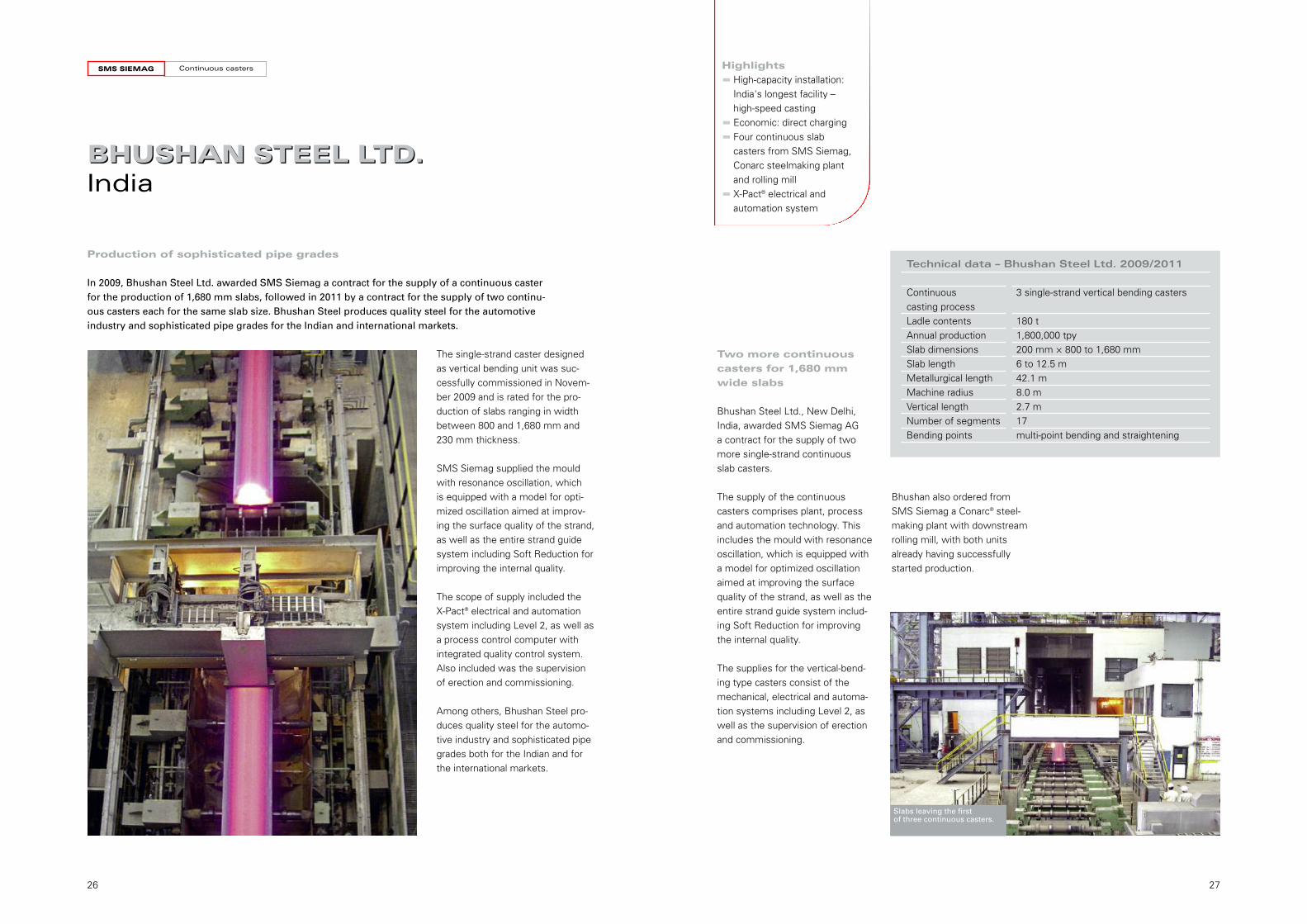
In 2009, Bhushan Steel Ltd. awarded SMS Siemag a contract for the supply of a continuous casterfor the production of 1,680 mm slabs, followed in 2011 by a contract for the supply of two continu-ous casters each for the same slab size. Bhushan Steel produces quality steel for the automotiveindustry and sophisticated pipe grades for the Indian and international markets.
The single-strand caster designedas vertical bending unit was suc-cessfully commissioned in Novem-ber 2009 and is rated for the pro-duction of slabs ranging in widthbetween 800 and 1,680 mm and230 mm thickness.
SMS Siemag supplied the mouldwith resonance oscillation, which is equipped with a model for opti-mized oscillation aimed at improv-ing the surface quality of the strand,as well as the entire strand guidesystem including Soft Reduction forimproving the internal quality.
The scope of supply included the X-Pact® electrical and automationsystem including Level 2, as well asa process control computer withintegrated quality control system.Also included was the supervisionof erection and commissioning.
Among others, Bhushan Steel pro-duces quality steel for the automo-tive industry and sophisticated pipegrades both for the Indian and forthe international markets.
Technical data – Bhushan Steel Ltd. 2009/2011
Continuous 3 single-strand vertical bending casterscasting processLadle contents 180 tAnnual production 1,800,000 tpySlab dimensions 200 mm × 800 to 1,680 mmSlab length 6 to 12.5 mMetallurgical length 42.1 mMachine radius 8.0 mVertical length 2.7 mNumber of segments 17Bending points multi-point bending and straightening
Highlights
High-capacity installation:India's longest facility –high-speed castingEconomic: direct charging Four continuous slab casters from SMS Siemag,Conarc steelmaking plant and rolling millX-Pact® electrical and automation system
Two more continuous
casters for 1,680 mm
wide slabs
Bhushan Steel Ltd., New Delhi,India, awarded SMS Siemag AG a contract for the supply of twomore single-strand continuousslab casters.
The supply of the continuous casters comprises plant, processand automation technology. Thisincludes the mould with resonanceoscillation, which is equipped witha model for optimized oscillationaimed at improving the surfacequality of the strand, as well as theentire strand guide system includ-ing Soft Reduction for improvingthe internal quality.
The supplies for the vertical-bend-ing type casters consist of themechanical, electrical and automa-tion systems including Level 2, aswell as the supervision of erectionand commissioning.
Bhushan also ordered from SMS Siemag a Conarc® steel-making plant with downstreamrolling mill, with both unitsalready having successfullystarted production.
Slabs leaving the first of three continuous casters.

„Othman Benmlih, General Manager ofMaghreb Steel:
"It is the very first slab to be cast in Morocco. And wehave succeeded in producingperfect slabs straight away. It couldn't have been better.SMS Siemag has done anexcellent job here."
Continuous castersSMS SIEMAG
28 29
MAGHREB STEELMoroccoMAGHREB STEEL
Morocco's first slab cast at Maghreb Steel
At Maghreb Steel, Morocoo, SMS Siemag has commissioned an electric steelmaking plant and a single-strand continuous slab caster.The facilities are designed for an annual production of 1.0 million t of steel and will supply the Steckel rolling mill with input stock. The production comprises the manu-facture of low and medium-carbon steels and high-strength, low alloy steels for the country's own requirements and for export. With the new works complex, the cus-tomer can cover the entire product range from liquid steel to the final product and will thus considerably enhance his capacities and the value-added chain.
The continuous caster producesslabs in widths from 900 mm to2,150 mm and a thickness of 200 mm. The equipment of thecaster includes several IntelligentSlab Casting (ISC®) modules whichdetermine quality and production.Among these are the hydraulicallypowered resonance oscillation sys-tem and the position-controlledCyberLink® segments to performDynamic Soft Reduction. The pro-duction of slabs of a high internal
quality is thus guaranteed throughthe above in combination with thewidth-dependant air-mist second-ary cooling and the technologicalDynamic Solidification Controlprocess model.
SMS Siemag supplied the detailengineering, mechanical equipmentand hydraulic system, as well asthe complete X-Pact® electrical andautomation package.
Morocco's first slab.
Technical data – Maghreb Steel 2011
Continuous 1 single-strand vertical bending castercasting processLadle contents 120 tAnnual production > 1,000,000 tpySlab dimensions 200 (250 mm) × 900 – 2,150 mmSlab length 6.0 to 12.5 mMetallurgical length 29.1 mMachine radius 9.5 mVertical length 2.7 mNumber of segments 13Bending points multi-point bending and straightening
Maghreb Steel is one of NorthernAfrica's largest companies for themanufacture of cold rolled prod-ucts. Most of the exported prod-ucts are hot-galvanized sheets andplates. The hot strip needed forthese has hitherto been imported.This new investment enables thecustomer to cover the entire rangefrom liquid steel to the final productand thus allows him to achieve ahigher value-added.
Highlights
Complete production line from SMSEconomic: Direct chargingSMS-know how: Slab logistics and finishing;secondary cutting unit for a slab length of at least 2 metersX-Pact® electrical and automation system
Casting floor with ladle turret.
Continuous castersSMS SIEMAG
30 31
ESSAR STEEL LTD.ESSAR STEEL LTD.India
Essar Steel: Production on the new CSP® plant sets new standards
On 15 July 2011, the second strand of the CSP® plant (Compact Strip Production) supplied by SMS Siemag to the Indian steel producer Essar Steel Ltd. at Hazira in Gujarat, India, wassuccessfully put into operation.
On the first day after commissioningof the new CSP® caster, as many as twelve heats each comprising 200 t of liquid steel were cast. Thesecond sequence consisted of tenheats. Production of the secondstrand proceeded without any break-outs, with 75 per cent of the ratedcapacity already achieved duringcommissioning. The thickness re - duction (Liquid Core ReductionLCR®) and width adjustment werealready successfully utilized whilecasting the first sequence.
Essar Steel can produce hot stripwith widths of 950 to 1,680 mmand thicknesses of 1.0 to 25.4 mmon the CSP® plant. The productrange covers carbon steels as well
as pipe grades, silicon and dual-phase steels. The CSP® processoffers the best prerequisites for theeconomical production of high-qual-ity steel grades.
SMS Siemag's scope of supplyincluded the engineering, the manu-facture of the mechanical equip-ment, the entire X-Pact® electrical
and automation system, as well aserection and commissioning super-vision.
The CSP® plant with the first strandwas put into operation on 31 March2011, the third strand will be installedin 2012. Essar Steel will thus havethe first three-strand CSP® plantworldwide with an annual capacity of 3.5 million t of hot strip.
Technical data – Essar Steel Ltd., CSP® Caster, 2011
Continuous 3 single-strand vertical bending casterscasting processLadle contents 200 tAnnual production 3,500,000 tpySlab dimensions 80 to 65 / 70 to 55 (50) mm × (850)
950 – 1,680 mm steplessly by LCR® 3Metallurgical length 8.01 mMachine radius 3.25 mNumber of segments 4Bending points continuous straightening
Highlights
Records witnessed since commissioningLarge variety of productsSMS-know how: World's firstthree-strand CSP® plant
X-Pact® electrical andautomation system
Exit section of slab caster.
