
“Taming Nitrogen” Industrialisation of Diazomethane - … · “Taming Nitrogen”...
57
PHOENIX CHEMICALS “Taming Nitrogen” Industrialisation of Diazomethane - The Application of Flow Technology Towards Hazardous Chemistry Presented to RSC – Elements of Success Conference 14-15th June 2006 Lee Proctor Phoenix Chemicals Ltd.
Transcript of “Taming Nitrogen” Industrialisation of Diazomethane - … · “Taming Nitrogen”...

PHOENIXCHEMICALS
“Taming Nitrogen”
Industrialisation of Diazomethane -
The Application of Flow Technology Towards
Hazardous Chemistry
Presented to
RSC – Elements of Success Conference
14-15th June 2006
Lee Proctor
Phoenix Chemicals Ltd.

PHOENIXCHEMICALS
Presentation Summary
• Introduction to Phoenix Chemicals
• Introduction to continuous processing
• “Taming nitrogen” – the diazomethane story

PHOENIXCHEMICALS
Introduction to Phoenix

PHOENIXCHEMICALS
Phoenix Chemicals
• Formed in 1991
- engineered solutions to chemical synthesis
• 85 Employees
• Located in NW England
• Customers 100% pharmaceutical

PHOENIXCHEMICALS
Business Model
Technology based company specialising in continuous processing
Develop Technology
Out-licenceApply to
Fine Chemical
Manufacture
‘Sale’ of
Equipment

PHOENIXCHEMICALS
Strengths
• Global leader in developing and utilising continuous technology
to manufacture pharmaceutical intermediates
• Our technology is diverse, economic, sustainable and delivers
high quality products on demand

PHOENIXCHEMICALS
Introduction to Continuous Processing

PHOENIXCHEMICALS
Traditional Chemical Manufacture
Stirred
tanks
16th Century technology for retrieving gold from ore

PHOENIXCHEMICALS
Today’s Laboratory Chemists
Stirred tank vessels

PHOENIXCHEMICALS The Continuous Approach
Conventional Batch
Reactor
Plug Flow Continuous
Reactor
PI

PHOENIXCHEMICALS
Advantages of Continuous Processing
• Concentration of reactants/product/intermediates is constant
• Reaction rates can be optimised to maximise throughput
• Low inventory of hazardous materials
• Low-cost plant allowing full containment
• Remote automated plant control
• Continuous monitoring of all process flows and temperatures
• Continuous on-line monitoring of process streams
• Improved product consistency
• Reduced cross-contamination
• Reduced waste
• Reduced environmental emissions
• Reduced energy consumption

PHOENIXCHEMICALS Why Consider
Continuous Processing?
• Oil Industry
• largely continuous processing
• highly efficient
• < 1% output is waste
• Fine Chemical Industry
• largely batch processing
• highly inefficient
• 1mt output produces >25mt waste
• Effect of legislation and competition
• Increasing legislation – eg REACH, IPPC
• Increasing competition – China, India
NEED MORE EFFICIENT AND SUSTAINABLE
MANUFACTURING TECHNOLOGY

PHOENIXCHEMICALS
Continuous Processing
Suitable Chemistry
• Fast energetic reactions are ideal
• Gas liquid reactions
• Reactions involving toxic reactants/intermediates
• Reactions requiring careful process control to achieve high
chemical yield and selectivity
• Hazardous reactions involving unstable intermediates
• Reactions limited by heat transfer
Nearly all chemical reactions

PHOENIXCHEMICALS
Manufacturing Route Selection
TRADITIONAL APPROACH PHOENIX APPROACH
Design suitable plantAvailable plant ?
(batch)
Best chemical
synthesisSuitable chemical
synthesis

PHOENIXCHEMICALS
“Taming Nitrogen”
The Diazomethane Story

PHOENIXCHEMICALS
Diazomethane Chemistry
CH2N2
R OH
O
RN
ON
HX
RX
O
RO
ORR
X
OH
R
O
ROR
O
Acid Diazoketone Halomethylketone
Wolff Rearrangement
Homologated Acid
Reduction Substitution
Halomethylalcohols
Epoxides

