
Team Barley Busters Team Members: Mike Hayes, ME Jeremy Weber, ME Arie Blom, ME Adam Burk, BAE Jacob...
27
Team Barley Busters Team Members: Mike Hayes, ME Jeremy Weber, ME Arie Blom, ME Adam Burk, BAE Jacob Gray, BAE Advisor: Dr. Tom Hess
-
date post
19-Dec-2015 -
Category
Documents
-
view
216 -
download
0
Transcript of Team Barley Busters Team Members: Mike Hayes, ME Jeremy Weber, ME Arie Blom, ME Adam Burk, BAE Jacob...

Team Barley Busters
Team Members:Mike Hayes, ME
Jeremy Weber, MEArie Blom, ME
Adam Burk, BAEJacob Gray, BAE
Advisor: Dr. Tom Hess

Opportunity Statement
Our client desires an apparatus to test hull adherence of various strains of barely and
receive quantitative results. The testing device must be self-cleaning, process ten samples per
hour, catch all test material, minimize noise, and provide repeatable results. The device must
also conform to all OSHA and company standards for safety.

Original Apparatus

Problems Encountered with Original Apparatus
• Noise from compressed air/ inconvenient
• Not self-cleaning
• Poorly repeatable results
• Slow speed to achieve desired hull removal

Specifications• Noise
< 50 dB• Self Cleaning
Minimal cleaning needed after testing• Removal of Hull
Within 10% accuracy of 90% of tests• Collection of Sample
99% recovery of all material tested• Size
< 50 lbs and 8 cubic feet• Speed
Must be able to run at least 10 samples 50-250 grams per hour• Separation
>95% of removed hull still in tact after testing• Safety
Follow all safety standards. Enclose moving parts.

Preliminary Designs ConsideredAlternative Design 1: Cement Mixer Cement mixer style
-rotating drums
Solid drum to catch hull and filter down
Abrasive inner drum with mixing fins
Solid barley trap

Preliminary Designs (cont.)
To hull trap and vacuum
Abrasive disk
Alternative Design 2: Coffee Grinder
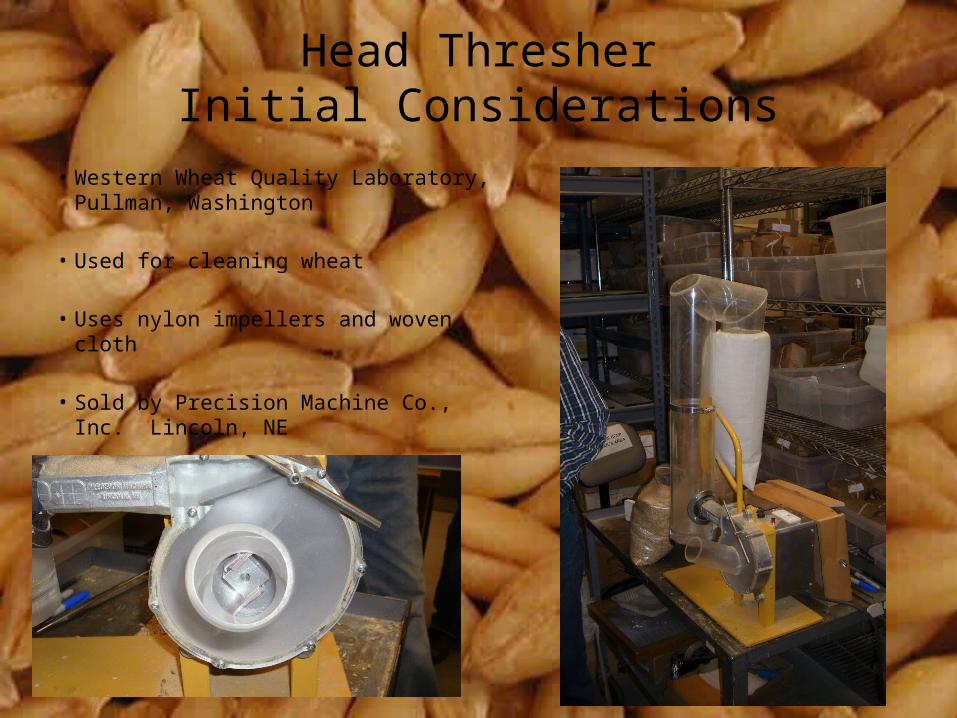
Head ThresherInitial Considerations
• Western Wheat Quality Laboratory, Pullman, Washington
• Used for cleaning wheat
• Uses nylon impellers and woven cloth
• Sold by Precision Machine Co., Inc. Lincoln, NE

