Tamarack Area Facilities, Task 3 – Phase 2 Report, Historical …€¦ · conveyor, and the...
16
Engineering and Mining Journal-Press Vol. 117, No. 7 by swinging a suction elbow through 180 deg., one The building itself is 122x431 ft. and contains 64 pump could be replaced by the other. Delays have been Hardinge mills, 8 ft. x 18 in., driven individually by so infrequent, however, that such changing of parts 40-hp. motors connected by means of flexible couplings as is necessary can be done during the regular six- to herringbone pinions driving corresponding her- hour shutdown once a week, so that only a single pump ringbone gears. Each mill revolves at 26 r.p.m., is lined has been necessary. This pump has a 12-in. suction with either Belgian silex or domestic quartzite, and and discharge, is split horizontally and lined through- uses flint pebbles for the grinding medium. The conical out. The impeller, is 40 in. in diameter, running 375 mills were among the first built by by the Hardinge r.p.m. direct connected to a 200-hp. motor. The Company and are low in capacity. At a corre ponding discharge of this pump goes into a large receiving box plant now being built for the Tamarack and, Hardinge fitted with an overflow for the excess water, and as mills are being used as before, but they have a cylin- this water carries considerable fine sand it is returned drical length of 6 ft. instead of 18 in., are driven with · to the storage pool. Circulation of water is very useful 100-hp. mo and give about three times the capacity in winter, as the agitation caused thereby aids in keep- of the shor ill. These conical mills and motor are ing the pool free from ice. The receiving box is pro- carried on a structural steel framework or floor about vided with four openings, gate controlled, through 12 ft. above the Wilfley table floor. The mill are in which the sand and water flow to stationary screens two rows of thirty-two each and are erved by a fifteen- with H-in. diameter openings. These screens are for ton traveling crane which can pick up a full mi1). All the purpose of removing the finer particles of rubbish. relining is done at the end of the plant, where pier are The undersize of these stationary screens is fed to provided for this purpose. By the use of two extra two double drag-classifiers; each fitted with two 20-in. mills it is usually possible to take a worn-out mill and · b.elts,. these belts being provided with 6x4-in. angle replace it within an hour by a newly lined spare. The mills are fed by a gate in the overhead launder Cents per Ton handled by a · from the conical-mill floor. The 10 . 20 • 40 50 70 80 90 I I I I I I I I material cut out 'in this manner is run into a dewater- JDredge/Shol"6 Pkrnf ing box, from · which a plug discharges the thickened , J.915 t I lhgnndtng Pkmt I product into the feed scoop of the conical mill. The 191o ·. " r.· ', . discharge of the' mill is run into a distributing launder I Planf 1 .. _ / .. and fed directly ' to Wilfley tables, the product of two 1917 4 .. .. . l I - , I - mills going .to five Wilfley . The concentrates from -.........-......... the WilfleY.S a e reconcentrated on other tables, and the • ' 1918 -I I I I final is pumped into el vated bins for . t9.i9 I. ./ I t --- '· a · d fed by gravity into concentrate --=" . cars. I ./ - Plant 2 Table WiiddHngs are returned to the conical mills 1920 I ! I - ....._, - 1 . -1 for finer grinding_ . The tailing from the Wilfley table -------- I I I I 'joins the. fine · product from t e drag-belt in the hore 19?.1 3' / plant, and thi mbined material is pumped by means 1922 4 tl. I II " of a .16-in: .. centrifugal pump to a classifying section Admtmsfratton .. (Not kfe.t sen.araf9/y pmtr fo /920) ·I]. the acll' · plant where sand for is sep- · • I Sf()(rfed Jvly !9/i Z otarfed Sept 1919 i 3 3 ffonths 4 911onfhs out fr m the slime for flotation. . Fig. 1,.-Recla:tnrition plant .. 1915 to date SPECIAL CONSIDERATIONS GOVERN GRINDING PRACTICE This regrindfng plant has a capacity o.f about 3,000 _irons, · 24 in.' long, as drags. The discharged t>i'oduct tons per twenty-four hours. The capacity per mill is of drag is fed by chutes to a 2 :.in .• low . and tne grinding efficiency i not th be t, but conveyor, and the overflow, after dewaterfrlg, is . efforts to improve conditiops have not been ucce sful. pumped directly to the same sand- and slitne-classi · ing All grinding is single-pass, which would not eem to be system that takes also the. tailip.g of· the egrind- according to best practice, but such experimentation ing . . as has been done with closed-circuit grinding on native The cost of operation of tnis plant for 1923 was copper ores, both in this plant and in other ections 2.47c. per ton, including conveyor deiivery to the of the district, q,as not met with great succ ss. A regrinding plant. Of this cost · 45 per cent was for little thought as to the difference betw en nativ copper labor, . 30 per cent for · p(1Wer, and _ 25 per cent for sup- with its flat metallic particles compared to more <;hiefly pump parts and pipe. · friable crystalline ores met with in other metallurgical 3. Regrinding Plant-The material .treated in the re- . fields will be enlightening. With ordinary ores, in grinding plant is t · coarse sand · out by the closed-circuit work the particle finally overflow the d.rag-belts in the s ore p)ant and fed to the top of · classifier or pass through a screen of the size adopted the plant by means ·of a . belt conveyor. This belt and thus are ready for further metallurgical treatment. conveyor is 275 ft. between centers, runs at a speed On native copper ores, however, the very particles of 500 ft. per minuie, and lrias an inclination of 2! in. which are to be eliminated from the circuit as soon as to the foot. It discharges into a receiving bin, which has possible are the ones that resist comminution. The storage to supply the mills for about thirty result is that the native copper builds up in the circuit minutes. In the bottom of this receiving bin are dis- ·to an alarming extent-so much so, in fact, that the openings, from which the relatively dry sand is abrasive loss due to the sliming of this concentrated run at a uniform rate and fed by means of wat'er copper becomes a serious question in subsequent treat- jets into. launders running down either side of the ment,.particularly as flotation recovery is not so satis- plant and discharging into dewatering boxes for feeding factory as it might be. the conical mills. The use of steel liners and balls also comes to mind, 358
Transcript of Tamarack Area Facilities, Task 3 – Phase 2 Report, Historical …€¦ · conveyor, and the...

Engineering and Mining Journal-Press Vol. 117, No. 7
by swinging a suction elbow through 180 deg., one The building itself is 122x431 ft. and contains 64 pump could be replaced by the other. Delays have been Hardinge mills, 8 ft. x 18 in., driven individually by so infrequent, however, that such changing of parts 40-hp. motors connected by means of flexible couplings as is necessary can be done during the regular six to herringbone pinions driving corresponding herhour shutdown once a week, so that only a single pump ringbone gears. Each mill revolves at 26 r.p.m., is lined has been necessary. This pump has a 12-in. suction with either Belgian silex or domestic quartzite, and and discharge, is split horizontally and lined through uses flint pebbles for the grinding medium. The conical out. The impeller, is 40 in. in diameter, running 375 mills were among the first built by by the Hardinge r.p.m. direct connected to a 200-hp. motor. The Company and are low in capacity. At a corre ponding discharge of this pump goes into a large receiving box plant now being built for the Tamarack and, Hardinge fitted with an overflow for the excess water, and as mills are being used as before, but they have a cylinthis water carries considerable fine sand it is returned drical length of 6 ft. instead of 18 in., are driven with · to the storage pool. Circulation of water is very useful 100-hp. mo and give about three times the capacity in winter, as the agitation caused thereby aids in keep of the shor ill. These conical mills and motor are ing the pool free from ice. The receiving box is pro carried on a structural steel framework or floor about vided with four openings, gate controlled, through 12 ft. above the Wilfley table floor. The mill are in which the sand and water flow to stationary screens two rows of thirty-two each and are erved by a fifteenwith H-in. diameter openings. These screens are for ton traveling crane which can pick up a full mi1). All the purpose of removing the finer particles of rubbish. relining is done at the end of the plant, where pier are The undersize of these stationary screens is fed to provided for this purpose. By the use of two extra two double drag-classifiers; each fitted with two 20-in. mills it is usually possible to take a worn-out mill and
· b.elts,. these belts being provided with 6x4-in. angle replace it within an hour by a newly lined spare. The mills are fed by a gate in the overhead launder
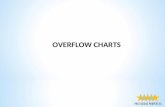
Cents per Ton handled by a · 1e~er from the conical-mill floor. The 10 . 20 • 40 50 70 80 90 I I I I I I I I material cut out 'in this manner is run into a dewater
JDredge/Shol"6 Pkrnf ing box, from · which a plug discharges the thickened , J.915 t I ~ lhgnndtng Pkmt I product into the feed scoop of the conical mill. The
191o ·." r.· ', . discharge of the' mill is run into a distributing launder I .-~--Leaching Planf
1 .. _/ ..