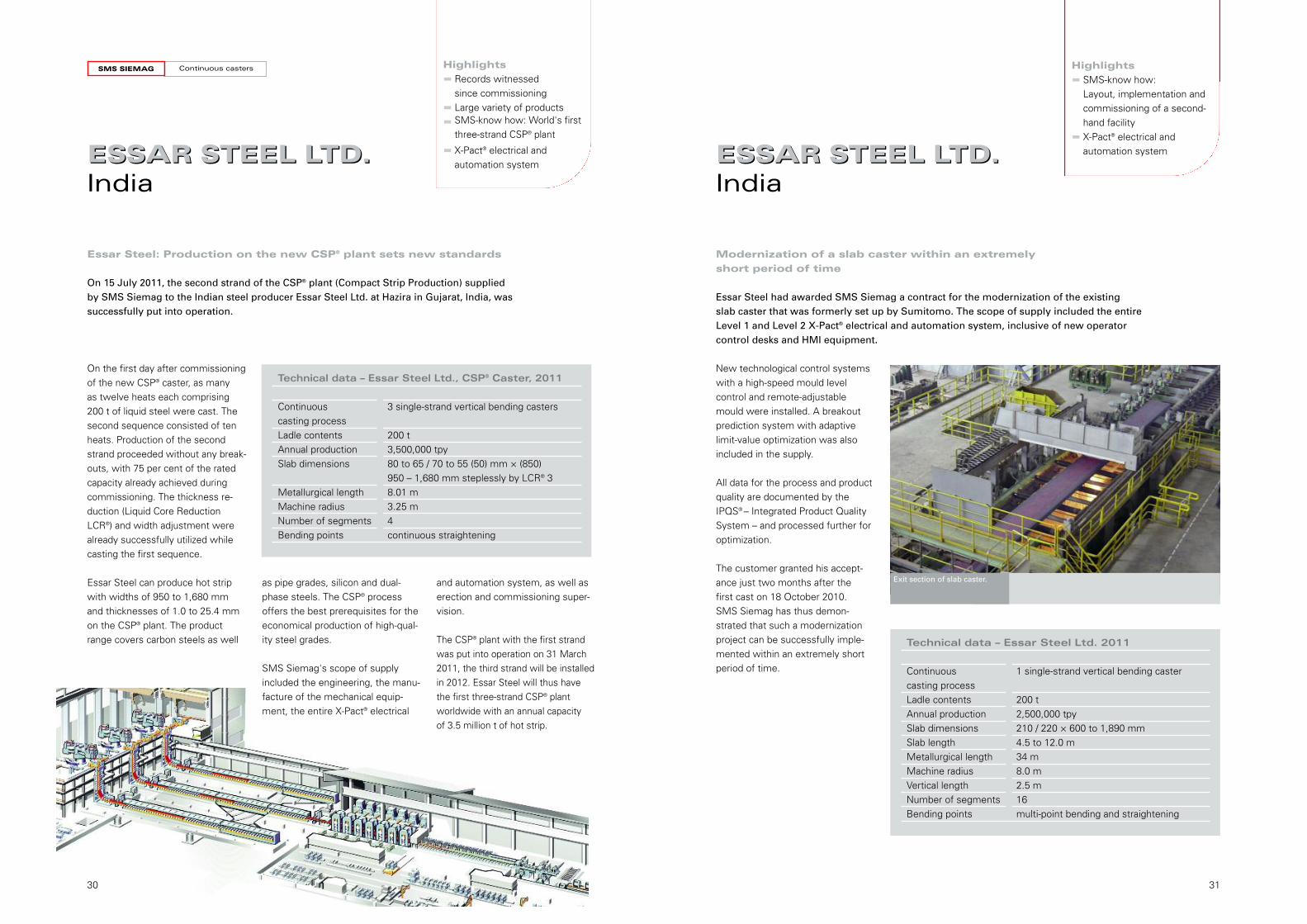
Modernization of a slab caster within an extremely
short period of time
Essar Steel had awarded SMS Siemag a contract for the modernization of the existing slab caster that was formerly set up by Sumitomo. The scope of supply included the entireLevel 1 and Level 2 X-Pact® electrical and automation system, inclusive of new operatorcontrol desks and HMI equipment.
New technological control systemswith a high-speed mould level control and remote-adjustablemould were installed. A breakoutprediction system with adaptivelimit-value optimization was alsoincluded in the supply.
All data for the process and productquality are documented by theIPQS® – Integrated Product QualitySystem – and processed further foroptimization.
The customer granted his accept-ance just two months after the first cast on 18 October 2010. SMS Siemag has thus demon-strated that such a modernizationproject can be successfully imple-mented within an extremely shortperiod of time.
ESSAR STEEL LTD.ESSAR STEEL LTD.India
Technical data – Essar Steel Ltd. 2011
Continuous 1 single-strand vertical bending castercasting processLadle contents 200 tAnnual production 2,500,000 tpySlab dimensions 210 / 220 × 600 to 1,890 mmSlab length 4.5 to 12.0 mMetallurgical length 34 mMachine radius 8.0 mVertical length 2.5 mNumber of segments 16Bending points multi-point bending and straightening
Highlights
SMS-know how: Layout, implementation andcommissioning of a second-hand facilityX-Pact® electrical andautomation system
Casting floor.
Continuous castersSMS SIEMAG
32 33
SEVERSTAL COLUMBUS SEVERSTAL COLUMBUSUSA
Best run-up curve and widest hot strip produced in
a CSP® plant so far.
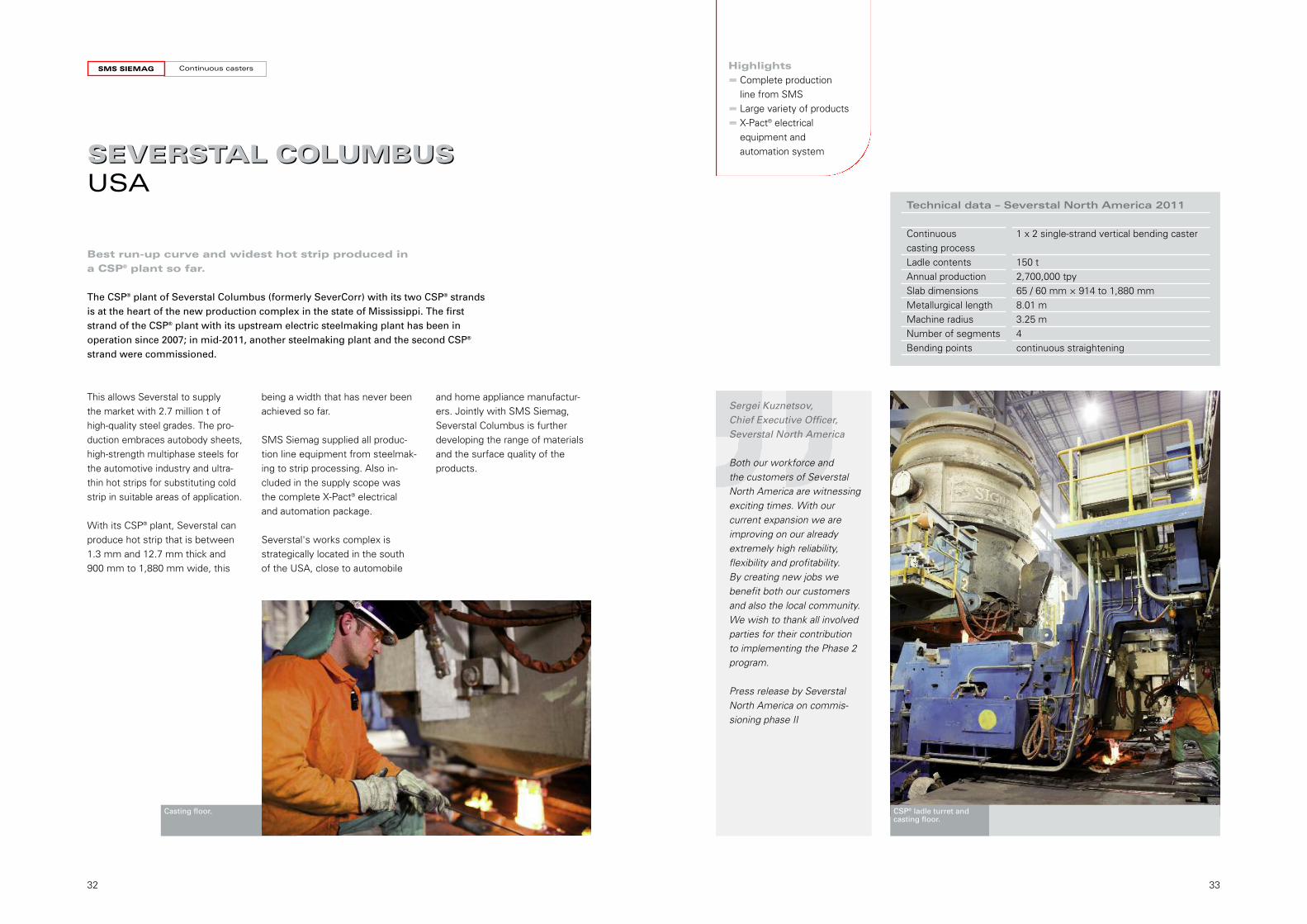
The CSP® plant of Severstal Columbus (formerly SeverCorr) with its two CSP® strands is at the heart of the new production complex in the state of Mississippi. The firststrand of the CSP® plant with its upstream electric steelmaking plant has been in operation since 2007; in mid-2011, another steelmaking plant and the second CSP®
strand were commissioned.
This allows Severstal to supply the market with 2.7 million t ofhigh-quality steel grades. The pro-duction embraces autobody sheets,high-strength multiphase steels forthe automotive industry and ultra-thin hot strips for substituting coldstrip in suitable areas of application.
With its CSP® plant, Severstal canproduce hot strip that is between1.3 mm and 12.7 mm thick and900 mm to 1,880 mm wide, this
being a width that has never beenachieved so far.
SMS Siemag supplied all produc-tion line equipment from steelmak-ing to strip processing. Also in-cluded in the supply scope wasthe complete X-Pact® electrical and automation package.
Severstal's works complex isstrategically located in the south of the USA, close to automobile
and home appliance manufactur-ers. Jointly with SMS Siemag, Severstal Columbus is furtherdeveloping the range of materialsand the surface quality of the products.
CSP® ladle turret andcasting floor.
„Sergei Kuznetsov, Chief Executive Officer, Severstal North America
Both our workforce and the customers of SeverstalNorth America are witnessingexciting times. With our current expansion we areimproving on our alreadyextremely high reliability, flexibility and profitability. By creating new jobs we benefit both our customersand also the local community.We wish to thank all involvedparties for their contribution to implementing the Phase 2program.
