
Supplier Quality Practice
127
TITLE: PAGE OF SEC. 1.0, TITLE PAGE 1 1 PROCEDURE # L-PUR-25 REV. G DATE: 05/09/06 PREPARED BY: STEVE FELLOWS APPROVED BY: CRAIG BENSON MANUAL REVISION G SUPPLIER QUALITY MANAGEMENT GUIDELINES Hi-Stat a Stoneridge Company Lexington Division 345 South Mill St. Lexington, Ohio 44904 Phone: (419) 884-1219 Fax: (419) 884-4196
Transcript of Supplier Quality Practice

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 1/127
TITLE: PAGE OF
SEC. 1.0, TITLE PAGE 1 1
PROCEDURE #
L-PUR-25
REV.
G
DATE:
05/09/06
PREPARED BY:
STEVE FELLOWS
APPROVED BY:
CRAIG BENSON
MANUAL REVISION G
SUPPLIER QUALITY
MANAGEMENT GUIDELINES
Hi-Stat a Stoneridge CompanyLexington Division345 South Mill St.
Lexington, Ohio 44904Phone: (419) 884-1219
Fax: (419) 884-4196

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 2/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 3/127
TITLE: PAGE OF
SEC. 2.0, TABLE OF CONTENTS 2 3
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 G 05/09/06 STEVE FELLOWS CRAIG BENSON
Quality System
Requirements
Supplier SelfSurvey
Hi-StatSupplier
Assessment
PPAP
Packaging,Identification,
VisualConditions
Forms
Purchase
OrderTerms
Q.C.Specification
MaintainingApproved
Status
Non-Conforming
Material
Dock to
Point OfUse
ContinuousImprovement
MaterialCertification
Supp lier Q ualityManagem ent Guidelines
Quality System Mgr.Supplier Quality Agent
Quality EngineerAPQP Engineer
Purchasing AgentSupplier Quality Agent
Quality EngineeringAPQP Engineer
Product EngineerManufacturing Operations
Purchasing AgentSupplier Quality Agent
APQP Engineer
Purchasing AgentSupplier Quality Agent
Purchasing AgentSupplier Quality Agent
APQP EngineerQuality Engineer
Supplier
SelectionProcess

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 4/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 5/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 6/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 7/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 8/127
TITLE: PAGE OF
SEC. 3.0, QUALITY SYSTEM REQUIREMENTS 4 7
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 06/02/05 STEVE FELLOWS DARREL GEORGE
B) Develop – Supplier’s scoring in the following range will have a
development action plan put in place.
70% -79% “Potential” Business Candidate (Due to moderatedevelopment needs)
The cross-functional team will decide the extent of the developmentand create a plan. Development may be conducted by the SDE or mayrequire the assistance of the Hi-Stat TQM team. This shall bedetermined when considering the extent of development needed andresources available to complete.
The ‘Supplier Selection Approval” form (L-QCP-F41) will be signed bythe cross-functional team as “Denied”.
The supplier’s status on the “ASL” will be “Conditional” untildevelopment is complete.
Once the development is complete the SDE will begin the process withan assessment, which will then have cross-functional team review andsign-off.
C) Re-Source – Supplier’s scoring in the following ranges will be placed ona re-source schedule immediately. The progress towardsre-sourcing will be tracked by the SDE through the“Supplier’s Top 10” list.
70% – 79% “Potential” Business Candidate (Due toextensive Development)
69% – and below “Not Viable” For Business (No systems inplace)
The “Supplier Selection Approval” form (L-QCP-F41) shall be signed bythe cross-functional team as “Denied”.
The supplier shall be placed on “Restricted” status on the “ASL”.
The re-source process shall begin immediately by the purchasingdepartment. The Purchasing Agent must follow the “Supplier SelectionProcess” as outlined in Section 4.0 of this manual.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 9/127
TITLE: PAGE OF
SEC. 3.0, QUALITY SYSTEM REQUIREMENTS 5 7
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 06/02/05 STEVE FELLOWS DARREL GEORGE
2. QUALITY REQUIREMENTS FOR SUPPLIERS OF MATERIALS, COMPONENTS
AND/OR PROCESSES
2.1 Hi-Stat will accept only purchased material, components, or processes whichmeet the agreed upon Hi-Stat drawings and/or specifications. The acceptancecriteria are ZERO defects. (See SEC. 13.0, QC SPECIFICATION QO1-0001).In order to obtain the above it will be mandatory that the supplier attend aAPQP design review meeting at Hi-Stat prior to the making of any tooling andrelease of product. Hi-Stat personnel should consist of Product Engineer,Manufacturing Engineer, Quality Engineer, APQP Engineer, PurchasingRepresentative, and Supplier Development Engineer.
2.2 The supplier is expected to perform the inspections and tests required tosubstantiate conformance to the applicable drawing and/or specifications. Thesupplier shall establish and maintain a system to assure that only the latestapplicable drawings/specifications are used.
2.3 The supplier is expected to use statistical methods to control and evaluateprocess variability and track continual improvement as well as its effectiveness.
2.4 The supplier is expected to submit, upon request, evidence of statistical controlfor all drawings/specifications with designated quality symbols noted on Hi-Stat's drawings. The supplier is expected to contact Hi-Stat’s SupplierDevelopment Engineer in the event of a Cpk value decreasing below the valuereported at time of PPAP as well as submit a documented plan to bring the Cpkvalue back up to PPAP value level or higher.
2.5 The supplier is expected to have documented Control Plans and WorkInstructions that will provide control of quality throughout the manufacturingprocess. Hi-Stat Supplier Development Engineer and APQP Engineer, inconjunction with the supplier, will develop the Control Plans and WorkInstructions. Hi-Stat's Supplier Development Engineer, APQP Engineer and/orQuality Engineer for that specific product are responsible for issuing finalapproval of the Control Plan and Work Instructions.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 10/127
TITLE: PAGE OF
SEC. 3.0, QUALITY SYSTEM REQUIREMENTS 6 7
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 06/02/05 STEVE FELLOWS DARREL GEORGE
2.6 The supplier is expected to maintain 100% on time delivery performance,which will be communicated in writing to them on a quarterly basis. In order tominimize the amount of inventory at Hi-Stat, Suppliers are expected to meetdelivery requirements, reduce lead times and react effectively to schedulechanges. A Purchasing Representative will evaluate shipments for timelydelivery and may issue a Supplier Corrective Action Report (SCAR) as deemednecessary.
NOTE: If the supplier is unable to meet Hi-Stat's delivery requirementsand the production schedules dictate that the product must be expeditedusing alternate transportation, the supplier will have the following
options:
A. Ship the product via expedited transportation at the supplier's expense. B. Immediately reimburse Hi-Stat for the difference in cost between the
original specified method and the expedited method.
2.7 Suppliers who are certified to TS16949, ISO 9001/ISO 9002, or ISO14001 areexpected to submit a copy of the current and appropriate registration certificateto Hi-Stat’s Supplier Development Engineer. Any change in status (loss,updated, new standard, etc.) must be reported to Hi-Stat’s SupplierDevelopment Engineer immediately
2.8 The supplier is expected to be familiar with the Automotive Industry ActionGroup (A.I.A.G.) Production Part Approval Process (PPAP). Included within thisSupplier Quality Management Guidelines are Hi-Stat's PPAP Requirements.
2.9 The supplier is expected to respond to all Supplier Corrective Action Reports(See SEC. 11.0, Non-Conforming Material for response times) submitted for allnon-conforming product or material received by Hi-Stat.
2.10 The supplier has the responsibility of ensuring that its sub-contractors havebeen approved and are under a controlled system of evaluation and review.
2.11 The goal of this Supplier Quality Management Guidelines is to select,development, and maintain our suppliers in accordance with the TS-16949requirements.
2.1.2 The supplier shall submit an “Annual Validation Report”. (per procedure L-QCP-32) This report will be submitted in the form of a PPAP, and follow theguidelines set in section 8 of this manual.
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 11/127
TITLE: PAGE OF
SEC. 3.0, QUALITY SYSTEM REQUIREMENTS 7 7
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 06/02/05 STEVE FELLOWS DARREL GEORGE
3. QUALITY REQUIREMENTS FOR SUPPLIERS OF SERVICES
3.1 Suppliers of services include those companies that provide repair andmaintenance parts and/or services, calibration services for inspection,measuring and test equipment, test labs, common carrier transportationservices, consulting services, and tooling and equipment suppliers.
3.2 The specific quality requirements are provided by the requestor for theseservices and will be documented on or attached to the purchase order.
4. RESTRICTED SUBSTANCES / IMDS REQUIREMENTS
4.1 All suppliers of materials, components, processes, and/or services shall have aprocess to assure that governmental and safety constraints on restricted, toxic,and hazardous substances are complied with relative to purchased productsand the manufacturing process.In order for Hi-Stat to develop products whichare compliant to current Regulated/Restricted Substances policies of bothgovernmental agencies and our Customers, the supplier shall submit at thetime of PPAP all data information for reporting all restricted and controlledsubstances. This information shall be submitted through the IMDS system oron form L-ENG-F57 (see forms in section 15.0 of this manual).
5. HI-STAT'S CUSTOMER SPECIFIC REQUIREMENTS
5.1 Hi-Stat's customer specific requirements will be specified in the Production PartApproval Process (PPAP) as it applies to each of Hi-Stat's suppliers.
6. NAFTA REQUIREMENTS
6.1 Where applicable, Suppliers are required to provide the appropriate NAFTAdocumentation.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 12/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 13/127
TITLE: PAGE OF
SEC. 4.0, SUPPLIER SELECTION PROCESS 2 3
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
PURPOSE: To define the selection process for placing a Supplier on the "Approved
Supplier List".
SCOPE: This procedure is applicable to all current and potential suppliers of materials,processes, components and/or services used in the manufacture of Hi-Stat'sproducts.
DEFINITIONS: N/A
PROCEDURE:
RASI: Responsible: Purchasing Agent / Supplier Development EngineerAccountable: Purchasing AgentSupport: Director Materials & Logistics Management / Customer Reliability/Quality
Systems ManagerInform: Project Engineering
1. SELECTION PROCESS FOR SUPPLIERS OF MATERIALS, COMPONENTS,
EQUIPMENT, TOOLING, ANDPROCESSES
1.1 Supplier sourcing decisions require cross-functional approval of Purchasing,Supplier Development Engineer, Quality Engineer, APQP Engineer, ProductEngineering, and Manufacturing Operations.
1.2 Purchasing agent will make initial contact with potential suppliers byrequesting the minimum required quotes (2 domestic and 1 global).
1.3 Once the quotes are obtained the Purchasing Agent will request thecompletion of the TS-16949 Self-Survey (L-PUR-F31) from suppliers thatwere not chosen from either the “Approved Supplier List” or the “CorporateApproved Supplier List”. The potential supplier will have five (5) working daysto complete and return. Purchasing will also advise them to review theSupplier Quality Management Guidelines found at www.histat.com.
1.3.1 Minimum requirements must be met for consideration as a newsupplier to Hi-Stat.
• TS-16949 or ISO-9001/2000 Registration
• Ability to meet Hi-Stat’s engineering and quality
requirements

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 14/127
TITLE: PAGE OF
SEC. 4.0, SUPPLIER SELECTION PROCESS 3 3
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
1.4 Purchasing will submit the self-survey to Stat’s Supplier Development
Engineer.
1.5 The Supplier Development Engineer will conduct an on-site Quality SystemAssessment at the potential supplier facility providing the supplier hassubmitted an acceptable TS-16949 Self-Survey.
NOTE: On sight surveys are only necessary if there is not a current surveyavailable from another Stoneridge Division. Supplier DevelopmentEngineer may conduct on-site surveys with the APQP or QualityEngineer or the Manager of Customer Reliability and Quality Systems.
1.6 Hi-Stat’s cross-functional team will meet and review all information providedfor final approval. All comments will be documented and all members of theteam will sign-off. (form L-QCP-F41)
1.6.1 The following will be used but not limited to in the decision makingprocess.
• Quality Standards Registration
• Current Supplier to a Stoneridge Division
•
Records of previously demonstrated capability andperformance
• Capacity limitations
• Financial stability
• Decreasing rating trend
• Ability to meet on time delivery requirements
• Ability to meet Hi-Stat engineering and qualityrequirements
• TS-16949 Self-Survey
• On-site Quality System Assessment
• Supplier attitude and market place reputation
1.7 The supplier will be notified within thirty (30) days of the results of the cross-functional team meeting by the Supplier Development Engineer. At this timethe Purchasing agent may or may not place the supplier on the ApprovedSupplier List.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 15/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 16/127
TITLE: PAGE OF
SEC. 5.0, SUPPLIER SELF SURVEY 2 2
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
PURPOSE: To define Hi-Stat's Supplier Self Survey process.
SCOPE: This procedure is applicable to suppliers of materials, components and/orprocesses used in the manufacture of Hi-Stat's products.
DEFINITIONS: N/A
PROCEDURE:
RASI: Responsible: Purchasing AgentAccountable: Director Materials & Logistics ManagementSupport: Supplier Development EngineerInform: Supplier Development Engineer
1. GENERAL
1.1 Hi-Stat requires each supplier to complete and submit a self-survey. Thisself-survey is comprised of the TS-16949 Supplier Self-Survey. The TS-16949 Supplier Self-Survey is required to be returned within 5 days of
request to Hi-Stat's Purchasing Department. Failure to return within the timelimit will result in a five point reduction on the onsite assessment.
2. TS-16949 SUPPLIER SELF-SURVEY
2.1 The TS-16949 Supplier Self-Survey (See SEC. 15.0, Forms) will be sent tothe supplier by a purchasing Agent. This survey allows Hi-Stat to evaluateand understand the suppliers current position and intentions in complyingwith the TS-16949 quality standard.
2.2 The completed survey will be reviewed by Hi-Stats Supplier DevelopmentEngineer.
2.3 If the survey is acceptable then the Supplier Development Engineer willcontact the potential supplier to set-up a date and time for the on-siteassessment.
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 17/127
TITLE: PAGE OF
SEC. 6.0, SUPPLIER ON-SITE QUALITY SYSTEMASSESSMENT BY HI-STAT
1 3
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 C 06/02/05 STEVE FELLOWS DARREL GEORGE
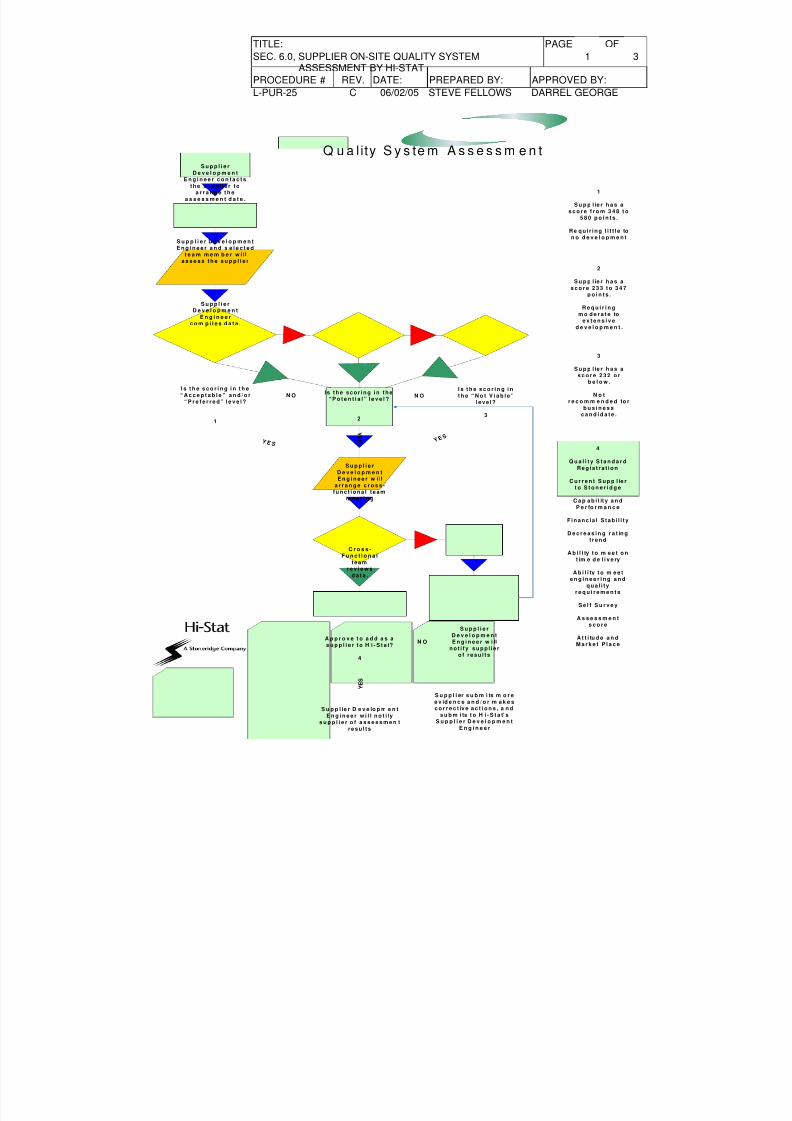
S u p p l i e rD e v e l o p m e n t
E n g i n e e r c o n t a c t st h e s u p p l i e r t o
a r r a n g e t h ea s s e s s m e n t d a t e .
S u p p l i e r D e v e l o p m e n tE n g i n e e r a n d s e l e c t e d
t e a m m e m b e r w i lla s s e s s t h e s u p p l i e r
S u p p l i e rD e v e l o p m e n t
E n g i n e e rc o m p i l e s d a t a .
I s t h e s c o r i n g i n t h e“ A c c e p t a b l e ” a n d / o r
“ P r e f e r r e d ” l e v e l ?
1
Y E S
NOI s t h e s c o r i n g i n t h e
“ P o t e n t i a l ” l e v e l ?
2
Y E
S
N O
S u p p l i e rD e v e l o p m e n tE n g i n e e r w i ll
a r r a n g e c r o s s -f u n c t i o n a l t e a m
m e e t i n g
1
S u p p l ie r h a s as c o r e f r o m 3 4 8 t o
5 8 0 p o i n t s .
Re q u i r i n g l i t t l e ton o d e v e l o p m e n t
2
S u p p l ie r h a s as c o r e 2 3 3 t o 3 4 7
p o i n t s .
R e q u i r i n gm o d e r a t e to
e x t e n s i v ed e v e l o p m e n t .
Q u a l ity S y s te m A s s e s s m e n t
I s t h e s c o r i n g i nt h e “ N o t V i a b l e ”
l e v e l ?
3
Y E S
3
S u p p l ie r h a s as c o r e 2 3 2 o r
b e l o w .
N o tr e c o m m e n d e d fo r
b u s i n e s sc a n d i d a t e .
C r o s s -F u n c t i o n a l
t e a mr e v i e w s
d a t a .
A p p r o v e t o a d d a s as u p p l i e r t o H i - S t a t?
4
N O
Y E S
S u p p l i e rD e v e l o p m e n tE n g i n e e r w i ll
n o t i f y s u p p l i e ro f r e s u l t s
S u p p l ie r D e v e lo p m e n tE n g i n e e r w i l l n o t i fy
s u p p l i e r o f a s s e s s m e n tr e s u l t s
4
Q u a l i t y S t a n d a r dRe g i s t r a t i o n
C u r r e n t S u p p l ie rt o S t o n e r i d g e
C a p a b i l it y a n dP e r fo r m a n c e
F i n a n c i a l S t a b i l i t y
D e c r e a s i n g r a t in gt r e n d
A b i l i ty t o m e e t o nt im e d e l i v e ry
A b i l i ty t o m e e te n g i n e e r i n g a n d
q u a l i t yr e q u i r e m e n t s
S e l f S u r v e y
A s s e s s m e n ts c o r e
A t t i tu d e a n dM a r k e t P l a c e
S u p p l i er s u b m i ts m o r ee v id e n c e a n d / o r m a k e sc o r r e c t iv e a c t i o n s , a n d
s u b m i ts t o H i - S t a t’ sS u p p l i e r D e v e l o p m e n t
E n g i n e e r