and fed directly ' to Wilfley tables, the product of two 1917 4 .. .. ~. , . l I - , I - mills going .to five Wilfley . The concentrates from
-.........-......... the WilfleY.S a e reconcentrated on other tables, and the • ' 1918 -I I I I final conc~ntrl\-te is pumped into el vated bins for
. t9.i9 I. ./ I t --- '· H~rRofafion dewaterin~, ' a · d fed by gravity into concentrate
--=" . cars. I
./
-Plant 2 Table WiiddHngs are returned to the conical mills
1920 I ! I
-....._, - 1
. -1 for finer grinding_. The tailing from the Wilfley table --------I I I I 'joins the. fine · product from t e drag-belt in the hore 19?.1
3 ' / plant, and thi mbined material is pumped by means 1922 4 tl. I ~ II " of a .16-in: .. centrifugal pump to a classifying section
Admtmsfratton .. ~Geneml (Not kfe.t sen.araf9/y pmtr fo /920) ·I]. the acll' · plant where sand for !~aching is sep- ·
• I Sf()(rfed Jvly !9/i Z otarfed Sept 1919 i
3 3 ffonths 4 911onfhs a~ted out fr m the slime for flotation. .
Fig. 1,.-Recla:tnrition plant .. ~osts, 1915 to date SPECIAL CONSIDERATIONS GOVERN GRINDING PRACTICE
This regrindfng plant has a capacity o.f about 3,000 _irons, · 24 in.' long, as drags. The discharged t>i'oduct tons per twenty-four hours. The capacity per mill is of the~e drag . ~elts is fed by chutes to a 2 :.in . • ~elt low . and tne grinding efficiency i not th be t, but conveyor, and the overflow, after .suitabl~ dewaterfrlg, is . efforts to improve conditiops have not been ucce sful. pumped directly to the same sand- and slitne-classi · ing All grinding is single-pass, which would not eem to be system that takes also the. tailip.g of · the egrind- according to best practice, but such experimentation ing ~lant. . . as has been done with closed-circuit grinding on native
The cost of operation of tnis plant for 1923 was copper ores, both in this plant and in other ections 2.47c. per ton, including b~lt conveyor deiivery to the of the district, q,as not met with great succ ss. A regrinding plant. Of this cost ·45 per cent was for little thought as to the difference betw en nativ copper labor, . 30 per cent for ·p(1Wer, and _25 per cent for sup- o~e with its flat metallic particles compared to more plies~ <;hiefly pump r~pair parts and pipe. · friable crystalline ores met with in other metallurgical
3. Regrinding Plant-The material .treated in the re- . fields will be enlightening. With ordinary ores, in grinding plant is t · coarse sand · ~lassified out by the closed-circuit work the particle finally overflow the d.rag-belts in the s ore p)ant and fed to the top of · classifier or pass through a screen of the size adopted the plant by means ·of a . belt conveyor. This belt and thus are ready for further metallurgical treatment. conveyor is 275 ft. between centers, runs at a speed On native copper ores, however, the very particles of 500 ft. per minuie, and lrias an inclination of 2! in. which are to be eliminated from the circuit as soon as to the foot. It discharges into a receiving bin, which has possible are the ones that resist comminution. The sufficien~ , storage to supply the mills for about thirty result is that the native copper builds up in the circuit minutes. In the bottom of this receiving bin are dis- ·to an alarming extent-so much so, in fact, that the ~barge openings, from which the relatively dry sand is abrasive loss due to the sliming of this concentrated run at a uniform rate and fed by means of wat'er copper becomes a serious question in subsequent treatjets into. launders running down either side of the ment, . particularly as flotation recovery is not so sa tisplant and discharging into dewatering boxes for feeding factory as it might be. the conical mills. The use of steel liners and balls also comes to mind,
358

359
February 16, 1924 Engineering and Mining Journal-Pre s 283
Leaching plant, howing "V" settling tank , Dorr quadruplex clas ifi r, and l aching tanks w 'th ·covers in place. Color d lights against column 'n jo1· ground t'3:t;xpyi~p; . ncfdi' i~ibt~ ti ' ~{ .'.'.'. ·.::::::::::::::::: :: ::::::::: :: :
I 82 I 86
Grinding ........ . ... . .....................
:: ::: : : : . ...
: . ..
:: .. . ...
.:: . . . . . . ..
i; . 2S 27 a1·e signals fiash d from plant to plant to how
~~~:~~F6:::::: :.::. l ad condition .
,i_ 4. 00 c lloid . A chara t ri tic izing of the feed and tailing Total . .. .. .... .. . .. . ...... . ....... ... ... . ...... . . . .. .. .. . .. . 32 . 95 f thi plant with a ays f given b low:
Metallurgical results for the same year follow: P r nt A 11yFe d, A y T iling, T tal PPr n P r nt Per Cent
Mrtt rill! J PP r opp r R cov ry n 28m b .. . .. .. 2. 3 0 . 561 0 . 283 49.6 11 48 m h . .. .... II . 4 0 . 499 0 . 140 71.9 n I 00 m . h .... ... 39 . 0 0 466 0 . 0 9 18. 8 n 200 m h .. . ... •. 29 . 4 0 . 4S4 0. 092 79.7
Throuah 200 m h . . . . . 17 . 9 0 . 966 0 . 139 8S .6 T tnl. . ... .... .. .. .. .. 100.0 0.558 0. Ill 80. I
TIME OF LEA HI G NOW ED CED
As at pr ent in tall d, th I aching plant ha ixt n leaching tank in tw r w of eight each, ach tank having a capacity of 1,000 ton of nd. Originally the cycle wa four day in I ng h, but chang s in strength of 1 aching olution and plant improvem nt have cut thi down to a low a forty- ight hour which would permit of a tonna e of 8,000 ton twenty-four hour .
The mat rial nt ring thi plant con i t of a mbination of the fine mat rial cl ifi d out by th dr g belts at the hor plant, f th tailin o th r rinding plant, and the current fin tailin from th tamp mills. A thi material nt r th plant it i I d int sixteen "V" hap d ttlin tank a h 19! ft. I n , 101 ft. wide, and 6! ft. d p. Th ov rflow rom h settling tank contain upward of 96 p r c nt minus-200-mesh material. The thick n d product from th tanks is drawn off by mean of plu to i ht quad-ruplex Dorr clas ifi rs the slime ov rflow f which join the original overflow from the "V" tank aft r thi kening and is treated by flotation. Thi ov rftow eontains about 93 p r cent minu -200-m h material. The sand di charge from the la ifi r i treat d by leaching, and although it contain about 15 p r cent of minus-200-mesb product, is comparatively free from Flotation plant, showing Minerals Separation machines
'

360
284 Engineering and Mining Journal-Press Vol. 117, No. 7
life of the plant has been approximately ?! lb. per ton oil added as required for frothing. Special flotation of sand treated. reagents have shown no ad.vantage over the oils men
The c1assification between leaching -and flotation tioned. Neither heat nor acid is found necessary, and slime, obtained by the Dorr classifiers, has been very the consumption of oil is about 1 ~. lb. per ton of slime satisfactory. The quadruplex classifier has given a treated. capacity as high as 1,100 tons of sand actually delivered The plant is very compact and efficiently operated, in twenty-four hours, and it is not sensitive to fluctua two men only being required for shift ·work. The tions of foac;L When working at this capacity the per extraction is low, about 65 per cent, but native copper centage of plus-200-mesh material in the overflow does not float so readily as the sulphide, and little that increases and the Dorr thickeners give considerable is coarser than 200 mes is l;'ecovered. A characteristic
. difficulty, but the classification for leaching is at all sizing of feed and tailing is as follows: time.s satisfact9ry.