Press release by SeverstalNorth America on commis-sioning phase II
Technical data – Severstal North America 2011
Continuous 1 x 2 single-strand vertical bending castercasting processLadle contents 150 tAnnual production 2,700,000 tpySlab dimensions 65 / 60 mm × 914 to 1,880 mmMetallurgical length 8.01 mMachine radius 3.25 mNumber of segments 4Bending points continuous straightening
Highlights
Complete production line from SMSLarge variety of productsX-Pact® electrical equipment and automation system
Continuous castersSMS SIEMAG
34 35
BHUSHAN STEEL LTD.BHUSHAN STEEL LTD.India
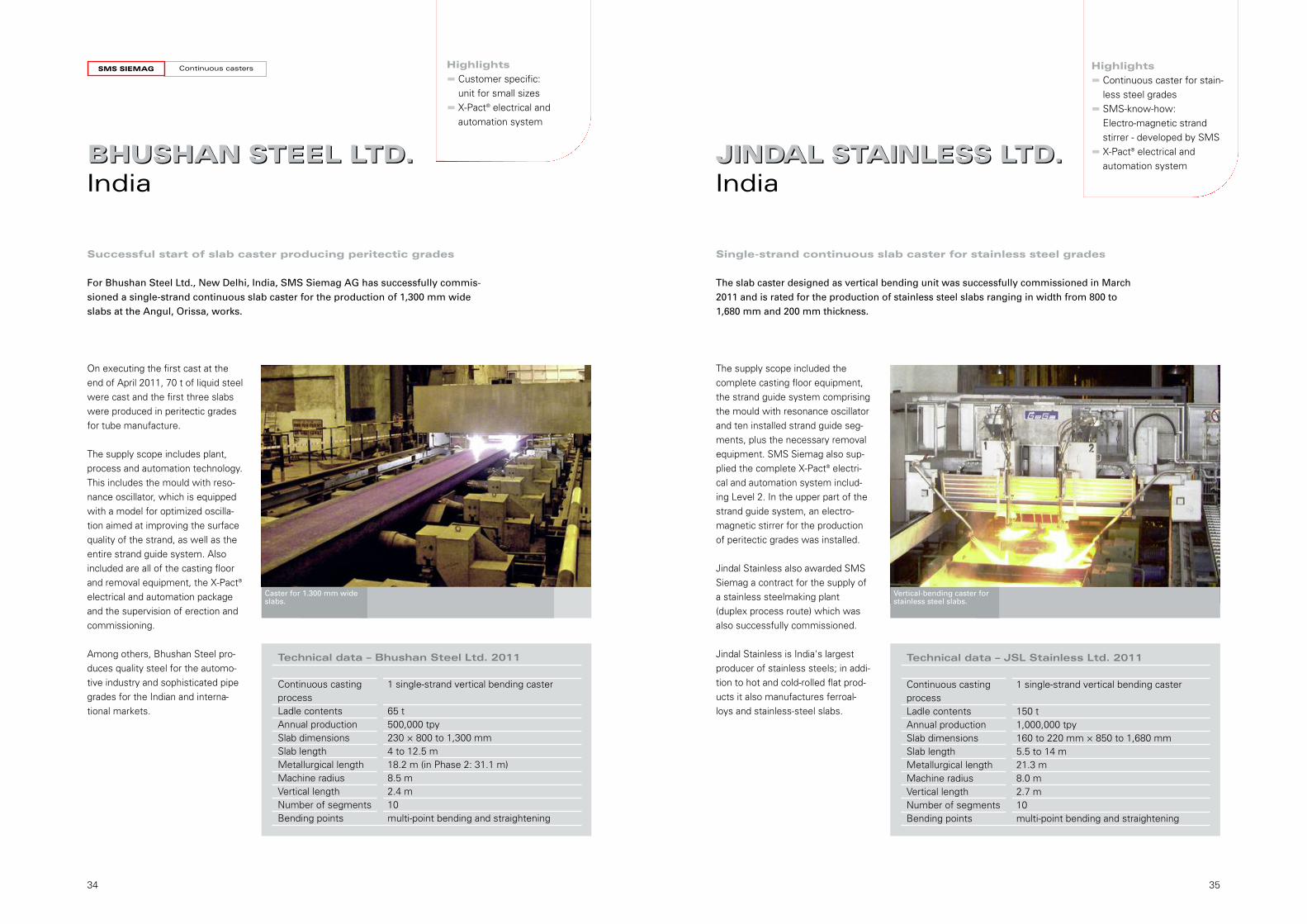
Successful start of slab caster producing peritectic grades
For Bhushan Steel Ltd., New Delhi, India, SMS Siemag AG has successfully commis-sioned a single-strand continuous slab caster for the production of 1,300 mm wideslabs at the Angul, Orissa, works.
JINDAL STAINLESS LTD.JINDAL STAINLESS LTD. India
Single-strand continuous slab caster for stainless steel grades
The slab caster designed as vertical bending unit was successfully commissioned in March2011 and is rated for the production of stainless steel slabs ranging in width from 800 to 1,680 mm and 200 mm thickness.
The supply scope included thecomplete casting floor equipment,the strand guide system comprisingthe mould with resonance oscillatorand ten installed strand guide seg-ments, plus the necessary removalequipment. SMS Siemag also sup-plied the complete X-Pact® electri-cal and automation system includ-ing Level 2. In the upper part of thestrand guide system, an electro-magnetic stirrer for the productionof peritectic grades was installed.
Jindal Stainless also awarded SMSSiemag a contract for the supply ofa stainless steelmaking plant(duplex process route) which wasalso successfully commissioned.
Jindal Stainless is India's largestproducer of stainless steels; in addi-tion to hot and cold-rolled flat prod-ucts it also manufactures ferroal-loys and stainless-steel slabs.
Caster for 1.300 mm wideslabs.
Technical data – Bhushan Steel Ltd. 2011
Continuous casting 1 single-strand vertical bending casterprocess Ladle contents 65 tAnnual production 500,000 tpySlab dimensions 230 × 800 to 1,300 mmSlab length 4 to 12.5 mMetallurgical length 18.2 m (in Phase 2: 31.1 m)Machine radius 8.5 mVertical length 2.4 mNumber of segments 10Bending points multi-point bending and straightening
Technical data – JSL Stainless Ltd. 2011
Continuous casting 1 single-strand vertical bending casterprocessLadle contents 150 tAnnual production 1,000,000 tpySlab dimensions 160 to 220 mm × 850 to 1,680 mmSlab length 5.5 to 14 mMetallurgical length 21.3 mMachine radius 8.0 mVertical length 2.7 mNumber of segments 10Bending points multi-point bending and straightening
On executing the first cast at theend of April 2011, 70 t of liquid steelwere cast and the first three slabswere produced in peritectic gradesfor tube manufacture.
The supply scope includes plant,process and automation technology.This includes the mould with reso-nance oscillator, which is equippedwith a model for optimized oscilla-tion aimed at improving the surfacequality of the strand, as well as theentire strand guide system. Alsoincluded are all of the casting floorand removal equipment, the X-Pact®
electrical and automation packageand the supervision of erection andcommissioning.
Among others, Bhushan Steel pro-duces quality steel for the automo-tive industry and sophisticated pipegrades for the Indian and interna-tional markets.
Vertical-bending caster forstainless steel slabs.
Highlights
Customer specific:unit for small sizesX-Pact® electrical andautomation system
Highlights
Continuous caster for stain-less steel gradesSMS-know-how:Electro-magnetic strand stirrer - developed by SMSX-Pact® electrical andautomation system
Continuous castersSMS SIEMAG
36 37
JINDAL SOUTH WEST LTD.JINDAL SOUTH WEST LTD.India
Steep run-up curves, professional cooperation: three continuous
casters in three years
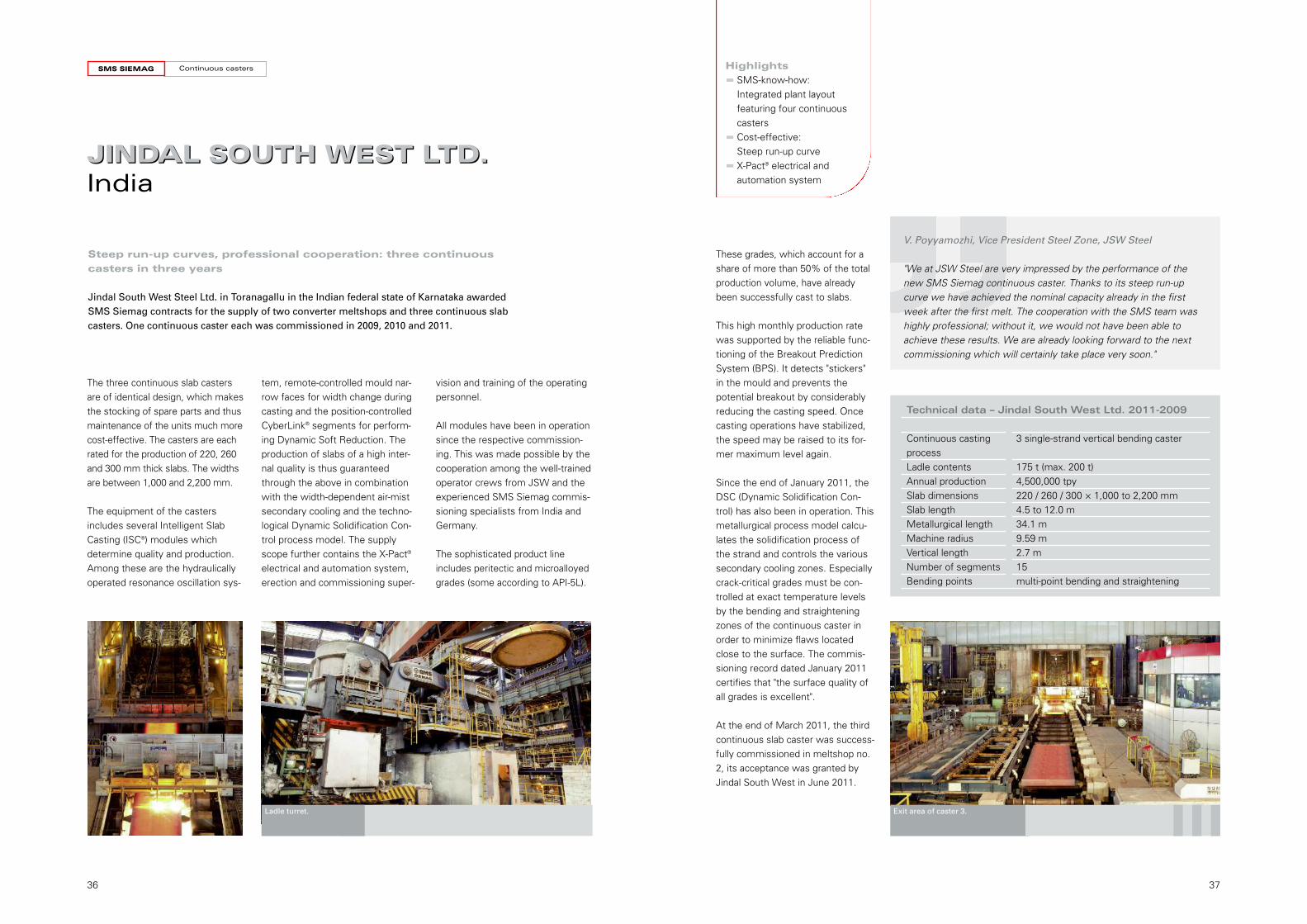
Jindal South West Steel Ltd. in Toranagallu in the Indian federal state of Karnataka awardedSMS Siemag contracts for the supply of two converter meltshops and three continuous slabcasters. One continuous caster each was commissioned in 2009, 2010 and 2011.