Testing Procedure
• Set timer to 15 or 30 seconds• Turn on full power while mechanism is closed
by users hand and a gate• When time ends open gate and remove hand
slowly• When most of the hull is removed with
aspirator, remove remaining barely and strain using a 300 цm sieve.
9

Baseline Testing and Rating
Sample Initial Weight (g) End Weight (g) Hull Removed (g)1 50 46.31 3.692 50 46.55 3.453 49.99 46.7 3.294 49.99 46.5 3.495 50.02 46.56 3.466 50 46.84 3.167 50.01 46.61 3.48 50 47 39 50.01 46.66 3.35
10 50.02 46.72 3.3Average Hull Removed = 3.359gStandard Deviation = .18965 g
Standard Deviation from testing at WSU: 0.14925 g
Rating:• Noise• Self Cleaning• Hull Removal• Collection of end results• Size of apparatus• Time it took to run a test• Ability to separate kernel from hull• Safety
Initial Testing

Hull Being Removed (Test Results)

Specifications
NoiseSelf
CleaningHull
RemovalCollection Size Speed Separation Safety
Maintenance Ease
Original Machine
1 0 2 3 5 1 2 3 3
Improving Head
Thrasher3 4 5 4 3 5 2 3 4
Original Apparatus Total: 20
Head Thrasher Total: 33
Decision Matrix

Final Design Solution Modifications
Solid Model

Servo Motors
Servo Stands
Funnel
Barley Stopper
Funnel and Stopper (Front View)