}·
Per Cent Feed A say, T aili n Assay,
The cost of this leaching operation for 1923 in cents Total P r C~>nt Per Crnt Per Ce'nt Matorial Copper Copp r Recovery •
per ton follows : · On 200 mesh . . 5. 97 0. ~ 89 0 . 243 15 . 90 . Through 200 mesh . 94 . 03 0 . 516 0 ' 157 69 . 60
General expense ...... • ... ... .' .. : ... 5. 09 Total. ... ....... . 100 . 00 0 . 502 0 . 162 67 . 80 Sand r;lassification iiJlti distributio~ , 3. 4Q T <Ja~hmg .. . . . . . . . .. . . . 13 .93 Distillatron . . .. • . .... . 11 . 73 The cost of flotation, in cents per ton, for 1923, wJth
Total .......... . .. .• .':. ...... . . ...... • , .. 34 -24 metallurgical data; follows: Ammonia (~rloluded !n ~~ove~ . _ . 8. 68 Gener~l expense . · .... . . . ........ . .... .. . 2. 78
The metallo/giC_al results' for 1923 were: Slime conveying and distribution ....... . . 2 . 80 Flotation . ... . . . . .. ...... . . .... . ..... . .... . 5 47
Tons treated . ... : .... . ... .. . . . ; . ; . . I ,664,1.JO Royalt.y . . . . .. . . . ... .....•.... . .. . 4. 49 A~say feed , per cent copper . . . . 0 5'T 3,
T o a!. . . 15 . 54 • Assay tai.~ngs , per cent copn.,er . , . · · · · · gi ~ ~~ - ~~a:dd~~~efi(;drc~~~e~0~~ciir ·. •. ·. ~ ·. ·.· .' .· .'. ' . : : :, :: ; . . : :·.; :;•;~~ ·:,: ·. : : 1.1,625g,000 :; leed to ma.c:hines, pe~ cent copper . . . 0 . 453
. Tailing of machines, per cent copper ...... . . . Poun s copper per t.on san -~ . . ... . . . . . . . . . . . . . . . . . . . . . . . . , 9 0 . 164 Recove:r:y, per cent ....... . .. : .... .. , . ... : . . . .. : . . ..... .. . . 7 ~~~d~t;:J~~l~~;;~:. co~ 28 . 58 p-er : : : : : : : : : : : : : : ............ . Cost
5: per ~upa cop ,Per, excluding smelting and sell'ing cents . . . . . . 2,135,500 4. 18
Pounds copper per ton slime . . .. . ." . . . . . . . . . . . ..... .. ...... • • . 5. 76
Flotation Plant~The feed to . the ·flotation pia 't .' Recovery, per cent .. .. .. .. .. .. . .. · . . 63 . 89 Cost per pound, excluding smelting and ell ing, ents . .. ... . 2. 70
consist~ of the overflow of the "V~' tanks mentioned 'aboye and of the· DOl'r classifiers.· -~.t .i·s very dilpte and:~ SUMMARY OF RESULTS
subject· to w.ide ft'uctuations in quanfity an~ accordingly The details of operatipq • of the various plants as in dilution. The Dorr thickeners d~ ·not respond readily given above are for the individual units, and the costs to fluctuations ' in feed, . and overloading, with its and metallurgical data for the leaching and flotation
· • attendant difficulties, is frequent and a source of ineffi- plants include · figures pertaining to current stamp-mill cient operation. , · ' .. . , · .. : . product treated in those plants. The portion of the
. The plant comp~ises settling ·units consisting of product from these plants to be credited to current twelve three-tr-ay Dorr · •thickeners ·with diaphragm mine production is arrived at by difference of assay of · · pumps, four 16-cell 24-in. impeller •Minerals Separation feed and ta\ling. All material is treated finally by flotation machines, a 25-ft. Bar · thickener for concen leaching or flotation, and as the leaching is a batch . trates, · an 8x8-ft. Oliver filter, and the necessary inci- ot>era ion, each tank conta 'ning 1,000 tons, the weight dental pumps and compressor: , f this product' is accurately determined. The weight '
T-he thickeners are in two rows of six each, with the of material treated by flotation is determined by feed launder in the center and an adjustable gate in sampling, .the difference between feed .and tailing assay, the launder at each machine. ' The first ·eight thick divided into coppeF, recovered, giving the tonnage . . eners · were of the open type, but four more were In addition to the cost of the individual units of the required and these are of the connected type. The reclamation plant as given above, this department bears latter are much heavier in construction and ar superior · its proportion of total administrative costs at mine and for the fluctuating conditions to which they are sub mill based on number of men employed. For 1923 the jected. They show an increased capacity over the open complete cost of this operation in cents per ton of sand type of about one-third, but the best capacity over the treated was as follows: twehty-four hours for the twelve thickeners is about
General administrat ion and misccllancou 1.800 tons. · .. '· 4 . 4
Dredge .. . .. 6 3
The pulp is thickened to a consistency of 'about three Shore plant . . . . . . . . . . .. . . . . ..... . . 2. 5 Regrinding. • . . . ... . . . 16 . 4
parts of water to one of solids and pumped by means Leaching ........ . 25 . I .Fl?tation . . . . . .... .... . . .. . 3. 4
of an 8-in. centrifugal pump to a distributing box 58 . I
.. feeding the four flotation machines. The flotation oils Tong tre~t~>d ... .. . . . ... .. . . 1,743,100
are added at this same pump. The pulp is fed into Assay feed, per cent c pper . . . 0 . 608 Assay tailing, per c~> n t C'lppcr . 0 . 124
the third cell of the machine, and this and the fourth Copper produced, pound . . 16.901 ,200
cell . are used for agitation only. Cells five to sixteen . :rhe total tonnage reclaimed from the beginning of inclusive make middlings, which is retur ed to cells operation up to Jan. 1, 1924, was 7,955,500 tons with a one and two for final concentration, the tailings of copper recovery of 82,102,924 lb., being 10.32 lb. to the these ·joining the original f~ed · at. cell fhree. ·.' A final ton, obtained at an operating cost of 6.32c. per lb. As . ·
· cleaning up o.f .taili,ngs is· made by' a ' series of ir cells these tailing piles were constituted at the beginning following the Minerals Separation machines. of operation they contained 46,683,000 tons of con
For flotath>n a Mixture of variou~ · coal-tar. products glomerate tailing, of which 34,470,000 tons was esti- ·; is found most effective. The mixture at present used mated as available for treatment, with the probabilitiell consists of coal tar from a local gas plant, coal tar ~hat the final figures would exceed this estimate. It creosote ·from the Barrett company, a residual coal tar is evident that this deposit will . constitute a profitable ·• oil from the Semet-Solvay company, and wood creosote operation for many years and an important source of from the · Cleveland-Cliffs company, with a little pine revenue to the Calumet & Hecla Consolidated Copper Co.

361528
CALUMET AND HECLA CONSOLIDATED COPPER COMPANY
FLOTATIat t
FLOTATION was introducedthe Calumet & Hecla in 1918, at whitime the first plant was put in ·opetion to treat the fines from the stamin both the Hecla and Calumet milThe following year the North Flotati
Figure 1. 40 ft. thickeners in north flotation plant, plant was completed and began handlithe slimes from the reground lake saLake Linden. together with that from the mills. Fiyears later two more flotation machiwere added to those originally in tplant and the installation treating tprimary slimes was then shut down.
The Tamarack reclamation plant wput in · operation in 1925 to treat told Tamarack sand. This plant equipped with four 40-ft. diameter thrtray Dorr thickeners and two flotatimachines to handle the slimes. Xanthwas adopted about this time in place the coal tar oils theretofore used.
Three years later the Fahren~ald fltation machine was tried out and adoptfor treating the amygdaloid sands whiwere too coarse for the old standaMinerals Separation machine to keep suspension. Fahrenwald machine's weinstalled at the Ahmeek, Isle Royale, aLake Milling Company mills to treat tfines from the stamp togeth~r with treground jig middling. Last year at tAhmeek mill the practice of regrindiand floating the entire stamp prodwas begun.
CONGLOMERATE FLOTATION PRACTICE
The ores treated in the Calumet Hecla stamp mills are of two very d
Figure 2. Standard minerals separation flotation machines, ferent types, (1) conglomerate and (amygdaloid. The former comes from tnorth flotation: plant, Lake Linden. Calumet conglomerate and the lattfrom the Kearsarge and Osceola amydaloid lodes. The conglomerate ore noted for its hardness and carries large part of its copper in such finedisseminated form that grinding throu200 mesh does not liberate it vethoroughly from the gangue, while the amygdaloid, crushing through mesh is sufficient to give a satisfactoextraction. Curves plated from tscreen analyses of flotation tailings frothese ores show this clearly.
