TECH-392 -European HACCP Attach
64
Market & Technology Managing Food Safety in the European Brewing Industry through the Application of HACCP Principles 2004
-
Upload
miguel-meneses -
Category
Documents
-
view
22 -
download
3
Transcript of TECH-392 -European HACCP Attach

Market & Technology
Managing Food Safety in theEuropean Brewing Industry through
the Application of HACCPPrinciples
2004

2
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Table of content
1. INTRODUCTION p. 5
1.1 Scope p. 51.2 Regulatory framework p. 5
2. PRE-REQUISITE PROGRAMMES p. 7
3. HACCP INTRODUCTION p. 8
3.1 Definitions & Abbreviations p. 83.2. Background to HACCP p. 93.3. The purpose of HACCP p. 93.4. The principles of the HACCP system p.103.5 Stages of HACCP implementation p.10
4. GUIDE TO THE IMPLEMENTATION OF HACCP p.12
4.1 HACCP preparation p.124.1.1. Assemble a HACCP team p.124.1.2. Establish management commitment p.124.1.3. Develop employee awareness of HACCP p.12
4.2 Define the scope of the HACCP system p.124.3 Preparing a flow diagram p.134.4 Verify the low diagram p.134.5 Conduct a hazard analysis and identify an appropriate
control (Principle 1) p.134.6. Identify the CCP’s (Principle 2) p.154.7. Establish critical limits (Principle 3) p.164.8. Establish monitoring at each CCP (Principle 4) p.164.9. Establish corrective action (Principle 5) p.164.10. Establish documentation and records (Principle 6) p.174.11. Implement the HACCP plan p.174.12. Establish verification procedures (Principle 7) p.17
4.12.1. Verification p.174.12.2. Review p.17
5. CONDUCTING A HACCP STUDY–WORKED EXAMPLE p.18

3
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
APPENDICES
APPENDIX 1 HACCP PRE-REQUISITE PROGRAMMES p.20
1.0 Legislation p.201.1 Food safety policy p.201.2. Location p.201.3. Categorisation of risk areas p.201.4. Fabrication/equipment p.211.5. Supplier QA p.211.6. Housekeeping and hygiene p.211.7. Staff facilities and hygiene p.221.8. Pest control p.221.9. Glass policy p.221.10. Transport p.221.11. Training p.221.12. Quality management system p.221.13. Product recall p.231.14 Traceability p.24
APPENDIX 2 POTENTIAL HAZARDS AND SUGGESTED CONTROLMEASURES p.26
APPENDIX 3 EXAMPLES OF POTENTIAL CONTAMINANTS p.35
APPENDIX 4 HACCP VERIFICATION CHECKLIST p.39
APPENDIX 5 WORKED EXAMPLE p.45
5.1. Principle 1 p.455.2. Principle 2 p.495.3. Principle 3 p.525.4. Principle 4 p.525.5. Principle 5 p.525.6. HACCP study form p.565.7. HACCP plan p.575.8. Flow diagram p.58
USEFUL WEBSITE ADDRESSES p.62
REFERENCES p.63
CONTACT DETAILS p.64

4
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Note: This document is a guide. It is not a definitive list of all possiblehazards. It should be read with, and is not a substitute for, the relevantlegislation. It includes interpretations of legislation that are an opinionand are only a summary of the wording prescribed.
This voluntary guidance was drawn up by a joint EBC (European BreweryConvention) and Brewers of Europe HACCP Working Group, whose memberswere:
Mr Martijn van Iersel Bavaria HollandDr David Long BBPAMiss Elaine McCrimmon BBPAMs Merethe Guldborg Carlsberg Breweries A/SMs Karin op den Kamp Centraal Brouwerij KantoorMr Jim Cinnamond Charles WellsDr Pete Channon CMi Technical ServicesDr Ann Mundy Coors BrewersMr Esko Pajunen EBCMs Marjolein van Wijngaarden EBCMr José Fernando Vidal Vidal Grupo Mahou - San MiguelDr Ian Ormrod Interbrew UKDr Chris Smart RSSLMs Anna-Maria De Smet The Brewers of Europe

5
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
1. INTRODUCTION
The European brewing industry is morally and legally obliged to provide safeand wholesome products and to ensure food safety throughout the supplychain. Whilst beer is an inherently safe product it may, nevertheless, becontaminated by foreign bodies and chemicals at various stages within theprocess. Adopting a Hazard Analysis and Critical Control Point (HACCP)approach to food safety can control this possibility. The HACCP programmeis recognised worldwide as a systematic and preventative approach to foodsafety that addresses risks through prevention rather than finished productinspection.
This generic European HACCP guide encompasses a set of minimumstandards for food safety. The purpose of this guide is to:
assist member organisations in the development of HACCP guidance,
be a practical guide for the prevention of hazards to food safety thatmight occur during the brewing and packaging of beer,
recommend systems and practices (pre-requisite programmes) that arerequired for the successful implementation of HACCP in thepreparation processing and packaging of beer.
1.1. Scope
This guide applies to the brewing of beer from malt, hops and other materialspermitted in the EU for the production and packaging of beer into cans,bottles, kegs and casks for human consumption. The hazards considered arethose that relate to consumer health. Hazards to beer quality that have noconsumer safety implications are not considered. This guide incorporates theprinciples of HACCP, identifies the hazards from processes and materials andsuggests typical control measures.
This guide carries no legal force and its use is voluntary.
1.2. Regulatory framework
The principles laid down in Council Directive 93/43/EC of June 14th, 1993 onthe Hygiene of foodstuffs are an EC wide common basis for the hygienicproduction of all food1. The Directive lays down general rules of hygiene andthe procedures for verification of compliance with these rules. Food businessoperators are charged with identifying steps in their activities that are criticalto ensuring food safety and ensuring that adequate safety procedures areidentified, implemented, maintained and reviewed on the basis of theprinciples used to develop the system of HACCP.

6
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
It is the responsibility of company management to ensure that all legislativerequirements regarding food safety and hygiene, including those relating toingredients and packaging, are complied with. Companies must ensure thatthey are kept informed of all relevant legislative changes. Brewers mustadhere to EU and National legislation.

7
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
2. PRE-REQUISITE PROGRAMMES
For the successful development and implementation of a HACCP system in abrewery there are a number of requirements and systems that must be inplace. These requirements and systems are usually activities that result inreduction/elimination of certain food safety hazards, thus reducing the numberof Critical Control Points in the HACCP plan or they are processes that arerequired to operate the HACCP system effectively. Examples include the wayin which the building is designed, operated and maintained, hygienerequirements for staff working in the brewery and pest control programmes. InHACCP these requirements and systems are called “pre-requisiteprogrammes”. Appendix 1 identifies typical pre-requisite programmes forbreweries and gives advice on their content.

8
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
3. HACCP
3.1. Definitions & abbreviations
Preventativeor/control measures
An action or an activity that eliminates a hazard orreduces it to an acceptable level.
Critical Control Point(CCP)
A step or procedure where control can be applied and isessential to prevent, eliminate or reduce a hazard to anacceptable level.
CCP Decision Tree A series of questions that can be applied to a processstep to determine whether the process step is a CCP.
Critical limit A criterion that defines a safe process from an unsafeprocess.
Corrective action The action to be taken when the results of monitoringindicate that a control has exceeded its critical limit.
Preventative action Action taken before a critical limit is exceeded toprevent a process deviation.
Monitoring Planned, recorded observations or measurements toassess whether a control point is within its definedcritical limits.
Audit A systematic examination of the HACCP system todetermine its effectiveness.
Hazard An agent which, when present in food, renders itunsafe.
Risk A measure of the impact of a hazard and the likelihoodthat it will occur.
Cleaning in place(CIP)
The removal of residues and foreign material includingdirt, grease, waste product or other, from process plantby a process of automated cleaning.
Contamination The presence of a hazard in food.
Good ManufacturingPractice (GMP)
A set of rules put in practice by the industry to ensurethat manufactured foodstuffs are sound and safe for theconsumer and of good quality.
Pests Any animal capable of contaminating food products,directly or indirectly, such as: insects, rodents, spiders,etc.