The three continuous slab castersare of identical design, which makesthe stocking of spare parts and thusmaintenance of the units much morecost-effective. The casters are eachrated for the production of 220, 260and 300 mm thick slabs. The widthsare between 1,000 and 2,200 mm.
The equipment of the castersincludes several Intelligent SlabCasting (ISC®) modules whichdetermine quality and production.Among these are the hydraulicallyoperated resonance oscillation sys-
These grades, which account for ashare of more than 50% of the totalproduction volume, have alreadybeen successfully cast to slabs.
This high monthly production ratewas supported by the reliable func-tioning of the Breakout PredictionSystem (BPS). It detects "stickers"in the mould and prevents thepotential breakout by considerablyreducing the casting speed. Oncecasting operations have stabilized,the speed may be raised to its for-mer maximum level again.
Since the end of January 2011, theDSC (Dynamic Solidification Con-trol) has also been in operation. Thismetallurgical process model calcu-lates the solidification process ofthe strand and controls the varioussecondary cooling zones. Especiallycrack-critical grades must be con-trolled at exact temperature levelsby the bending and straighteningzones of the continuous caster inorder to minimize flaws locatedclose to the surface. The commis-sioning record dated January 2011certifies that "the surface quality ofall grades is excellent".
At the end of March 2011, the thirdcontinuous slab caster was success-fully commissioned in meltshop no.2, its acceptance was granted byJindal South West in June 2011.
tem, remote-controlled mould nar-row faces for width change duringcasting and the position-controlledCyberLink® segments for perform-ing Dynamic Soft Reduction. Theproduction of slabs of a high inter-nal quality is thus guaranteedthrough the above in combinationwith the width-dependent air-mistsecondary cooling and the techno-logical Dynamic Solidification Con-trol process model. The supplyscope further contains the X-Pact®
electrical and automation system,erection and commissioning super-
vision and training of the operatingpersonnel.
All modules have been in operationsince the respective commission-ing. This was made possible by thecooperation among the well-trainedoperator crews from JSW and theexperienced SMS Siemag commis-sioning specialists from India andGermany.
The sophisticated product lineincludes peritectic and microalloyedgrades (some according to API-5L).
Technical data – Jindal South West Ltd. 2011-2009
Continuous casting 3 single-strand vertical bending casterprocessLadle contents 175 t (max. 200 t)Annual production 4,500,000 tpySlab dimensions 220 / 260 / 300 × 1,000 to 2,200 mmSlab length 4.5 to 12.0 mMetallurgical length 34.1 mMachine radius 9.59 mVertical length 2.7 mNumber of segments 15Bending points multi-point bending and straightening
„V. Poyyamozhi, Vice President Steel Zone, JSW Steel
"We at JSW Steel are very impressed by the performance of thenew SMS Siemag continuous caster. Thanks to its steep run-upcurve we have achieved the nominal capacity already in the firstweek after the first melt. The cooperation with the SMS team washighly professional; without it, we would not have been able toachieve these results. We are already looking forward to the nextcommissioning which will certainly take place very soon."
Highlights
SMS-know-how:Integrated plant layout featuring four continuouscastersCost-effective:Steep run-up curveX-Pact® electrical andautomation system
Exit area of caster 3.Ladle turret.
39
Continuous castersSMS SIEMAG
38
2010
REFERENCESREFERENCES
Continuous castersSMS SIEMAG
40 41
DILLINGER HÜTTENWERKEDILLINGER HÜTTENWERKEGermany
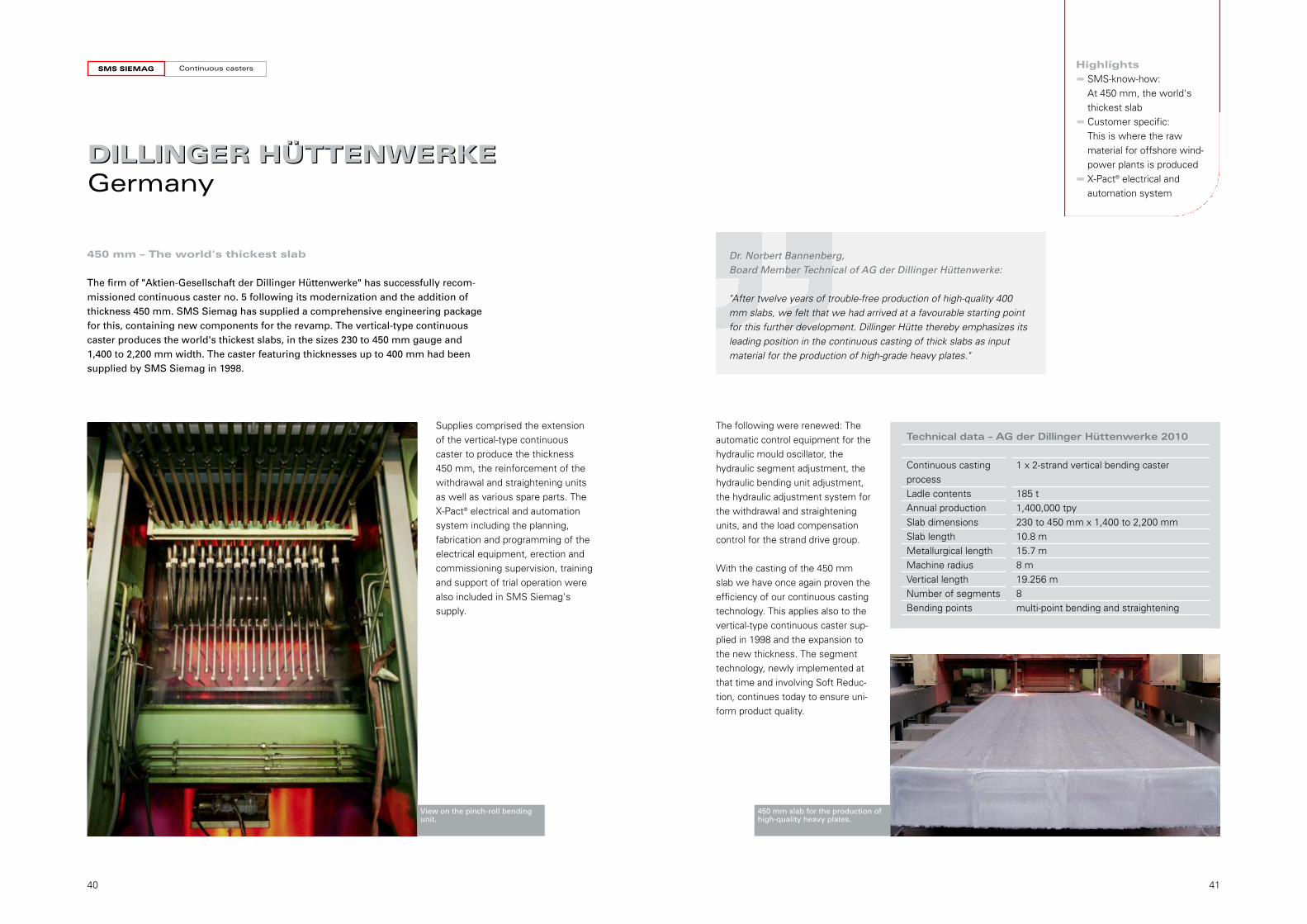
450 mm – The world's thickest slab
The firm of "Aktien-Gesellschaft der Dillinger Hüttenwerke" has successfully recom-missioned continuous caster no. 5 following its modernization and the addition ofthickness 450 mm. SMS Siemag has supplied a comprehensive engineering packagefor this, containing new components for the revamp. The vertical-type continuouscaster produces the world's thickest slabs, in the sizes 230 to 450 mm gauge and1,400 to 2,200 mm width. The caster featuring thicknesses up to 400 mm had beensupplied by SMS Siemag in 1998.
Supplies comprised the extensionof the vertical-type continuouscaster to produce the thickness 450 mm, the reinforcement of thewithdrawal and straightening unitsas well as various spare parts. TheX-Pact® electrical and automationsystem including the planning, fabrication and programming of theelectrical equipment, erection andcommissioning supervision, trainingand support of trial operation werealso included in SMS Siemag's supply.
„Dr. Norbert Bannenberg,Board Member Technical of AG der Dillinger Hüttenwerke:
"After twelve years of trouble-free production of high-quality 400mm slabs, we felt that we had arrived at a favourable starting pointfor this further development. Dillinger Hütte thereby emphasizes itsleading position in the continuous casting of thick slabs as inputmaterial for the production of high-grade heavy plates."
Technical data – AG der Dillinger Hüttenwerke 2010
Continuous casting 1 x 2-strand vertical bending casterprocessLadle contents 185 tAnnual production 1,400,000 tpySlab dimensions 230 to 450 mm x 1,400 to 2,200 mmSlab length 10.8 mMetallurgical length 15.7 mMachine radius 8 mVertical length 19.256 mNumber of segments 8Bending points multi-point bending and straightening
Highlights
SMS-know-how:At 450 mm, the world'sthickest slabCustomer specific:This is where the rawmaterial for offshore wind-power plants is producedX-Pact® electrical andautomation system
View on the pinch-roll bendingunit.
450 mm slab for the production ofhigh-quality heavy plates.
The following were renewed: Theautomatic control equipment for thehydraulic mould oscillator, thehydraulic segment adjustment, thehydraulic bending unit adjustment,the hydraulic adjustment system forthe withdrawal and straighteningunits, and the load compensationcontrol for the strand drive group.
With the casting of the 450 mmslab we have once again proven theefficiency of our continuous castingtechnology. This applies also to thevertical-type continuous caster sup-plied in 1998 and the expansion tothe new thickness. The segmenttechnology, newly implemented atthat time and involving Soft Reduc-tion, continues today to ensure uni-form product quality.

Continuous castersSMS SIEMAG
42 43
ArcelorMittalBURNS HARBOR LLC ArcelorMittalBURNS HARBOR LLC USA
Mould and oscillation system for continuous slab caster
With the aim of boosting production, improving quality and cutting costs, SMS Siemag LLC designed andsupplied new moulds and hydraulic oscillation systems for the existing two-strand continuous casterno. 1 at ArcelorMittal Burns Harbor (AMBH). As part of the project, a new hydraulic mould width adjustingsystem, a mould sticker detection unit based on thermocouples, as well as hydraulic oscillation systemswere installed.