As a consequen~ the conglomeratailings are separated into plus 200 aminus 200 mesh products and only tlater is floated, the coarser sand beileached with ammonia. ..
The north flotation plant handles tconglomerate slimes. The feed is drived mainly from two sources, ( 1) prmary slime from the stamps, (2) seondary slime from the pebble mills the regrinding plants. Most of the later comes from the re~l imed sand froTorch Lake. About , 00 tons per hours of primary sl· e is treated a1,400 tons of reground sand togethwith a highly variable amount of rclaimed tlimt from the lake. T pr
Figure 4. Fahrenwald flotation machines, Ahmeek mill. ............
ON he
By
at ch raps ls. on ng nd ve
nes his he as he is
eeon ate of
oed ch rd in re nd he he he ng uct
& if2) he er gis a
ly gh ry on 48 ry he m
te nd he ng
. he eicin tm 24 nd er ei-.

362
PRA~TI~E type, each consisting of seven cells 3 to settle out, thus preventing choke-up ft. by 4 ft. 6 in. in size, act as scavengers tro-ubles. on the tailing from the Minerals Separa The ores of this district are all more tion machines and make a low grade or less alkaline due to the presence of
Calumet & Hecla middling which returns to the feed considerable lime and no sulfides. Even pump. This operation lowers the tail the lake water has a pH content -of 7%' ings about .01 percent copper, ,although and the water in the flotation feed is with the old coal tar reagents this sav usually about 8, so little alkali is needed. ing was twice as great. The tailing As the lime drops the iron oxide, which flows to a second 8. in. pump which ele the wood creosote tends to float, and also vates it to the tailing bank in Torch decreases the pine oil required, a little
obert M. Haskell* Lake. This flow sheet is shown in fig of it is still used, although more than ure 3. (B. P. 9602). half of the total is added to the thick
The underflow from the concentrate eners to aid in settling the ·slime. The thickener at 60 percent solids is pumped lime is slacked in boiling water at 4 to 1 by means of a · 2 in. pressure diaphragm in an altered form of Pachuca tank with pump to an 8 ft. by 8 ft. Oliver filter. a coarse screen over the bottom, and then
mary slime ·when treated by itself gives The filter cake carrying 13 percent mois diluted to 10 to 1 before use. This gives a decidedly higher tailing and richer con: ture drops through a chute into a 50-ton a very high percentage of lime in soluble centrate than the reground sand ( -200 hopper-bottom concentrate-car for ship- · form. Diaphragm pumps are used for mesh), but treating the combined prod ment to the smelter. lime feeders. uct has given a better final result than · Of all the different xanthates so far The summary of operations at' the handling them separately, partly because tried butyl-xanthate alone has proved North Flotation plant for the year 1930 superior to ethyl-xanthate, but the adthe feed is more steady and uniform in follows: · ditional recovery is hardly enough to quality as well as in quantity. Tons treated .. . ........... 625,760 tons warrant the extra cost of reagent. Po
The secondary slime which is derived Copper recovered ...... . ... 5,427,000 lbs. from the leaching plant classification Assay feed .. . ..... . . , , . . . . .527 tassium-ethyl-xanthate was used at first,
but has, been superseded by sodium-xansystem comes into the plant at a. Assay tailing . . . . . . . . . . . . . .105
d~nsity Assay concentrate . . . . . . . . . 35.55 thate, which is equally efficient. Amylof approximately 2 percent sohds and Recovery • . . . . . . . . . . . . . . . . . 80.3 xanthate is decidedly inferior. Phosphois divided between twelve 40-ft. diameter, Costa cresylic acid and some of its compounds three-tray Dorr thickeners, of both the General ..... . ...................... 1.2c are fairly satisfactory. open and connected types. (Figure 1). Pumping and thickening .... . ..... . 1.9c Preliminary work in the laboratory on The thickened underf\ow at 25 percent Flotation: amygdaloid ore indicated that soda-ash solids is plugged off into an 8 in. direct · Attendance .. . ....... .. ..... . .. 6c
Power ... . .... . .............. . 1.3c was better than lime, but after expericonnected Morris sand pump from the with it in various four thickeners nearest it and by ::;!i~ts menting amounts in
means .. : : : : : : : : : : : : : : : : : : : : : 1:~~ 4.3c the mills its use was found to be unof 4 in. quadruplex diaphragm pumps Royalty & Miscellaneous . .. ........ . l.lc necessary and it was discarded with no x from the others. To avoid the use of Total . . .......... .' . . .. . ...... . .. 8.5c ill effects. The only reagents used are: additional reagent feeders and obtain
maximum conditioning, ~thate, lime REAGENTS Sodium-ethyl-xanthate . . • .05 lbs. per ton and pine oil are added at th'e feed pump. Pine oil . . . . . . . . . . . . . . . . . 15 lbs. per ton
In the beginning a crude pyridine oil In addition to this feed, · the slime from obtained as a by-product from the manu G. N. S. No. 5 pine oil containing 3 per-each head in the stamp mill i's thickened facture of ammonia from certain by cent A. T. & T. No. 11 pine oil is used. in a 25 ft. diameter th;ree-tray tank product coke oven plants proved to be The oil ~onsumption is higher here than and the combined slime pumped over to the best collector. A few gas-plant coal in western practice, as it is impractical the 8 in. feed pump which elevates the tars and creosotes were satisfactory, under local conditions to settle the mill pulp to a distributor located between more especially as stiffeners for the pyri tailings and reuse the water. the flotation machines and is split be dine. Wood creosote together with some The ordinary pulley-type reagent feeder tween four of them. There are a tot~l pine oil were used as frothers. The re is used in the mills because it is simple, -of six 16-cell, 24-in. standard Mip.erals covery was about 70 percent and grade foolproof, and inexpensive. The sumSeparation machines of the splash type, of concentrate 25 to 30 percent copper. mers are cool and without great temtwo usually being held as spares. (Fig Xanthate increased 10 to 15 percent over perature variation between day and night ure 2 ). The feed enters the fourtlYcell, previous results and the grade of concen as in the southwest and the mills are which is used for mix1ng only. From trate to 35 to 40 percent copper. The steam-heated for about seven months in the remainder of the machine a rough reagent consumption is as follows: the year so that the viscosity of ·reagents ·concentrate is skimmed off which is elevated in a bucket elevator to the head Sodium xanthate . . . . . . . .05 lbs. per ton is not changed sufficiently to alter the
Pine oil ................. Hi lbs. per ton rate of oil feed and affect the flotation ()f the machine and cleaned in the first Lime . . . . . . . . . . . . . . . . . . . .30 lbs. per ton circuit. three cells. This concentrate from all four machines is combined in another The pine oil used is a mixture of 75 per FLOTATION ON AMYGDALoiD
·elevator and sent to the .latter part of cent G. N. S. No.5 and 25 percent Cleve With the amygdaloids it is relatively that ·machine nearest the concentrate land Cliffs No. 2 wood creosote· at the easy to separate the copper from the thickener, for recleaning. This portion feed pump. A. T. & T. No. 11, a de gangue so that crushing through 48 'Of the machine is blanked off from . the structively distilled pine oil, is used in mesh gives a final tailing assay of .02 l'est and consists of five cells. The final place of wood creosote in the mixture to .05 percent, depending upon the lode -concentrate flows by gravity to a 25- for the drip cans on the machines. The and its grade. it. diameter concentrate thickener. · Two drip cans are allowed to stand a day or Where regrinding and flotation of the ])neumatic machines of the Inspiration so before use, which allows any sedimen~ entire stamp product is practiced the
·39 .40
IJ. ~
~". .30 .20 ~
0 0
---. ~
~ ;" .
... ~ .20 Q/ ()
~ ~ ~ .10
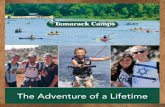
""-... ~ ~ ~ Amygd lold Po
Scre4 n Meah. :. •U ·~ •48 •6S. tlOO H50 +200 -200
-- c "---,
,10 ~ ~ ~ a.,
~btr t cella 1n tlo latlon 11 chine
Screen analr•u of Co,..lo,.....,. and Amygdaloid l. 2 3 4 5 6 7 8 lD
, -oiiJdon lfJfliap . Cur"e 1howin.g earlr reco.,err of copper
R
529
CALUMET AND H~CLA CONSOLIDATED .COPPER COMPANY

530 THE MINING CONGRESS JOURNAL October, 1931
l"f•£• lfN6~1C£11_r,.,., """,.Nr ..,,,._,
FLOTATION FLOW SHEET
0'
CAWM£r. ~ND ,,.., HecLA .. Ct»tt~LOHMATE
, ,..,~ It.::... .. 'TNICitiNIJf(}:D-.·~n.,
.$•/6C1u ,,.Mr .. ,., ,.,_,., 24.,.,3 .. ,.
