TechApplication: Induction Heating Billets for ForgingFor the new forging line, bars are sheared...
2
TECH APPLICATION for Forging Published by the EPRl Center for Materials Fabrication Vol. 1, No. 20, 1987 The Challenge: Produce World C I a u Forgings 0 ffshore competition forced Harris-Thomas Drop Forge to improve the methods it uses to produce steering arm ball joint sockets and other steel forgings for automotive and bicycle manufacturers. Today, using induction heating and more powerful hammers, Harris- Thomas competes successfully in both the domestic and mxld markets. Since its inception in 1924, Harris-Thomas relied on the dmple drtue of producing the quality of forgings its cus- tomers demanded. But in the mid 1970's it began to feel the threat of offshore competition and sought ways to reduce costs while improving quality. In 1986 it decided to look for a more cost-effective way of heating steel to forging temperatures. The new heating - method had to 0 rn Heat more billets per minute to keep up with larger capacity hammers I Improve dimensional tolerances rn Improve quality-notably through scale reduction rn Reduce environmental concerns. I Harris-Thomas found what it was looking for in induction heating: better quality, increased productivity and cost savings. I 9 The Old Wry consist of slot-type refractory furnaces and gravity drop hammers. Carbon steel bars, 19 feet long by l%s-inch diameter, are typically sheared by hand into 4-foot- long sections. These sections are loaded onto racks and heated 40 at a time in oil-fired refractory furnaces for about indicates it has reached the proper temperature, a worker removes it from the furnace with tongs and carries it to the forging station. Then 18 inches of the heated end is inserted into the first of 3 die cavities, where it receives up to 3 blows with the gravity drop hammer. The bar is manually transferred from cavity to cavity, absorbing blows until it reaches the proper shape. After forging, flash is removed from the part in a trim press located adjacent to the hammer and the part is removed from the bar. The bar is returned to the furnace for the next 18 inches to be heated and forged. blasting and the part is cold worked to reduce dimensional variations. rn Production rate is low. The older forging lines at Harris-Thomas I f 5 minutestoapproximately2400 F. Whenthecolor of abar 0 Aftertheforgingshavecooled,scaleisremoved by shot This process has many drawbacks: r rn Employees are continually exposed to furnace heat. Heated to forging temperature, the slug exits the induction heater and is conveyed to the forging station. inset: The worker at right forges a slug while another trims forgings. c rn Variations in forging temperature cause variations in part dimensions. rn Scale formed during heating causes high scrap rates and low tool life. rn Heating with oil poses a potential environmental concern.. Harris-Thomas investigated several steel-heating options before choosing induction heating. Rotary hearth and automated box furnaces provide more process control than oil-fired furnaces, but fuel efficiency would still be low, scale would still be present, and neither method could easily keep up with the greater capacity hammers. In addition, Harris- Thomas did not have the floor space to add multiple fuel- fired units necessary to achieve the increased capacity. The New Wry For the new forging line, bars are sheared directly into 18-inch slugs and transported to the forging floor. There they are loaded into a vibratory bowl feeder and conveyed to the induction heating unit, where they enter single file. The heating unit contains several blanks, which heat to forging
Transcript of TechApplication: Induction Heating Billets for ForgingFor the new forging line, bars are sheared...

TECH APPLICATION
for Forging Published by the EPRl Center for Materials Fabrication Vol. 1, No. 20, 1987
The Challenge: Produce World C I a u Forgings
0 ffshore competition forced Harris-Thomas Drop Forge to improve the methods it uses to produce steering arm ball joint sockets and other steel forgings for
automotive and bicycle manufacturers. Today, using induction heating and more powerful hammers, Harris- Thomas competes successfully in both the domestic and mxld markets.