9
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Potable water Water that meets the requirements of Council Directive98/83 of 20 December 1998.
Process water Potable water treated to meet the requirement of aprocess.
Primary packaging Any container (glass, plastic, metal, refillable or non-refillable) and its closure system in direct contact withbeer.
Secondary packaging Any materials such as labels, cartons, boxes, cases,crates or wrapping and covering material such as foil,film and cardboard, not in direct contact with theproduct.
Traceability Ability to trace and follow the product or substanceintended to be, or expected to be incorporated into afood or feed, through all stages of production,processing and distribution. This can be accomplishedmanually using lot marking and lists of suppliers andvendors.
Likelihood A term to describe whether something is probable. Inthis document it is used to describe the probability of ahazard occurring.
Impact In this document to describe the consequence/effect thehazard could inflict on consumers.
Verification The process of determining, cross checking a set ofestablished requirements, evidence.
3.2. Background to HACCP
The World Health Organisation (WHO) Codex Alimentarius Commissiondeveloped the seven HACCP principles. The HACCP system is the standardused throughout the EU Food Industry and is recognised by severallegislative bodies.
3.3. The purpose of HACCP
To identify hazards that can occur at any stage in the production of the food,to determine their severity, to put in place control measures with limits outsidewhich the process should not be operated, to monitor these control points andidentify corrective action to be taken when limits are exceeded.

10
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
3.4. Principles of the HACCP system
The HACCP system consists of the following seven principles:
Principle 1 Conduct a hazard analysisPrinciple 2 Determine the Critical Control Points (CCPs)Principle 3 Establish critical limit(s)Principle 4 Establish a system to monitor control of the CCPPrinciple 5 Establish the corrective action to be taken when monitoring
indicates that a particular CCP is not under controlPrinciple 6 Establish documentation concerning all procedures and records
appropriate to these principles and their applicationPrinciple 7 Establish procedures for verification to confirm that the HACCP
system is working effectively

11
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
3.5. Stages of HACCP implementation
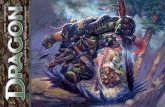
The HACCP Principles are implemented in a series of stages outlined in thediagram below.
Figure 1 Stages of HACCP Implementation & HACCP Principles

12
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
4. GUIDE TO THE IMPLEMENTATION OF HACCP
Stage 1
4.1. HACCP Preparation
4.1.1. Assemble a HACCP team
Management support is essential for the effective implementation of HACCP.A multidisciplinary group of individuals at each site needs to be established tocarry out HACCP studies. Ideally, the team should comprise a minimum oftwo people qualified in application of the HACCP principles. Some largecompanies use central teams or have a person responsible for overallHACCP policy and implementation or team leader. The team leader of aHACCP study should have technical knowledge of the process and plantcovered by the HACCP study, expert knowledge of hazards associated withbrewing and experience within the scope of hazard analysis, developingHACCP plans and implementing and reviewing HACCP.
4.1.2. Establish management commitment
All management including senior management need to be aware that HACCPis necessary to comply with legislative requirements. The HACCP team mustgain support and commitment from top management. It must be part of theirjob description to undertake HACCP studies, set up a HACCP plan andconduct ongoing reviews for maintaining the system. Management shouldalso be aware that some costs might be involved. If the system highlights apotential safety hazard to the consumer then expenditure may be required toaddress the hazards control.
4.1.3 Development employee awareness of HACCP
Employees need to understand the purpose of HACCP and why a system isbeing introduced into the company. This will help the HACCP team obtaininformation in the setting up stage.
4.2. Define the scope of the HACCP system
The HACCP team need to establish and document the scope of the HACCPsystem. The scope needs to include:
1) a description of the product,2) the product’sintended end use,3) the process to be studied4) the hazards considered,5) any hazards that are controlled outside the HACCP system e.g. by
pre-requisite programmes.

13
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Stage 2
4.3. Prepare a flow diagram
The purpose of the flow diagram is to provide a detailed description of theprocess to help the HACCP team carry out the hazard analysis. The flowdiagram is an essential aid to the HACCP team when identifying hazards inthe process. The flow diagram should be an activities diagram showing eachprocess step in the order in which it is carried out, including re-work routes.All material additions and services should be shown in the diagram. The flowchart should not be an equipment diagram e.g. engineering drawing, becausethis may omit essential process steps e.g. addition of ingredients, which mayhave specific hazards associated with it.
Stage 3
4.4. Verify the flow diagram
Before starting the hazard analysis the HACCP team should confirm that theon-site process matches the diagram. This should be done by walking theprocess and interviewing employees responsible for process activities.
Stage 4
4.5. Conduct a hazard analysis and identify appropriatecontrols (Principle 1)
A hazard is a biological, chemical or physical agent that may cause thefinished product to be unsafe for human consumption or cause injury to aconsumer during handling.
Appendix 2 gives a list of some potential hazards that could occur at eachprocess step during the production and packaging of beer and suggests anappropriate control measure for the hazard. This is provided as a guide tohelp identify hazards that may potentially occur, and identify methods ofeliminating or reducing the hazards. This may not identify all hazards thatneed to be controlled, and it is the ultimate responsibility of the HACCP teamto identify all hazards that are reasonably likely to occur and all appropriatecontrols for such hazards. Other hazards may exist depending on the designof the process, the nature of the product and the manner in which the processis operated.
During this hazard analysis stage it is useful to rank the hazards in terms oftheir risk to the consumer and to exclude from the HACCP plan any hazardsthat do not pose a serious/real risk. A workable risk ranking system is givenbelow:

14
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Table 1 Consumer Impact Rating
Table 2 Occurrence /Likelihood rating
RISK RATING = Impact x Likelihood
The impact on consumers and the occurrence of the hazard are definedabove. Any hazard scoring 5 or more is a significant one. For each hazardscoring 5 or more the HACCP team should identify the appropriate control toeliminate the hazard or reduce it to an acceptable level and document thecontrol in the HACCP study, either in the pre-requisite program or as a CCP.
Appendix 3 lists potential contaminants that can occur duringbrewing/packaging of beer with information to assist in the impact ranking.
Impactrating Impact Definition
1 LowConsumption of the hazard might cause aconsumer disgust, but will not have any significantadverse physical health effect.
3 Moderate
Consumption of the hazard might cause mild adversephysical health effect or a health effect if theconsumer was consistently exposed to the hazardover a long period of time.
5 Severe Consumption of the hazard might cause severephysical problems in some/all people.
Likelihoodrating Likelihood Definition
1 Low
The hazard is present intermittently and if control ofthe product was absent at this point the hazardwould be present in only one part of one batch ofproduct.
3 Moderate
The hazard is present intermittently and if control ofthe product was absent at this point the hazardwould be present in the whole of one batch ofproduct.
5 SevereThe hazard is present continuously and if control ofthe product was absent at this point the hazardwould affect several batches of product.

15
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Stage 5
4.6. Identify the CCP’S (Principle2)
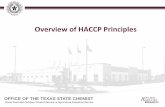
A Critical Control Point (CCP) is a step or procedure in the brewing processwhere control is essential to prevent, eliminate or reduce a hazard to anacceptable level. The World Health Organisation (WHO) recommend thatCCP’s should be determined using the HACCP Decision Tree below:
Figure 2 The ‘Decision Tree’ for CCP’s
Question 1Are control measures inplace at this step?
Modifyprocess
YES NO
Is control at this stage necessary forsafety?
YES
NO
Not a CCPQ2. Does the process stage eliminate orreduce the hazard to an acceptable level?
NO YES
Q3. Could contamination with the hazardoccur at unacceptable level(s)?
YES NO Not a CCP
Q4. Will a subsequent process stageeliminate or reduce the hazard to anacceptable level?
YES NO
Not a CCP
CRITICALCONTROL
POINT.