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 18/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 19/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 20/127
TITLE: PAGE OF
SEC. 7.0, MAINTAINING APPROVED STATUS 1 6
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 05/09/06 STEVE FELLOWS CRAIG BENSON
S u p p l ie r is o n t h e “ A p p r o v e dS u p p l ie r L i s t”
S u p p l ie r m u s tm a i n t a in t h e i r
q u a l i ty s y s t e m
P r o d u c ts p e c i f i c
r e q u i r e m e n t sm u s t b e
m a i n t a in e d
P a s s o n s i tes p o t a u d i ts
1 0 0 % o n t im ed e l i v e ry , a ta g r e e d p r i c e s
N o P l a n t d is r u p t i o n s
R a t in g m u s t
n o t f a l l b e l o w8 0 %
S u p p l i e rs a r e n o t if ie dq u a r t e r l y , u n l e s s
d e f i c i e n t t h e nm o n t h l y
P e r f o rm a n c e b a s e o n : P P M . O T D , P r o c e s s C o n t r o l,P P A P / P S W T i m e l i n e s s , P l a n t D i s r u p t i o n s / C o r r e c t iv e
A c t i o n s , IS O / T S C e r t i fi c a ti o n , L e a d T i m e R e d u c t i o n ,a n d C o s t Im p r o v e m e n t P a r t ic i p a t io n
S u p p l ie r s o f
s e r v ic e s m u s ta d h e r e t o
r e q u i r e m e n t s
o n P O
M a in ta in in g A p p r o v e dS t a t u s
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 21/127
TITLE: PAGE OF
SEC. 7.0, MAINTAINING APPROVED STATUS 2 6
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 05/09/06 STEVE FELLOWS CRAIG BENSON
PURPOSE: To define the level of performance the Supplier must maintain for anapproved status.
SCOPE: This procedure is applicable to Hi-Stat's suppliers of materials, processes,components and/or services used in the manufacture of Hi-Stat's products.
DEFINITIONS: MDR - Material Discrepancy ReportSCAR - Supplier Corrective Action ReportPPAP – Production Part Approval Process
PPM – Parts Per MillionSREA – Supplier Request for Engineering Approval
PROCEDURE:
RASI: Responsible: Buyer/Supplier Quality AgentAccountable: Strategic Supply Chain ManagerSupport: Purchasing Agents, Director of Operations & Order Fulfillment,Inform: Director of Operations & Order Fulfillment
1. SUPPLIERS OF MATERIALS, COMPONENTS AND/OR PROCESSES
1.1 Once the approved Supplier begins supplying goods to Hi-Stat, they mustadhere to the following requirements to remain on Hi-Stat's ApprovedSupplier List with an "Approved" status:
a. Maintain their quality system to the fundamentals of the TS-16949Quality System requirements.
b. At the Supplier's facility, product specific requirements must beimplemented and maintained as approved during the PPAP.
c. Pass on-site spot audits by Hi-Stat auditors.d. 100% on-time delivery is expected. Delivery performance is based on
the due date +3/-0 days.e. No more than two Supplier SCAR’s and/or Supplier Concerns per
monthf. Material delivered at agreed upon prices.g. The Supplier’s Performance Rating cannot drop below 80% for three
consecutive months of shipments.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 22/127
TITLE: PAGE OF
SEC. 7.0, MAINTAINING APPROVED STATUS 3 6
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 05/09/06 STEVE FELLOWS CRAIG BENSON
2. SUPPLIERS OF SERVICES
2.1 For Suppliers of services to maintain their approved status they must adhereto the requirements specified on the purchase order.
3. PERFORMANCE REPORT
3.1 Hi-Stat maintains performance records for each active Supplier of productionmaterials, which includes the following information:
a. PPM Data
b. Deliveryc. Process Controld. PPAP/PSW Timelinesse. Plant Disruptions/Corrective Actionsf. ISO9000/TS16949 Certificationg. Lead Time Reductionsh. Cost Improvement Participation.
3.2 Suppliers will be advised of their performance scores on the Hi-StatSupplier Performance Rating Form, L-PUR-F29 (See SEC. 15.0, FORMS),at the end of each calendar quarter. Suppliers that fall into the unacceptable
threshold (below 80%) will be notified in the month of their deficiency.Suppliers are expected to use this document as a performance metric instriving for continual improvement.
4. Performance Scoring
4.1 PPM
a. This value is calculated using incoming supplier data from customerkey characteristics as defined on Hi-Stat drawings generating adefect per million value.
1 = > 5000 for the current month2 = < 5000 for the current month or 0 for less than 3 months running3 = 0 for running 3 month period4 = 0 for running 6 month period5 = 0 for running 12 month period

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 23/127
TITLE: PAGE OF
SEC. 7.0, MAINTAINING APPROVED STATUS 4 6
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 05/09/06 STEVE FELLOWS CRAIG BENSON
4.2 On Time Delivery
a. On time delivery is calculated using a +3 / -0 days.
1 = < 100% OTD for 2 or more consecutive months2 = < 100% OTD for current month of 100% OTD for < 3 months3 = 100% OTD for running 3 month period4 = 100% OTD for running 6 month period5 = 100% OTD for running 12 month period
4.3 Process Control
a. Process Control is evaluated by comparing the received Cpk valueagainst the PPAP Cpk level for each component received for themonth.
1 = < 100% of critical product characteristics meet PPAP Cpk with noapproved SREA
2 = < 100% of critical product characteristics meet PPAP Cpk with aapproved SREA
3 = Critical product characteristics meet PPAP Cpk for running 6month period
4 = Critical product characteristics meet PPAP Cpk for running 12
month period5 = Critical product characteristics exceed PPAP Cpk for running 12
month period
4.4 PPAP / PSW Timeliness
a. Timeliness is evaluated on all PPAP submission for the currentmonth. If no PPAP submitted default is a 3.
1 = YTD < 100% on time and < 100% accepted2 = YTD 100% on time but < 100% accepted
3 = No PPAP or PSW submitted YTD4 = YTD < 100% on time but 100% accepted5 = YTD 100% on time and accepted
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 24/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 25/127
TITLE: PAGE OF
SEC. 7.0, MAINTAINING APPROVED STATUS 6 6
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 05/09/06 STEVE FELLOWS CRAIG BENSON
4.8 Cost Improvement Participation
1 = No cost improvement plans submitted2 = Cost improvement plans rejected3 = Cost improvement plans submitted, to be realized within the next
six months4 = Cost improvement plans submitted, to be realized within the next
three months5 = Cost improvement plans submitted and realized within the
current month
5. REGAINING APPROVED STATUS
5.1 Once a Supplier is removed from the Approved Supplier List, they mustbecome re-qualified per the Supplier Selection Process (See SEC. 4.0,SUPPLIER SELECTION PROCESS).
STATUS DESIGNATIONS
5.2 Status A (Preferred & Approved) – Supplier’s who have earned aperformance rating of > 80% or received an assessment score > 348.Suppliers with this status are the only sources considered for Dock-To-Stockshipments.
5.3 Status C (Conditional) – Supplier’s who earned a performance ratingbetween 70% and 80% or an assessment score of 233 to 347. If a supplierearns this status, a corrective action and/or a development plan will beinitiated. These supplier’s are considered to be on new business hold.
5.4 Status R (Restricted) – These suppliers have earned a performance rating <
70% or an assessment score < 347. A re-sourcing plan will be considered ifappropriate.
NOTE: STATUS DESIGNATIONS ARE COLORED CODED FOR EASYREFERNCE ON THE APPROVED SUPPLIER LIST.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 26/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 27/127
TITLE: PAGE OF
SEC. 7.0, MAINTAINING APPROVED STATUS 8 9
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 C 03/31/05 STEVE FELLOWS DARREL GEORGE
b. Packaging Issues – deduction of one point for each
damaged shipment resulting from the Supplier’s packaging.
c. Premium Freight – deduction of one point for each shipmentresulting in premium charges that are Supplier related.
If a supplier knows in advance that they are unable to meet the requesteddue date, a call shall be placed to the appropriate Hi-Stat PurchasingAgent advising him/her of a new delivery date. The Purchasing Agentmay approve the new due date provided that the production schedule isunaffected by the change. If approved, the shipment may not beconsidered an early/late delivery.
SERVICE PERFORMANCE:
a. Responsiveness − Purchasing/Quality Issues:(Purchasing issues include: RFQ’s, P.O.’s, contracts, pricing,expediting, and paperwork).(Quality issues include: MDR’s, SCAR/Concerns, problemresolution, submission of IMDS data, and continual improvement).
NOTE: SUPPLIERS THAT ELECT NOT TO RESPOND TO QUALITYISSUES WITHIN THE TIME PERIOD GIVEN WILL RESULT INAN AUTOMATIC DOWNGRADE TO CONDITIONAL STATUSAND A LOSS OF 25 POINTS FROM THE CURRENTMONTHLY SUPPLIER RATING.
b. The Service Performance Rating is based on a scale of 0-10(0 = No response; 10 = Excellent response) with a number beingassigned by each contact Purchasing Agent and Expediter. If morethan one person has communication with a Supplier, the averageof the numbers assigned will be the rating.
3.4 Overall Performance Levels:
90 - 100% PREFERRED85 - 89% ACCEPTABLE80 - 84% NEEDS IMPROVEMENT0 - 79% UNACCEPTABLE
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 28/127
TITLE: PAGE OF
SEC. 7.0, MAINTAINING APPROVED STATUS 9 9
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 C 03/31/05 STEVE FELLOWS DARREL GEORGE
4. REGAINING APPROVED STATUS
4.1 Once a Supplier is removed from the Approved Supplier List, they mustbecome re-qualified per the Supplier Selection Process (See SEC. 4.0,SUPPLIER SELECTION PROCESS).
STATUS DESIGNATIONS
5.1 Status A (Preferred & Approved) – Supplier’s who have earned aperformance rating of > 85% or received an assessment score > 348.Suppliers with this status are the only sources considered for Dock-To-
Stock shipments.
5.2 Status C (Conditional) – Supplier’s who earned a performance ratingbetween 79% and 84% or an assessment score of 233 to 347. If a supplierearns this status, a corrective action and/or a development plan will beinitiated. These supplier’s are considered to be on new business hold.
5.3 Status R (Restricted) – These suppliers have earned a performance rating <79% or an assessment score < 347. A re-sourcing plan will be considered ifappropriate.
NOTE: STATUS DESIGNATIONS ARE COLORED CODED FOREASY REFERNCE ON THE APPROVED SUPPLIER LIST.
6. Dock-To-Stock Reporting6.1 Dock-To-Stock (DTS) is reported as percentage of total shipments received.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 29/127
TITLE: PAGE OF
SEC. 8.0, PRODUCTION PART APPROVAL PROCESS 1 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
Supplier is“Production”
ready
Samples runin the
productionsetting
Samples forPPAP pulledfrom this run
Submission
Toolingcompleted
Samemachinery,equipment,
environmentsetting, etc.
Processshould run ata minimum ofone hour to
one shift
Samplesselected
randomly
Samples shouldbe representativeto each position
of a multiplecavity die, mold,tool, or pattern
Supplier tocomplete
dimensionallayout on
abovesamples
Supplier
submits PPAPto Supplier
DevelopmentEngineer
Quality /APQP
Engineer“Approves”
PPAP
Production Part Approval Process
SupplierDevelopment
Engineerreviews PPAP
for
completeness