Since its inception in 1924, Harris-Thomas relied on the dmple drtue of producing the quality of forgings its cus- tomers demanded. But in the mid 1970's it began to feel the threat of offshore competition and sought ways to reduce costs while improving quality. In 1986 it decided to look for a more cost-effective way of heating steel to forging temperatures. The new heating - method had to 0 rn Heat more billets per minute to keep up
with larger capacity hammers I Improve dimensional tolerances
rn Improve quality-notably through scale reduction
rn Reduce environmental concerns. I Harris-Thomas found what it was looking
for in induction heating: better quality, increased productivity and cost savings. I
9
The Old Wry
consist of slot-type refractory furnaces and gravity drop hammers. Carbon steel bars, 19 feet long by l%s-inch diameter, are typically sheared by hand into 4-foot- long sections. These sections are loaded onto racks and heated 40 at a time in oil-fired refractory furnaces for about
indicates it has reached the proper temperature, a worker removes it from the furnace with tongs and carries it to the forging station. Then 18 inches of the heated end is inserted into the first of 3 die cavities, where it receives up to 3 blows with the gravity drop hammer. The bar is manually transferred from cavity to cavity, absorbing blows until it reaches the proper shape. After forging, flash is removed from the part in a trim press located adjacent to the hammer and the part is removed from the bar. The bar is returned to the furnace for the next 18 inches to be heated and forged.
blasting and the part is cold worked to reduce dimensional variations.
rn Production rate is low.
The older forging lines at Harris-Thomas I
f 5 minutes to approximately 2400 F. When the color of a bar
0 After the forgings have cooled, scale is removed by shot
This process has many drawbacks:
r rn Employees are continually exposed to furnace heat.
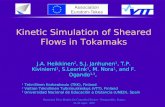
Heated to forging temperature, the slug exits the induction heater and is conveyed to the forging station. inset: The worker at right forges a slug while another trims forgings. c
rn Variations in forging temperature cause variations in part dimensions.
rn Scale formed during heating causes high scrap rates and low tool life.
rn Heating with oil poses a potential environmental concern.. Harris-Thomas investigated several steel-heating options
before choosing induction heating. Rotary hearth and automated box furnaces provide more process control than oil-fired furnaces, but fuel efficiency would still be low, scale would still be present, and neither method could easily keep up with the greater capacity hammers. In addition, Harris- Thomas did not have the floor space to add multiple fuel- fired units necessary to achieve the increased capacity.
The New Wry For the new forging line, bars are sheared directly into
18-inch slugs and transported to the forging floor. There they are loaded into a vibratory bowl feeder and conveyed to the induction heating unit, where they enter single file. The heating unit contains several blanks, which heat to forging

iications of induction Heating he&ng can bensed for a,variety:p$gper&q heating prior to metal forming. Applicattlon
clude heat treating, seam welding and melting. Formo formation on induction heating technology, see ','!
Techcommentary Vol. 2, Nos. 1-4, and khApplication Vol. 1, No. 7. TA. ksultc A Fastor Uno Making
'.
"ngl I , ...
With the induction heatingair-driven hammer combination, Harris-Thomas manufactures higher quality parts at a fa&er rate than ever before. The associated savings allow Harris- Thomas to d e r quality forgings at reduced prices. The Mts of induction heating have been many:
Mmpwature Control, dimensional variances have been docmmed. Control of tolerances has improved 50-75%. )bmh-Thomas can now produce parts with strict
qwmY. Because of induction heating's exact
Induction heating's improved dimensional that Harris-Thomas can now manufacture
ess has decreased Induction heating is a vital
heat a pound of steel, the cost of ion heater is 40% less than the cost of
pmducth nk. Because induction heating is , & quicker than conduction heating and the air hrmers can handle more work, Harris-Thomas has mcmased its rate of production by 10-15%.
oil, the plant and environment are cleaner.
less than 4%.
Mkrtkn he. Since induction heaters do not use heating
Fbmf mjocts. The reject rate has decreasd from 13% k
kcmml dk wow. Since induction heating daeg not
lnparndwwkonvlromrmd.Workersarendsubjsded - produce as much scale, dies last 25% I-.
to as much heat as from an open f u m
What Dld it All Cost? IImis-Thornas purchased the induction heater and
, v i b r p b r y bawl feeder for approximately $425,000. Other camponents, such as a cooling tower and transformers, add SigniliCanUy to this cost. Harris-Thomas expects the payback pwlod to be 1.2 years.
If you have a success story you'd like to tell us about, or you'd like more information, call or write us:
L L