16
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
For each control identified the HACCP team should assess whether thecontrol is a Critical Control Point by applying the above decision tree.
Stage 6
4.7. Establish critical limits for the CCP (Principle 3)
Critical limits must be set for each identified CCP. The critical limits define thedifference between a safe and unsafe process. The critical limit is notnecessarily the legal limit of the contaminant in the product. The limit appliesto the control measure and not the hazard e.g. a common mistake is to thinkthat the critical limit for the EBI (empty bottleinspector) is “no glass”. Although that is the aim, the critical limit is “e.g. six test bottles rejected”. The critical limit must be able to be measured quickly and simply to enable promptcorrective action.
Stage 7
4.8. Establish monitoring at each CCP (Principle 4)
A monitoring procedure could be in-line, on-line or off-line. The monitoringprocedure must state the frequency of monitoring, person responsible forcarrying out the monitoring and the monitoring procedure. The monitoringactivity must relate to the control and be timely. Online/offline automation withrecording/alarm is the best monitoring system. If any one of the critical limitsis exceeded as determined by the monitoring system, the CCP is out ofcontrol and will result in a potential hazardous or unsafe product. Validate thecontrol measures of the CCP’s and demonstrate that control measures do eliminate or reduce the hazard to an acceptable level. Records must be keptof the results of monitoring and proof of the correct effective control measuresshould be documented. An example is given in Appendix 5, example 6,process step 6.
Stage 8
4.9. Establish corrective action (Principle 5)
When a critical limit is exceeded appropriate corrective action must be takento put the CCP back in control. The corrective action must state what to do toput the CCP back in control and what to do with the affected productproduced since the last monitoring was carried out. Records must be kept ofcorrective actions.

17
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Stage 9
4.10. Establish documentation and records (Principle 6)
The outcome of a HACCP study (principles 1 to 5) is a “HACCP plan” which defines hazards, cause, risk rating, control, monitoring and corrective actions.This can be used as a work instruction for people carrying out monitoring andcorrective actions at CCPs and as a training document during theimplementation stage of HACCP. As a minimum the HACCP systemdocuments should include the process flow diagram, HACCP plan, additionalwork instructions for CCPs, records of monitoring and corrective actions andtraining records. These are all required as evidence of due diligence.
4.11. Implement the HACCP plan
Once all the critical limits, monitoring and corrective actions have beendocumented the plan needs to be implemented. This is achieved by trainingthose responsible for monitoring and corrective actions in their tasks andproviding a means to record results of monitoring and corrective action taken.
Stage 10
4.12 Establish verification procedures (Principle 7)
4.12.1. Verification
Once the HACCP plan has been implemented verification procedures mustbe established to verify that the controls introduced are effective in managingthe risks identified. Evidence should be documented to demonstrate thatcontrol measures eliminate or reduce the hazard to an acceptable level.Examples of verification procedures are:
1) Extra product testing on selected parameters,2) Review of consumer complaints,3) Auditing to verify that monitoring and corrective action is being carried
out and recorded as stated in the plan,4) Auditing of the pre-requisite programmes to verify compliance.
4.12.2. Review
A review of the HACCP plan should take place whenever the processchanges or new products are introduced. Also, a periodic review of HACCPshould be undertaken to review the results of audits, results of due-diligencemonitoring, any new food safety legislation, consumer complaints relating tofood safety and changes to products and processes. Periodically the entireHACCP system should be verified by audit, using a checklist similar to theone given in Appendix 4. This will ensure that the system continues tooperate in accordance with the principles of HACCP.

18
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
5. CONDUCTING A HACCP STUDY – WORKEDEXAMPLE
A worked example showing correct application of principles 1 to 5 is shown inAppendix 5. Blank forms are provided at the end of this guide (5.6/5.7) thatcan be copied and completed by brewery HACCP teams when conductingand documenting the HACCP study and developing the HACCP plan.

19
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Appendix 1
HACCP Pre-requisites

20
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Appendix 1 HACCP PRE-REQUISITES
1.0. Legislation
It is not so much a HACCP pre-requisite but imperative that brewers producebeer in accordance with the law. Brewers must comply with all EU andNational legislation and regulations.
Legislation being introduced in the EU will require foods (including alcoholicbeverages) to be labelled if they contain recognised allergens. Added sulphurdioxide resulting in excess of 10mg/litre would need to be labelled on beerbottles. Malted Barley and Cereals will also need to be declared on the label.The Brewers of Europe have prepared guidance available in a separatedocument.
1.1. Food safety policy
Companies should have their own specific food safety policy that specifies theextent of the organisation’s commitment to meet the safety needs of its products. All staff should be aware and of this.
1.2. Location
The site shall be so located, or sufficiently protected, in order to minimise thechances of contamination from surrounding industries, etc. Site boundariesshall be clearly defined and sufficiently protected to prevent either accidentalor malicious contamination. The security of the site shall be maintained andaccess to the site controlled. Procedures for site protection should beperiodically reviewed.
1.3. Categorisation of risk areas
A risk assessment should be carried out in order to establish the extent ofcontrol required in each area of site to protect the product againstcontamination. High risk areas will require more stringent controls than lowrisk areas. A guide for identifying and categorising areas in terms of risk isgiven below,
Higher Risk Areas
Category A
Open product, package, process or raw material under normalcircumstances
Controls Required
Segregated or protected from the outside (enclosed). Allareas for eating, drinking and smoking shall be separated viaa physical barrier from all process areas.

21
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Low Risk Areas
Category B
Product, process, package or raw material that may becomeexposed occasionally.
Controls Required
Segregated or protected from the outside (enclosed) orvessel/plant that is sealed from the environment. ll areas foreating, drinking and smoking shall be separated via a physicalbarrier from all process areas.
No Risk Areas
Category C
Non product or process area
Controls Required
Undefined area with no direct access from areas used forsmoking. Eating and drinking at discretion of site.
1.4. Fabrication/Equipment
Buildings should be fit for their purpose, adequately maintained and cleaned.Equipment should be designed for purpose intended and easily cleaned.Planned maintenance programmes should be in place.
1.5. Supplier quality assurance
Most breweries do not have the resources to carry out comprehensiveanalysis of materials on receipt. It is important that breweries understand theirsupplier and that they purchase supplies from a reputable supplier against anagreed specification. Products shall be bought to an agreed specification thatshould cover all relevant food legislation. On receipt, deliveries should bechecked that the correct grade has been delivered and the packaging isintact. Producers have a responsibility to prevent the occurrence of anincident. Part of a supply contract should be that suppliers have a HACCPsystem in place and audits are regularly carried out.
1.6. Housekeeping and hygiene
Procedures for cleaning both plant and building fabric, to a schedule definedby risk assessment, shall be in place. The effectiveness of cleaning and theremoval of cleaning agents from plant and packaging materials shall beverified. The risks related to the cleaning materials used shall be documentedand procedures be put into place to deal with accidental spillage which wouldresult in contamination of product with these materials. A policy onhousekeeping standards shall be set and communicated to all staff.Schedules shall be laid down for routine housekeeping.

22
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
1.7. Staff facilities and hygiene
Toilets and hand washing facilities should be available, but not open directlyinto production areas. Staff should be trained to wash their hands beforeentering production areas after eating, smoking, drinking and visiting thetoilet.
1.8. Pest control
The risk of pest infestation on site and consequent, potential productcontamination must be minimised. Any materials used in pest control shall beused in such a way as to prevent the materials themselves from presenting arisk of product contamination. Pest control shall either be subcontracted to acompetent pest control company or conducted by suitably trained internalpersonnel. In either case the procedures used shall be documented andrecords of findings maintained.
1.9. Glass policy
Use of glass in production should be minimised and precautions should betaken to prevent product contamination.
1.10. Transport
All vehicles used for the transport of raw materials, rough and finishedproducts shall be suitable for the purpose to which they are put, be capable oftransporting the materials involved without deterioration and shall bemaintained in good repair and hygienic condition.
Loading and unloading of the vehicles should be conducted in such a way asto prevent raw material or product contamination or deterioration.
1.11. Training
All staff, including temporary staff, shall be adequately trained to conduct atask before they begin to conduct it. Records of training shall be kept.
1.12. Quality management system
The implementation of an accredited QMS ensures the following processesare in place:
● document control,● the retention of appropriate records of relevant testing,● training,● systems for establishing and maintaining instrument calibration,● systems for auditing,● traceability of product, both forwards to the customer or backwards to
each of the raw materials, additives or processing aids used in itsproduction,
● review activities,

23
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
● corrective action.
These systems support the effective implementation and maintenance of theHACCP system. The HACCP system can be part of a certified managementsystem.
1.13. Product recall
Codex Alimentarius states that managers should ensure effective proceduresare in place to deal with any food safety hazard and to enable the complete,rapid recall of any implicated lot of the finished food from the market. Where aproduct has been withdrawn because of an immediate health hazard, otherproducts which are produced under similar conditions, and which may bepresent a similar hazard to public health, should be evaluated and may needto be withdrawn. The need for public warnings should be considered.
Recalled products should be held under supervision until they are destroyed,used for purposes other than human consumption, determined to be safe forhuman consumption, or reprocessed in a manner to ensure their safety.
The written recall procedure should include the following2:
1) legally, products must be identified with a production date or a codeidentifying each lot. Product coding should be used and explained inthe written recall program to allow positive identification for an effectiverecall,
2) finished product distribution records should be maintained for a periodof time which exceeds the shelf life of the product and is at least thelength of time specified by regulations. Records should be designedand maintained to facilitate the location of product in the event of arecall,
3) records documenting all Health and Safety related complaints shouldbe maintained and action taken must be filed.
4) responsible individuals should be part of the recall team. The roles andresponsibilities of every member should be clearly defined,
5) step by step procedures in the event of a recall should be describedincluding extent and depth of recall (i.e. consumer, retailer etc.),
6) the channels of communication should be clearly defined to notify theaffected customers in a manner appropriate to the type of hazarddefined,
7) control measures for the returned product.