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 30/127
TITLE: PAGE OF
SEC. 8.0, PRODUCTION PART APPROVAL PROCESS 2 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
PURPOSE: To define Hi-Stat's Production Part Approval Process (PPAP) for
Suppliers.
SCOPE: This procedure is applicable to all suppliers of materials, components and/orprocesses used in the manufacture of Hi-Stat's products.
DEFINITIONS: PPAP - Production Part Approval Process
PROCEDURE:
RASI: Responsible: Purchasing AgentAccountable: Director Materials & Logistics ManagementSupport: Supplier Development EngineerInform: Quality or APQP Engineer
1. GENERAL
1.1 The PPAP is used to determine if all Hi-Stat drawings and/or specificationsare properly understood by the Supplier; and that the process has the
potential to produce product meeting these requirements during an actualproduction run at the quoted production rate.
2. DEFINITION
2.1 Production parts are manufactured at the production site using the productiontooling, gauging, process, materials, operators, environment, and processsettings, e.g., feeds/speeds/cycle times/pressures/temperatures.
2.2 Parts for PPAP must be taken from a significant production run. This runwould typically be from one hour to one shifts production. Parts from eachposition of a multiple cavity die, mold, tool or pattern are to be measured andrepresentative parts tested.
2.3 Production part review and approval are required for each part prior to thefirst production shipment.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 31/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 32/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 33/127
TITLE: PAGE OF
SEC. 8.0, PRODUCTION PART APPROVAL PROCESS 5 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
6. MASTER SAMPLES RETENTION
6.1 Master samples are to be retained for the same period as the production partapproval records or until a new master sample is produced for the same partnumber for the purpose of Hi-Stat's approval. Master samples are to beidentified as such and are to show Hi-Stat's approval date.
7. PARTS SUBMISSION STATUS
7.1 Suppliers will be notified by Hi-Stat's Supplier Development Engineer as tothe disposition of the submission. The appropriate Hi-Stat Quality Engineer isresponsible for disposition. If the Part Submission Warrant is rejected, the
Quality Engineer must indicate the reason for rejection. After sampleapproval, suppliers are responsible for assuring that future productioncontinues to meet all of Hi-Stat's requirements.
7.2 Suppliers must NEVER ship production quantities of their products beforereceiving Hi-Stat's approval.
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 34/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 35/127
TITLE: PAGE OF
SEC. 9.0, PACKAGING, IDENTIFICATION, AND VISUALCONDITIONS 2 8
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
PURPOSE: To define Hi-Stat's requirements for packaging, identification and the visualcondition of material shipped by our suppliers.
SCOPE: This procedure is applicable to suppliers of materials, components, and/orprocesses used in the manufacture of Hi-Stat's products.
DEFINITIONS: N/A
PROCEDURE:
RASI: Responsible: Purchasing AgentAccountable: Director Materials & Logistics ManagementSupport: Process EngineeringInform: Sustaining Business Unit Manager
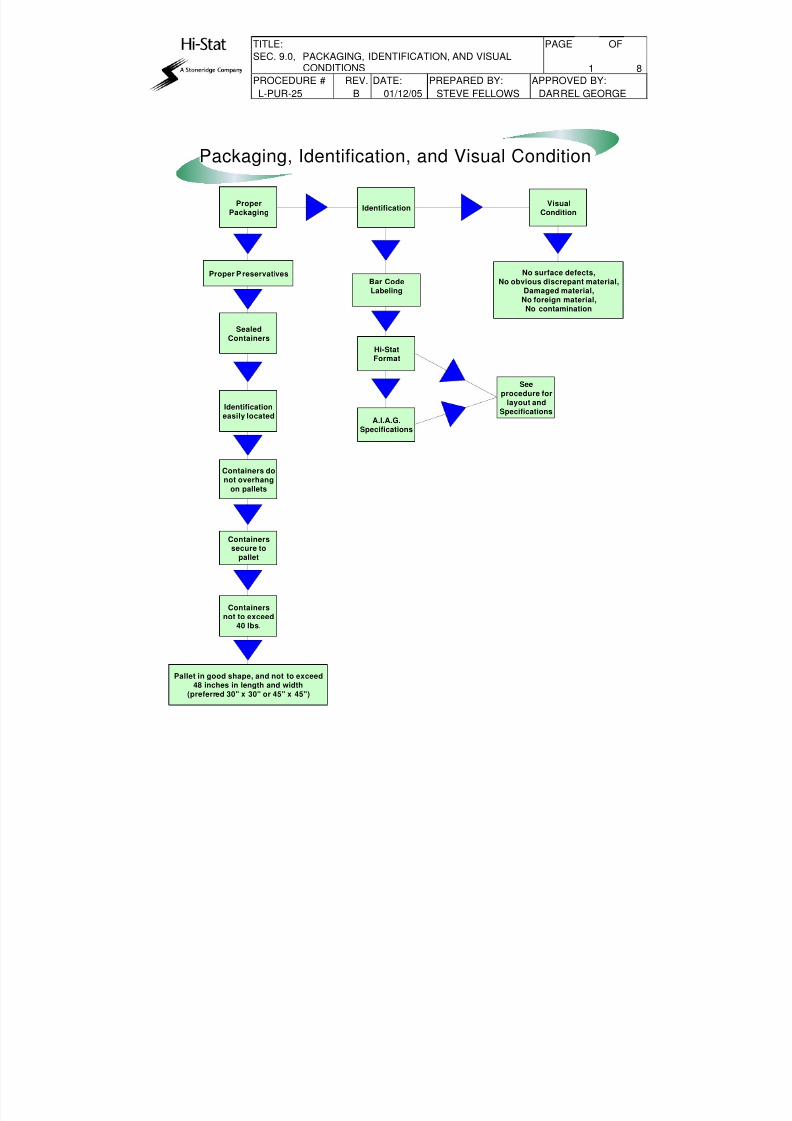
1. PROPER PACKAGING
NOTE: ALL INFORMATION LISTED IN THIS PROCEDURE MUST BE
IDENTIFIED AND ADDRESSED DURING THE APQP DESIGNREVIEW.
1.1 Materials must contain proper preservatives applicable to the materialcomposition, (ie: desiccants, vanishing oil, PAVCO treatment, sealed plasticbags, etc.).
1.2 Containers must be adequately sealed.
1.3 Containers must be placed so identification is easily located and readable.
1.4 Containers must not overhang pallets.
1.5 Containers must be secure to limit shifting in transit.
1.6 A 40-pound maximum weight limit must be observed. This limit includes thecombined weight of the containers and their contents. Larger packaging,such as tri-wall containers, metal tubs, etc., requires pre-approval fromHi-Stat's Purchasing Department.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 36/127
TITLE: PAGE OF
SEC. 9.0, PACKAGING, IDENTIFICATION, AND VISUALCONDITIONS 3 8
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
1.7 Pallets must be in good repair and not broken.
1.8 Pallets must not exceed 48" in length or width unless approved by theappropriate Hi-Stat personnel. Preferred sizes are 30" X 30" or 45" X 45".
2. PROPER IDENTIFICATION
2.1 Containers must be clearly identified with a bar code label (See Hi-Stat BarCode Label Questionnaire in SEC. 15.0, FORMS).
2.2 Labels should be a minimum of 4 inches by 6 inches in size and exposed onthe outside of each container (Figure 1).
Figure 1

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 37/127
TITLE: PAGE OF
SEC. 9.0, PACKAGING, IDENTIFICATION, AND VISUALCONDITIONS 4 8
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
2.3 Labels must be formatted as shown on the examples in figure 1, and containthe following information:
a. Hi-Stat part numberb. Revision levelc. Lot quantityd. Hi-Stat purchase order numbere. Supplier Codef. Mfg. Date
2.4 Bar coding must comply with A.I.A.G. specifications and as required by Hi-Stat.
Bar Code Label Specifications:
1. Data Area Characters
The part number, quantity, purchase order number, supplier code,revision, serial number, and mfg. date shall be included on eachlabel in the designated areas and shall be displayed in both bar codesymbols and human readable characters.
2. Bar Code Symbology
The bar codes shall be of the 3-of-9 type (Code 39) and shallconform to the AIAG “Bar Code Symbology Standard for 3-of-9Codes.” The bar heights shall be a minimum of 0.5 inches and theaverage width of the narrow elements shall be within a range of0.013 to 0.017 inches. The ratio of the average width of the wideelements to the average width of the narrow elements shall be 3:1(2.8:1 to 3.2:1 allowable). A minimum 0.25 inches of leading andtrailing quiet zone shall be provided for each symbol.
The four characters ($, /, +, %) of the 3-of-9 symbology shall not beused on the shipping /parts identification label. Check digits shall notbe used in the bar codes.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 38/127
TITLE: PAGE OF
SEC. 9.0, PACKAGING, IDENTIFICATION, AND VISUALCONDITIONS 5 8
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
3. Titles
Titles should be 0.1 inches high and are to be shown as follows:PART NO., QUANTITY, PURCHASE ORDER NO., SUPPLIER,SERIAL, REVISION, and MFG. DATE.
4. Data Identifier Codes
An identifier code starting in the first position following the start codesymbol shall be used to identify the information to follow. This
character is not to be included in the human readable line, but isshown in human readable characters under the title for theappropriate data field. The identifier codes are assigned as follows:
(P) – Part Number(Q) – Quantity(V) – Supplier(K) – Purchase Order Number(E) – Revision(S) – Unique Serial Number – Individual Label(4S) – Unique Serial Number – Master Label
(D) – Mfg. Date
5. Part Number Area
The human readable part number shall be bold and a minimum of0.5 inches high. The bar code symbol for the part number shall bedirectly below the human readable characters. It shall be a minimumof 0.5 inches high and shall contain the data identifier (P forcustomer part number). The part number (in both human readablecharacters and bar code symbols) shall be printed exactly as itappears on the purchase order.
6. Quantity Field
The human readable quantity characters shall be a minimum of 0.5inches high. The bar code symbol for the quantity shall be directlybelow the human readable characters. This bar code shall be aminimum of 0.5 inches high and shall contain the data identifier (Qfor quantity). The maximum length for the quantity field is sixnumeric characters plus the data identifier (Q).
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 39/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 40/127
TITLE: PAGE OF
SEC. 9.0, PACKAGING, IDENTIFICATION, AND VISUALCONDITIONS 7 8
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
11. Revision Level
The human readable revision level shall be a minimum of 0.2 incheshigh. The bar code symbol shall be directly below the humanreadable characters. This bar code shall be a minimum of 0.5 incheshigh and shall contain the data identifier (E). The maximum lengthfor the revision level is four alphanumeric characters.
12. Manufacture Date
The human readable manufacture date is shown in this field asMMDDYY with a minimum height of 0.2 inches. The bar codesymbol for the manufacture date shall be directly below the humanreadable characters. This bar code shall be a minimum of 0.5 incheshigh and shall contain the data identifier (D). The maximum lengthfor the manufacture date is nine numeric characters plus the dataidentifier (D).
13. Extra Fields
If extra fields are available, they may be used by the supplier for anytype of information necessary providing there are no bar codes.
14. MASTER LABEL
A master label shall be used when the pack contains multiple sub-packs of the same part number and purchase order number. Eachsub-pack of the multiple pack should be identified with an IndividualLabel. The total contents of a common, multiple, item pack shall beidentified with a master label.
At the top of this label, the heading MASTER LABEL should beprinted in bold 1.0 inch letters. The balance of the label shouldconform to the specifications for the individual label except that thedata identifier for the serial number shall be 4S instead of S. Theserial number, preceded by a 4S in the bar coded form only, shall bea unique number, not to be repeated over the course of a year. Thequantity on the master label shall be the total in all of the sub-packs.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 41/127
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 42/127
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 43/127
TITLE: PAGE OF
SEC. 10.0, MATERIAL CERTIFICATION 2 2
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
PURPOSE: To define Hi-Stat's Material Certification requirements.
SCOPE: This procedure is applicable to all new and current Suppliers of materials,components, and/or processes used in the manufacture of Hi-Stat's products.
DEFINITIONS: Material Certification: Contains actual readings of material properties.MDR – Material Discrepancy Report
PROCEDURE:
RASI: Responsible: Supplier Development EngineerAccountable: Customer Reliability / Quality Systems ManagerSupport: Purchasing AgentInform: Director Materials & Logistics Management
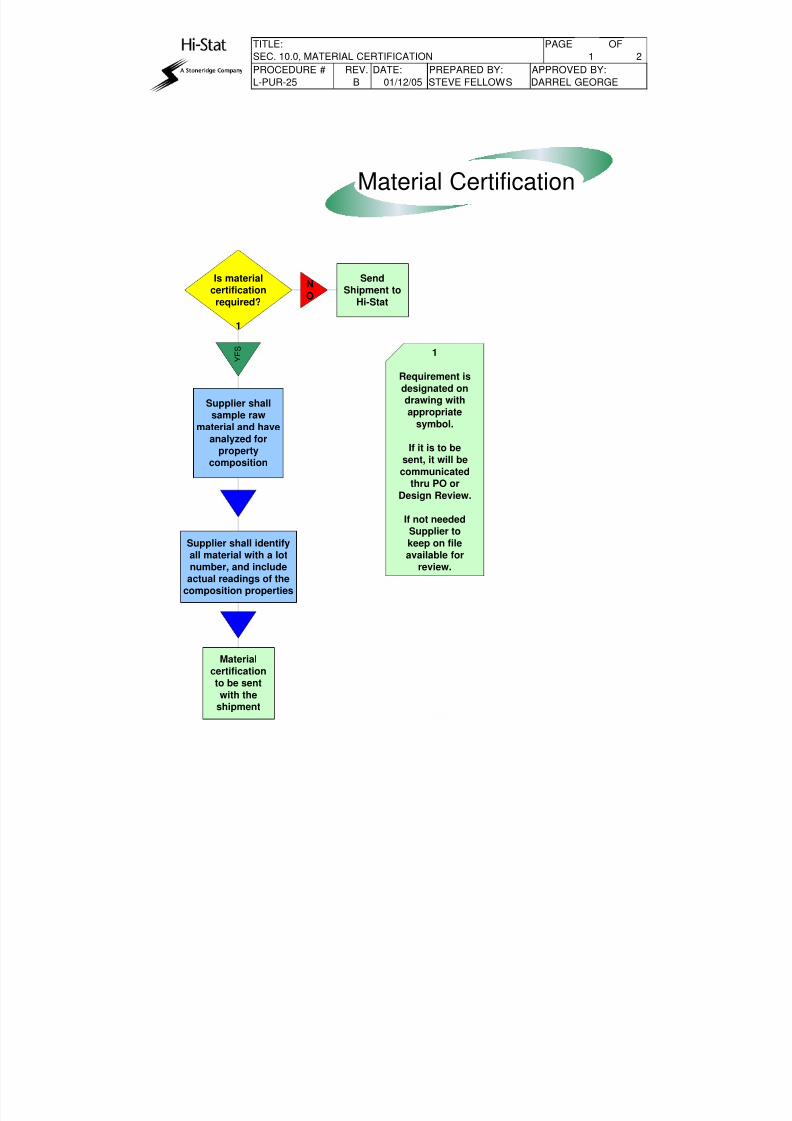
1. MATERIAL CERTIFICATION
1.1 When a Material Certification is required, a sample must be obtained from eachshipment of raw material received, and used for analyzing the property
composition of the material. Material certifications must be identify with a lotnumber and include the actual readings of the properties (chemical composition,physical properties, hardness, etc.) of the raw material. A copy of the MaterialCertification from the raw material supplier is sufficient.
1.2 Material Certification requirements are determined by the Product Engineer anddesignated on the drawing with the appropriate symbol. If the certification isrequired to be sent with each shipment, it may be stated on the Purchase Orderor communicated at design review. Material Certifications are required to be onfile at the Supplier's location at all times and subject to review or recall (in theform of a copy) as needed or demanded by Hi-Stat or its Customers. WhenMaterial Certifications are requested, a copy of the most recent lot processed isrequired.
1.3 Shipments received without the required material certification are considered anon-conformance requiring a MDR be processed.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 44/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 45/127
TITLE: PAGE OF
SEC. 11.0, NON-CONFORMING MATERIAL 2 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 07/29/05 STEVE FELLOWS DARREL GEORGE
PURPOSE: To define what Hi-Stat considers to be non-conforming material and the
method to be used to disposition the non-conforming material.
SCOPE: This procedure is applicable to all Suppliers of materials, components,services and/or processes used in the manufacture of Hi-Stat's products.
DEFINITIONS: SREA – Supplier Request for Engineering ApprovalSDE – Supplier Development Engineer
PROCEDURE:
RASI: Responsible: Supplier Development Engineer, Quality EngineerAccountable: Customer Reliability / Quality Systems Manager, Sustaining Business
Unit ManagerSupport: Purchasing AgentsInform: Director of Operations & Order Fulfillment, Director Materials & Logistics
Management.
1. GENERAL
1.1 Hi-Stat defines non-conforming material as the following:
a. Parts that are not to drawing specifications (physical, visual, ordimensional).
b. Mixed parts.c. Contamination (i.e. plastic runners, metal blanks, cleanliness, etc.).d. Lack of required Quality Control Documentation.e. Damaged parts.f. Parts that are not delivered on time.g. Not meeting purchase order requirements.
1.2 If a Supplier has a known non-conformance in a lot that is ready forshipment to Hi-Stat, they must receive documented approval from Hi-Stat'sPurchasing Department prior to shipment. The Supplier must obtain fromHi-Stat or from the Hi-Stat web site a "Supplier Request for EngineeringApproval" form (See SEC. 15.0 FORMS). This form must be completed andreturned to Hi-Stat for disposition. An approved SREA will serve as a recordof Hi-Stat's authorization for the Supplier to ship the specified non-conforming lot or to implement the requested change(s).
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 46/127
TITLE: PAGE OF
SEC. 11.0, NON-CONFORMING MATERIAL 3 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 07/29/05 STEVE FELLOWS DARREL GEORGE
1.3 If a minor non-conformance is found at Hi-Stat and the lot could be used
"AS IS," a small sample will be returned with a copy of Hi-Stat's "MaterialDiscrepancy Report" (MDR) or Supplier Concern form to the Supplier (SeeSEC. 15.0 FORMS). This is to prompt the Supplier's awareness of thenon-conformance in order for them to take appropriate action. A minornon-conformance is defined as a non-conformance that did not increasethe percentage of line scrap, cause un-necessary rework, and/or affect apass through characteristic. Supplier’s ratings are affected even thoughit’s a minor non-conformance.
1.4 If the non-conforming lot is discovered by Hi-Stat’s Metrology Lab and isdetermined to be not useable, it will be necessary for the Supplier to take
appropriate corrective action. Hi-Stat, in conjunction with the Supplier, willchoose one of the following actions to address the problem:
a. The Supplier can sort/rework the lot at Hi-Stat.b. The Supplier may have the lot returned at Supplier cost, if replacement
stock is available.c. The Supplier may choose to contact and hire at their cost, a sorting firm
to sort/rework the lot at Hi-Stat. (See approved sources below)d. The Supplier may choose to have Hi-Stat scrap the lot at Supplier cost.
Approved Sorting Firm:
• Spherion, 2282 Village Mall Drive Suite #2, Mansfeild, OH 44906Phone – 419-747-7479, Fax – 419-747-3874. Contact person willbe Beth Delaney
1.5 If the non-conforming lot is found on Hi-Stat’s production line (See Note 1below) and is determined to be unusable (See Note 2 below), the Supplierwill have three possible options. Those options (listed in order of Hi-Stat’spreference) are:
1. Expedite “certified” product to Hi-Stat.
2. Provide “qualified” personnel to sort at Hi-Stat.3. Supplier compensates Hi-Stat to sort. This is not an elective for the
supplier. This is to keep production flowing until otherarrangements are made.
Note 1: All time accumulated by Hi-Stat per this procedure will bedocumented on Form L-PUR-F30, Supplier Sort Charges (See SEC.15.0, FORMS).