PHOENIXCHEMICALS
Diazomethane Chemistry
R
R
R
R N
N
CH2N2
-N2
R
R
isomerise
R
R NH
N

PHOENIXCHEMICALS
Industrialization of Diazomethane
Nelfinavir (Pfizer, Roche)
Saquinavir (Roche)
Amprenavir (GSK)
Atazanavir (BMS)
TMC114 (J&J)
PHN
R
O
PHN
R
OH
Cl
R = SPh
P = Cbz-
R = Ph
P = Boc-
PHN
R
O
R = Ph
P = Boc-

PHOENIXCHEMICALS
Synthetic Route
PHN CO2H
R
PHN
R
O
O
O
OEt
PHN
R
O
CHN2
PHN
R
O
Cl
CH2N2 (DAM)
Diazald®
Stage 1
Stage 3
Stage 4
Stage 2
Protected amino acid Mixed Anhydride (MA) Diazoketone (DAK)
Chloroketone(CK)

PHOENIXCHEMICALS
Synthetic Route
PHN
R
Cl
O
PHN
R
OH
Cl
(2R,3S) Chloroalcohol
PHN
R
O
(2R,3S) Epoxide
PHN
R
OH
Cl
(2S,3S) Chloroalcohol
PHN
R
O
(2S,3S) Epoxide

PHOENIXCHEMICALS
Project Aims
• Develop process technology capable of making >200mt
of CK products per annum :
• This requires:
- Handling unstable intermediates
- Generating >60mt diazomethane
• Safe, non-flammable system
• Continuous system

PHOENIXCHEMICALS
The Process and its Development

PHOENIXCHEMICALS

PHOENIXCHEMICALS
Solvent Store

PHOENIXCHEMICALS
Mixer Area
upper floor

PHOENIXCHEMICALS
Mixer Area
ground floor

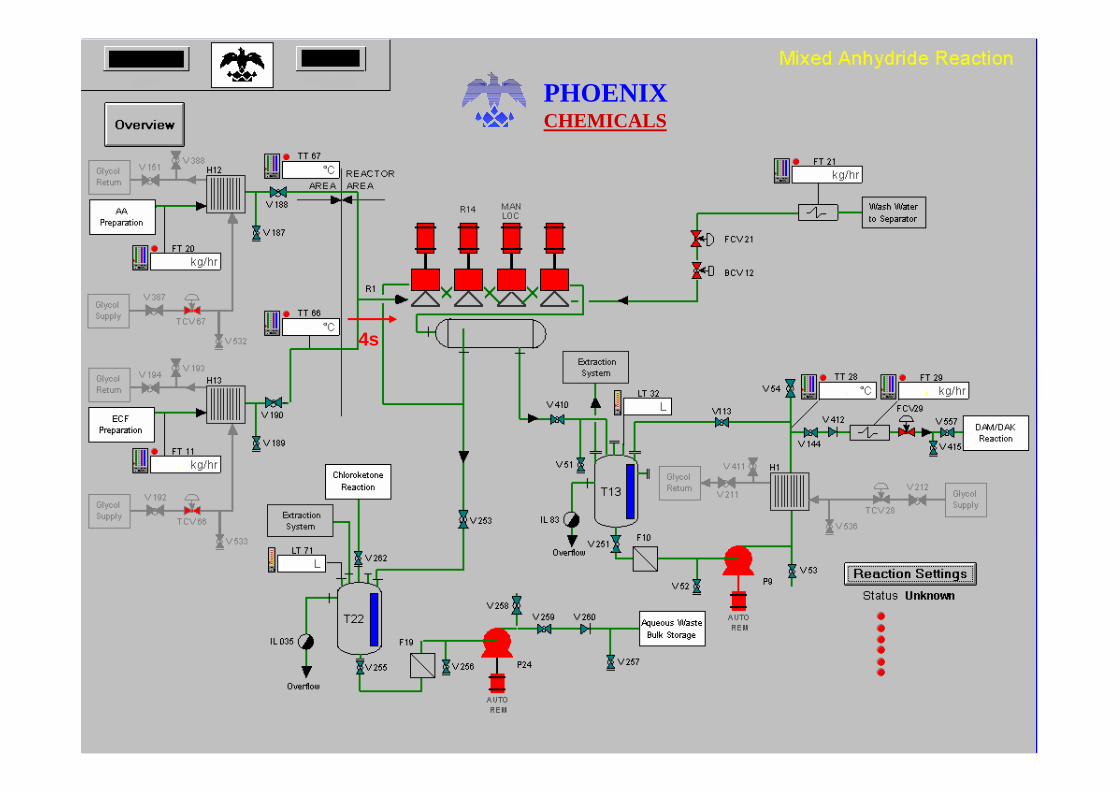
PHOENIXCHEMICALS Stage 1
Mixed anhydride
PHN CO2H
RNMM
PHN
R
O
O
O
OEtPHN
R
O
O
O
OEtECF/MDC, 0°C
+ NMM.HCl
Water wash
Phase Separate
• Yield >98%
• Conditions 4 seconds / 5-10°C
• By-product NMM.HCl
- high velocities prevent blocking
- removed by countercurrent extraction with water
• Stability Stable
- No decomposition or racemisation
PHOENIXCHEMICALS
4s

