
Surface Integrity Analysis of Inconel 718 after Turning ... · with Different Solid Lubricants...
12
doi:10.1016/j.promfg.2016.08.050 Surface Integrity Analysis of Inconel 718 after Turning with Different Solid Lubricants Dispersed in Neat Oil Delivered by MQL Armando Marques 1 , Cleudes Guimarães 2 , Rosemar Batista da Silva 2 , Maria da Penha Cindra Fonseca 3 , Wisley Falco Sales 2 , Álisson Rocha Machado 2,4 1 Instituto Federal do Espirito Santo – IFES, Campus Vitória, Av. Vitória,1729 – Jucutuquara, Vitória – ES, 29040-780, Brazil 2 Universidade Federal de Uberlândia - UFU, Av. João Naves de Ávila, 2121, Uberlândia – MG, 38.408-100, Brazil. 3 Universidade Federal Fluminense, UFF, Rua Passo da Pátria, 156, Bloco E, S/ 219, São Domingos, CEP: 24210-240 – Niterói – RJ – Brazil 4 Mechanical Engineering Graduate Program, Pontifícia Universidade Católica do Paraná – PUC-PR, CEP 80215-901, Curitiba/PR, Brazil. [email protected], [email protected], [email protected], [email protected], [email protected], [email protected] Abstract Nickel-based superalloys have been widely employed in the aerospace industry because of their high mechanical strength that is maintained even at elevated temperatures. However, because of their outstanding properties they are considered difficult-to-machine material. Thus, any attempt to improve machining productivity of such material is encouraged. Since they are used in components with great technical responsibility, microstructure and residual stress changes caused by machining should be monitored. This paper presents a study of the surface integrity (roughness, microstructure, microhardness and residual stress) in turning of Inconel 718 with solid lubricants (graphite and molybdenum disulfide - MoS 2 ) dispersed in oil that were delivered in the cutting zone by the MQL technique. Addition of graphite in the oil improved the tool life but the same did not occur with MoS 2 . No significant microstructural changes were observed on the machined surfaces with the addition of solid lubricants. Negligible influence of them in surface roughness and residual stresses was noticed after machining Inconel 718 under different cutting conditions. Keywords: Turning of superalloy, Inconel 718, Solid Lubricants, MQL, Surface Integrity, Residual Stress Procedia Manufacturing Volume 5, 2016, Pages 609–620 44th Proceedings of the North American Manufacturing Research Institution of SME http://www.sme.org/namrc Selection and peer-review under responsibility of the Scientific Programme Committee of NAMRI/SME c The Authors. Published by Elsevier B.V. 609
Transcript of Surface Integrity Analysis of Inconel 718 after Turning ... · with Different Solid Lubricants...

doi: 10.1016/j.promfg.2016.08.050
Surface Integrity Analysis of Inconel 718 after Turning with Different Solid Lubricants Dispersed in Neat Oil
Delivered by MQL
Armando Marques1, Cleudes Guimarães2, Rosemar Batista da Silva2, Maria da Penha Cindra Fonseca3, Wisley Falco Sales2, Álisson Rocha Machado2,4
1Instituto Federal do Espirito Santo – IFES, Campus Vitória, Av. Vitória,1729 – Jucutuquara, Vitória – ES, 29040-780, Brazil
2Universidade Federal de Uberlândia - UFU, Av. João Naves de Ávila, 2121, Uberlândia – MG, 38.408-100, Brazil. 3Universidade Federal Fluminense, UFF, Rua Passo da Pátria, 156, Bloco E, S/ 219, São Domingos, CEP: 24210-240 – Niterói
– RJ – Brazil 4Mechanical Engineering Graduate Program, Pontifícia Universidade Católica do Paraná – PUC-PR, CEP 80215-901,
Curitiba/PR, Brazil.
