TEAM 9: ARTEX KNITTING
1
TEAM 9: ARTEX KNITTING UD Senior Design 2005 Post Production Hand Alignment Knitting Machine Turning Machine Sewing Machine Turning Machine: Concept Validation: Project Transition: Concepts: Validation Experiments • Validated Teflon Seal with Anemometer Testing • Tested All Variables on Long Machine • Tested with PLC Code and Teflon Seal on Short Machine Testing Results Knit Hat Making Process: Current Process: ~90% hats misaligned Requires six hat aligners Implemented Process: ~20% hats misaligned Requires two hat aligners Teflon Seal Teeth Program Logic Controller Proven to eliminate vacuum leak. With Seal C 9.0 1.8 E 9.4 1.3 Machine Input AirFlow (m /s) O utput AirFlow (m /s) A 9.1 0 D 13.1 0.2 Machine Input AirFlow (m /s) O utput AirFlow (m /s) Without Seal Purpose: • Prevent material from slipping • Reduce crumpled interior layer •Reprogrammed Grips Holds fabric longer to prevent slipping • Reprogrammed Encoder Changed zero point to prevent skipping due to the machine’s vibrations • Deliver drawing package to Artex Knitting • Deliver un-crumpling concepts to Artex Knitting for further development • Implementation of designs by Artex Knitting • Relocation of workers from hat Benefits: Sponsor: Louis Gerbarg Advisor: Nate Cloud Team Members: Jose Caba, Andrew Forester, Courtney Herbein, and Aaron Wolff Project Goal: Improve the productivity of the knit hat making process by relocating workers from hand aligning and de- crumpling hats to other jobs on the assembly floor. Subsystems: • Encoder: Skips and miscounts length of material • Grips and Tube Exterior: Contributes to material slipping • Tube Interior: Contributes to crumpled hat interior • Vacuum Chamber: Vacuum leaks to removal side C onceptValidation:Long M achine 31.25 12.50 23.33 41.94 41.38 41.67 51.72 78.13 0 10 20 30 40 50 60 70 80 90 N o M odifications Teeth PLC C ode Teflon S eal PLC C ode and Teeth Teflon S ealand PLC Code Teflon S ealand Teeth E verything % W ithin Tolerance Long Machine: 78% within Tolerance 0 2 3 4 5 6 7 8 1 0 Feeding Rollers/Encoder (Not Shown) 1 PLC Code 2 Knife 3 Application Grips 4 Tube with Applied Vacuum 5 Vacuum 6 Teflon Seal 7 Tube without Applied Vacuum 8 Teeth 9 Removal Grips (Not Shown) • Increase efficiency • Reduce number of workers needed to align hats from 6 to 2 • Savings up to $30,000 per relocated worker 9
description
Knitting Machine. Turning Machine. Sewing Machine. Post Production. Hand Alignment. 0 Feeding Rollers/Encoder (Not Shown) 1 PLC Code 2 Knife 3 Application Grips 4 Tube with Applied Vacuum. 5 Vacuum 6 Teflon Seal 7 Tube without Applied Vacuum 8 Teeth 9 Removal Grips (Not Shown). - PowerPoint PPT Presentation
Transcript of TEAM 9: ARTEX KNITTING

TEAM 9: ARTEX KNITTINGUD Senior Design 2005
Post Production
Hand Alignment
Knitting Machine Turning Machine Sewing Machine
Turning Machine:
Concept Validation:
Project Transition:
Concepts:
Validation Experiments
• Validated Teflon Seal with Anemometer Testing
• Tested All Variables on Long Machine
• Tested with PLC Code and Teflon Seal on Short Machine
Testing Results
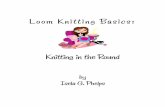
Knit Hat Making Process:Current Process: ~90% hats misaligned Requires six hat alignersImplemented Process: ~20% hats misaligned Requires two hat aligners
Teflon Seal
Teeth
Program Logic Controller
Proven to eliminate vacuum leak.
With Seal
C 9.0 1.8E 9.4 1.3
Machine Input Air Flow (m/s)
Output Air Flow (m/s)
A 9.1 0D 13.1 0.2
MachineInput
Air Flow (m/s)Output
Air Flow (m/s)
Without Seal
Purpose:
• Prevent material from slipping
• Reduce crumpled interior layer
•Reprogrammed Grips
Holds fabric longer to prevent slipping
• Reprogrammed Encoder
Changed zero point to prevent skipping due to the machine’s vibrations
• Deliver drawing package to Artex Knitting
• Deliver un-crumpling concepts to Artex Knitting for further development
• Implementation of designs by Artex Knitting
• Relocation of workers from hat aligning to other tasks
Benefits:
Sponsor:
Louis Gerbarg
Advisor:
Nate Cloud
Team Members:
Jose Caba, Andrew Forester,
Courtney Herbein, and Aaron Wolff
Project Goal:Improve the productivity of the knit hat making process by relocating workers from hand aligning and de-crumpling hats to other jobs on the assembly floor.
Subsystems:• Encoder: Skips and miscounts length of material
• Grips and Tube Exterior: Contributes to material slipping
• Tube Interior: Contributes to crumpled hat interior
• Vacuum Chamber: Vacuum leaks to removal side
Concept Validation: Long Machine
31.25
12.50
23.33
41.94 41.38 41.67
51.72
78.13
0
10
20
30
40
50
60
70
80
90
No Modifications Teeth PLC Code Teflon Seal PLC Code andTeeth
Teflon Seal andPLC Code
Teflon Seal andTeeth
Everything
% W
ith
in T
ole
ran
ce
Long Machine: 78% within Tolerance
02
3
4 5
6 7
81
0 Feeding Rollers/Encoder (Not Shown)
1 PLC Code
2 Knife
3 Application Grips
4 Tube with Applied Vacuum
5 Vacuum
6 Teflon Seal
7 Tube without Applied Vacuum
8 Teeth
9 Removal Grips (Not Shown)
• Increase efficiency
• Reduce number of workers needed to align hats from 6 to 2
• Savings up to $30,000 per relocated worker
9


![400 Knitting Stitches Great Stitch Patterns[Team Nanban][TPB]](https://static.fdocuments.in/doc/165x107/544d158eb1af9fee168b48a5/400-knitting-stitches-great-stitch-patternsteam-nanbantpb.jpg)









![Elt Artex Manual[1]](https://static.fdocuments.in/doc/165x107/5571f85c49795991698d4105/elt-artex-manual1.jpg)