24
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
1.14. Traceability
On 1st January 2005, a regulation on General Food Law, 178/2002/EC willrequire traceability to be established at all stages of the food chain, from “farm to glass”. All food and feed businesses within the EU will be required to be able to identify the suppliers of food, feed, food-producing animals andingredients to their businesses and the businesses to which products havebeen sold. In simple terms, companies will need to identify “one step forwards, one step back”. Such information must be made available to enforcement authorities on demand.
Traceability is defined in EU food law as “the ability to trace and to follow a food, feed, food-producing animal or substance through all stages ofproduction, processing and distribution”.How any traceability system is operated is a business decision. The law doesnot require a particular system to be in place. However, robust traceabilitysystems within food businesses are considered to be good practice becausethey can assist in the management of business risk and bring business andconsumer benefit.
How traceability is implemented in individual food businesses remains adecision likely to be justified on an individual basis and shall comply withnational interpretations of Regulation 178/2002/EC.

25
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Appendix 2
Potential Hazards and Suggested Control

26
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Appendix 2 POTENTIAL HAZARDS AND TYPICALCONTROL
Note that CCPs have not been identified. CIP is considered in a separatesection to avoid repetition. Only the process stages that have an identifiedhazard are shown although all process stages have been considered.
Process Stage Hazard and Source Typical Control MeasureRaw materials,processing aids,additives and all foodcontact materialsprocurement
Agricultural residues such aspesticides and herbicides,heavy metals
Microbiological contaminationfrom microbial growth
Chemical contaminationintroduced during process
Supplier QA
Purchase to definedspecification from approvedsupplier to current legislationand industry guidelines –Appendix 1
Potential contaminants fromraw materials are detailed inAppendix 3
Raw materialstorage
Chemical contamination fromhazardous chemicals stored inclose proximity
Chemical, physical microcontamination during storage
Pre-requisite programme.Segregation of raw materialand hazardous chemicalstorage areas. Separate,locked chemical storage.Intake points for bulk storageof chemicals should beclearly labelled and shouldbe capped and locked whennot in use
Covered storage, cleanvessels stock rotation
Material intake Oil from delivery vehicles
Raised covers at tipping baywith stops for vehicle.Covered intake area/pit
Vehicle reverses into bayrather than drives over it

27
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Water intake Refer to Appendix 3 potentialcontaminants of brewingliquor
Water must comply with theWater Quality Directive.
Supply source complies withwater Regulations
De-ionisation in high nitrateareas
Carbon filtration if analysisshow high levels ofhalogenated materialpesticide etc
Malt conveying/Allpoints of lubrication
Chemical contamination e.g.oil from conveyor motor oil
Covered conveyors
Use of oil approved forincidental food contact
Catch trays under conveyormotor gearboxes
Sieving/Dustremoval/Destone
Foreign bodies in malt e.g.pests, stones, metal
Beer Filtration removes
Addition of salts togrist case
Addition of potentiallyhazardous material
Over addition of material witha legal limit
All hazardous materials to bestored separately frombrewing ingredients
Controlled addition e.g.metered pump, calibratedscale
Liquor heating Chemical contamination e.g.from boiler treatments (only ifdirect steam injection is used)
Use boiler treatmentapproved for use in the foodindustry
Wort mashing &separation
Damage to vessel may allowbacteria to grow in cracks andlead to ATNC production
Cleaning of mash vessel
Wort boiling Chemical contamination fromboiler treatment (only if directsteam injected)
Use boiler treatmentapproved for use in the foodindustry
Copper additions Over addition/addition ofhazardous material
All hazardous materials to bestored separately frombrewing ingredients
Controlled addition e.g.metered pump or calibratedscale
Trub separation ATNC (Apparent Total NitrosoCompounds) formation due tomicrobiological growth
Store above 60C and nolonger than 72 hours

28
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Wort cooling Hazardous coolant leakageinto product due to damagedplate heat exchanger e.g.glycol, methanol
Product pressure higher thancoolant pressure during alloperational conditions
Use of duoplate or tertiarychiller
Regular maintenance andpressure testing of plate heatexchanger
Addition of yeastnutrients
Over addition above safelimits of Zinc sulphate
Weighing on calibrated scale
Brewers’ grains storage and transfer
Salmonella due to bacterialgrowth from contamination bypests/birds/foreign bodies
Cleaning of storage vessel
Covered vessel
Vessel emptied regularlyPest control measures
Fermentation
Over addition of antifoamabove the legal limit
Detergent from cleaning
Chemical contamination –propylene glycol, coolant fromcoolant jacket due todamaged vessel wall
Measured metered addition
A process in place thatprecludes cleaning whilst atank is full
Design of vessel & pressuretesting of system and vesselwall
Post–fermentationhopping
Addition of potentiallyhazardous material
All hazardous material to bestored separately frombrewing ingredients
Chilling
Chemical contaminant fromsecondary coolant due todamaged plate heatexchanger plate
Product pressure higher thancoolant pressure during alloperational conditions
Use of duoplate or tertiarychiller
Regular maintenance andpressure testing of plate heatexchanger
Filtration Foreign bodies introducedfrom previous process steps
This process step

29
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Tanker loading
Chemical from cleaningagents
Chemical contamination fromprevious tanker load
Physical contamination fromflexible hoses
Final rinse post cleaning
Dedicated road tanker androad tankers cleaned beforeuse
Hoses maintained in goodrepair and capped when notin use
CASK RACKING
Empty cask receiptand storage
Foreign objects and/orsubstances in returnedcasks/new casks
Risk of getting aluminium inthe product due to ineffectiveresin lining.
All casks are washedinternallyBung & keystone in placepreventing entry to the caskduring storage
Casks purchased fromapproved suppliers and to adefined specification forinternal lacquering
Internal caskwashing
Foreign bodies or chemicalagents from mis-use in trade This process step
Products weighedlabelled &transferred towarehouse.
Wrong or more than one labelon cask indicating the wrongstrength of alcohol
Set up and operation oflabeller
Label removal process stage
Product stored inwarehouse untilrequired.
Insects and other pestscrawling over casks leavingtraces of urine/faeces
Pest control programme inplace
KEGGING
Empty keg storage Foreign body from spearhead External surfaces of keg arewashed prior to filling
Internal keg washing Chemicals/micro from misuseof keg in trade
This process step. Tamperproof seals
PasteurisationContamination of beer (withsteam/liquor/IMS/glycol) dueto leaks in pasteuriser plates
Beer pressure higher thancoolant pressure under allconditions of operation.Liquor flush of pasteuriser atstart up