[email protected], [email protected], [email protected], [email protected], [email protected], [email protected]
Abstract
Nickel-based superalloys have been widely employed in the aerospace industry because of their high mechanical strength that is maintained even at elevated temperatures. However, because of their outstanding properties they are considered difficult-to-machine material. Thus, any attempt to improve machining productivity of such material is encouraged. Since they are used in components with great technical responsibility, microstructure and residual stress changes caused by machining should be monitored. This paper presents a study of the surface integrity (roughness, microstructure, microhardness and residual stress) in turning of Inconel 718 with solid lubricants (graphite and molybdenum disulfide - MoS2) dispersed in oil that were delivered in the cutting zone by the MQL technique. Addition of graphite in the oil improved the tool life but the same did not occur with MoS2. No significant microstructural changes were observed on the machined surfaces with the addition of solid lubricants. Negligible influence of them in surface roughness and residual stresses was noticed after machining Inconel 718 under different cutting conditions. Keywords: Turning of superalloy, Inconel 718, Solid Lubricants, MQL, Surface Integrity, Residual Stress
Procedia Manufacturing
Volume 5, 2016, Pages 609–620
44th Proceedings of the North American ManufacturingResearch Institution of SME http://www.sme.org/namrc
Selection and peer-review under responsibility of the Scientific Programme Committee of NAMRI/SMEc© The Authors. Published by Elsevier B.V.
609

1 Introduction The superalloy nickel-based Inconel 718 possesses excellent mechanical properties, which
combined with high resistance to corrosion at high temperatures and high strength to weight ratio are widely used in gas turbines, aircraft engines, nuclear reactors, pumps, etc. (Chouldhury and EL-Baradie, 1998). Close tolerances and an outstanding surface finish will become critical for their application.
Nickel base alloys are termed as difficult to cut materials when compared to steels with the same properties at room temperature since they maintain plastic deformation resistance at elevated temperature which impair their machinability. Due to their poor thermal conductivity, temperature at tool-workpiece interface during machining is raised, thus accelerating tool wear (Kitagawa et al., 1997; Yazid et al., 2011). Furthermore, generated micro-cracks on surfaces and chipping in the comer of ground components, will adversely affect the surface integrity and the quality of components (Marques et al., 2015).
Due to the low machinability of this material, the machined surface and subsurface are easily affected or damaged during the machining operations. To ensure the better surface integrity, a special care must be taken when choosing cutting conditions, tool material and geometry, and tool coating (Ezugwu et al., 2003). During machining of hard-to-cut materials, coolants/lubricants act to ensure good product quality, due to high friction and high temperatures developed in the machining process. Conventionally, liquid coolants are employed in the machining zone. But application of metalworking fluids can cause skin and bio-degradable problems. Therefore, the significant improvement towards sustainability will be one of the most important challenges in near future (Marques et al., 2015). According to Ezugwu et al. (2003), machining of nickel base alloys at high speed conditions can be achieved by a combination of the appropriate tool material, machining technique and the choice of a suitable cooling technology.
However, government of most countries is pressuring companies to reduce or, if possible, abolish the indiscriminate use of environmental aggressive cutting fluids, due to environmental and health problems that they might offer (Reddy et al., 2010).
According to Rahim et al. (2015), the sustainable manufacturing introduced various machining conditions, such as dry, near dry - also called minimum quantity lubrication (MQL) and cryogenic machining.
The application of cutting fluid by atomization method (MQL) is based on the principle of total usage without waste oil, or a low flow rate of cutting fluid ranging from 10 ml/h to 200 ml/h. This technique has been widely employed in several works carried out in turning of Inconel 718, providing good results in terms of reduced tool wear and surface integrity (Yazid et al., 2011).
Another line of research, which also presents an environmental appeal and has been studied by several researchers (Reddy et al., 2010; Reddy and Rao, 2006; Krishnaa and Rao, 2008) is machining with solid lubricants that can be applied in the cutting zone to the mixed powder or cutting fluid. The particles of the solid lubricant can be applied by gravity (Krishnaa e Rao, 2008), assisted with air jet (Zailani et al., 2011) or electrostatically (Reddy et al., 2010). The use of solid lubricant in machining has shown satisfactory results as regards the surface finish, cutting force and tool life. Since the solid lubricant can be mixed to the oil, the technique of minimal amount of fluid may be used for implementation of this mixture in the cutting zone.
