Techno-Economic Feasibility Report on Production of Methyl Ester Sulfonate From Palm Oil
352
Techno-Economic Feasibility Report on Production of Methyl Ester Sulfonate From Palm Oil 2014 1 CERTIFICATE This is to certify that the project entitled ― Techno-Economic Feasibility Report on the production of Methyl Ester Sulfonate from Palm Oil ‖ which is hereby presented by Mr. Ronak Jain in partial fulfillment of the requirements of the award of the degree of Bachelor of Technology at the Indian Institute of Technology, Roorkee, is a genuine account of his work carried out during the period from August 2013 to Apri l 2014 under our supervision and guidance. Date: 30-04-2014 (Dr. R. Bhargava) (Dr. V. K. Agrawal) Department of Chemical Engineering Department of Chemical Engineering Indian Institute of Technology, Roorkee Indian Institute of Technology, Roorkee Roorkee – 247 667 Roorkee – 247 667
description
Techno-Economic Feasibility Report on Production of MethylEster Sulfonate From Palm Oil
Transcript of Techno-Economic Feasibility Report on Production of Methyl Ester Sulfonate From Palm Oil
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
1
CERTIFICATE
This is to certify that the project entitled Techno-Economic Feasibility Report
on the production of Methyl Ester Sulfonate from Palm Oil which is hereby
presented by Mr. Ronak Jain in partial fulfillment of the requirements of the
award of the degree of Bachelor of Technology at the Indian Institute of
Technology, Roorkee, is a genuine account of his work carried out during the
period from August 2013 to April 2014 under our supervision and guidance.
Date: 30-04-2014
(Dr. R. Bhargava) (Dr. V. K. Agrawal)
Department of Chemical Engineering Department of Chemical Engineering
Indian Institute of Technology, Roorkee Indian Institute of Technology, Roorkee
Roorkee 247 667 Roorkee 247 667
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
2
ACKNOWLEDGEMENT
It is with a deep sense of gratitude and indebtedness that I express my sincere gratefulness to my
project guide Dr. Vijay Kumar Agarwal, Head of Department, Department of Chemical
Engineering, Indian Institute of Technology, Roorkee, under whose able guidance, constant
supervision and encouragement, this work has been accomplished. I thank him for taking time
out of his busy schedule and aiding us with his priceless suggestions, encouragement and
cooperation, which in turn helped us, enhance the scientific merit of the present project work.
Without his guidance and mentorship, this work would never have reached its completion. The
constant motivation and support from him made us understand the depths of various techniques
and processes being used in the current scenario.
I would also like to convey my heartfelt gratitude to Dr. Ravindra Bhargava, Assistant
Professor, Department of Chemical Engineering, Indian Institute of Technology, Roorkee, for
his never ending support and help throughout the course of the project. I thank him for helping us
overcome many difficulties and perfect several processes.
I would also thank my Institution and entire staff of Central Library, IIT Roorkee who provided
me with facilities for various books, research papers and internet.
( Ronak Jain)
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
3
LETTER OF TRANSMITTAL
Ref. No. ACME Synthetics Ltd./Plant/Design/2013-14
Date: 30/04/2014
The General Manager
M/S ACME Synthetics Ltd.
Re: Techno-economic feasibility report on the Palm oil Based Methyl Ester Sulfonate
Production.
Dear Sir,
I thankfully acknowledge the receipt of your letter ref. no. ACME Synthetics.
Ltd./Plant/Design/2014 dated August 2013. I am sending you the techno-economic feasibility
report on the manufacture of 95 TPD Methyl Ester Sulfonate for your kind perusal.
After making a detailed survey and study of various processes available, it has been concluded
that the production of Methyl Ester Sulfonate using Imported Palm oil as raw material is best
suited for your case. Exhaustive study of the process design and economics has been done and
the results say that the project is both technically and economically viable.
The total capital investment required is Rs 948,495,274 and the reference payback period is
3.611 years.
Any query regarding the report or elaboration of any point is always welcome.
Assuring you of our reliable and best services.
Yours truly,
Ronak Jain
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
4
Table of Contents II. Summary .................................................................................................................................................. 6
III. Project Details ................................................................................................................................... 8
1.Introduction ............................................................................................................................................ 8
1.1 Problem statement and description ................................................................................................. 8
1.2 Introduction to the format of the Report ......................................................................................... 9
2. Project Description .............................................................................................................................. 10
2.1 Uses and present status of the product ......................................................................................... 10
2.2 Available Processes, Technologies and Selection ........................................................................ 12
2.3 Raw materials ................................................................................................................................ 46
3. Material and Energy Flow Information........................................................................................... 66
3.1 Trans-esterification ....................................................................................................................... 67
3.2 Sulfonation .................................................................................................................................... 86
4.Detailed Design of Equipment ............................................................................................................. 89
4.1 Process design ............................................................................................................................... 89
4.2 Mechanical Design ...................................................................................................................... 185
4.3 BIS standard Drawing of Equipments......................................................................................... 204
4.4 Specification of Major Equipments ............................................................................................ 205
4.5 Major Engineering Problems of Plant ......................................................................................... 214
5. Material Storage and Handling Facilities .......................................................................................... 232
6. Process Instrumentation and Controls ........................................................................................... 247
6.1 Types of Control System ............................................................................................................. 249
6.2 Design and Operation of typical Control Systems ...................................................................... 252
IV. Environmental Protection and Energy Conservation .................................................................... 263
1. Environmental Aspects ..................................................................................................................... 263
1.1 Air Pollution ................................................................................................................................ 263
1.2 Liquid effluents ........................................................................................................................... 272
1.3 Solid Waste Disposal .................................................................................................................. 280
1.4 Noise Pollution ............................................................................................................................ 280
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
5
2. Energy Conservation ......................................................................................................................... 283
V. Plant Utilities .................................................................................................................................... 294
1. Process and Instrumentation Air: ...................................................................................................... 295
2. Heat Transfer Media ......................................................................................................................... 298
3. Water ................................................................................................................................................ 299
4. Refrigeration ..................................................................................................................................... 307
5. Electricity and Power Requirements: ................................................................................................ 308
VI. Organizational Structure and Manpower Requirement ................................................................. 310
1. Organizational structure ................................................................................................................ 310
2. Manpower requirement ................................................................................................................. 313
3. Organizational Chart ......................................................................................................................... 319
VII. Market Prospects ........................................................................................................................... 320
VIII. Site Selection and Project Layout ................................................................................................. 325
IX. Economic Evaluation and Profitability of the Project ................................................................... 340
1. Estimation of Capital Investment ...................................................................................................... 340
2. Manufacturing Costs ......................................................................................................................... 344
3. Profitability Analysis .................................................................................................................... 347
4. Breakeven Point ............................................................................................................................ 348
X. References ......................................................................................................................................... 351
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
6
II. Summary
This project report is an attempt towards making a techno-economic evaluation of installing
a plant for production of Methyl Ester Sulfonate with an installed capacity of 95 Tons/day.
Starting from vegetable oil, the technology to produce Methyl Ester Sulfonate involves
converting the oil to methyl ester followed by hydrogenation to reduce the degree of
unsaturation and then sulfonating the ester to produce MES.
Refined, bleached and deodorized palm oil is used as the feedstock as the price of palm oil is
less as compared to others. Also, its availability is not an issue since it can be easily imported.
Moreover, the reaction yield with palm oil is excellent. Other major raw materials used are
Methanol and Sulfur. For production of Methyl Ester, Lurgi Transesterification is used since the
process is well known and is widely used for methyl ester production. Sulfonation is done by
burning sulphur in air. The technology used is of Chemithon since this technology is widely
known and has many advantages over Ballestra technology.
SO3 is produced by sulfur burning in the air/SO3 sulfonation plant. There are significant safety
advantages to a sulfur burning system. With sulfur burning air/SO3 sulfonation processes, the
only SO3 on site is the small quantity of dilute gaseous material in the process piping between
the converter (SO2 to SO3) and the sulfonation reactor. Even in the world's largest sulfonation
plant (20,000 kg/hr active production) this amounts to only about 100 kg of dilute SO3 gas. The
sulfur burning process is much safer than transporting, storing and handling tank truck (18,000
kg) or rail car (72,000 kg) quantities of oleum or liquid SO3.