Mould length extended
to 900 mm
The length of the mould was raisedfrom 700 to 900 mm. With the aidof three-dimensional modeling ofthe thermal and mechanical behav-iour, a copper plate was developedwhich ensures an optimal heattransfer throughout the whole serv-ice life of the copper.
Mould made from
stainless steel
With a view to more future improve-ment programs, AMBH decided touse a mould design which allowsthe future installation of an electro-magnetic system for the stirring ofmolten metal and for changing itsflow characteristics. For this reasonthe mould was made of stainlesssteel.
Reliable slab width
adjustment
The mould narrow faces areadjusted with the help of a closedcontrol circuit using position-con-trolled hydraulic cylinders. The narrow-face taper of the mould ispractically infinitely adjustable.
Revamped mould and oscillator at ArcelorMittal Burns Harbour.
Technical data – ArcelorMittal Burns Harbor LLC 2010
Continuous casting 1 x 2-strand bow-type continuous casterprocessLadle contents 270 tAnnual production 2,900,000 tpySlab dimensions 254 mm × 965 to 1,981 mmSlab length 4.5 to 9.6 mMetallurgical length 25.9 mMachine radius 12.16 mNumber of segments 13Bending points multi-point straightening
Highlights
ModernizationSMS-know-how:Revamp of mould and oscil-lator to include resonanceoscillationSMS-know-how:Planning of an electromag-netic mould stirrerSMS-know-how:First oscillation system touse water glycol
First oscillation system
to use water glycol
The tried-and-tested hydraulic oscil-lation unit allows both the strokeand frequency to be set online.This allows the development anduse of tailored operating practices.The oscillation springs guide themould highly accurately and are virtually non-wearing. For the oscil-lation system implemented here,SMS Siemag for the first time useswater glycol as hydraulic fluid.
"Mock-up" assembly
of equipment
The mould and oscillation systemswere completely tested using inde-pendent control systems for thehydraulic system and automationpackage. Again, our Plug & Workconcept was successfully used forcommissioning at the customer.Advance assembly and testing ofall mechanical and hydraulic equip-ment as well as of the electricalsystem and automation package.
Two-strand slab caster.
Tail-out of first slab.Economic: CSP® plant.
SALEM STEELPLANTSALEM STEELPLANT India
45
Continuous castersSMS SIEMAG
44
BHUSHAN POWER& STEELBHUSHAN POWER& STEEL India
Successful expansion - capacity doubled
In 2010, the second CSP® casting strand was successfully commissioned at Bhushan Power &Steel, Orissa. This has doubled Bhushan Power & Steel's production capacity to 1.6 milliontpy and allows it to now also produce very thin strips.The CSP® plant, which had been commissioned in April 2008, achieved a production of800,000 t of hot strip per year in the first stage of construction. The maximum strip width is1,300 mm.
Together with Bhushan Power &Steel, the plant was optimized soas to be able to also safely rollstrips with a thinner gauge. Theminimum final gauge was reducedstep by step until, on 19 July 2010,Bhushan Power & Steel success-fully produced the first strip with agauge of 1.0 mm.
After casting the first thin slab witha gauge of 58 mm, the secondstrand started its production oper a-tion on 19 September 2010.
Like strand 1, the new castingstrand has a metallurgical length of6,340 mm and three segments.Thanks to Liquid Core Reduction(LCR® 3), this casting strand canproduce thin strips infinitely vari-able between 58 and 50 mm.
Continuous slab caster for the production of 300,000 t of stainless
steel grades per year commissioned
For Salem Steel Plant, a company of the SAIL group (Steel Authority of India), SMS Siemag hassuccessfully commissioned a single-strand slab caster for the production of stainless steelgrades. The unit produces slabs with a thickness of 140 to 200 mm and widths ranging from 600to 1,300 mm. It is rated for an annual production of 300,000 t.
The supply scope comprised thesupply of the complete casterincluding all equipment for utilitiesas well as the complete X-Pact®
electrical and automation packageinclusive of the process models.
Salem Steel, located in the federalstate of Tamil Nadu, India's south-ernmost federal state, offers awide range of hot and cold-rolledas well as surface-treated stainlesssteel strip. The new slab caster willin the future cover the continuousdemand for slabs.
Technical data – Bhushan Power & Steel Ltd. 2010
Continuous casting 2 x 1-strand vertical bending casterprocessLadle contents 80 t (90 t)Annual production 1,600,000 tpySlab dimensions 58 to 50 (48) mm × 800 to 1,300 mminfinitely variable with LCR® 3Metallurgical length 6.34 mMachine radius 3 mNumber of segments 3Bending points continuous straightening
Technical data – SAIL Salem Steel Plant 2010
Continuous casting 1 x 1-strand vertical bending casterprocessLadle contents 60 tAnnual production 300,000 tpySlab dimensions 140 to 200 mm × 600 to 1,300 mmSlab length 5.0 to 10.5 mMetallurgical length 18.2 mMachine radius 8.5 mVertical length 2.2 mNumber of segments 10Bending points multi-point bending and straightening
Highlights
Continuous caster forstainless gradesCustomer specific:Unit for small sizesX-Pact® electrical andautomation system
Highlights
Large variety of productsSMS-know-how:Liquid Core ReductionX-Pact® electrical and automation system

Technical data – Peiner Träger GmbH 2010
SlabContinuous casting 1 x 2-strand bow-type continuous casterprocessLadle contents 100 tAnnual production > 900,000 tpySlab dimensions 250 mm × 500 to 1,100 mmSlab length 5.1 to 12.0 mMetallurgical length 22.9 mMachine radius 12.0 mNumber of segments 9Bending points multi-point straightening
Beam BlankContinuous casting 1 x 2-strand bow-type continuous casterprocessLadle contents 100 tAnnual production > 900,000 tpyDimensions BB1 800 mm × 440 mm × 130 mmDimensions BB3 1,150 mm × 490 mm × 130 mmSlab length 5.1 to 12.0 mMetallurgical length 22.9 mMachine radius 12.0 mNumber of segments 9Bending points multi-point straightening
47
Continuous castersSMS SIEMAG
46
PEINER TRÄGER GMBHPEINER TRÄGER GMBHGermany
Germany's first combination caster for beam blanks and slabs
At Peiner Träger GmbH in Peine, SMS Siemag has revamped a two-strand continuouscaster for beam blanks into a combination caster which can now also produce slabs. Thefirst slabs were cast in February 2010, after a change of section size also beam blanks. Thetwo-strand combination caster is now rated for the production of 250 mm thick and 500 to1,100 mm wide slabs and for size 1,150 mm x 490 mm x 130 mm beam blanks.
Continuous Caster No. 2 of PeinerTräger is the first combination casterin Germany for casting of beamblanks and slabs. The world's widestbeam blank size is produced on thecaster.
The scope of supply of SMS Siemagcomprised all strand guiding compo-nents required for the continuousslab caster, the slab mould as well asthe X-Pact® electrical and automation
package including the technologicalprocess models. Pinch roll units 3and 4 (driven segments 8 and 9)are used for all casting sizes, i.e. for slabs and beam blanks. They donot need to be changed when sec-tion sizes and shapes are changed. This reduces changing times andincreases production.
A design innovation of the beamblank caster is the ability to replace
segments 3 to 5 by the equipmentrequired for the blow-off deviceand the edge heater. In total, SMSSiemag supplied forty segments.
With the successful commissioningof an electric steelmaking plant thatwas also supplied by SMS Siemag,the annual production has almostbeen doubled while still meetingthe increased demands placed onthe steel quality.
A ladle placed over the tundish: The existing equipment may continue to be used.
Strand guide system of modular design,both for continuous slab caster and theBBL plant.
Exit area of two-strand caster.
Overview of plant: from the casting floorto the strand guide system.At the Peine location, the world-
renowned Peiner Träger ("PeineBeams") are produced, as well asa great many other sectional steelgrades, such as European steelbeams, sheet piling sections andspecial sections.
Highlights
Customer specific:World's largest beam blank sizeSMS-know-how: Combination caster for the production of BBL and slabsLarge variety of productsX-Pact® electrical andautomation system
Beams rolled from slabs. In this way 7 mlong slabs become 50 m long beams.

„
49
Continuous castersSMS SIEMAG
48
SALZGITTER FLACHSTAHL GMBHSALZGITTER FLACHSTAHL GMBHGermany
Fourth continuous slab caster supplied by SMS Siemag at Salzgitter
Flachstahl - Central Europe's largest continuously cast section size
SMS Siemag AG has successfully commissioned the fourth continuous slab caster forSalzgitter Flachstahl GmbH (SZFG), Germany. The single-strand bow-type caster producesslabs ranging in widths from 1,100 to 2,600 mm and in thicknesses of 250 and 350 mm. Theslab dimensions of 350 x 2,600 mm currently represent the largest section size for continu-ous casters in Central Europe.
SMS Siemag's order scope com-prised the basic and detail engineer-ing, the supply of all mechanicalcomponents and the complete X-Pact® electrical and automationsystem, including the technologicalcontrol systems and process mod-els. In addition, the supply scopeincluded the solid structures andstructural steelwork, a new watersupply and treatment system aswell as the erection, commissioningand supervision.
Salzgitter Flachstahl uses the casterfor the production of highly demand-ing micro-alloyed steels, heavy-plategrades and sourgas-resistant tubeand pipe grades according to theAPI-5L and HIC standards.
In particular the 350 mm thicknessoption makes it possible to provideslabs for heavy-plate manufacture ina hitherto completely new range ofdimensions that are most attractivefor future requirements.
The equipment of the casterincludes several Intelligent SlabCasting (ISC®) modules whichdetermine quality and production.Among these are the hydraulicallypowered resonance oscillation sys-tem, remote-controlled mould nar-row faces for width change duringcasting and the position-controlledCyberLink® segments to performDynamic Soft Reduction. The pro-duction of slabs of a high internalquality is thus guaranteed throughthe above in combination with thewidth-dependant air-mist second-ary cooling and the technologicalDynamic Solidification Controlprocess model.
Also, in order to cast steel gradeswith critical crack susceptibility onthe continuous caster in a reliableand productive manner, themachine has been designed as abow-type caster with a constantradius of 11.5 m. This design mini-mizes stresses in the strand shelland achieves excellent surfacequalities.
Technical data – Salzgitter Flachstahl GmbH 2010
Continuous casting 1-strand bow-type caster processLadle contents 210 t (max. 230 t)Slab dimensions 250 / 350 mm × 1,100 to 2,600 mmSlab length 4.2 to 12.4 mMetallurgical length 34.4 mMachine radius 11.5 mNumber of segments 14Bending points multi-point straightening
Casting floor and ladle turretof CC4.