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 47/127
TITLE: PAGE OF
SEC. 11.0, NON-CONFORMING MATERIAL 4 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 07/29/05 STEVE FELLOWS DARREL GEORGE
Note 2: If there are no other acceptable lots available in Hi-Stat’s
inventory, the Supplier will be required to act immediately in order toallow Hi-Stat to maintain production requirements and minimize thecosts associated with non-conforming product for both parties.
1.6 In order to prevent the problem from recurring, Hi-Stat's SupplierDevelopment Engineer will send the Supplier a "Supplier Corrective ActionReport" (SCAR). This form (See SEC. 15.0, FORMS) will be attached to acopy of the "MDR", which is required to be completed by the Supplier andreturned to Hi-Stat's Supplier Development Engineer within 10 working daysof the origination date. Initial response must be given within 24 hours. Thiswill serve as a written record to Hi-Stat showing how the Supplier corrected
the problem to prevent future recurrences. Consequences for failure torespond see section 7.0 Maintaining Approved Status.
NOTE: THE FOLLOWING IS WHEN A SCAR SHALL BE ISSUED, BUTNOT LIMITED TO:
A) If the disposition of the MDR creates a line shutdown.B) If the disposition of the MDR creates an increase in the
percentage of line scrap.C) If there is an addition of rework or a secondary operation
in order to use the components.
D) If the product is to be sorted prior to use.E) Supplier Concerns have previously been issued withinthe last 30 days for this non-conformance.
NOTE: THE FOLLOWING IS WHEN A QUALITY OF SERVICE CHARGESHALL BE APPLIED TO A MDR, BUT NOT LIMITED TO:
A) Anytime the Quality Engineer has issued a SCAR.B) Anytime the on time delivery date is not met.
1.7 In the event of a product problem discovered at Hi-Stat, the Supplier will be
responsible for taking the appropriate immediate containment action on theircurrent inventory to prevent further shipments of non-conforming product.Maintaining containment of in transit shipments will be the responsibility ofthe supplier. Containment action should be reported to Hi-Stat within 24hours. All shipments to Hi-Stat until corrective action is obtained must be100% sorted and labeled as certified product.
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 48/127
TITLE: PAGE OF
SEC. 11.0, NON-CONFORMING MATERIAL 5 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 D 07/29/05 STEVE FELLOWS DARREL GEORGE
2. RECOVERY COSTS ASSOCIATED WITH UNACCEPTABLE QUALITY
2.1 Hi-Stat’s Suppliers are expected to be responsible for costs incurred byHi-Stat as a result of supplier quality related issues. These costs include:added production costs (i.e., sorting, rework, scrap, etc.) and freight costs.The recovery process for the incurred costs will be through the issuance ofdebits.
Hi-Stat’s intent is to be fair in the settlement of costs associated withsupplier quality problems. The assessment of accountability andevaluation of costs will be based on justifiable reasoning in order to
establish mutual consideration.
Any questions and/or concerns related to the associated costs should bedirected to the appropriate Purchasing Agent or the Director Materials &Logistics Management.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 49/127
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 50/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 51/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 52/127
TITLE: PAGE OF
SEC. 12.0, CONTINUAL IMPROVEMENT 4 4
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
4.0 SUPPLIER COST REDUCTION EFFORT
4.1 Hi-Stat's Suppliers are expected to evaluate and submit for approval,proposals that reduce cost, eliminate waste, and improve quality. A welldefined total cost reduction program shall be implemented at the Supplier'sfacility so that component costs are reduced as the component maturesalong the learning curve. Any cost savings realized would be shared betweenHi-Stat and the Supplier.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 53/127
TITLE: PAGE OF
SEC. 13.0, Q.C. SPECIFICATION Q01-0001 1 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 C 03/24/06 STEVE FELLOWS CRAIG BENSON
C r i t i c a lC h a r a c t e r i s t i c s
U n - M a r k e dC h a r a c t e r i s t i c s
P a s s - T h r o u g hC h a r a c t e r i s t i c s
D e s i g n a t e d o nd r a w i n g s w i th
a f la g s y m b o lc o n t a i n i n g C p kl e v e l r e q u i r e d
D e t e r m i n e d b y H i - S t a t ’s
A P Q P a n d / o r Q u a l i tyE n g i n e e r d u r i n g d e s i g n
r e v i e w
S u p p l ie r a d d st o P F M E A a n d
C o n t r o l P l a n
S u p p l i e r s u b m i tsd a t a t o H i - S t a t w i th
s h i p m e n t s p e r
r e q u i r e m e n t s i np r o c e d u r e
I s t h e d a t a a c c e p t a b l e
t o p r i n t r e q u i re m e n t sa n d t o c r i t e r i a i n
p r o c e d u r e ?
N O
Y E S
C o m p o n e n t sa r e a p p r o v e d
fo rp r o d u c t i o n
M a t e r ia l
D i s c r e p a n c yR e p o r t F i le d
M D R
p r o c e d u r ef o l lo w e d a n d
C o r r e c t i v ea c t i o n i s s u e d
S u p p l i e rC o r r e c t s
P r o c e s s
S u p p l i e ra n s w e r s
c o r r e c t i v ea c t i o n
H i - S t a t ’ sS u p p l i e r Q u a l i tyA g e n t f o l lo w s -
u p o nc o r r e c t i v e
a c t i o n
Q C S p e c if ic a t io n s
S u p p l i e r m o n i t o rs
a n d c o l le c t s d a t af o r e a c h d e s i g n a t e d
c h a r a c t e r i s t ic p e r
t h e p a r a m e t e r s o nt h e p r o c e d u r e
M a r k e dC h a r a c t e r i s t i c s
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 54/127
TITLE: PAGE OF
SEC. 13.0, Q.C. SPECIFICATION Q01-0001 2 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 C 03/24/06 STEVE FELLOWS CRAIG BENSON
PURPOSE: To define the application of Q.C. Specification QO1-0001 noted on Hi-Stat
drawings.
SCOPE: Use of this procedure applies to Suppliers and all internal Hi-Stat functionsverifying conformance of component parts, materials or processes to drawingspecifications.
DEFINITIONS: Cpk: Capability Index for a stable process.
PROCEDURE:
RASI: Responsible: Project Engineer Accountable: Business Unit Manager Support: Purchasing AgentInform: Buyer/Supplier Quality Agent
Any parameter or dimension not meeting specified requirements on the drawing isconsidered a non-conformance. Parameters and/or dimensions (characteristics) shown onHi-Stat drawings are classified according to their seriousness by application of theappropriate Cpk level requirement inside the flag symbol.
Suppliers of materials, components and/or processes are required to produce components
which are centered about the target or nominal value. Documentation (ie: control charts,Cpk, etc.) must be maintained by the supplier demonstrating statistical control of theprocess for the appropriate Cpk level noted on Hi-Stat's drawing.
1. CRITICAL CHARACTERISTICS
a. Critical characteristics are designated on Hi-Stat drawings by the flag symbol( ), which will be located next to the dimension with the requirement. Inside thissymbol will be the Cpk level requirement for that dimension. The Supplier'smanufacturing process is required to produce a normal curve per the designation
equal to a minimum of +/- 4 sigma (8 standard deviations) within specification which isequal to a 1.33 Cpk, or a normal curve of +/- 3 sigma within specification, which isequal to a 1.00 Cpk. Appropriate control charts (Xbar-R) must be used with aminimum of 100 samples to prove stability.
⌂

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 55/127
TITLE: PAGE OF
SEC. 13.0, Q.C. SPECIFICATION Q01-0001 3 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 C 03/24/06 STEVE FELLOWS CRAIG BENSON
NOTE: Cpk provides a combined measure of the amount of part-to-part variability within a
process and the relationship of process average to the specification limits. A Cpk value iscalculated when variable data are used to evaluate product quality. The process must bestable or in "statistical control" before a valid Cpk value can be determined.
Cpk = distance from process average to nearest spec limit3 (process standard deviation)
The higher the Cpk value the more capable a process is to repeatedly produce parts thatare within specifications.
b. A critical characteristic is one that judgement and experience indicate can affect:
- safe vehicle/product function.- product life.- meeting customer specifications.- assembly.- use requiring additional operations to make the part operational or functional.- compliance with government regulations.
2. MARKED CHARACTERISTICS
a. Marked characteristics are designated on Hi-Stat drawings by the flag symbol
( ) with the letter “M” inside, this symbol will be located next to the dimension withthe requirement. All marked characteristics are declared as “Zero Defects” TheSupplier must use "Zero Defects" sampling methods for marked characteristics.
⌂ b. Marked characteristics on Hi-Stat drawings are designated as requiring ongoing
process monitoring after an approved First Piece Dimensional Layout. Hi-Stat'sControl Plan and/or Work Instruction to the Supplier will dictate the ongoing processcontrol requirements for marked characteristics.
3. UNMARKED CHARACTERISTICS
a. All unmarked characteristics are declared as “Zero Defects” The Supplier must use"Zero Defects" sampling methods for unmarked characteristics.
b. Unmarked characteristics on Hi-Stat drawings are not designated as requiringongoing process monitoring after an approved First Piece Dimensional Layout
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 56/127
TITLE: PAGE OF
SEC. 13.0, Q.C. SPECIFICATION Q01-0001 4 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 C 03/24/06 STEVE FELLOWS CRAIG BENSON
4. PASS THROUGH CHARACTERISTICS
4.1 Pass through characteristics are those that will have potential fit and/or functionalissues that will not be detected within the customer’s manufacturing process. Proper fit assures the mating part(s) will assemble properly. Functionality assures the part(s)are 100% functional over the entire operating range.
4.2 Pre-Production
a. Pass through characteristics will be developed from the customer’s top levelprint and documented during the design review process. This will be done bythe APQP or Quality Engineer.
b. The supplier shall submit evidence of an acceptable capability process for each pass through characteristic identified at the time of PPAP. Failure to doso or submitting an unacceptable Cpk level will result in rejection of the PPAP.
c. The supplier will be required to add the pass through characteristics to their PFMEA and control plan.
d. 100% in-process inspection (go/no go gages, vision system, etc.) prior toshipping may be required for any process that is not controlled and stable.
e. The supplier is required to submit data with every shipment to comply with Hi-Stat’s Dock-to-Point-of-Use program. This data will be monitored by Hi-Stat’sMetrology Lab and any non-conformances will result in the processing of aMaterial Discrepancy Report.
f. The supplier will be notified by Hi-Stat’s Supplier Quality Agent of the non-conformance and a Supplier Corrective Action will be issued.
5. POST PPAP
a. Supplier will be required to submit data as required by the APQP Engineer.
This data may be reviewed by Hi-Stat’s Metrology Lab or the APQP Engineer,and any non-conformance will result in a material discrepancy report beingfiled.
b. Supplier Corrective Action will be issued by the Supplier Quality Agent. Thesupplier will then have to submit data with every shipment until processstability is regained and corrective action is closed.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 57/127
TITLE: PAGE OF
SEC. 13.0, Q.C. SPECIFICATION Q01-0001 5 5
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 C 03/24/06 STEVE FELLOWS CRAIG BENSON
6. LOT SAMPLING USED AT HI-STAT'S RECEIVING INSPECTION DEPARTMENT
All Hi-Stat Customers expect their product to be delivered with zero defects. Conformanceto drawing specifications will be evaluated by Hi-Stat using the following plan andprocedures.
a. In support of this Customer expectation, Hi-Stat's Metrology Lab utilizes the followingsample size:
Diamond Symbol: n=30Square Symbol: n=30Circle Symbol: n=30
No Symbol: n=10
b. Selection of the sample from the lot received from the Supplier must be a randomselection where each part in the shipment has equal opportunity in being selected.The acceptance number in all cases is zero. The Metrologist only accepts theshipment if zero non-conformances are found in the sample.
c. Sample sizes for variables/attribute data collected by Hi-Stat's Metrology Lab may bereduced to 10 parts per shipment after 5 consecutive manufacturing production lotshave been received with no non-conformances found and all stated Cpk requirementson the drawing (evaluated as Ppk) were met or exceeded. This reduced sampling
does not require the Supplier to have an "Approved" rating or be qualified for "Dock toPoint of Use" status.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 58/127
TITLE: PAGE OF
SEC. 14.0, DOCK TO POINT OF USE 1 3
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 C 05/09/06 STEVE FELLOWS CRAIG BENSON
Storeroom M aterialCoordinator receives
components
StoreroomMaterial
Coordinatorverifies
inspection datawas de livered
with the shipment
Was datadelivered?
NO
Y E S
NotifyMetrology to
begin theMDR process
and placeshipment on
hold
Storeroom M aterialCoordinator will not re-
label with Hi-Stat barcode labels
Metrology w illenter the data
into the
Infinityprogram
Y E S
Storeroom
MaterialCoordinator
will stampand place onemaster label
on each palletof material
StoreroomMaterial
Coordinatorwill move the
ma terial tothe line
Metrology w illprocess MD Rfor any non-
conformances
Dock to Point of Use