Considering many factors the site selected for our plant is the Navi Mumbai Special Economic
Zone (NMSEZ). It is located in the satellite township near Mumbai known as Navi Mumbai in
the state of Maharashtra. Navi Mumbai Special Economic Zone (NMSEZ) is situated in the most
industrialized part of India. NMSEZ is regarded to be the best SEZ in India as sea, rail, air and
road and a state of the art trans-shipment hub connect it.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
7
Cost, Profitability and employment
Plant capacity: 95TPD
Total Capital Investment Rs - 948,495,274
Net Profit: Rs - 211853137.7
Payback Period: years - 3.611 Years
MES selling Price: Rs. 133.66
Return on investment: - 25.68 %
Break Even Capacity: - 14013445.34 kg/year
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
8
III. Project Details
1.Introduction
1.1 Problem statement and description
A Techno-economic feasibility report is to be prepared for production of Methyl Ester
Sulphonate with an installed capacity of 95 Tons/day.
Due to increasing demand for surfactants and growing concern for environment, research for
new chemicals that are biodegradable and can be used as surfactants has been going on for the
past few years.MES derived from palm oil and coconut oil derivatives has been in the limelight
with the increase in crude oil prices and the resultant increase in price of petrochemicals.It offers
an environment friendly and viable alternative to the currently used linear alkyl Benzene
Sulphonate.
Methyl ester sulphonate(MES) is a sulphonated anionic surfactant derived from oleochemical
Methyl esters.An MES molecule basically consists of a lipophilic and a hydrophilic part.The
lipophilic part(oleochemical) is fat/oil friendly and hydrophilic part (sulphonate) is water
friendly.When MES is placed in oil-water mixture,it arranges itself such that hydrophilic part
remains towards water and lipophilic part towards oil.Thus,it is a surfactant.
The typical cut of Fatty acid methyl ester sulphonate (FAMES (C16-C18)) shows interesting
surface activity (about 90% compared toLABS), high detergent, dispersing and emulsifying
power in hard water, high lime soap dispersion and moderate foam levels. FAMES show high
stability to pH and temperature hydrolysis. Therefore, they can be incorporated in detergent bars.
Methyl ester sulfonates have a wide range of application and important biological properties. As
aggregated value the FAMES can be used in cosmetics, as auxiliary agents inthe production of
fibers, plastics, and rubber, and in leather manufacture.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
9
1.2 Introduction to the format of the Report
In this report,available processes for the production of MES have been compared and based on
economic and environmental factors,a suitable method has been chosen.Also,the detailed
specifications,testing procedures and government policies of raw materials used have been
given.Appropriate assumptions were made and material and energy balances were made based
on the allotted capacity. Environmental protection and Energy conservation has also been
discussed.Environmental aspects like Air pollution,Liquid effluents,Solids disposal have been
discussed in detail. Organizational Structure and Manpower requirement, Market prospects of
the Product have been discussed in detail too. Besides, Site Selection and Project Lay Out have
been done while considering their critical points.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
10
2. Project Description
2.1 Uses and present status of the product
Laundry detergent plays a major role in removing soils and stains from fabrics in household uses.
These detergents are inthe form of powder, liquid, or paste and normally comprise asurface-
active agent or surfactant as the main cleaning ingredient. Manufacturers in the detergent
industry have become extremely competitive over the performance, cost-effectiveness and
environmental attributes of detergents. Linear alkyl benzene (LAS) which is currently major
surfactant is a petroleum product and environmental polluting. Due to depletion of petroleum
resources and environmental concerns it has become important to find its alternative. In the
search of alternate substitute Methyl Ester Sulphonate(MES) is the most important product. It
may be produced from renewable resources such as palm oil or coconut oil and also
environmental friendly. The Malaysian Palm Oil Board (MPOB) studies revealed that SME
(sulfonated methyl ester) has the potential to biodegrade faster than LAS.
SME has been produced and applied in detergents and cleaning products widely by large
companies such as Lion Corporation and Stepan. Huish has a plant in Houston that produces
82,000 tons of sulfonates per year; Huish is producing SME from palm oil and using it in
commercial laundry detergents such as Costco Kirkland Brand Select Ultra and Safeway Select
Ultra. The Safeway Select Ultra II has the highest level of SME, containing approximately
23.5% SME, and it has a very low cost per load (US $0.125 per wash).
The methyl ester sulphonate (MES) market is currently in its growth phase, and participants are
engaged inbuilding product awareness to ratchet up market prospects. A prominent aspect set to
drive growth is thatMES can be used as biodegradable surfactants in detergents, notes the
analyst of this research service.
Usage of MES in this manner is nearly untapped but current vibration in the surfactants market
for greenand biodegradable raw materials to be used may lead to potential high demand for MES
surfactants. Highscheme pricing is expected to recover development cost, though some large
suppliers may absorb costthrough captive usage. In the current scenario, product distribution and
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
11
promotions are carried out targeting selected customers at least until customers at large are ready
to accept MES. Emphasizing the green advantage can deliver considerable marketing mileage.
Competition in this space is becoming more intense and marketing strategies at this stage will
enable better product outreach and visibility, effectively communicating attributes and benefits
of MES, which scores better than other anionic surfactants, particularly linear alkyl benzene
sulphonate (LAS), on multiple counts. MES has excellent characteristics such as high purity and
active level, and is devoid of any volatile organic compound (VOC). It is also gentle on the skin,
has low percent of di-salt (around 5.0 to 10.0 percent), is white/near white in color,and is suitable
for both liquid and powder detergents. Feedstock availability issues cloud market prospects.
The production of MES is an expensive procedure entailing heavy investment and prior technical
expertise. Feedstock for methyl esters is obtained from plant and tallow resources, and producers
are dogged by feedstock availability concerns. MES supplied for the detergent market is usually
a blend of C-16 methylester (greater than 95 percent) and C-18 (less than 5 percent). However,
other cuts such as C-12 and C-14also find their way into these markets. Palm-based feedstock is
claimed to be a better source for C-16 and C-18 cuts compared to other resources. The onus is on
MES producers to acquire the appropriate cuts of methyl ester. Careful selection of feedstock
needs to be undertaken and the incoming raw materials must undergo testing to ensure a
competitive source.
With a host of potential applications besides detergent and personal care formulations, raising
consumer awareness seems to be the crucial effort required for market expansion. For instance,
MES can be used as floatation agents in mining.It can be used as de-fattening agents for leather
application because it helps dissolve fat and dirt on leather surfaces. Regulatory and
environmental bodies are advocating the use of green surfactants such as MES as the next
generation of surfactants.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
12
Applications of MES
1) Detergents
Powdered detergent
Liquid detergent
2) Dishwash and Handwash
Liquid dishwash
Gel dishwash
Paste dishwash
3) Cosmetic
4) Agrochemical
5) Hard surface cleaner
6) Pesticide composition
7) Emulsifier in personal care product
8) Technical Applications
2.2 Available Processes, Technologies and Selection
Starting from vegetable oil/animal fats, the technology to produce MethylEster Sulfonate
involves converting the oil/fats to methyl ester followed by hydrogenation to reduce the
degree of unsaturation andthen sulphonating the ester to produce MES.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
13
2.2.1 Steps for Production of Methyl Ester Sulfonate:
Splitting of Fat:
Esterification: Esters are organic compounds in which an organic group (represented by R)
replaces an acidic hydrogen atom in a hydroxyl group.
The most common esters are carboxylic esters, where the acid in question is a carboxylic acid.
Fatty acids are carboxylic acids and form carboxylic esters with alcohols and with methanol,
they form methyl esters.
Trans-esterification: Trans-esterification is the chemical reaction between triacyl glycerides and
alcohol in the presence of a catalyst to produce mono-esters. Both the straight and branched
chain triacyl glyceride molecules are transformed in this process to mono-esters and glycerol.
The trans-esterification process actually consists of a sequence of three consecutive reversible
reactions. That is, conversion of triacyl glycerides to diacyl glycerides, then the conversion of the
diacyl glycerides to monoacyl glycerides. The monoacyl glycerides are finally converted into
glycerol. Each step yields one molecule of the ester and its reaction is reversible.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
14
Hydrogenation of methyl ester :
Sulfonation:
Aging (Digestion):
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
15
Re-esterification:
Neutralising:
Di-salt formation:
Hydrolysis:
Acid digestion leads to colour development with Klett values ranging from 1000-12000 on
acid.So,bleaching is imperative.