Figure 3
reagents are added to the ball-mill feed. hind and are recovered only in the final thickened product is elevated by means The pulp density overflowing ball mill cells. of a 2-in. pressure diaphragm-pump to classifier is 40 percent solids, but this The flotation tailing flows to a 4-ft. the classifier discharge in order to wash is lowered to 30 to 33 percent solids 6-in. Dorr duplex classifier which makes the heavy copper into the filter. This for flotation. an overflow averaging about .04 percent latter is a 6 ft. by 4 ft. Dorrco fitted
copper that amounts to 80 percent by Of the 800 tons of rock stamped per with a short belt conveyor for dischar~weight of the tailing and is discarded. head about 620 tons goes through the ing the filter cake into a concentrate bm
Fahrenwald machine (Figure 4) and The sand product from the classifier is which can be emptied into 50-ton hoppermost of the balance (primary slime over· split between four Wilfley tables upon bottom cars for shipment to the smelter. flow) goes to six 25-ft. diameter 3-tray which a small amount of copner is recov The filter cake carries about 11 percent thickeners in the mill basement, the ered that has proven to be too heavy to moisture arid the dry assay· is 55 to 60 thickened slime being elevated by means float. · The tables make a middling which percent copper. of six 4 in. diaphragm pumps to a 40- is cleaned up on a finisher table, and the The filter is run with an overflow ft. Forrester flotation machine, which table tailings are combined with the clas which was at first returned to the condoes very good work on this class of sifier overflow as a final tailing to be centrate thickener. This caused the material. pumped to the lake. The tables save slime to build up and make a dirty over
about a pound of copper per ton treated, The flotation circuit is simple. The flow. Later the filter overflow was rewhich lowers the · flotation tailing apfeed enters the first cell of the Fahren turned to the Forrester flotation machine, proximately .01 percent copper. The wald machine and a final concentrate is resulting in a better grade of concentrate
__ table concentrate is high grade. As only taken from the first two cells. From without raising the flotation tailing. The a small amount of coarse sand is treated the remaining cells a rougher concen- overflow of the concentrate thickener any change in the flotation circuit is . trate is made which flows by gravity under these conditions is clear and remagnified so that these tables make exinto a side passage in the first cell di mains so when operating conditions are ceptionally good pilots. rectly over the impeller, thus avoiding normal. The flotation concentrate is pumpe'd to the use of an elevator. This coarse con a drag classifier for removal of the Typical screen analyses of flotation
centrate averages nearly 60 percent cop coarse copper. The drag overflow flows feed and tailing and final tailing after per, so retreatment is not necessary. Into a 30-ft. traction thickener and the tabling are as follows: creasing the grade of concentrate much
above this point increases the tailing loss materially. As regards operating Mesh Flot. Feed Flot. Tailing Final Tailing conditions on the flotation machines it Percent Wt. Assay Percent Wt. Assay Percent Wt. Assay is advisable to carry a very high pulp + 35 .. 0 0 0 0 0 0 0. 0 0 0 0 0 0 0 7.9 .50 8.4 .45 7.7 .23
level and comparatively small amount of + 48. 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 9.0 .50 10.0 .20 9.0 .12 + 65 0 0 0 0 0 0 0 0 0 . 0 0 0 0 0 0 . 14.0 .52 14.7 .08 16.1 .06
froth for best results in saving the + 100 . .. 0 .. 0 0 0 .. 0 0 0 0 0 0 17.1 .46 17.1 .05 17.3 .06
coarser particles of copper. Flotation + 150 0 0 0 0 . 0 0 . 0 0 • 0 0 . 0 0 0 6.9 .42 5.6 .05 6.7 .05 + 200 0 0 0 0 0 0. 0 0 0 0 0 0. 0 . 0 4.6 .44 3.1' .05 6.6 .04
of most of the copper is rapid, as the -200. 0 0 0 ...... .. . 0 .. 0 40.5 .19 41.1 .03 88,6 .08 following curve shows:
Total..... . . .. ..... . . . 100.0 Some of the heaviest. particles lag be-
363
CALUMET AND HECLA CONSOLIDATED COPPER COMPANY

364
-!i' s':.I!SAM LDi.li R :FROM AHMW!K I z~ ·ro I T~K . II I 4 ~o~T;mM
IAD&'th ot Poet supports . N'U.mbel" of supports requ1n4 ..
Lciqth s1ven 18 fl"'m 81"0Un4 to oent• line ot 8" ateaa p1pe ..
Poet Poet Poet NUmbe~ NU.mbel' Num.be,. L!!&!~ L!!!at1\ Nu.d»e:r J1GY~ ot zgata ~!!II!
1 ln· ·.o lli' 79 8' 11 I' I 10 41 11 80 8 so I
' 10 41
"' 11 Sl 8 11 I
I ut- sa ' ;t 17 6 6 a " 11 81 17 6 a 40 l Sf, 7 9 a 7 3 46 1 81 7 1 10 ' 8 8 47 10 9 8 4B a
10 3 49 u 50 11 ~ 51 .. u
86 6-j 11 87 6 a 11 as 6 ' 18
" n S9 6 1 14
" 90 6 1 ' 16
11 38 91 6 1 14. 14 51 98 28 11
u M I ' 93 ni
10 50 5 M 17 I 56 gj 96 18 If 96 I 11 51 Dt 97 a
H ao Ot I 98 I 11 ' 60 :t 91 5 II a 01
.. ' 100 6
II 68 101 26 a &a
,. 16 • a
I &I
87 66 67 " ' '
101
I 101 4 104 101 ' • 106 ~
It 68 107 10 &t 108 11 I 70 e 101 ' 58 71 uo ' "· 5I M
,. • • Ul ' 71 Ul 7 '
31 ,, 111 ' , M 71
• :t 116 37 76 7 Ul ;j 38 77 ' 116 a at 78 a
I

365
a II (I, '
'""· 0 p r
Lake Linden, 1-tichigm'l
September 6, 1950
141-. H. L. Willlama, Production Manager Calumet and Hecla Consolidated Copper Compan7 Calumet, Michigan
Dear 31rt
In addition to the conglomerate slime being treated a\ the Lake Linden Reclamation Plant, the Compatcy' haa tour arnygdoloid sand banks. 1} The remaining Osceola sa.ncts ncar tho coal dock. 2) The Osceola Tarne.rack sands b$1ng rework«! by the T&ma.l"ack Recla.lnation Plant. 3) The Ahmeek 114.11 taJ.lJ.n& bank. 4) The Poin\ Ydll.a tailin& banks.
q&ctolza ~ lim& The Hecla and Calumet MiUa treatecl 1413711000 tQls of amygdeloi4
rock between 1900 and 1925 or 19261 alter which all of thie roolc was stamp«l at the A.hmeek Mill. Durl.ng 1941 and a~ or so prtWiousllf the Lakt Linden Reclama.tioa Plant. treated. a total ot 311361000 tons ot amygdoloid. sand, and for some years previous to t. his Wile the dredge was handling material clo~u• ' ~ the borch.w line of the conglomerate and amygdoloid sands, a large amount ot a.mygdoloid was treated along with the conglomerate, probablT at least 11 .500,000 tont. So there is. onl.7 8 or 9 million tona remaining and a considerable portion ot this settled far out in the lake beroncl reach of the dredgct. Also the lake gradually gets deeper to the south and eas\ attaining a depth ot 1.30 feet o~ more, while the dredges have a mrud.mtul dicgina depth of onq 110 teet. The enginnrina depa~t estimated the island of ed neu" the coal dock which is within reasonable dred&ina dietance at 1,2501000 tons so the total amoun't ot sand that is possible to recover mig"' be 410001000 to 5,000,000 tons.
To trea.t this material it will be necessa17 to revamp the iegindin& Plant and. repla.ce the conve,.cr,_ 'Winch, and 12• pump take~ trom the shore plant. Due to ib$ increase in length ot discharge line, it will be nece8S£U'7' to put a 20" booete,_. Pl.llnP en a scow 1/3 of the distance from the dredge to the shore plant, In addition, it will be neceesary to purchase 3000 teet of 22" dredge pipe at about $10 per toot and probably a dozen more pontoona. Last year we sold six to Quincy.