30
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Fob beer recovery.
Recovered beer contaminated(microbiological &/orchemical) by blowing contentsof keg wash rejects into fobtank in error
Keg wash rejects will still behot. Operators trained not torecover product from hotkegs
CIP
Identify plant to becleaned.
Contamination of product withCIP detergents throughcleaning vessel containingwort or beer
Interlocks or other means ofpreventing a CIP cycle frombeing switched on to a tankcontaining wort or beer
Cleaning in place.Product is contaminated withCIP detergent throughinadequate rinsing
Final rinse cycle. Detergentstrength controlled within setlimits prior to use or withconductivity detectors
Manually cleanedplant
Product is contaminated withCIP detergent throughinadequate rinsing
Clearly defined cleaninginstructions including rinsingvolume
BEER SUPPLY TO PACKAGINGConnect pre-packaging buffertank to transfer line
Foreign bodies in thedetachable process plant
Detachable process plantstored off the floor. Use ofsoak bathsHoses stored cappedIn-line beer strainer prior tofiller
Pump beer to fillerinlet
Detergent contamination dueto failed valves between theproduct main and an adjacent,active, CIP route
Double valves at product/CIPinterfaces
Chill beer (after pre-package buffer tank -prior to filling)
From refrigerant due toleaking heat exchanger
Design of the chiller - productpressure always higher thancoolant pressure, tertiarychiller or chiller with an airinertspace between thecoolant and the product
Strain foreign bodiesfrom the beer
Foreign bodies from previousprocess steps or open vessels
Pre filler beer strainer (size1000µ maximum)
CANNINGReceive cans Foreign body ingress, e.g.
insects, glass, jewellery fromsupplier or duringdepalletisation and conveyingto rinses
Supplier transit packagingand protectionPest control (pre-requisite)Can rinser

31
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Blow can internallywith air
Foreign bodies in can
Foreign bodies from the airsupplyChemical contamination e.g.oil from the air supply
This process step, rinser
Air filter
Rinse can with waterand drain
Foreign bodies in can
Foreign bodies from the rinsewater
This process step
Filter in rinse water line
Conveyors post-rinser
Foreign body ingress, e.g.glass, insects
Covers over conveyorsystem
Convey can to filler Foreign body ingress intoempty cans
Filler cover in placeAny lights in vicinity to be oftoughened glass
Purge can with CO2 Product contamination due toforeign bodies in gas supply
In-line gas filters
Fill can with beer Can filling tube falls into can
Foreign bodies from the gassupply used to fob up the beersurface
Tightness and security offiller tubes
Gas filter < 0.2 pore size
'Full can' transfer toseamer
Foreign body ingress Cover in place between fillerand seamer
'End' feed andseaming
Foreign body ingress
Grease on 'ends' or from theseamer
Cover on feed-line
Use of grease approved forincidental food contact
BOTTLING–NON RETURNABLE BOTTLES
Receive bottles Physical contamination due toforeign body ingress, e.g.insects, glass, jewellery orcritical defects e.g. fractures,chipped neck
On line inspection or proof ofinspection frommanufacturer
Supplier's transit packagingand make good part palletsin use
Pest control in warehouse
Bottle rinser and EBI
Supplier specification

32
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
De-palletise bottles Foreign body ingress e.g.insects, glass
Cover/canopy overdepalletiser area
Depalletiser designed forgentle handling
EBI and bottle rinser
Convey bottles torinser
Internal glass chips due tobottle collisions
Design standards andmaintenance of conveyor toensure gentle conveyance
Conveyor lubricationBottle rinser and EBI
Rinse bottles Foreign bodies in emptybottles
This process step
Inspect emptybottles (EBI)
Foreign bodies from damagedbottles e.g. chipped necks orglass
This process step
Convey bottles tofiller
Foreign body ingress e.g.glass, insects
Covers over conveyorsystem
RETURNABLE BOTTLESStore returnablebottles
Foreign body ingress e.g.insects, glass
Pest control policy
Bottle washingDecrate bottles Foreign body ingress
Glass chips due to decratormalfunction
Cover/canopy over decratearea
Bottle washer
Sort bottles Physical contamination fromshards of broken glass due tonon removal of chipped orbroken bottles due to poorsorting
Bottle washer and EBI
Wash bottles Detergent retention post washdue to poor rinsing
Foreign bodies in bottles
Residual detergent left inbottle due to blocked bottleneck (by crown still in place,foreign body etc)
Bottle washer final rinse
Empty bottle inspector
Inspect washedbottles(EBI)
Glass damage, inclusions andliquid residues in washedbottles
This process step

33
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Convey to filler Foreign body ingress e.g.glass, insects
Covers over conveyorsystem
Clean filler Detergent contamination dueto residual detergent after CIP
Final rinse, scavange pump.Start up/change overprocedures (ullage, 1st roundreject)
Purge bottle withCO2
Physical contamination fromforeign bodies orcontamination with oil fromprocess gases (top pressuregases)
In line filter on gas line 0.2 µpore size
Fill bottle with beer
Glass ingress into emptybottles due to glass bottlebreakage during fillingoperation
Bottle filling tube falls intobottle
Filler flush and neighbouringbottle reject systemoperational
Physical cover on conveyorbetween filler/crowner andpartition betweenfiller/crowner
Maintenance of filler tubetightness
Convey bottle tocrowner
Foreign bodies, particularlyglass fragments due toaccumulation on ledges underconveyor covers or adheringto internal surfaces of covers
Design for accessibility andvisibility of interior of cover.Regular cleaning to avoidbuild up of debris
Create fob on beersurface
Foreign bodies from gassupply
Filters on gas lines
Store crowns Foreign body ingress due toboxes left open
Part boxes closed andreturned to store
Feed crowns Foreign body ingress into thecrown hopper
Crown hopper covered
Add crown to bottle Glass particles in product dueto too tight a crown
Crowner crimp tightnesswithin specification
Decant underfills Glass particles due to glassbin located too close tofiller/crowner, empty bottleconveyors and lack of care inhandling causing fragments offlying glass
Glass bins covered at alltimes

34
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Appendix 3
Examples ofPotential Contaminants

35
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Appendix 3
POTENTIAL CONTAMINANTS IN THE EUROPEANBREWING INDUSTRY
Please note this Appendix outlines possible contaminants it is unlikely thatthese will be found but it is important that they are considered to ensureprocedures are in place to avoid them. This Appendix is to assist the brewerestablish an impact rating. It should be noted that this is not an exhaustivelist. In the future, as analytical capabilities improve further potentialcontaminants may be discovered. It is for the HACCP team to ensure allpotential contaminants have been considered. Beer is an inherently safeproduct.
Potential contaminants
Biological contamination Micro-organisms present, or toxinsproduced from moulds and bacteria. Humancontact with the process can causebacterial contamination1.
Chemical contamination Chemicals introduced deliberately or byaccident: cleaning chemicals, pesticides, oractually produced by the brewing processe.g. ethyl carbamate
Physical contamination Physical objects present in raw materials(e.g. stones, glass and metal), or picked upfrom the brewing or packaging plant, oraccidentally dropped in by processoperator/contractors (e.g. pens/tools).
PotentialContaminants Impact Source Recommended Limits/ Legal
Limits if any
Cryptosporidium 5 Water
No numerical limits.Recommendation is a treatmentnot a limit e.g. to boil water ifthere is an outbreak
Coliforms 5 Water, Malt, adjunct,kegs, filter aids
Should be undetectable in 100mlwater
1 Whilst most common food pathogens will not grow in beer, as a precautionary measurepathogens have been included in this list, to be considered in a risk assessment approach forlow alcohol beers, should correct procedures (i.e. pasteurisation) fail.