Colour varies with J2V number of the feedstock.Products with low J2V acceptable.Thus,the
feedstock is limited to palm stearin /coconut.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
16
2.2.2 Process available for producing methyl ester from fatty acids:
The two most important criteria to be met for an oil to be suitable for detergent grade Methyl
ester are:
Chain Length distribution
Saturation of fatty acid Carbon chain
Based on these parameters,oils like palm oil,Coconut oil, Palm stearin, Palm kernel, tallow are
suitable for making detergent grade Methyl ester.
Methyl esters of fatty acids can be made either by esterification of the fatty acids or trans-
esterification of the triglycerides usingmethanol.
Esterification Processes:
There are two general methods used for esterification: the Batch process and the Continuous
process.
Esterification can be done batch wise under pressure at a temperature of 200250 C. As it is an
equilibrium reaction, the water is removed continuously to obtain a high-ester yield
Henkel has developed a continuous countercurrent esterification using a doubleplate reaction
column. The technology is based on the principle of an esterification reaction with the
simultaneous absorption of the superheated methanol vapor and desorption ofthe methanolwater
mixture.The reaction is carried out at a pressure ofapproximately 1000 kPa and a temperature of
240 C. One advantage of this process is the excess methanol can be kept significantly lower at
1.5:1 molar ratio of methanol: fatty acid versus the batch process at34:1 molar ratio. The methyl
ester, having undergone distillation, does not require further refining. The excess methanol is
rectified and reused.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
17
The continuous esterification process is superior to the batch process, in that the same high yield
can be obtained in a much shorter dwell time and with substantially less excess methanol. The
esterification process is a preferred method for the production of esters from specific fatty acids.
Trans-esterification Processes:
Trans-esterification of fats and oils is the most commonly used process for the manufacture of
methyl esters, except in cases where methyl esters of specific fatty acids are needed.
Triglycerides can readily be trans-esterified batchwise at atmospheric pressure and at a slightly
elevated temperature of approximately 6070oC with an excess of methanol and in the presence
of an alkaline catalyst. The mild reaction conditions, however, requires the removal of free fatty
acids from the oil by refining or pre-esterification before trans-esterification. This pretreatment is
not required if the reaction is carried out under high pressure (9000 kPa) and high temperature
(240oC). Under these conditions, simultaneous esterification and trans-esterification take place.
The mixture at the end of the reaction is allowed tosettle. The lower glycerine is drawn off
whereas the upper methyl ester layer is washed to remove entrained glycerine and is then
processed further. The excess methanol is recovered in the condenser, sent to rectifying column
for purification, and recycled.
Continuous trans-esterification is well suited for large capacity requirements. Depending on the
quality of the feedstock, the unit can be designed to operate at high pressure and high
temperature or at atmospheric pressure and slightly elevated temperature.
Figure 2.2(i) shows a Henkel process flow diagram operated at 9000 kPa pressure and 240oC
using unrefined oil as feedstock. Unrefined oil, methanol in excess, and catalyst are metered and
heated to 240oC before feeding into the reactor. The bulk of the excess methanol is flashed off as
it leaves the reactor and is fed to a bubble tray column for purification. The recovered methanol
is recycled into the system. The mixture from the reactor enters a separator where the glycerine
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
18
in excess of 90% concentration is removed. The methyl ester is subsequently fed to a distillation
column for purification. Further fractionation into special cuts may follow if desired.
Fig 2.2(i) : Continuous Transesterification by Henkel process
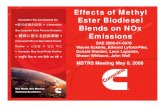
Figure 2.2(ii) shows a Lurgi process flow diagram operating at normal pressure. The process
requires the use of a degummed and de-acidified feedstock. The refined vegetable oil and
methanol are reacted in a two-stage mixersettler arrangement in the presence of a catalyst. The
glycerine produced in the reaction, dissolved in the surplus methanol, is recovered in the
rectification column. Most of the entrained methanol and glycerine are recovered from the
methyl ester in the countercurrent scrubber. The methyl ester can be further purified by
distillation.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
19
Fig 2.2(ii): Continuous Transesterification by Lurgi process
2.2.3 Air/SO3 Sulfonation Equipment
Four possible sources of SO3 gas used for an air/SO3 sulfonation system are:
Sulfuric acid plant converter gas
SO3 from boiling concentrated oleum
Liquid SO3
Sulfur burning in equipment specifically designed to produce SO3 gasfor sulfonation
Converter gas from a sulfuric acid plant contains 1012% SO3 and appears to be apotential SO3
source for sulfonation. There are several problems with using a sulfuricacid plant as an SO3
source for sulfonation. Nevertheless, such an arrangement has beencommercially installed and at
first glance appears to be an attractive, low cost method ofsupplying SO3 gas to a sulfonation
plant. Physical location is a limiting factor; as thesulfonation plant must be installed as closely as
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
20
possible to the sulfuric acid plant converter. In addition, the sulfonation plant can run only when
the sulfuric acid plant is running.
There are three other more subtle difficulties when using a sulfuric acid plant as an SO3source
for sulfonation. First, the SO3 gas at approximately 18% concentration must be diluted to the
normal range for sulfonation (typically 47%). An auxiliary air supply must be installed, which
adds expense and complexity. Second, because sulfuric acid absorption towers are used for air
drying, the air/SO3 from a sulfuric acid plant has a higher dew point (typically 35C) than that
required in a sulfonation plant (typically 60C to 80C). The high dew point causes product
quality problems in the sulfonation process and accelerates corrosion of the process equipment.
Third, the pressure of the air/SO3 from the sulfuric acid plant is usually not sufficient to
overcome the pressure drop of the sulfonation system. Compressing the air/SO3 from the
converter is not trivial as it requires a high alloy compressor to withstand the corrosive
environment created by the wet air/SO3 stream. This problem can be overcome, but the solution
is not inexpensive. Considering all the problems inherent in utilizing the converter gas stream
from a sulfuric acid plant, the conclusion is that it is technically feasible. However this choice
adds significant operational difficulties and does not result in a major cost saving sover installing
a complete sulfur burning sulfonation plant.
Another possible source of SO3 for sulfonation is produced by boiling oleum to produce gaseous
SO3 which is then blended with dry air. It is practically limited to locations where fresh oleum
can be received, and depleted oleum returned by pipeline. Compared to sulfur burning, this
process somewhat reduces the equipment requirement. However,it still requires an air supply
system, an oleum boiler and an SO3 metering system. Unlike a sulfur burning plant which
generates its own heat for air dryer regeneration, this air supply system requires an external
source of heat which adds extra utility expenses. Also, significant safety hazards are associated
with handling concentrated oleum. Suchan installation may be economical for a few site
locations.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
21
Some of the first air/SO3 sulfonation plants installed were based on use of liquid SO3.These
plants require an air supply system identical to the system described below for a sulfur burning
plant except that it also requires an external heat source for air dryer regeneration. In addition, a
liquid SO3 plant requires an SO3 storage system. This storage system is usually a large 20,000 to
80,000 kg storage tank located in a heated room and maintained at a temperature of about 40
43C. Heating the SO3 storage room can be a significant cost in colder climates. In case of SO3
leaks, the room must be sealed and should have provision for scrubbing any SO3 that escapes
into the rooms atmosphere. In the sulfonation process, the liquid SO3 is metered from the
storage tank into a steam heated vaporizer where it is evaporated and mixed into the dried air
stream from the air supply system. From this point on, the process is identical to a sulfur burning
air/SO3 sulfonation plant, described below. A liquid SO3 storage and metering system is shown
in Fig. 2.2(iii). Because of the rigorous storage requirements imposed by the hazardous nature of
liquid SO3, the installed cost for a liquid SO3 sulfonation facility is close to that for a sulfur
burning installation
Fig 2.2(iii):Sulphonation by liquid SO3
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
22
Sulfonation equipment based on liquid SO3 has become increasingly undesirable for the
following reasons:
Safety concerns
Liquid SO3 is unavailable in many parts of the world
Sulfur is readily available worldwide
Sulfur is relatively inexpensive.