Servo Attachment
Servo Attachment
Funnel and Servos (Top View)
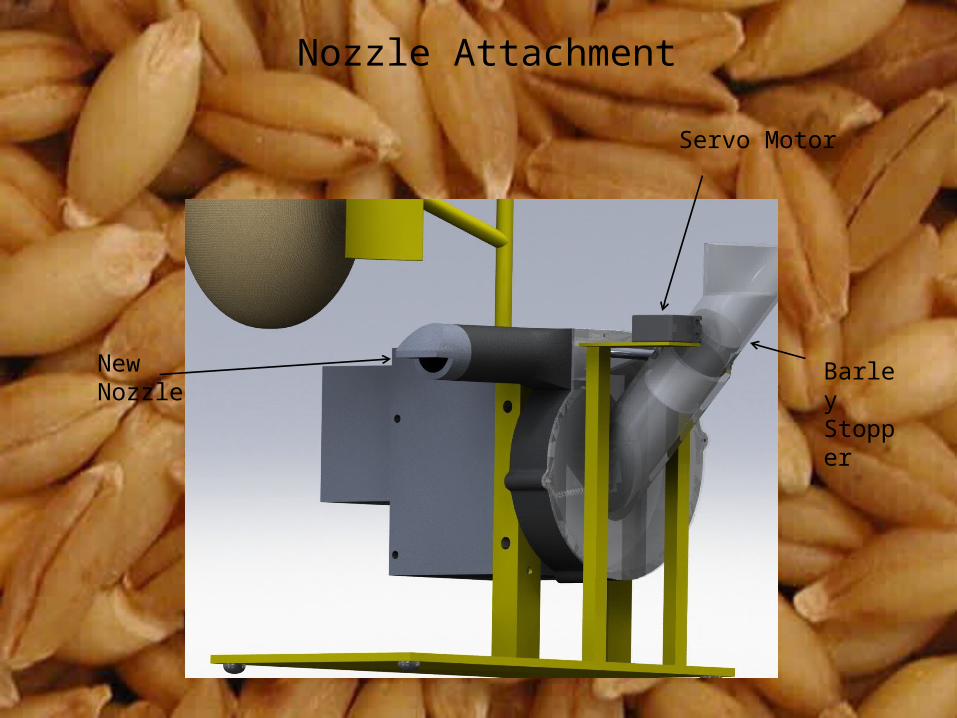
New Nozzle
Servo Motor
Barley Stopper
Nozzle Attachment
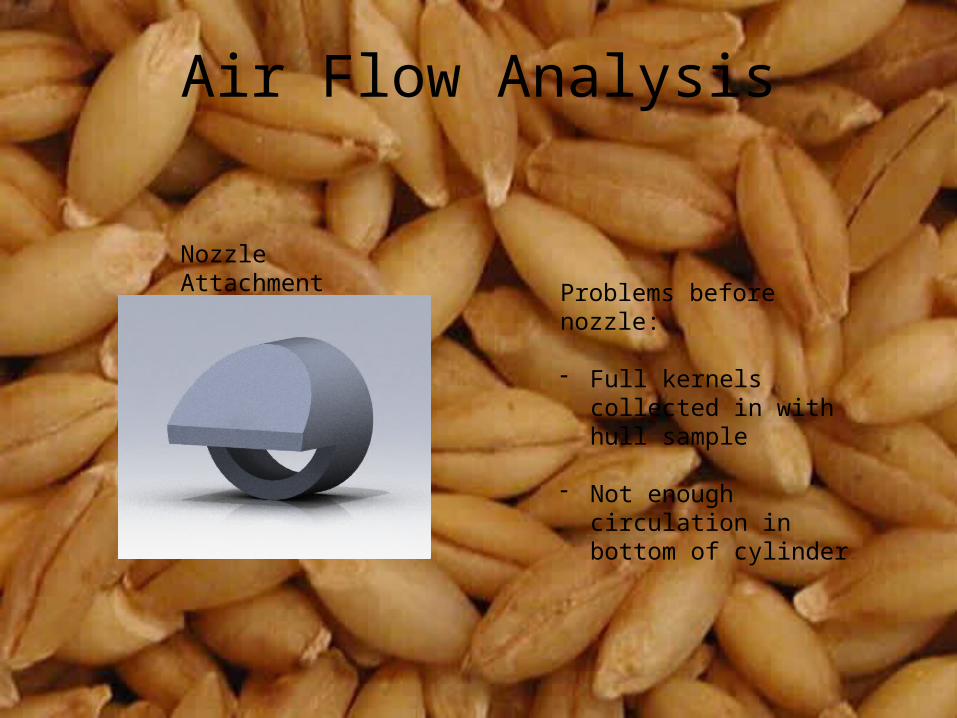
Air Flow Analysis
Nozzle Attachment
Problems before nozzle:
- Full kernels collected in with hull sample
- Not enough circulation in bottom of cylinder

Air Flow AnalysisWithout Insert With Insert
Slower Velocity than without insert

Air Flow AnalysisWithout Insert With Insert
Where Barley would be ‘stuck’