36
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
ToxagenicMoulds 5 Formed in materials
when wet
No visible mould. This indicationshould be included in samplingprotocol. Direct relationshipbetween mould and toxin isunclear. Limits would depend onmould.
Mycotoxins(excl. aflatoxins) 3
Results from mouldinfection of cereals,spices and additivese.g. asperigillus,penicillium, fusarium
EU regulation prescribesmaximum limits for somemycotoxins in raw materials
Aflatoxins 3
Largely confined totropical crops, maize,where climate favoursmould growth
4g/kg in cereals and no morethan 2g/kg of aflatoxin B1
Polycyclicaromatic
hydrocarbons3
Formed mainly as aresult of pyrolyticprocesses, especiallyduring the incompletecombustion of organicmaterial
WHO proposed 0.7g/L indrinking water.
Nitrosamine 3 Treated water and malt
Recommended limits for NDMAand other volatile nitrosaminesset at 5ppb for malt.
Heavy metals 3
Taken up fromminerals in the soilfrom water and fromsome raw materials
EU regulations set maximumlimits for specific heavy metals inwater, cereals, additives andprocessing aids.
Pesticides/Agrochemicals 3 Water and raw
materials
EU Limits of 0.5g/l for totalpesticides in water. 0.1g/l forindividuals. EU regulations setlimits for cereals and hops.
Trihalomethanes 3
Reaction betweenwater chlorination byproducts and organiccompounds.
Limits in water 100g/l
Chlorinatedsolvents 3
Degreasing solventsoutput from drycleaning and motortrade can be found inwater
Trichloroethene 30g/l,Tetrachloroethene 10g/l

37
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Coolants 3(at highconc.)
Used as a coolant.Propylene glycol is anaccepted food additive.It is not approved forthe addition to beer.
EU 1g/kg is the limit in food
Chloropropanols 3
Dark malts and maltextracts containdetectable quantities of3-MCPD. It is formedby reaction betweenendogenous chlorideions and lipids infoodstuffs.
Should be reduced as far astechnically possible. One methodof control is via proportion of darkmalts and malt extract in thegrist.
Benzene 3
Environmentalcontaminant, carbondioxide is a potentialsource.
EU 1g/l benzene in water
Cleansers5
(at highconc.)
Cleaning fluids
Requirements for drinking waterEEC Requirements pH 6.6-8.5WHO standards pH 6.5-9.2Check COSHH details suppliedby manufacturer. Legal requiredproduct information, instructionsfor use.
Acrylamide 3
Reaction at hightemperatures betweenamines and sugars incereals
EFSA states that levels shouldbe as low as reasonablyachieveable
Lubricants 1 Pumps No legal limits. Should be foodgrade
Foreign bodies 5 Glass
USA’s FDA Health Hazard Evaluation Board for glassinclusions in food states a nohazard rating <5mm
Foreign bodies 3 Metals, rubber,plastics, wood etc
USA’s FDA Health Hazard Evaluation Board formetal/plastics inclusions in foodstates a no hazard rating <5mmfor metal and <4.2mm for plastic3

38
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Appendix 4
Checklist

39
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Appendix 4 CHECKLIST
HACCPPrinciple
Checklist
Preparation What evidence is there of management commitment to HACCPuse?
HACCP Team
- Who was on the team?
- Are all appropriate disciplines represented?
- What is the likely knowledge level of the individuals?(Evidence of training, qualifications, experience etc.)
- Has external expertise been sought where necessary?
- What is the decision making leverage of the HACCP teamleader?
HACCP System
- How does the system fit with the overall food safety controlprogramme?
- Does the company have a food safety policy?
- Has the scope been clearly defined?
- How is the system structured?

40
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Principle 1
"Conduct ahazard analysis "
Has the product been properly described?
- Are intrinsic control measures identified?
Is the process flow diagram (PFD) comprehensive?
- How was the PFD verified for accuracy and by whom?
- Are all raw materials and process/storage activities includedin the flow diagram? (Rework can be included as aningredient.)
- Have all activities been included?
- Is the PFD correct?
- Have changes been made since the PFD was drawn up?
- How does the HACCP Team get notified of changes to theprocess or product parameters?
- How were the changes recorded and approved?
- Were any changes discussed with HACCP Team beforeimplementation?
- Are there rework opportunities and have they been included?
How was the hazard analysis conducted?
- Were only significant hazards identified?
- Have all raw materials (including rework) been included?
- Have all process steps been considered?
- Have the hazards been specifically identified by type/sourceor have they been generalized?
- How did the team assess the likelihood of occurrence?
- What information sources were utilized?
Have appropriate control measures (CMs) been identified foreach hazard?
- Will the CMs control the hazards and how was this validated?
- Are all the CMs in place at the plant level?

41
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Principle 2
"Determine theCritical ControlPoints (CCPs)"
How were the CCPs identified?
- By expert judgement?
- By the use of a decision tree? (has the decision tree beenused correctly?)
- By the use of consultants?
- Have all necessary CCPs been identified?
Did each identified hazard undergo a systematic consideration?
How are the hazards which are not controlled by CCPsaddressed?
Principle 3
"Establish criticallimits"
How were the critical limits established?
- Is there evidence (experimental data, literature referencesetc.)?
- What validation exists to confirm that the critical limits controlthe identified hazards?
- Have critical limits been established for each CCP?
How do they differ from operational limits?Principle 4
"Establish asystem tomonitor thecontrol of theCCP"
Have realistic monitoring schedules been established?
- Do they cover all CCPs?
- Has the reliability of monitoring procedures been assessedwhere appropriate?
- What is the status of monitoring equipment?
- Is it evidenced as being in place and calibratedappropriately?
- Are the CCP log sheets being used at all CCPs?
- Have CCP log sheets been filled out correctly?
- Is there any evidence that procedures are not being followedconsistently?
- Does the frequency of monitoring adequately confirmcontrol?
- Are the sampling plans statistically valid?
- Are statistical process control records being used todemonstrate that the process is in control on a day-to-daybasis?
- Check that records agree with stated activities.

42
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Are monitoring personnel and their deputies properly identifiedand trained?
- How was the training undertaken?
- Are the monitoring records being reviewed by designatedappropriate reviewers?
Principle 5
"Establish thecorrective actionto be taken whenmonitoringindicates that aparticular CCP isnot under control"
Have the corrective actions been properly defined such thatcontrol is regained?
- What evidence is there to demonstrate that this is being donein the event of a CCP deviation?
- Has corrective action been recorded and how is theeffectiveness being verified?
How has the authority for corrective action been assigned?
How is non-conforming product controlled and is this clearlyrecorded?
Are there clear disposition actions listed?Principle 6
"Establishdocumentationconcerning allprocedures andrecordsappropriate tothese Principlesand theirapplication"
What format is being used to document the system?
- Does the documentation cover all of the HACCP systemoperation?
- How is the documentation controlled with regard to updateand issue etc.?
- Are the records accessible?
- Are the HACCP records clearly identified by unique referencenumbers?
- Are all documents accurate and current?
- Are verification procedures documented?
- How is change control managed?Principle 7
"Establishprocedures forverification toconfirm that theHACCP systemis workingeffectively"
Have verification procedures been clearly and appropriatelyestablished?
- How are these procedures communicated through thebusiness?
- Have responsibilities for verification procedures beenallocated?
- Are they being carried out effectively?
- Are all CCPs covered by the verification programme?
- Is the information on the HACCP Control Chart up to date?

43
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
- Is there a formal system to trigger amendments?
- Are control parameters being achieved?
Have process capability studies been carried out?
How is the data from HACCP being used to improve thesystem?
How is consumer complaint data being used within theverification system?
Is there a regular review of CCP failure and productdispositions?
Are prerequisite support systems included within the verificationprogramme?

44
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Appendix 5
Worked Example

45
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Appendix 5 WORKED EXAMPLE Bottling process
It is important to note that this is a worked example and the results and controlmeasures will be different in all breweries. HACCP Teams will have to look atprocedures and processes in each plant.
5.1 PRINCIPLE 1 - Conduct a hazard analysis, prepare a flowdiagram. Identify the hazards and specify the controlmeasures.
Using the flow diagram to help them the HACCP team walk the process,identifying hazards and their source and at the same time considering whatcontrols are in place or are needed to prevent the hazard or reduce it to anacceptable level (a flow diagram is illustrated at the end of this example). TheHACCP team complete columns 1, 2, 3 and 5 of the checklist. If no controls arein pace for a hazard they will make a recommendation to management for acontrol to be implemented.
No ProcessStep
Hazard and potentialcauses
RiskRankingImpact xLikelihood
Control Measures Q1 Q1A Q2 Q3 Q4 Y/N
1 ConnectBBT totransferline
PhysicalForeign bodies fromflexible hoses orprocess pipe work
Flexible hosemanagement-hoses stored offthe floor andcapped when notin useThe strainer in thebeer line pre-fillerwith removeforeign bodies
2 Cleantransferline
ChemicalFrom residual CIPliquor due to inefficientfinal rinse, failure inthe CIP cycle orinadequate scavengepump
Automaticdetergent dosing,followed by finalrinse andscavange pump
3 Purgetransferline withwater
ChemicalFrom residual CIPliquor due to inefficientfinal rinse, failure inthe CIP cycle orinadequate scavengepump
This process step