Therefore, SO3 is produced by sulfur burning, air/SO3 sulfonation plant.
There are significant safety advantages to a sulfur burning system. With sulfur burning air/SO3
sulfonation processes, the only SO3 on site is the small quantity of dilute gaseous material in the
process piping between the converter (SO2 to SO3) and the sulfonationreactor. Even in the
world's largest sulfonation plant (20,000 kg/hr active production) this amounts to only about 100
kg of dilute SO3 gas. The sulfur burning process is much safer than transporting, storing and
handling tank truck (18,000 kg) or rail car (72,000 kg) quantities of oleum or liquid SO3.
Fig 2.2(iv):Sulphonation by sulphur burning
The basic plant package for a sulfur burning, air/SO3 sulfonation installation includes a sulfur
supply system, air supply system, SO3 gas plant system, SO3 absorber system, sulfonator,
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
23
neutralizer, effluent gas clean-up system, control system and motor control center as shown in
Fig. 2.2 (iv).
Capacities for commercial sulfur burning air/SO3sulfonation units range from 250 to 20,000
kg/hr of 100% detergent active. Typically, an air/SO3 sulfonation plant is designed to sulfonate
with approximately 47% (volume) SO3.
As Figure 2.2(v) illustrates, the process air is first compressed to a pressure of approximately1
kg/cm2 (15 psig) using either a rotary compressor or a high efficiency centrifugal compressor. In
larger sulfonation plants capacities greater than 4000 kg/hr the process air capacity should be
adjustable without venting between approximately 60 to100percent of full capacity (while
maintaining efficiency). This ability conserves electric power if the plant is operated at partial
capacity. A direct expansion air chiller vessel cools the compressed air to a temperature of 7C
(45F). The chilled air is then dried in dual, automatic pulse-less desiccant-type air dryers to a
dew point of 80C (112F). The lack of a pulse in the air stream is vital to product quality.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
24
Fig 2.2(v): Air Supply system
If the air pulses, there will be a momentary interruption in mole ratiowhich results in a loss of
product quality. The result is product with high free oil, dark color and possibly other
undesirable by-products. The dual air dryers are equipped with 11 individual bubble tight control
valves. The control valves ensure absolutely no interruption of process air when changing dryers
and a smooth pressure transition when the dryers switch to regeneration cycle. A cooling air
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
25
blower supplies cool air to the regenerated (off-line) air dryer to reduce the bed temperature to an
acceptable level prior to bringing the regenerated air dryer back on-line. This is important if the
dryer bed is too hot, the process air dew point will be higher than desirable due to the increased
equilibrium concentration of water in the hot air exiting the dryer. A regeneration/utility air
blower supplies cooling air to the double pipe gas coolers used in the gas plant. Hot air (200C)
leaving the low maintenance double pipe coolers regenerates the off-line air dryer. During the air
dryer cooling cycle in smaller plants, there generation/utility air vents to the atmosphere or is
sent to other processes where the heat in the air can be used. In larger plants (greater than 4000
kg/hr) the heat may be recovered as steam. In this case, the gas plant is modified so that it
produces steam instead of hot air and a portion of this steam heats the regeneration air.
Fig 2.2(vi): Sulphur supply system
In the sulfur supply system shown in Figure 2.2(vi), bright Frasch or by-product sulfur flows by
gravity to one of two gear pumps. Typically dual strainers, pumps, and flow meters are provided
minimize down time during maintenance. The sulfur passes through a highly accurate mass flow
meter prior to delivery to the sulfur burner. Because the mole ratio is the most important process
variable, control of the sulfur flow to the sulfur burning air/SO3 gas plant is one of the two most
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
26
important process control functions in the plant. The entire sulfur supply system is steam
jacketed because the sulfur has freezing point of 112.8C.
Sulfur is normally handled at its viscosity minimum, which is 136C. A steam and condensate
system supplies the necessary tracing circuits for the sulfur supply piping.
Fig 2.2(vii):SO3 generator
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
27
In the SO3 gas generator, illustrated in Figure 2.2(vii), the metered sulfur is delivered to the
refractory-lined atomizing sulfur burner where combustion with the dry process air generates
sulfur dioxide (SO2). The atomizing burner ensures instant, constant sulfur burning. The sulfur
dioxide gas leaving the burner is cooled to 420C and delivered to three-stage vanadium pent-
oxide (V2O5) catalytic converter, where the gas is filtered and converted to sulfur trioxide (SO3).
The conversion efficiency of the converter is between99.0 and 99.5%. Prior to entering the inlet
mist eliminator, the sulfur trioxide gas leaving the converter is cooled to nearly ambient
temperature in an SO3 double pipe cooler followed by an SO3 water cooled heat exchanger. The
inlet mist eliminator removes traces of sulfuric acid or oleum from the cooled SO3 gas stream.
Heat recovered from the second to third pass converter interstage cooler and SO3 cooler
regenerates the air dryers, eliminating the need for an external heat source. Heat recovered from
the SO2 and first to second pass interstage cooler can be used to generate steam in the optional
heat recovery system. In state of the art sulfonation plants, computer aided hot gas piping design
eliminates troublesome hot gas expansion joints in the gas plant. The enhanced piping design
improves significantly plant reliability and eliminates a possible source of inadvertent SO2 or
SO3 discharge to the environment.
An inline double pipe ignition air heater warms the combustion air stream for sulfur burner
preheating and ignition. A gas-fired duct type start-up heater in there generation/utility airline
preheats the SO3 and first to second pass interstage cooler.
The start-up heater, used during a cold plant start-up, reduces to less than two hours the time
required to achieve stable conversion of SO2 to SO3 so thatsulfonation can begin. These features
significantly reduce the time required for gas plant start-up and eliminate the use of sulfur as a
fuel to heat the gas plant during start-ups.
Production of SO2, which must be scrubbed from the exhaust gas prior to discharge to the
atmosphere, is minimized, therefore reducing plant operating costs
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
28
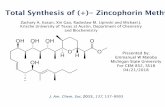
Fig 2.2(viii):SO3 absorber unit
The SO3 absorber unit, shown in Figure 2.2(viii), is capable of treating the total output from the
SO3 generation system to form 98% sulfuric acid. It is a convenience in plant startup, shutdown
and product changeover. It is also recommended in situations where frequent power failures can
interrupt production. With this equipment, the plant can be restarted without forming off-
specification product. If this unit is not used, thesulfonation reactor itself must be used to scrub
SO3 from the process gas during gas plant start-ups. This is an undesirable procedure, however,
as the gas plant has not stabilized during the start-up process and the mole ratio of SO3 to
feedstock is unknown. The practical solution to this problem is to purposely under-sulfonate
alkylbenzene during the start-up. The off-specification material made in this start-up procedure
can be stored and later blended back into the product. The SO3 absorber system is almost a
necessity if only alcohol feedstocks are run in the plant, because alcohol sulfuric acids cannot
bestored and reused.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
29
SO3 mixed in air enters the absorber column where it contacts 98% sulfuric acid. TheSO3 is
absorbed into the acid, which separates from the remaining air in the scrubber body. A mesh pad
mist eliminator removes entrained acid mist from the air as it exits the vessel. Water is added to
control the concentration of the sulfuric acid as it flows through the acid circulation system. An
instrument system with dual conductivity sensors holds the acid concentration at 98% by
controlling water addition. A heat exchanger in the absorber circulation loop removes heat of
dilution.
The sulfonator is the heart of a sulfonation plant. Sulfonic acid forms in the sulfonatorwhen an
SO3-in-air mixture is injected into the reactor simultaneously with the desired organic feed under
carefully controlled conditions of mole ratio, SO3 gas concentration and temperature. Potential
organic feedstocks include alkylates, alcohols, ethoxylatedalcohols, methyl esters and alpha
olefins.