Solid lubricant–assisted machining produces low value of cutting force and surface finish compared to dry turning process. Research has pointed to good results with this technique. Moura et al. (2015) applied the mixture of MoS2 and graphite with oil at concentration (20%wt) with a flow rate of 4 mL/h in machining of Ti-6Al-4V alloy. The authors reported that molybdenum disulfide (MoS2) outperformed graphite flakes in terms of lower tool wear rate and surface roughness. They also
Surface integrity analysis of Inconel 718 after turning with different solid lubricants dispersed in neatoil delivered by MQL Msrques et al.
610

reported that cutting forces decreased when machining in presence of solid lubricants because frictional effects at the tool-workpiece interface were minimized when compared to dry and wet machining.
Rahmati et al. (2013) applied the mixture of MoS2 nanoparticles (20-60 nm) with oil at several concentrations (0.0, 0.2, 0.5 and 1.0%wt) with a flow rate of 20 mL/h in milling of an aeronautical aluminum Al6061-T6 alloy. They reported that nanoparticles of molybdenum disulfide at 0.5%wt improved the surface quality of the workpiece when compared with other concentrations.
Dilbagh and Rao (2008) carried out an experiment on turning operation and applied graphite and MoS2 solid lubricant as coolants. Surface finish and cutting force results were all influenced beneficially under MoS2-assisted machining, unlike graphite-assisted machining and flood coolant. The authors attributed these results to the strong adhesion tendency of MoS2 compared to graphite lubricant.
Applying solid lubricants (graphite and molybdenum disulfide) as coolants in machining operation is one alternative method to conventional wet and dry machining. However, the application of solid lubricants by MQL has not been investigated in the machining of nickel-based superalloys so far. This work aims to study the effect of the application of solid lubricant (graphite and molybdenum disulfide) mixed with a vegetable-based cutting oil delivered by MQL when turning of Inconel 718 with cemented carbide tools coated with triple (PVD) TiAIN/(Al,Cr)2O3/TiAIN layers. The parameters considered are tool life and surface integrity (roughness, microhardness and residual stress). The results using addition of graphite and molybdenum disulfide were compared to those encountered when applying the same oil without addition of solid lubricants.
2 Experimental procedure The machining trials were carried on CNC Centre Lathe, Multiplic 35 D model, manufactured by
Industrias Romi S.A. The lathe is driven by an 11kW stepless motor and spindle speed varying from 10 to 3000 rpm. 127 mm diameter x 250 mm long aged Inconel 718 (40 HRc) bars were used for the machining trials. The details of experimentation are shown in Table 1.
Machine tool CNC lathe Multiplic 35 D Workpiece material Aged Inconel 718 (% weight)
Ni 52.92, Fe 18.91, Cr 18.34, Nb 5.13, Mo 2.99, Ti 0.98. Al 0.57, Si 0.04, Co 0.03, C 0.03, Mn 0.02, Cu 0.01, V 0.01.
Size Ø 127 x 250 mm length Hardness 40 HRC Process parameters Cutting speed in tool life tests 50 m/min Cutting speed to evaluate the surface roughness
20, 30, 40, 50, 60 and 70 m/min
Feed rate 0.1 mm/rev Depth of cut 0.5 mm Environment MQL Flow rate 40 mL/h Air pressure 0.5 MPa Oil Vegetable-based oil LB 2000 (ITW Chemical
Products Ltd) Nozzle distance from cutting zone 30 mm
Surface integrity analysis of Inconel 718 after turning with different solid lubricants dispersed in neatoil delivered by MQL Msrques et al.
611

Solid lubricant 20% in weight Graphite Particle size (24 - 27 μm) Molybdenum disulfide (MoS2 ) Particle size (6 μm) Cutting tool SNMG120408-SM (Sandvik) Grade S1115 Coatings TiAIN/(AlCr)2O3/TiAIN - PVD Nose radius 0.8 mm Tool holder designation PSBNR2525 M12
Table 1: Experimental conditions. The cutting tools used in the experimentation were cemented carbide inserts with ISO designation
SNMG120408-SM grade S1115. All the tools have integrated chip-breaker and are coated with TiAIN/(AlCr)2O3/TiAIN PVD coatings. The tool holder was an ISO PSBNR2525 M12 and cutting insert is mounted on it, which has side cutting edge angle of 15º, a rake angle of -6º and a relief angle of 6º.