366
Mr. H. L. Williams 2 Jeptamber 61 1950
During 1947 'Wh:Uh was the last ;rear the Lake Linden ~la.nt. ha.ndle4 azqgdoloid it treated 997 ,CXYJ tone lese 181000 ot Calumet clam. cCil3lomerau1 or 9791000 tons and produeecl·J,ll46,6)0 poundS ol coppe:' less 400i000 frol'll the dam, or 3,446,636 ·~ equal to J.sa pounda per ton, at a cos\ ot twenty cents per pound. The feecl a.asa.11Kt .244 and ta.iliq .06a. The original Hecla MUl tailing averaged onl;r .31 pound a per ton ao the remaining sands. will proba.~ decrease as we l«>l'lt south and will likely run anl7· 4 to 4t pounds. This would not, be conmercial under ov present now sheet, but it 112 Regrinding Plan\ were changed. over like Tamarack i\ might be p:rotita.ble, as the Osceola. rock is soft an4. the copper coarselJr dissemi.na. ted. so coarser grinding than is practiced. a.t Tams.rack would be practical.
It sink a.nd float is perfected so a.a to treat material dO\fft to 10 mesh satisfactorily, it would change the p!Cc~ entirely. By puttina a sink and noat. plant on the dredge and discarding f'itty to eixt7-ab. per cent ot the sand a. t tha. t point, we could double the gl'ade of a and treated. and have a. reall7 profitable operation. This would a.ppl7 to the other sMd banks as well.
T~c!c qsceolt Stmd ~
There were 291.342,000 tone of a.tqgdoloid sand aaaa71n& .2.3U copp.depositeci in this bank. At least 110001000 tons ot am7gdoloid was leached alon& with the conglomerate anci since the new plan\ sta.ned we ha.ve treated 01181" 41 6001 000 tone more. Thil lea vee approxtma. tely 2.3 17001 000 tons remaining, bu\ a considerable par\ o:t the bank to the south and east. 11 covered with new tailingJ which it lJO'tlld no\ be profitable to treat and in addition,. there is a. considerable tonnage which lies ·t-oo deep tor the dredge to reach. Also, theN is a large tonnage that is too retl"actoJ'T and low grade to treat except on a very high mc:Jtal .r.rlA\rket. !1o\\tGvel'*,. this bank should have a lite ot 12 yeara remaining.
N:al!ls ~ ll!Dll Up to the year 1929 the A.llmeek Mill ha4 treated. 11,&51,000 ton ot
rock with .-. avera~ t&ilin& ot .222% copper. Since the introduction ot flotation in l929t the te.Jlintll }lave bettl\ tOG l.ow gJ"ad• to J"etret.t. The Ahm.eetc rock give~~ a low tail.i.n& bT t'lotatioa and a1 the lake is deep here, the percentage ot sand above 'WI:tt~r should. be l!rllall with not m.u.oh lose due to oxidation. A recovery ot )
pan to .3$ poun<ll shoul4 be obta.ine4., and by treating
onl7 the old.e1 high grade ot the bank \hie coulcl be increased subatantia.l.J¥. After the Tamarack bank is exhausted, the dredge could be moved to the Ahmeek bank and the sand treated. in the Tamarack Plant. While this is being dcme, it will be necessaey to carry the Ah.meak Mill tailing acrose the dredgecl area with pipe and Jlontoons.
This bank ma7 have a. lite of 10 to 12 years as soma ot the better material in the outer part of the bank is covered ey low grade notation tailing.

367
Mr. H. L. Williama September 61 1950
This bank is nearly all Allouez and CentenniAl t.ailinga and. amounted. to a total of 7,061,000 tons. Included in thia tonnage is a. small amount ot Allouez eonglome.rat.,....probably well u:nde~ lOlt ot the total.
Some ;reara ago grab sa.mplea were taken 0'11$1' the bank. The conglomerate averaged .351% copper and the a.mygdoloid. ran trom.la8 to .289, so should. average slig,tatl;r over 4i pounds. The lake in this vioinit)' is quite shallow so the proportion ot sand above water level wlll be high-probably 1/3 ot the total. As a conseqUence the notation tailing will be high.
To treat this aand bank it would be necessary to build a Reclamation Plant. It cost :$1,0001 000 to '?uild tb~t Quincy Reola.matioa Plant seven years ago~ -~ we al.read;r have the neeess&%7" dredge and pontoons, and could take par\ ot 12 ftegrinding Pl.a.nt for the building, it should not cost more to erect than the Quincy Plant did, as we have considerable second hand equipment including pWitps1 tables, piping, etc., a.lthough we would have to buy the ball mills needed and motors to drive them.
Yours truly, .
/s/ R. H. Haskell.
R. M. Haskell, <:luperintendent

368
~~cn.. ~r Jj\JUA~
1-A Cuwous Oxide (Standard Ceric Sulfate) I 9 S( - f 9 4? ? .-;;_ ." i1-S Cuprous Oxide -
2. Chloride, Carbonate & Cyanide
--~ Greenh=.;:o~u=s~e--=~~~
4. Carbonate (Process for Cu Carbonate)
A ricultural Chemicals (Analytical) Particle Si.~z~e _____________ _ r .
-~ _ae~at_~romLFl~~~-------------------------------~ ··. C~s!}ing_~]1il1in-.· _____ _______________ _
~Zi~Qh_em~cal=s~------------------------------------9. rometallu~gy (SeBregation Tests on Slags, Te in eu, Se in Reti
Cu. 10. Special Leaching Tests
L--.a..__:C::...;:o~n;:,~l~· ~Ta_c.;_i~l:;:,_i'--n.JiilgL..;.s_-_-L_t..:....... __ W_t_._ B1dc_ __s__• _A~g~gr~e=g_a t_e--='~T_i_i_n_T_a_i_l_i_n-=g:__s __ --:--__..
. 12. Sulfide Leaching {Analysis)
13. " " II
. r Sulfate ~ ~ 14~ · Suliide Ore leaching, Sulfur Compound. Sulfite. Thiosulfate, & ··
c. I
lS Flua_DuaL
6___S_uificie__ Leaclling._(_T__es_t.s_z_~ 42 t_o_~8L---
~ II L; It crests 3- Uo 3-ll~-----~ 18 . - 11 II lT_e_s_ts__~1._9_to_ __ 4_- _...,_l~Q....._3.,_ ______________. • ~l9.... •• 11 Tests 5-103 to 5-127L---- -l ~ 2Q_. ___ 11 u ___ (Tes_ 6-128 _to 6-148 ~
~ Z_l_._ ___ __!__!___ It . {T.e.s.ts_~_34 - _ 7-41 _ -------------
I t Z2
;\..._
_ ___ _._, ___ .. .1.! _ _ __ crests 8- !_i_9_ to 8-_1._9~_· · -------------
.~ Sulfi.de L eachi~_M<mgim.!l.SJit__Qx.!L('l:'_e !i!J;JL a .,J_'l4_..t!:l____
. ~~Gu:E.!:ous &t Metallic - , An~lytical _
: _as '-c_~p,~gus C anig~&t Q.9~p_~r Chl<!_rid~~ ~-----· 1 ?-~~ __ C~ Phosphates, CuZn Phos hate &t Cu Silicate Fungicides
~.7 ... __ L._e~c.hing_of zn_cQncentr~tes &t Seconda.~!\__rProd~c_t_s __ l_
;;zo ~OL Jos
J - ~B ·q~ \ \ B 0 4-o
31 \ \1 'G-G
... UATA J
a
1
-~ .

369
. \ .
\2.8., Cuprous Cyanide '
.. 30- .Leachi.ng__Qf _ _Z~Conc~ntra_~_s &t Seco~dar~Y:'P;rodu<;!-.!3 J~aly_~~
1 __ 3_1_._ __ ~gric. Che:rp.icals __ lAn~ ticalL ___ Ph'fZi~£---~~ I!£ _________ _ -~-~~.! ---~~acbj.ng . Zn_C~~c. 8t Sec. ~n _Ma!:].s. , Cu Di-$cF~~~.u.a:te~_ : __ 3 3 •- Distillation_ o:LL ea_c~h_S_olns_._____ _ ____ _
- ~ 34._ Agtic.._ Chemic~ls_ (Ang,lnica.lla_S~o~-~~Stab U.ity_qj_Mj~ed _Qxide
~-- ___ __ _ .in.Bags..__ SQlubili_ty:__of_Q~ide~-~HGl 'I_'BCS P~-Q~es!!__from Q~!~~!