Several types of commercial sulfonators are available. In broad classifications they are film
reactors, including the Chemithon Annular Falling Film Reactor, theBallestra, IIT and Siprec
multitube film reactors; the Chemithon dispersed phase or jet reactors; and stirred tank or
cascade type reactors. Film reactors are the most common in detergent processing for consumer
products, especially to produce cosmetic quality materials from oleo chemical feedstocks. In a
film reactor, the organic feedstock is extruded onto the wall of the reactor (reaction surface) as a
continuous film. Organic feed rate to the reactor vessel is measured by a highly accurate mass
flow meter and controlled by a variable speed driven gear pump. The proper organic feed rate is
based on the preset sulfur-to-organic mole ratio. The SO3, diluted with very dry air, flows over
the film of organic material. The SO3 diffuses into the organic film and reacts to form sulfonic
acid. In almost all commercial reactors both the organic and SO3flow concurrently from the top
of the reactor to the bottom. The heat of reaction is removed by cooling water which flows
through cooling jackets underneath the reaction surface of the reactor.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
30
Figure 2.2(ix) shows a Chemithon Annular Film Reactor. This patented reactor is unique in
many ways. It employs interchangeable, factory calibrated organic metering flanges. These
flanges ensure that the flow of organic to any two points on the reaction surface is equal, within
1%. When combined with the geometric design of the reactor that similarly controls the flow of
SO3 to the reaction surfaces, these features ensure that mole ratio control is maintained on a
micro scale throughout the sulfonator. Cooling jackets on the reactor remove most of the heat of
reaction. Additionally, the patented recycle system allows the reactor to overcome the increase in
viscosity of the sulfonic acid as its level of sulfonation increases. The product exiting the reactor
is instantly quench cooled by removing the acid, pumping it through a heat exchanger to cool,
and then returning it to the bottom of the reactor. This cooling process reduces the time that the
sulfonic acid is held at an elevated temperature and results in better product quality. Aside
benefit is that the reactor is more compact less than two meters in height and therefore
considerably less expensive to install.
Figure 2.2(ix): Chemithon Annular Film Reactor
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
31
Figure 2.2(x): Chemithon Annular Film Reactor (installed)
Figure 2.2(x) shows this reactor installed in a typical sulfonator. Upon exiting the reactor, the
spent gas is separated from the sulfonic acid recycle stream in the liquid separator and cyclone
vessels. Sulfonic acid product discharges from the recycle stream at a controlled rate,
maintaining continuity of the quantity of material in the reactor system. The acid product from
the reactor can then be fed directly to the digestion and hydration system (or optional degasser
system) where reaction with absorbed SO3 is completed. Hydration water is injected and mixed
with the sulfonic acid, leaving the digesters to remove anhydrides.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
32
Figure 2.2(xi): Multi-tube Reactor (Ballestra)
Figure 2.2(xi) shows a typical multi-tube sulfonation reactor. The multi-tube reactor is the other
commonly employed film sulfonator design. In this reactor the organic feed is distributed among
a number of parallel reaction tubes, 25 mm in diameter, 7 meters long.The tubes are arranged
like the tube bundle in a vertical shell and tube heat exchanger. The organic and SO3 gas flow
concurrently down the reactor tube, react and exit the bottom of the reactor into a separator
vessel. The heat of reaction is removed by cooling water which flows through the reactor jackets.
The approximate residence time of the acid from the top of the reactor through the separator and
cyclone and to the neutralizer is two to three minutes.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
33
*
Figure 2.2(xii): Neutralization
A continuous neutralizer system is illustrated in Figure 2.2(xii). The neutralizer combines
sulfonic acid or organo-sulfuric acid with a neutralizing agent, additives, and diluent (water), in a
dominant bath neutralization. The result is a solution of neutral active matter (slurry or paste) of
the desired composition and pH. Caustic soda, usually 50 wt%NaOH, is the most common
neutralizing agent. However, caustic potash, aqueous ammonia, tri-ethanolamine, and other
agents are compatible with the neutralizer. A recycle loop circulates neutral slurry through a heat
exchanger to remove heat of neutralization, mixing and pumping. Individual metering and/or
gear pumps feed sulfonic acid, neutralizing agent, dilution water, buffer solution and any
additives into the loop to mix through a high shear mixer. A positive displacement pump
circulates paste through the process heat exchanger and a large portion of this stream recycles
back to the mixer. A pressure control valve allows product to leave the recycle system as feed
enters. A pH sensor is placed in the recycle line near the inlet to the mixer. The in-linepH sensor
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
34
measures an accurate pH on dilute slurries, and produces a single-valued output signal that is
proportional to pH on concentrated pastes. The signal from the sensor feeds to the pH control
system in either case, and controls the flow of the neutralizing agent into the process. Use of a
buffer promotes stability in the pH control loop. Cooling water is also recirculated and
automatically adjusted to maintain a desired temperature at the process heat exchanger inlet.
Therefore, higher melting point products can be processed without plugging the heat exchanger
during start-up.
Figure 2.2(xiii): Effluent gas treatment
Effluent process gases leaving the sulfonation system or SO3 absorber are virtually free of
residual SO3, but contain any unconverted SO2 gas and entrained particulate anionic materials
(acidic mists of sulfonic and sulfuric acids). This gas stream is not suitable for direct discharge to
atmosphere. The recommended clean-up system, shown in Figure 2.2(xiii), employs an
electrostatic precipitator designed to collect particulate mists and a packed tower scrubber to
absorb SO2 gas in a dilute caustic. Final effluent gases cleaned to contain less than 5 ppm SO2
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
35
and less than 10 mg/m3 combined sulfate mist and neutralized organic mist are suitable for
discharge to the atmosphere.
2.2.4 Bleaching
Acid Bleaching (Chemithon)
The aging process in the digester completes the sulfonation reaction but causes a four-fold
increase in the color of the MESA. The digested MESA, methanol and dilute hydrogen peroxide
are combined in a loop and the reaction mixture is passed through a methanol refluxing vessel
where the bleaching of the MESA is completed. The process temperature in the bleaching vessel
is controlled by heat transfer surfaces submerged in the reactants. The process pressure is
independently controlled. The non-condensable vapors discharged from the bleaching vessel are
processed in an effluent gas treatment system. The bleached MESA is continuously neutralized
with 50% sodium hydroxide to a pH of 5.5 to 7.5. Any residual peroxide can be decomposed by
the addition of a molar equivalent of sodium sulfite. The neutral paste is transferred to a
concentrating and / or methanol removal system. MES based on a methyl ester below a
molecular weight of 245 is stripped rather than dried to remove the methanol making the
concentrated product. Higher molecular weight MES is dried, removing both methanol and
water, making the ultra-concentrated solid product forms. The recovered methanol is distilled
and recycled back to the bleaching process.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
36
Fig. 2.2(xiv): Acid Bleaching
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
37
Fig. 2.2(xv): Neutral Bleaching (Ballestra)
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
38
Fig. 2.2(xvi): Acid Vs Neutral Bleaching
2.2.5 Drying
Methyl ester Sulfonate is hydrolytically unstable.It will rapidly hydrolyse if fromulation is
aqeuous and basic.So,drying is necessary.It cane be done either by spray drying or by Turbo tube
drying.
The stripper / dryer consists of a supply system, a preheater, a proprietary dryer, a separation
vessel, a product discharge device (typically a plodder), a vacuum system and an overhead
condenser, Figure 2.2 (xvii) The MES product is powdered or diluted as appropriate for
application in liquid, bar, granular, and tablet detergent products.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
39
Fig. 2.2(xvii): Drying
2.2.6. Technologies available and their source
Lion, Desmet Ballestra and Chemithon have been developing their MES sodium salt dried
powders technology for over 20 years. The sulphonation companies, Desmet Ballestra and
Chemithon have been involved in the plant investments in Huish, Texas, US (Sun Products Corp
since its 2008 merger with Unilever North America). Since then they have both been competing
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
40
to deliver a high quality, chemically stable MES sodium salt in solid forms. In addition, Henkel,
Lion and Stepan were also early MES process and product developers.
Lion Eco recently installed its own MES process technology in Malaysia. The company
developed a continuous trans-esterification process using unrefined feedstock known as the ES
process.The free fatty acid in the oil is pre-esterified by passing the feedstock and methanol
through a packed column of a specialcatalyst resin, after which trans-esterification is conducted
through a two-stage reactor. A high conversion rate of more than 99% is claimed.