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 59/127
TITLE: PAGE OF
SEC. 14.0, DOCK TO POINT OF USE 2 3
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 C 05/09/06 STEVE FELLOWS CRAIG BENSON
PURPOSE: To define the "Dock to Point of Use" procedure and its application.
SCOPE: This procedure is applicable to Suppliers of materials, processes, andcomponents and Hi-Stat's Metrology Lab Process.
DEFINITION: PPAP - Production Part Approval ProcessDPU – Dock to Point of Use
PROCEDURE:
RASI: Responsible; Buyer/Supplier Quality AgentAccountable: Strategic Supply Chain ManagerSupport: Purchasing AgentInform: Director of Operations
Hi-Stat's goal in developing its Suppliers is for every Supplier with an "Approved" statusto also meet the "Dock to Point of Use" requirements for each part number they supply.
Dock to Point of Use (DPU) is a status that is applied on a per part basis that allows Hi-Stat's Metrology Department to only verify the certification and data provided by the
supplier for the shipment while sending the components to stock (Dock to Point of Use).Variables/attribute data collection is not required by Hi-Stat's Metrology Department withthis status.
1. DPU status for each part number is earned by achieving the following items:
a. "Approved" Supplier status.
b. Maintaining "Approved" Supplier status.
c. Approved PPAP (where required) on file for the part number.
NOTE: See SEC. 3.0 (Quality System Expectations) and SEC. 8.0 (ProductionPart Approval Process) that define PPAP requirements.
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 60/127
TITLE: PAGE OF
SEC. 14.0, DOCK TO POINT OF USE 3 3
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 C 05/09/06 STEVE FELLOWS CRAIG BENSON
d. Required inspection data as defined on the Work Instruction for 5 shipments or until
sufficient evidence of a stable process can be proven. Then required data / certification is received from the Supplier or evidence that the Supplier is retainingrequired inspection data for the part number.
e. Five (5) consecutive shipments received for the part number without any Supplierfault non-conformances found during inspection and/or during the assemblyprocess.
f. The Metrology Lab Supervisor will maintain a list for the Receiving Dock of allsuppliers that DO NOT have DPU Status
2. The DPU status for a part number is removed if any items in paragraph 1 above are notmet and requires returning to full inspection as described in the work instruction for thatpart number.
3. If DPU status for a part number is lost, it can be obtained again by achieving the itemsoutlined in paragraph 1 above.
4. If a part number loses Dock to Point of Use status (for quality related issues only) morethan two (2) times within a 12 month period, it will require a new PPAP submission from theSupplier to regain the DPU status. Once the new PPAP is approved, the DPU status canonce again be obtained providing all requirements in paragraph 1 have been met.
5. Hi-Stat's Metrology personnel are required to accurately record Supplier performance toassure Dock to Point of Use requirements are met and utilized as much as possible.
6. Hi-Stat’s Metrology Lab personnel are required to enter supplier data (until full DPU statusis obtained) into the infinity system and notify the Buyer/Supplier Quality Agent of anytrends in the data that could potentially move to a non-conformance.
7. A shipment received without certification and data as required will be considered a non-conformance and a MDR will be processed. Supplier will lose DPU status.
8. Any non-conformance found on the line will result in the components being returned to theMet lab for a MDR to be processed. Supplier will lose DPU status.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 61/127
TITLE: PAGE OF
SEC. 15.0, FORMS 1 1
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
PURPOSE: To define form(s) disclaimer.
SCOPE: This procedure is applicable to all Suppliers of materials, components, servicesand/or processes used in the manufacture of Hi-Stat's products.
DEFINITIONS: N/A
PROCEDURE:
1.0 FORMS
All forms outlined in each section of the Supplier Quality ManagementGuidelines can be obtained using the “FORMS” link located at www.histat.com.To assure proper form and current revision level is used, be sure to check the“FORMS” link at www.histat.com for any updates. If you have any questions,please contact the Supplier Development Engineer.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 62/127
Supplier: If you are IMDS registered, do not fill out this form.
Contact Name: Please use the Hi-Stat ordered part number and descr
Phone Number: E-Mail:
Component
Part Number
(Hi-Stat)
Part Name /
Description
Part
Rev.
Level
Piece
Gram
Weight
Weight
Tolerance
(%)Material Name
Material
Number
Material
Trade Name &
Supplier
Classification
Polymeric
part(s)
marked?
Yes / No /
Not Applicable
Does Material
contain
Recyclate?
Amount?
Norms /
Standards
% of
Component
* IF MATERIAL USED IN A COMPONENT IS A STANDARD MATERIAL (i.e. : 12L14 STEEL, 1010 STEEL, 260 BRASS, etc.), SUBSTANCES DO NOT NEED TO BE LISTED. PLEASE PLACE IN SUBSTA
If not IMDS registered, please provide the following information for each product you supply to Hi-Stat Mfg., Lexington Division
DISCLAIMER OR REMARKS TO ADD TO THE IMDS DATA:
Component Data Material Data
Hi-Stat
A Stoneridge Company
Material Data Information for the Reporting of Restricted and Controlled Substances
To be provided to Hi-Stat Manufacturing
If you have any questions, please contact:
Darrel D. George, Quality Systems Manager, at 419-884-4176 or [email protected]
Jen Conover, IMDS Coordinator, at 419-884-4179 or [email protected]

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 63/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 64/127
QUALITY MANAGEMENT SYSTEMSELF-SURVEY
PAGE: 1 OF: 5
L-PUR-F31 REV.
DESCRIPTION OF REQUIREMENT YES NO EVIDENCE EXAMINED-REMARKS
QUALITY MANAGEMENT SYSTEM1) Is there evidence of an implemented
advanced product quality planningprocess?
2) Do process FMEA's consider allSpecial Characteristics?
3) Are control plans developed, inaccordance with the AIAG PPAPManual by a multidisciplinaryapproach to the system, subsystem,
component, and/or material level,and list all controls used for processcontrol?
4) Does the supplier utilize a partapproval process forsubcontractors?
5) Is there evidence of continuousimprovement in quality (extending toproduct characteristics), service(timing and delivery) and price thatbenefit all customers?
6) Are methods developed forevaluating the effectiveness ofexisting operations and processeswhich consider the overall workplan, appropriate automation,ergonomics and human factors,operator and line balance, storageand buffer inventory levels, andvalue added labor content?

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 65/127
QUALITY MANAGEMENT SYSTEMSELF-SURVEY
PAGE: 2 OF: 5
L-PUR-F31 REV.
DESCRIPTION OF REQUIREMENT YES NO EVIDENCE EXAMINED-REMARKS
7) Has the supplier established andimplemented a system for toolmanagement that includesmaintenance and repair facilitiesand personnel, storage andrecovery, set-up and tool changeprograms for perishable tools, toolmodification including tool designmodification?
8) Are appropriate technical resources
available for tool and gage design,fabrication and full dimensionalinspection or if tooling activities aresubcontracted, is there a system totrack and follow-up these activities?
PROCESS CONTROL
9) Does the supplier have contingencyplans to reasonably protect thecustomer's supply of product in theevent of emergency?
10) Do controlled conditions include themonitoring and control of suitableprocess parameters and productcharacteristics, includingdesignation and documentation ofSpecial Characteristics?

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 66/127
QUALITY MANAGEMENT SYSTEMSELF-SURVEY
PAGE: 3 OF: 5
L-PUR-F31 REV.
DESCRIPTION OF REQUIREMENT YES NO EVIDENCE EXAMINED-REMARKS
11) Have documented processmonitoring and operator instructionsderived from the sources listed inthe Advanced Product QualityPlanning and Control Plan referencemanual, or equivalent sources, beenprepared for all employees havingresponsibilities for operation ofprocesses and are they accessibleat the workstation?
12) Do process monitoring and operatorinstructions include or reference, asappropriate:
• Operation name and number keyedto process flow diagram?
• Part name and part number?
• Current engineering level/date?
• Required tools, gages and otherequipment?
•
Material identification anddisposition instructions?
• Customer and supplier designatedSpecial Characteristics?
• SPC requirements?
• Relevant engineering andmanufacturing standards?
• Inspections and test instructions?
• Reaction plan
• Revision date and approvals?
• Visual aids?• Tool change intervals and set-up
instructions?
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 67/127
QUALITY MANAGEMENT SYSTEMSELF-SURVEY
PAGE: 4 OF: 5
L-PUR-F31 REV.
DESCRIPTION OF REQUIREMENT YES NO EVIDENCE EXAMINED-REMARKS
12) Does the supplier maintain orexceed the process capability orperformance as approved by PPAPthrough the implementation andadherence to the Control Plan,Process Flow Diagram,measurement technique, samplingplans, and reaction plans whenacceptance criteria is not met?
INSPECTION & TESTING
13) Does the supplier ensure thatincoming product is not used orprocessed (except for urgentproduction purposes), until it hasbeen inspected or otherwise verifiedas conforming to specifiedrequirements in accordance with thequality plan and/or documentedprocedures?
14) Does the quality plan (Control Plan)mandate that all specifiedinspections and tests, incoming, inprocess, and final, must beperformed and that they meetspecified requirements?
15) Does the supplier maintain recordswhich provide evidence that theproduct has been inspected and/ortested clearly showing whether theproduct has passed or failedinspection based on the defined
acceptance criteria, and identifyingthe authority responsible for theproduct release?

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 68/127
QUALITY MANAGEMENT SYSTEMSELF-SURVEY
PAGE: 5 OF: 5
L-PUR-F31 REV.
DESCRIPTION OF REQUIREMENT YES NO EVIDENCE EXAMINED-REMARKS
16) When the supplier usesindependent/commerciallaboratories are they accredited?
CONTROL OF NONCONFORMING PRODUCT
17) Does the control of nonconformingproduct and suspect material orproduct provide for identification,documentation, evaluation,segregation (when practical),disposition, and for notification of all
appropriate functions?18) Does the supplier quantify and
analyze nonconforming product,establish a prioritized reduction planand track progress?
19) Does the supplier obtain customerauthorization prior to shipmentwhenever product or process isdifferent from the current PPAPapproval?
CORRECTIVE & PREVENTIVE ACTION
20) Does the supplier use a disciplinedproblem solving method to addressinternal or externalnonconformances?