PHOENIXCHEMICALS MA Reactor
MA mixer tee
Centrifugal
extractors
Residence tube
PHOENIXCHEMICALS
Stage 2
Diazomethane Introduction
• Highly toxic and explosive gas (bpt. = -23°C)
• Explosive properties:
LEL has not been reported in the literature
“5mm of DAM in nitrogen can explode at ambient”
Widely reported that explosive decomposition can occur
in the presence of ground glass joints, rough surfaces,
metals, metal salts and exposure to light

PHOENIXCHEMICALS
Diazomethane

PHOENIXCHEMICALS
Diazomethane
PHOENIXCHEMICALS
Diazomethane
Methods of Manufacture
Examples:
• Aldrich Diazald® kit - generates up to 300mmol DAM in ether (1)
• Large scale batch manufacture - Aerojet-General Corporation (2)
Methodology/Limitations:
• Procedures generate DAM solutions using volatile/flammable solvents
• Reactions are bi-phasic and require PTC to achieve high yields
• Distillation of DAM solutions is required
(1) Black Aldrichchimica Acta 16(1) 3-10 (1983)
(2) US patent 5,817,778
PHOENIXCHEMICALS
Phoenix’ Diazomethane Process
Design Aims
• Non-flammable system
• Continuous process to minimize hazard
• “Purify” DAM before carrying out subsequent chemistry
• Define the safe operating envelope by determining the LEL
• Carry out full scale explosion testing on the final reactor design
• Develop methods for continually monitoring the concentration of DAM

Phoenix’
Diazomethane – Process
(GB2357501)
PHOENIXCHEMICALS
N2
Drain
Diazald/DMSOKOH/water
CH2N2/N2
S
O
O
N
NO
CH3H3C CH2N2
KOH/H2O
DMSOSOK
O
O
H3C+

PHOENIXCHEMICALS
Phoenix Diazomethane
Process Advantages
• Homogenous/single-phase reaction mixture
• Rapid reaction generating DAM in high yield (>95%) without
the need for PTC
• High purity DAM produced essentially free of solvents
• Non-flammable and low-volatility solvent system
• The reactor is simple and has no moving parts and therefore no
moving seals
• Safe operating envelope defined by determination of the LEL

PHOENIXCHEMICALS
LEL Testing (1)
Experiment Design
Spark gapPneumatic valve
Pressure gauge 2 Pressure gauge 1
0.5m 0.235m Gas flow in
(1) Testing carried out in conjunction with Centre for Explosion Studies - University of Wales Aberystwyth