MES has been manufactured in Japan by Lion Corporation and in USA by
Stepan and Huish Detergents. Huish produces commercial quantities of MES in a free flowing
powder form while both Lion and Stepan have their products in liquid forms.
Several technologies for manufacturing MES have been patented. Huish, which has a plant
capacity of 80,000 TPA, uses the Chemithon technology for the MES and the Lurgi technology
for the methyl esters (ME). RBD (refined bleached deodorized) palm stearin (RBDPS) is
used as a raw material by Huish Detergents. The challenges for MES in detergent use include the
low foam characteristics and the formulation constraints when using MES in a liquid form in a
high pH environment. The availability of MES in a dry free flowing powder or flaked form in
recent years has overcome part of the manufacturing issues as the product can be directly added
to the detergent formulation in a post addition step. Chemithon Turbo Tube Drier (TTD) is a key
process unit producing an off white flake, which is then milled (pin milled) to give a fine white
powder, which is free flowing without the use of flow aids, such as 4A zeolite powder, as used
by Lion and KLK to obtain free flowing MES powders.
Since Ballestra and Chemithon technologies are fully known(by the companies websites and
available literature),one of them is chosen by making a comparison between both.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
41
2.2.7 Ballestra technology
DesmetBallestra started the R&D on the MES in the mid-seventies with extensive pilot-plant
activities leading to industrial plants in 1979. In 1985 the first Falling Film Reactors were
installed and a technical cooperation implemented with Henkel Co. Since 1994, it continued
R&D focusing on the ME characteristics, bleaching techniques, drying and physical shape
modification.
Processing steps:
Last Generation MTFR
(Multitube Film Sulphonation
Reactor)
Advantages
Use of consolidated and well
proven sulphonation process
Possibility to retrofit existing
plant
Maximised conversion
ME->MES
Minimized reaction by-products
Fig. 2.2(xviii): Ballestra Technology
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
42
Double Step Loop-Neutralization
Advantages
Use of well proven process
No solvents
No need for costly corrosion-proof equipment
Minimized Di-Salt content
High active MES paste
Neutral Bleaching
Advantages
No solvent
No viscosity aid
No hazardous by-products (as in case of acidic-bleaching)
No risk of explosivity
Low MES paste colour
Vacuum Drying by Wiped Film Evaporator
Advantages
Short and narrowly-distributed
drying time
Bone-dry MES production
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
43
preserving product quality
High reliability
Obtainable MES Product Specifications
MES in paste form:
Total active matter: 30-70%
Composition:
Ester Sulfonates: 97% min
NEA: 3% max
UnSulfonated matter: 1.8-2.5%
Na2SO4: 2-3%
pH: 6-8%
Colour (Klett): 50-70 typical
MES in dry-powder form:
Total active matter: 85-90%
Dry content: 97-98%
Water: 2-3%
Na2SO4: 2-3%
Colour (Klett): 100 max
2.2.8 Chemithon technology
The Chemithon plant represents the very latest sulfonation technology, based on more than 54
years' experience and continuous improvement as the industry's foremost innovator of
sulfonation processes and equipment. Chemithon proven technology results in durable, highly
reliable processes and equipment to sulfonate/sulfate the broadest range of feedstocks and
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
44
produce the highest quality surfactant products on the market. Flexibility, ease of operation,
precision control and high equipment quality are hallmarks of Chemithon design.
1 Process Air and Sulfur Supply
System
4 Sulfonator System 7 Exhaust Gas Clean-up
System
2 Feedstock 5 SO3 Absorber
System 8 Final Product
3 SO3 Gas Generator System 6 Neutralizer System
Fig 2.2(xix): Automated Sulfonation Plant Flow Diagram (Chemithon)
There are currently more than 450 Chemithon plants operating or under construction in almost
every part of the world. Today, Chemithon supplies processes and equipment for complete plant
systems, all aspects of sulfonation, light and dense powder production, liquid products, as well as
final product handling, offsite support systems and complete technical services.
Impact
Jet SO3 Reactor Annular Falling Film Reactor
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
45
Precise gas and liquid
distribution results in 1, 4-diaxane
levels less than 20 ppm for ethoxy
sulfates.
Three meter height makes it easy
to install, adjust and service.
Patented recycle system ensures
complete reaction and absolute
temperature control and
flexibility.
Innovative design results in
maximum conversion rates on all
feedstocks.
Advanced cyclone / separator
minimizes cyclone waste to
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
46
2.2.9 Selection of Technology/process
Refined, Bleached and deodorized palm oil is used as the feedstock as the price of palm oil is
less as compared to others.Also,its availability is not an issue since it can be easily
imported.Moreover,the reaction yield with palm oil is excellent. For production of Methyl Ester,
Lurgi Transesterification is used since the process is well known and is widely used for methyl
ester production. Sulphonation is done by burning sulphur in air. The technology is used is of
Chemithon since the technology is widely known and has many advantages over Ballestra
technology. All the details of the selected Chemithon technology have been provided in earlier
sections.
2.3 Raw materials
Following are the basic raw materials for production of MES:-
Refined, Bleached and deodorized Palm oil
Methanol (CH3OH)
Sulphur
MES can be produced from different ME feedstocks which, in turn, can be derived from
vegetable oils such as soybean, rapeseed, canola, coconut oil, palm/palm derivatives, and animal
fats such as tallow and lard. The choice of feedstock is cost dependent. Lauric oils (C12 and
C14) normally have a higher cost as compared to the palmitics (C16 and C18), which have a
lower and relatively stable price. From an economic standpoint, the preferred feed is palm oil.
Palm oil is a type of vegetable oil that is used all over the world as a cooking oil and in
processed foods like chocolate bars, ice cream, instant noodles, and margarine. Derivatives of
palm oil are also used in cosmetics, soaps, shampoos and detergent. Crude palm oil is normally
processed by a physical refining process in which the oil is turned into a golden yellow refined
oil for further end use applications.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
47
2.3.1 Detailed Specifications
Palm oil has a balanced fatty acid composition in which the level of saturated fatty acids is
almost equal to that of the unsaturated fatty acids. Palmitic acid (44%-45%) and oleic acid (39%-
40%) are the major component acids, with linoleic acid (10%-11%) and only a trace amount of
linolenic acid. The low level of linoleic acid and virtual absence of linolenic acid make the oil
relatively stable to oxidative deterioration. Several surveys conducted by MPOB have showed
that the Malaysian palm oil has a narrow compositional range. The specifications for the palm oil
are given in Malaysian Standard MS814:2007 (Table 2.3.1)
Fig. 2.3.1
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
48
Palm oil is unique among vegetable oils because it has a significant amount of saturated acids
(10%-15%) at the two-position of its triglycerides. The appreciable amounts of disaturated (POP
and PPO) and mono-saturated (POO, OPO and PLO) allow it to be easily separated into two
products; palm olein and palm stearin. A wide range of fractions with different properties to suit
requiremets of the food industry is made available through dry fractionation.
Table 2.3.1
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
49
PARAMETER
ERERERER
S
UNIT
COCONUT
GROUNDNUT
SUNFLOWER
RICEBRA
N
PALM
CASTOR
PALMKERNEL
SOYABEAN
Ester
Content
% 96.5Min 96.5Min 96.5Min 96.5Min 96.5Min 96.5Min 96.5Min 96.5Min
AcidValue
mg
KOH/g
m
0.5max.
0.5max.
0.5max.
0.5max.
0.5max.
0.5max.
0.5max.
0.5max.
IodineValue(Wij
s)
-
9-11 85-95 120-144 92-100 46-55 82-88 1218 120-141
Flashpoint C 134140 134140 134140 134140 134140 134140 134140 134140
Table 2.3.3 Specifications of Methyl Esters of Vegetable Oils
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
50
HydroxylValue - - - - - - 160170 - -
Viscosity g/sec.
@ 25 C
4.55.5
4.56.0
45.5
4.55.5
4.55.5
3.54.5
4.55.5
4.55.5
Moisture - 0.2max 0.2max 0.2max 0.2max 0.2max 0.2max 0.2max 0.2max
Density g/sec.