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 69/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 70/127
Assessment Date:
Supplier Address:
Supplier Phone/Fax:Supplier Contact:
Supplier Quality System Assessment
Supplier Name:
Supplier Commodity:
Hi-Stat
A Stoneridge Company
President:
Vice President Sales:
V.P. Manufacturing:
Sales Manager:
Q.A. Manager:
Engineering Manager:
NAME OF PRINCIPLE OFFICERS
Page 2 L-PUR-F15 Rev. B
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 71/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 72/127
Assessment Date:
Supplier Address:
Supplier Phone/Fax:Supplier Contact:
Supplier Quality System Assessment
Supplier Name:
Supplier Commodity:
Hi-Stat
A Stoneridge Company
Yes or No:
2003: 2001:
2002: 2000:
Sales To Stoneridge Last 4 Years:
2003: 2001:
2002: 2000:
Estimated Sales: 2004: 2005:
If yes, describe below (e.g.; ethnicity,
sex, disabled, veteran, etc…):
FINANCIAL INFORMATION
Ownership:
Sales – Last 4 Years:
Do you have Minority Owned
Business Enterprise Status?
Publicly Held Privately Held
Page 4 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 73/127
Assessment Date:
Supplier Address:
Supplier Phone/Fax:Supplier Contact:
Supplier Quality System Assessment
Supplier Name:
Supplier Commodity:
Hi-Stat
A Stoneridge Company
f the financial data requested is not available to Stoneridge please explain:
Yes No
Rating
Financial Statement Available? Yes No
Any Outward Sign of Financial Weakness? Yes No
Financial Statement Attached? Yes No
Additional Comments:
s company rated by Dunn and
Bradstreet?
Page 5 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 74/127
Assessment Date:
Supplier Address:
Supplier Phone/Fax:Supplier Contact:
Supplier Quality System Assessment
Supplier Name:
Supplier Commodity:
Hi-Stat
A Stoneridge Company
Screw Machine Thread Coating Connectors
Metal Stamping Precious Metal Plating Fasteners
Metal Drawing PC Boards IPC training/Level
Welding Cables & Wire Electro-Plating
Molding Sorting Annealing
Plastics Cleaning Ryton
Polyimide Extrusion RTD
Teflon Castings Thermocouples
Tooling Inspection Services Heaters
Kapton Film Engineering Testing
COMPETENCIES
Page 6 L-PUR-F15 Rev. B
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 75/127
Assessment Date:
Supplier Address:
Supplier Phone/Fax:Supplier Contact:
Supplier Quality System Assessment
Supplier Name:
Supplier Commodity:
Hi-Stat
A Stoneridge Company
Facilities List:
Page 7 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 76/127
Assessment Date:
Supplier Address:
Supplier Phone/Fax:Supplier Contact:
Supplier Quality System Assessment
Supplier Name:
Supplier Commodity:
Hi-Stat
A Stoneridge Company
Page 8 L-PUR-F15 Rev. B
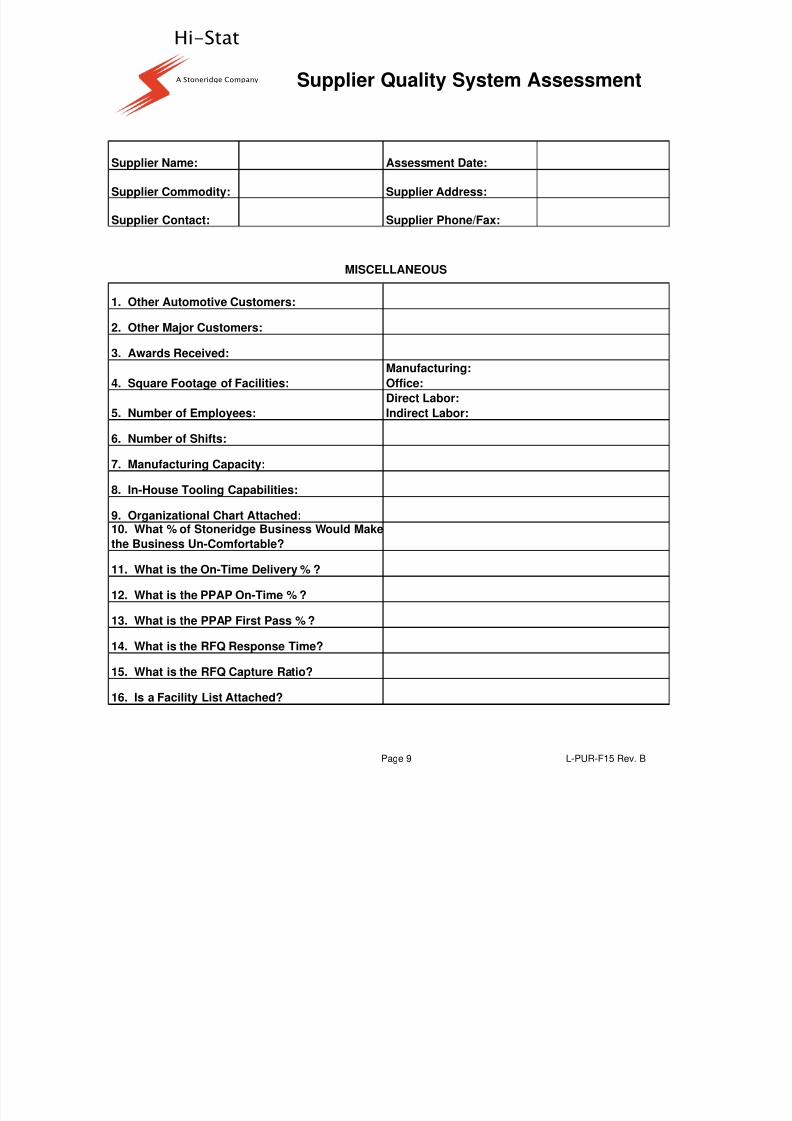
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 77/127
Assessment Date:
Supplier Address:
Supplier Phone/Fax:Supplier Contact:
Supplier Quality System Assessment
Supplier Name:
Supplier Commodity:
Hi-Stat
A Stoneridge Company
5. What is the RFQ Capture Ratio?
6. Is a Facility List Attached?
4. Square Footage of Facilities:
5. Number of Employees:
6. Number of Shifts:
3. What is the PPAP First Pass % ?
4. What is the RFQ Response Time?
1. What is the On-Time Delivery % ?
2. What is the PPAP On-Time % ?
7. Manufacturing Capacity:
Manufacturing:
8. In-House Tooling Capabilities:
Direct Labor:
Office:
9. Organizational Chart Attached:0. What % of Stoneridge Business Would Make
he Business Un-Comfortable?
MISCELLANEOUS
Indirect Labor:
. Other Automotive Customers:
2. Other Major Customers:
3. Awards Received:
Page 9 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 78/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Quality 1. Parts Per Million External PPM’s < 100 PPM 4.4 0
Internal PPM’s < 1000 PPM
How are internal PPM’s
addressed for continuous
improvement?
Are customer PPM’s
monitored and if so is the
trend positive. Is there a
metric to reduce PPM levelplant wide?
Are supplier PPM’s
monitored?
Is there a formal review
process with the entire
management team that
includes the PPM metric?
2. Corrective Action Disciplined Corrective action
implemented & verified
effectively. (Internal &
External)
4.4 0
Few/No repeats.
Are repeats tracked and
addressed in a formal
fashion using the Pareto
principle to prioritize
activities.
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
Page 10 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 79/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
2. Corrective Action Continued
Are all actions tracked fortimeliness, is there a formal
tacking mechanism to
monitor and report out
performance?
Are there performance
expectations with respect to
timing?
Do all customer complaints
have management review?
3. QS-9000 / ISO 14001 /
TS16949 / ISO 9001 2000
QS-9000/TS16949
Alignment/Certification, ISO14001 certification or
implementation plan.
4.4 0
Knowledge of industry
specific standards that are
being developed or are
developed that will replace
the current standards such
as TS 16949 and IS0 9001
2000.
Does the organization have
an AIAG membership or anequivalent system for getting
the latest information on
available standards and
updates?
Are there plans in place to
get certification to the latest
industry standards if not
currently in compliance?
Page 11 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 80/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
4. Lean Manufacturing / Six Sigma
Lean ManufacturingKnowledge and
implementation of basic
tools. (Inventory levels, visual
factory, P.M., Employee
Involvement)
4.4 0
Are P.M. systems linked to a
database for tracking?
Are P.M.s effective (planned
vs. unplanned)?
Is OEE , Takt time FTT,
being measured?Is the Lean program linked to
Six Sigma or cost reduction
activities?
Six Sigma methodologies
understood and practiced
throughout the facility.
Is the infrastructure in place
to support a Lean/Sigma
activity?
Though not formalized is
there an understanding of theconcepts with some
implementation?
5. Continuous
Improvement
Is there evidence available to
support a formal continuous
improvement program?
4.4 0
Is the Management team
involved in the program?
Page 12 L-PUR-F15 Rev. B
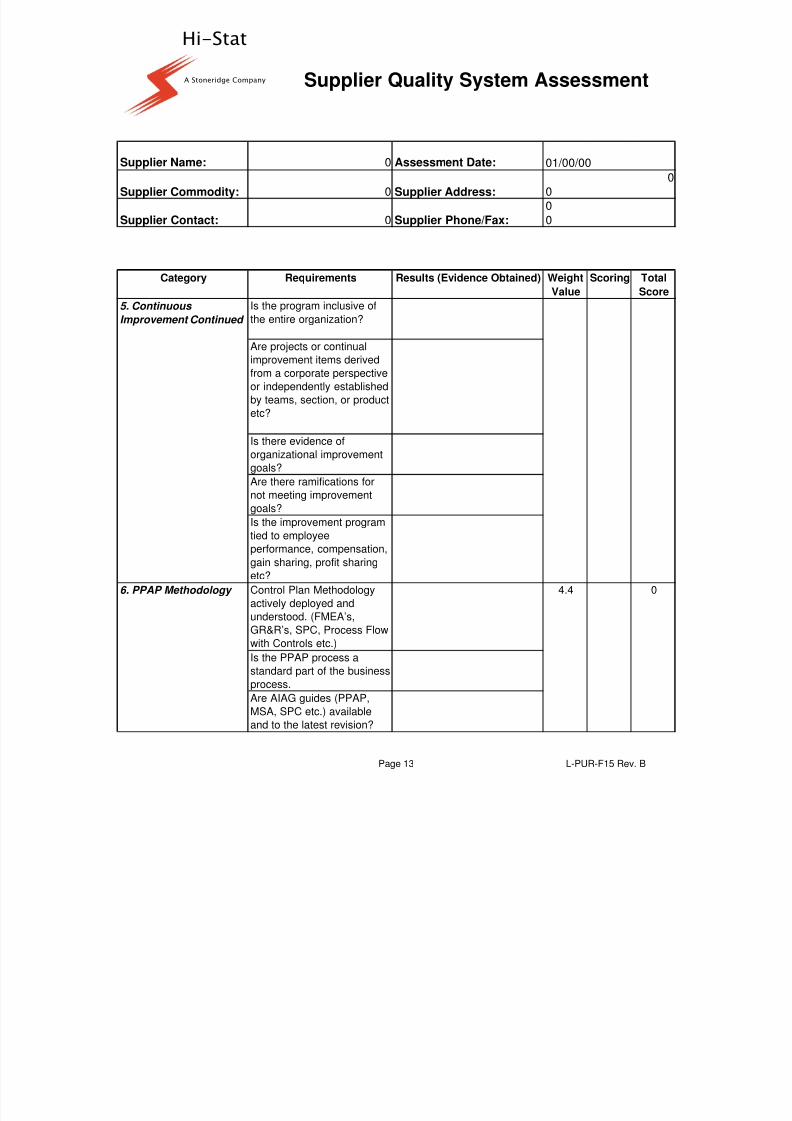
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 81/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
5. Continuous Improvement Continued
Is the program inclusive ofthe entire organization?
Are projects or continual
improvement items derived
from a corporate perspective
or independently established
by teams, section, or product
etc?
Is there evidence of
organizational improvementgoals?
Are there ramifications for
not meeting improvement
goals?
Is the improvement program
tied to employee
performance, compensation,
gain sharing, profit sharing
etc?
6. PPAP Methodology Control Plan Methodology
actively deployed andunderstood. (FMEA’s,
GR&R’s, SPC, Process Flow
with Controls etc.)
4.4 0
Is the PPAP process a
standard part of the business
process.
Are AIAG guides (PPAP,
MSA, SPC etc.) available
and to the latest revision?
Page 13 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 82/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
6. PPAP Methodology Continued
Is there a industry specificAPQP package available to
produce PPAP
documentation, or is home
grown software being used.
Is there a formal system in
place with respect to record
& sample retention?
Has the supplier
demonstrated the capability
to produce a PPAP package
capable of meeting the AIAGand Stoneridge
requirements?
Is the evidence available to
support the capability to
produce a PPAP package.
Is the entire process defined
and is it a team approach?
7. Measurement
Capability
Can the sub-contractor
demonstrate the ability anddoes the equipment exist to
meet AIAG & Stoneridge
requirements.
4.4 0
Is there a sound
understanding of GD&T as
well as basic dimensioning
techniques?
Page 14 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 83/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
7. Measurement Capability Continued
Is the Equipment (CMM,Vision Systems, Comparator)
available to support the
measurement requirements?
List all equipment.
Does the organization have
qualified resources to
support the measurement
requirements and
organizational needs?
Does the organization havethe ability to perform GR&R’s
to the AIAG MSA guide?
Is the latest MSA guide
available and is there
evidence available to support
the claim?
Does the measurement
competency support the
technology requirements,
and if not is an approvedcertified outside source
available?
Does the organization have a
measurement capability or
competency that they would
consider a competitive
advantage in their industry?
Page 15 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 84/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
8. Calibration What is the currentcalibration software being
used?
4.4 0
Are calibrations done in-
house or outsourced?
Were there any devices
observed to be past due forcalibration?
If outsourced, are only
certifed labes used?
Are all personnel trained for
technician status?
9. APQP/PPAP Output Is there a formal process
defining the APQP process?
4.4 0
Does the process meet the
AIAG requirements?
Is the process cross-functional?
Does the process take the
cradle to grave approach?
Is there a tracking system
available to monitor the
stages of the process?
Page 16 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 85/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
If the deadlines are not beingmet are there recovery plans
or corrective action plans in
place?
Page 17 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 86/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
9. APQP/PPAP Output Continued
Is this a standard part of thebusiness or automotive
specific?
Who is the process owner?
Is the APQP process visible
on a set interval to senior
management?
Is there evidence of the
process deliverables
available to support the
execution of the APQP
process?10. Supply Management Is there a system in place to
select, develop, monitor and
improve the key production
supply base?
4.4 0
Does the supplier selection
process include
benchmarking or is it
exclusively system surveys.
Does the selection process
include a system forcorrective action in areas that
are not meeting
requirements?
Are these actions tracked
and implemented prior to
new business award?
Is there a formal system in
place to track supplier
performance?
Page 18 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 87/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
10. Supply Management Continued
Are performanceexpectations communicated
and acted on?
Does the supplier do any
form of development and if
so is it formalized?
Has the supplier conducted
on-site workshops?
Is there a formal system in
place for tracking a suppliers
status (Qualified SupplierList)
Is there a formal supplier
requirements manual.
Who is responsible for
supplier selection?
11. Process Control Is there evidence of process
monitoring?
4.4 0
Are operator instructions,
special characteristics
posted?
Is a process change systemwith a process change
procedure and tracking
available?
Is a 1st
piece set-up
procedure in effect?
Is the process control
element linked to initiatives
such as lean/six sigma?
Page 19 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 88/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
11. Process Control Continued
Are process controls derivedfrom the APQP process
(Process Flow, PFMEA,
Control Plan etc.)?
Are the appropriate
resources in place to execute
all process control
requirements?
Is evidence available to
confirm out of control
conditions are addressed
real time and that allpersonnel are capable of
shutting down out of control
processes?
Is there any evidence of real
time data collection systems
designed to present
immediate feedback to
operations with respect to
key process control
elements?
If these systems exist, arethey designed to
automatically control line flow
and process output?
Are control plan elements
studied for Gage repeatability
& reproducibility and are
special operations qualified
with masters or standards?
Page 20 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 89/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
12. Document Control Is there evidence of anengineering change control
system for internal & external
purposes?
4.4 0
Does the system include a
recall process for all obsolete
documentation?
Does the change process
include provisions to assure
that financial, regulatory,contractual & customer
requirements are addressed
at the appropriate levels?
Is the change process linked
to a database for
performance tracking
purposes and if so are there
performance measurables
associated with the system?
Total this section. 0
264Points Possible this section
Page 21 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 90/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
Delivery 1. Delivery Performance Is there a system to monitor
delivery for all elements of
the business (supplier,
customer)?
4.29 0
What is the delivery number
for incoming and outgoing?
Is 100% on-time delivery the
goal?
Is delivery part of the plant
core measurable system?Does the supplier have
access to the customer
reporting systems or reports?
Does delivery information get
reported back to the
management team?
Is production order driven?Does the supplier have
access to systems such as
EDI & ASN
acknowledgement?
Are actual numbers readily
available and to world class
criteria?
Page 22 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 91/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
2. Dock to Stock Does a formal Dock to stockor skip lot inspection program
exist?
4.29 0
Is criteria identified to
support the program?
How is product removed from
Dock To Stock?
Who is responsible for the
designation of DTS and is
the system electronic or
linked to the ERP system?
Is Dock to Stock percentagetracked?
Are other programs designed
at reducing non value added
activities being utilized in
place of DTS?
3. Premium Shipments Are premium shipments
tracked on both ends of the
business?
4.29 0
What percentage of
shipments is related to
premium deliveries (shouldbe below 5%)?
Who is responsible for
tracking, reporting and
correcting issues related t
premium shipments?
Page 23 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 92/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 93/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
4. Line Shutdowns Continued
Are line shutdowns related tocomponent parts or process
downtime?
Is there a visual inventory
system or Kan Ban system in
place to highlight potential
issues?
Does the organization have a
formal planning department
responsible for incoming
component and outgoing
components?Is end of line yields in line
with industry standards or
can they potentially impact
shipping schedules?
Has the supplier identified
qualified sources (land, sea
and air) to expedite freight
when necessary?
5. Production Systems Shipping capabilities and
understanding of common
systems (JIT, LevelScheduling, Kanban etc.)
4.29 0
Does the supplier ship daily,
weekly, monthly etc?
Is the production schedule
forecast driven?
Page 25 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 94/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
6. Electronic Planning &Scheduling
Is production building todemand using concepts such
as one-piece flow, Dock to
Dock time and optimum
inventory to meet the
schedule?
4.29 0
Does the supplier have a
computerized system for
executing the order
fulfillment process?
What system is used forproduction planning and
scheduling?
Is the system still supported
by the manufacturer or the
internal IT function?
Do scheduling capabilities
include current systems such
as EDI using ERP systems?
Are ASN’s used if not is the
system capable of generating
ASN’s?
7. Barcoding Does the supplier utilize Bar-
coding throughout the order
fulfillment process?
4.29 0
What type of equipment is
available?
Page 26 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 95/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
7. Barcoding Continued Are ample back-up units inplace and is technology
current?
Is there a system in place
and is it capable of verifying
content vs. label?
Are AIAG standard label
formats in use or available?
Is the barcode system
verified using the ERP
system to confirm the ordermatches the printed code?
Total this section. 0
150Points Possible this section
Page 27 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 96/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
Capabilities 1. Computer Aided
Design
CAD systems available such
as: Pro-Engineering, Catia,
IDEAS, SDRC, Autocad
3.75 0
2. Electronic
Communication
Electronic Communication
available such as: FTP site, e
mail, high speed modem,
EDI, Internet access, Web
site, barcode, Y2K
compliance.
3.75 0
3. Analytical Capabilities
Laboratory/Analyticalservices available internally
or externally. Capable of
providing the necessary
scientific independent
evaluation required for the
specific industry. (egs.
include but are not limited to,
mold flow analysis, x-ray
technology, IR analysis,
material composition etc.)
3.75 0
4. Tooling/Fixturing/ Development
Capabilities
Capabilities such as: In-house prototyping, tool
design, tool machining, EDM,
tool maintenance programs,
rapid prototyping, soft
tooling, tooling with
automation, gauging etc.
3.75 0
Page 28 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 97/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
5. Material Experience /Intellectual Property
Materials used to support thecommodity being provided.
Does the supplying facility
have experience with many
different types of alternative
materials that have similar
properties and multiple
application opportunities.
Can the supplier
demonstrate a competency
in material experience that
may differentiate them andprovide competitive
advantage over the
competition. Has the supplier
developed a niche
application, material or
product that provides a
competitive advantage in the
supplying industry.
3.75 0
6. Cost Reduction Cost reduction programs
including full organizationalparticipation, management
driven, % of business goals,
measured and monitored for
performance.
3.75 0
Page 29 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 98/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 99/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 100/127
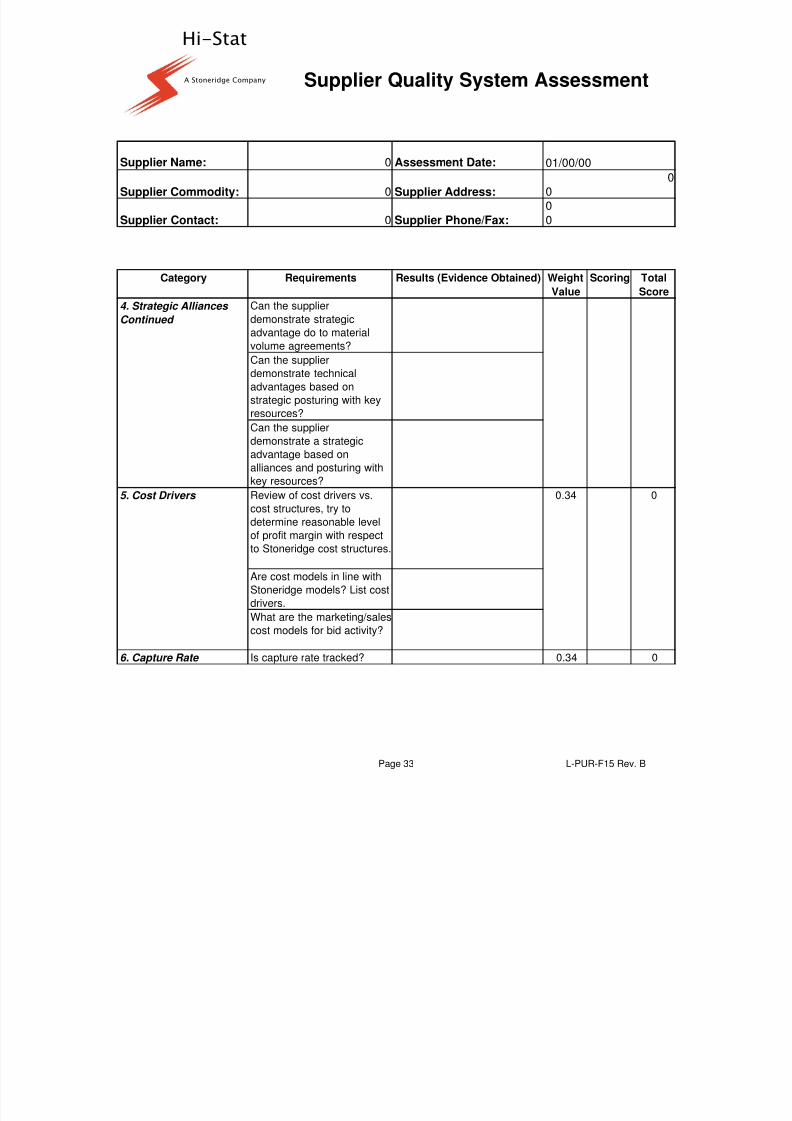
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 101/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
4. Strategic Alliances Continued
Can the supplierdemonstrate strategic
advantage do to material
volume agreements?
Can the supplier
demonstrate technical
advantages based on
strategic posturing with key
resources?
Can the supplier
demonstrate a strategic
advantage based onalliances and posturing with
key resources?
5. Cost Drivers Review of cost drivers vs.
cost structures, try to
determine reasonable level
of profit margin with respect
to Stoneridge cost structures.
0.34 0
Are cost models in line with
Stoneridge models? List cost
drivers.What are the marketing/sales
cost models for bid activity?
6. Capture Rate Is capture rate tracked? 0.34 0
Page 33 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 102/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
6. Capture Rate Continued
Review of competitivepricing, capture rate, lead
times, quote responsiveness
etc.
Total this section. 0
12Points Possible this section
Page 34 L-PUR-F15 Rev. B
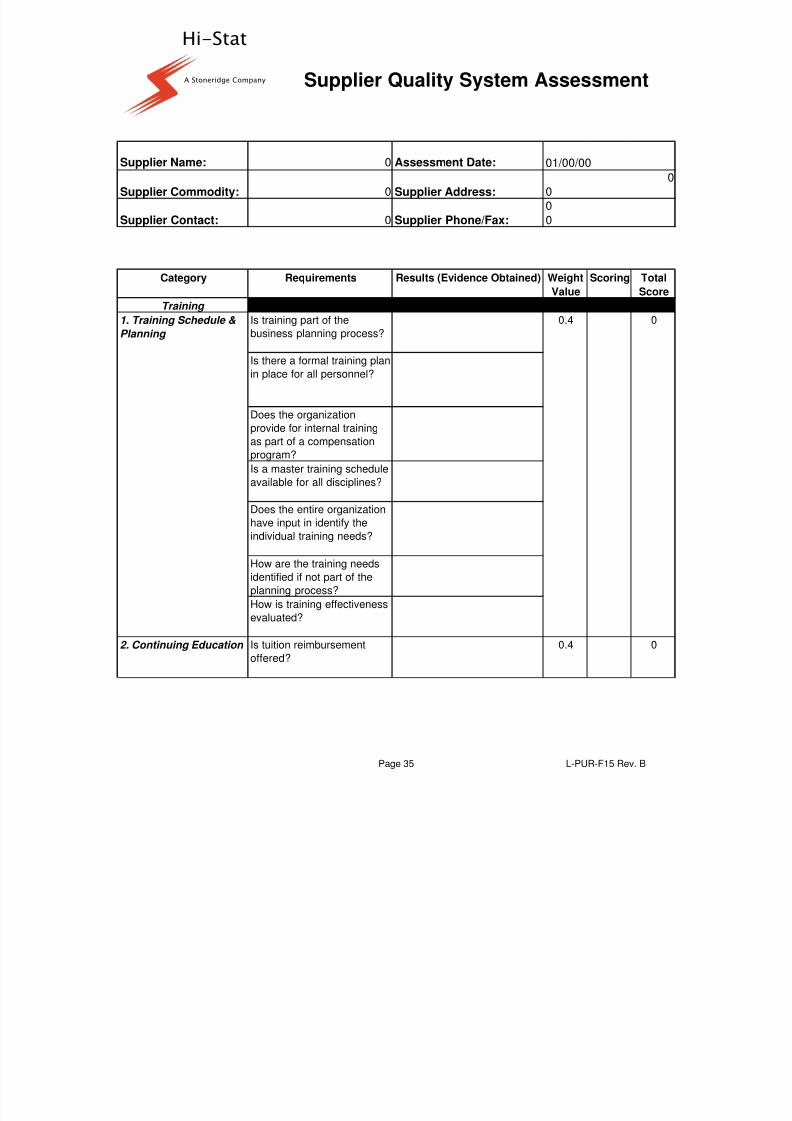
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 103/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
Training 1. Training Schedule &
Planning
Is training part of the
business planning process?
0.4 0
Is there a formal training plan
in place for all personnel?
Does the organization
provide for internal training
as part of a compensation
program?Is a master training schedule
available for all disciplines?
Does the entire organization
have input in identify the
individual training needs?
How are the training needs
identified if not part of the
planning process?
How is training effectivenessevaluated?
2. Continuing Education Is tuition reimbursement
offered?
0.4 0
Page 35 L-PUR-F15 Rev. B
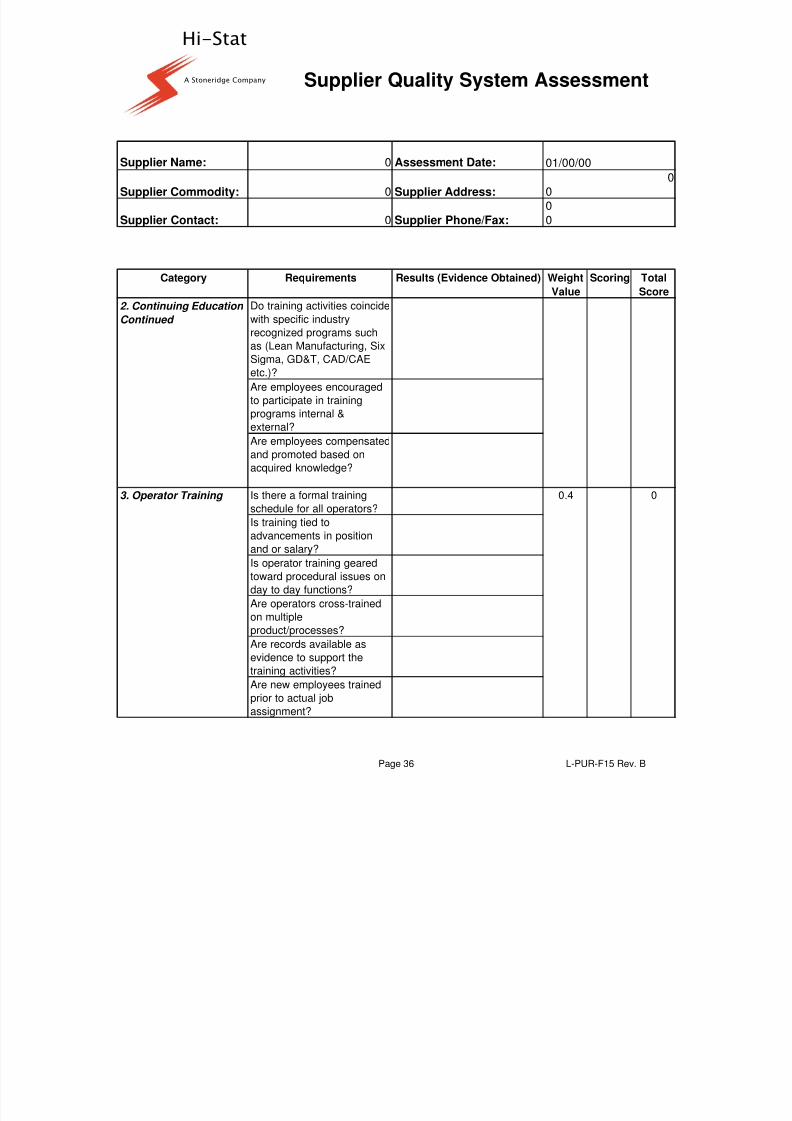
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 104/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
2. Continuing Education Continued
Do training activities coincidewith specific industry
recognized programs such
as (Lean Manufacturing, Six
Sigma, GD&T, CAD/CAE
etc.)?
Are employees encouraged
to participate in training
programs internal &
external?
Are employees compensated
and promoted based onacquired knowledge?
3. Operator Training Is there a formal training
schedule for all operators?
0.4 0
Is training tied to
advancements in position
and or salary?
Is operator training geared
toward procedural issues on
day to day functions?
Are operators cross-trainedon multiple
product/processes?
Are records available as
evidence to support the
training activities?
Are new employees trained
prior to actual job
assignment?
Page 36 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 105/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
3. Operator Training Continued
Does training includeprovisions for systems,
safety and housekeeping
(5S)?
4. Cross Training Is there a formal cross
training program?
0.4 0
Are all operators part of the
cross training program?
Is cross training limited to the
operators?
How are non Englishspeaking people trained?
5. Customer Workshops Has the supplier benefited
from customer workshops or
specific customer driven
programs?
0.4 0
Is there evidence available to
support a good strong
supplier/customer
information sharing process?
Are certificates of completionor records of attendance
available to support
attendance at the
workshops?
6. Workshops Has the supplier held any
workshops on site with their
supply base to trickle down
the acquired knowledge?
0.4 0
Page 37 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 106/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
6. Workshops Continued Are certificates of completionor records of attendance
available to support
attendance at the
workshops?
Is course or topic material
available and are other
workshops planned?
Total this section. 0
12Points Possible this section
Page 38 L-PUR-F15 Rev. B
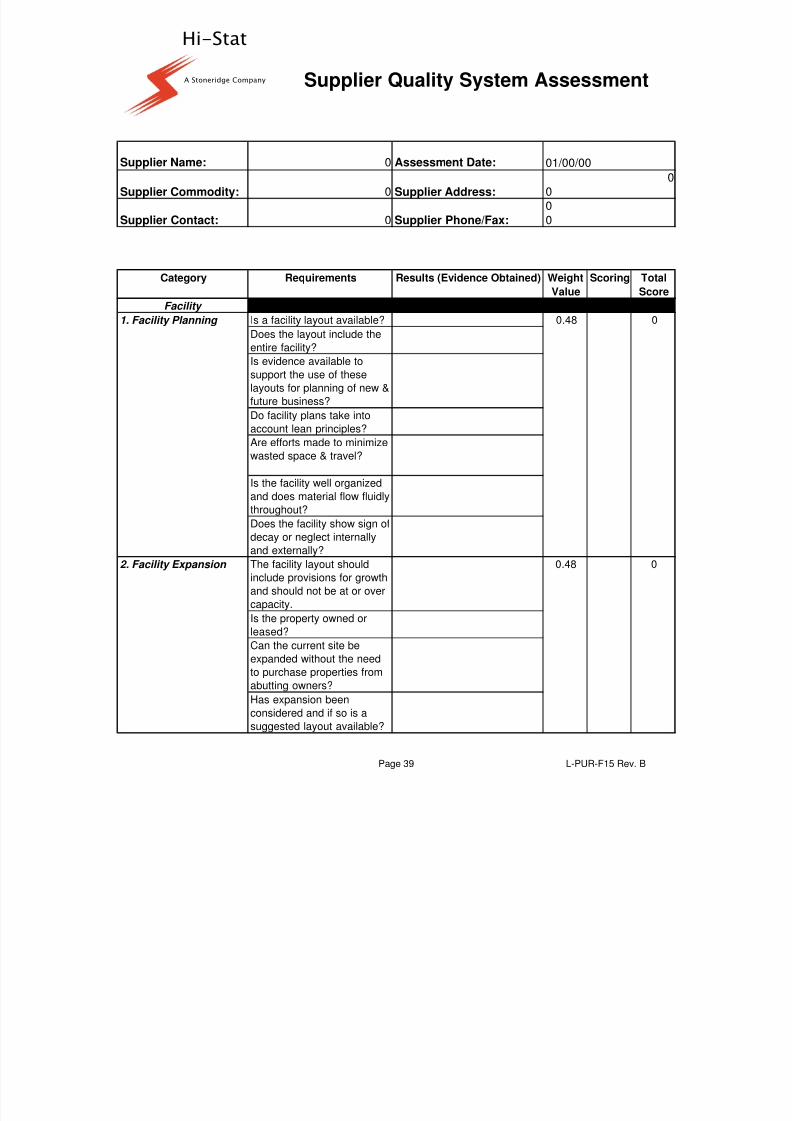
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 107/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
Facility 1. Facility Planning Is a facility layout available? 0.48 0
Does the layout include the
entire facility?
Is evidence available to
support the use of these
layouts for planning of new &
future business?
Do facility plans take into
account lean principles?
Are efforts made to minimize
wasted space & travel?
Is the facility well organized
and does material flow fluidly
throughout?
Does the facility show sign of
decay or neglect internally
and externally?
2. Facility Expansion The facility layout should
include provisions for growth
and should not be at or over
capacity.
0.48 0
Is the property owned or
leased?
Can the current site be
expanded without the need
to purchase properties from
abutting owners?
Has expansion been
considered and if so is a
suggested layout available?
Page 39 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 108/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
2. Facility Expansion Continued
Is the current property asingle site location?
3. Safety Environmental Look for any visible signs of
neglect and or safety related
issues that may jeopardize
worker/ building preservation
which could directly affect
material flow and operating
costs (workman’s comp, lost
days etc.)
0.48 0
Does the supplier haveprograms and policies
geared to an environmentally
friendly facility, modeled or
certified to ISO 14001.
Are lost work days tracked?
Does the facility handle any
materials that would be
considered hazardous?Are there provisions to
properly handle the
hazardous materials
internally and externally?
Is there an active safety
committee or program?
Who oversees the
committee?
Page 40 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 109/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
4. Contingency Planning Contingency planning shouldbe included in the operating
systems and should include
provisions for key
equipment/resources
necessary to ensure
uninterrupted product flow in
cases where reasonable
emergency planning is
required.
0.48 0
Is a contingency planningprocedure available?
Does the plan cover items
such as utilities, labor & key
equipment?
5. Location Is the facility located in an
area that allows for easy
access to all modes of
transportation?
0.48 0
List the closest airports and
railway in terms of general
proximity to the facility.Is the facility located in a
community that enables the
organization to attract
employees with the
background & education
necessary to run the
business effectively?
Page 41 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 110/127
Supplier Name: 0 Assessment Date:
Category Requirements Results (Evidence Obtained) Weight
Value
Scoring Tota
Scor
Supplier Quality System Assessment
01/00/00
0Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
0
0
Hi-Stat
A Stoneridge Company
5. Location Continued Are there any inherentdangers related to the
location of the site, either
environmental or climatic.
Total this section. 0
12
TOTAL 0
Points Possible this section
Page 42 L-PUR-F15 Rev. B
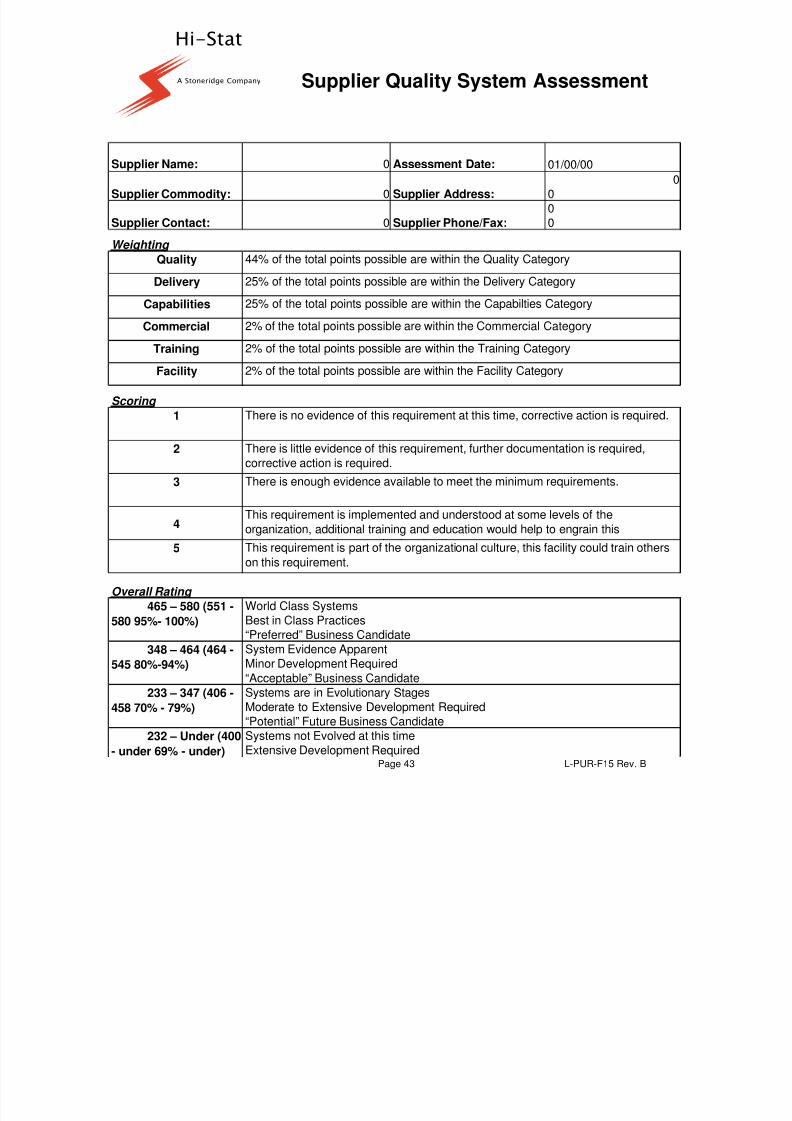
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 111/127
Supplier Name: 0 Assessment Date:
Weighting
Quality
Delivery
Capabilities
Commercial
Training
Facility
Scoring
1
2
3
4
5
Overall Rating
232 – Under (400
under 69% - under)
Systems not Evolved at this time
Extensive Development Required
233 – 347 (406 -
458 70% - 79%)
Systems are in Evolutionary Stages
Moderate to Extensive Development Required
“Potential” Future Business Candidate
348 – 464 (464 -
545 80%-94%)
System Evidence Apparent
Minor Development Required
“Acceptable” Business Candidate
There is enough evidence available to meet the minimum requirements.
This requirement is implemented and understood at some levels of the
organization, additional training and education would help to engrain this
This requirement is part of the organizational culture, this facility could train othe
on this requirement.
465 – 580 (551 -580 95%- 100%)
World Class SystemsBest in Class Practices
“Preferred” Business Candidate
25% of the total points possible are within the Delivery Category
25% of the total points possible are within the Capabilties Category
There is no evidence of this requirement at this time, corrective action is required
There is little evidence of this requirement, further documentation is required,corrective action is required.
2% of the total points possible are within the Commercial Category
2% of the total points possible are within the Training Category
2% of the total points possible are within the Facility Category
44% of the total points possible are within the Quality Category
0
0
Supplier Quality System Assessment
01/00/00
0
Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
Hi-Stat
A Stoneridge Company
Page 43 L-PUR-F15 Rev. B
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 112/127
Supplier Name: 0 Assessment Date:
0
0
Supplier Quality System Assessment
01/00/00
0
Supplier Address:
Supplier Phone/Fax:
0
0
Supplier Commodity:
Supplier Contact:
Hi-Stat
A Stoneridge Company
“Not Viable” Business Candidate at this time
Page 44 L-PUR-F15 Rev. B