During the experiments, the cutting speed, feed rate and depth of cut were kept constant at 50 m/min, 0.1 mm/rev and 0.5 mm, respectively. For each test condition it was used a new cutting edge and for statistical effect were made three replications. With objective assessments of surface roughness, Ra, at different cutting lubrication conditions, cutting speeds of 20, 30, 40, 50, 60 and 70 m/min were evaluated.
Two different solid lubricants, graphite and molybdenum disulfide, were mixed with a cutting fluid and delivered to the cutting region by the MQL technique. The cutting fluid, vegetable-based oil LB 2000, was manufactured by ITW Chemical Products Ltd. The concentration of each solid lubricant was 20%. The cutting fluid was applied to the cutting area through a dosing device Accu-Lube (ITW) with a flow rate of 40 ml/h with a stream of air with 0.5 MPa pressure. The plastic flexible nozzles were directed to the cutting area with a tool tip height to the nozzle of 30 mm.
The experimental setup as shown in Figure 1 comprises spray nozzle, air pressure controls, fluid pump and air compressor.
Surface integrity analysis of Inconel 718 after turning with different solid lubricants dispersed in neatoil delivered by MQL Msrques et al.
612

Figure 1: Schematic diagram of experimental set-up.
The tool rejection criterion of 0.6 mm of maximum flank wear according to ISO 3685 (1993) for
roughing operation were employed. The flank wear of the tools was measured using an OLYMPUS stereomicroscopy, model SZ6145TR and Image Pro-Express software, after proper calibration.
After machining, sections from the workpiece were taken to examine the machined surface, to measure the surface roughness and to evaluate the microhardness. The surface roughness (Ra) was measured using a stylus type profilemeter SJ-201P model with resolution of 0.01 µm, manufactured by Mitutoyo. A cut-off of 0.8 mm was used, according to NBR ISO 4287 (2002) standard.
The microhardness of the workpiece samples were measured using a Shimadzu micro hardness tester HMV-2 series with a load of 245.2 mN (HV 0.025) for a time of 15 s. The measurements started from a depth of 20 µm below the machined surface up to 1000 µm. They were taken on a surface perpendicular to the machined surface, according to Figure 2. To prevent tension caused by neighboring indentation region, it was used a distance 3 times higher than the diagonal edges between indentations.
Figure 2 – Points underneath the machined surface where the microhardness were measured
Residual stresses measurements were recorded with aid of an X-ray stress analysis technique with a
Fe-anticathode and a manganese filter. They were measured in both feed and cutting directions, determined according the sen2ψ method, using CrKβ ( CrKβ = 2.0848 Å) radiation. The equipment was an XStress 3000, manufactured by Stresstech. A Cr tube was used with the parameters given in Table 2.
Diameter of the collimator (mm) 2,0
Attack angle (2θ) (º) 157,73
Diffraction plane {hkl} {311}
Radiation Cr β
Wave length ( ) Cr α (Å) 2,0848
Detail A 500:1
Feed
Surface integrity analysis of Inconel 718 after turning with different solid lubricants dispersed in neatoil delivered by MQL Msrques et al.