@ 25 C
0.880.89
0.870.88
0.880.89
0.880.89
0.870.89
0.92-0.94
0.870.89
0.880.89
CetaneNumb
er
- >_51 >_51 >_51 >_51 >_51 >_51 >_51 >_51
SulphurCont
ent
% 0.035 max 0.035 max 0.035 max 0.035 max 0.035 max 0.035 max 0.035 max 0.035 max
Caprylic % 815 - - - - - 2.05.0 -
Capric % 69 - - - - - 25 -
Lauric % 3842 - - - - - 4045 -
Myristic % 1517 0.030.06 0.050.10 0.040.09 0.20.5 - 1015 0.030.06
Palmitic % 810 1315 47 2729 4044 - 1012 911
Stearic %
25
2-5
25
24
25
1-2
13
25
Oleic % 510 5560 2327 3538 4244 3-4 2225 2327
Ricinoleic % - - - - - 8991 - -
Linoleic % 13 2327 6267 3032 1013 3-4 25 5357
Linolenic % 0.03 - 0.010.05 - - 1-2 - 712
Arachidic % - 0.01 - 0.030.07 0.020.05 - - 0.010.05
USES In
Surfactants,
Resin,
as Biodiesel
In
Surfactants
and
Emulsifiers,
asBiodiesel
In Resin
manufacturing
, as Biodiesel
In
Lubricants,
Resin,
surfactants,
as Biodiesel
In
Emulsifiers,
Surfactants
, as
Biodiesel
In
Lubricants,
Surfactants,
Anti-
oxidants, as
Biodiesel
In
Surfactants,
as Biodiesel
In Resin
manufacturing,
as Biodiesel
Table 2.3.4: Specifications of Methanol
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
51
2.3.2 Requirement of Raw materials
By simulation,for producing 3985.3365 kg of Methyl ester Sulphonate, 5164.0575 kg Palmoil
and 576.4847 kg Methanol are required as raw materials (per hour basis).
Table 2.3.5: Specifications of Sulphur
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
52
2.3.3 Availability of Raw materials
In many respects, oil palms are a wonder crop in the countries where they grow predominantly
in Malaysia and Indonesia, but also in Papua New Guinea, and increasingly in Africa and Latin
America. Oil palms have a lifespan of 25 -28 years and yield more oil per hectare of land than
any other crop in the world. They are also relatively less reliant on fertilizers, pesticides and
water compared to other monoculture crops.Indonesia and Malaysia are the worlds largest
producers of palm oil, supplying not only foreign markets but also substantial domestic demand
for this vegetable oil. For these reasons, palm oil makes up more or less a third of the 151 million
tonnes of vegetable oil produced worldwide. And it is here to stay. From approximately 50
million tonnes of palm oil produced in 2010, demand is expected to reach 77 million tonnes in
2050 to help feed the worlds growing population and the increased affluence of emerging
economies like India and China, which consume ~16 percent and 12 percent of global palm oil,
respectively. About 60 percent of palm oil consumption is concentrated in China, Europe, India,
Indonesia and Malaysia.
India is basically a net importer of the palm oil. India produces around 70000 tons of palm oil
annually which stands at approximately 0.2% share in the worlds total production. Kerala is the
largest palm producing state in India.
India, which is one of the largest importer and consumer of edible oils in the World, imports
nearly 3 million tons of palm oil annually (mainly from Malaysia and Indonesia). This implies
that the country is dependent on palm oil imports for over 25% of its annual edible requirement.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
53
Fig. 2.3.2: Palm oil production and consumption
The domestic production is very meager at 0.5 lakh tons. Palm oil production in India has grown
at 22.7% CAGR over the past five years to reach 105,513 MMT in 2011. However, India would
continue to be a net importer of palm oil, with most of its demand expected to be met through
imports.
Andhra Pradesh is the leading palm oil producing state in India contributing approximately 86
%of countrys production, followed by Kerala (10%) and Karnataka (2%). Other palm oil
producing states include Orissa, Tamil Nadu, Goa and Gujarat. Andhra Pradesh has been the
largest palm oil producing state in India, having shown more than100% achievability of the
targeted acreage from2004-05 to 2009-10 under the Oil Palm Development Programme. Other
states like Karnataka have achieved~85% and Tamil Nadu has achieved ~60% of the targeted
acreage over the same period.
India imports CPO mainly from Indonesia while from Malaysia it imports mostly refined,
bleached and deodorized (RBD) palm olein. India imports about 65,000 tonnes of palm oil from
Malaysia every month.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
54
Palm oil imported into India is used in various forms- consumed directly as 'palm oil' after
refining, used in the manufacture of Vanaspati, for blending with other vegetable oil, crude oil
and kernel oil for industrial purposes, etc.
Despite being the worlds fourth largest oilseed producing country, Indias share of palm oil
production is small, accounting for 0.2% share in the total world produce. Of the 15 MHa under
oil palm fruit production globally, acreage under oil palm in India stands at ~155,202 Ha, which
contributes to 1% of the global acreage. However, the acreage has been growing at a significant
rate of 21% CAGR during the last five years. Implementation of the Oil Palm Development
Programme (OPDP) is being carried out by Horticulture Departments and Agriculture
Departments of the concerned State Governments. Financial assistance, cultivation subsidies, etc.
are provided to farmers for encouraging the oil palm cultivation in India under the OPDP
programme.
Import of Palm Oil in India
Palm oil has dominated Indian
imports since the mid-1990s, for its
logistical advantages, contractual
flexibility, and consumer acceptance,
as the lowest priced oil. Indias palm
oil imports have grown at a CAGR of
~17.09% to reach~7.4 MMT in 2011-
2012.
Palm oil contributes to around 77%
(as on 2011) of the total edible oils
that are imported in the country.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
55
The other two raw materials can easily be obtained indigenously as there are easily available.
2.3.4 Government policies for import of palm oil
Export - Import policies are one the major factors which influence the market for palm oil in
India. From the 1970s to 1994 the State Trading Corporation controlled edible oil imports. The
quantity to be imported was decided by a center based ministerial committee depending on the
domestic supply and demand conditions, as also the balance-ofpaymentsituation prevailing in the
country. The government undertook an initiative, known as the Technology Mission on Oilseeds,
wherein imports were restricted during1994-1998 to help foster self-sufficiency. After signing on
with WTO, oil imports were placed under the Open General License (OGL), allowing unlimited
imports by private traders in India.
Since 2000, there have been constant revisions in the import duty structure
of crude and refined palm oil, wherein the import duty from 75% in 2001 was curtailed to 65%in
2003 and was raised back to 66.3% in 2004. The duty was again slashed in 2007 to 51.5% and
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
56
then finally to 20.6% in March, 2008.In response to growing domestic food inflation, in April
2008, most duties on crude edible oil were abolished.
Note: CVD: Countervailing duties, SAD: Special Additional Duty Source: Solvent Extractors Association (SEA)
In 2000, the Government introduced a system of tariff rate values, which meant that import
prices were calculated based on the tariff revenue per ton imported and adjusted according to
current world prices at the time. This was done primarily to avoid under-invoicing by importers.
Indian consumers, being extremely price sensitive, also had a good measure of influence on the
composition of oil imported. The table below indicates the prevailing tariff values for palm oil
imports into India. These values indicate the floor price in CIF US$/MT, below which the
respective oils cannot be imported. However, on the back of increasing international prices,
Indian average import prices stood at $830/MT in 2010 up from $440/MT in 2006. Hence, the
tariff values today are much lower than the actual import prices, as they havent been revised
since March 2007.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
57
Source: Solvent Extractors Association
2.3.5 Prevailing prices
India imported crude palm oil (CPO) at an average price of $0.83/kg (in 2010) and crude palm
kernel oil (CPKO) at $1.02/kg (in 2010) mainly from Indonesia and refined palm oil, also called
refined, bleached and deodorized (RBD) palm olein from Malaysia.
The current price of RBD palm oil is approximately US $760-800/metric ton
The current price of sulphur is approximately US $200-500/metric ton
The current price of methanol is approximately US $500-600/metric ton
Factors influencing Palm Oil Prices
Oilseeds production at domestic and global level
The supply-demand and price scenario of competitive oils, viz., soy oil.
The Government export-import policy
The supply-demand scenario of all oils and oilseeds in the consuming centres, viz., India,
China and EU. This in turn is manifested as imports from these countries.