Dust Bag
Sieve
Sieve and Dust Bag

Testing with New Sievebarley testing with new sieve: 2/28/2011 Hull sample
Sample barley weight before barley weight after weight of hull removed hull weight Weight difference1 50.01 46.45 3.56 3.13 0.432 50.01 46.32 3.69 3.08 0.613 50.01 46.29 3.72 3.22 0.504 50.01 46.56 3.45 2.96 0.495 50.01 46.68 3.33 2.91 0.426 50.01 46.45 3.56 3.10 0.467 50.01 46.40 3.61 3.13 0.488 50.01 46.85 3.16 2.67 0.499 50.01 46.36 3.65 3.21 0.44
10 50.01 46.54 3.47 3.05 0.42
max. weight removed 3.72min weight removed 3.16avg. weight removed 3.52std. deviation 0.1733 Recovery = 99%
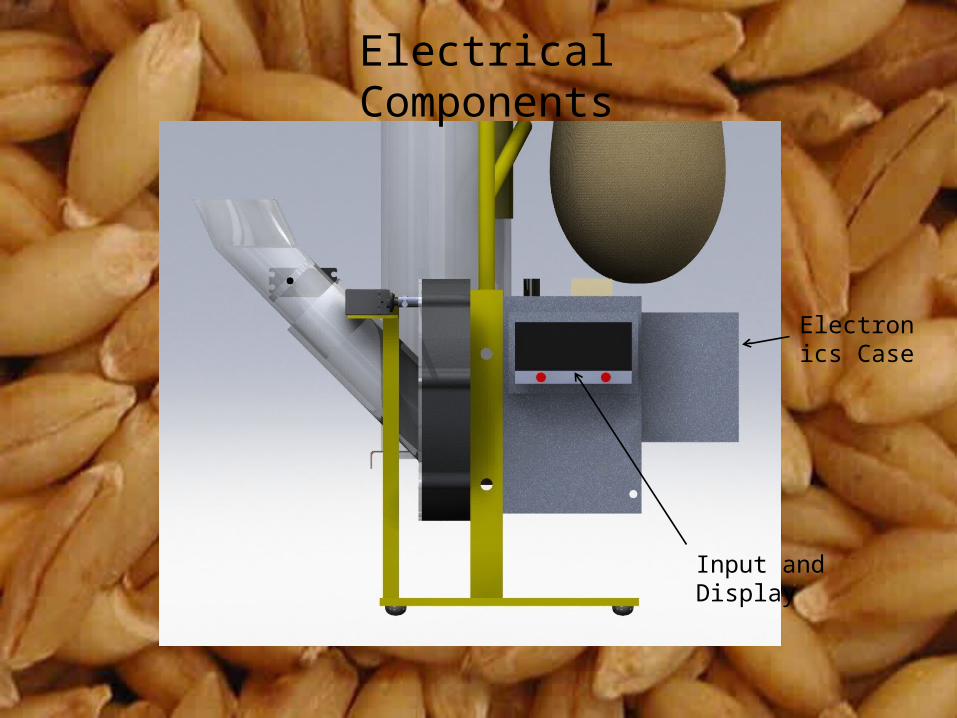
Electronics Case
Input and Display
Electrical Components

Electronic Configuration

Cost EstimateHead Thresher - $750.00
Microcontroller - $40.00
Op-Amps - $15.00
Resistors - $10.00
Wire - $10.00
Servos - $6.00
Springs - $2.00
New Packaging - $50.00
Aspirator Modification - $50.00
Sieve Install - $100.00
Total: $983.00
Cost Estimate: < $1250.00
Head Thresher - $821.50
Sieve - $211.98
Electronics - $116.65
Head Thresher parts - $9.75
Microcontroller - $56.10
Funnel - $26.85
Switches - $63.81
Servos - $26.41
Relay Switch - $88.00
Actual Cost $1,421.05
Predicted Costs Actual Costs

Final Test Results
Run Time Sample # Initial Final Loss Hull Wgt Difference2 Seconds 1 50.01 48.21 1.8 1.57 0.23 Std. Dev= 0.034928
2 50 48.26 1.74 1.54 0.2 Average Difference= 0.182 3 50.01 48.23 1.78 1.62 0.16 % Recovered= 99.99636 4 50.01 48.25 1.76 1.6 0.16 Average Removed= 1.782 5 50.01 48.18 1.83 1.67 0.16
Run Time Sample # Initial Final Loss Hull Wgt Difference15 Seconds 1 50 46.03 3.97 3.37 0.6 Std. Dev= 0.051478
2 50 46.06 3.94 3.36 0.58 Average Difference= 0.612 3 50 46.05 3.95 3.37 0.58 % Recovered= 99.98776 4 50.01 45.97 4.04 3.41 0.63 Average Removed= 3.99 5 50 45.95 4.05 3.38 0.67

DFMEADesign Failure Mode and Effect Analysis (DFMEA)
Item and Function
Potential Failure Mode (s)
Potential Effect(s) ofFailure
SEV
Potential Cause(s) of failure
Occur
Current Design Controls
Detect
RPN
Recommended Actions
De-hull Paddles break No de-hulling 2 -Weak materials
1 -Select material designed for tougher barley
3 6
-Poor construction -ensure that construction is done properly
Motor fails No de-hulling 5 Exceeded lifetime/speed
1 -test material to x-amount of cycles
Separation Motor fails Possibly no
suction5 -Exceeds life
expectancy of motor1
Loss of controls Too much/not enough suction
4 -Burn/ break microcontroller
2
Collection Spilling
materialFaulty results 1 -Bad
seal/construction2 -ensure that all
seals are done properly and construction is adequate

Questions?Recommendations?


