~- __ ___ E:J:.o.c..e.s_s__fQA.._C_u__c_arbQ_na.t~-------. _____ · __ -------- --:----
~ 35--- C.upr.ous_k.-Metallic_(Anal.ytical)_ ____________ _ i ~ 36.__p_~J;ite P..!"_Q_c;~_ssiJ.lg__& Sulfuric Acid~&!____- ______ _
~~l 1. __ Cupr.ous_&__Metallic__ ______________ _
~--~~ !_ __ }4etal Ammino ~Qm~und~~_C9pp_er Powder
' 3..9- AexofaJ.L.Mill._T_e_s_ts._(_bo_ok__could._n_o_t_ b_e_f_oun.Q._in Ma~_l9_6_Ql~--- _
I
~.40. Aerofall Mill Tests (Analytical)
~!. Metal Ammino Compounds, Cu P _o_w;._d_e_r ______ _ "
l_ ~~Cu Powder Cuprous Oxide, Furnace Tests on CupriE~---------
NH--3-Reduction of Minerals I ----------------------------~--------
~3 Crushing__& Grinding_{_.h_!lal_ytical.L_
L4.4 A.e.;r.ofall MUl_ Tests Anal ticall_&t ~eweenaw Sand Si~in~----r ;_ 45_ E.elletizing__&r..B.riquetting__ _____ _ [, ~. 46. lo_n_Exc.hange.._St_a.b_Uiz.atiQn _&__E_r_~~ratiQn of C~pric ~liy4~~te __ _
[ ·~7...t __ C _Q.m_bj_ned -~~achl_~gX_~cil_llie s ____ __ _
f ~8. P t
r~~rties of Leachin Solution . -
L~9. Ind. 0~_5!~_!_~_! Pr_!!U~ry Batteries, Competititve Cu Oxides f ----~_50 _Foundr_y_Sands _____ _
f rs51z. _ ,.hg~_~gate Poor Rock Processing
~--------------------. --------------------l• ~

370
53. Sil~er Recovery·
54. Allouez Sands
r 5_2.
. _.SUver A!l~y_sis ~sullid.e __ Le_a.chine--- ------------------
_ ~-~·- _Ammoni_a_Le~~-h!ng--White_P_in.e._._ _S_ilv_er... Rec.oYe:r.y,_· Kenny: Eaten
: ~-~ _ _Agric_._ Chemi~ala. _(Analy:tical) .... '!!!_ .Ind- -Q~d_eJL .... ~~Iron._ Chemicals__
·_ 5~~--~~1-~-~i~k. Moly_bd.e..~um . l.Anal~ticalL.
:· 5.9 .. __ E_Q_Q_r_ _R.ci_c_k ______ - -- ·- --
60.!.._ ~~ Float _:_~y!ic.al _________ _
~ ~- !_! __ _§_!! __ ~Ol!iS ~~~~ti_o__ -----------
~ . 6_~!L- F\Ul.gic_idal__C ements.___ _____ _
_ Q_~.--y~scacl~_ ¥ill T _esting__ __ _
-~!!_~pidote Core S~d_-=-TI..(_Concentration}- in--Tail-ings--------
_(>~~BC?J.eo Ore - AmmQ~l~. Leac~g__(j_!l_~. ~~-~~~oLSa~~~-~-o~~Ja.. Pri
Q(>_. ____ ~g_ticul~_!U"al Ch~!JlicaJ:.~--~aly~ic~L __ ~-C-~p-~iJ;_ Hy_drate As.aays. _ ~ ~N:.l?c~V ~1-2tt£ _ tJc,v-IT;iN7..f'J P~ K1tt ~€ St'-ti) Cur,.,/e- 4cE'T,y,Te
67. Cup;.ic Acetate - Cupric Formate
~68 Algicides _________ _
_ _6~ B_oleQ~_Se®at~on Process - Santa RosaJ.ia Prokct ___ _ I . !-70~ __ a_Q}_~~Acid Le~ching__::___Scnta Rosalia Prok~----------~-
~'l_l._B_Ql~Ammonia Leachin~St.-. .R.Qulia ~ie_c.t_(See b_ook 65)_ _
1a.~EJ:'..e..CQ..n.c e..ntra tion
~ 'l3_- Bol~_Acid_L_~chin~..St _RQ~~ia Ero~·e=cc=ct=----------------~ 1~~ . Co~_te~~-q~~~nt __ Dec~t~tjon ~:a.~l~o - _ _S_~.!__Ros~i~ P~Qj~~_! ____ _
~ 7.?.·---~~~~-W:~g_T~st~ on R_icl!__k_Poor - ~~se~~~---------------
~ 76., __ B_ol.~Q-~_Acid Leac~ing_ Santa Rosal~~~o ect ----------~
1.1_.._ ___ C_up.ri.c...Hy_drate- Reclamati_on ofJ~yd~ate ~~_1]3_CS _W~~t~-=s __
r-'?-8~ L_e_a..chin.g__T. sts on Rich Poo~A.~_§enic see ~_.__ _____ _
f,_ 79_.!__ _~eac~g_£ich &t Poor /110 Tank - Arsenic Te_s_t ______ _
1_ ao-... ____ -__ " _
" ,. 11 11 " - - - ~~- - 112_ I
. ..... ____

371
81~; Pre·cOftceatrattoa - Battelle
J}~ .. <;:u~_g~~ - 1!_)4~~Jllc ______ ·_ ----------~---~----·--~--&:h_ Coppe~ Catalyat.--• __ _
_ S_.L_Ah.P.le_LlLMUL~--F:rotiL.Flotatloll___ _____ . _ _________ _
_ s~L_Cu_P.awd.e~._. LeacLRicll.._Poor. . .MiA.eral-._LL-Leac.Ja.Plt~---. --
8 6.._ __ Sdg_ni w:n _&_M.Ql yh.d.en_um_ ~.L.ab.QXa.t_QI"~ FlQ.t.a tio~-~~e_ 1!58"'----
-8.1.__L ~~E.. (L..eij..~-~p r.ecipita.t~_ELoat)_~ Santa..Ro.salia..P....r..aje..ct_ ------+-
-eL ______ ~----_ --~------~-· -------~~-----·~----'-' _______ .. ___ ----..,-.$.2! __ Mj.s~-~!_l~_eo~~-~~~!~-~:' __ G~ol_Q~al D~p_t_!_ __ . __ ------- - - - ----. __
.'l. C!O..L __ A~j~~~_ura:L.__g_h_~~~~-al~ __ l~alyti~_al)~ee 11~_6_· ~-· --·---------~-We~co-_R_emer Jjg__
-~Z. Copper Omt>J.Q_~ide_· ________ _________ _
_ C})J ___ _!ie~vy Media - W~stern Ma~~y~_S:o. -~e.s_t_s _____ _
_ <)_f ____ ~~ric. CHEM!CALS - Colored CuA~~_tate __ :fe:t:.LiJ.J.~~-----·-:95 Baum Jig
96. Misc. Analyses (Depts. Other Than Geological)
_2_~-- '-11!~c. Ana~~se~_{_De ts. _Qther Than Geologica=~l ,___ _ _ _ _ ___ _
_ _2!h_ __ Homogenizer T._e_st_s __ _
_ 99. ___ ~~~~_!_!}~~~es _(:P~.P~~ othe~_T_b_!in _ ~olog~_q_alL ______________ .. _
_!00 -!~-A~i cu~~!!_~al Ch~IJ!1Q~_:;Ls.. _______ _
-~Q!~ _ g~E.E.!'~l?_!~e~h ldi thio J~a~bama_t_e ___ -----·----- -
_102 ~--GQ:Q~e_!" Ca~Q.Q!la te -=--~.Qok No_...:::.•--=-2 _____ _
lQ.:b _ _ ~!~g __ Qopp~~ ___ ____ -~---- ···--- ·-·-·· __ _
_ 104 •. _ qas<?G!_de_ Mill - G~shing ~ _9rind~g·-----------~---- 105_. _ _ ~ab. _ Fl_Q.t~_:t~Q.:n__~ _s_el~n.ium ... &.. . .Mol~_den~_Ne.tL Mexi~~ooL.___ ---~- _
__ lq§! ____ fQ~-~ . Roc~_:: __ f_!~:tc!_~Q~.es _ __________ .. ________________ _
_ lQ • Laborato~lot_a_tj,_gn_ _ _________ _____________ __ _______________ _