613
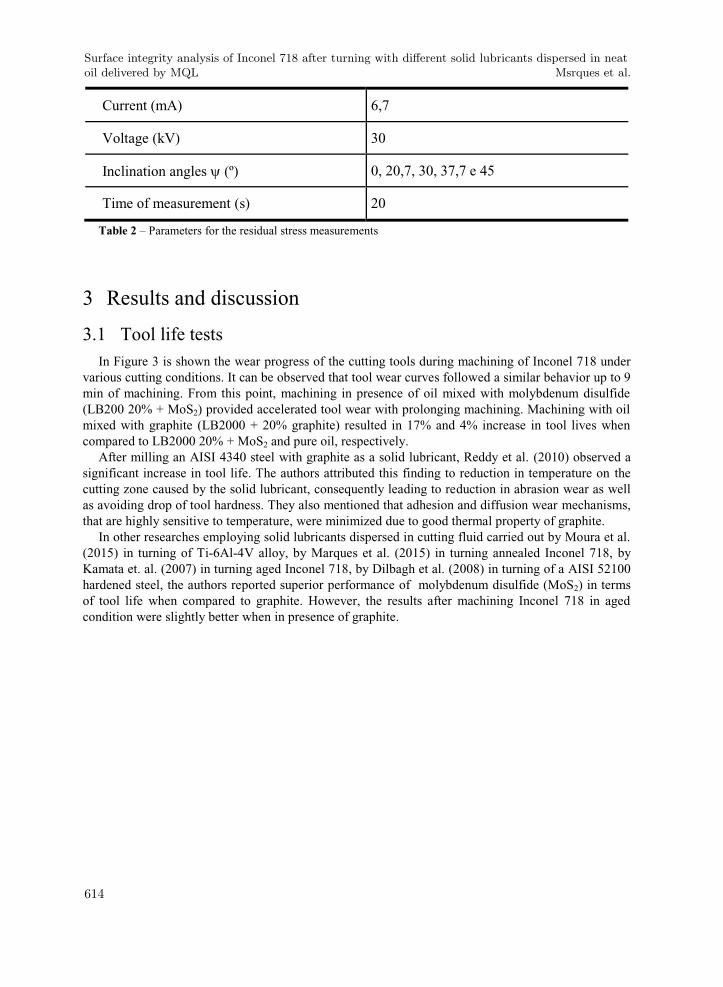
Current (mA) 6,7
Voltage (kV) 30
Inclination angles (º) 0, 20,7, 30, 37,7 e 45
Time of measurement (s) 20
Table 2 – Parameters for the residual stress measurements
3 Results and discussion
3.1 Tool life tests In Figure 3 is shown the wear progress of the cutting tools during machining of Inconel 718 under
various cutting conditions. It can be observed that tool wear curves followed a similar behavior up to 9 min of machining. From this point, machining in presence of oil mixed with molybdenum disulfide (LB200 20% + MoS2) provided accelerated tool wear with prolonging machining. Machining with oil mixed with graphite (LB2000 + 20% graphite) resulted in 17% and 4% increase in tool lives when compared to LB2000 20% + MoS2 and pure oil, respectively.
After milling an AISI 4340 steel with graphite as a solid lubricant, Reddy et al. (2010) observed a significant increase in tool life. The authors attributed this finding to reduction in temperature on the cutting zone caused by the solid lubricant, consequently leading to reduction in abrasion wear as well as avoiding drop of tool hardness. They also mentioned that adhesion and diffusion wear mechanisms, that are highly sensitive to temperature, were minimized due to good thermal property of graphite.
In other researches employing solid lubricants dispersed in cutting fluid carried out by Moura et al. (2015) in turning of Ti-6Al-4V alloy, by Marques et al. (2015) in turning annealed Inconel 718, by Kamata et. al. (2007) in turning aged Inconel 718, by Dilbagh et al. (2008) in turning of a AISI 52100 hardened steel, the authors reported superior performance of molybdenum disulfide (MoS2) in terms of tool life when compared to graphite. However, the results after machining Inconel 718 in aged condition were slightly better when in presence of graphite.
Surface integrity analysis of Inconel 718 after turning with different solid lubricants dispersed in neatoil delivered by MQL Msrques et al.
614

Figure 3: Flank wear (VBBMáx) versus machining time after machining Inconel 718 with coated carbide at a
speed of 50 m/min, feed rate of 0.1 mm/rev and depth of cut of 0.5 mm
3.2 Surface integrity The quality of surface and subsurface workpiece can be used to determine an efficiency of
machining processes. Any improvement in the surface integrity can add value to the product. So, surface quality study plays an important hole in machining and it depends on many factors.
Surface roughness values (Ra) recorded after machining Inconel 718 in various cutting conditions are shown in Figure 4. They varied between 0.4 and 0.95 m and all curves presented a similar pattern, in which roughness tend to increase with cutting speed up to 40 m/min. Reduction in surface roughness values was observed after machining Inconel 718 in cutting speed in excess of 40 min, irrespective of machining environment employed. This finishing pattern may be attributed to the formation of Built-Up-Edge (BUE) that usually occurs when machining second phase materials and at low cutting speeds. BUE in general deteriorates workpiece finishing because shearing parts of BUE remain adhered to the machined surface during cutting (Trent and Wright, 2000; Machado et al., 2015). In addition, these authors reported that BUE tends to disappear with increase in cutting speed and, consequently, surface finish is improved. Cutting speed plays an important hole in machining. Increase in cutting speed leads to further increase in cutting temperature and contribute to reducing the workpiece resistance in the primary and secondary shear zones.