The palm oil production cycle: April - December is peak production period.
Import regulations imposed in the importing countries.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
58
2.3.6 Testing procedures
Palm oil
PalmOilTester is a simple and accurate testing system that, within a few minutes, enables to
determine Free Fatty Acid (FFA), Peroxide Value (PV), DOBI& Carotene in raw and refined
palm oil.
The Plus Version can also test Iodine Value and Anisidine Value (AnV) in palm oil. Thanks to
its simplicity and reliability, PalmOilTester is used by palm oil producers in Malaysia, Thailand,
Indonesian, Nigeria etc. during all production stages: in the oil mills where the fruit is crushed, in
refineries, during acceptance, during storage and when the finished product is sold.
Fig. 2:PalmOilTester Equipment
Analysis
The analytical system includes:
A Spectrophotometric Analyser with
solid state emitters (LEDs) and reading
and incubation cells thermostated at 37
C.
A Kit of pre-vialed, disposable reagents
with a low toxicity developed by the
research laboratories of CDR and a 12-
month shelf-life.
Pipettes to simplify the collection of the
samples.
Print Manager: software that enables
the connection of the analyser to the PC
in order to store and print the results of
the tests.
Operators manual and functional illustrated sheets.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
59
PalmOilTester is able to test raw palm oil and Kernel Palm Oil and provides the following
information:
Free Fatty Acids 1 minute
Peroxide Value 4 minutes
DOBI & Carotene 6 minutes
Iodine Value 6 minutes
p-Anisidine Value 2 minutes
This system significantly reduces testing time because it enables to test up to 14 samples
simultaneously, which means that it is possible to perform 80 FFA tests, 70 Peroxide Value
tests, 40 Iodine Value tests and 40 p-Anisidine Value testsin an hour.
Simple Methods
Palm Oil Tester analytical methods are simpler and faster as compared to traditional ones. Tests
can be performed in a few simple steps:
1. Heat the palm oil, which is solid at room temperature.
2. Select the parameter to measure from the menu: the system automatically selects the
correct wavelength.
3. Use the supplied pipette to add the correct volume of reagent and sample, then mix.
4. Follow the displayed instructions.
5. The result is automatically calculated in a few minutes, displayed and printed by means
of the on-board printer.
No Technical Support and Maintenance Expenses
Unlike NIR systems or other photometric systems, this system does not require regular
calibrations: it is supplied pre-calibrated, although the calibration parameters can be
changed quickly and simply.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
60
The system does not require costly spare parts: the analyser uses LED luminous sources and
does not therefore require the maintenance that is usually needed for photometers with
tungsten luminous filaments. The absence of moving parts eliminates the risk of damages.
Table 2.3.6 PalmOil Tester Analytical Kits
Analysis N.Tests Code Range
Free Fatty Acids Low 100 *300120 Palm Oil: 0,01 - 0,54% Palmitic Acid
Palm Kernel Oil: 0,01 - 0,45% lauric acid
Free Fatty Acids High 100 *300129 1 - 12,57% Palmitic Acid
Palm Kernel Oil: 1 - 10,60% lauric acid
Peroxide Value 100 *300190 Refined Oil:0,1 - 25,4 meqO2/Kg
Raw Oil: 0,5 - 0,5 meqO2/Kg
DOBI & Carotene 100 *300195 DOBI 0,1 - 20
Carotene 0,1 - 862,26 ppm of -carotene
p-Anisidine Value 100 *300510 0,5 - 100 AnV
Iodine Value 100 *300555 2 - 100 I.V.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
61
Technical Specifications
System: 6-channel photometer with temperature controlled at 37 C
Measurement: solid state opto-electronic devices
Photometric range: 0.0-2.3 Abs; (0.0-4,0 Abs) ampl
Outputs: 1 connection for host PC, 1 connection for sw update
Overall weight: 2.5 Kg
Overall dimensions: 315 mm x 190 mm x 165 mm
Power supply: 12V dc
Absorption: 1.4A max
Environmental operating conditions: the system and its accessories can be used at
room temperatures ranging from 15 C to 35 C and with a relative humidity of 20% -
90% without condensation.
Reference Standards
EN 50081/1. Electromagnetic compatibility: emission residential environments light
industry.
EN 55022. A Measurement of radio disturbances on IT equipment.
ENV 50140 Electromagnetic compatibility: immunity test in presence of radiated
electromagnetic RM fields.
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
62
Table 2.3.6: IMPCA* REFERENCE SPECIFICATIONS(Specification for Methanol)
Item Limit Method
Appearance Clear and free IMPCA 003-98
Purity (% WT on dry basis) IMPCA 001 Min 99.85 IMPCA001-02
Acetone (mg/kg) Max 30 IMPCA001-02
Colour Max. 5 ASTM D1209-05
PT-CO Max. 0.1 ASTM E1064-05
Water % W/W Max. 1 deg C ASTM D1078-05
Distillation Range
at 760 mm Hg
64.6 to 0.1 ASTM D4052-02
Specific Gravity 20/20 0.791-0.793 ASTM D1363-06
Potassium Permanganate Min 60 IMPCA001-02
Ethanol(mg/kg) Max. 50 IMPCA002-98
Chloride as Cl - (mg/kg)
Max. 0.5 ASTM D 3961-98
Sulphur(mg/kg) Max. 0.5 IMPCA001-02
Pt-Co Scale Max. 30
ASTM E 346-03
Acidity as Acetic acid (mg/kg) Max. 30 ASTM D 1613-06
Total Iron (mg/kg) max 0 Max. 0.1 ASTME 394-04
Non Volatile Matter
(mg/1000 ml)
Max 8 ASTM D 1353-03
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
63
PURITY OF METHANOL METHOD (IMPCA 001-02)
Scope
This method describes a procedure for the determination of the purity and impurities (e.g.
Acetone, ethanol) of Methanol.
Method summary
Internal standard is added to the sample and subsequently the major impurities are identified and
quantified by GC/FID. The purity on dry basis is calculated.
Apparatus
1. Gaschromatograph with FID detector.
2. GLC column (DB 1 - 60 m x 0.32 mm ID and 5.0 m film thickness) or equivalent.
3. Volumetric flask 100 ml.
4. Micropipette of 10 l.
Chemicals
1. sec-Butanol (= 2-Butanol).
2. Ethanol.
3. iso-Propanol (= 2-Propanol).
4. iso-Butanol (= 2-Methyl-1-Propanol).
5. Acetone.
6. Methyl acetate.
7. Quality control sample.
Procedure
Prepare the gas chromatograph as described in the manual and use the correct settings
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
64
Injection temperature: 275 C.
Detection temperature: 275 C.
Oven temperature: start 10 min. @ 30C; rise 7.5C/min; final 15 min @ 100C.
Carrier gas: Helium.
Split: 50 ml/min.
Column pressure: approx. 100 kPa.
Injection volume: 1 l.
When the method is newly set-up or not used for a long period, determine the response
factors for all relevant impurities for 2 concentration levels (e.g. 5 mg/kg and 100
mg/kg).
The difference between the response factors determined at both levels should not exceed
5%. The average response factors are used for the quantification of the individual
impurities.
Run a GLC scan of the Quality control sample.
When the quality of the determination is within the predetermined criteria, the
responsefactors are still valid. In all other cases new response factors may have to be
determinedprior to the reanalysis of the quality control sample. When the quality control
sample still isnot within the predetermined criteria, a new control sample will have to be
prepared andchecked
Run a GLC scan of the sample under the same GLC conditions.
Transfer approx. 80 ml of sample to a 100 ml volumetric flask.
Add 10 l of sec-Butanol (5.1) as internal standard and fill up to the mark with sample and
homogenize.
Run a GLC scan of this mixture under the same GLC conditions.
Calculation
Calculate the concentration of the impurities ethanol, iso-propanol, iso-butanol, acetone and
-
Techno-Economic Feasibility Report on Production of Methyl
Ester Sulfonate From Palm Oil
2014
65
Methylacetate in mg/kg by the internal standard method as follows:
where:
RF = response factor for the component relative to sec-Butanol
Conc. = concentration of sec-Butanol in mg/kg.
When already some sec-Butanol is present in the original sample, a correction in the internal
standard concentration has to be made.