46
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
ChemicalChemicalcontamination fromdetergent due to failedvalves at CIP andproduct maininterfaces from CIP ofneighbouring BBT
Double valves onproduct/CIP maininterfaces
4 Pumpbeer tofiller inlet
ChemicalChemicalcontamination fromdetergent due toincorrect routing of theCIP of an adjacentprocess by operatorwhilst beer istransferring topackaging
Interlocks on CIPsets
5 Chill beer ChemicalChemicalcontamination fromsecondary refrigerantdue to leaking heatexchanger
Product pressurehigher thancoolant pressureduring beertransfer
6 Strainforeignbodiesfrom beer
PhysicalPhysicalcontamination e.g.glass, metal, plastic(impeller bits,valve/pump seals,sight glasses) presentin the beer
Trap filter/sievepore size nogreater than2000
Using the risk analysis provided the team can allocate a risk ranking to each ofthe hazards identified, documenting the result in column 4 e.g. for process step 1the foreign body could be glass, which, if swallowed could cause a severephysical injury and therefore has an impact of 5, according to the Risk RankingTable (previously described). It is present only intermittently and it would onlyaffect one part of a batch of product and therefore scores only 1 for likelihood.This makes a ranking score of 5 x 1 = 5, which means it must be considered as ahazard in HACCP. The team complete the risk column for the remaining hazardsin a similar manner, before proceeding to Principle 2.

47
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
No ProcessStep
Hazard and potentialcauses
RiskRanking(Impact xLikelihood
ControlMeasures
Q1 Q1A
Q2 Q3 Q4 Y/N
1 ConnectBBT totransferline
PhysicalForeign bodies fromflexible hoses orprocess pipe work
5 x 1 Flexible hosemanagement-hoses storedoff the floorand cappedwhen not inuseThe strainer inthe beer linepre-filler withremove foreignbodies
2 Cleantransferline
ChemicalFrom residual CIPliquor due toinefficient final rinse,failure in the CIP cycleor inadequatescavenge pump
5 x 3 Automaticdetergentdosing,followed byfinal rinse andscavangepump
3 Purgetransferline withwater
ChemicalFrom residual CIPliquor due toinefficient final rinse,failure in the CIP cycleor inadequatescavenge pump
5 x 3 This processstep
ChemicalChemicalcontamination fromdetergent due to failedvalves at CIP andproduct maininterfaces from CIP ofneighbouring BBT
5 x 3 Double valveson product/CIPmain interfaces
4 Pumpbeer tofiller inlet
ChemicalChemicalcontamination fromdetergent due toincorrect routing of theCIP of an adjacentprocess by operatorwhilst beer istransferring topackaging
5 x 3 Interlocks onCIP sets

48
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
5 Chill beer ChemicalChemicalcontamination fromsecondary refrigerantdue to leaking heatexchanger
3 x 5 Productpressurehigher thancoolantpressureduring beertransfer
6 Strainforeignbodiesfrom beer
PhysicalPhysicalcontamination e.g.glass, metal, plastic(impeller bits,valve/pump seals,sight glasses) presentin the beer
5 x 1 Trap filter/sievepore size nogreater than2000

49
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
5.2 PRINCIPLE 2 - Identify the CCPs in the process using adecision tree.
By application of the decision tree the HACCP team determine which of theprocess steps is a critical control point.
Example 1: Process step 1:
Q1 Are control measures in place at this process step?The team have established that there is a documented procedure for hosemanagement and that there is compliance to it so they answer Yes to Q1.
Q2 Does the process stage eliminate or reduce the hazard to an acceptablelevel?The activity of connecting the BBT to the transfer line introduces theforeign body hazard - it certainly does not eliminate or reduce the hazardto an acceptable level so the HACCP team answer No to Q2.
Q3 Could contamination with the hazard occur at unacceptable levels?The risk ranking of 5 has established that the hazard could occur at anunacceptable level so answer Yes to Q 3
Q4 Will a subsequent process stage eliminate or reduce the hazard to anacceptable level?Yes, there is an in-line strainer prior to the filler, so the answer is yes toquestion 4.
From the decision tree diagram we can therefore determine that the process stepof connecting the transfer line to the BBT is NOT a CCP.
No ProcessStep
Hazard and potentialcauses
RiskRankingImpact xLikelihood
ControlMeasures
Q1 Q1A Q2 Q3 Q4 Y/N
1 ConnectBBT totransferline
PhysicalForeign bodies fromflexible hoses orprocess pipe work
5 x 1 Flexible hosemanagement-hoses storedoff the floorand cappedwhen not inuseThe strainerin the beerline pre-fillerwith removeforeign bodies
Y N Y Y N

50
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Example 2 - Process Step 2
Q1 Are control measures in place at this process step?The team have established that the CIP is automatically controlled by aplc and that in correct operation the final rinse is adequate to remove alltraces of detergent so they answer Yes to Q1.
Q2 Does the process stage eliminate or reduce the hazard to an acceptablelevel? The activity of cleaning the transfer line introduces the hazard ofdetergent contamination so the HACCP team answer No to Q2.
Q3 Could contamination with the hazard occur at unacceptable levels?The risk ranking of 6 has established that the hazard could occur at anunacceptable level so answer Yes to Q 3
Q4 Will a subsequent process stage eliminate or reduce the hazard to anacceptable level?Yes, after cleaning the lines are filled with water to reduce oxygen pick up,the water is then flushed to drain. This activity, although not specificallydesigned to remove detergent, will do so, so the answer is yes to question4.
From the decision tree diagram we can therefore determine that theprocess step of cleaning the transfer line is NOT a CCP.
No ProcessStep
Hazard andpotential causes
RiskRankingImpact xLikelihood
ControlMeasures
Q1 Q1A Q2 Q3 Q4 Y/N
2 Cleantransferline
ChemicalFrom residual CIPliquor due toinefficient final rinse,failure in the CIPcycle or inadequatescavenge pump
5 x 3 Automaticdetergent dosing,followed by finalrinse andscavange pump
Y N Y Y No

51
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Example 3 - Process Step 3
Q1 Are control measures in place at this process step?The team have established that this process step, the liquor flush willremove any residual detergent left behind after a failed CIP at processstep 2 so they answer Yes to Q1.
Q2 Does the process stage eliminate or reduce the hazard to an acceptablelevel?The liquor flush removes the hazard of detergent contamination so theHACCP team answer Yes to Q2.
From the decision tree diagram we can therefore determine that the process stepof liquor flush of the transfer line is a CCP.
No ProcessStep
Hazard andpotential causes
RiskRankingImpact xLikelihood
ControlMeasures
Q1 Q1A Q2 Q3 Q4 Y/N
3 Purgetransferline withwater
ChemicalFrom residualCIP liquor due toinefficient finalrinse, failure inthe CIP cycle orinadequatescavenge pump
5 x 3 This process step Y Y Yes

52
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
The HACCP team use the decision tree to determine whether the remainingprocess steps are CCPs in the same way and complete the table as follows:
No ProcessStep
Hazard andpotential causes
RiskRankingImpact xLikelihood
ControlMeasures
Q1 Q1A Q2 Q3 Q4 Y/N
ChemicalChemicalcontamination fromdetergent due tofailed valves at CIPand product maininterfaces during CIPof neighbouring BBT
5 x 3 Double valveson product/CIPmain interfaces
Y N Y N Yes4 Pumpbeer tofillerinlet
ChemicalChemicalcontamination fromdetergent due toincorrect routing ofthe CIP of anadjacent process byoperator whilst beeris transferring topackaging
5 x 3 Interlocks onCIP sets
Y N Y N Yes
5 Chillbeer
ChemicalChemicalcontamination fromsecondary refrigerantdue to leaking heatexchanger
3 x 5 Productpressure higherthan coolantpressure duringbeer transfer
Y N Y N Yes
6 Strainforeignbodiesfrombeer
PhysicalPhysicalcontamination e.g.glass, metal, plastic(impeller bits,valve/pump seals,sight glasses)present in the beer
5 x 1 Trap filter/sievepore size nogreater than2000
Y Y Yes
5.3 PRINCIPLE 3 - Establish target level and critical limitswhich will determine that the CCP is under control
5.4 PRINCIPLE 4 - Establish monitoring to ensure control ofthe CCP
5.5 PRINCIPLE 5 - Establish corrective action to be taken whenmonitoring indicates that the CCP is out of control