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 113/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 114/127
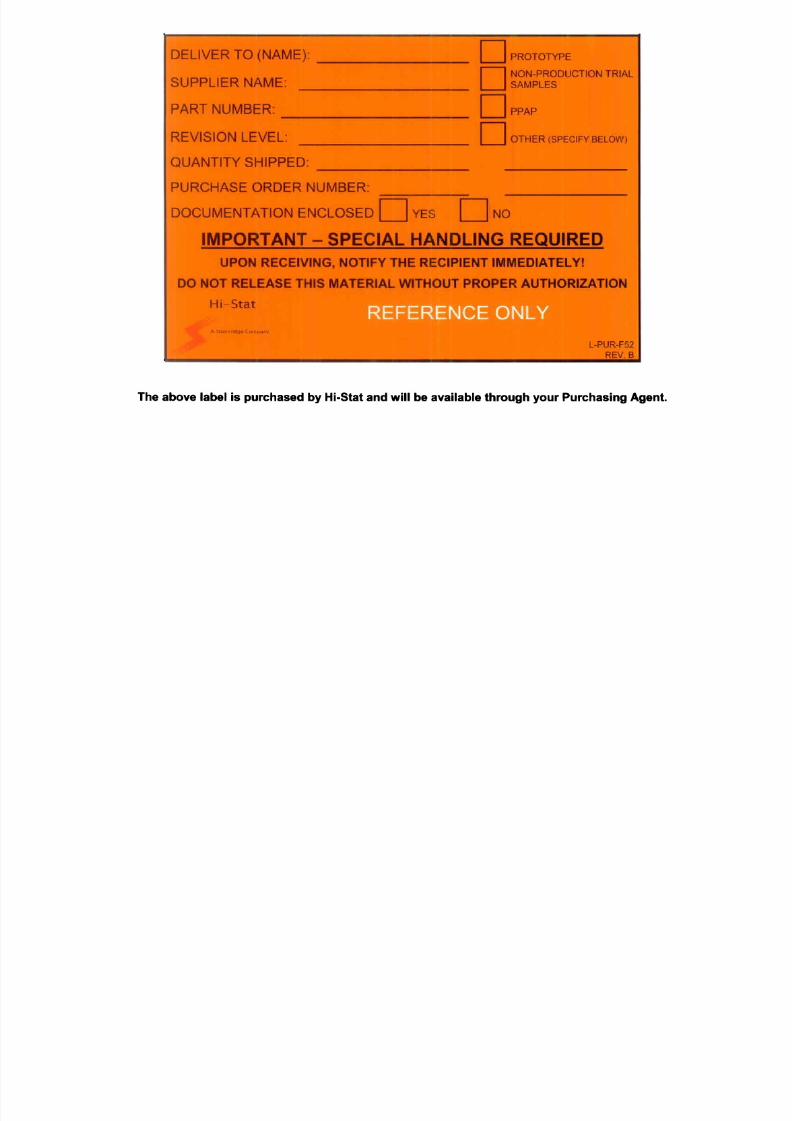
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 115/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 116/127
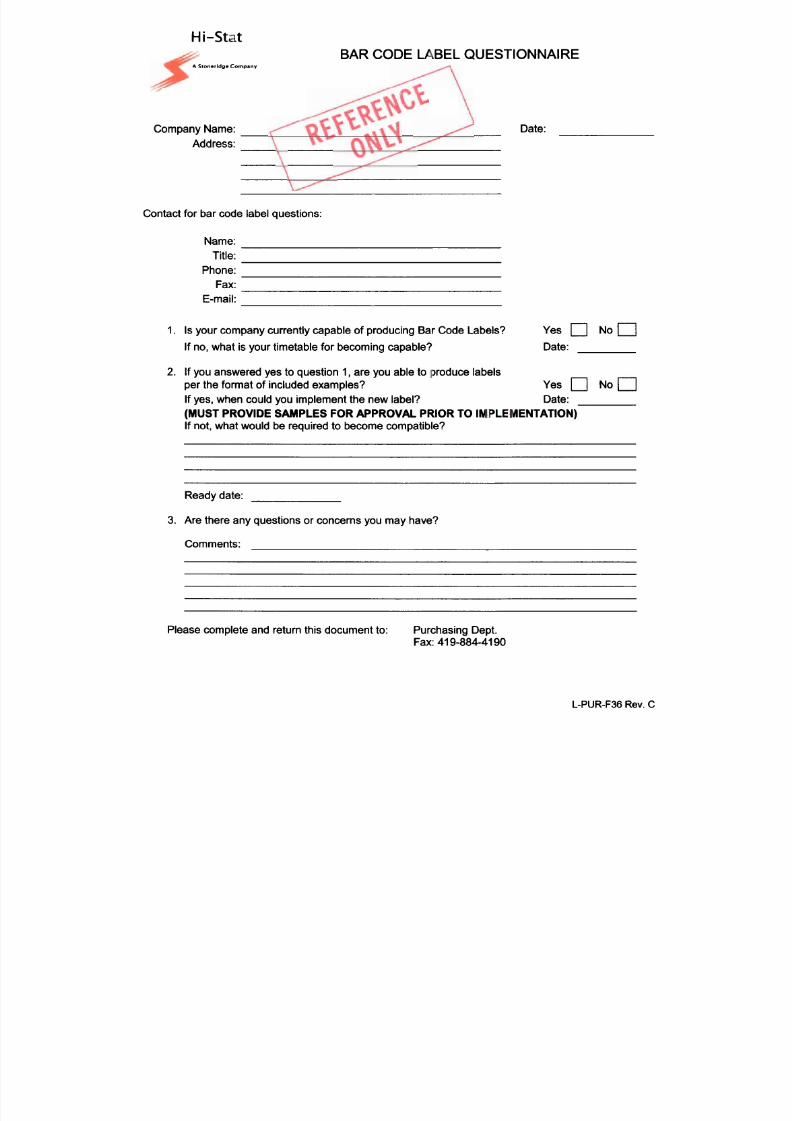
8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 117/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 118/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 119/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 120/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 121/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 122/127
TITLE: PAGE OF
SEC. 16.0, PURCHASE ORDER TERMS, CONDITIONS ANDTOOLING NOTES 1 3
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
PurchasingAgent informs
suppliers ofterms and
conditions forpurchase order
Is the purchase ordera blanket order? YES
N O
Is the purchaseorder for tooling?
Note on the PO that the order qty.
is for reference only and thatobligation is limited to release qty.
YES
N O
Note on purchase order terms of toolingincluding: tool maintenance, PPAPsubmission, and tool identification.
No additionalnotes required onpurchase order.
ReleasePurchase Order
Purchase Order Terms& Conditions