Highlights
Large variety of productsSMS-know-how:Bow-type caster and "dry"operation for crack-suscep-tible gradesCustomer specific:350 mm slabX-Pact® electrical andautomation system
Extract from the paper read by Dr. Markus Schäperkötter,Salzgitter Flachstahl AG, on the Steel Day 2011
In the production of sour gas resistant steel grades, a very largeshare of slabs without casting events (e.g., start-up, tundish change,end slabs) was attained. All HIC-tested (Hydrogen Induced Cracking) high-quality slabs werefound to be free from defects. By June 2011, out of a total of1,149,000 t, 610,000 t of steel were rolled to heavy plate, of which250,000 t were slabs with a thickness of 350 mm. The new continu-ous caster made it possible to almost halve the input stock-relatedplate failures for size 250 mm. The quality levels of the 350 mm slabsare also very good, the slightly higher level as compared to 250 mmis due to the higher thickness involved in the process. The very goodproduct quality is also confirmed by the numerous examinations ofthe internal quality of the slabs produced."
51
Continuous castersSMS SIEMAG
50
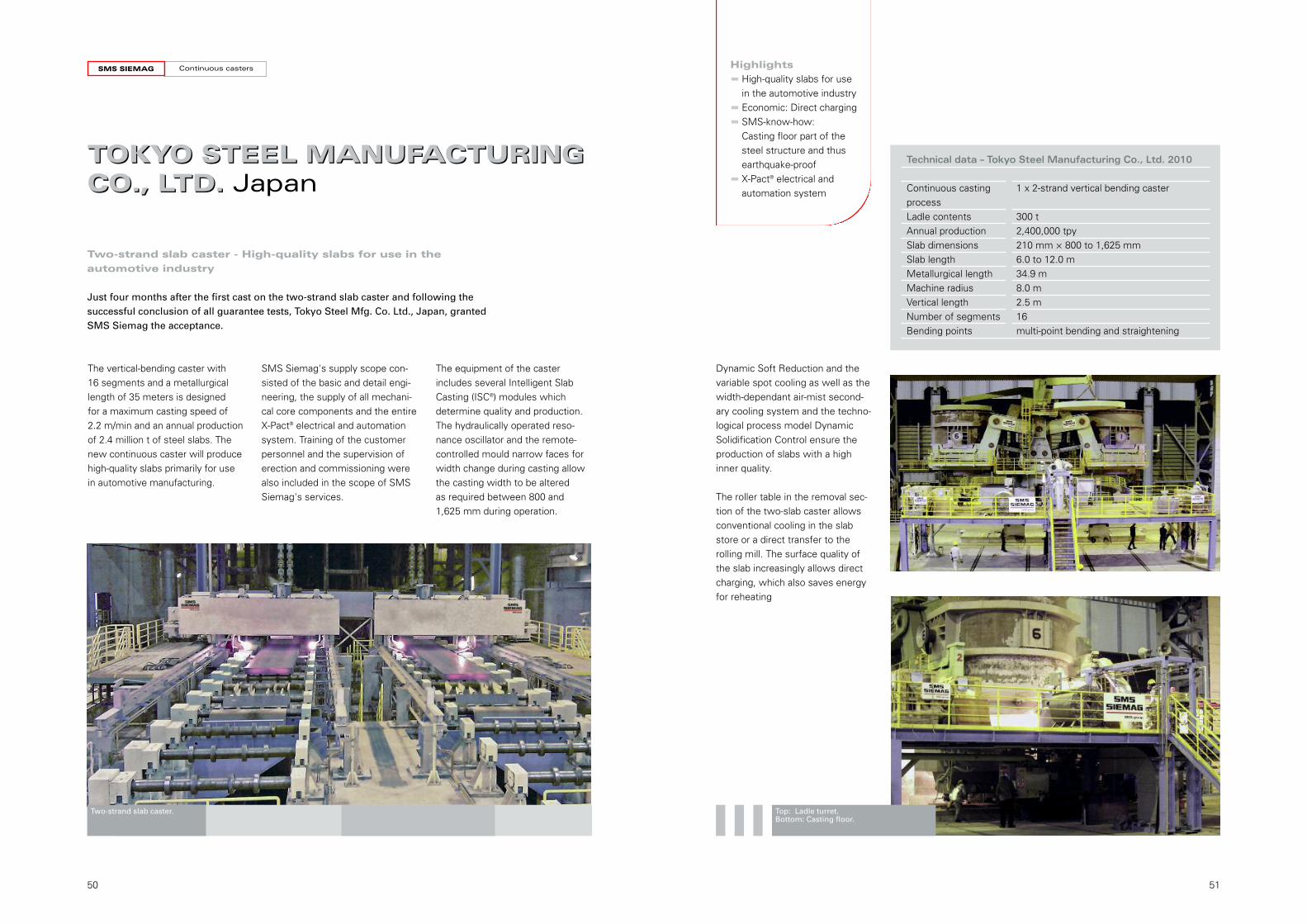
TOKYO STEEL MANUFACTURINGCO., LTD.TOKYO STEEL MANUFACTURINGCO., LTD. Japan
Two-strand slab caster - High-quality slabs for use in the
automotive industry
Just four months after the first cast on the two-strand slab caster and following the successful conclusion of all guarantee tests, Tokyo Steel Mfg. Co. Ltd., Japan, granted SMS Siemag the acceptance.
The vertical-bending caster with 16 segments and a metallurgicallength of 35 meters is designed for a maximum casting speed of2.2 m/min and an annual productionof 2.4 million t of steel slabs. Thenew continuous caster will producehigh-quality slabs primarily for usein automotive manufacturing.
SMS Siemag's supply scope con-sisted of the basic and detail engi-neering, the supply of all mechani-cal core components and the entireX-Pact® electrical and automationsystem. Training of the customerpersonnel and the supervision oferection and commissioning werealso included in the scope of SMSSiemag's services.
The equipment of the casterincludes several Intelligent SlabCasting (ISC®) modules whichdetermine quality and production.The hydraulically operated reso-nance oscillator and the remote-controlled mould narrow faces forwidth change during casting allowthe casting width to be altered as required between 800 and 1,625 mm during operation.
Dynamic Soft Reduction and thevariable spot cooling as well as thewidth-dependant air-mist second-ary cooling system and the techno-logical process model DynamicSolidification Control ensure theproduction of slabs with a highinner quality.
The roller table in the removal sec-tion of the two-slab caster allowsconventional cooling in the slabstore or a direct transfer to therolling mill. The surface quality ofthe slab increasingly allows directcharging, which also saves energyfor reheating
Two-strand slab caster. Top: Ladle turret.Bottom: Casting floor.
Technical data – Tokyo Steel Manufacturing Co., Ltd. 2010
Continuous casting 1 x 2-strand vertical bending casterprocessLadle contents 300 tAnnual production 2,400,000 tpySlab dimensions 210 mm × 800 to 1,625 mmSlab length 6.0 to 12.0 mMetallurgical length 34.9 mMachine radius 8.0 mVertical length 2.5 mNumber of segments 16Bending points multi-point bending and straightening
Highlights
High-quality slabs for usein the automotive industryEconomic: Direct chargingSMS-know-how:Casting floor part of thesteel structure and thusearthquake-proofX-Pact® electrical andautomation system
53
Continuous castersSMS SIEMAG
52
REFERENCESREFERENCES
2009
55
Continuous castersSMS SIEMAG
54
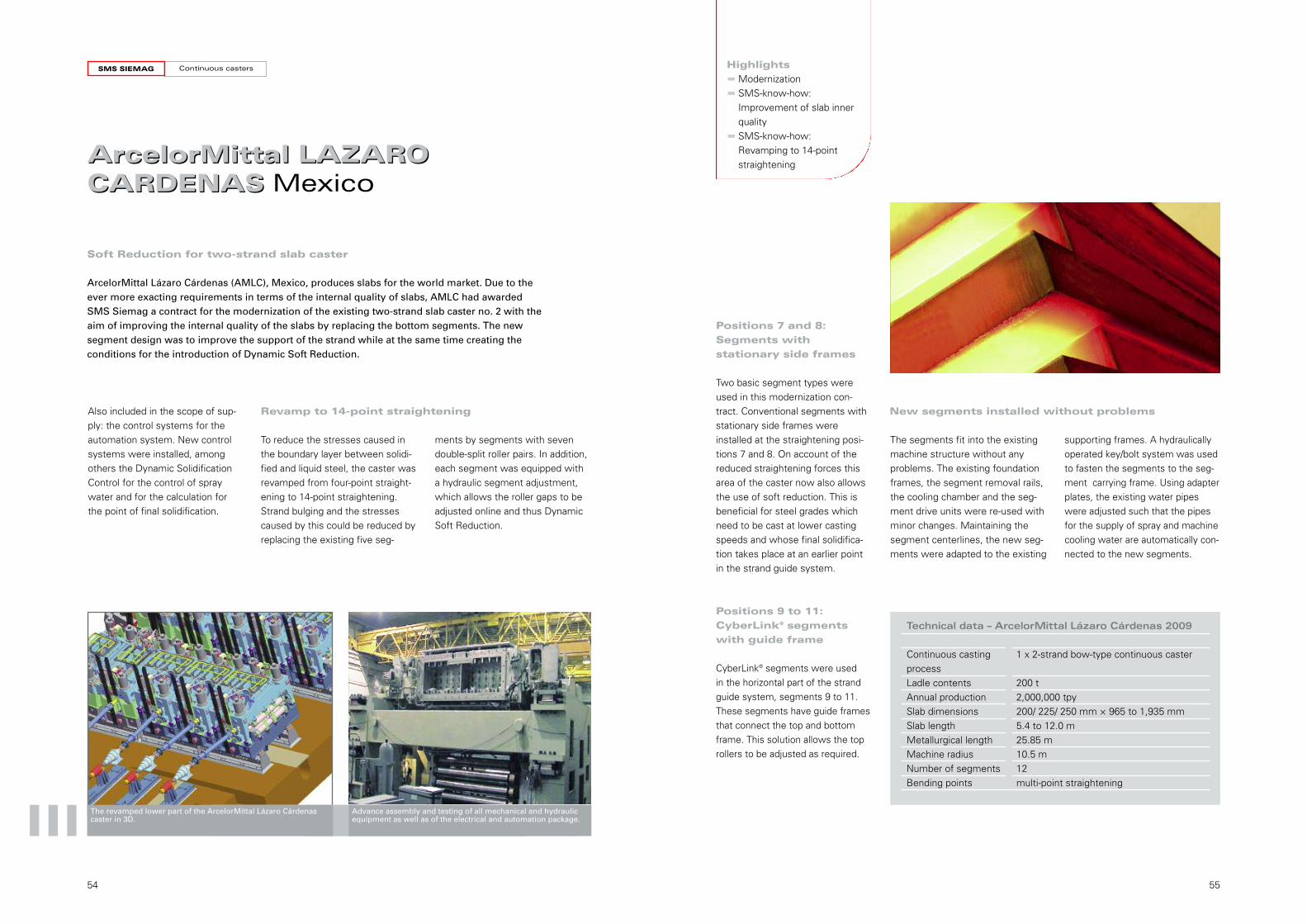
ArcelorMittal LAZAROCARDENAS ArcelorMittal LAZAROCARDENAS Mexico
Soft Reduction for two-strand slab caster
ArcelorMittal Lázaro Cárdenas (AMLC), Mexico, produces slabs for the world market. Due to theever more exacting requirements in terms of the internal quality of slabs, AMLC had awardedSMS Siemag a contract for the modernization of the existing two-strand slab caster no. 2 with theaim of improving the internal quality of the slabs by replacing the bottom segments. The newsegment design was to improve the support of the strand while at the same time creating theconditions for the introduction of Dynamic Soft Reduction.