Also, it can be seen from Figure 4 that the addition of solid lubricant to the cutting fluid reduced the surface roughness values when machining at lower cutting speeds. The surface finishing provided by machining in presence of graphite outperformed pure oil and molybdenum disulfide in most cutting speeds tested.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0 2 4 6 8 10 12 14 16 18 20 22 24
Fla
nk w
ear
(mm
)
Cutting time (min)
LB 2000 LB 2000 + 20% MoS LB 2000 + 20% graphite Criterion end of tool life
Surface integrity analysis of Inconel 718 after turning with different solid lubricants dispersed in neatoil delivered by MQL Msrques et al.
615

Figure 4: Surface roughness (Ra) after turning Inconel 718 in various machining environments and different cutting speeds, feed rate of 0.1 mm/rev and depth of cut of 0.5 mm
These results suggest that the lubrication property of solid lubricants played a significant role in the
machining process. The lowest surface roughness values obtained after machining in presence of graphite can be attributed to the most favorable tribological conditions existing on chip-tool-workpiece interfaces that kept tool edge shape, since the lowest tool wear rate was recorded after machining with graphite (Figure 3). According to Mishra et al. (2009), graphite combined with cutting fluid is responsible for a more stable film that acts on the tool surface during machining, thus reducing the shear strength of the material in the machining area and improving the machinability.
Similar results were observed by Krishnaa and Rao, (2008) after turning an EN8 steel (AISI 1040) with graphite dispersed in SAE 40 oil at a concentration of 20 % delivered by gravity on the cutting area. Mishra and Agarwal (2009) evaluated the performance of the graphite when turning AISI 4340 steel with carbide tools and compared with conventional cutting fluids. These authors reported the superiority of the graphite in terms of reduction in surface roughness values in relation to conventional cooling technique.
Figure 5 illustrates the behavior of microhardness below the machined surface of Inconel 718 after machining with solid carbide tool coated under different machining environments. No significant hardness values alteration was observed in regions closer to machined surface, since the values are around that for bulk material hardness, prior to machining. Evidence of softening next to the machined surface, at distance up to 40 µm, was observed after machining with LB 2000 + 20% MoS2 which may be related to the high temperatures generated on the cutting zone during machining of super alloys, such as the nickel-base, Inconel 718, alloy. However, for distances deeper than 80 µm and up to 190 µm, there is an evidence of hardening the material, especially after machining with LB 2000 20% MoS2 and with pure oil. When machining with LB 2000 + 20% MoS2 the subsurface of workpiece was affected up to 300 µm.
Patil et al. (2014) carried out a study on machining of Inconel 718 alloy with carbide tools under two machining environments (cryogenic (CO2) and dry condition) at high cutting speeds (85, 100 and 115 m/min) and observed the occurrence of softening of material subsurface in the nearest layers of the surface after machining in dry condition. They attributed this fact to the high temperatures
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
10 20 30 40 50 60 70 80
Rou
ghne
ss R
a (µ
m)
Cutting speed (m/min)
LB 2000 LB 2000 + 20% MoS LB 2000 + 20% graphite
Surface integrity analysis of Inconel 718 after turning with different solid lubricants dispersed in neatoil delivered by MQL Msrques et al.
616

generated in the process. On the other hand, hardening of subsurface of Inconel 718 was observed after machining in presence of CO2 due to its higher cooling action.
Figure 5: Variations of microhardness values below the machined surface of Inconel 718 after machining
with coated carbide at a speed of 50 m/min, feed rate of 0.1 mm/rev and depth of cut of 0.5 mm Residual stresses are always a consequence of the non-homogeneous plastic deformation and/or
phase transformations related to volume changes (Arunachalam et al., 2004). In machining, the combination of mechanical, thermal and metallurgical effects associated with the chip formation lead to non-uniform plastic deformation of the workpiece. The material right ahead of the cutting tool is subject to plastic deformation to compression, while the material behind the tool is under traction. Tensile residual stresses are due to high compressive contact pressures while compressive ones are consequence of thermal loads. Due to heat generated during chip formation, workpiece is subject to plastic deformation, thus compression is caused due to localized thermal expansion, resulting in the tensile residual stresses after cooling (Sharman et al., 2006).