0
1
2
3
4
5
6
7
8
0 1 2 3 4 5 6 7
P1 Max (psi)
P2 Max (psi)
LEL = 3.9% (v/v)
P Max Air
% DAM in Air
Ma
xP
ressure
Ri s
e(p
si )
PHOENIXCHEMICALS
Lower Explosive Limit (Air)

PHOENIXCHEMICALS
Explosive Limit (Nitrogen)
0
0.2
0.4
0.6
0.8
1
1.2
0 5 10 15 20 25 30
P1 Max (psi)
P2 Max (psi)
P Max Nitrogen
% DAM in Nitrogen
Max P
ressure
Ris
e (
psi) Explosive Limit = 14.7% (v/v)

PHOENIXCHEMICALS
Reactor Testing (1)
• 17% DAM/Air Explosion propagated into 1L Pilot reactor
equipped with a full bore 2 bar bursting disk
Peak pressure = 3.45bar before disk failure
• Full scale testing on 160L reactor using mimic gas (7% ethylene/air)
Reactor equipped with a full-bore 3.4bar bursting disk
Peak pressure = 3.57bar before disk failure (Rate = 35.7bar/s)
(1) Testing carried out in conjunction with Centre for Explosion Studies - University of Wales Aberystwyth

PHOENIXCHEMICALS
Reactor Testing

PHOENIXCHEMICALS
Production
• Continuous monitoring of gas-phase DAM concentration is
linked to plant control system
• Maximum DAM inventory <80g at full scale production rate
• Personnel monitoring of DAM levels <0.2ppm
• Thoroughly investigated the stability of Diazald®, defined shipping and
handling characteristics (1)
• Full-scale DAM plant has been in operation for over 6 years
(1) In conjunction with Chilworth Technology Ltd.

PHOENIXCHEMICALS Stage 3
Diazoketone
PHN
R
O
O
O
OEt
PHN
R
O
CHN2
MeO
O
OEt
PHN
R
O
OMe
+
2 x CH2N2
• Yield >98%
• Conditions 5-10°C / 4 minutes
• By-products carbonate (1 Eq.) / methyl ester (<1% HPLC area)

Process IR-MP
PHOENIXCHEMICALS
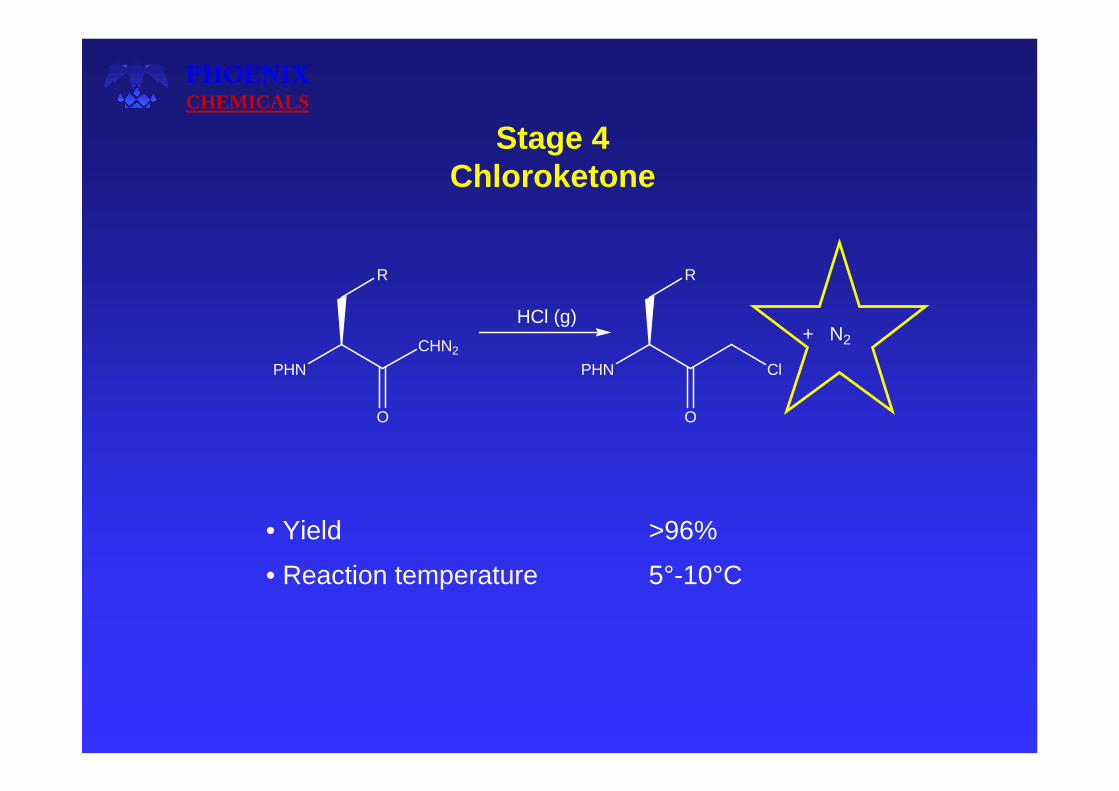
Stage 4
Chloroketone
PHN
R
O
CHN2
PHN
R
O
Cl
+ N2
HCl (g)
• Yield >96%
• Reaction temperature 5°-10°C