Also included in the scope of sup-ply: the control systems for theautomation system. New controlsystems were installed, amongothers the Dynamic SolidificationControl for the control of spraywater and for the calculation forthe point of final solidification.
To reduce the stresses caused inthe boundary layer between solidi-fied and liquid steel, the caster wasrevamped from four-point straight-ening to 14-point straightening.Strand bulging and the stressescaused by this could be reduced byreplacing the existing five seg-
ments by segments with sevendouble-split roller pairs. In addition,each segment was equipped with a hydraulic segment adjustment,which allows the roller gaps to beadjusted online and thus DynamicSoft Reduction.
Positions 7 and 8:
Segments with
stationary side frames
Two basic segment types wereused in this modernization con-tract. Conventional segments withstationary side frames wereinstalled at the straightening posi-tions 7 and 8. On account of thereduced straightening forces thisarea of the caster now also allowsthe use of soft reduction. This isbeneficial for steel grades whichneed to be cast at lower castingspeeds and whose final solidifica-tion takes place at an earlier pointin the strand guide system.
Positions 9 to 11:
CyberLink® segments
with guide frame
CyberLink® segments were usedin the horizontal part of the strandguide system, segments 9 to 11.These segments have guide framesthat connect the top and bottomframe. This solution allows the toprollers to be adjusted as required.
The segments fit into the existingmachine structure without any problems. The existing foundationframes, the segment removal rails,the cooling chamber and the seg-ment drive units were re-used withminor changes. Maintaining the segment centerlines, the new seg-ments were adapted to the existing
supporting frames. A hydraulicallyoperated key/bolt system was usedto fasten the segments to the seg-ment carrying frame. Using adapterplates, the existing water pipeswere adjusted such that the pipesfor the supply of spray and machinecooling water are automatically con-nected to the new segments.
The revamped lower part of the ArcelorMittal Lázaro Cárdenascaster in 3D.
Advance assembly and testing of all mechanical and hydraulicequipment as well as of the electrical and automation package.
Technical data – ArcelorMittal Lázaro Cárdenas 2009
Continuous casting 1 x 2-strand bow-type continuous casterprocessLadle contents 200 tAnnual production 2,000,000 tpySlab dimensions 200/ 225/ 250 mm × 965 to 1,935 mmSlab length 5.4 to 12.0 mMetallurgical length 25.85 mMachine radius 10.5 mNumber of segments 12Bending points multi-point straightening
Highlights
ModernizationSMS-know-how:Improvement of slab innerqualitySMS-know-how:Revamping to 14-pointstraightening
Revamp to 14-point straightening New segments installed without problems
57
Continuous castersSMS SIEMAG
56
CHINA STEEL CORP. (CSC) CHINA STEEL CORP. (CSC) Taiwan
High productivity
Slab caster no. 7, CSC's fifth machine supplied by SMS Siemag, has an annual capac-ity of 2.6 million t. The two-strand caster is rated for a maximum casting speed of 2.2 m/min, casting slabs that range in width from 900 to 1,680 mm. The SMS Siemagsupply scope comprised the basic and detail engineering as well as the supply of allmechanical core components and the X-Pact® electrical and automation system,including the technological control systems and process models.
High flexibility thanks to
Intelligent Slab Casting®
The technologies installed by SMSSiemag ensure a higher productiv-ity plus perfect product quality andprovide maximum flexibility. Exam-ples are the hydraulically operatedresonance oscillation system andthe remote-controlled mould nar-row faces.
Constant product quality
The X-Pact® electrical and automa-tion systems control and monitorthe processes and the slab quality.The mould level control system(Level 1) prevents casting-flux inclu-sions and ensures a high surfacequality of the slabs. Dynamic SoftReduction® in the segments sub-jects the slabs to a defined pres-sure and thus avoids core segrega-tions and core porosities.
The result is a consistently goodinternal quality of the slabs. Simi-larly, the Mould Monitoring System(Level 2), which detects the tem-perature profile of the mould,serves for quality control and forthe prevention of breakouts.
Dynamic Solidification Control con-trols secondary cooling and thusensures that the required metallur-gical properties are achieved.
Fully developed systems
The precise construction of themechanical and SMS Siemag'swealth of experience ensuredsmooth commissioning and a faststart of production at CSC. Thecomplete automation system hadbeen tested and optimized before-hand according to the Plug & Workmethod in simulation mode at SMSSiemag. This made it ready forimmediate commissioning on site.
Compact unit with two strands.
Technical data – China Steel Corporation (CSC) 2009
Continuous casting 1 x 2-strand vertical bending casterprocessLadle contents max. 260 tAnnual production > 2,600,000 tpySlab dimensions 230 / 250 mm × 900 to 1,680 mmSlab length 4.5 to 10.0 mMetallurgical length 41.5 mMachine radius 9.33 mVertical length 2.5 mNumber of segments 19Bending points multi-point bending and straightening
Highlights
Five continuous slab casters from SMS SiemagSMS-know-how: Electro-magnetic mould stirrerSMS-know-how:Segment removal manipulator Large variety of productsSMS-know-how: Castingfloor part of the steel structure and thus earth-quake-proofX-Pact® electrical andautomation system

59
Continuous castersSMS SIEMAG
58
MAGNITOGORSK IRON ANDSTEEL WORKS MAGNITOGORSK IRON ANDSTEEL WORKS Russia
World's largest S-shaped ladle turret designed and
built by SMS Siemag
At the Russian Magnitogorsk Iron & Steel Works (MMK), Russia, a new continuous slab castersupplied by SMS Siemag was successfully commissioned in December 2009. The caster isdesigned for the production of slabs of a thickness up to 300 mm and attains a maximum cast-ing speed of 2.0 m/min. The maximum casting width is 2,700 mm and this can be alteredwhile operation is taking place.The ladle turret is a special feature: The ladle turret with its maximum capacity of 2 x 535 t isthe world's largest S-shaped ladle turret designed and built by SMS Siemag.
The caster will be equipped withseveral ISC® modules (IntelligentSlab Casting) which determinequality and production. The reso-nance oscillation system with vari-able oscillation frequency, oscilla-tion height and curve shapewarrants consistently good slabsurfaces. In addition, the unit isequipped with the Mold Monitor-
„"We have fulfilled our investment program completely", said ViktorRashnikow at the press conference held on the occasion of thecommissioning of the slab caster, taking stock of the results of theyear 2009. "With the commissioning of the slab caster we can nowproduce the full line of slabs for the heavy-plate rolling mill."
Viktor Raschnikow is Chairman of the Board of Directorsof OAO MMK.
ing System and hydraulicallyadjusted CyberLink® segments aswell as air-mist cooling. The tech-nology packages of Breakout Pre-diction System, Dynamic SoftReduction and the dynamic coolingmodel complete the caster equip-ment. This equipment allows theproduction of high-quality slabs andmakes the caster extremely reli-
able and flexible. The scope of sup-ply also included the entire X-Pact®
electrical and automation systemas well as the drive system. Thecomplete automation system wasset up at the test field beforehandand tested and optimized accord-ing to the proven Plug & Workmethod. Following installation atthe customer, this allowed produc-
tion to be started directly after ashort commissioning phase. Alsoincluded in the supply scope werethe mechanical equipment includ-ing the slab removal facilities aswell as the electrical and hydrauliccomponents.
The slabs produced by the casterare all processed in the new heavy-plate mill which was also suppliedby SMS Siemag. The combinationof these two units makes it possi-ble to produce high-quality heavyplates for the most exactingrequirements, for example for oiland natural gas companies.
Technical data – Magnitogorsk Iron and Steel Works 2009
Continuous casting 1 x 1-strand vertical bending casterprocessLadle contents 380 tAnnual production 1,650,000 tpySlab dimensions 190 / 250 / 300 mm × 1,400 to 2,700 mmSlab length primary 4.1 to 12 m, secondary 2.5 to 4.1 mMetallurgical length 34.2 mMachine radius 11.0 mVertical length 2.7 mNumber of segments 15Bending points multi-point bending and straightening
Highlights
Large variety of productsCustomer-specific: At 300 mm thickness and2,700 mm width, MMK produces Russia's largestsection sizeSMS-know-how:"Dry" operation for crack-susceptible gradesX-Pact® electrical andautomation system MMK has been an SMS customer since its foundation in 1932
The first 300 mm slab produced byMMK's continuous caster.
61
Continuous castersSMS SIEMAG
60
MAANSHAN IRON AND STEELCOMPANY MAANSHAN IRON AND STEELCOMPANY China
Two single-strand CSP®casters with Liquid Core Reduction LCR® plus
In 2003, SMS Siemag installed two single-strand CSP® casters at Maanshan Iron & Steel. The produc-tion capacity in the years between 2007 and 2008 was each around 2.3 million t of hot-rolled widestrip for the production of hot and cold strip.