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 123/127
TITLE: PAGE OF
SEC. 16.0, PURCHASE ORDER TERMS, CONDITIONS ANDTOOLING NOTES 2 3
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
PURPOSE: To inform Hi-Stat Suppliers of our Purchase Order terms and conditions and toolingnotes that may or may not appear in the body of a Purchase Order.
SCOPE: Use of this procedure applies to Suppliers of component parts, materials orprocesses to Hi-Stat.
DEFINITIONS: N/A
PROCEDURE:
RASI: Responsible: Purchasing AgentAccountable: Director Materials & Logistics ManagementSupport: Director of Operations & Order FulfillmentInform: Business Unit Manager
1. PURCHASE ORDER TERMS & CONDITIONS
The terms and conditions attached to this section obligates the Supplier whenaccepting the Purchase Order to agree to the terms stated. See succeeding pagesof this section.
1.1 Blanket Purchase Order Note
The total quantity stated on this Blanket Purchase Order is for referenceonly. The Buyer intends to purchase the quantity shown, but the Buyer’sobligation is limited to ONLY the quantity specified in each individualauthorized release.
1.2 Price Increase Justification
Any Supplier requesting a price increase must provide detailed, itemizeddata verifying the requested increase. Only material increases accompaniedwith the appropriate justification will be considered. Labor and overheadincreases are excluded from consideration since these areas should beoffset with productivity improvements.
All requested price increases by a Supplier must be submitted and approvedby the respective Hi-Stat Purchasing Agent sixty days prior to becomingeffective. Any price increases may warrant re-quoting of the affected part(s)with competitive sources.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 124/127
TITLE: PAGE OF
SEC. 16.0, PURCHASE ORDER TERMS, CONDITIONS ANDTOOLING NOTES 3 3
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 B 01/12/05 STEVE FELLOWS DARREL GEORGE
2. TOOLING NOTES
Included in this section are examples of notes that may be printed in the body ofpurchase orders (when applicable) for production tooling, dies, and molds.
Notes:1. Any / all maintenance / replacement charge(s) for this tooling during the
life of this program is the complete responsibility of the supplier.
2. Please refer to the Supplier Quality Management Guidelines, Sec. 8.0,Supplier Production Part Approval Process (PPAP) for part submission.
3. Obtain the proper tooling identification number from the purchasing agentand stamp this number on the base of the subject die/mold.

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 125/127

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 126/127
L-PUR-F32
REV. A
ADDITIONAL TERMS AND CONDITIONS WHEN QUOTING OR
ACCEPTING A TOOLING PURCHASE ORDER FROM HI-STAT MFG.
1. To supply a complete set of drawings to Hi-Stat Mfg. which accurately convey the
details of the tool(s) built. Hi-Stat will not send the final payment until the drawingsare received.
2. Upon Production Part Approval (PPAP) and full payment of tooling, tool(s) becomesole property of Hi-Stat Mfg. and can be removed from the supplier at Hi-Stat’srequest.
3. The tool(s) are to be permanently marked “Property of Hi-Stat Mfg. Co.”followed with Hi-Stat’s part number and tool identification number.
4. Supplier agrees to use the tool(s) exclusively to produce parts for Hi-Stat Mfg. unless
given written authorization to indicate otherwise.
5. Supplier agrees to submit parts per Sec. 8.0, Production Part Approval Process (PPAP)of the Hi-Stat Supplier Quality Management Guidelines. (Note: If there are anyexceptions to Sec. 8.0, they must be documented on the PPAP.)
6. The supplier will provide material certifications as specified in the Hi-Stat SupplierQuality Management Guidelines, Sec. 10.0, Material Certification.
I have read the above statements and agree to comply with all of the listed terms andconditions.
Name of Company Authorized Signature Date
Hi-Stat PartNumber:
Request for Quotation Number:
Return completed form to:Hi-Stat Manufacturing CompanyLexington Division345 South Mill StreetLexington, OH 44904
Attn:

8/6/2019 Supplier Quality Practice
http://slidepdf.com/reader/full/supplier-quality-practice 127/127
TITLE: PAGE OF
SEC. 17.0, REVISION HISTORY 1 1
PROCEDURE # REV. DATE: PREPARED BY: APPROVED BY:
L-PUR-25 G 05/09/06 STEVE FELLOWS CRAIG BENSON
REVISION HISTORY
REV. DATE CHANGE PREPARED REVIEWED ANDBY: APPROVED BY:
G 05/09/06 S. Fellows C. BensonRewrite section 7.0 to show new evaluation criteria, change section 14.0 from Dock to Stockto Dock to Point of Use.
F 03/24/06 S. Fellows C. BensonIn section 13.0 removed symbols and added symbol with Cpk level requirement. ChangedSupplier Development Engineer to Buyer/Supplier Quality Agent.
E 07/29/05 S. Fellows D. GeorgeChanged sort firm in section 11.0; updated title page and table of contents.
D 06/02/05 S. Fellows D. GeorgeRevised section 3 and 6 to reflect the assessment score as a percentage. Updated titlepage and table of contents.
C 03/31/05 S. Fellows D. GeorgeUpdated Title Page and Table of Contents to reflect changes within the manual. Sec. 3.0 – Added the process for certifying, developing and re-sourcing non-certified suppliers
(paragraphs 1.2 – 1.7); updated flowchart. Sec. 7.0 – Re-write of paragraphs 5.1 – 5.3.Sec. 11.0 – Re-write of paragraph 1.4.


