_ l_08A.L _Kin~aton------------------------ --- -- ------- ---·----- ------------·- ·_ 108_~!_Mi..§_~~~~_!¥1e_pus _______ _______ ____________________________ _
_ J.QJ .. C.apper_Alloys-----~------------- ~-------- ----------___ : ____ ----- -

372
110. 1834 - A1gicides - Fluid Copper
111. Miscellaneous . -·--· -- ---------------------------~!g_~_ Zir~~J.UD!.-~~-'-?1. ' --f- ------------------
_1~3 !_ __ !11-ecelJ._~!!~O_!lS. __________ _ _ ___________ _
_ 114~_1!~ron ___________ ___ ____ ____ ___ ___ __. ___ - ---- .. _.__ __ _
115. __ .:...,.__Miscellaneous -- __ _ ' (8/1J/~-~o_11Ll2/§il_ .. -- --- -·--:-- ·- - -- - _________ _
_ !!.L Fr~_c!_ Ba1d~~!l-~~111._f!ce;IJ._~I1~-g~ _ --------- ----__ ;1.1_7. ___ ~i.~-~el)-B!l~~:us JJ/19/65_ tq S/~.919~- _ _ _ _ _________ ----__ lld.__lfi.s.cellaneous 5/13/66. .t<l -9/5/66... ---. --- - - ------ ---- -- ----- ------- --- ·---~_!2_~--~~!Z_9.~!:h~in -_l!is_cellaneo_~-------
. ~.?Q _! _ Q_a~_Qg_~pei~-.m~.c.~l.lapeous
l2l ~-- Mis.cel~aneoua_ 415L66_~-- 4L~7L.67--_
.1.~2. !._ _ Gacy _ CorbeiL--~- Mis.cellaneo1u..1Sa--------
__ J__?_b __ ;t,. Q_!_S~ey_~_!_ :_!.!_~~~~------- -------------
124. c~ E. Lugyiel - Spectrophotometer
125'. C. E. ~~gvi~~scellan.eou~eriment.~---------126. C. ~. Ll!gyie - ChemicaLAnalJrS.ia-_&.-O.the~Ch•M-WG-Pk-~&P-LG......_S--127. c. E. Lu~_!ie1 __ - C!_l_!!m!_~a1 1\g~ly~i.Lw.ork_for_ LGS__ _ _
128. c. -~-~ Lug_yj_~ - hemi..cal_ An~a-e..tc.-f~u- ~--·-----129. L_~ 0. Stevens - C_Qpper Orggpic ~------
__ !JQ.! __ .Klnu.t_on_ Drill Car _______ _
_ l:.ll_!_ __ ~s ~l.laneous. _ -~ c_ J. B.aatiaa -5/l/67- --1/2/63-- --- --- -- --· - --·· --------13? • --~~e_ S~a~ford !s.. _ _A '!_ _ 5f6_7__~_2L61__ ___ ____ _ .- ------------------- -· ----- ----
_ _!_ll!_ AnnLS.t.a!.f<l.r.d . .Miac JtX/68 - l0t'J$t68.--.
lJ!!~-_!~e St~f_ford 3L2....8L6L.~ JtX/68_ __ ·- ------J.J~C.~Basti_aJ) __ .M_is_c.e.l~aneous ____________________ _
13§_.__ Jh__~L_ Bas..tina-- Misoe-llanee-ua- 6/21/63-- -1-/-29/63------
_!)7. _ Ion -~.9h~ge_~ __ Slaga~--- Tails & . Ores_ __ _:-__ s;:,_~-------- ------
·
-
-
-

373
138. C ~ J. Bastian M·isc. 8/i4/68 - 1/27/69 ' _13~ _c_. ___ t)'_.._ . I:Ja,~tJ.an __ lla7L6~~---~~
_ lhO_._ __ A.nn~- St.a,f!_Qr..<l . 9./1..6i_68__=.__12/~3L62_ ___ _________ ____ _
_ ~41_!_ qa17 B~D-Q.IJ!.~mi _9Ll9L6.§ ____________ _ _ _ · ___ _
.J.4.~ !_ ____ ~:r~g_J~~l_~wJ.n_ lla __ _ BL2L65__~6LBL6_6 __ ----~-------------· ------
.J-4)_!... _ -~-!.. . Q:_! ___ _ ~tey_~l}.~ __ _:_!_no~~~~ .t.-~-~-----~----- --------- -----··------
_1_44. ____ L -•-·-Q . .L .s_te_yed S.,._Qrganics .,_ ___ Gen..___ _ __ -- - -------
-14$•_ )~ · G!. ~teven~ _E~Y-~~ne_Bj.s ~ __ Q_rg_~~<;!I!_~Q __ ~~-- -~1;,-~·-- ----- - -·---- __________
_ 14_§.!_ ~· G~ Stevens : _B. __ Ne~s_o~ _ (~~l. Di~h:!<?_9a:r9~~-es .t-J.nal .!._e_tc. _:t.hl_!__ __ K~q~_qn_ A~ . _.A.! ____________ ______________ · ._ ________ __ · -
_148_.._ Tec.btr on A t .omi.c. .. Absorp.tion_L Sm.eLter_Lab.l ----·-----·--------·-~~-~· __ Me<!_':l s ~_: __ Wampum :._l-1 . M. _ _Loh~.!~==-11 -:: 17-66_-=-2-21-E?l__ __________
150. Book I ~-Ca~umet _Foundry - Lohela - 2-13-67 _ _:__ 6-1-§.7_ ______ __ _
. _15_1.._!... __ ~oak I - Ch~~~caJ_ _ _Ana_l,yg.;~_J:..._D_._ . J .ohns.on... ~~ ~6.=65.... .~- ~16..~6.6.----
'---------------- - ----- -------- . --------- ------- ·-- ·-·- ----------------
152. Ripley Foundry- w. M. Lohela - ll-5-66 - 3-29-67 ... ,
__ 153. ___ ~~~~--~ !._ ..:_Rhotomicroq~.-9-P.PS Q.! _Regy.l_gx_Ni__Har_<i_ fl.n<L.Bo~r~olo,l.nl,L_ __ ._Modified Ni Hard Grinding Balls - J. D. JOhnson
·---------~~-ll:6~5----
154. M~~ce_ll~eo':l~ --~ _w._ ~! Yel)._ _- 12-15-6Q _- 2-3.-6.7 _______________ ·- -- ___ _
155. Robert Reilly_ - Cu Hydrat~ - 4_-467 - _8-21-67 .
156 - J. c<?12:_e ~ ~- -~" w~~~--=-~-~()_~~-~<?~--- __ 4_-::_!:_:-~_?_-:-__ .!_-_~-::?~- _________ . 157 •
.. Che~~-~-!_ ~~l_¥se s ::__ W. ~~--Ye~___.=_l-3-6 ] __ - _A .:-:.~l -.~_7 · 158. w. c. Yeh (~~~~ ___ copper ~ook~_n_ot __ ~--~~~ __ t9 date Lab~ bqok)
159. w. c. Yeh (~icros~~uct\l::r:,-es ~ n.ot date to date lab. book)
··- - -~§~·- ____ w. ___ g_! __ ~e_!.l __ ~~--fu Al~gy_ _:-_~_-:.l:8-~_l-=---6_.:.. 2..7..=6.7 ______________________________
161. _ w_._ c:~ . ~~_!: __ -:_ __ z~_L_In_~~---~~-:~~-_§_§__~ __ _? -13-?_~------- - ________ -· _______ _
162 • . ---~~-- ~~ -- ~~~--=-~!:_ress _ Rupt'-!_~-~--=--~=~2=-~I .. -:. __ §..:~~=6-~---------------163. W. C. Yeh - ATLAS - 1-31-67 - 9-14-67
164. R. J. Marcotte - July 1960 - July 18, 1961
165·. w. c. · Yeh · - Copper Alloys ··6=9=67 ··::. · '1-18-68 166. -- w .. c •. Yeh-- (Cu) --1836-- - 4-20-67-- - - 1_1:14-68--· ·
-
_
-
_
_
-