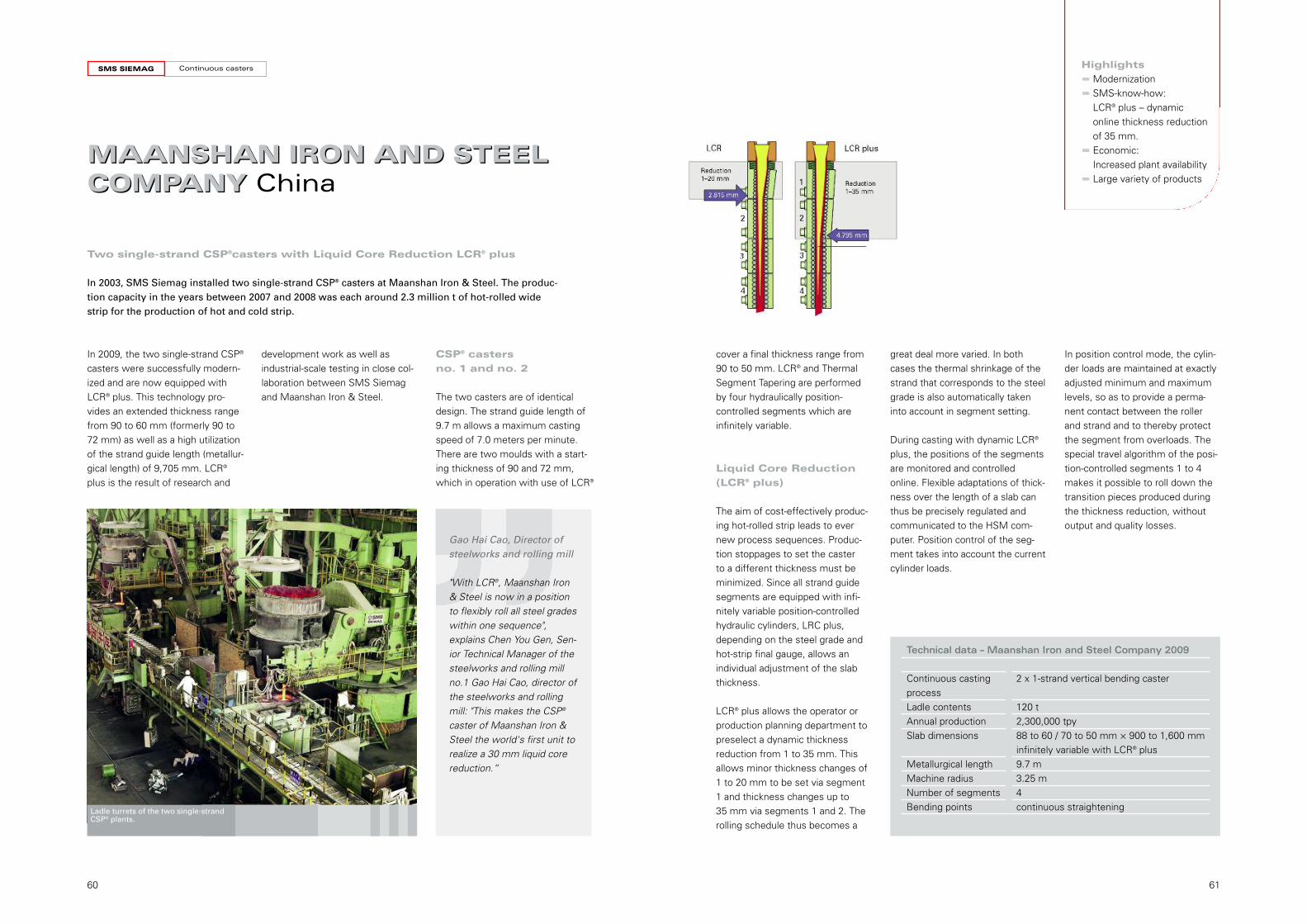
In 2009, the two single-strand CSP®
casters were successfully modern-ized and are now equipped withLCR® plus. This technology pro-vides an extended thickness range from 90 to 60 mm (formerly 90 to72 mm) as well as a high utilizationof the strand guide length (metallur-gical length) of 9,705 mm. LCR®
plus is the result of research and
development work as well asindustrial-scale testing in close col-laboration between SMS Siemagand Maanshan Iron & Steel.
cover a final thickness range from90 to 50 mm. LCR® and Thermal Segment Tapering are performedby four hydraulically position-controlled segments which are infinitely variable.
Liquid Core Reduction
(LCR® plus)
The aim of cost-effectively produc-ing hot-rolled strip leads to evernew process sequences. Produc-tion stoppages to set the caster to a different thickness must beminimized. Since all strand guidesegments are equipped with infi-nitely variable position-controlledhydraulic cylinders, LRC plus,depending on the steel grade andhot-strip final gauge, allows an individual adjustment of the slabthickness.
LCR® plus allows the operator orproduction planning department topreselect a dynamic thicknessreduction from 1 to 35 mm. Thisallows minor thickness changes of1 to 20 mm to be set via segment 1 and thickness changes up to 35 mm via segments 1 and 2. Therolling schedule thus becomes a
great deal more varied. In bothcases the thermal shrinkage of thestrand that corresponds to the steelgrade is also automatically takeninto account in segment setting.
During casting with dynamic LCR®
plus, the positions of the segmentsare monitored and controlledonline. Flexible adaptations of thick-ness over the length of a slab canthus be precisely regulated andcommunicated to the HSM com-puter. Position control of the seg-ment takes into account the currentcylinder loads.
„Gao Hai Cao, Director ofsteelworks and rolling mill
"With LCR®, Maanshan Iron& Steel is now in a positionto flexibly roll all steel gradeswithin one sequence",explains Chen You Gen, Sen-ior Technical Manager of thesteelworks and rolling millno.1 Gao Hai Cao, director ofthe steelworks and rollingmill: "This makes the CSP®
caster of Maanshan Iron &Steel the world's first unit torealize a 30 mm liquid corereduction.“
CSP® casters
no. 1 and no. 2
The two casters are of identicaldesign. The strand guide length of9.7 m allows a maximum castingspeed of 7.0 meters per minute.There are two moulds with a start-ing thickness of 90 and 72 mm,which in operation with use of LCR®
In position control mode, the cylin-der loads are maintained at exactlyadjusted minimum and maximumlevels, so as to provide a perma-nent contact between the rollerand strand and to thereby protectthe segment from overloads. Thespecial travel algorithm of the posi-tion-controlled segments 1 to 4makes it possible to roll down thetransition pieces produced duringthe thickness reduction, withoutoutput and quality losses.
Ladle turrets of the two single-strandCSP® plants.
Technical data – Maanshan Iron and Steel Company 2009
Continuous casting 2 x 1-strand vertical bending casterprocessLadle contents 120 tAnnual production 2,300,000 tpySlab dimensions 88 to 60 / 70 to 50 mm × 900 to 1,600 mm
infinitely variable with LCR® plusMetallurgical length 9.7 mMachine radius 3.25 mNumber of segments 4Bending points continuous straightening
Highlights
ModernizationSMS-know-how:LCR® plus – dynamiconline thickness reductionof 35 mm.Economic: Increased plant availabilityLarge variety of products
63
Continuous castersSMS SIEMAG
62
WUHAN IRON AND STEEL(GROUP) CORP.WUHAN IRON AND STEEL(GROUP) CORP. China
Two-strand CSP® caster for 2.5 million t of hot strip
On 7 March 2009, the first strip was rolled by the new CSP® caster at Wuhan Iron & SteelCorp. (Wisco) in Wuhan in the Chinese province of Hubei. For the two-strand CSP® casterSMS Siemag supplied the mechanical equipment and the X-Pact® electrical and automationsystem. At 10,000 t and 70,000 t, the production targets set for the first two months wereclearly exceeded. The Plug & Work concept is intensively used to prepare commissioning.All components of the automation system are set up and tested under near-real conditionsbefore commissioning.
Depending on the required finalgauge, the steel grade and cast-ing speed, the slab thickness isinfinitely variable from 90 to 70and 70 to 52 mm by means ofLiquid Core Reduction.
The production of the new plantfocuses on strip made from high-quality steel grades, includingsteels for the automotive industry,weathering-resistant steels, pipeand multiphase steels as well assilicon steels.
Wisco is one of China's major producers of silicon steels. Withrespect to the process involved,CSP® casters provide good condi-tions for the production of thesesteels.
This starts with the casting process:The thin slab solidifies at an earlystage and has a particularly homo-geneous microstructure with finelydistributed precipitations. Due tothe relatively high temperatures of
the slabs upon their entry in thefurnace, undesired precipitationsare avoided.
On entering the rolling mill, the thin slab exhibit a virtually constanttemperature over its width, thick-
ness and length. These conditionsallow a stable, trouble-free rollingprocess even in case of materialsthat are difficult to roll, with themechanical and geometrical prop-erties thus lying within close toler-ances.
Technical data – Wuhan Iron and Steel (Group) Corp. 2009
Continuous casting 2 x 1-strand vertical bending casterprocessLadle contents 150 tAnnual production 2,500,000 tpySlab dimensions 70 to 52 / 90 to 70 mm × 900 to 1,600 mm
infinitely variable with LCR® 3Metallurgical length 10.3 mMachine radius 3.25 mNumber of segments 5Bending points continuous straightening
Highlights
Large variety of productsX-Pact® electrical andautomation system Economic: High production right fromthe start„
Extract from Wisco's thank-you letter
“At 14:00 o’clock, 7thMarch, 2009, the divisionalhot commissioning of WiscoCSP® project successfullyproduced its first coil withonly one trial. This greatevent is unprecedented inWisco’s history. It’s a proveddedication from all SMS project team and it canmeanwhile be dubbed as asymbol of SMS’s maturetechnology. Hereby wewould like to extend our congratulatory attitude andappreciation to your com-pany.”
A glimpse of thecasting floor.
Thin slab entering the rolling mill.

65
Continuous castersSMS SIEMAG
64
JINDAL STAINLESSHISARJINDAL STAINLESSHISAR India
Successful modernization with hydraulic resonance oscillator
At Jindal Stainless in Hisar, province of Haryana, SMS Siemag has modernized a single-strand continuous slab caster and successfully re-commissioned it at the end of 2009. Thecaster was equipped with a hydraulic resonance oscillator for the mould and the relatingtechnological control system. In addition, SMS Siemag supplied the detail design for a newsegment 0.
Basic data – JSL Stainless Ltd. 2009
Continuous casting 1 x 1-strand bow-type caster processLadle contents 50 tAnnual production 600,000 to 720,000 tpySlab dimensions 140 / 160 / 200 mm × 620 to 1,280 mmSlab length 6 to 8 mMetallurgical length 11.8 mMachine radius 8.5 mNumber of segments 8
The resonance oscillator, with variable oscillation frequency,stroke length and curve shape,guarantees that the slab surfacewill be of consistently excellentquality. This represents a consider-able cost benefit, above all whencasting stainless steels. In the res-onance oscillator, the mouldsweighing around 30 to 40 t oscil-late at a frequency of 1 to 7 Hzduring casting, to avoid that thesteel sticks to the cooled walls ofthe mould. In addition, this allowsthe specific placement of castingflux between the hot strand andthe mould's copper wall.
Resonance oscillator with leaf springs.
Highlights
Continuous caster for stainless steel gradesSMS-know-how: Resonanceoscillation to improve thesurface quality

MEETING your EXPECTATIONS
S1/304E
1000/07/12 .Ky . P
rinted in Germany
SMS SIEMAG AG
Continuous Casting Division
Eduard-Schloemann-Strasse 440237 Düsseldorf, Germany
Phone: +49 211 881-6710 Telefax: +49 211 881-4841
E-mail: [email protected]: www.sms-siemag.com
“The information provided in this brochure contains a general description of the performance characteristics of the products concerned. The actual products may not always have thesecharacteristics as described and, in particular, these may change as a result of further developments of the products. The provision of this information is not intended to have and willnot have legal effect. An obligation to deliver products having particular characteristics shall only exist if expressly agreed in the terms of the contract.”