SWISS StEEl - SMS Concast · includes electric arc furnace, ladle furnace, vacuum degassing and...
6
PLANT INFORMATION Products Billets: 130 – 160 mm sq. Capacity 520,000 t of good billets per year Key features Charging ratio of 100% steel scrap Steel grades: low alloy, cold heading, free cutting, spring and machine structural PROJECT INFORMATION Customer Swiss Steel Location Emmenbrücke, Switzerland Commissioning 1963 SWISS STEEL Relying on SMS Concast’s continuous casting equipment since 1963
Transcript of SWISS StEEl - SMS Concast · includes electric arc furnace, ladle furnace, vacuum degassing and...

B40
2.04
/13
en ·
Prin
ted
in S
witz
erla
nd
Plant InFoRMatIon
Products Billets: 130 – 160 mm sq.
Capacity 520,000 t of good billets per year
Key features Charging ratio of 100% steel scrap Steel grades: low alloy, cold heading, free cutting, spring and machine structural
PRoJECt InFoRMatIon
Customer Swiss Steel
Location Emmenbrücke, Switzerland
Commissioning 1963
SWISS StEEl Relying on SMS Concast’s continuous casting equipment
since 1963

CuttInG-EdGE EquIPMEnt FoR bESt PERFoRManCE Trust in customized solutions for more than half a century
In 1963, SMS Concast supplied Swiss Steel with the worldwide first curved mould continuous casting machine – a milestone in SMS Concast’s history. Ever since, SMS Concast equips Swiss Steel with state-of-the-art solutions regularly. The production route includes electric arc furnace, ladle furnace, vacuum degassing and continuous casting machine. The latest revamp in 2007 brought along an additional strand for the continuous casting machine. SMS Concast provides Swiss Steel with all necessary equipment to meet the plant operator’s demand for high quality and productiv-ity. The partnership with Swiss Steel is ongoing: in 2012 SMS Concast modified the turnover cooling bed of the continuous casting plant and extended the cross-con-veyor and billet lifting device. As a result Swiss Steel expanded its range of products with heavy billets of 13 meter length.
tHE HIStoRy oF a SuCCESSFull
PaRtnERSHIP:
� 1963 Worldwide first curved mould continuous casting machine (CCM)
� 1971 4 strand CCM � 1998 Replacement of the 4 strand
CCM by a new 3 strand CONVEX Technology ® CCM
� 1999 Electric arc furnace � 2000 Billet marking machine (BMM) � 2001 Final electromagnetic stirrers
(F-EMS) � 2002 Vacuum degassing station (VD) � 2005 Optical product recognition
system (OPR) for product identification and traceability
� 2007 CCM revamp, including 1 additional strand
� 2012 Modification of the turnover cooling bed of the continuous casting plant

ElECtRIC aRC FuRnaCE
New standards in productivity, product quality and efficiency: SMS Concast’s modern techniques enable melts with a precise steel analysis to be produced. SMS Concast supplied Swiss Steel with an EAF con-sisting of a spout furnace with siphon tap hole for slag retention.
TypeHeat sizeHot heel
Shell diameterShell volume
Electrode armsElectrode diameter
Electrode regulationTransformer
Scrap charges Tap to tap time
Power on
ElectricOxygenCarbon
ElectrodeShell life time
AC full platform, spout design 70 t nominal 10 – 15 t5.9 m 75 m3
Conductive type (Cu)610 mmDigital hydraulic type75 MVA, max. 860 V2 buckets (50 t and 38 t) 54 min 38 min
440 kWh / t good billet16 Nm3 / t good billets5.5 kg / t good billets2.0 kg / t good billets20 days (> 450 heats)
COnSumPTiOn figurES
VaCuuM dEGaSSInG
SMS Concast’s vacuum degassing plants reduce the sulfur, hydrogen, nitrogen and oxygen content in the melt. The va-cuum degasser at Swiss Steel has a twin-tank design with a mechanical vacuum pump and a ladle capacity of 70 t.
Typenominal ladle capacity
Tank diameterVacuum pump type
number of units System volume
Suction capacity Pump-down time
El. Energy consumption Dedusting system
Twin tank, single cover70 t 4.75 mMulti stage, dry, mechanical pump 14232 m3
80 kg / h at 0.5 torr < 4 min to 0.5 torr< 1 kW / t liquid steel Vacuum cyclone / bag filter

ContInuouS CaStInG MaCHInE
The state-of-the-art SBQ caster guarantees optimum surface quality. The continuous casting machine is equipped with a full range of supplementary features, such as SMS Concast’s automatic stopper control system, mould and final stirrers and a dedicated automation system.
Swiss Steel uses a product marking and tracking system by SMS Concast. The billet marking machine marks a billet within just eight seconds. It uses opti-cal product recognition which comes in handy at the caster itself and at the rolling mill.
Typeradius
number of strandsStrand distance
Section rangeCast section size
Billet lengthLadle support type
Tundish car type
Tundish shapeTundish content
mould typeElectro magnetic stirring
Casting speed Dummy bar type
Cutting device Cutting force
Cooling bed typemax. load
CONVEX Technology® 16 – 8 CCS8 m41,200 mm130 – 160 mm sq.150 mm sq.10.8 – 11.3 m Asymmetric turret with lifting / lowering and weighing system Semi overhead, lifting / lowering system T - type18 t CONVEX Technology®
Mould and final-EMS2.8 – 3.4 m / min Rigid Hydraulic shears380 tHydraulic turnover 100 t
StatE-oF-tHE-aRt PRoduCtS
mechanical stopper
Tundish shroud mould stirrer type
installed power Apparent power
Cooling water cons. final stirrer typeinstalled power
Apparent powerCooling water cons.
marking timeCycle (billet to billet)
Digit height Approx. life time
String lengthOPr
BiLLET mArking mACHinE
Auto start (combined with Co60 level detection system) SEN (Submerged Entry Nozzle)Height adjustable400 A (415 V)288 kVA, 2 – 8 Hz10 m3 / hFixed500 A (415 V)360 kVA, 10 – 30 Hz12 m3 / h
8 sec20 sec8 mm2 – 3 months10 digits Optical product recognition at caster and rolling mill

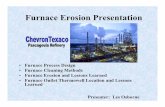
Plant layout
1
23
4
Electric arc furnace
Ladle furnaces
Vacuum degasser
Continuous casting machine
1
2
3
4

B40
2.04
/13
en ·
Prin
ted
in S
witz
erla
nd
SMS Concast
Toedistrasse 9
8027 Zurich
Switzerland
Phone: +41 44 204 65 11
Fax: +41 44 202 81 22
www.sms-concast.chMEEtInG your EXPECtatIonS