PHOENIXCHEMICALS
Process IR-MP

PHOENIXCHEMICALS Stages 1, 3 and 4
PAT Monitoring by FT-IR

PHOENIXCHEMICALS
On-Line PAT using FT-IR
Diazoketone
Mixed anhydride

PHOENIXCHEMICALS
Continuous Evaporator
& Environmental abatement

PHOENIXCHEMICALS Phase I & II
Process Operation

PHOENIXCHEMICALS
Downstream Process
(2S,3S-chloroalcohol)
PHN
R
OH
Cl
(2S,3S) Chloroalcohol
PHN
R
Cl
O
Achiral reduction
Chloroalcohol
• Yield >80%
• Purity >98%
• Selectivity >99:1 (SS:RS)

PHOENIXCHEMICALS
Downstream Process
(2R,3S-chloroalcohol)
PHN
R
OH
ClPHN
R
Cl
O
Cat* / solvent
Novel chiral transfer hydrogenation technology accesses
other diastereoisomer with a de >97%

PHOENIXCHEMICALS
PHOENIXCHEMICALS
Downstream Process
(Epoxidation)
PHN
R
O
PHN
R
Cl
OH
Epoxidation under PTC conditions
Epoxide
• Yield >90-95%
• Purity >99%
• Selectivity >99:1 (>98%de)

PHOENIXCHEMICALS
Summary
• The plant can produce 200mt of chloroketone per annum
• To achieve this the plant produces over 60mt of diazomethane per annum.
• Continuous processing technology ensures the maximuminventory of diazomethane at full the scale production rate is <80g
• Chloroalcohol and Epoxide Intermediates are produced in high yield and high puritywithout the need for any additional purification

PHOENIXCHEMICALS
4 Continuous Steps “In One”
PROTECTED AMINO ACID
MIXED ANHYDRIDE
CHLOROKETONE
CHLOROALCOHOL
DIAZOKETONE
DIAZOMETHANE
4 seconds
240 seconds
9 seconds
10 seconds
YIELD >90%
EPOXIDE
PHOENIX PRODUCTS2 BATCH STEPS
- PHASE II 12 hrs
16 hrs

PHOENIXCHEMICALS
Continuous processing and flow technology
is the future of fine chemical and pharmaceutical manufacturing
Phoenix is recognised as a world leader
in developing and successfully applying this technology

PHOENIXCHEMICALS
Change your thinking …
…improve your chemistry


