53
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
The Process step, hazard and cause and the control measure are transferredonto the "HACCP plan" form. The process steps that are NOT CCPs are nottransferred into the HACCP plan.The HACCP team then consider what limits should apply to the control and howthey can monitor that the control stays within these limits.
Example 1: process step 3The team decides that the best way to check that the purge water has removedall residual detergent is to check its pH at the drain point. They set a limit of 6.0to 8.0 for the pH of the purge water.Corrective action should state what to do to put the process back in control andwhat to do with any product produced since the last monitoring check. Since thecheck is done after every CIP before any product passes down the line it is notnecessary, in this example to state corrective action for the product. Monitoringand corrective action must always state who is responsible for carrying it out.
No Processstep
Hazard and cause Controlmeasure
Criticallimits
Monitoring Correctiveaction
3 Purgetransferline withwater
ChemicalFrom residual CIPliquor due toinefficient finalrinse, failure in theCIP cycle orinadequatescavenge pump
This processstep
Purge waterpH 6.0 - 8.0
pH analysis ofpurge water atdrain pointFrequency:Every CIPResponsibility:
Re-purge theline with water.Responsibility:Examine theoperation of theCIP set andrepair/adjust asappropriate.Responsibility:
Example 2 - Process step 4
The team decides that in order to confirm the integrity of the valves they must beinspected regularly, but that it is only practical to do this every 6 months. This isnot frequent enough for HACCP monitoring, because there is potentially 6months of unsafe product on the market! They therefore decide that an in-package pH check is required and decide to do an hourly check, in order todetect leaks from CIP that could occur at any time during the transfer.
This monitoring, critical limit and corrective action is also appropriate for thesecond cause of the detergent contamination hazard at this process step.

54
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
No Processstep
Hazard andcause
Controlmeasure
Criticallimits
Monitoring Correctiveaction
ChemicalChemicalcontaminationfrom detergentdue to failedvalves at CIPand productmain interfacesduring CIP ofneighbouringBBT
Double valvesat product/CIPinterfaces
Valves notleaking
Beer pH +/-0.5
Inspection ofvalve seals forleaksFrequency 6monthlyResponsibility:PH check ofbeer in finalpackageFrequency:HourlyResponsibility:
Replace valveseal
Isolate productproduced sincelast pH check andcheck pH.
Responsibility:Investigate valvesfor damaged seal.
4 Pumpbeer tofiller inlet
ChemicalDetergent dueto incorrectrouting of theCIP of anadjacentprocess byoperator whilstbeer istransferring topackaging
CIP interlocksNo manualrouting
Beer pH +/-0.5
PH check ofbeer in finalpackageFrequency:HourlyResponsibility:
Isolate productproduced sincelast pH check andcheck pH.
Responsibility:Investigate valvesfor damaged seal.
Example 3 Process step 5The monitoring here applies to the control of keeping the product pressure higherthan the coolant pressure. A differential pressure needs to be defined as thecritical limit.
No Processstep
Hazard andcause
Controlmeasure
Criticallimits
Monitoring Correctiveaction
5 Chill beerduringtransferfrom BBTto fillerbowl
ChemicalChemicalcontaminationfrom secondaryrefrigerant dueto leaking heatexchanger
Productpressure higherthan coolantpressure duringbeer transfer.
Pressuredifferential =x bar
Check coolantinlet pressureand productoutlet pressureFrequency:once per hourResponsibility:
Stop beer forwardflow.Examine heatexchanger andrepairResponsibility:Isolate productproduced sincelast check andanalyse forpresence ofsecondarycoolant.Responsibility:

55
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
Example 6 - Process step 6
The monitoring in this example and the critical limit apply directly to the control -note that the critical limit is NOT stated as "no foreign bodies in product" becausethis cannot be easily measured.
No Processstep
Hazard andcause
Control measure Criticallimits
Monitoring Correctiveaction
6 Trap filterfor beerline priorto filler
PhysicalPhysicalcontaminatione.g. glass,metal, plastic(impeller bits,valve/pumpseals, sightglasses) in thebeer supply
Trap filter/sievepore size nogreater than2000
No holesin thefilter/sieve
Inspect & cleanpre-filler trapfilter onFrequency:DailyResponsibility:
Replace trapfilterResponsibility:Isolate productproduced sincethe last check -inspect forforeign bodies.Responsibility:

56
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
5.6. HACCP study form
Process stage Hazard and potentialcauses
Risk RankingImpact x
likelihood
ControlMeasures
CCP

57
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
5.7. HACCP plan
Processstage
Hazard andpotential causes
Criticallimits
Monitoring Correctiveaction
Verificationprocedures

58
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
5.8. Flow diagram
Connect BBTto transfer
line
Clean transferline
Purge transferline with
water
Pump beer tofiller inlet
Chill beer
DetergentSanitiser
Refrigerant
De-aerated water
Strain foreignbodies from
beer
BEER SUPPLY
FILLER
BBT

59
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
NON RETURNABLE BOTTLESReceive bottles
De-palletisebottles
PalletsLayer pads
Convey bottlesto rinser
Rinse bottles
Inspect emptybottles
Convey bottlesto filler
FILLER
Slat lubricant
water
Slat lubricant
Reject bottles

60
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
RETURNABLE BOTTLES
Receive returnablebottles
Store returnablebottles
Decrate bottles Crates
Sort bottles(Manually)
Reject bottles
Place bottles onbottle feed and
convey to washer
Wash bottles
Inspect washedbottles
Convey to filler
FILLER
Water
Detergent

61
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
FILLING
Purge bottlewith CO2
BOTTLE SUPPLYBEER SUPPLY
Clean fillerDetergentSterilantWater
Convey bottleonto filler
Fill fillerbowl with
beerFill bottlewith beer
Convey bottleto crowner
Create fob onbeer surface
Add crown tobottle
Crimp crownon bottle
Check filllevel in bottle
Pasteurise
Label andCode
Applysecondarypackaging
Decantunderfills
CO2
CO2/water
Receivecrowns
Store crowns
Removecrown
packaging
Feed crowns
crowns
grease
Shrink filmTrayCrate
Multi-pack
Storage anddispatch
Beerrecovery
Slat lubricant
sterilant
Convey topasteuriser
Conveyor lubricant

62
Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
USEFUL WEBSITE ADDRESSES
www.codexalimentarius.net Codex Alimentarius Website
http://cpf.jrc.it/webpack/ Food Contact Materials and Articles Website
http://www.brc.org.uk BRC Global Standard

Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
63
REFERENCES
1 Council Directive 93/43/EEC, (1993), The Hygiene of Foodstuffs,Official Journal of the European Communities.
2 The Brewers Association of Canada, (1998), Identification of HazardAnalysis Critical Control Points for the Canadian brewing Industry.
3 Olsen, A.R., of the US Food and Drug Administration MicroanalyticalBranch, in Regulatory Toxicology and Pharmacolgy 1998, 28,181-189).

Managing Food Safety in the European Brewing Industry 2004_________________________________________________________________________________
64
CONTACT DETAILS
PresidentMr Jan Vésely
Secretary GeneralMs Marjolein van Wijngaarden European Brewery Convention
P.O. Box 510NL - 2380 BB Zoeterwoude
Tel: +31 (071) 545 6047 / 545 6614Fax: +31 (71) 541 0013
E-mail: [email protected]
Website: http://www.ebc-nl.com
PresidentMr Piero Perron
Secretary GeneralMr Rodolphe de Looz-Corswarem
Market & Technology ManagerMs Anna-Maria De Smet
The Brewers of Europe HouseRue Caroly, 23-25B-1050 Brussels
Tel: +32 (0)2 551 18 10Fax: +32 (0)2 660 94 02
E-mail: [email protected]
Website: http://www.brewersofeurope.org
EditorMs Elaine McCrimmon
Market Towers1 Nine Elms Lane
GB–London SW8 5NQTel: +44 (0)207 627 9134Fax: +32 (0)207 627 9123
Website : http://www.beerandpub.com