Residual stresses measured after machining nickel-base, Inconel 718, alloy under various machining environments are shown in Figure 6. They were recorded either in feed and cutting directions. Tensile and compression stresses were observed under the three machining environments tested, although each atmosphere has described a peculiar pattern. Compressive stresses were predominant, especially on cutting direction after machining with solid lubricants dispersed in oil, thereby suggesting that lubricity of solid lubricants promoted reduction in friction and, consequently, lead to reduction of heat generated under the conditions investigated. No tensile residual stresses were observed after machining in presence of graphite, irrespective of direction of measurement adopted.
530
540
550
560
570
580
590
0 100 200 300 400 500 600 700 800 900 1000
Mic
roha
rdne
ss(H
V 0
.025
)
Depth beneath the surface (µm)
LB 2000 LB 2000 + 20% MoS LB 2000 + 20% grafite Bulk hardness
Surface integrity analysis of Inconel 718 after turning with different solid lubricants dispersed in neatoil delivered by MQL Msrques et al.
617

Figure 6: Residual stresses recorded after machining Inconel 718 with coated carbide at different machining environments at a speed of 50 m/min, feed rate of 0.1 mm/rev and depth of cut of 0.5 mm
4 Conclusions The following conclusions can be drawn after machining nickel-base, Inconel 718, alloy with
coated carbide tools: 1. Up to 17% and 4% increase in tool lives were obtained after machining with oil mixed with
graphite (LB2000 + 20% graphite) compared to oil mixed with molybdenum disulfide (LB2000 20% + MoS2) and pure oil, respectively. Surface roughness values (Ra) varied between 0.4 and 0.95 m for all machining environments tested. Ra increased with cutting speed up to 40 m/min and then decreased from this value. The best surface finish was obtained after machining in presence of graphite.
2. The microhardness pattern was affected by the machining environments, mainly in presence of MoS2 in which experienced softening in regions closer to the machined surface and wide hardening at distance up to 300 µm below the machined surface. A more regular pattern of microhardness was observed after machining with graphite.
3. Machining in presence of solid lubricants in general provided residual compressive stresses. No tensile residual stresses were observed after machining with graphite.
Acknowledgements
The authors thank the funding agencies, CAPES-PROEX, CNPq and FAPEMIG for the financial support, the Villares Metals for donation of the work material, the ITW Chemical Products Ltd. for providing the cutting fluids and Sandvik Coromant for the tools. One of the authors is grateful for the support received from the Federal Institute of the Espírito Santo - IFES Campus Vitória.
LB 2000 LB 2000 + 20% MoS
LB 2000 + 20%graphite
Feed direction -57 147 -37Cutting direction 345 -106 -62
-200
-100
0
100
200
300
400
Res
idua
l str
ess
(MP
a)
Surface integrity analysis of Inconel 718 after turning with different solid lubricants dispersed in neatoil delivered by MQL Msrques et al.
618

References
Arunachalam RM, Mannan MA, Spowage AC.Surface integrity when machining age hardened Inconel 718 with coated carbide cutting tools, International Journal of Machine Tools & Manufacture 44 (2004) 1481–1491.
Associação Brasileira de Normas Técnicas, NBR ISO4287: Especificações geométricas do produto (GPS) - Rugosidade: Método do perfil - Termos, definições e parâmetros da rugosidade. Rio de Janeiro, 2002. 18p.
Choudhury IA, EL-Baradie MA. Machinability of nickel-base super Aalloys: A general review, J. Mater. Process Technol, v. 77, p. 278 – 284, 1998.
Devillez A, Le Coz G, Dominiak S, Dudzinski D. Dry machining of Inconel 718, workpiece surface integrity, Journal of Materials Processing Technology. 211 (2011) 1590– 1598.
Dilbagh SM and Rao PV. Performance improvement of hard turning with solid lubricants. Int J Adv Manuf Tech, 2008; 38: 529–535.
Ezugwu EO, Bonney J and Yamane Y. An overview of the machinability of aeroengine alloys, J. Mater. Process. Technol. Vol.134, pp. 233-253, 2003
Ezugwu EO, Wang ZM, Machado AR. The Machinability of nickel-based alloys: A review. Journal of Materials Processing Technology, v. 86, p. 1–161, 1999.
ISO 3685. Tool-life testing with single-point turning tools, 1993.
Kamata Y, Obikawa T., High speed MQL finish-turning of Inconel 718 with different coated tools, Journal of Materials Processing Technology 192 (2007) 281–286.
Kitagawa T, Kubo A, Maekawa K. Temperature and Wear of Cutting Tools in High-Speed Machining of Inconel 718 and Ti-6Al-6V-2Sn. Wear, v. 202, p. 142 – 148, 1997.
Krishnaa PV, Rao DN. Performance evaluation of solid lubricants in terms of machining parameters in turning, International Journal of Machine Tools & Manufacture. 48 (2008) 1131–1137.
Machado AR, DA Silva MB, Coelho RT, Abrão AM. Teoria da Usinagem dos Metais, 3ª ed. São Paulo; Editora Edgard Blucher, 2015.
Marques A, Reddy SKN, Machado AR, Gunda RK, Josyula SK, Da Silva RB and Da Silva MB. Performance assessment of MSQL: Minimum quantity solid lubricant during turning of Inconel 718, Proc IMechE Part B: J Engineering Manufacture 1–16, 2015.
Mishra S, Agarwal S. Improvement in surface quality with solid lubrication in turning AISI 4340 steel , 5th International Conference on Leading Edge Manufacturing in 21st Century (LEM21), at Osaka, Japan, 2009.
Moura RR, Da Silva M B, Machado AR, Sales WF. The effect of application of cutting fluid with solid lubricant in suspension during cutting of Ti-6Al-4V alloy, Wear, 332-333 (2015) 762–771.
Patil NG, Asem A, Pawade RS, Thakur DG. Brahmankar PK., Comparative study of high speed machining of Inconel 718 in dry condition and by using compressed cold carbon dioxide gas as coolant, Procedia CIRP, 24 (2014), 86 – 91.
Surface integrity analysis of Inconel 718 after turning with different solid lubricants dispersed in neatoil delivered by MQL Msrques et al.
619

Rahim EA, Ibrahim MR, Rahim AA, Aziz S, Mohid Z. Experimental investigation of minimum quantity lubrication (MQL) as a sustainable cooling technique, Procedia CIRP 26 (2015) 351-354.
Rahmati B, Sarhan AAD and Sayuti M. Morphology of surface generated by end milling AL6061-T6 using molybdenum disulphide (MoS2) nanolubrication in end milling machining. J. Clean Prod, 2013; 66: 685–691.
Reddy NSK, Nouari M and Yang M. Development of electrostatic solid lubrication system for improvement in machining process performance. International Journal Machining Tools Manufacture. 2010; 50: 789–797.
Reddy NSK, Rao PV. Experimental investigation to study the effect of solid lubricants on cutting forces and surface quality in end milling, International Journal of Machine Tools & Manufacture 46 (2006) 189–198.
Sharman ARC, Hughes JI, Ridgway K. An analysis of the residual stresses generated in Inconel 718TM when turning, Journal of Materials Processing Technology, p. 173 (2006) 359–367.
Trent EM and Wright PK. Metal Cutting, Butterworths, 2000.
Yazid MZA, Cheharon CH, Ghani JA, Ibrahim GA, Said AYM. Surface integrity of Inconel 718 when finish turning with PVD coated carbide tool under MQL, Procedia Engineering, v.19, p. 396 – 401, 2011.
Zailani ZA, Hamidon R, Hussin MS, Hamzas MFMA, Hadi H. The influence of solid lubricant in machining parameter of milling operation, International Journal of Engineering Science and Technology. 3 (2011) 6.
Surface integrity analysis of Inconel 718 after turning with different solid lubricants dispersed in neatoil delivered by MQL Msrques et al.
620


















